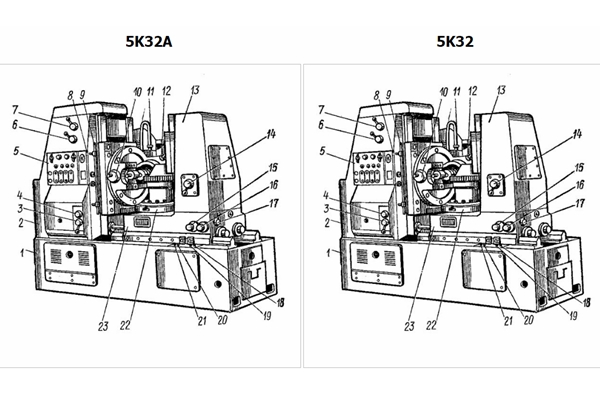
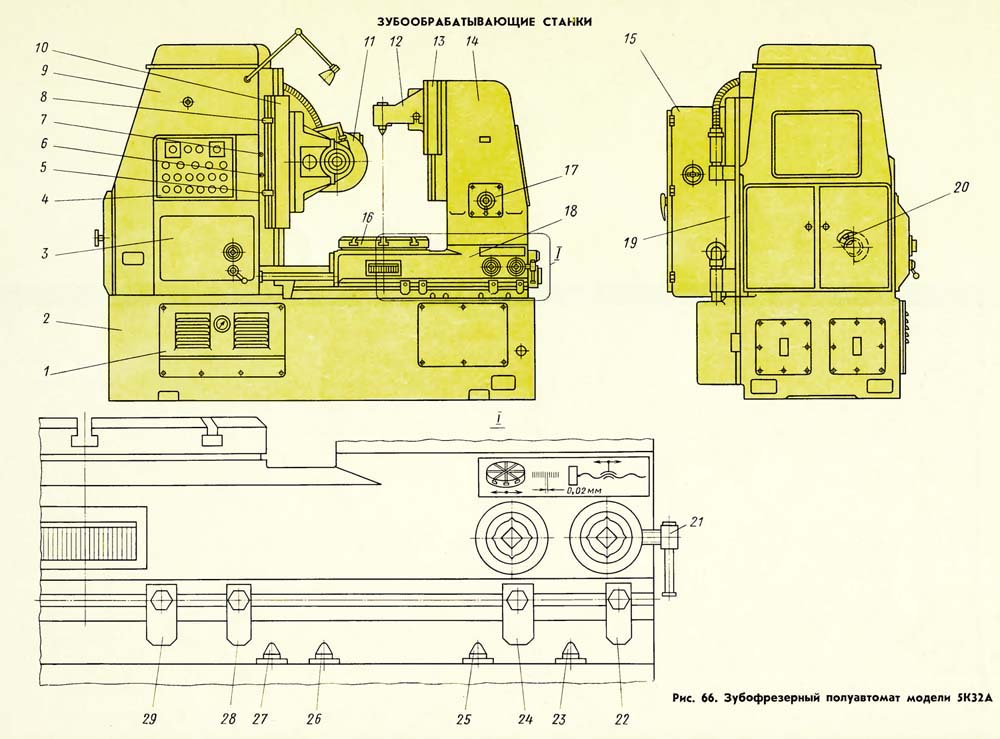
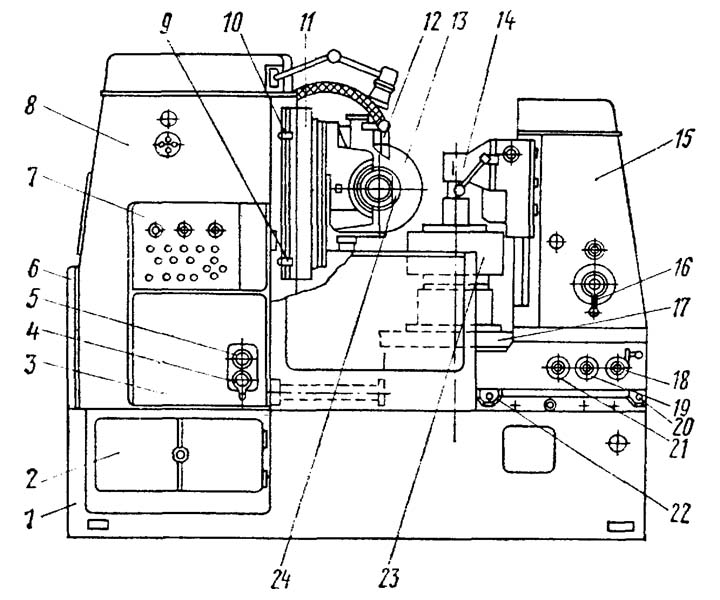
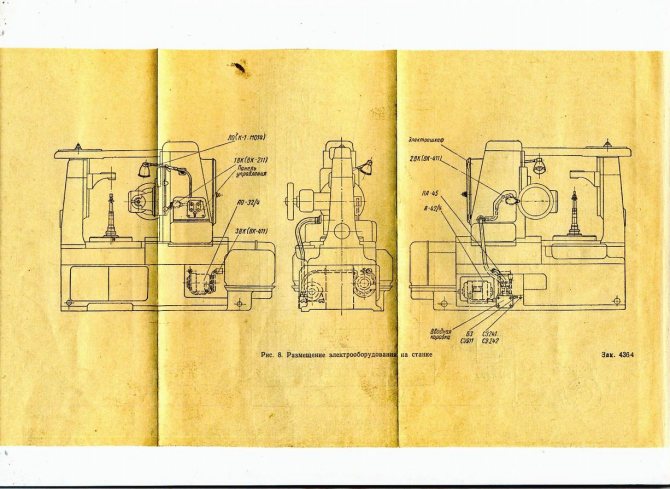
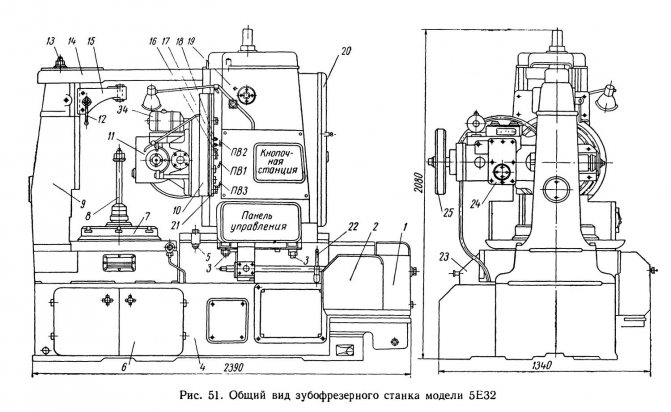
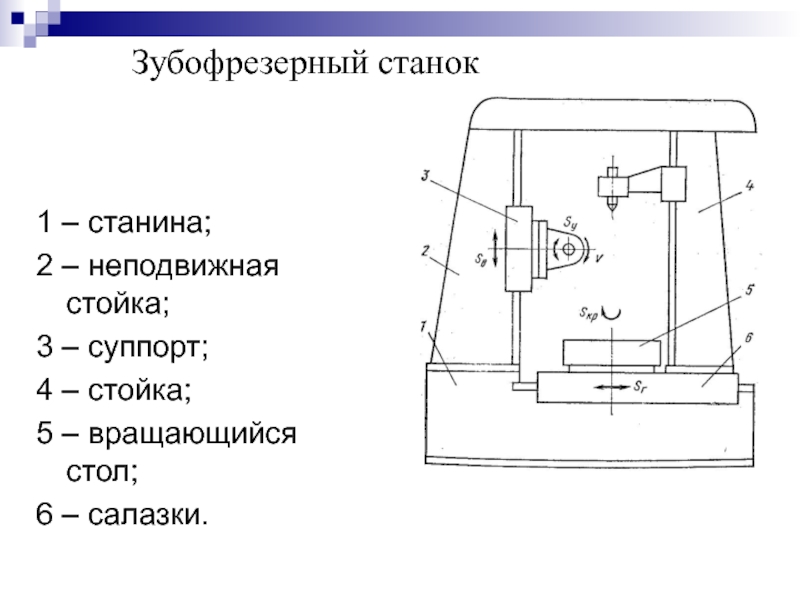
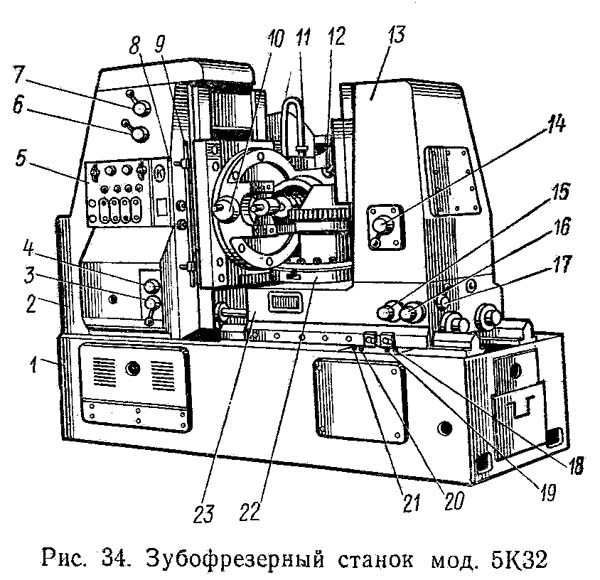
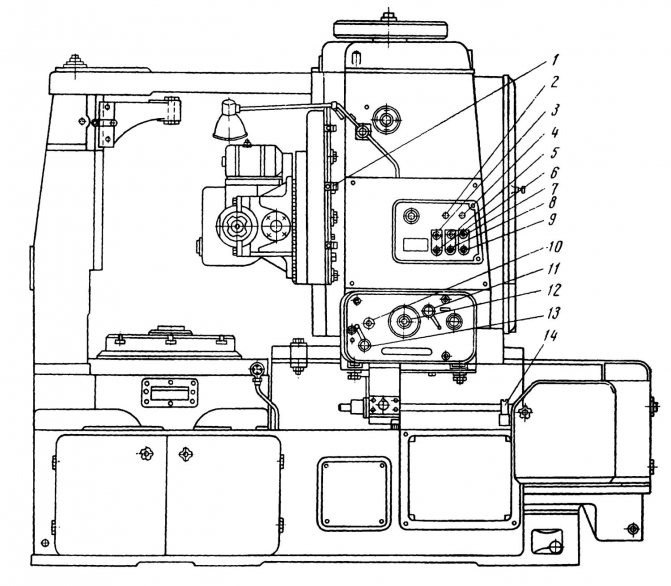
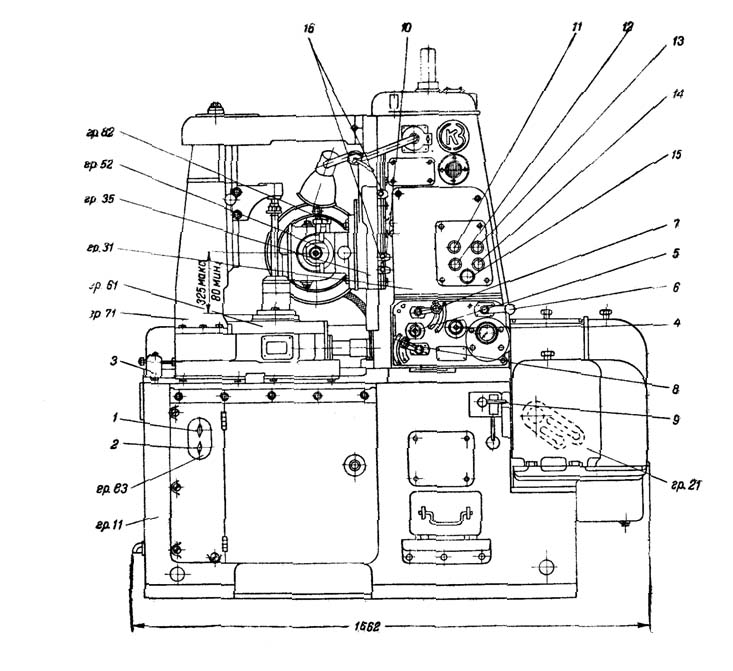
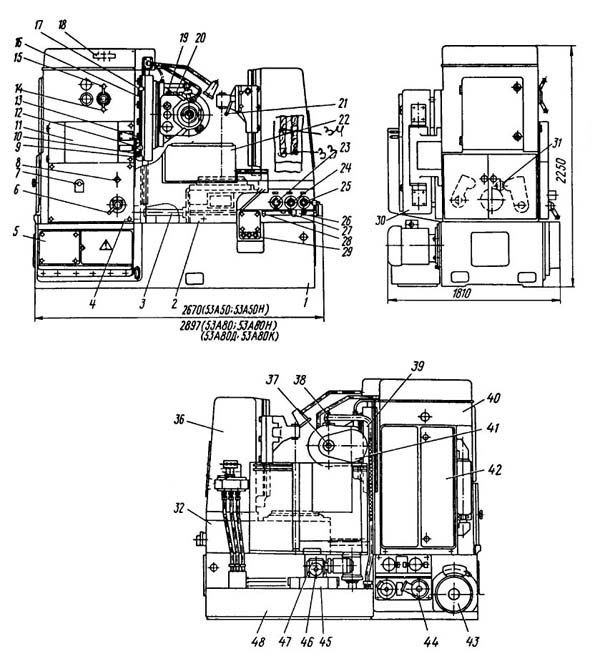
Расположение органов управления станком полуавтоматом 5К32
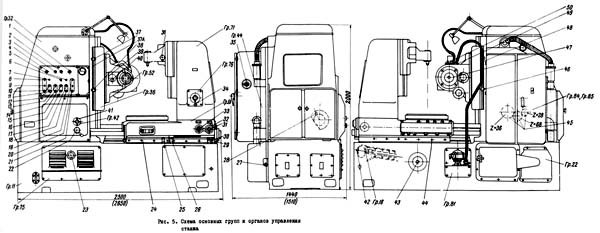
Расположение органов управления станком 5к32
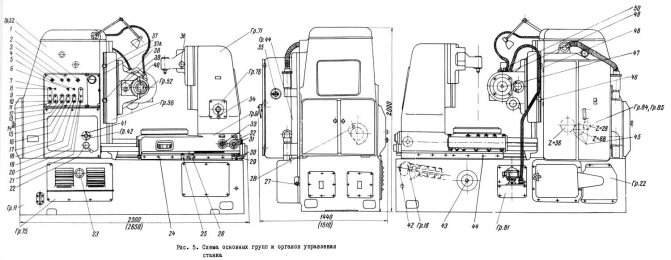
Перечень органов управления станком полуавтоматом 5К32
- Переключатель метода фрезерования («Попутного» или «Встречного»)
- Выключатель освещения
- Выключатель охлаждения
- Переключатель циклов
- Лампочка- вертикальная подача включена
- Переключатель вращения фрезы
- Лампочка — радиальная подача выключена
- Лампочка — станок «Включен»
- Кнопка «Пуск» гидронасоса
- Кнопка «Стоп» гидронасоса
- Кнопка «Пуск» главного привода
- Кнопка «Стоп» главного привода
- Кнопка «Пуск» цикла
- Кнопка «стоп» цикла
- Кнопка ускоренного подвода стола
- Кнопка ускоренного отвода стола
- Кнопка включения ускоренного хода суппорта «Вверх»
- Кнопка включения ускоренного хода суппорта «Вниз»
- Лампочка- передвижка фрезы включена
- Кнопка «Пуск» передвижки фрезы
- Кнопка «Стоп» передвижки фрезы
