
Критерии выбора переносных станков
Перед тем как приступить к выбору конкретной модели шлифовального станка, необходимо решить, для чего он будет использоваться. В точильно-шлифовальных станках в качестве инструмента используют шлифовальные диски из твердых материалов, поэтому на таком оборудовании можно срезать значительные слои металла и делать глубокие выборки.
Ленточные и дисковые станки предназначены только для шлифовки, и на них можно получить высокое качество обработанной поверхности или сделать тонкую доводку.
Далее следует определиться, как будет эксплуатироваться будущий станок для шлифовки. В этом случае важны следующие характеристики:
- Показатели массы и габаритов. Если станок будет «кочевать» между объектами или домом и дачей, то желательно, чтобы его вес не превышал 15–20 кг, а габариты — размеров багажника легкового автомобиля.
- Мощность. Этот параметр напрямую связан с производительностью. Для мелких домашних работ достаточно 300–400 Вт, а для обработки ступеней, перил, балясин и прочих деревянных изделий на строительстве дома потребуется не менее 700–800 Вт.
- Скорость движения ленты. От этого показателя зависят как производительность, так и возможность обработки твердых материалов.
- Виды, стоимость и доступность расходных материалов. На разном оборудовании применяются различные длины шлифовальных лент и диаметры дисков. Желательно использовать самые распространенные размеры.
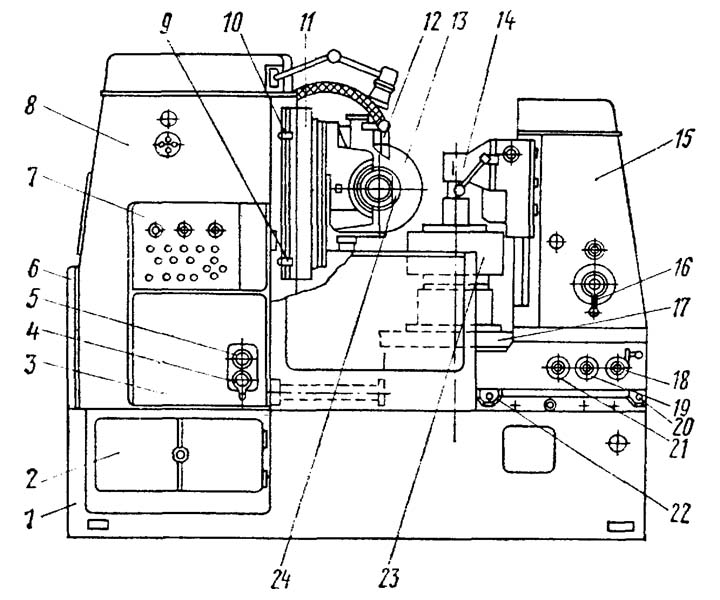
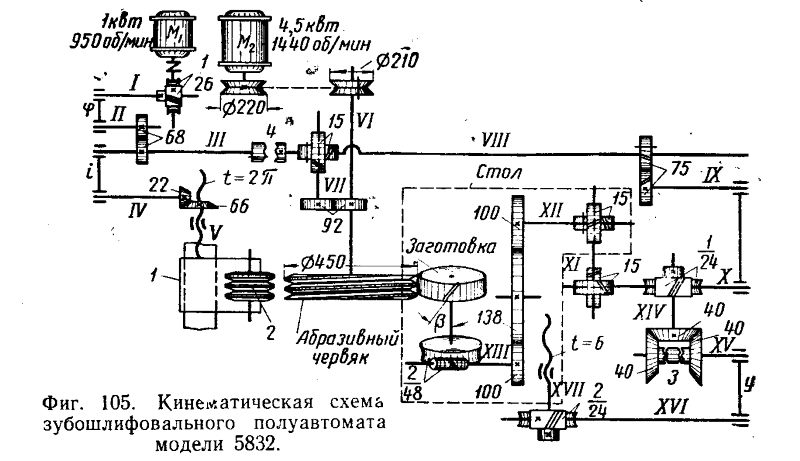
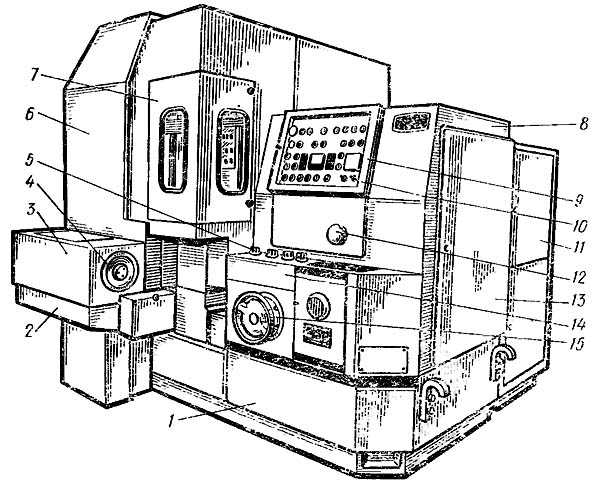
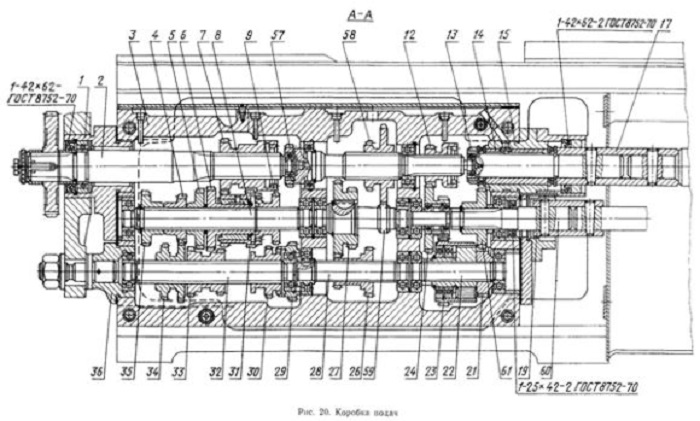
Параметры агрегата 5М14
Рассмотрим техническую характеристику зубодолбежного полуавтомата:
- Диапазон размеров обрабатываемых деталей – 20-500 мм.
- Предельная ширина нарезаемых зубцов с внешним зацеплением – 105 мм.
- Аналогичный показатель при внутреннем зацеплении – 75 мм.
- Ход шпинделя – 125 мм по максимуму.
- Угол наклона зубцов – до 23 гр.
- Продольное перемещение суппорта по максимуму – 50 см.
- Дистанция между штосселем и столом – от 45 до 170 мм.
- Двойные хода долбящего устройства – 124/179/265/400.
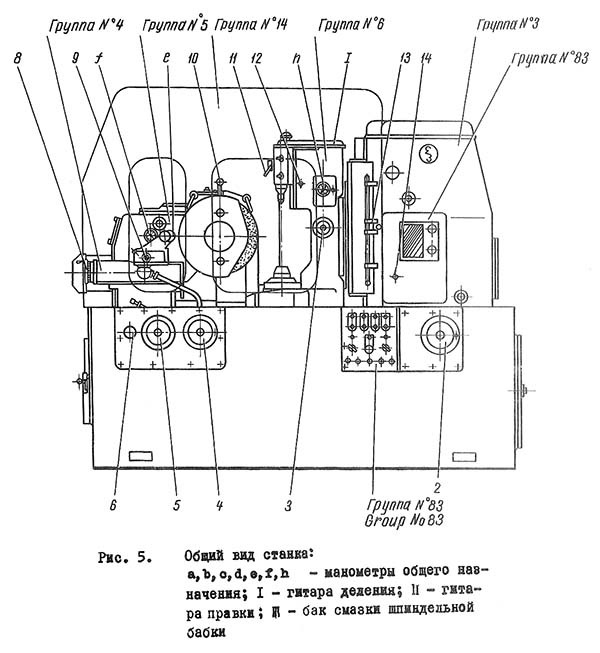
Ниже приведена схема и обозначение органов управления станком:
