
Распространённые ошибки
Если человек впервые пробует заточить пилу, ему сложно выполнить все требования и запомнить нюансы технологического процесса. Однако нарушение этих правил приводит к тому, что эффективность использования ленточной пилы заметно снижается, повышается нагрузка на полотно, что приводит к преждевременному разрыву.
Профессионалы рекомендуют не допускать таких ошибок:
при механической заточке абразивный камень расположен неправильно относительно профиля пилы. В этом случае заточка зубьев будет неравномерной;
излишние усилия при контакте пилы и заточного круга. В результате металл перегревается, появляется окалина, которая приводит к преждевременному износу режущей кромки;
на полотне остаются заусенцы. После заточки все шероховатости необходимо устранить, иначе в процессе эксплуатации на металле будут появляться микроскопические трещины;
применение собственных углов заточки. Многие неопытные мастера считают, что для зубьев пилы важна только острота, поэтому беззастенчиво нарушают геометрию профиля режущей кромки, рекомендованную производителем
Важно понимать, что форма зуба проверена годами, пытаться экспериментировать здесь бесполезно.
Вместо заключения добавим, что у каждой ленточной пилы имеется определённый ресурс, поэтому полотно нельзя затачивать до бесконечности. Производители гарантируют корректную работу инструмента, пока общая ширина полотна не уменьшится до 65% от первоначального размера.
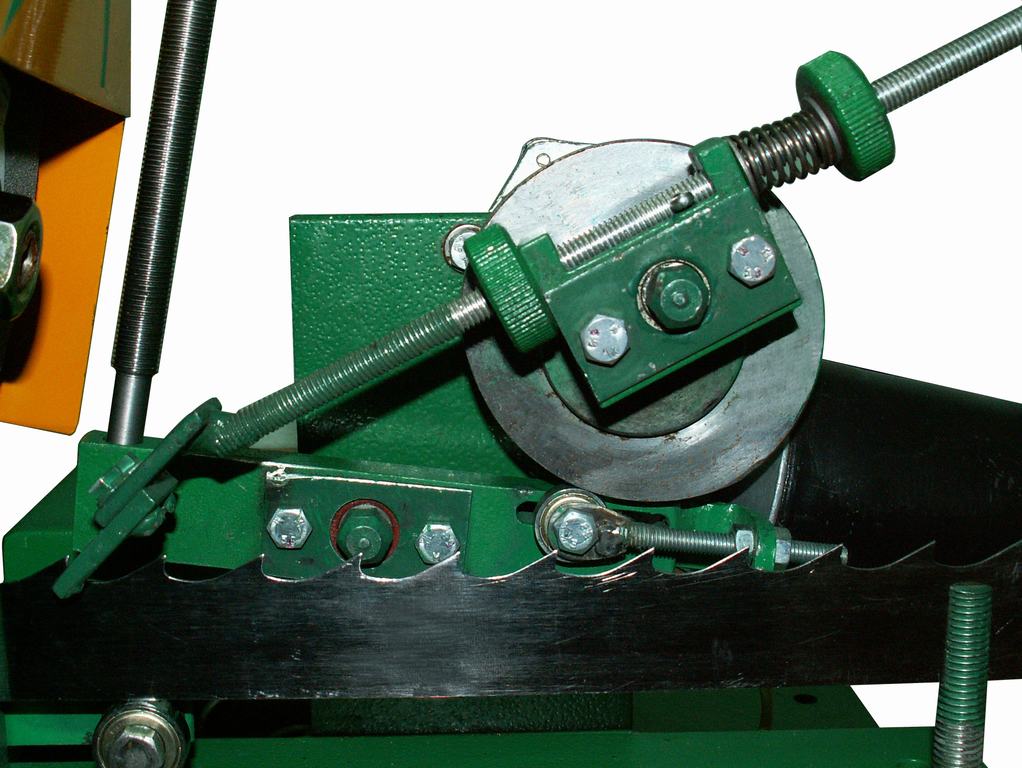
а) Настройка заточного станка:
1. Шлифовальный круг должен находиться перпендикулярно пиле при взгляде сверху((I-) — правильно, (/-) — не правильно) (достигается регулировкой основания на котором закреплён вал с шлифовальным кругом)
2. Шлифовальный круг должен быть центрирован относительно пилы (достигается выдвижением на себя или задвиганием от себя направляющей, на которой находится круг; на зажимы сверху кладёте дощечку толщиной 2-3мм, с проведённой карандашом линией так, чтобы линия совпадала с линией зажима пилы, затем опускаете круг и вы увидите куда смещён круг (влево или вправо от “пилы”).Без этой настройки пилу будет уводить либо постепенно вверх, либо постепенно вниз в зависимости от того куда смещён круг, и как хороша ваша заточка.
3. Пила должна находится на зажимах горизонтально на нулевом уровне(достигается наложением уровня на кончики зубьев пилы и регулировкой поддерживающих направляющих пилы) 4. Пила должна выступать над зажимом на величину 2-3 мм, но не более того.
б) Выбор и правка камня:
1. Выбирается заточной камень следующих марок(по российскому ГОСТу) СТ1,С2,С1,СМ2,СМ1 — желательно на керамической основе, хотя “умные” книжки советуют на бакелите, но это ещё зависит от марки стали.
2. Толщина камня должна быть в пределах от 20 до 33% от шага зуба. Для шага 22мм — это камни толщиной 6мм, по нашему стандарту.
3. Камень правится в следующей очерёдности: сначала параллельно “карману” зуба правится нижняя часть камня, затем параллельно спинке зуба, правится правая часть камня.
4. Левую сторону камня править нельзя, так как это изменит угол заточки, (за левой стороной глаз да глаз. ).
5. Правка камня должна проводиться перед каждой заточкой пилы, но только не во время заточки.
ООО «ПилорамCервис» 2004–2019
Информация на сайте ни при каких обстоятельствах не является публичной офертой.При использовании материалов с данного сайта — ссылка на него обязательна!