- Рукоятка включения и выключения вертикальной подачи
- Манометр
- Винт зажима стола
- Аварийный упор
- Упор выключения ускоренного отвода стола
- Квадрат для натягивания ременной передачи главного привода
- Винт зажима дифференциала при обработке прямозубых и червячных колес
- Аварийный упор
- Упор выключения ускоренного подвода стола
- Квадрат для ручного перемещения упора
- Рукоятка фиксирования положения упора стола
- Квадрат для ручного перемещения стола
- Кран управления
- Линейный выключатель
- Рукоятка крепления кронштейна контрподдержка
- Упор автоматического управления работой станка по циклу 37А — Винт зажима каретки суппорта
- Упор автоматического управления работой ставка по циклу
- Линейка с нониусом для поворота суппорта на угол
- Квадрат для ручного поворота суппорта на угол
- Квадрат для ручного перемещения суппорта
- Квадрат для ручного поворота шнека транспортера стружки
- Квадрат подъема и опускания шнека
- Винт зажима стола
- Сменные шестерни для нарезания простых чисел зубьев
- Аварийный упор
- Квадрат шомпола крепленая оправки фрезы
- Аварийный упор
- Кран охлаждения
- Аварийный упор
Примечание. Для избежания аварии при обработке спиральных колес необходимо аварийные упоры 46, 48, ограничивающие вертикальные перемещения каретки фрезерного суппорта, устанавливать по фактически возможному ходу суппорта. Винт зажима дифференциала 28 должен бить освобожден.