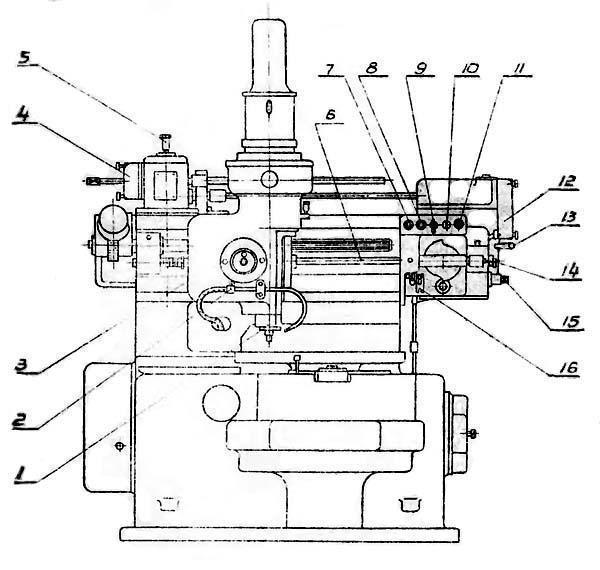
- Шпиндель долбящего инструмента.
- Регулятор подачи жидкости системы охлаждения.
- Фиксирующая гайка суппорта.
- Элемент круговых подач.
- Реверсивная рукоять.
- Винт для продольного передвижения суппорта.
- Кнопка запуска.
- Клавиша остановки.
- Переключатель из режима наладки в рабочую стадию.
- Выключатель местного освещения.
- Регулятор для толчка.
- Блок радиальных подач.
- Включение радиальной муфты.
- Основной выключатель.
- Квадрат для ручного привода.
- Планка для механизма отсчета.
Как видно, рассматриваемый агрегат имеет довольно надежную и понятную конструкцию, при этом отличается высокой производительностью и универсальностью в применении.
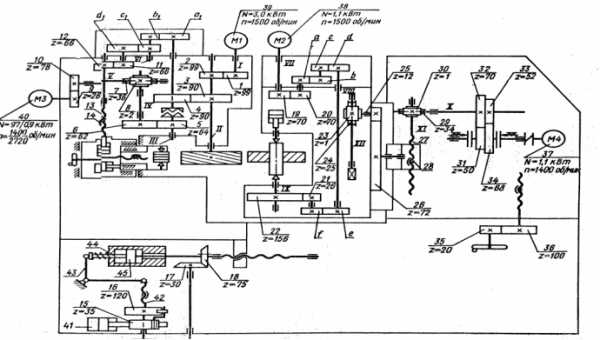
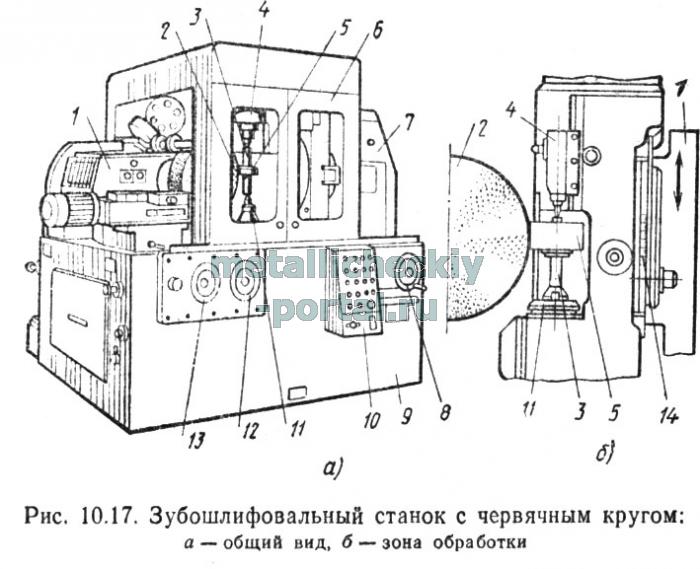
Виды приводов станков
Конструкция зубофрезерных приспособлений отличается высокой технологической сложностью. Производители предлагают различные схемы приводов, обладающих следующими особенностями:
- Червячный тип привода стола. Особенностью конструкции является установка дополнительного червяка с непостоянной толщиной витка, зазор которого регулируется в широком диапазоне.
- Отдельная червячная передача, устанавливаемая в отдельный блок. Регулировка осуществляется с помощью радиального перемещения.
- Универсальной считается схема, при которой на шпиндели устанавливают две червячные передачи с противоположным направлением витков. Регулировкой одной передачи изменяют текущий зазор.
- Гидравлический тип. В этом случае передача приводится в движение под действием гидравлической жидкости, подающейся с помощью насоса.
- Двойной тип. Регулировочную шестерню изготавливают из двух половин. При изменении их положения относительно друг друга происходит изменение зазора.
- Конусный. При реализации данной схемы применяют шестерни с малой конусностью. При осевом смещении изменяется зацепление и корректируется зазор.
- Многозубый. Использование многозубой шестерни, устанавливаемой на шпиндель, позволяет замедлить скорость базового колеса. Регулировка кинематической цепи выполняется торможением колеса.
При рассмотрении различных приводов стоит упомянуть об использовании зубофрезерных аппаратов с ЧПУ.