Как правильно заточить ленточную пилу
Сразу отметим, что если опыта и навыков выполнения таких работ нет, доверить заточку пил лучше профессионалам. Нарушение геометрии зубьев режущей кромки, появление окалины на металле или неправильная разводка заметно сокращают срок службы полотна.
Решив заточить ленточную пилу своими руками, нелишним будет предварительно ознакомиться с ключевыми определениями, знание которых может потребоваться в процессе работы. Итак, для правильного формирования режущей кромки потребуется:
- разводка – отклонение зубьев от плоскости основного полотна пилы;
- высота зубьев – расстояние между верхней точкой и основанием;
- шаг – расстояние между зубьями, обычно варьируется в пределах 19-25 мм.
- угол заточки – зависит от целевого предназначения инструмента; например, рекомендуемый угол заточки столярных пил составляет 35°, делительных – 18-22, предназначенных для распиловки бруса – не более 15°.
Угол заточки определяется производителем, поэтому при самостоятельной правке пилы рекомендуется придерживаться этих параметров.
Приведём детальную инструкцию, которая поможет правильно заточить замкнутую пилу, не прибегая к услугам специалистов.
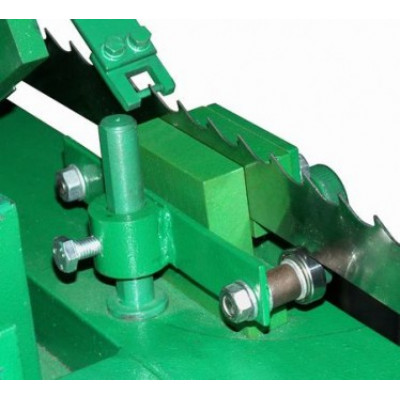
Разводка
Развод ленточных пил по дереву – это первый этап восстановления профиля режущей кромки. В процессе эксплуатации расположение зубьев может изменяться, поэтому пока не достигнута правильная геометрия, затачивать пильную часть не имеет смысла.
Существует 3 способа развести пилу:
- классический – зубья попеременно отклоняются в правую и левую сторону;
- зачищающий – 1-й и 2-й зубья отклоняются в разные стороны, третий остаётся ровным. Такой профиль создаётся для распиловки твёрдых материалов;
- волнистый – наиболее сложный вариант, напоминающий по форме волну. Здесь каждому зубу придаётся индивидуальная форма, и такой тип разводки обычно выполняется только в специализированных мастерских.
Нужно отметить, что при разводке огибается не весь зуб, а примерно 2/3 верхней части. Процедура выполняется на специальном станке для разводки ленточных пил. Стоимость такого инструмента довольно высока, потому его покупают, если требуется налаживать несколько инструментов. Его наличие может стать основой бизнеса по заточке.
Разумеется, с первого раза правильно все сделать даже на разводном станке может не получиться, поэтому как минимум геометрия профиля должна остаться такой же, как до начала выполнения работ.
Заточка
Это основной этап правки режущей кромки, который может выполняться двумя способами.
Полнопрофильная заточка пил выполняется эльборовым кругом, установленным в специальном точильном станке.
Это полностью автоматизированная операция, которой пользуются профессионалы. Работой станка для заточки ленточных пил по дереву управляет электроника, и заточной круг за один проход обрабатывает всю ленту. Недостаток такого способа заключается в том, что эльборовый круг подбирается индивидуально к профилю пилы, поэтому для правки разных инструментов заточной элемент должен присутствовать в ассортименте.
Заточка зубьев выполняется вручную или на специализированном оборудовании.
В первом случае можно восстановить остроту зубьев в кратчайшие сроки, но работа требует определённых навыков. Во втором – кропотливый труд: 4-5 движений по грани каждого зуба.
Для автоматической заточки используются алмазные, эльборовые и корундовые круги
Важно понимать, что при выполнении этой процедуры зубьям придаётся только острота, созданная после разводки полотна геометрия должна остаться неизменной
Чем можно заточить?
Небольшое полотно с маленькими зубьями можно заточить специальным надфилем или обычной насадкой станка. Однако такая заточка очень длительная и малопроизводительная, а также очень часто вызывает ряд поломок пилы. С учетом этих проблем уже давно многие мастера используют электрический заточной станок, который довольно быстро и одинаково ровно затачивает все зубья ленточной пилы.





Такие станки делятся на несколько групп.
- Полностью автоматические центры, в них используется специализированная программа подачи и заточки, такие станки применяют в основном крупные мастерские для подточки или восстановления крупных и массивных ленточных пил. Процесс происходит с применением охлаждающих химических жидкостей и под строгим контролем.
- Полуручные станки с консолями специального инструмента.
- Небольшие автоматические центры, в них настраивается шаг перемещения полотна и осуществляется контроль процесса.
Точильный станок представляет собой агрегат, который помогает качественно заточить пилу с помощью заточного круга. Чаще всего под определенный вид пилы подбирается определенный агрегат.
Станок включает в себя:
- основание и внешнюю конструкцию;
- крепление для инструмента;
- специальные приводы, используемые для передвижения полотна и вращения точильных кругов.
Характеристика зубьев инструмента
На подобных инструментах, в зависимости от характеристик материалов, которые будут обрабатываться, могут применяться разные формы зубьев. К примеру, для работы с деревом используются устройства со:
- столярными;
- делительными зубьями.
Форма и другие параметры данных элементов различны в зависимости от вида и подвида зубьев. Под каким углом необходимо проводить точение определяет производитель. Данный параметр зависит от большого количества факторов. Однако есть одна общая тенденция: чем мягче материал – тем большим должен быть угол затачивания, и наоборот.
Ленту, предназначенную для разрезки металлических изделий, оснащают одним из двух видов зубьев:
- стандартными;
- с «положительным передним углом».