Перечень составных частей зубофрезерного станка 5К32
- Гр.11 — Станина
- Гр.16 — Транспортер
- Гр.22 — Коробка привода
- Гр.32 — Суппортная стойка
- Гр.З6 — Каретка суппорта
- Гр.42 — Коробка распределения
- Гр.44 — Коробка подач
- Гр.52 — Суппорт
- Гр.61 — Стол
- Гр.71 — Контрподдержка
- Гр.75 — Гидропривод
- Гр.76 — Кран управления
- Гр.81 — Охлаждение
- Гр.84 — Электрошкаф
- Гр.85 — Электропривод
- Гр.92 — Принадлежности
Расчёт гитары дифференциала. Как посчитать?
Раньше на большинстве предприятий гитару дефференциала считали технологи (по крайней мере насколько я это знаю). На данный момент на некоторых предприятиях дифференциал считают технологи, а на некоторых эта «забота» перешла к зуборезчикам, что уж и говорить когда требуется «втихаря» сделать шабашку! Связанно это думаю с тем, что с массового производства шестернь идёт переход на производство на малых предприятиях, где эта задача ложится на плечи зуборезчика… Лично моё мнение и я не раз уже говорил об этом — считать дифференциал должны технологи, хотя данное умение не помешает зуборезчику. Конечно это не трудно, но зачем лишняя ответственность? Я думаю Вы со мной согласитесь. В основном никто просто не хочет брать на себя ответственность!
Зубофрезерный полуавтомат 5М324А
Назначение
Зубофрезерный полуавтомат мод. 5М324А предназначен для фрезерования зубьев цилиндрических прямозубых и косозубых колес, а также червячных колес в условиях среднею и крупносерийного производства. По точности станок изготовлен в соответствии с требованиями ГОСТ 659 — 78 по классу Н. Высокая универсальность станка обеспечивает работу по автоматическому циклу с радиальным врезанием, попутным и встречным фрезерованием.
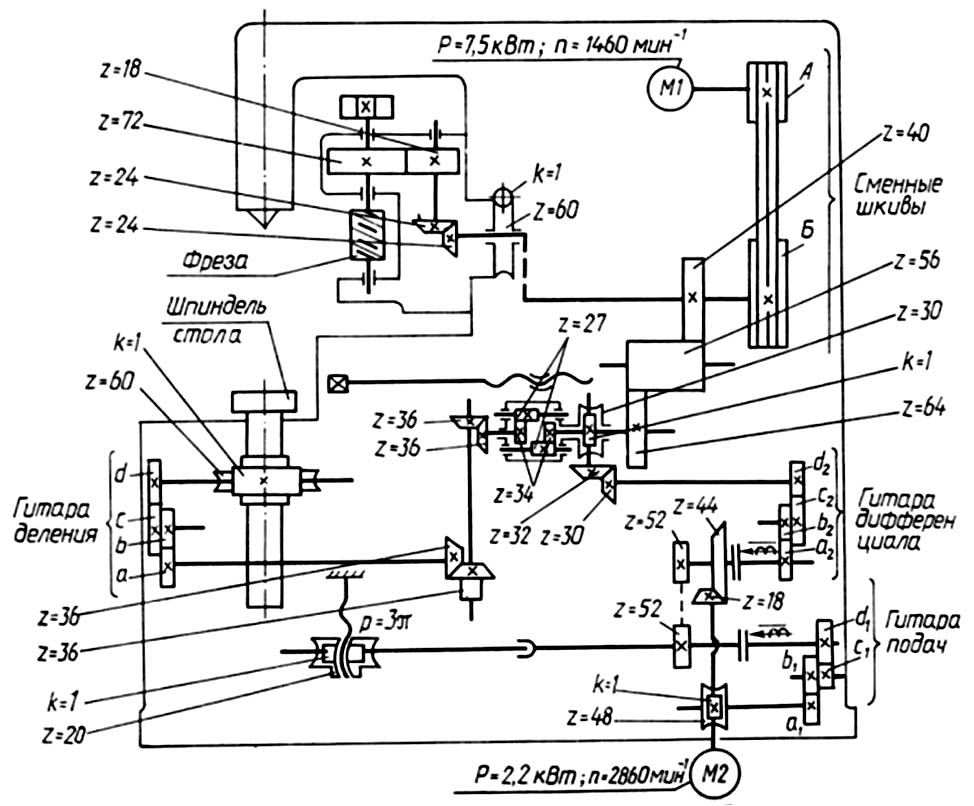
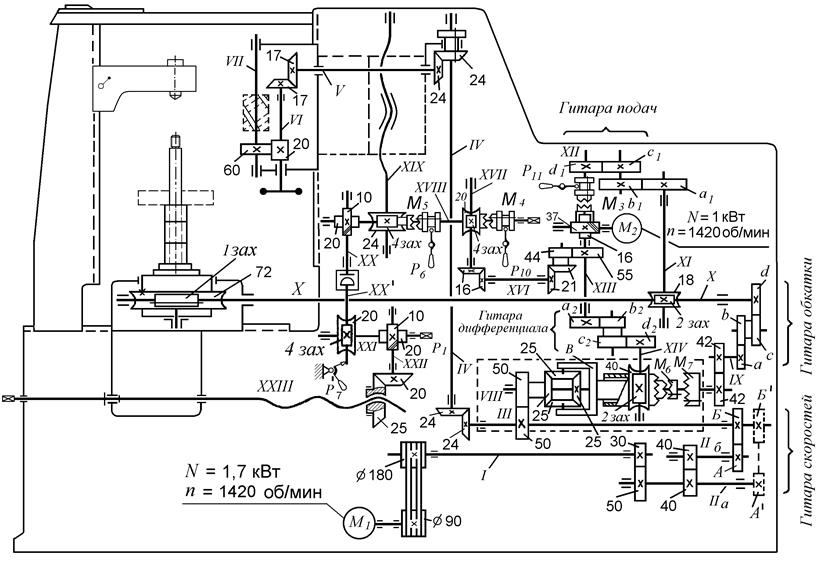
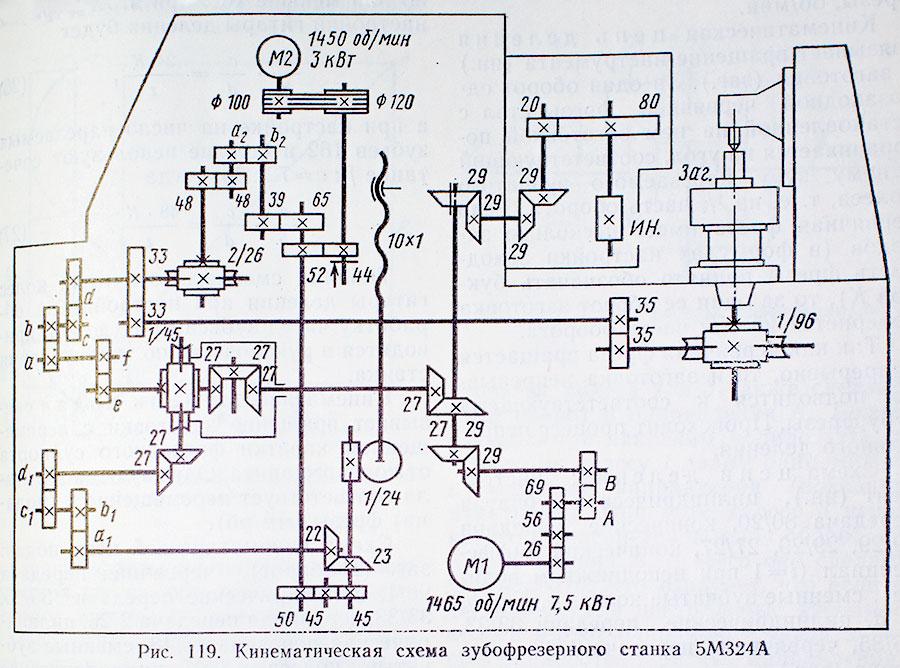
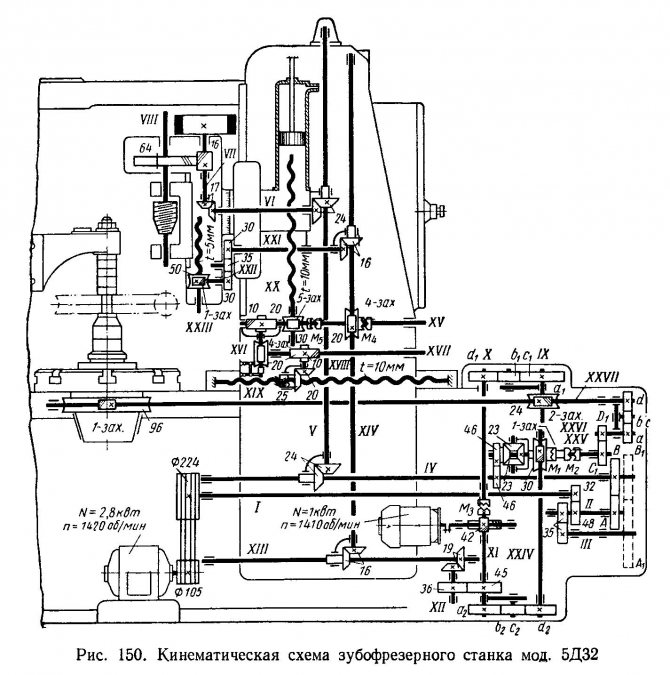
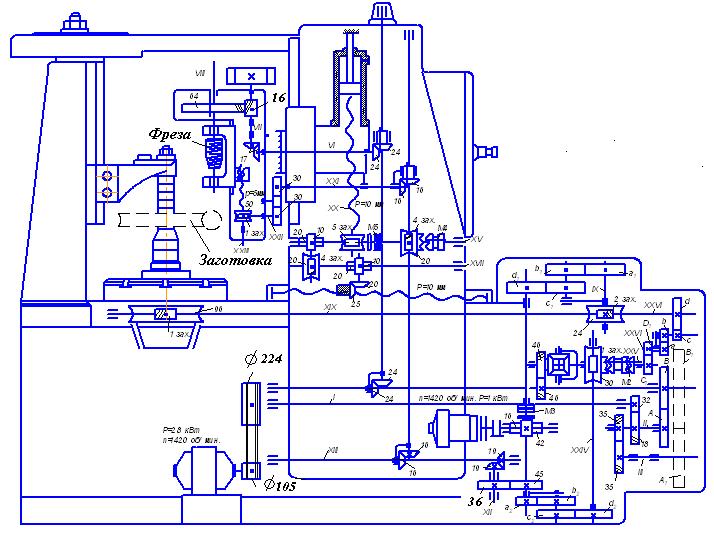
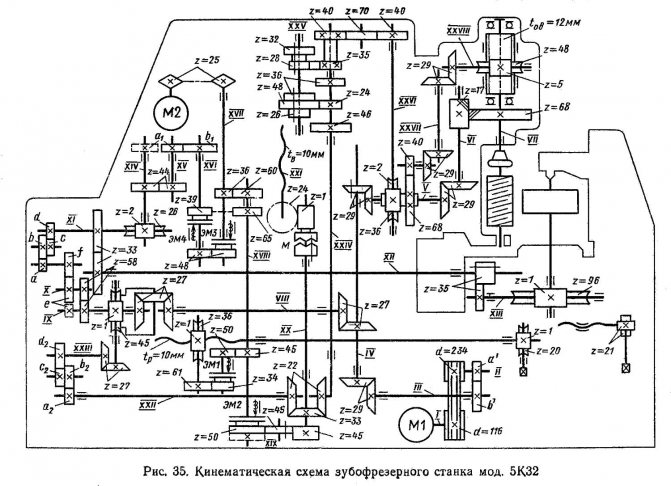
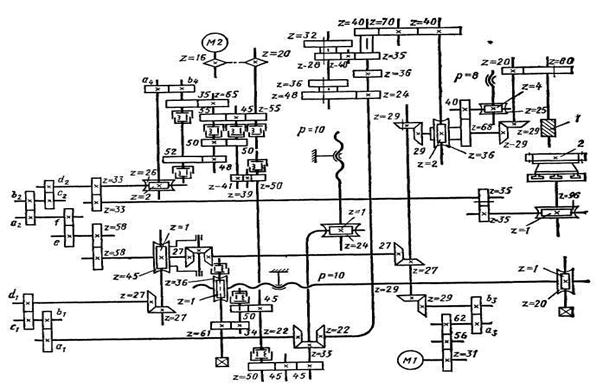
Кинематические цепи
Цепь главного движения: электродвигатель 70, зубчатые колеса 1 — 2-3, сменные колеса гитары скоростей а — b (валы I, II, III), колеса 4-5, 22-23, вал V, колеса 42-43, 44-45, вал VII (фреза).