Применение числового программного управления сужает круг обязанностей оператора по причине отсутствия гитары деления. Отметим, что стоимость подобных станков достаточно высока, что не позволяет использовать их на предприятиях, имеющих незначительные объемы производства.
Предприятия в Московской области

ООО «Доминик»
Московская обл., г. Москва, ул. Горбунова, д. 12, корп. 2
Рейтинг по отзывам:
(5.0)
Стаж (лет): 18
Сотрудников: 51
Площадь (м²): 540
Станков: 16
Подробнее о предприятии

ООО «Мегахолод» («Металик»)
Московская обл., г. Мытищи, Проектируемый проезд 4530, стр. 2
Рейтинг по отзывам:
(5.0)
Стаж (лет): 2
Сотрудников: 30
Площадь (м²): 2400
Станков: 11
Подробнее о предприятии
ООО «Коломенский механический завод»
Московская обл., г. Коломна, Окский пр., д. 40
Рейтинг по отзывам:
(5.0)
Стаж (лет): 15
Сотрудников: 32
Площадь (м²): 2700
Станков: 22
Подробнее о предприятии

ООО «Зубикс»
Московская обл., г. Москва, 4-й проезд Подбельского, д. 3, стр. 1
Рейтинг по отзывам:
(4.5)
Стаж (лет): 11
Сотрудников: 40
Площадь (м²): 2000
Станков: 30
Подробнее о предприятии
ООО «АрГо»
Московская обл., г. Москва, ул. Типографская, д. 10, стр. 1
Рейтинг по отзывам:
(0.0)
Стаж (лет): 4
Сотрудников: 1
Площадь (м²): 450
Станков: 8
Подробнее о предприятии

ООО «Стимул»
Московская обл., Ленинский район, пгт. Горки Ленинские, промзона Технопарк
Рейтинг по отзывам:
(0.0)
Стаж (лет): 15
Сотрудников: 10
Площадь (м²): 200
Станков: 13
Подробнее о предприятии

ООО «Завод точной обработки металла»
Московская обл., г. Дмитров, ул. Промышленная, д. 15
Рейтинг по отзывам:
(0.0)
Стаж (лет): 2
Сотрудников: 5
Площадь (м²): 500
Станков: 5
Подробнее о предприятии

ООО «Вестех +»
Московская обл., г. Орехово-Зуево, Ликинское шоссе, д. 4


Рейтинг по отзывам:
(0.0)
Стаж (лет): 25
Сотрудников: 40
Площадь (м²): 1200
Станков: 30
Подробнее о предприятии

ИП Маркелов И. В.
Московская обл., г. Чехов, д. Сергеево, ул. Промышленная, д. 1
Рейтинг по отзывам:
(0.0)
Стаж (лет): 1
Сотрудников: 15
Площадь (м²): 300
Станков: 50
Подробнее о предприятии

ООО «МирМет»
Московская обл., Люберецкий район, п. Томилино, ул. Гоголя, д. 39/1
Рейтинг по отзывам:
(0.0)
Стаж (лет): 20
Сотрудников: ?
Площадь (м²): ?
Станков: ?
Подробнее о предприятии
OOO «Инструмент»
Московская обл., г. Подольск, ул. Большая Серпуховская, д. 43, корп. 206
Рейтинг по отзывам:
(0.0)
Стаж (лет): 24
Сотрудников: 50
Площадь (м²): ?
Станков: ?
Подробнее о предприятии

ООО «Карат»
Московская обл., г. Старая Купавна, ул. Большая Московская, д. 3
Рейтинг по отзывам:
(0.0)
Стаж (лет): 8
Сотрудников: ?
Площадь (м²): 800
Станков: 20
Подробнее о предприятии

ООО «РП ПЛАСТ М»
Московская обл., г. Москва, Мячковский бульвар, д. 6, корп. 2
Рейтинг по отзывам:
(0.0)
Стаж (лет): 10
Сотрудников: ?
Площадь (м²): ?
Станков: ?
Подробнее о предприятии

