
Что такое развод зубьев?
Если кто-то решил сам затачивать пилу, необходимо внимание уделить разводу зубьев. Что это такое? Поочередно зубья отгибаются в разные стороны, но только на одно, строго определенное расстояние
Для этого применяется специальный инструмент, называемый разводка, при помощи которого каждый зуб проходит отгиб примерно на середине высоты. Необходимо процесс постоянно контролировать. Подобная процедура позволяет обеспечить пиле свободное движение.
В результате ширина пропила будет толще полотна дисковой пилы. Сам диск практически не соприкасается с поверхностью пропила, лишь его кромки слой за слоем снимают часть дерева. Чем шире развод зубцов, тем объемнее будет сам пропил, а вероятность заклинивания минимальной. Но широкий пропил требует гораздо больше усилий для продвижения инструмента по поверхности дерева. Некоторые умельцы в домашних условиях используют даже разводной ключ, при помощи которого разводят зубья, но такой метод не подходит для качественных дисковых пил. Необходимо пользоваться только тем инструментом, который для этого предназначен.
Во время разводки пилы для обработки дерева необходимо помнить, что конечный результат работы во многом будет зависеть от породы дерева. Например, для мягкого дерева необходима большая разводка, чтобы распил получился ровным, не имел зазубрин и прочих дефектов. Самое оптимальное значение – отклонение зубьев на 5-10 мм в одну из сторон. Выполняется разводка еще до того, как начинается заточка пилы, в противном случае придется начать все сначала, так как зубья могут быть деформированы, т.е. совершенно непригодны для дальнейшего использования.
Характеристики и особенности алмазных кругов для заточки резцов
Алмазные круги для заточки резцов токарных и другого режущего инструмента в зависимости от формы профиля и типа абразива целенаправленно подходят для следующих операций:
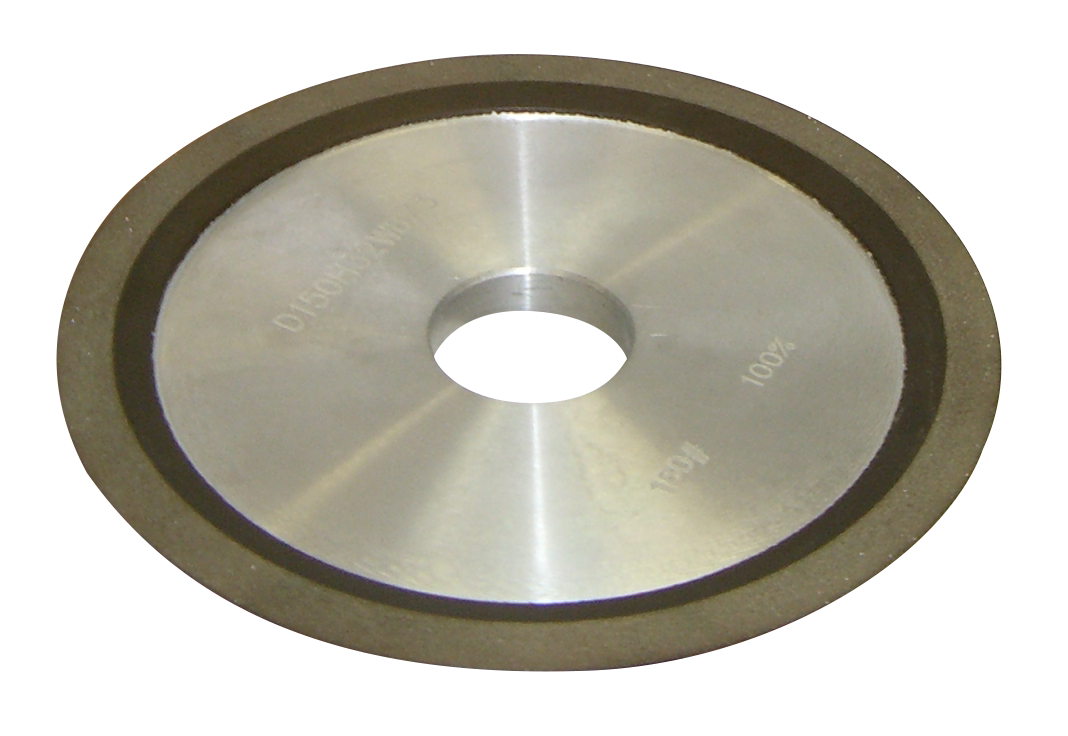
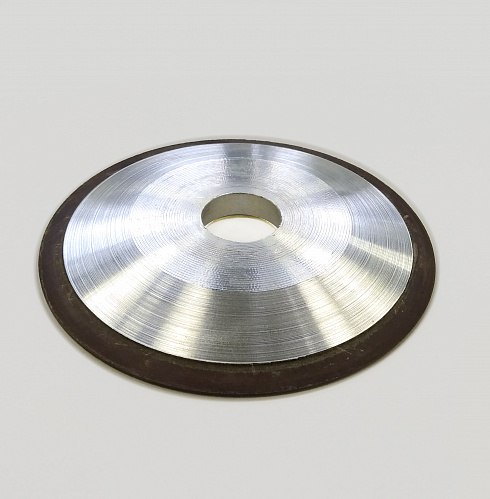
- С формой прямого плоского профиля марки 1A1 – для проведения обработки изделий цилиндрической формы, плоских деталей и затачивания резцов из сплавов твердой структуры.