Цепь вращения стола: электродвигатель 70, зубчатые колеса 1-2-3, сменные колеса a1-b1 колеса 4-5, 6-7, 8-9-10, дифференциал, передачи 13-14, колеса e-f, сменные колеса гитары деления a2-b2, c2-d2, колеса 15 — 16, 60 — 61, червячная пара 62 — 63. Колесо 63 тесно связано со столом.
Делительная цепь, связывающая вращательное движение фрезы и стола: колеса 45-44, 43-42, 23-22, 6-7, 8-10, дифференциал, колеса 13-14, колеса e-f, сменные колеса гитары деления a2-b2,, c2-d2колеса 15-16, 60-61, червячная передача 62-63.
Цепь вертикальной подачи: червячная- пара 63-62, колеса 61-60,16-15, червячная передача 17-50,- колеса 58-57, сменные колеса гитары подач a3 -b3, колеса 56-55, 33-28, червячная передача 25-18, винт вертикальной подачи с шагом t1 = 10 мм.
Ускоренная вертикальная подача осуществляется по цепи: электродвигатель 73, цепная передача 21-59, колеса 54-53, 30-28, червячная передача 25 -18, винт вертикальной подачи с шагом t1 = 10 мм.
Цепь радиальной подачи для нарезания червячных колес идет от стола через червячную пару 63-62, колеса 61- 60,16-15, червячные пары 17-50, 58-57, сменные колеса a3 -b3, колеса 56-55, 33-34, 31-32 , червячную передачу 35-36 па винт радиальной подачи X с шагом t2 = 10 мм.
В станке имеется дополнительная цепь, связывающая вращение стола и вращение фрезы. Началом этой цепи являются стол, затем следует перс-дача 63-62, колеса 61-60, 16-15, червячная передача 17-50, колеса 58-57, коробка подач со сменными шестернями a3 -b3 , колеса 54-53, 30-28, коническая пара 27-26, гитара дифференциала а2 -b2, с2 -d2, колеса 19-20, червячная пара 11 — 12, дифференциальный механизм, конические колеса 7-6, 22-23, 42-43, на колеса 44-45 — шпиндель. Эта цепь включается при нарезании цилиндрических косозубых колес.

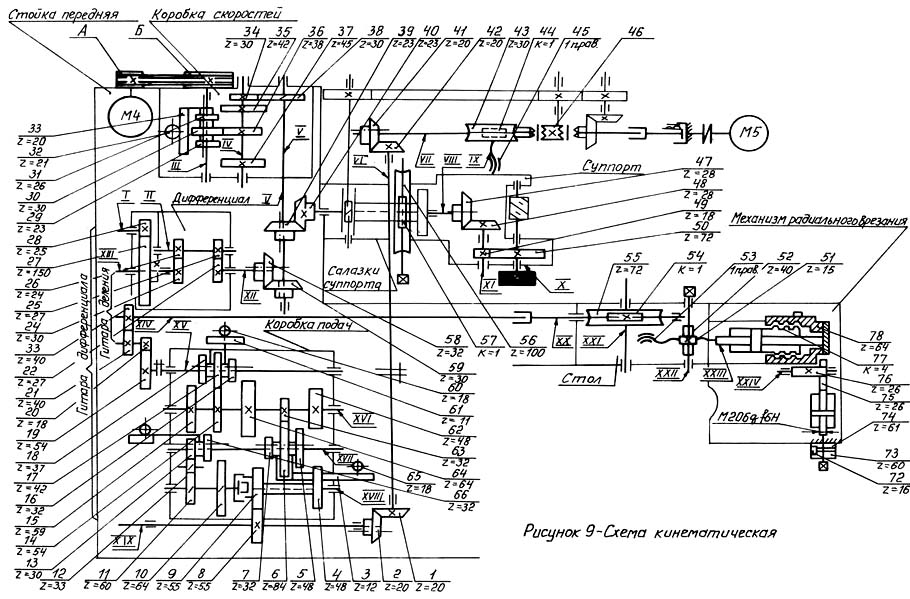
Рис. 34 Кинематическая схема станка мод. 5М324А
Наладка полуавтомата 5М324
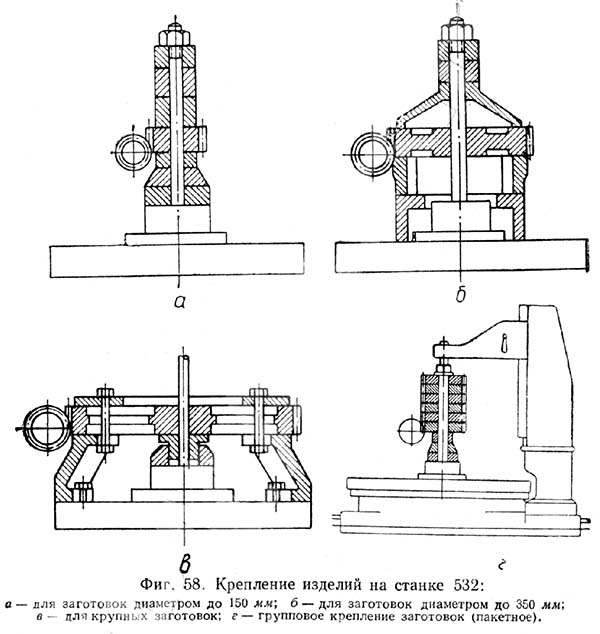
Для обеспечения нормальной работы станка перед его пуском необходимо проверить правильность установки заготовки на столе и установки фрезы, определить глубину фрезерования и настройку гитар сменных колес. Заготовку устанавливают на специальных оправках и проверяют на биение индикатором. Величина допустимого биения 0,01-0,02 мм. После закрепления заготовку проверяют па биение по наружному диаметру и торцу.