ООО «Техмашгрупп»
Московская обл., г. Жуковский, ул. Кооперативная, д. 8А
Рейтинг по отзывам:
(0.0)
Стаж (лет): 2
Сотрудников: ?
Площадь (м²): ?
Станков: ?
Подробнее о предприятии

ООО «Озерский механический завод»
Московская обл., г. Озеры, ул. Ленина, д. 209
Рейтинг по отзывам:
(0.0)
Стаж (лет): 22
Сотрудников: ?
Площадь (м²): ?
Станков: ?
Подробнее о предприятии
ООО «ОДВ СЕРВИС»
Московская обл., г. Москва, Каширское шоссе, д. 17, корп. 5, стр. 2
Рейтинг по отзывам:
(0.0)
Стаж (лет): 4
Сотрудников: ?
Площадь (м²): ?
Станков: ?
Подробнее о предприятии
ООО «Завод Спецстанмаш»
Московская обл., г. Москва, ул. Суворовская, д. 6, стр. 5
Рейтинг по отзывам:
(0.0)
Стаж (лет): 12
Сотрудников: ?
Площадь (м²): ?
Станков: ?
Подробнее о предприятии
ИП Агеенко С. Г.
Московская обл., г. Москва, ул. Народного Ополчения, д. 42, корп. 1
Рейтинг по отзывам:
(0.0)
Стаж (лет): 2
Сотрудников: ?
Площадь (м²): ?
Станков: ?
Подробнее о предприятии
ООО «ВТНК»
Московская обл., г. Москва
Рейтинг по отзывам:
(0.0)
Стаж (лет): 5
Сотрудников: ?
Площадь (м²): ?
Станков: ?
Подробнее о предприятии
ООО «ХОТЬКОВСКОЕ РЕМОНТНО-ТЕХНИЧЕСКОЕ ПРЕДПРИЯТИЕ»
Московская обл., г. Сергиев Посад, д. Жучки, д. 2Д
Рейтинг по отзывам:
(0.0)
Стаж (лет): 29
Сотрудников: ?
Площадь (м²): ?
Станков: ?
Подробнее о предприятии
ИП Кожевников С. А.
Московская обл., Ленинский район, с. Молоково
Рейтинг по отзывам:
(0.0)
Стаж (лет): 1
Сотрудников: ?
Площадь (м²): ?
Станков: ?
Подробнее о предприятии
ЭОЗ МАИ
Московская обл., г. Москва, Волоколамское шоссе, д. 4, корп. 9