Направление резки
Все эти нюансы необходимо учитывать при точении. Как показывает статистика, в восьмидесяти – девяноста процентах случаев именно неправильная заточка является причиной разрыва ленты.
Разводка
Разводка предшествует точению. Если при заточке ленточных пил своими руками пропустить данный этап, можно не надеяться на удачный результат. Суть разводки заключается в отгибе зубьев в стороны. Данная процедура снизит трение полотна и предотвратит его сжатие. Проводить процедуру можно одним из трех способов:
- зачищающая разводка. Каждый третий зуб полотна оставляется в начальном положении. Другие отгибаются. Способ используется для обслуживания изделий, которые обрабатывают материалы повышенной твердости;
- классическая. Зубья поочередно отгибаются в правую и левую стороны;
- волнистая. Данный вид разводки является наиболее сложным. При ее применении предусматривается отгиб каждого отдельного зуба под определенным градусом. Причем градус этот индивидуален для каждого элемента.
Обычно производитель изделия указывает рекомендуемые параметры разводки. Диапазон допустимого отгиба варьируется в пределах от 0,3 до 0,7 миллиметров. Для осуществления операции необходимо иметь специальный разводной инструмент.
Заточка
Затачивание может производиться при помощи специального точильного станка, или без него. Для проведения данной процедуры не требуется обладать особыми навыками, хотя у лиц без опыта могут возникнуть определенные трудности. Выделяют два вида заточки:
- полнопрофильная заточка ленточных пил по дереву;
- заточка граней зубьев.
В первом случае не обойтись без специального станка, оснащенного эльборовым кругом. Круг подбирается индивидуально на основании формы изделия. Инструмент для заточки пронзает межзубовые впадины ленты, захватывая поверхности соседних зубьев. Качество такой обработки достаточно высокое. Однако придется приобретать большое количество кругов, обладающих разными характеристиками.
Грани можно затачивать вручную, без специального станка. Однако можно использовать и предназначенные для этого агрегаты. Для ручной заточки необходим гравер или надфиль. Качество обработки на станке выше, однако, как и в предыдущем случае, придется обзавестись большим количеством точильных кругов.
Точильные станки
Агрегаты, предназначенные для полнопрофильного точения, функционируют в автоматическом режиме. Движение толкателя и двигателя с кругом синхронизировано. Задача толкателя – перемещение ленты на шаг после заточки каждой выемки. Проблемой подобных станков является узость их применения. Для пил разных профилей необходимо иметь разные агрегаты.
Существуют также станки, которые затачиваются передние, задние поверхности зубьев, или обе стороны одновременно. Заточные круги – плоские круги, при изготовлении которых используется определенный абразив:
- электрокорунд;
- эльбор;
- алмазное напыление.
Где купить пилораму Тайга Т-2
Станки по дереву необходимо приобретать в специализированных магазинах
Качественное оборудование для лесопилок, мебельных и других производств – это важное условие для бизнеса, занимающегося деревообработкой
Купить пилораму Тайга в Чебоксарах вы можете в нашем магазине. Также занимаемся поставками запасных частей, комплектующих и оснастки. Предлагаем приобрести электронные линейки для комплектации пилорамы, они улучшают точность разметки и облегчат работу оператору. Чтобы узнать, сколько стоит Тайга Т-2, позвоните нашему консультанту или отправьте сообщение через форму обратной связи. Купить ленточную пилораму вы можете за наличный расчет, по карте или оплатить оборудование с помощью банковского перевода.
Настройка пилорамы
Для того чтобы работа на пилораме была эффективной, необходимо регулярно проверять и настраивать все важные механизмы оборудования.
В процессе эксплуатации необходимо контролировать следующие моменты:
- Натяжение полотна. Ленточную пилу рекомендуется использовать не более 2 часов непрерывно. При перегреве полотно снимают и оставляют отдыхать на 24 часа.
- Разводка пилы. Для получения качественного распила необходимо постоянно проверять этот параметр. Оптимальной считается разводка, когда соотношение опилок и воздуха между бревном и пилой составляет 3:1.
- Скорость работы пилорамы. Если пилить бревна с высокой скоростью получится более качественный срез, но при этом сокращается срок эксплуатации ленточной пилы. Лучше всего не превышать 1/2 допустимого значения.
- Для увеличения срока эксплуатации механизмов ленточной пилорамы необходимо использовать смазку для ленточных пил. Оптимальный состав включает в себя смазочное масло для бензопил и солярку в пропорции 1:1. Раствор наносится в небольших количествах на обе стороны полотна.
После проверки и наладки механизмов ленточной пилы приступают к подготовке древесины.
Технические характеристики и особенности пилорамы Тайга Т-2
Общие параметры станка:
- мощность двигателя – 7,5 кВт;
- напряжение сети – 380 Вольт;
- вес в сборе – 550 кг.
Характеристики:
- диаметр пильных колес – 520 мм;
- длина обрабатываемого бревна – 6,5 метров;
- диаметр распиливаемого бревна – до 0,8 метров;
- принцип перемещения пилорамы вдоль бревна – вручную;
- размеры станка длина, высота и ширина – 930 х 1700 х 2000 мм;
- размеры ленточных полотен (длина и ширина) – 4026 х 35-38 мм;
- схема подъема и опускания пильной каретки – электромеханическая;
- размеры рельсовой рамки длина, высота м ширина – 3 секции 8000 х 80 х 1060 мм;
- расчётная производительность (необрезная доска) – 50 мм/смена – 8 кубометров.
| Характеристика | Значение |
|---|---|
| Диаметр обрабатываемого бревна с кантованием, мм | 800 |
| Длина обрабатываемого бревна, мм | 6500 |
| Мощность/рабочее напряжение привода пилы, кВт/В | 7,5/380 |
| Мощность подъема/опускания пильной каретки | 0,25 |
| Диаметр чугунных пильных колес, мм | 520 |
| Механизм натяжения пилы | механический |
| Толщина пропила, мм | 2 |
| Угол захода пилы в бревно | прямой |
| Параметры применяемых ленточных пил с шагом зуба 22 мм (длина/ширина/толщина, мм) | 4026/35-38/1 |
| Производительность (смена – 8ч, материал – доска необрезная 50 мм), м³ | 8-10 |
| Вес и габариты станка, кг/мм | 584/930x1700x2000 |
| Дополнительные комплектующие | Электронная линейкаУсиленный рельсовый путьОпоры крепления рельсового пути на основаниеЭлектромеханический привод перемещения пилорамы по рельсовому пути |
Тайга Т-2 не потребляет много электроэнергии, достаточно компактна, проста в эксплуатации и обладает отличной ремонтопригодностью.