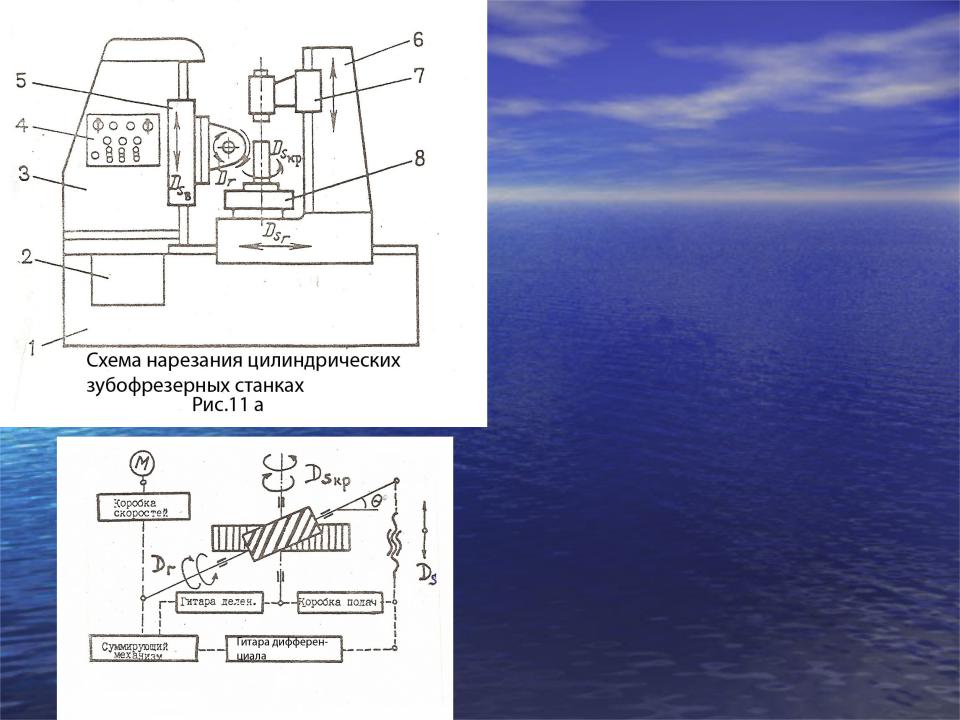
При нарезании прямозубых цилиндрических колес червячную фрезу устанавливают наклонно Под углом φ к горизонтальной плоскости, равным углу β подъема винтовой линии фрезы (рис. 35,а). При нарезании косозубых колес угол наклона фрезы φ= α± β, где α — угол наклона зубьев нарезаемого колеса к его оси. Знак плюс будет при разноименных па-правлениях винтовых линий зубьев нарезаемого колеса и фрезы (рис. 35,в), а знак минус — при одноименных направлениях (рис. 35,б). Рекомендуется выбирать фрезу с тем же направлением винтовой линии, что и у зубьев нарезаемого колеса; это повышает точность обработки. При нарезании червячных колес фрезу устанавливают горизонтально, т. е. φ = 0.
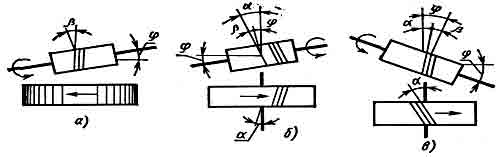
Рис. 35 Установка фрезы относительно заготовки
Юрий Давыдов » Новости
Зубофрезерные станки. Конструкция, описание и технические характеристики.
Зубофрезерные станки предназначены для нарезания цилиндрических колёс с прямым и винтовым зубом внешнего зацепления с помощью фасонных дисковых, пальцевых и червячных модульных фрез. Если в зубофрезерном станке имеется помимо вертикального ходового винта радиального или тангенциального перемещения инструмента относительно заготовки, то на нём можно также нарезать червячными фрезами червячные колёса. Станок, имеющий все три выше перечисленных винта, относится к универсальным зубофрезерным станкам.

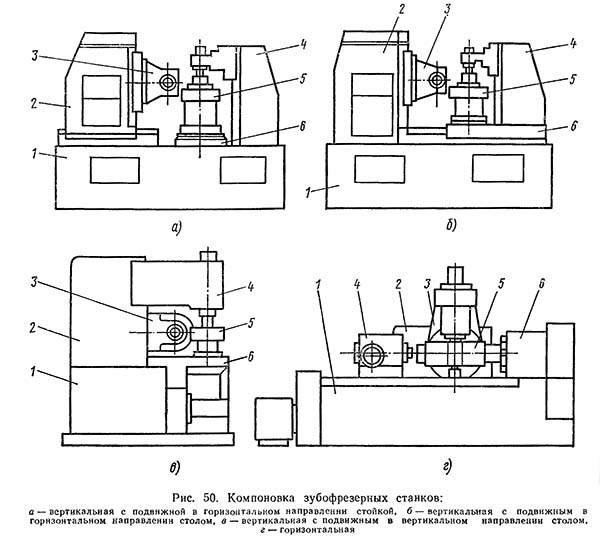
На зубофрезерных станках производят нарезание цилиндрических и червячных колес по методу обката и по методу копирования с осевой, радиально-осевой и тангенциальной подачами за один или два рабочих хода. В зависимости от расположения оси изделия станки разделяются на вертикальные (состоят из станины, инструментальной стойки фрезерного суппорта задней стойки стола для установки изделия. Вертикальные станки выполняют с подвижной в радиальном направлении стойкой или с подвижным в этом направлении столом, а также со столом подвижным в вертикальном направлении. Компоновка станков с подвижной стойкой и неподвижным столом наиболее удобна для автоматизации процесса зубонарезания.
Горизонтальные станки, предназначенные для нарезания зубьев на тяжелых деталях, выполняют с подвижной в горизонтальном направлении инструментальной стойкой а станки для нарезания колес малых размеров- с подвижным столом, несущим изделие.
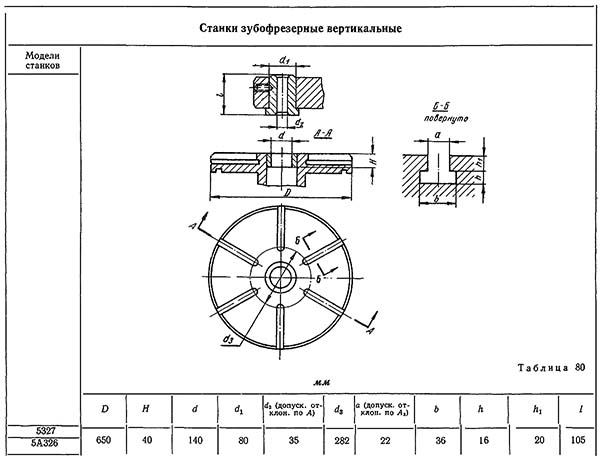
Технические данные зубофрезерных станков
Профиль зуба образуется копированием или обкатом, форма зуба по длине методом касания. Зубофрезерные станки метода копирования имеют простую структуру, состоящую из групп: ФV(В1), ФS(П2), а также деления Д(В3). Станки касания-обката имеют две или три группы формообразования и не имеют группы деления: профиль зуба: ФV(В1 В2); форма по длине: прямозубые: ФS(П3),косозубые: ФS(П3 В4).