Рейтинг по отзывам:
(0.0)
Стаж (лет): 28
Сотрудников: ?
Площадь (м²): ?
Станков: ?
Подробнее о предприятии
ООО «КМК»
Московская обл., г. Москва, Пресненская наб., д. 6, стр. 2
Рейтинг по отзывам:
(0.0)
Стаж (лет): 5
Сотрудников: ?
Площадь (м²): ?
Станков: ?
Подробнее о предприятии
«Не нашли подходящего исполнителя? Разместите заказна портале и получайте предложения от предприятий уже сегодня.Это бесплатно и не займет много времени»
Разместить заказ
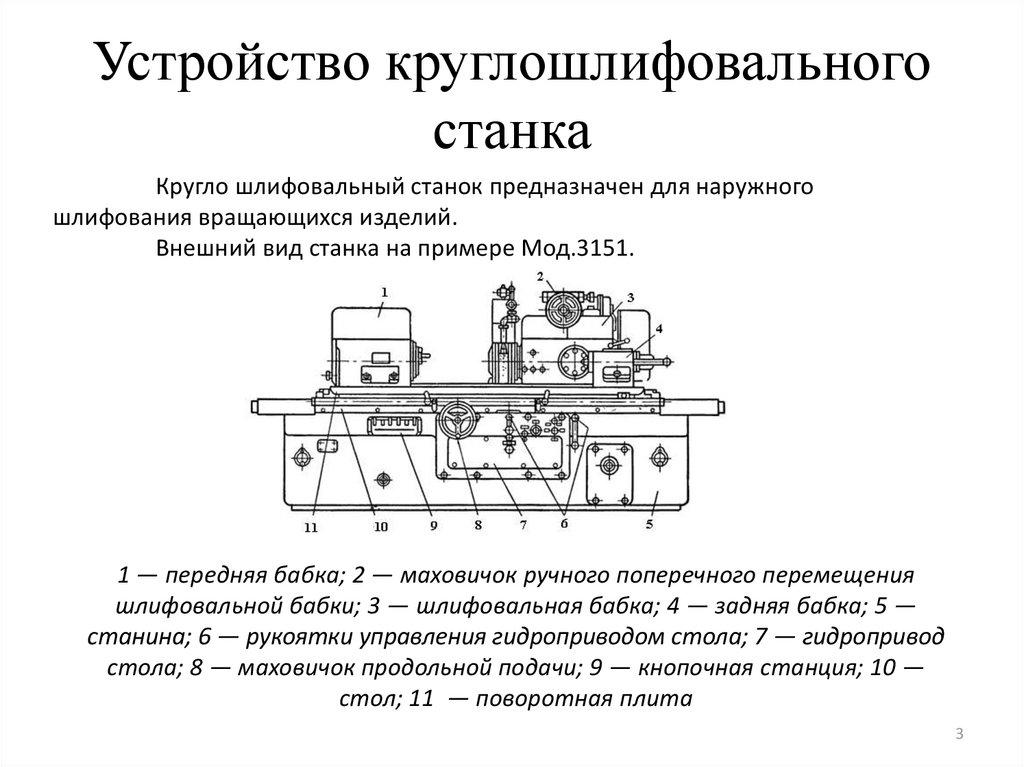
Круглошлифовальные станки
Для продольного и врезного шлифования наружных цилиндрических, пологих конических и торцовых поверхностей с установкой заготовок в центрах или патроне применяют круглошлифовальные центровые станки (рис. 1).
Технические характеристики станка мод. 3М151Ф2
| Максимальный размер устанавливаемой заготовки, мм: | |
| диаметр | 200 |
| длина | 700 |
| Частоты вращения заготовок, с–1 | 0,83…8,33 |
| Скорость шлифовального круга, м/с, не более | 50 |
| Рабочие подачи шлифовальной бабки, мм/мин: | |
| для предварительной обработки | 0,2…0,12 |
| окончательной | 0,1…0,6 |
| доводочные | 0,02…0,12 |
| Скорость, м/мин: | |
| быстрого подвода шлифовальной бабки | 1,7…0,93 |
| перемещения стола, м/мин (число ступеней 10) | 0,05…5 |
| Габаритные размеры, мм | 4950x2400x2170 |
Рис. 1. Круглошлифовальный центровой станок модели 3М151Ф2: 1 — электрошкаф; 2 — передняя бабка; 3, 11, 13 — рукоятки; 4 — люнет; 5 — механизм автоматической правки круга; 6, 17 — маховик; 7 — шлифовальная бабка; 8 — механизм поперечных подач; 9 — пульт управления; 10 — гидростанция; 12 — задняя бабка; 14 — панель гидроуправления; 15 — педаль; 16 — ось; 18, 19 — верхний и нижний столы соответственно; 20 — станина
Станок комплектуют специализированным устройством ЧПУ. Ввод УП выполняют посредством декадных переключателей. В управляющей программе размеры задают в абсолютных значениях. Число программируемых координат — 2. Работа выполняется последовательно по каждой координате. Станок оснащен двумя измерительными устройствами и соответствующими им корректирующими системами: для определения отклонения размеров заготовки и круга. Контроль диаметрального износа круга (координата Х) выполняют и корректируют при измерении заготовки в процессе обработки прибором активного контроля. Контроль базового торца заготовки (координата Z) осуществляют прибором осевой ориентации.
Пользующийся повышенным спросом универсальный круглошлифовальный полуавтомат особо высокой точности мод. 3У12АФ11 предназначен для шлифования наружных и внутренних цилиндрических, конических и торцовых поверхностей при установке деталей в центрах, кулачковом патроне, на планшайбе или цангах в условиях мелкосерийного и серийного производства.
| Технические характеристики универсального круглошлифовального полуавтомата, особо высокой точности мод. 3У12АФ11 | |
| Наибольший диаметр устанавливаемого изделия, мм | 200 |
| Наибольшая масса устанавливаемого изделия, кг | 20 |
| Наибольшая длина устанавливаемого изделия, мм: | |
| наружного шлифования | 450 |
| внутреннего шлифования | 75 при dотв = 50 мм |
| Суммарная мощность установленных электродвигателей, кВт | 10,29 |
| Габаритные размеры, мм, не более: | |
| без выносного оборудования | 2260x780x1680 |
| с выносным оборудованием | 3600x2260x2040 |
| Масса, кг: без выносного оборудования | 3500 |
| с выносным оборудованием | 4400 |
Значительным спросом пользуются круглошлифовальные станки, технические характеристики которых приведены в табл. 2.
Таблица 2. Технические характеристики круглошлифовальных станков
| Модель | Диаметр обработки, мм | Длина заготовки, мм | Мощность привода, кВт | Габариты (Д Ш В), мм | Масса, кг |
| КШ-3 СNC с ЧПУ | 200 | 400 | 10,0 | 2300x1760x1603 | 1850 |
| ВШ-152ВИ | 200 | 1000 | 9,0/11,0 | 2950x2295x2150 | 6000 |
Станок для наружного шлифования с ЧПУ типа CNC модели EJ 30 был разработан с учетом современного уровня технологии шлифования. Практический опыт в круглом шлифовании, новейшие принципы конструирования и современные технологии с использованием ЧПУ типа CNC были предельно точно применены к конкретным требованиям, предъявляемым специалистами к шлифовальным станкам.
Компоновка станков удовлетворяет любым задачам по шлифованию в единичном или серийном производстве. Это иллюстрируется следующими данными.
Технические данные станка модели EJ30
| Высота центров, мм | 150 |
| Диаметр обрабатываемой детали, мм | 290 |
| Длина зажима, мм | 800 |
| Длина шлифования, мм | 800 |
| Масса заготовки между центрами, кг | 80 |
| Узел шлифовального шпинделя | |
| Диаметр шлифовального круга, мм: max | 400 |
| min | 290 |
| Ширина шлифовального круга, мм | 63 |
| Мощность привода, кВт | 7,5 |
| Окружная скорость, м/с | 45 |
| Расположение шлифовального круга. | Слева |
| Характеристики станка | |
| Абразив | Корунд |
| Поперечная подача | Ось Х, ЧПУ типа CNC |
| Продольное движение | Ось Z, ЧПУ типа CNC |
| Точность позиционирования оси поперечной подачи, мм | 0,0001 |
| Масса станка, кг | Около 7000 |
| Габариты без системы охлаждения (Ш Г В), мм | 3,550×2,850×2,100 |
Примечание. Указаны максимальные величины.
Круглошлифовальный станок
Станки кгруглошлифовальной подгруппы (рис. 1) предназначены для производства шлифовальных операций на наружных и внутренних поверхностях тел вращения.
Рисунок 1. Круглошлифовальный станок.
Рисунок 1. Круглошлифовальный станок.
Конструктивно круглошлифовальный станок состоит из станины (1), стола (2) двух бабок (3,5), в которых закрепляется цилиндрическая или коническая деталь и приводной бабки (4), в которой закреплен рабочий орган. Рабочим органом на этом станке является шлифовальный круг. Здесь имеются различия в способе подачи вращательного движения, которые часто комбинируются в зависимости от требуемого эффекта:
- вращается сама заготовка;
- вращается шлифовальный круг;
- вращается и заготовка, и круг.
В общем случае заготовка закрепляется в центрах. Запускается приводной электродвигатель шлифовального круга. Выбирается скорость вращения круга и скорость подачи. Круг подается на заготовку. Осуществляется продольная подача с определенной скоростью. В процессе работы шлифовальный круг снимает металл с поверхности заготовки, тем самым сглаживая неровности и уменьшая шероховатость.
Также различаются способы подачи шлифовального круга при обработке детали (рис. 2).
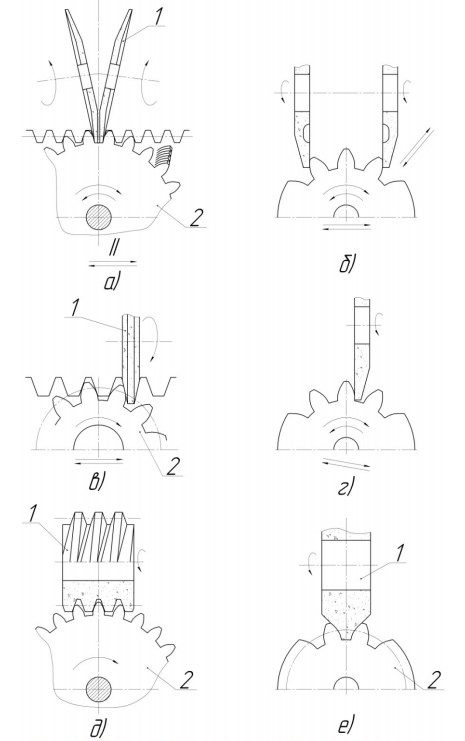