Где применяется:
- на делянках, заготовительных пунктах;
- при производстве досок, брусков;
- на мебельных фабриках.
Технические характеристики:
| Диаметр распиливаемого бревна (мм.) с кантованием | до 900 |
|---|---|
| Длина обрабатываемого бревна (мм.) | 6500 |
| Мощность двигателя (кВт) | 7,5 |
| Напряжение (V) | 380 |
| Диаметр пильных колес (мм.) | 520 |
| Подъем/опускание пильной каретки | электромеханическое |
| Перемещение пилорамы вдоль бревна | ручное |
| Габариты станка длина/высота/ширина (мм.) | 930/1700/2000 |
| Габариты рельсового пути длина/высота/ширина (мм.)(3 секции) | 8000/80/1060 |
| Вес общий (кг.) | 550 |
| Параметры ленточных пил длина/ширина (мм.) | 4026/32-35 |
| Производительность по необрезной доске 50 мм/смена (м.куб) | 8 |
| Стоимость (руб.) | 169000 |
| Узнать больше или сделать заказ | позвоните по бесплатному телефону 8-800-200-08-66 |
Что выгоднее купить или построить Дом?
Тип файла: JPG
Размер: 2,8 MB
2 Разводка и заточка ленточных пил – суть процессов
Режущая кромка инструмента теряет свои свойства после каждого его использования по назначению. Исправить данную ситуацию невозможно, естественный износ пилы в процессе эксплуатации считается неизбежным. В связи с этим разводка, осуществляемая перед заточкой приспособления для резки, и непосредственно заточка оказывают большое влияние на функциональность инструмента.







Разводка представляет собой процедуру по отгибу в стороны зубьев режущего приспособления, необходимую для снижения трения полотна и предотвращения его зажатия. Указанная операция выполняется по трем вариантам:
- зачищающий: в начальном положении оставляют каждый третий зуб пилы, такой способ разводки рекомендован в тех случаях, когда ленточнопильный станок обрабатывает очень твердые сплавы и материалы;
- классический: производится поочередный отгиб зубьев в левую и в правую сторону;
- волнистый: наиболее сложный вид процедуры, при котором показатель отгиба каждого отельного зуба является сугубо индивидуальным.

Разводка выполняется посредством разводных специальных приспособлений. Ее величина, как правило, не превышает показателя в 0,7 мм (на практике зубы разводятся и на меньшую величину – от 0,3 до 0,6 мм)
Обратите внимание на то, что отгибают 2/3 либо 1/3 зуба, а не весь зуб
После грамотно сделанной разводки можно отправлять инструмент на заточной станок для ленточных пил, и приступать к его заточке. Известно, что более 80 процентов случаев потери пилой своих рабочих параметров связано с неправильной их заточкой или же с тем, что таковая не была произведена своевременно. Определить необходимость выполнения процедуры несложно визуально – по повышенной шероховатости стенок пропила, либо по виду зубьев.

Твердость зубьев напрямую влияет на то, какие конкретно круги следует установить на станок для заточки ленточных пил. Для биметаллических приспособлений обычно выбирают боразоновые или алмазные круги, для сделанных из инструментальных сталей – корундовые. А вот форму изделий для заточки определяют по характеристикам пилы. С этой точки зрения круги могут быть:
- тарельчатыми;
- чашечными;
- профильными;
- плоскими.
Выполняя заточку зубьев, нужно придерживаться следующих обязательных требований:
- не должно появляться заусенцев;
- по профилю зуба съем металла должен быть равномерным;
- следует использовать жидкость для охлаждения агрегата для заточки;
- профиль зуба и его высота не должны изменяться в результате проведения процедуры;
- чрезмерно сильный нажим на круг недопустим, так как в данной ситуации высока опасность формирования отжига.

Перед проведением заточки желательно оставить инструмент на 10–12 часов в вывернутом подвешенном состоянии. Это значительно облегчит процесс.
В большинстве случаев заточка в домашних условиях выполняется по задней поверхности зубьев пил, хотя рекомендации производителей позволяют осуществлять операцию и по передней поверхности.
Типы разводки ленточных пил
Как и любой другой инструмент, ленточная пила подвергается износу после каждого цикла резки. Это естественный и неизбежный процесс. Именно поэтому каждая пила ленточного типа нуждается в регулярном и квалифицированном обслуживании – разводке и заточке. Такое обслуживание позволяет не только поддерживать режущее полотно в рабочем состоянии, но и значительно увеличивать срок его эксплуатации.
Увеличить срок службы режущего полотна и значительно улучшить его функциональные возможности позволяет правильная разводка. Смысл такой операции заключается в следующем: режущие зубья пилы отгибают в разные стороны, что позволяет уменьшить силу трения в процессе резки, а также минимизировать риск зажатия полотна обрабатываемой деталью. Разводка ленточной пилы может выполняться по трем схемам, выбор которой зависит от типа обрабатываемого материала.
- При так называемом зачищающем типе разводки зубья отгибают таким образом, что нетронутым остается каждый третий из них. Такую схему применяют, если режущее полотно будет использоваться для распила особо твердых металлов и сплавов.