Метод копирования, когда режущие кромки инструмента соответствуют форме впадины зубчатого колеса и после нарезания одной впадины заготовка поворачивается на один зуб при помощи делительного устройства, метод обкатки, (обрабатывающий инструмент воспроизводит движение пары зубчатых колёс), горячее и холодное накатывание.
Формообразование зубьев червячного колеса осуществляется методами радиального и тангенциального врезания. При первом методе используют винт радиального пере-мещения. Формирование боковых поверхностей зубьев по профилю и длине, а также делительный процесс осуществляются одним сложным движением Фu, (В1В2). Процесс радиального врезания зубьев фрезы в заготовку осуществляется движением Вр (П7). При втором методе используют винт тангенциального перемещения и специальную червячную фрезу с заборным конусом. Образование профиля и формы зуба по длине, а также делительный процесс осуществляются, как и при первом методе, движением Фu (В1В2). Вторым движением Фs2 (П5В6) осуществляется тангенциальное –врезание за счет конусной части фрезы и еще раз формирование боковых поверхностей.
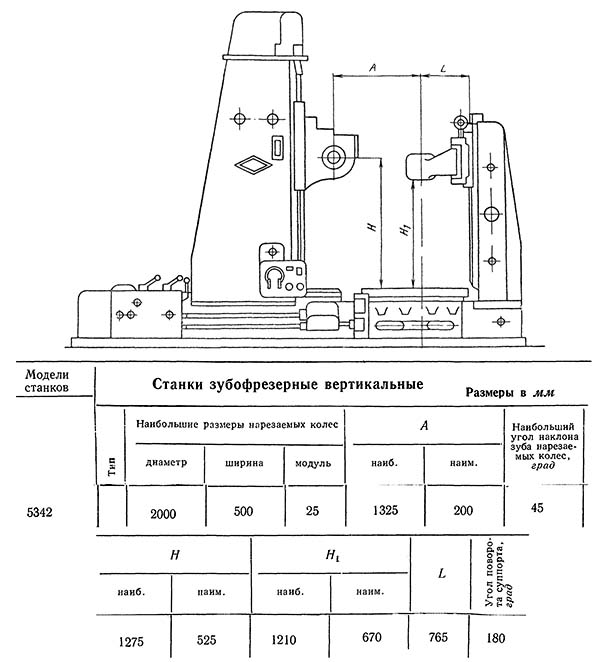
Полуавтоматы зубофрезерные вертикальные 53А50, 53А50Н, 53А80, 53А80Н предназначены для нарезания цилиндрических и червячных зубчатых колес в условиях индивидуального и серийного производства.


Зубофрезерные полуавтоматы моделей 53А50, 53А80 и изготавливаются по классу П ГОСТ 8-71, а их модификации по классу Н ГОСТ 8-71. Станки моделей 53А50, 53А80 комплектуются суппортами с непрерывной передвижкой фрезы (с ползушкой), а модели 53А50Н, 53А80Н — суппортами с периодической (шаговой) передвижкой фрезы. По заказу Покупателя возможна комплектация зубофрезерных станокв системой ЧПУ.
Универсальный зубофрезерный станок предназначен для фрезерования цилиндрических прямозубых, косозубых и червячных колес в условиях единичного и серийного производства. Нарезание зубчатых колес производится по способу обкатки червячной фрезы и обрабатываемой заготовки. Станок работает по замкнутому полуавтоматическому циклу и по циклу наладки.


На базе станка могут изготавливаться спецстанки, позволяющие обрабатывать колеса с бочкообразной или конусной формой зубьев. Обработка осуществляется копированием по шаблону.
Большая универсальность станков и высокая степень автоматизации обеспечивает работу станков как в однопроходном, так и в двухпроходном автоматических циклах. При двухпроходном автоматическом цикле происходит автоматическая смена режимов обработки. Полуавтомат имеет бесступенчатый привод вертикальной и радиальной подачи.
Классификация по типу привода
Станки зубофрезерные имеют достаточно сложную конструкцию. Тип привода определяет то, как можно рассчитывать деление диска. Рассмотрим особенности и параметры следующих распространенных схем привода:
Группа зубофрезерных станков с делительной червячной передачей стола. Оборудование имеет переменную толщину витка
Настраивать зазор можно в диапазоне 0,03-0,05 мм с существенным смещением червяка.
Рассматривая описание следует уделить внимание и расположению систем. Особенности данной схемы заключаются в монтировании отдельного корпуса для делительной передачи
Делятся венцы в данном случае путем регулировки зазора. Червяк перемещается вместе с червяком в радиальном направлении относительно колеса.
Проводить обкатку заготовки зубофрезерованием также можно при установке двух червячных передач с различным направлением витков. Этот метод регулировки универсален, представлен осевым смещением одного из червяка. Центр может смещаться на определенное расстояние в зависимости от особенностей модели.
Есть модели, на которых устанавливается узел с зубчатой передачей. Зубчатое колесо приводится в движение гидравлическим насосом.
Цилиндрический тип зубчатого колеса может устанавливать на шпинделе фрезы, который представлен двумя половинами. Установка зазора проводится путем смещения половин колес относительно друг друга.
Рассматривая чертеж различных станков отметим вариант исполнения, когда оба зубчатых колеса шпиндельной фрезы имеют малую конусность зубьев. Управлять зубообрабатывающим оборудование в данном случае можно путем смещения одного колеса в осевом направлении.
На шпинделе фрезы может устанавливать зубчатое колесо с очень большим количеством зубьев. Проводя расчет отметим, что регулировка проводится за счет замедления вращения относительно основного колеса.
Кроме этого появились и иные варианты передачи вращения. Некоторые подходят для производства, характеризующимся единичным выпуском.

Обработка на зубофрезерном станке червячной фрезой
Основные параметры
Давайте подробно ознакомимся с техническими характеристиками оборудования.
Как уже говорилось, оборудование предназначается для создания червячных и цилиндрических изделий, а также разделяется на 2 типа – вертикальный и горизонтальный.
Оборудование имеет прямой и винтовой зуб зацепления. Профиль детали может быть образован по-разному, в зависимости от вида обработки. Зубовая форма различается только по длине, определяется с помощью касания.

Структура оборудования с методом копирования проста и включает три группы:
- ФВ(B1).
- ФС(П2).
- Деление Д(B3).
Оборудование, которое базируется на методе обката, также разделяются на группы:
- ФВ (B1 B2) – зубовой профиль.
- ФС(П3) – прямозубый профиль.
- ФС (П3 B4) – профиль косой формы.
При копировании заготовок режущие части инструментов должны соответствовать форме зубчатого колеса. После нарезания впадин головка поворачивается, 1 впадина – 1 поворот зубьев. Для поворота используется метод деления, который осуществляется особым внутренним механизмом.
При обкатке материала, зубчатые колеса начинают непрерывно двигаться. Движение осуществляется главным инструментом обработки. От типа движения зависит тип накатывания – горячее или холодное.

Особенности настройки
Зубодолбежные станки могут настраиваться под определенные режимы работы. Их принцип работы определяет то, как проводится установка основных параметров. Для того чтобы обработать цилиндрический элемент различных конструкций выполняется следующая работа:
- Подбираются шестерни деления и подачи. Кинематическая схема предусматривает возможность смены колес, за счет и происходит деление цилиндрической поверхности на нужное количество зубьев.
- Подбираются наиболее подходящие кулачки радиальной подачи. Следует учитывать, что за один проход может сниматься только определенное количество металла.
- Подбирается требуемая скорость оборотов и число хода долбяка. Следует учитывать тот момент, что скорость резания и другие параметры зависят от типа установленного режущего инструмента. Так износоустойчивый материал лучше выдерживает воздействие повышенной температуры и трения.
Многие показатели выбираются путем использования специальных формул. Все основные значения можно взять с паспорта зубодолбежного станка. Сам процесс замены представлен выполнением демонтажных работ и установкой более подходящих элементов. Отметим, что на это уходит довольно много времени. Поэтому рассматриваемая группа зубодолбежных станков без ЧПУ применяется при крупносерийном производстве, когда настройка выполняется для выпуска большой партии.