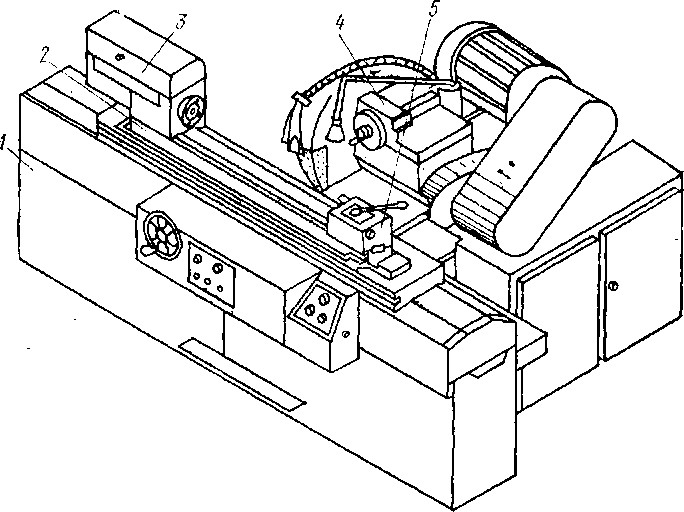




Рисунок 2. Способы шлифования.
Рисунок 2. Способы шлифования.
Основные способы шлифования поверхностей тел вращения следующие:
- с осуществлением продольной подачи;
- с заглублением;
- с врезанием;
- с последовательным врезанием;
- комбинированный.
Станки для круглого шлифования подразделяются на следующие категории:
- стандартные;
- специализированные;
- универсальные;
- бесцентровые;
- врезные.
Самым распространенным является стандартный круглошлифовальный станок.
Основные конструктивные особенности
Универсальный токарно-винторезный станок состоит из основных конструктивных узлов, которые являются типовыми элементами. К ним относятся:
- суппорт;
- станина;
- упорная и шпиндельная бабки;
- электрическое оборудование;
- ходовой вал;
- гитары шестерен;
- коробка, которая обеспечивает выбор и смену подач;
- ходовой винт – именно эта деталь отличает токарно-винторезный от стандартного токарного станка.

В зависимости от некоторых особенностей может различаться точность станка. Поэтому универсальное оборудование может быть как класса точности Н, так и повышенного – П.
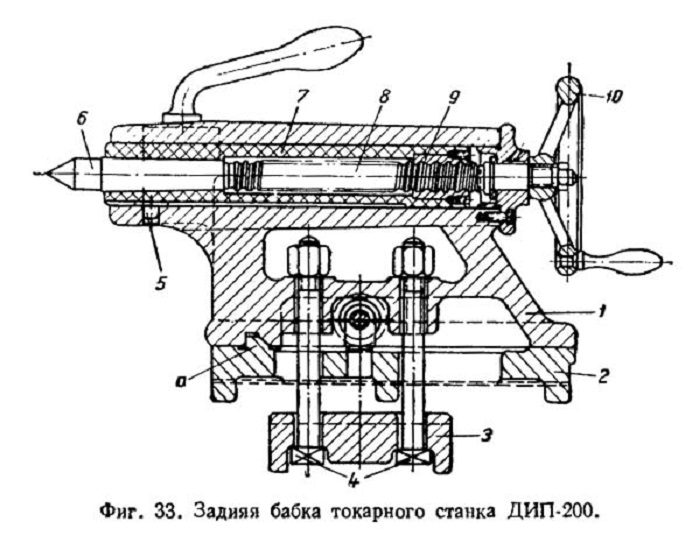
Передние и задние бабки
У передней или шпиндельной бабки есть основная роль – фиксировать заготовку в обработке и передавать вращение заготовке от электрического двигателя.