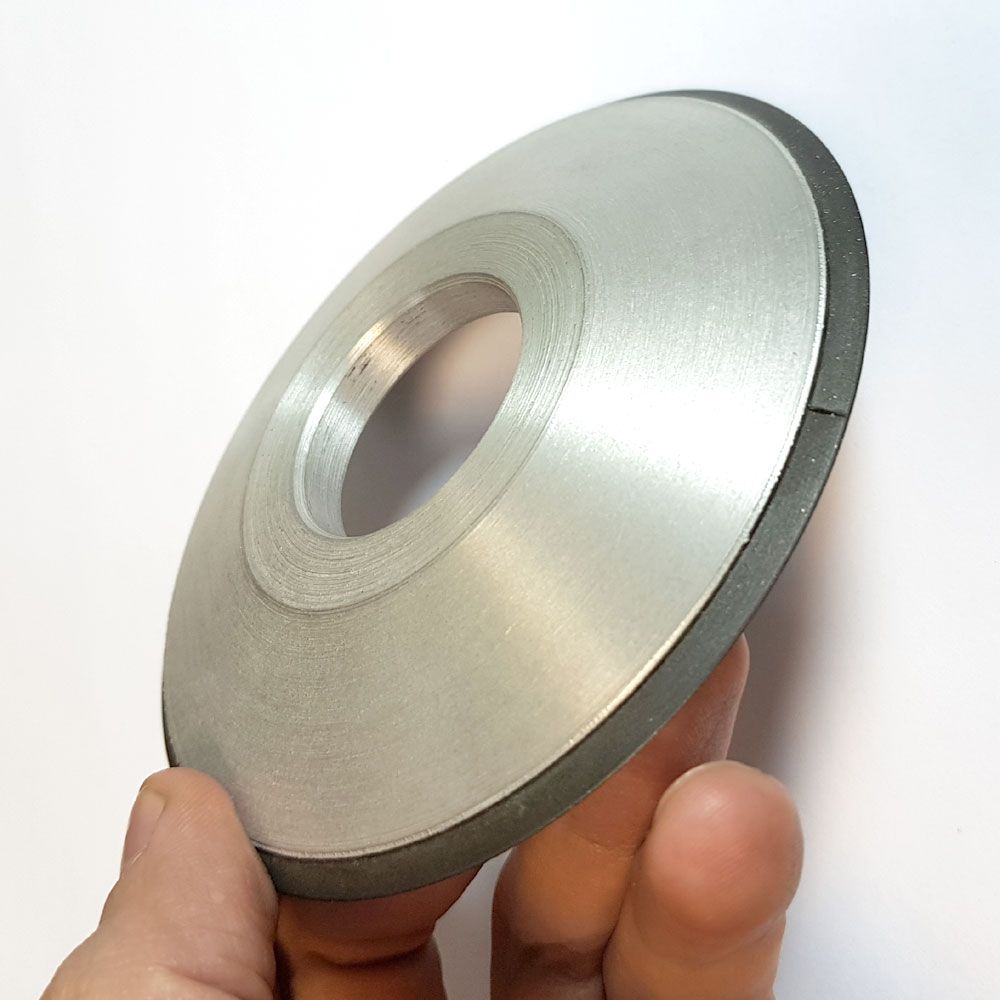
- С формой тарельчатого профиля марки 12A2-20* – для проведения операций заточки передней части инструмента, который имеет много лезвий, выполненных из сплавов твердой структуры, фрез, состоящих из сборочных единиц либо цельнометаллических, фрез червячного типа, пил дисковых.
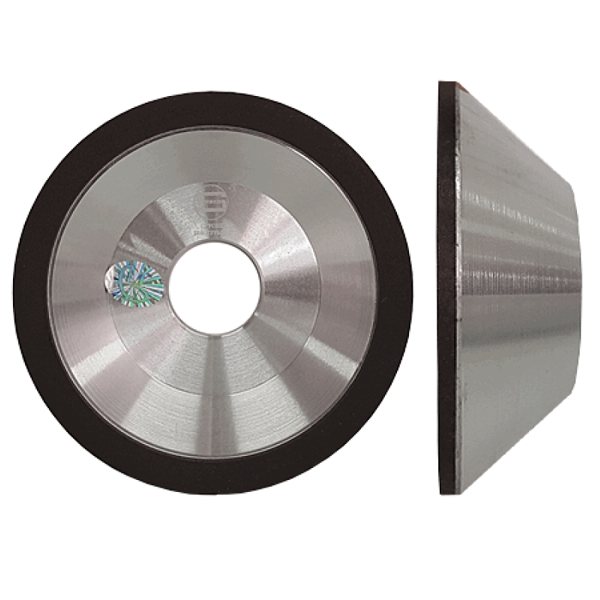
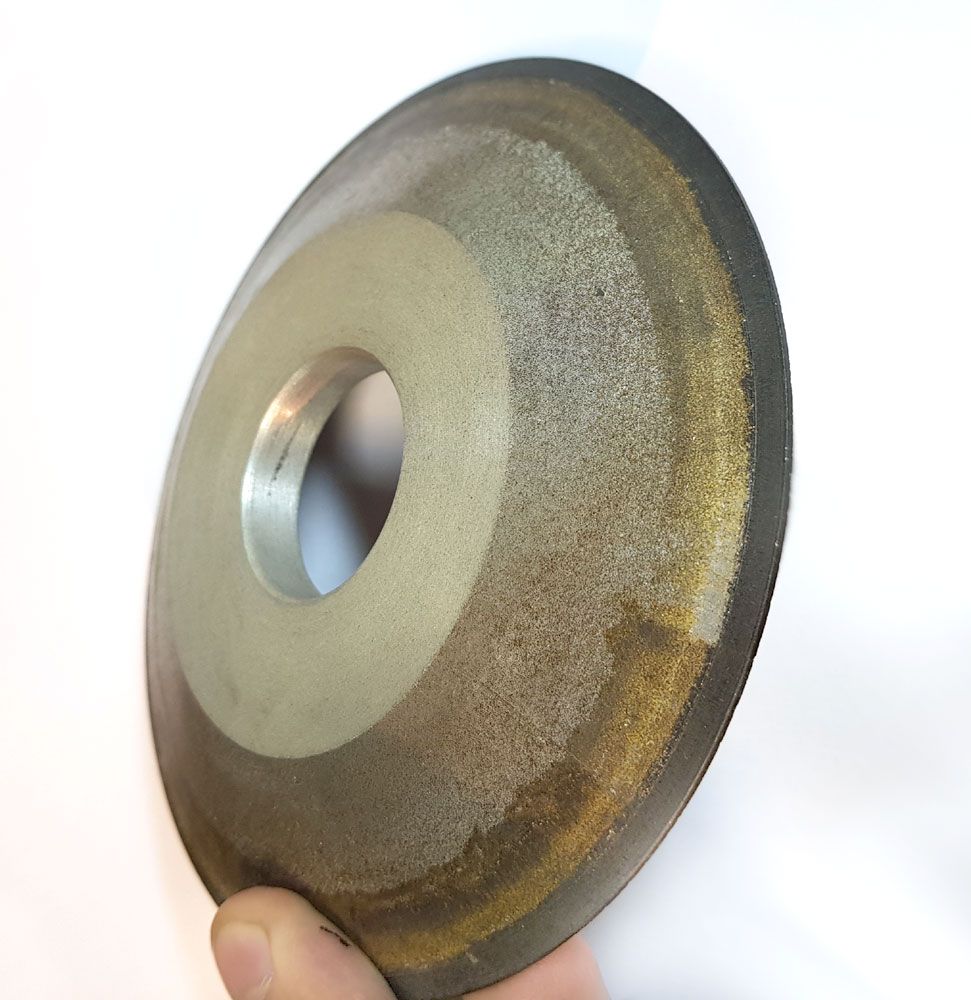
- С формой чашечного профиля марки 12A2-45* – для работ с задними и передними поверхностями твердосплавных резцов и шлифования торцов.