- Классический тип разводки предполагает поочередный отгиб каждого режущего зуба.
- При волнистой разводке каждый режущий зуб отгибается на определенный угол. Понятно, что такой тип разводки является наиболее сложным из всех остальных.
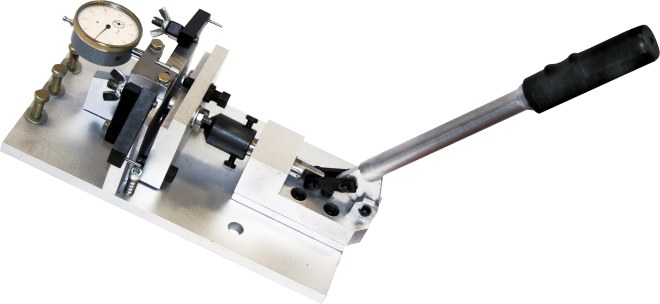
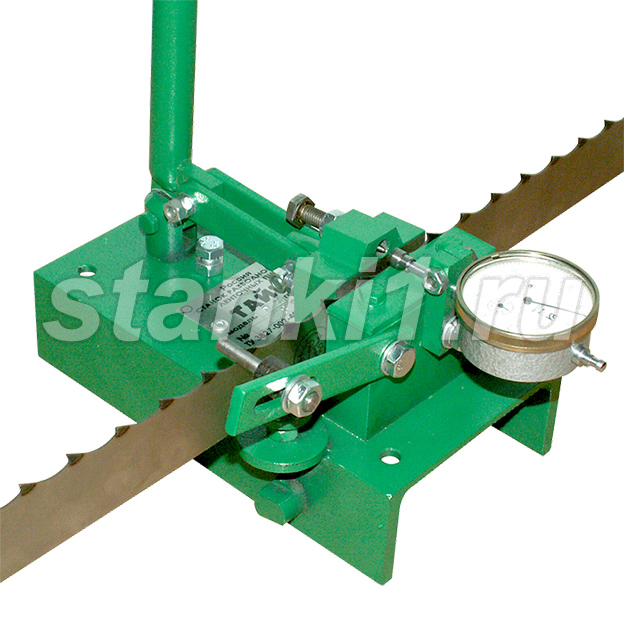
Станок для разводки ленточных пил
Для отгиба зубьев ленточной пилы применяется специальное оборудование, позволяющее выполнить такую технологическую операцию быстро и максимально точно. По общепринятым нормативам, максимальная величина разводки зубьев не должна превышать 0,7 мм, но обычно ее значение находится в диапазоне 0,3–0,6 мм
Важно не только выбрать тип разводки, ориентируясь на характеристики материала, который предстоит распиливать, но и выполнить ее правильно, отогнув зубья только на 1/3 или 2/3 их высоты
После разводки можно отправлять режущее полотно на станок для заточки ленточных пил. Как показывает статистика, ленточные пилы чаще всего утрачивают свои функциональные возможности по причине того, что их заточка была выполнена неправильно или несвоевременно. Показателем того, что ленточная пила нуждается в разводке и дальнейшей заточке на станке, является повышенная шероховатость поверхности распила. Необходимость в такой процедуре можно также определить по внешнему виду режущих зубьев.
Основными элементами любых заточных станков являются круги, выбор которых, в первую очередь, зависит от твердости материала, использованного для изготовления режущих зубьев. Для того чтобы точить твердые материалы, необходимо использовать соответствующие круги. Так, для заточки полотен биметаллического типа выбирают точильные инструменты, состоящие из боразоновых или алмазных элементов, а для приведения в порядок пил, выполненных из инструментальных сталей, вполне подойдут корундовые круги.
Инструменты для заточки пил ленточного типа выбирают и по составу, и по конструктивному исполнению. Для различных по своей конструкции и размерам полотен в станках могут использоваться круги следующих типов:
- тарельчатой конфигурации;
- чашечной формы;
- профильные;
- плоские.
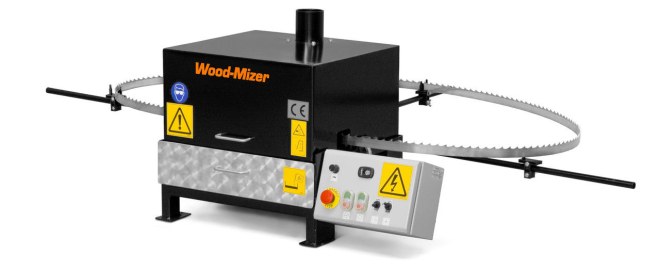
Комплект устройств Wood-Mizer для заточки и разводки ленточных пил
Согласно инструкции, при заточке ленточной пилы на станке следует следить за соблюдением следующих требований.
- На поверхности зуба при его заточке не должно оставаться заусениц.
- Точильный круг должен снимать одинаковый слой металла по всему профилю зуба.
- Во избежание перегрева зубьев при их точении на станке следует обязательно использовать специальную жидкость для охлаждения.
- При выполнении заточки не должны изменяться профиль и высота обрабатываемых зубьев.
- Следует обязательно следить за давлением, которое оказывает круг заточного станка на обрабатываемый зуб. Если пренебречь этим требованием, давление может оказаться слишком значительным, что может привести к отжигу зубьев.
Заточка пил ленточного типа своими руками имеет некоторые особенности. В таких случаях, как правило, заточке подвергают заднюю поверхность зубьев, хотя, если воспользоваться инструкцией производителя или посмотреть тематическое видео, то можно заточить и их переднюю поверхность.
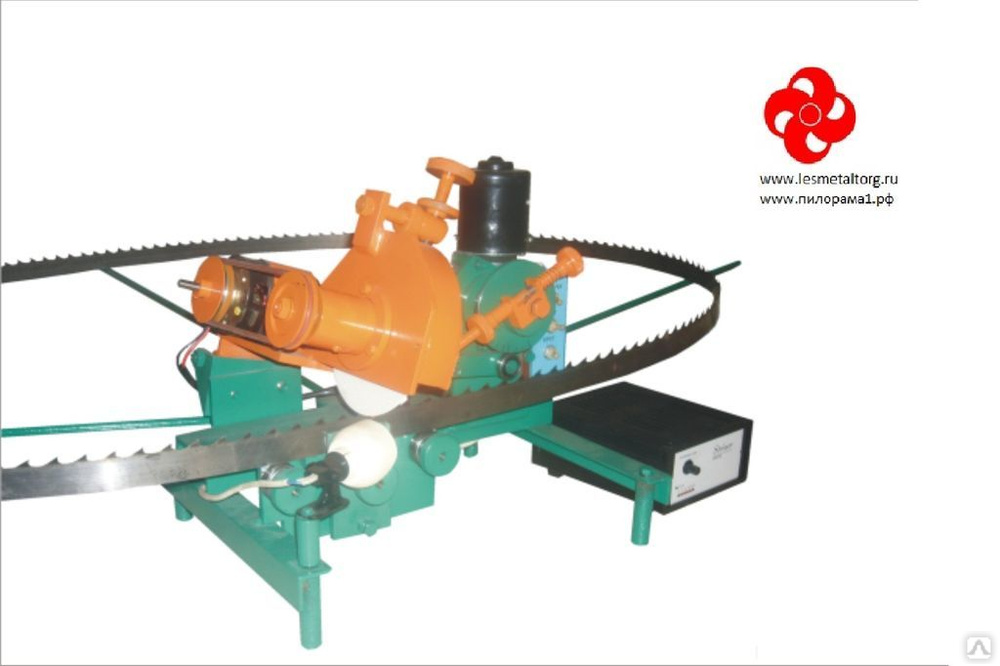
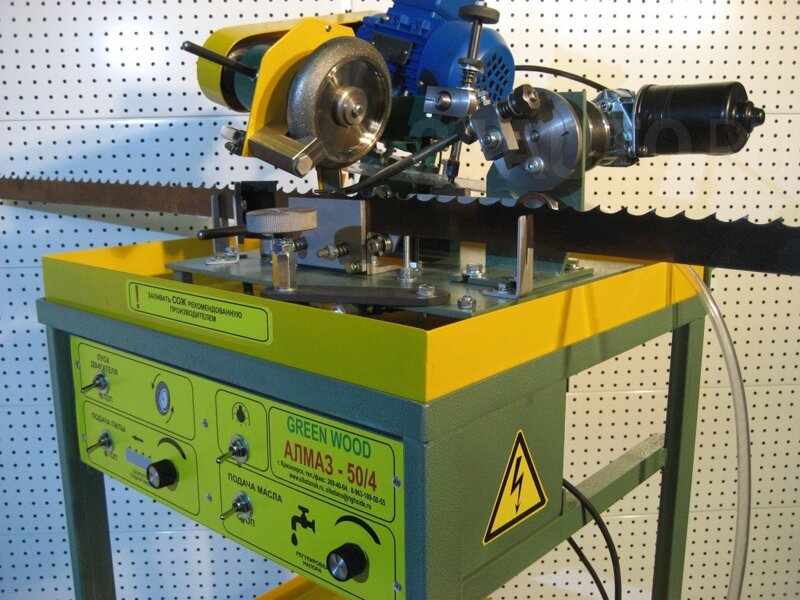
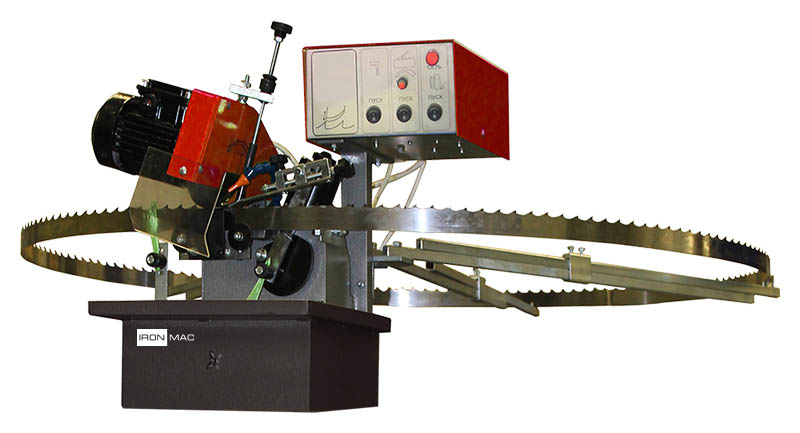
Принцип действия
Заточной станок для ленточных пил представляет собой многофункциональный агрегат. Лента устанавливается в него и автоматически подается на режущий орган, который вращается на подвижной каретке (наподобие маятниковой пилы).
Размер станка сравнительно невелик, чуть больше швейной машинки. Одна модель, в зависимости от своих параметров, может работать с лентами разной величины и практически любой длины. В комплект входит сам агрегат и дополнительная опорная конструкция, поддерживающая в нужном положении свободную часть ленты.
Заточной станок обеспечивает формирование профиля каждого зуба. Для этого требуется перемещение полотна на заданную величину, соответствующую расстоянию между зубьями (шагу). Кроме этого, надо изменять положение режущего органа, чтобы он повторял (или формировал) профиль зубьев.
Перемещение ленты на длину шага зуба обеспечивает специальный элемент — толкатель. Он представляет собой штангу, один конец которой свободно лежит на рабочей кромке ленты, а второй соединен с эксцентриком. Каждый его поворот вызывает одно движение толкателя на расстояние, равное шагу зубьев. Для изменения шага эксцентрик меняют, или настраивают (в зависимости от типа конструкции или модели станка).