Внутри корпусной части бабки расположен шпиндель. На корпусе станка снаружи монтируется рукоятка регулировки скорости. Задняя бабка или упорная необходима для фиксации заготовки.
Суппорт
Суппорт предназначен для того, чтобы перемещать резцедержатель с резцом в продольном, поперечном направлении по отношению к оси станка. Нижняя часть суппорта именуется салазками или кареткой.
Спустя определенное время работы станка суппорт будет нуждаться в регулировке, поскольку, в противном случае снизится скорость обработки. Регулировка от зазоров заключается в подтягивании клиновой планки. 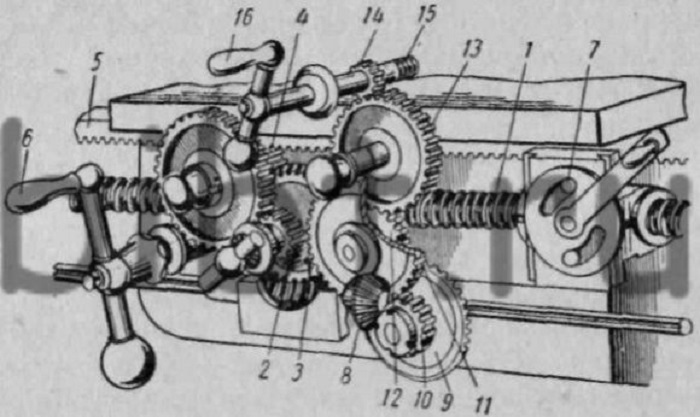
По сравнению с другими деталями суппорт имеет большие размеры. Выбор резцедержателя определяется классом станка. Для крупногабаритного оборудования обязательно закреплять резцы дополнительно четырьмя винтами.
Коробка скоростей
Это основная часть привода шпинделя. Она осуществляет передачу энергии двигателя остальным частям станка. Еще одна функция – изменение частоты вращения шпинделя и скорости работы всего станка.
Коробка встраивается в корпус бабки шпинделя или в отдельном корпусном блоке. Изменение скорости может происходить бесступенчатым или ступенчатым способом. В стандартную коробку передач входят следующие составляющие:
- система зубчатых передач;
- клиноременная передача;
- реверсивный электродвигатель;
- электромагнитная муфта с системой торможения;
- рукоять для переключения скоростей.
Работает коробка скоростей за счет шестерен.
Шпиндель
Это основная часть станка, которая сделана в виде вала с конусным отверстием для закрепления заготовок. Чтобы деталь имела высокую прочность и долговечность, ее изготавливают из высокопрочной стали.
В классическом варианте шпиндель сделан на высокоточных подшипниках качения. На опоре детали установлено специальное кольцо, которое обеспечивает точность работы станка.

На торце конструкции расположено коническое отверстие. Полость шпинделю необходима, чтобы установить пруток, помогающий при необходимости выбивать центр из посадочного места.
Непосредственно прочность и долговечность шпинделя зависит от имеющихся там подшипников.
Станина
Это основная часть станка, которая выполнена с помощью чугунного литья. К ней прикреплены все наиболее важные детали и элементы данной конструкции.
Сама станина состоит из двух стальных балок. Балки, в свою очередь, соединены между собой ребрами жесткости. У каждой из балок – соединение к двум направляющим.









Направляющие с обоих сторон относятся к призматической группе. Направляющая плоской формы расположена внутри с левой стороны.
Нарезание резьбы
Нарезать резьбу при помощи токарно-винторезного станка можно несколькими способами. Для этого используется плашка, метчик, резец и другие виды инструмента.
С их помощью есть возможность нарезать внутреннюю и внешнюю резьбу
При использовании резца важно соблюдать полностью технологию. Она включает:
- правильную заточку резца;
- аккуратную настройку режимов работы станка;
- при помощи шаблона правильная установка резца по центру детали;
- замер полученных размеров калибрами или шаблонами.
В такой работе недопустим брак в виде заострений, рваных нитей, задир и дробления.
Электрический блок управления
В стандартный блок управления токарно-винторезным станком входит сразу несколько рукояток и кнопок:
- рукоятка для настройки количества оборотов;
- система управления для установки параметров резцовой поверхности;
- рукоятки для управления суппортом.
Станок с ЧСПУ обладает более сложным устройством, но при этом может работать без участия оператора на промежуточных этапах.
Фартук
В фартуке токарно-винторезного станка расположены механизмы, которые преобразуют вращательное движение ходового винта и ходового вала в поступательное движение суппорта.
Предназначение круглошлифовальных станков
Основное предназначение круглошлифовальных станков — это обработка наружных частей детали, которая имеет различные формы. Это может быть цилиндрическая, прямолинейная, или коническая форма. Благодаря тому, что в таком оборудовании применяются шлифовальные и алмазные круги, обеспечивается очень высокая точность размера и геометрии, а также слабая шероховатость обработанной поверхности. В основном круглошлифовальные агрегаты используют после того, как деталь прошла первичную (термическую или механическую) обработку.

Специалисты делят круглошлифовальные станки на несколько видов, есть простые варианты и есть универсальные. Простой круглошлифовальный станок обеспечивает обработку деталей, у которых небольшая конусность, не более 6 градусов. Универсальные приборы способны обрабатывать детали с большим углом конуса, это возможно благодаря особенностям конструкции таких станков. Дело в том, что на них возможен поворот передней и шлифовальной бабок. Самые последние модели круглошлифовальных станков имеют такие характеристики, которые позволяют им работать с заготовками, имеющими большой диаметр и размер. Они бывают как автоматические, так и полуавтоматические.
Выбор подходящих моделей
Для личного использования и для мастерской можно подобрать подходящую модель путем соотношения потребностей и характеристик оборудования.
Производители выпускают варианты для обработки деталей из различных пород древесины, работе по металлу. Можно выбрать комбинированные устройства с различными вариантами обработки. В некоторых моделях предусмотрена функция оформления декоративных поверхностей.
При выборе учитываются основные размеры деталей и свободное пространство. В некоторых моделях предлагаются полноразмерные станки для отдельной установки. Выпускается и компактное оборудование с установкой на устойчивой поверхности.
Энкор Корвет-57
Недорогая модель оснащена двигателем подачи с питанием от сети 220 вольт. Оборудование используется для предварительной и чистовой шлифовки деревянных элементов. Модель имеет абразивную ленту, которая закрепляется в подпружиненном механизме натяжения. Подшипники защищают от проникновения пыли.
Станок выделяется жесткой рамой из стали, сбалансированным барабанам. Благодаря автоматической подаче обработка получается точной. В результате увеличивается и производительность. Если нужно отшлифовать большую деталь, рабочей стол оборудован удленительными элементами.
Плюсы:
- подключается пылесос;
- привлекательная стоимость;
- широкие функциональные возможности.
Минусы:
- сильный шум;
- в случае предельных нагрузок появляется вибрация.
Jet 10−20 PLUS 628900M
Небольшой станок используется и для предварительной, и для чистовой обработки деревянных деталей. Он пригодится дома, на строительном объекте, в мастерской. Мощный асинхронный двигатель питается от сети 220 вольт.

Консольная установка барабана позволяет обрабатывать детали до 50 см в два подхода. Можно менять оснащение для брашировальных операций на декоративной стороне.
Плюсы:
- удобная и простая в управлении модель;
- высокая точность браширования;
- производительность;
- модель не греется даже при длительном использовании.
Минусы:
- периодически сползает абразивная лента;
- относительно высокая стоимость.
Holzstar ZSM 405
Это барабанный станок, подходящий для шлифования плоских деталей. Модель оснащена бесступенчатой и регулируемой подачей. Для обработки предусмотрено регулирование по высоте.








Дополнительное оборудование не понадобится, даже если нужно заменить шлифовальную ленту. Электродвигатель работает от стандартного напряжения 220 вольт. Он подходит в качестве инструмента с высокой производительностью.
Это мобильное оборудование, которое можно перемещать благодаря прочным колесам.
Плюсы:
- мобильность;
- питание от сети 220 вольт;
- подключается пылесос;
- компактные размеры;
- высокая мощность;
- регулирование подачи и настройка по высоте.
Минусы:
- отсутствуют ручки для удобного перемещения;
- при обработке на полной мощности появляется вибрация.
Принцип работы
Принципом работы шлифовального агрегата является вращательное движение режущего инструмента, а также возвратно-поступательный ход доски. Диск вращается на большой скорости и за один подход он может снять тонкий слой металла, а если постоянно и аккуратно двигаться вперёд и назад, то тогда будет обеспечиваться довольно медленная обработка всей поверхности детали.
Глубина шлифования, от которой зависит качество поверхности, будет обеспечиваться на различных станках по-разному. Обычно её можно регулировать с помощью автоматического перемещения рабочего стола вверх или вниз. На современных моделях местоположение по вертикальной оси изменяется при помощи специальной рабочей головки, которая имеет режущий инструмент.
Автоматический резьбошлифовальный универсальный станок
Автоматические станки в большинстве случаев используются в больших цехах, где при эксплуатации наличие оператора не требуется. Вся операция проводится только в программном режиме.
Таким образом, резьбошлифовальный станок с ЧПУ будет выполнять все, что будет внесено в основную программу оборудования. В остальном, вся работа осуществляется высшим образом. Внутренние элементы не нуждаются в дополнительном обслуживании, за исключением возникновения неисправностей в системе. Современный резьбошлифовальный станок — это путь к совершенству. Он обеспечит промышленность большей производительностью.
Основной принцип работы
Для того чтобы на практике выполнить данный вид обработки, необходимо, для начала, правильно собрать в единую цепь все необходимые элементы, а также выполнить предварительную подготовку деталей, с которыми предстоит работать.
В настоящее время на промышленных предприятиях используют несколько видов электроэрозионной обработки металлических деталей.
Следует отметить, что одним из главнейших элементов в схеме, по которой выполняется электроэрозионная обработка, является электрод, который должен обладать достаточной эрозионной стойкостью.
Если посмотреть со стороны химии, то данный метод термического воздействия непосредственно на металл определенным образом разрушает его кристаллическую решетку, за счет чего происходит высвобождение некоторых категорий ионов.
Достаточно часто для обработки металла используют электроимпульсный и электроискровой методы. Кроме этого, можно встретить так же электроконтактный и анодно-механический способы. Более детально об этом смотрите в видео в статье.
В том случае, когда для металлических деталей требуется черновая обработка, как правило, используется электроимпульсная схема обработки.
В этом случае при проведении необходимых работ температура вырабатываемых импульсов может подниматься до пяти тысяч градусов по Цельсию. Это позволяет увеличить такой параметр, как производительность.
При необходимости выполнить данный тип обработки заготовок с небольшими габаритами и размерами, целесообразно использовать электроискровой способ.
Видео:
В свою очередь, при работе со сплавами в жидкой среде, в большинстве случаев применяют электроконтактную обработку.
Следует отметить, что те свойства, которые приобретает металл после того, как будет произведена такая обработка, могут совершенно по-разному сказаться на эксплуатационных характеристиках деталей.
В большинстве случаев, под воздействием высоких температуры и токов у обрабатываемых деталей значительно повышается прочность, притом, что в самой структуре сохраняется мягкость.