Особенности наладки определяют то, что ее может провести как мастер, так и технолог. Для этого к сменным шестерням и кулачкам предоставляется быстрый доступ: зачастую достаточно провести снятие защитной панели. Рассматриваемую работу можно провести при наличии обычного набора инструментов.
Министерство образования и науки Республики Казахстан
им. С. Торайгырова
Факультет металлургии, машиностроения и транспорта
Кафедра машиностроения и стандартизации
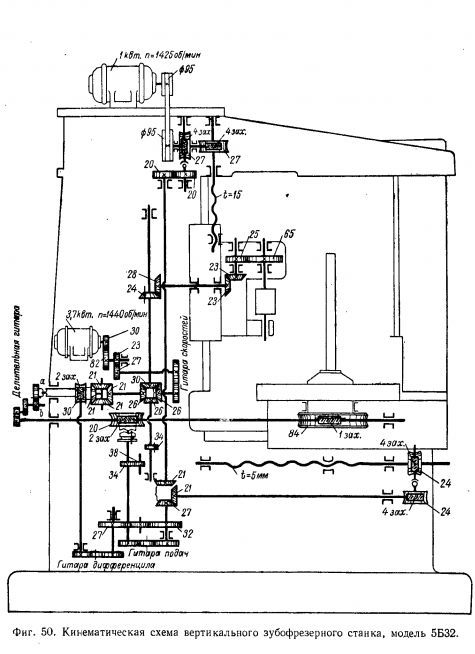
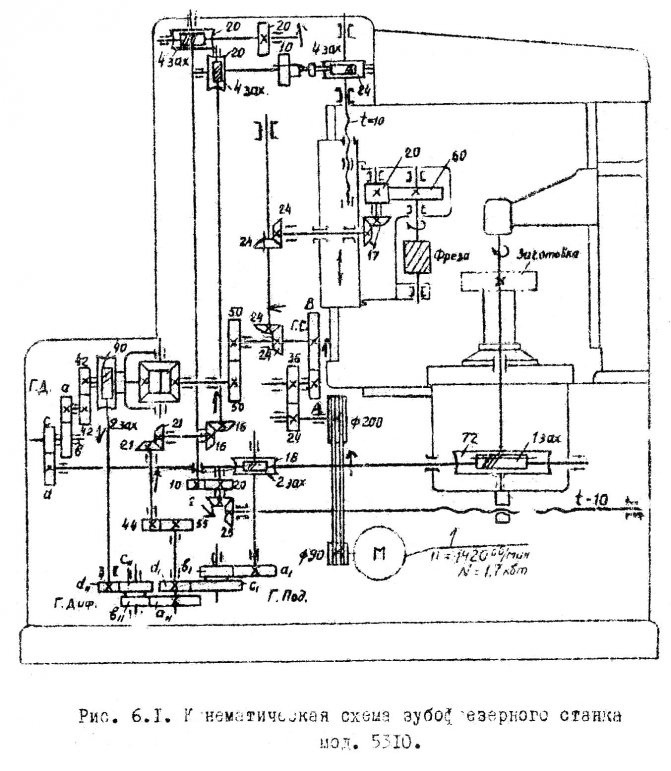
КИНЕМАТИЧЕСКАЯ СТРУКТУРА И НАСТРОЙКА ЗУБОФРЕЗЕРНОГО СТАНКА МОДЕЛИ 5310
Методические указания к выполнению лабораторной работы №5 по дисциплине «Металлорежущие станки» для студентов машиностроительных специальностей
(для внутривузовского пользования)
ББК 34.63-5я7
Рекомендовано Учёным советом ПГУ им. С. Торайгырова

кандидат технических наук, профессор .
Составитель: кандидат технических наук, профессор
К41 Кинематическая структура и настройка зубофрезерного станка модели 5310: методические указания к выполнению лабораторных работ по дисциплине «Металлорежущие станки» для студентов машиностроительных специальностей (для внутри вузовского пользования)/сост. . –Павлодар, 2006. –20 с.
В методическом указании приводится принцип работы зубофрезерного станка на основе его кинематической структуры, используемой при нарезании прямозубых и косозубых цилиндрических колес. Изложена методика расчета параметров и их настройки для указанных типов зубчатых колес.
В заключении студентам предлагается оценить качество обработанного на станке зубчатого колеса.
Лабораторная работа является составной частью общего цикла лабораторных работ, предусмотренных по дисциплине «Металлорежущие станки».
Павлодарский государственный университет
им. С. Торайгырова, 2006
1 Цели и задачи лабораторной работы
1.1 Цель лабораторной работы – изучить принцип работы зубофрезерного станка при обработке прямозубых и косозубых зубчатых колес, произвести расчеты, настройку и наладку станка на обработку заданных зубчатых колес.
1.2 Задачи лабораторной работы:
– изучить настоящее методическое указание;
– получить индивидуальное задание и с помощью преподавателя или учебного мастера в лаборатории ознакомиться со станком;
– согласно выданному варианту задания составить карту наладки (таблица А.1, приложение А) используя для этого расчетную карту (таблица В.1, приложение В) и записать параметры червячной модульной фрезы;
– произвести анализ структуры станка используемой при нарезании прямозубых зубчатых колес, для этого:
а) произвести расчеты параметров для кинематической группы, создающей движение скорости резания Фv(B1B2);
б) произвести анализ и расчеты параметров кинематической группы, создающей движение подачи Фs(П3).
– произвести анализ структуры станка используемой при нарезании косозубых зубчатых колес, для чего:
а) сделать заключение о кинематической группе создающей движение скорости резания Фv(B1B2);
б) произвести анализ и расчеты параметров для кинематической группы, создающей движение винтовой подачи Фs(П3В4).
– заполнить карту наладки (таблица А.2, приложение А);
– произвести настройку станка на нарезание прямозубого зубчатого колеса и выполнить операции по наладке станка; нарезать прямозубое зубчатое колесо;
– произвести настройку станка на нарезание косозубого зубчатого колеса и выполнить операции по наладке станка; нарезать косозубое зубчатое колесо;
– произвести измерение параметров нарезанных зубчатых колес и сделать заключение об их годности;
– составить отчет и защитить его.
2 Назначение и техническая характеристика зубофрезерного станка мод. 5310
Станок предназначен для нарезания цилиндрических прямозубых и косозубых зубчатых колес, а также червячных колес методом тангенциальной подачи и врезания (в методическом указании будет рассмотрено нарезание прямозубых и косозубых колес). В качестве режущего инструмента используется червячная модульная фреза.


Выберите регион
Россия
- Алтайский край
- Белгородская область
- Брянская область
- Владимирская область
- Волгоградская область
- Вологодская область
- Воронежская область
- Ивановская область
- Иркутская область
- Кабардино-Балкарская Республика
- Калужская область
- Кемеровская область
- Кировская область
- Краснодарский край
- Красноярский край
- Курганская область
- Курская область
- Ленинградская область
- Липецкая область
- Московская область
- Нижегородская область
- Новгородская область
- Новосибирская область
- Омская область
- Оренбургская область
- Орловская область
- Пензенская область
- Пермский край
- Псковская область
- Республика Адыгея
- Республика Башкортостан
- Республика Дагестан
- Республика Коми
- Республика Крым
- Республика Марий Эл
- Республика Татарстан
- Республика Хакасия
- Ростовская область
- Рязанская область
- Самарская область
- Саратовская область
- Свердловская область
- Смоленская область
- Ставропольский край
- Тамбовская область
- Тверская область
- Томская область
- Тульская область
- Тюменская область
- Удмуртская Республика
- Ульяновская область
- Челябинская область
- Чувашская Республика
- Ярославская область
Основные технические параметры
Данный вид станков обладает достаточно большим количеством технических характеристик. При этом настройка зубофрезерного станка позволяет провести изменение некоторых параметров, что позволяет одну панель применять для получения зубчатых колес с различными параметрами.
Зубофрезерные станки имеют следующие основные технические характеристики:
- Настройка зубофрезерного станка с учетом диаметра венца и максимального размера модуля зуба
- Важным показателем можно назвать ширину зубчатого венца.
- Проводя расчет гитары дифференциала зубофрезерного станка можно задавать режим обработки при нарезании зубьев под углом. При этом угол может устанавливаться в определенном диапазоне.
- Рассматривая универсальный зубофрезерный станок отметим, что конструкция имеет суппорт, перемещающийся в вертикальном и поперечном направлении. Важным моментом является максимальный показатель перемещения.