Обработка зубьев производится с помощью подвижного шпинделя с установленным заточным кругом. Ось его вращения наклонена к горизонтали на угол, обеспечивающий формирование передней и тыльной сторон зуба. Профиль формируется с помощью специального сменного кулачка сложной формы. Каждый зуб обрабатывается за один оборот этого кулачка, приподнимающего и опускающего заточной диск на нужную величину. Сочетание вертикального и горизонтального перемещения позволяет получить определенную форму зуба.
В распоряжении владельца имеется целый набор кулачков, предназначенных для обработки зубьев разной величин и формы. Каждый из них может создавать только один профиль, поэтому и приходится иметь большое количество кулачков для обработки разных видов лент. Есть кулачки для заточки лент с большими зубьями сложной формы (грубая резка), и для обработки полотен с мелким «мышиным» зубом для чистого и точного реза.
Мнение эксперта Левин Дмитрий Константинович
Каждый станок универсален — он может работать с разными лентами, формировать зубья той или иной конфигурации. Есть модели для работы с широкими и длинными лентами, использующимися для пиления бревен на лесопилках. Существуют модели для заточки небольших лент от бытовых станков. Все они имеют примерно одинаковую конструкцию, разница лишь в небольших деталях.
Технические характеристики
Основные параметры станка:
- ширина ленты;
- длина петли;
- шаг зубьев;
- мощность двигателя.
Все остальные параметры можно отнести к дополнительным, индивидуальным свойствам той или иной модели (настольное исполнение или на собственной станине, конструкция опорного устройства, тип режущего органа и т.п.). Эти данные можно узнать из паспорта станка.







Разновидность оборудования
Ленточные пилорамы подразделяются на следующие классы:

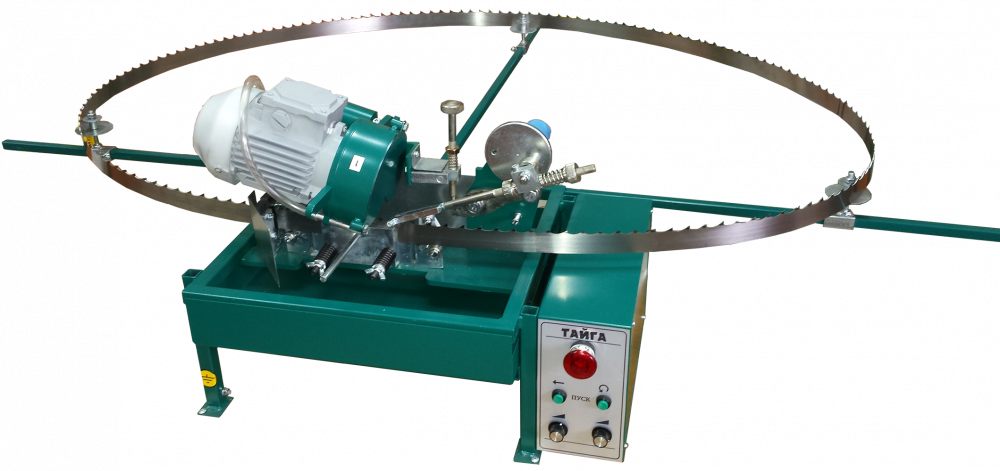
Бензиновая пилорама Тайга Т-2Б
- модели, оснащенные электродвигателем;
- аппараты с мотором на бензине.
Первые выпускаются в пяти модификациях с различной мощностью электродвигателей, присутствием подъемно-опускного узла распиливающей каретки, величиной обрабатываемых бревен, дополнительными приспособлениями, облегчающими работу.
Для бензиновых видов предусмотрено три модификации, различающиеся по тем же параметрам. Покупатель способен выбрать станок требуемого класса, учитывая необходимые индивидуальные условия своего цеха.
Это интересно: Как выбрать настольную электрическую циркулярную пилу: кратко и понятно
Фотогалерея:
Стандартная качественная пилорама для участия в строительстве домов из дерева и для создания своего дела — прибыльного лесопильного участка.
Внимание! Информация на сайте ни при каких условиях не является публичной офертой. . «Тайга Т-2» — пилорама с электроприводом и электромеханическим механическим подъемом пильной каретки, предназначена для распиловки круглого леса диаметром до 90 см, на доски, брус и мн
др
«Тайга Т-2» — пилорама с электроприводом и электромеханическим механическим подъемом пильной каретки, предназначена для распиловки круглого леса диаметром до 90 см, на доски, брус и мн. др.
Пилорама характеризуется следующими параметрами:
- надёжная конструкция — (проверенная годами эксплуатации и тысячами клиентов) .
- низкое энергопотребление (7.5 кВт).
- габариты позволяющие транспортировать станок в разобранном виде в небольших грузовых машинах и даже микроавтобусах.
- Приятная цена для данных особенностей станка.
- производительность незначительно отличается от скорости распиловки пилорам бизнес класса.
- окупаемость станка происходит от 3-х недель, до 3-х месяцев эксплуатации.
Пилорама ленточная «Тайга Т-2» благодаря низкому энергопотреблению (7.5 кВт), часто используется при постройке личных подворий и жилых домов. Экономия на пиломатериале составит от 70% и выше.
Пилорама рекомендуется для начала малого бизнеса, либо для расширения действующих лесопильных производств.
Внимание! Пилорама ленточная «Тайга Т-2» по желанию заказчика может комплектоваться усиленным рельсовым путём.
Модификации пилорамы «Тайга Т-2»:
- с установленной электронной линейкой — «Тайга Т-2Л»
- с усиленным рельсовым путём -«Тайга Т-2 У»
Дополнительно пилораму можно и нужно укомплектовать:
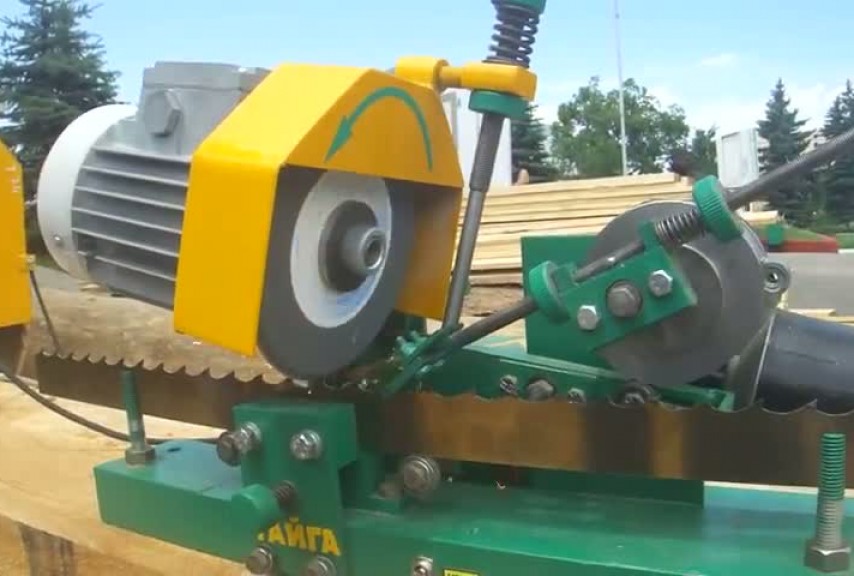
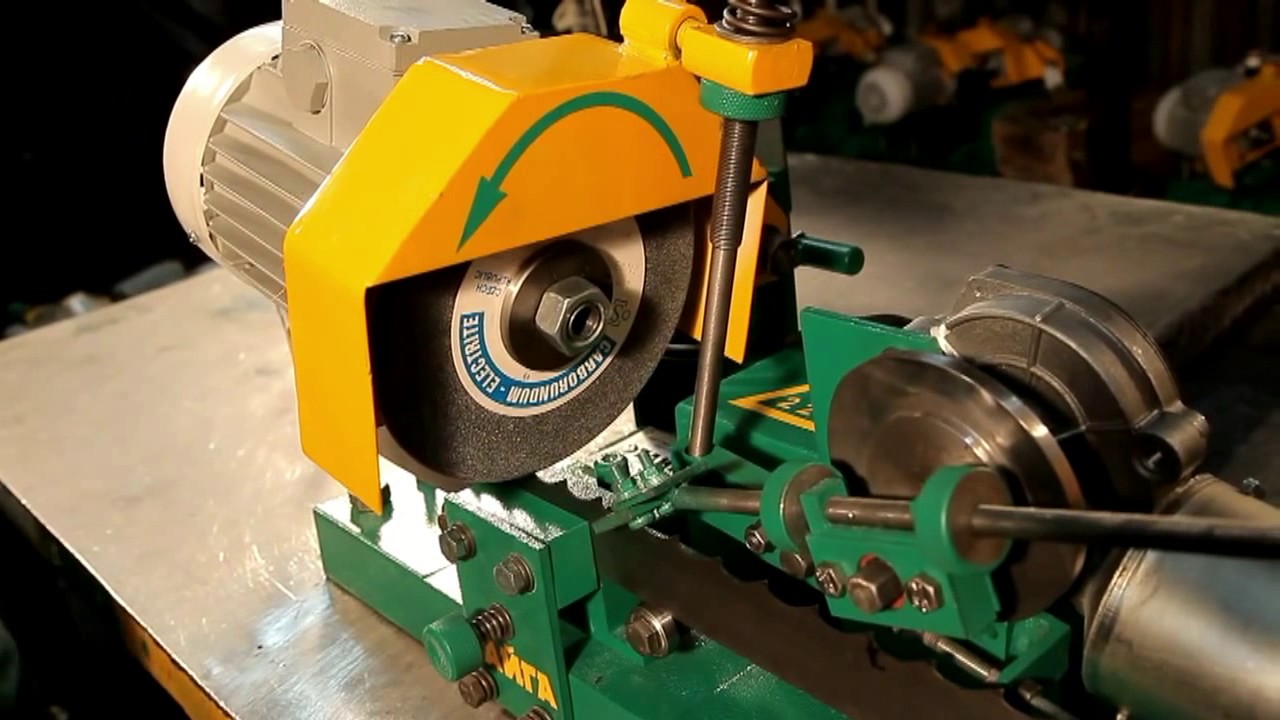
- Автомат заточной «Тайга» с абразивным или алмазным кругом — предназначен для качественной заточки зубьев ленточных пил.
- Расходные материалы для автомата заточного «Тайга» — заточные круги, правящий карандаш для формирования профиля заточного круга.
- Разводное устройство «Тайга» — для разводки зубьев ленточных на необходимый угол ( в зависимости от породы распиливаемого дерева и времени года).
- Пилы ленточные «Тайга» — пилы подготовлены к работе (закалены, заточены, разведены), рекомендуемое количество — 10 шт.
- Опоры регулировочные — для установки и регулировки рельсовых путей на подготовленном основании (комплект 24 шт).
- Багры — для кантования бревен на лесопильном участке, рекомендуемое количество — 2 шт. (серьезно облегчает труд).
С помощью Micron — 4 автоматизируются практически все технологические операции по управлению механизмом подъема/опускания пилы при распиловке. Облегчает умственную работу при вычислениях карты распиловки, исключает ошибки оператора при выполнении математических операций( учет толщины пропила, сложение ,вычитание и запоминание последовательности распиливания). Высокая автоматическая точность выставления размера.
КРЕДИТ!!! — при необходимости или желании Вы можете приобрести лесопильное и деревообрабатывающее оборудование в кредит.
Отличные условия по доставке продукции «Тайга» — отгрузка с производства, региональных складов, либо через широчайшую сеть представителей в России и странах СНГ.
Это интересно: Маятниковая пила по дереву и металлу: разбираем обстоятельно