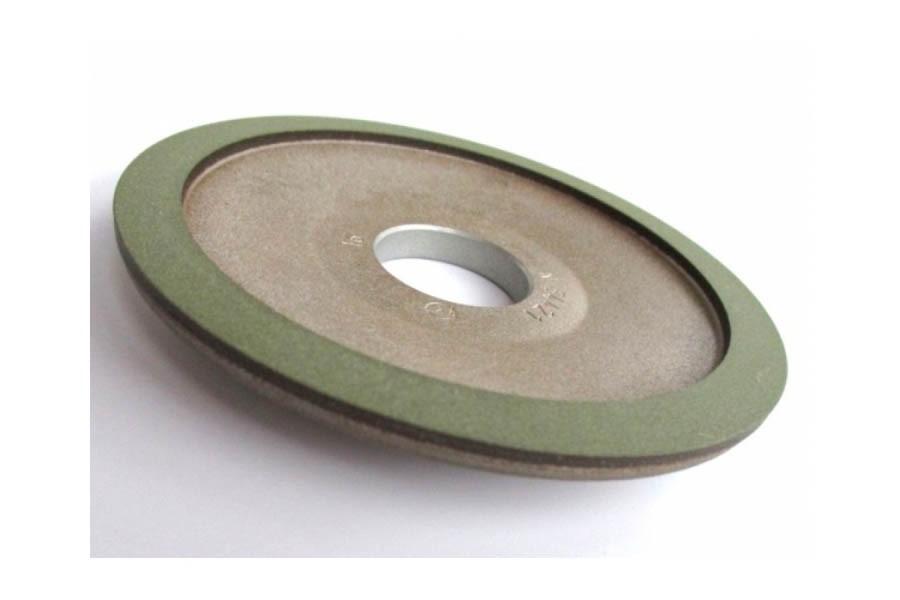
- С формой тарельчатого профиля марки 12R4 – для проведения операций доводки и заточки, как в случае с диском марки 12A2-20*.
- С формой прямого плоского профиля и устроенными по обе стороны выточками марки 9A3 – для работы с резцами из твердых сплавов, конструктивными элементами машин, материалов полупроводниковой структуры, инструментом для измерений.
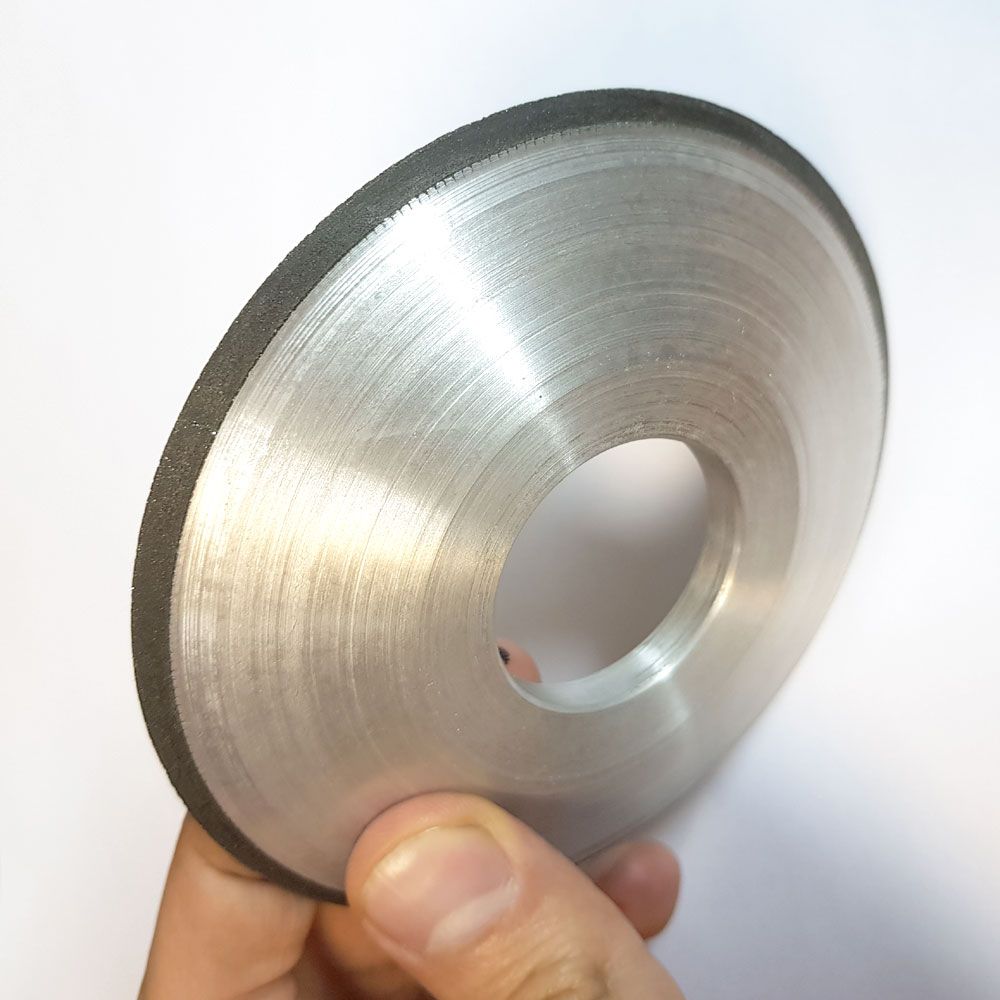
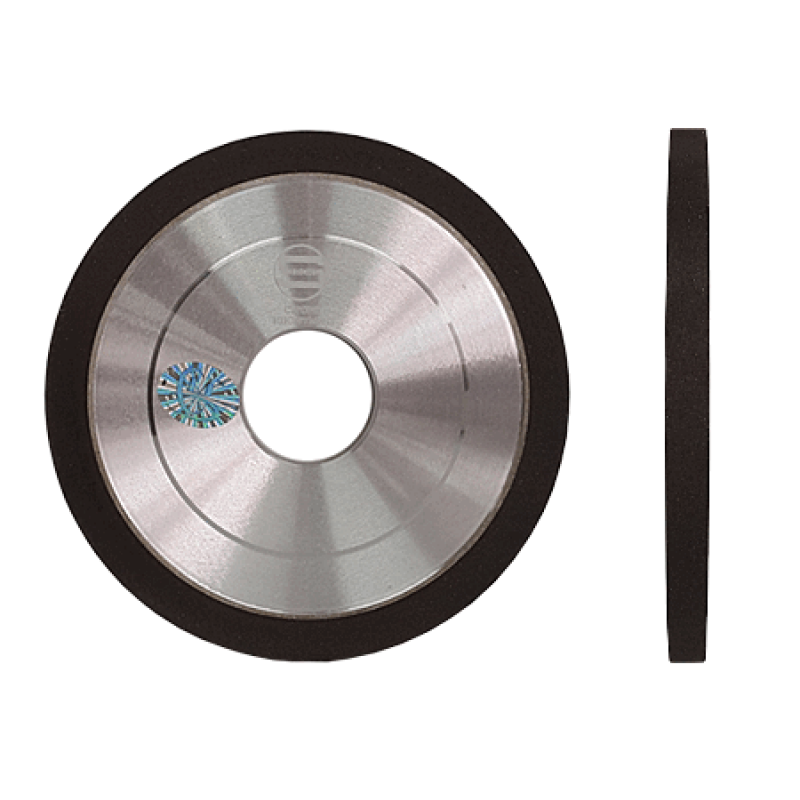
- С формой плоского выпукло-полукруглого профиля марки 1FF1 – для заточки и шлифовки изделий из твердых сплавов.
- С формой плоского конического по двум сторонам профиля для работы с фасонными поверхностями и резьбой.
Конструкция алмазных кругов для заточки инструмента
Диски алмазные заточные представляют собой изделия круглой формы с основанием из металла и нанесенным на него покрытием алмазного порошка, который закрепляется на металле связующим веществом, также там присутствует наполнитель.
Марка диска характеризуется:
- конфигурацией корпуса и видом материала, из которого он изготовлен;
- размером окружности;
- величиной концентрации абразивных зерен;
- фракцией алмазов;
- типом вещества, используемого в качестве связки;
- степенью точности;
- классом неуравновешенности.
Одним из важных параметров является износостойкость диска.
Корпуса алмазных заточных кругов могут быть изготовлены из стальных заготовок, марок Ст-25, 30, 20 или 3, либо сплавов из алюминия АК-6 или Д-16, либо полимерных материалов. Для некоторых шлифкругов типа А1ПП, АГЦ делают еще хвостовики из стальных У7 и У8 марок.
Что касается применяемых связующих веществ, которые скрепляют алмазные зерна в единую форму, то выпускаются диски на основе:
- Связок металлического характера на основе алюминия, меди, цинка или олова. В маркировке таких изделий указывается литера М.
- Связок керамических на основе шамота либо стекла, куда добавляют составляющую алюминия. В маркировке здесь будет присутствовать литера К.
- Связок на основе органики – это пульвербакелитные и карболитные вещества. Присутствие такой связки обозначают в маркировочном коде литерами КБ.
В качестве наполнителей используют электрокорунд, графитовый порошок, медь, карбид бора и глинозем.
Характеристики и особенности алмазных кругов для заточки резцов
Алмазные круги для заточки резцов токарных и другого режущего инструмента в зависимости от формы профиля и типа абразива целенаправленно подходят для следующих операций:
- С формой прямого плоского профиля марки 1A1 – для проведения обработки изделий цилиндрической формы, плоских деталей и затачивания резцов из сплавов твердой структуры.
- С формой тарельчатого профиля марки 12A2-20* – для проведения операций заточки передней части инструмента, который имеет много лезвий, выполненных из сплавов твердой структуры, фрез, состоящих из сборочных единиц либо цельнометаллических, фрез червячного типа, пил дисковых.
- С формой чашечного профиля марки 12A2-45* – для работ с задними и передними поверхностями твердосплавных резцов и шлифования торцов.
- С формой тарельчатого профиля марки 12R4 – для проведения операций доводки и заточки, как в случае с диском марки 12A2-20*.
- С формой прямого плоского профиля и устроенными по обе стороны выточками марки 9A3 – для работы с резцами из твердых сплавов, конструктивными элементами машин, материалов полупроводниковой структуры, инструментом для измерений.
- С формой плоского выпукло-полукруглого профиля марки 1FF1 – для заточки и шлифовки изделий из твердых сплавов.
- С формой плоского конического по двум сторонам профиля для работы с фасонными поверхностями и резьбой.
Принципы и углы заточки дисковых пил
Пила имеет четыре главных угла заточки дисковой пилы по рабочей части. Рассматриваемые углы, как и сама форма зуба, можно назвать основными эксплуатационными характеристиками. Каждый зуб можно охарактеризовать следующим образом:
- передний и задний угол;
- углы среза передней и задней поверхности.
Значения вышеуказанных параметров зависят от назначения распиливающего приспособления, типа материала заготовки.
Поверхности зуба дисковой пилы
По вышеуказанным параметрам можно выделить несколько пил:
- для выполнения продольной резки. В данном случае передний угол должен иметь показатель от 15° до 25°.
- при выполнении поперечной резки рассматриваемый показатель должен быть от 5° до 10°.
- универсальный вариант рекомендуется затачивать под углом 15°.
При длительном использовании пилы из твердосплавного материала значительный износ происходит на самой верхней режущей кромке. При рассмотрении плоскости зуба стоит отметить, что больший износ касается передней поверхности.
Типы зубьев дисковых пил
Выполнение заточки дисковых пил в домашних условиях
Наточить пилу можно своими руками без использования специального точильного станка, который имеет большую стоимость и используется по предназначению достаточно редко по причине использования твердосплавного материала при создании режущей кромки. Однако просто держать круг в руках нельзя, так как нужно добиваться определенных параметров среза для обеспечения необходимого показателя эффективности работы.
Для фиксации зубчатого круга в строго заданном положении используется обыкновенная плоская подставка. Она имеет нижеприведенные особенности:
- Поверхность плоской подставки должна совпадать с уровнем оси заточного диска.
- Зубчатый круг располагаем на подставке так, чтобы плоскость затачивания находилась перпендикулярно к полотну пилы.
- Рассматриваемое приспособление для зубьев, расположенных под определенным углом, оснащают поворотным шарниром.
Читать также: Токарный станок своими руками чертеж
Рассматриваемое приспособление позволяет проводить фиксацию обрабатываемого элемента по отношению к используемому абразивному материалу. При помощи цветного маркера проводится нанесение разметочных линий, которые позволяют выбрать правильный угол. Также необходимы тиски, в которых крепится созданное приспособление для фиксации.
https://youtube.com/watch?v=dVPVHi9M8JM
Шлифовальные и полировальные диски для болгарки
Разновидностей шлифовально-полировальных кругов достаточно много – в зависимости от необходимого качества поверхности на болгарку могут устанавливаться и диски со сменной наждачной бумагой, и войлочные, и губчатые, и даже матерчатые.
Шлифовальный диск для болгарки фото
Большинство из них для работы требуют использования специальных мелкоабразивных паст или даже жидкостей. Для грубой шлифовки и зачистки применяются мелкоабразивные шлифовальные круги. Шлифовальные диски для болгарки позволяют доводить до необходимой шероховатости практически любые материалы – такие насадки применяются даже в автомастерских для полировки автомобильных кузовов.
Лепестковый диск для болгарки
Заточка циркулярных пил своими руками – цена вопроса и надежность исполнения
Циркулярная пила (современное наименование – дисковая пила) гораздо более эффективный инструмент в сравнении с сабельными, продольными и цепными. Качество распила и удобство работы не вызывает сомнений. С помощью дисковой пилы можно идеально ровно раскроить заготовку большой площади, производить распилы под разными углами и работать с самыми разными материалами.
Дисковая пила позволяет с одинаковой точностью и качеством производить распил материала как вдоль, так и поперек волокон. Разумеется, получить чистый распил, можно лишь при правильно заточенных зубьях. Циркулярные пилы подразделяются на три категории:
- Цельнометаллические
- Цельнометаллические с напылением твердых материалов в рабочей зоне
- Пилы с напайками зубьев из твердых сплавов
Наличие технологических пазов на пильных дисках очень важно
Любой диск должен быть качественно заточен, а зубья правильно разведены. Затупившиеся зубья ухудшают качество распила, повышают нагрузку на привод и делают работу небезопасной. Кроме того, на дисках, предназначенных для работы с твердыми материалами должны присутствовать технологические пазы. В противном случае при нагреве полотно может деформироваться от расширения металла. Это приведет к опасным вибрациям и ухудшению качества распила.




Как заточить диск на циркулярной пиле с победитовыми напайками
Часто мастера покупают круги, которые обладают повышенной устойчивостью к износу за счет наличия специальных напаек из победита. Эти напайки продлевают срок службы расходного материала, однако не делает его вечным. Победитовый слой наносится на звенья при помощи специальной напайки. За счет напайки усложняется геометрическая форма зуба, поэтому и процесс затачивания также утяжеляется. Восстановление остроты зубьев необходимо выполнять с учетом точной выдержки.
Чтобы заточить зубья на диске с твердосплавными напайками, понадобится произвести сглаживание режущей кромки до величины 0,3 мм. Чтобы выполнить качественную заточку зубьев с твердосплавными напайками, специалисты рекомендуют использовать для этого специальное оборудование, а также заточные круги с алмазным напылением. Если использовать абразивный круг, то он быстро сотрется, прежде чем диск с напайкой получится заточить.
При восстановлении остроты звеньев учитываются следующие факторы:
- Заточку пильных дисков надо выполнять не только передней, но и задней плоскости. Начинать необходимо непосредственно с передней части
- Победитовая напайка при наточке должна плотно соприкасаться с заточным алмазным кругом
- Время соприкосновения должно быть не более 5 секунд. Учитывать время необходимо для того, чтобы избежать перегревания металла. Если металл будет перегреваться, то произойдет его закаливание, а также снижение твердости
При затачивании нужно также учитывать, что толщина стачиваемого материала не должна быть более 0,15 мм. Если правильно выполнять процедуру, то до полного износа диска с победитовыми напайками проводится не менее 30 заточек.
Это интересно! При заточке дисков нужно учитывать, что зубья могут иметь отрицательный и положительный угол. Если зуб имеет отрицательный угол, то заточить его в домашних условиях труднее, чем положительный.
О рациональности восстановления остроты дисков с напайками нужно принимать решение самостоятельно, так как стоимость заточного круга с алмазным напылением порой дороже, чем приводное электрооборудование.
Как сделать самодельное приспособление для заточки?
В качестве инструкции для изготовления приспособления для заточки циркулярных пил мы представим перечень конструктивных элементов, чертежи с их размещением и штатным местом в устройстве.
Устройство должно включать следующие конструктивные элементы.
- Электродвигатель, который закрепляется на подставке таким образом, чтобы на его вал можно было смонтировать шлифовальный диск (альтернативой может стать УШМ).
- Подставка, позволяющая подавать резцы к шлифовальной поверхности в одной плоскости и на одной оси.
- Регулировочные винты для оснащения площадки возможностью изменять параметры угла наклона в вертикальной и горизонтальной оси.
- Фиксаторы для закрепления полотна циркулярки и площадки, на которой оно размещено.
- Устройство для подачи двигателя вперед-назад.
- Защитный кожух для вращающихся элементов двигателя.
В статье рассмотрели все, что может пригодиться для заточки диска дисковой пилы, этих данных вполне достаточно, чтобы провести процедуру своими руками и получить хороший результат. Если, вы уверены в своих силах, то дерзайте, пробуйте, точите, желательно в первый раз потренироваться на старом диске. В противном случае, обратитесь в мастерскую, в ней наточат диск быстро и качественно, на специальном оборудовании, за умеренную плату.
Основные характеристики
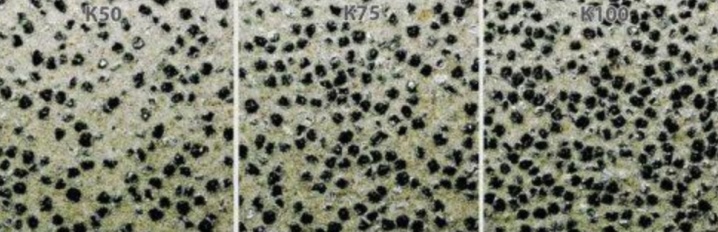
Одной из основных характеристик считают показатель твердости. Следующий важный показатель – это концентрация алмазов на кубический сантиметр, измеряемая в каратах. Стандартно-типовые показатели для этих значений согласно действующему ГОСТ: K25 (1.1 ct/cm3), K50 (2.2 ct/cm3), K75 (3.3 ct/cm3), K100 (4.4 ct/ccm3), K125 (5.5 ct/cm3) и 150 (6.6 ct/cm3). Однако концентрация может изменяться в большую или меньшую сторону.
Важность этого значения в том, что он оказывает немалое влияние на некоторые технические показатели диска и его стоимость. Конструкции с твердой связкой и невысоким алмазным слоем обозначают K125
Распределению и фиксации углеродного зерна на рабочем слое помогает связывающий состав, так называемая связка. В производственной технологии пользуются тремя базовыми видами связок.
Металлические. Рабочий слой такого типа наиболее подходит для предварительной обработки, заточки деталей из металлокерамики и твердых сплавов, срезки больших слоев припуска.
Гальванические. Металлический корпус с одним или несколькими наслоениями никеля, покрытый углеродным абразивом. Разработан для разрезания, шлифования минеральных материалов. Востребован в производстве алмазных бурильных агрегатов, конечной доводке пуансонов и т. д.
Органические. При создании органического состава используется бакелит с применением формальдегидных смол. Его характерная особенность – это низкая теплопроводность, такие устройства применяют в работе без подачи СОЖ. Как правило, это чистовая шлифовка и доводка.
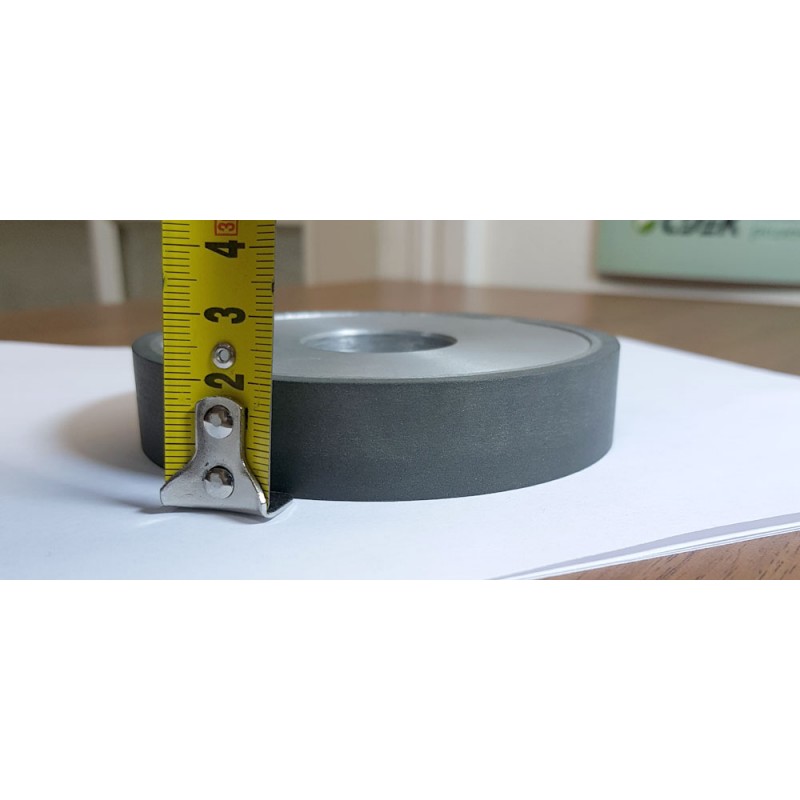
Еще одни параметры, влияющие на характеристики рабочих качеств прибора, — вид алмазного слоя и его ширина. Абразив наносится на периферийную или торцевую часть алмазного круга. Именно геометрия влияет на величину абразива и стоимость модели. Высота – это значение, определяющее долговечность конструкции, в то время как от ширины зависит размер площади, контактирующей с обрабатываемым изделием, а значит, температура рабочих элементов и прочих составляющих. Небольшая ширина допускает повышенную скорость и глубину реза. Большие значения ширины – это высокая точность и чистота работы.
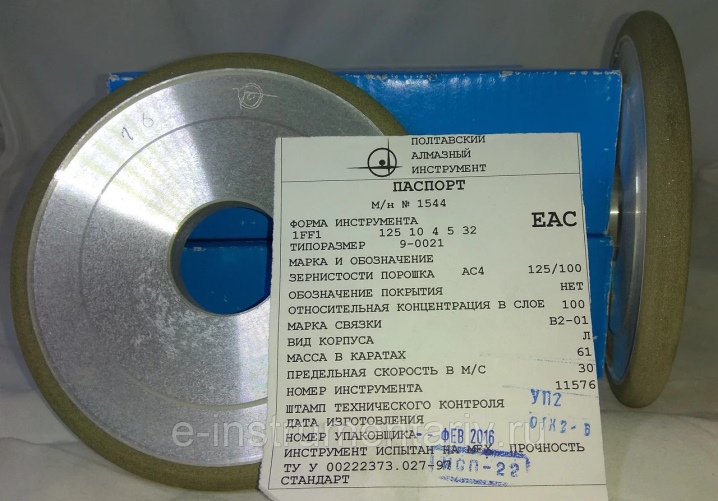
Алмазы на наждак могут быть размером 125 мм. Маркировка 150х10х3х32 означает диск с диаметром 150 мм, шириной 10 мм, при этом высота – 3 мм и размер посадочного отверстия — 32 мм. Такой же подход требуется для расшифровки характеристик шлифовальных алмазов 150х20х5х42х32; 150х20х3х40х32.

Неглубокая тарелка. Маркировка 12А220

По внешнем виду тарелка заметно отличается от чашки глубиной, как правило, высота тут всего 18 мм. В другом все стандартно, алмазный заточной круг 12А220 150*10*2*18*32 160/125 — тарелка диаметром 150 мм, ширина алмазного слоя 10 мм, толщина 2 мм, глубина — 18 мм(неглубокая), посадка 32 мм. Зерно 165/100 — достаточно крупное по сравнению с другими.
Еще на заметку: Ликбез по лепестковым кругам для шлифовки дерева
Тарелки бывают на 150 мм и на 125 мм диаметром.
Они отлично подходят для заточки инструмента, более того, на них точат твердосплавные напайки на дисковых пилах. Для того, чтобы заточить такие напайки, понадобится тонкая тарелка, чтобы край смог пролезть между зубьями.
Назначение абразивов
В зависимости от вида абразива, из которого изготовлен шлифовальный круг, меняется сфера его применения.
Нормальный электрокорунд обладает хорошей вязкостью, сцеплением со связкой, термостоек хорошо подходит для работы со сталью, чугуном, бронзой и латунью ввиду своих физических свойств.
Белый электрокорунд имеет более однородную структуру, острые кромки, более твердый чем обычный корунд и имеет меньшую шероховатость поверхности. Предназначен для обработки тех же материалов, что и обычный электрокорунд, но за счет меньшего нагрева и износа, применяется также для легированных и инструментальных сталей, заточки зубьев пил, режущих кромок фрез, ножей, сверл. Хорошо подходит для полировки изделий.
Карбид кремния тверже, но хрупче электрокорунда. У него выше абразивная способность, но сцепление зерна со связкой слабее, чем у корунда.
Алмаз имеет большую механическую прочность, но чувствителен к высоким температурам, реагирует с железом, хрупок, имеет очень хорошие самозатачивающиеся свойства, что придает диску долговечности.
Алмазные круги для шлифовки используются для обработки таких материалов, как чугун, стекло, керамика, твердые сплавы. Хорошо подходит для финишной доводки изделий, заточки сверл, фрез, пил, ножей.






Эльбор второй после алмаза по твердости, не реагирует с железом, теплостоек, хрупок, обладает хорошей абразивной способностью.
Применяется для шлифовки и обработки твердых сталей, заточки инструмента, чистовой обработки, сфера применения эльбора включает в себя участки, где другие абразивы не применяются вследствие высоких рабочих температур.
Определение и предназначение циркулярной пилы
Дисковая, или циркулярная пила — это инструмент, рабочая поверхность которого представляет собой диск. Этот диск может быть различной толщины и различного диаметра, в зависимости от назначения. По краям диск снабжен острыми зубцами, которые могут иметь различную форму, например:
- Прямые вертикальные зубцы;
- Скошенные зубцы;
- Зубцы в форме трапеции;
- Зубцы, напоминающие конус.
Она используется в тех случаях, когда нужно распилить большой объем древесины. Ей удобно работать как с твердыми, так и с мягкими породами дерева. А также при помощи её можно обрабатывать фанеру и древесно-стружечную плиту. Когда диску сообщают вращение, зубцы врезаются в материал и начинают его распиливать. Опытные пильщики утверждают, что работать с циркулярной пилой намного проще, чем с классической, представляющей собой горизонтальную пластину из металла с зубцами и одной (двумя) пластмассовыми ручками.
Дисковую пилу часто используют:
- На пилорамах;
- На строительстве деревянных домов;
- Во время ремонтных работ в городских квартирах;
- На заготовке леса.
Рабочая поверхность такого инструмента обычно имеет твердосплавные напайки. Эти напайки используются для того, чтобы зубцы не деформировались при распиловке твердых пород дерева. Однако, рано или поздно зубцы у любой дисковой пилы затупляются. Если этот момент наступил, значит, пора затачивать инструмент.
Конструкция алмазных кругов для заточки инструмента
Диски алмазные заточные представляют собой изделия круглой формы с основанием из металла и нанесенным на него покрытием алмазного порошка, который закрепляется на металле связующим веществом, также там присутствует наполнитель. Марка диска характеризуется:
- конфигурацией корпуса и видом материала, из которого он изготовлен;
- размером окружности;
- величиной концентрации абразивных зерен;
- фракцией алмазов;
- типом вещества, используемого в качестве связки;
- степенью точности;
- классом неуравновешенности.
Одним из важных параметров является износостойкость диска.
Корпуса алмазных заточных кругов могут быть изготовлены из стальных заготовок, марок Ст-25, 30, 20 или 3, либо сплавов из алюминия АК-6 или Д-16, либо полимерных материалов. Для некоторых шлифкругов типа А1ПП, АГЦ делают еще хвостовики из стальных У7 и У8 марок.
Что касается применяемых связующих веществ, которые скрепляют алмазные зерна в единую форму, то выпускаются диски на основе:
- Связок металлического характера на основе алюминия, меди, цинка или олова. В маркировке таких изделий указывается литера М.
- Связок керамических на основе шамота либо стекла, куда добавляют составляющую алюминия. В маркировке здесь будет присутствовать литера К.
- Связок на основе органики – это пульвербакелитные и карболитные вещества. Присутствие такой связки обозначают в маркировочном коде литерами КБ.
В качестве наполнителей используют электрокорунд, графитовый порошок, медь, карбид бора и глинозем.
Зернистость алмазных кругов по металлу
Начнем с общей информации. Зернистость — это числовая характеристика алмазных кругов, на значение которой напрямую оказывают влияние размеры алмазных зерен и их концентрация на рабочих поверхностях инструментов.
Таблица зернистости алмазных кругов по металлу с маркировками
Существуют 4 основные группы шлифовальных материалов. Они имеют различную зернистость.
| Вид шлифовального материала | Размеры зерен | Маркировка по стандарту ISO 8486 | Маркировка по ГОСТу 3647-80 |
| Шлифзерно | 2000–2500 мкм | 10 | 200 |
| 1600–2000 мкм | 12 | 160 | |
| 1250–1600 мкм | 16 | 125 | |
| 1000–1250 мкм | 20 | 100 | |
| 800–1000 мкм | 22 | 80 | |
| 630–800 мкм | 30 | 63 | |
| 500–630 мкм | 36 | 50 | |
| 400–500 мкм | 40 | 40 | |
| 315–400 мкм | 54 | 32 | |
| 250–315 мкм | 60 | 25 | |
| 200–250 мкм | 70 | 20 | |
| 160–200 мкм | 80 | 16 | |
| Тонкие микрошлифпорошки | 7–10 мкм | 600 | М10 |
| 5–7 мкм | 800 | М7 | |
| 3–5 мкм | 1000 | М5 | |
| 2–3 мкм | 1200 | М3 | |
| Микрошлифпорошки | 50–63 мкм | 230 | М63 |
| 40–50 мкм | 240 | М50 | |
| 28–40 мкм | 280 | М40 | |
| 20–28 мкм | 360 | М28 | |
| 14–20 мкм | 400 | М20 | |
| 10–14 мкм | 500 | М14 | |
| Шлифпорошки | 125–160 мкм | 100 | 12 |
| 100–125 мкм | 120 | 10 | |
| 80–100 мкм | 180 | 8 | |
| 63–80 мкм | 220 | 6 | |
| 50–63 мкм | – | 5 | |
| 40–50 мкм | – | 4 |
Таблица №1: зернистость алмазных кругов по металлу
Обратите внимание! По ГОСТу 3657–80 маркировка шлифовальных материалов первой и последней групп зависит от наименьших размеров зерен. По второй и третьей группе — все наоборот
Маркировка зависит от максимальных размеров алмазных зерен.
На что влияет зернистость алмазных кругов по металлу
Зернистость алмазных кругов по металлу оказывает влияние на выбор инструментов и параметры обработки заготовок. Расскажем обо всех важных моментах.
- Чем меньше размеры зерен, чем чище получаются обрабатываемые поверхности. Однако мелкозернистые инструменты выбирают не всегда. Рабочие поверхности с алмазной крошкой мелкой фракции быстро засаливаются. В некоторых случаях обрабатываемые поверхности прижигаются. При использовании мелкозернистых алмазных кругов по металлу снижается производительность.
- Условно зернистость алмазных кругов по металлу делится на 4 группы.
- Мелкая — 100 и менее.
Средняя — 100–125.
Крупная — 125–160.
Очень крупная — более 160.
Алмазные круги по металлу с малой зернистостью лучше всего подходят для финишной обработки и заточки резцов, ножей, а также иных изделий и деталей. Инструменты со средними по размеру зернами используют при получистовой обработке. Получается необходимая острота. Крупнозернистые алмазные круги по металлу применяют для черновых и обдирочных работ.
Выбор зернистости также зависит от материала обрабатываемой заготовки. Чем выше вязкость или твердость сплава, тем больше может быть зернистость.
Зернистость алмазных кругов по металлу также оказывает влияние на выбор глубины шлифования. Чем крупнее зерна, тем большей может быть величина поперечной подачи. Глубину также можно увеличить при использовании смазочно-охлаждающей жидкости.
Выбор инструментов для основных операций
Рекомендуемые параметры представлены в размещенной ниже таблице
| Операция | Зернистость алмазного круга по металлу | Ra |
| Черновая заточка режущих инструментов | 40;25 | |
| Чистовая заточка режущих инструментов | 6–12 | |
| Черновое плоское шлифование периферией круга | 50;40 | 3,0–2,5 мкм |
| Чистовое плоское шлифование периферией круга | 16;12 | 0,63–0,40 мкм |
| Резьбошлифование с шагом менее 2 мм | 6–М20 | |
| Резьбошлифование с шагом более 2 мм | 10–6 | |
| Финишное шлифование | 6–М20 | 0,16–0,10 мкм |
| Черновое круглое наружное шлифование с продольной подачей | 40;50 | 2,5–1,25 мкм |
| Черновое круглое наружное шлифование с врезанием | 32;25 | 2,5–1,25 мкм |
| Чистовое круглое наружное шлифование с продольной подачей | 25;20;16 | 0,63–0,40 мкм |
| Чистовое круглое наружное шлифование с врезанием | 16;12 | 0,63–0,40 мкм |
| Отрезка | 80–50 | |
| Обдирочное шлифование | 200–80 |
Таблица №2: выбор зернистости алмазных кругов по металлу для выполнения основных технологических операций
Фото хороших шлифовальных кругов

























Также рекомендуем просмотреть:
- Какими бывают алюминиевые заклепки
- Лучшие биты для шуруповерта
- Какая монтажная пена лучше
- Выбираем полотно для ножовки по металлу
- Обзор буров и сверл для перфоратора
- Обзор алмазных коронок по бетону
- Лучшие сверла по бетону для дрели и перфоратора
- Как выбрать хороший алмазный диск по бетону
- Какой абразивный диск лучше выбрать
- Фрезы по дереву для ручного фрезера
- Какой патрон для перфоратора лучше
- Выбираем хорошие сверла по дереву
- Типы и размеры скоб для степлера
- Зачем нужен унипак
- Щетка по металлу для болгарки и дрели
- Какую и как выбрать леску для триммера
- Какие сверла по металлу лучше
- Какое масло для бензопилы выбрать
- Отрезные круги для болгарки
- Металлические хомуты для крепления труб
- Как выбрать оцинкованное ведро
- Как выбрать диск для циркулярной пилы
- Виды пилок для электролобзика
- Разновидности лепестковых кругов
- Что такое пакля
- Нейлоновые стяжки
- Виды и применение изоленты
- Выбираем легкое пластиковое ведро
- Как выбрать защитные очки
- Зачем нужен малярный скотч
Помогите сайту, поделитесь в соцсетях
Зернистость заточного круга
Для обозначения зернистости заточного круга также используют определенные численные значения, они представлены следующей таблице:
| ГОСТ | 12 | 16 | 25 | 40 |
| FERA | 100 | 80 | 60 | 40 |
С увеличением числа по ГОСТу растет и размер использованных в изготовлении круга зерен, а также увеличивается степень врезания и подача при заточке ленточной пилы. Однако, качество обработанной поверхности будет лучше при использовании мелкозернистых абразивных кругов.
Твердость заточного круга
Этот показатель влияет на способность абразивного круга к самозатачиванию. Во время заточки ленточной пилы скалываются грани затупившихся зерен, они выносятся, тем самым открывая новые рабочие слои круга.
В процессе точения более твердый круг будет лучше держать свою форму, но его серна уже затупятся. Чтобы поддерживать высокое качество работы придется использовать большую мощность и меньшую подачу. Однако это может грозить образованием прижогов и рисков. К тому же относительно мягкий материал пилы станет забивать поры круга, что скажется на качестве заточки.
При использовании слишком мягкого заточного круга, связка может очень слабо удерживать зерна, поэтому они станут выкрашиваться из тела круга. Мягкие круги быстро потеряют форму и износятся.
При работе главное правильно подобрать уровень твердости заточного круга, а для этого следует воспользоваться данными в таблице:
| ГОСТ | М1, М2, М3 | СМ1, СМ2 | С1, С2 | СТ1, СТ2, СТ3 | Т1, Т2 |
| FERA | Y, I, J | K, L | M, N | O, P, Q | R, S |
| Твердость | Мягкие | Среднемягкие | Средние | Среднетвердые | Твердые |