- Классическое устройство зубофрезерного станка имеет узел, в котором проводится крепление режущего инструмента. Ручная установка или устанавливаемые системы ЧПУ для зубофрезерных станков могут устанавливать скорость вращения режущего инструмента в определенном диапазоне.
- Устанавливаемые зубофрезерные станки имеют технические характеристики, которые определяют диапазон подачи. Она может быть ручной или механической, быть вертикальной, тангенциальной и радиальной.
- Принцип работы основан на передаче вращения от основного электродвигателя через привод режущему инструменту и креплению заготовки. Именно поэтому одним из основных показателей является мощность основного электродвигателя. Кроме этого горизонтальный или вертикальный зубофрезерный станок может иметь несколько двигателей, каждый отвечает за выполнение определенных задач.
- Различные зубофрезерные станки имеют разные габаритные размеры. Стоит учитывать тот момент, что размеры оборудования определяют не только особенности его установки, но и некоторые эксплуатационные качества. Так с увеличением габаритных размеров зачастую увеличивается ход суппорта и режущего инструмента, а также увеличиваются размеры стола.
- Вес может варьироваться также в большом диапазоне.

Формулы настройки гитар зубофрезерных станков
Гитара деления зубофрезерного станка может также существенно отличаться в зависимости от особенностей конкретной модели. Это должны учитывать проводя расчет гитары деления зубофрезерного станка.
Технические характеристики зубофрезерного станка 5310
| Наименование параметра | 5К310 | 5310 |
|---|---|---|
| Основные параметры станка | ||
| Наибольший модуль нарезаемого колеса для стали, мм | 4 | 3 |
| Наибольший модуль нарезаемого колеса для чугуна, мм | 4 | 4 |
| Наибольший диаметр нарезаемых цилиндрических прямозубых колес (0°) с задней стойкой (с контрподдержкой), мм | 200 | 60..200 |
| Наибольший диаметр нарезаемых цилиндрических косозубых колес (30°), мм | 180 | |
| Наибольший диаметр нарезаемых цилиндрических косозубых колес (45°), мм | 170 | |
| Наибольший угол наклона нарезаемых зубъев обрабатываемых колес, град | ±60 | ±60 |
| Наибольший диаметр червячных нарезаемых колес, мм | 60..180 | |
| Наибольшая длина венца нарезаемых цилиндрических прямозубых колес (0°), мм | 180 | |
| Наибольшая ширина группы нарезаемых цилиндрических прямозубых колес (0°), мм | 180 | |
| Наибольшая длина венца нарезаемых цилиндрических косозубых колес (30°), мм | 150 | |
| Наибольшая длина венца нарезаемых цилиндрических косозубых колес (60°), мм | 20 | |
| Наименьшее число нарезаемых зубьев | ||
| Расстояние от оси шпинделя до направляющих суппорта, мм | 150 | |
| Стол | ||
| Диаметр стола, мм | 200 | 150 |
| Наибольшее перемещение отруки/ механически, мм | 130/ 130 | |
| Конус морзе | КМ4 | |
| Расстояние между осями стола и фрезы, мм | 45..180 | 30..160 |
| Расстояние от плоскости стола до оси фрезы, мм | 145..365 | 80..325 |
| Ускоренное перемещение стола, мм/мин | 130 | |
| Ручное перемещение стола на одно деление лимба, мм | 0,1 | |
| Перемещение упора остановки стола на одно деление лимба, мм | 0,02 | |
| Предохранение от перегрузок | есть | есть |
| Блокировка | есть | есть |
| Блокирующие упоры | есть | есть |
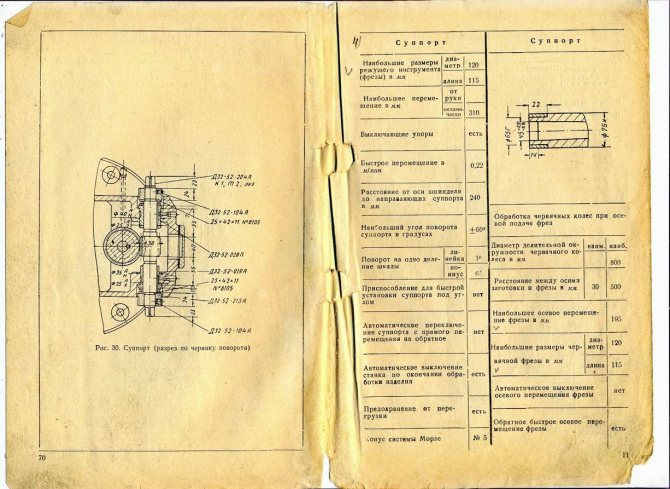
| Суппорт | ||
| Наибольшее перемещение фрезерного суппорта, мм | 220 | 245 |
| Ускоренное перемещение суппорта, мм/мин | 280 | 300 |
| Наибольший диаметр режущего инструмента (червячной фрезы), мм | 125 | 80 |
| Наибольшая длина режущего инструмента (червячной фрезы), мм | 125 | 80 |
| Диаметры фрезерных оправок, мм | 25 х 210 | |
| Наибольший угол поворота суппорта, град | ±60° | ±60° |
| Поворот суппорта на одно деление шкалы линейки, град | 1° | 1° |
| Поворот суппорта на одно деление шкалы нониуса, мин | 10` | 6` |
| Конусное отверстие шпинделя | Морзе 4 | Морзе 3 |
| Наибольшее осевое перемещение фрезы, мм | 50 | 100 |
| Наибольшая величина вертикального перемещения суппорта при угле наклона 0°, мм | 220 | |
| Наибольшая величина вертикального перемещения суппорта при угле наклона 30°, мм | 170 | |
| Наибольшая величина вертикального перемещения суппорта при угле наклона 45°, мм | 150 | |
| Наибольшая величина вертикального перемещения суппорта при угле наклона 60°, мм | 30..105 | |
| Ускоренное перемещение шпинделя вдоль оси, мм/мин | нет | нет |
| Приспособление для быстрой установки суппорта под углом | нет | нет |
| Автоматическое включение обратного хода суппорта | нет | нет |
| Автоматическое выключение станка по окончании обработки изделия | есть | есть |
| Предохранение от перегрузок | есть | есть |
| Механика станка | ||
| Пределы оборотов фрезы, об/мин | 63..400 | 63..318 |
| Число ступеней оборотов фрезы | 9 | 8 |
| Пределы продольных (вертикальных) подач фрезы на один оборот стола, мм/об | 0,63..4 | 0,25..4 |
| Пределы радиальных подач стола на один оборот стола, мм/об | 0,315..2 | 0,1..1 |
| Пределы тангенциальных подач, мм/об | ||
| Число ступеней продольных (вертикальных) подач | 9 | |
| Число ступеней радиальных подач | 9 | |
| Привод и электрооборудование станка | ||
| Количество электродвигателей на станке | 5 | 3 |
| Электродвигатель главного привода, кВт | 4 | 1,7 |
| Электродвигатель ускоренного хода, кВт | 2 | 1 |
| Электродвигатель привода шагового движения, кВт | 0,27 | |
| Электродвигатель привода гидронасоса, кВт | 1,1 | |
| Электродвигатель насоса охлаждения, кВт | 0,12 | 0,12 |
| Суммарная мощность электродвигателей, кВт | 7,49 | |
| Габаритные размеры и масса станка | ||
| Габаритные размеры станка (длина х ширина х высота), мм | 2000 х 1300 х 2040 | 1562 х 923 х 1700 |
| Масса станка с электрооборудованием и охлаждением, кг | 4350 | 1550 |
Список литературы по зубообработке
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965.
Гальперин Е.И. Наладка зуборезных станков, 1960.
Козлов Д.Н. Зуборезные работы, 1971.
Кучер А.М., Киватицкий М.М., Покровский А.А., Металлорежущие станки (Альбом общих видов, кинематических схем и узлов), 1972.
Лоскутов В.В., Ничков А.Г. Зубообрабатывающие станки, 1978.
Малахов Я.А. Зубообрабатывающие и резьбофрезерные станки и их наладка, 1972.
Мильштейн М.З. Нарезание зубчатых колес, 1972.
Овумян Г.Г., Адам А.И. Справочник зубореза, 1983.
Птицин Г.А., Кокичев В.Н. Зуборезные станки, 1957.
Шавлюга Н.И. Расчет и примеры наладок зубофрезерных и зубодолбежных станков, 1978.
Руководящий материал для конструкторов, проектирующих технологическую оснастку. Основные данные и посадочные места металлорежущих станков. НИИМАШ, 1968.
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители