
Общая информация
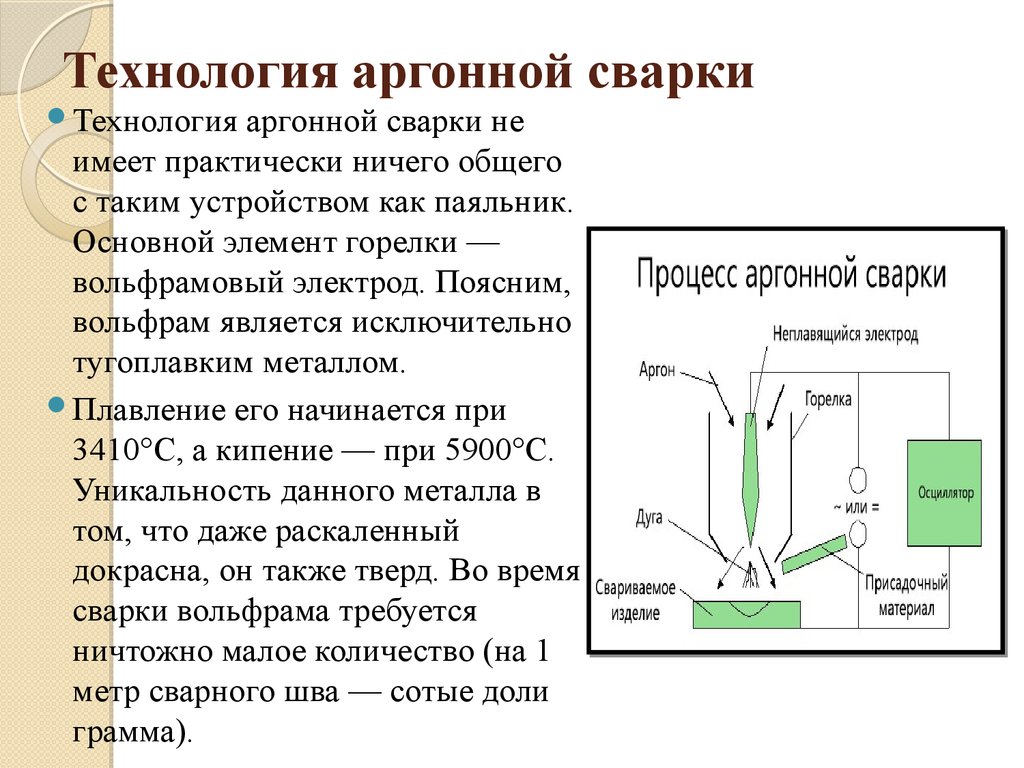
TIG сварка — это ручной вид сваривания деталей, при котором применяется неплавящийся электрод из вольфрама, защиту выполняет чистый аргон. Аббревиатура расшифровывается просто вольфрам плюс защитный инертный газ, а вот что это такое тиг сварка, надо объяснить более подробно. Главную роль играет электрод из вольфрама с большой температурой плавления, поэтому во время работы он практически не изменяет свой конфигурации.
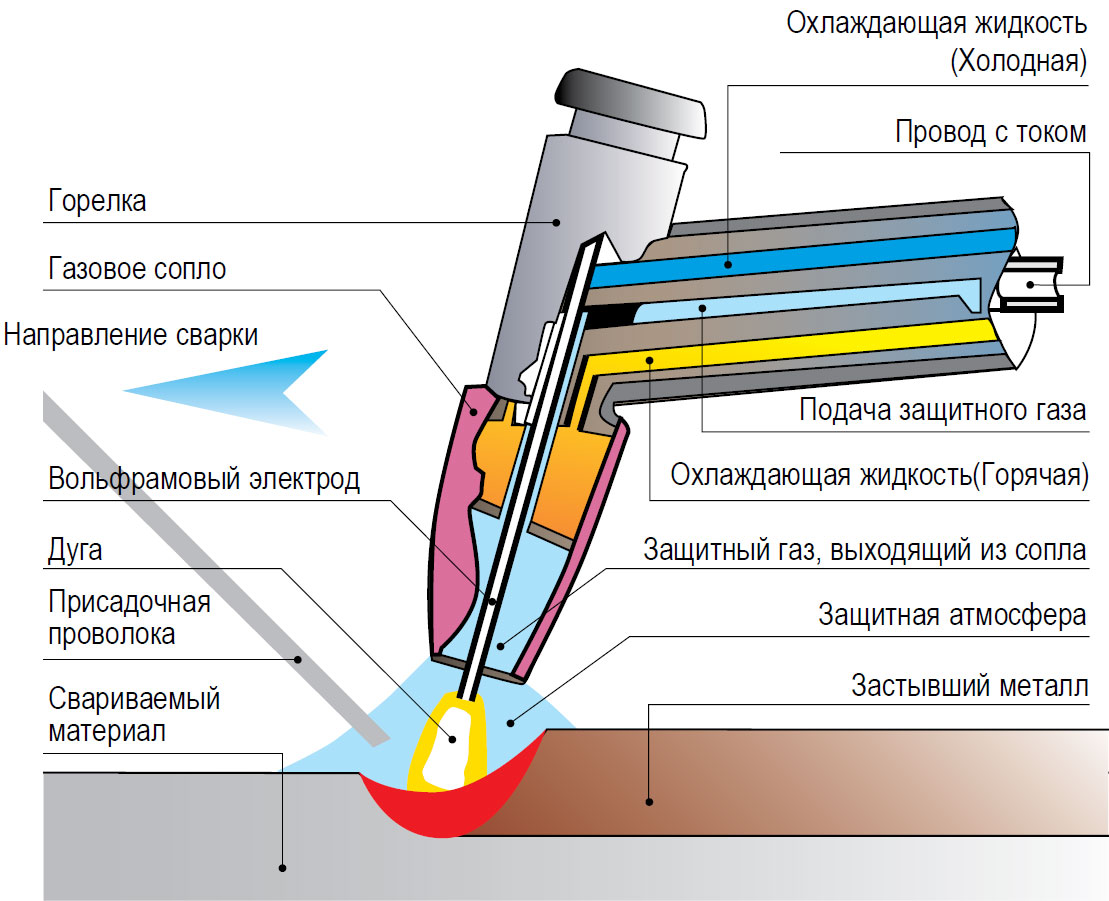
Вольфрамовый стержень закрепляется в центре сопла, из которого под давлением выходит аргон, защищающий место сварки от окисления. Сварочная дуга оплавляет металл кромок деталей, присадочную проволоку, формируя прочный шов. Применяя такой вид сварки, новички успешно соединяют детали из алюминия, который трудно поддается такому виду обработки из-за особого строения поверхности.
Изучив на практике, что это такое tig сварка, исполнители, не имеющие опыта в соединении цветных металлов, будут уверенно работать на производстве, потому что инертный газ надежно защитит расплавленный металл от возможного окисления.
1 Сфера применения технологии, плюсы и минусы
Ключевой особенностью технологии аргонодуговой сварки является то, что в отличие от обычного метода сварной шов прокладывается в среде защитного облака из защитного газа — аргона. Также разница заключается в значительно меньших температурах столба дуги, которые не превышают 2000 градусов, что дает возможность использовать неплавящиеся вольфрамовые электроды.
Данная технология практикуется при работе со следующими видами металлов:
- Алюминий. Соединение алюминия обычной электродуговой сваркой невыполнимо из-за высокой теплопроводности металла, сохранение цвета которого при нагреве до температуры плавления возможно только в среде защитного газа. Также на поверхности оксида в стандартных условиях быстро образуется пленка оксидов, ухудшающая качество шва.
- Нержавеющая сталь. Характерной особенностью сварки нержавейки является необходимость применения присадочной проволоки из аналогичного материала, присадкой в данном случае долен покрываться образовавшийся на поверхности металла слой окиси. Режим сварки подбирается так, чтобы шов медленно остывал в аргоновой среде, при отключению подачи газа сразу по завершению стыковки на поверхности нержавейки могут пойти трещины.
- Чугун. ТИГ технология зачастую практикуется при ремонте сантехнический и канализационных труб либо с целью ремонта дефектов чугунных конструкций, возникших в процессе их отлива. Перед прокладыванием сварного шва соединяемые детали необходимо нагреть до температуры 150-300 градусов во избежание растрескивания материала.
- Титан. Сварка титана аргоном является единственным возможным методом обработки данного металла, поскольку без защитного газа уже при 450 на его поверхности образуется окалина и оксидная пленка, провоцирующие появление трещин. Особенностью работы с титаном является применение вспомогательных накладок для подачи газа на тыльную сторону свариваемых поверхностей.
- Медь и латунь. Соединение данных металлов можно выполнять и по стандартной технологии, однако сварка меди аргоном обеспечивает лучшее качество шва. Медь и латунь имеют низкую температуру плавления, поэтому их нагрев при реализации ТИГ метода не превышает 350-400 градусов.
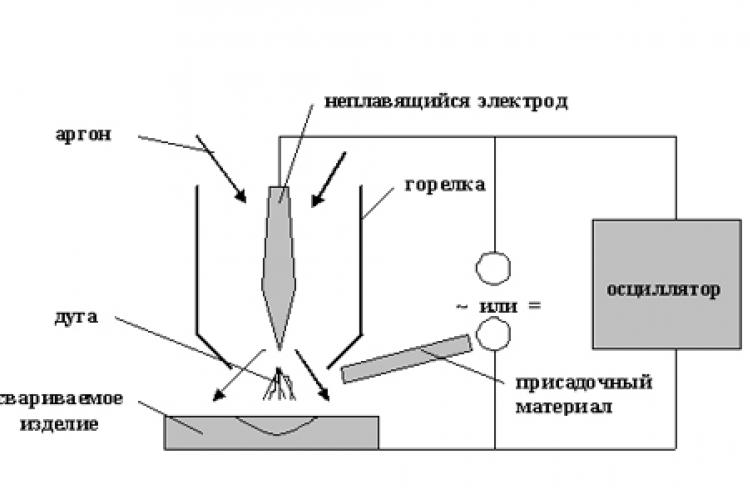
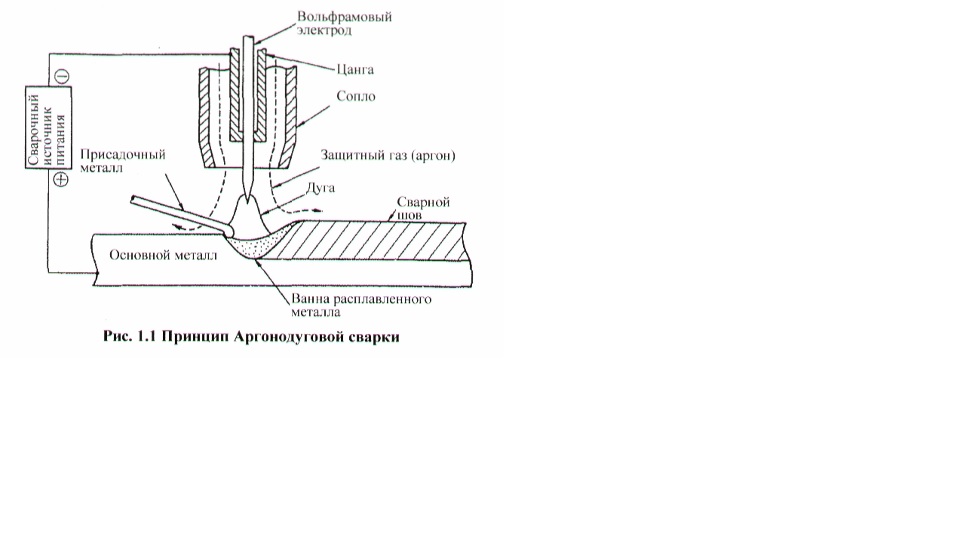
Схема аргонодуговой сварки
Сварка в среде аргона имеет ряд преимуществ, не доступных другим технологиям соединения металлов, а именно:
- низкий нагрев поверхности стали — для титана, чугуна и меди сильное прогревание является критичным;
- высокая продуктивность сварочных работ;
- качественный и визуально эстетичны сварной шов;
- сравнительная простота технологии и возможность ее реализации в домашних условиях.
Однако есть у данного метода и недостатки, к которым относится необходимость применения большого количества вспомогательного оборудования, сложности в выборе режима аргонодуговой сварки, а также трудности при работе в условиях сквозняка либо ветра, которые разрушают защитное аргоновое облако.
Рейтинг инверторных аппаратов
Современные сварочные инверторы значительно облегчили работу сварщикам и осуществили скачок в электросварке. К трём лучшим моделям, по отзывам пользователей можно отнести:
- Сварог TECH ARC 205 B (Z 203);
- Ресанта САИПА-190МФ;
- FUBAG IN 176.
Модель Сварог TECH ARC 205 B (Z 203) — это один из самых выносливых и надёжных аппаратов с аргонодуговой сваркой, который выпускает российская производственная компания. Его основные характеристики:
- напряжение на входе — 187−253 В;
- сварочный ток TIG — 10−200 А;
- тип выходного тока — постоянный;
- мощность — 9 кВ * А.
КПД этого аппарата составляет 85%, он имеет форсаж дуги с типом поджига прикосновением. Модель обладает небольшими габаритами и весом 8 кг, поэтому незаменима при частых передвижениях. Производитель предоставляет гарантийный срок — 5 лет. Аппарат не перегревается, потребление электрической энергии незначительное.
Прибор Ресанта САИПА-190МФ предназначен для профессиональных сварщиков. Производятся эти приборы в Китае, а реализуются латвийской . Это устройство позволяет варить практически всеми типами сварки. Сварочный ток в режиме TIG — от 10 А до 190 А, а продолжительность включения 70% при максимальном токе. Он обладает качественным проваром и берёт металл до 10 мм.
Основным недостатком этой модели являются её габариты и вес — более 18 кг.
Аппарат FUBAG IN 176 производится немецкой компанией профессионального электрического оборудования. Модель отличается своей функциональностью, микропроцессорным управлением, небольшими габаритами и весом — 4,5 кг. Этим устройством можно варить в любом положении, регулируя в процессе работы сварочный ток.
Модель имеет запатентованный дизайн. С ней легко перемещаться от объекта к объекту и без усилий работать в труднодоступных местах.
Технологический процесс
Несмотря на то, что аргонодуговая TIG сварка требует навыка и профессиональных знаний, ее можно выполнить своими руками. Перед этим необходимо разобраться, что такое сварка ТИГ в принципе, какое необходимо оборудование, последовательность действий.
Этапы сборки сварочного аппарата:
- Соединение осциллятора с инвертором.
- Прикрепление к клемме со знаком плюс провода, отвечающего за массу.
- Прикрепление к клемме со знаком минус провода, соединенного с горелкой.
- Закрепление горелки на рукав, через который проходит газ.
- Подготовка баллона с аргоном. Накрутка редуктора.
- Закрепление на редукторе рукава, подающего газ.
- Подключение инвертора к сети 220 В. Осциллятор питается от блока 6 В.
Аргонодуговая сварка своими руками в ручном режиме имеет следующий алгоритм:
- Очистка поверхности, где будет производиться сварка.
- Подготовка горелки к работе.
- Подача аргона.
- Розжиг дуги.
- Начало сварки.
Для очистки можно использовать способы механический или химический. Заканчивать очистку надо обезжириванием. Газ следует подавать на несколько секунд раньше, чем подключать к сети источник питания. Это обеспечит появление защитного слоя.
Важно! Чтобы была создана малая сварочная дуга, электрод должен располагаться на расстоянии минимум в 2 мм от свариваемой поверхности. После разжигания дуги можно приступать к сварочному процессу. Горелкой, находящейся в левой руке, сварщик ведет дугу вдоль шва, а правой двигает проволоку навстречу перемещению горелки
Электрод и проволока должны составлять угол примерно 90°. Недопустима резкая подача проволоки, поскольку это может привести к брызгам раскаленного металла и образованию неровного шва
Горелкой, находящейся в левой руке, сварщик ведет дугу вдоль шва, а правой двигает проволоку навстречу перемещению горелки. Электрод и проволока должны составлять угол примерно 90°. Недопустима резкая подача проволоки, поскольку это может привести к брызгам раскаленного металла и образованию неровного шва
После разжигания дуги можно приступать к сварочному процессу. Горелкой, находящейся в левой руке, сварщик ведет дугу вдоль шва, а правой двигает проволоку навстречу перемещению горелки. Электрод и проволока должны составлять угол примерно 90°. Недопустима резкая подача проволоки, поскольку это может привести к брызгам раскаленного металла и образованию неровного шва.
Особенности сварочных аппаратов и режимы сварки
Сварка аргоном требует, чтобы в наличии был специальный аппарат, соответствующий ГОСТ.
Обычно оборудование делают путем усовершенствования классического дугового сварочного аппарата, к которому добавляют дополнительное оборудование, нужное для выполнения аргоновой сварки.
Для работы требуется следующее оборудование:
- трансформатор для сварки, имеющий напряжение в холостом ходу не менее 60В;
- контактор, отвечающий за подачу сварочного напряжения к горелке;
- осциллятор;
- регулятор времени обдува.
Поскольку газ для работы по ГОСТ должен подаваться за 20 секунд до ее начала, необходим аппарат, который сможет регулировать этот процесс.
Также в процессе понадобятся:
- горелка;
- баллон, оснащенный редуктором, в котором находится аргон;
- электроды;
- имеющий нужный размер трансформатор;
- отвечающий за питание амперметр;
- аккумулятор и прочее оборудование.
Все оборудование доступно для покупки в специализированном магазине, либо его можно собрать своими руками, но в этом случае оно должно соответствовать ГОСТ (какие условия предписывает ГОСТ, вы можете посмотреть в специализированной литературе).
При самостоятельной сборке вы получите самодельный сварочный аппарат, пригодный для работы с аргоном.
Расход денег в этом случае будет гораздо ниже, а если вы обладаете необходимым знаниями, то сможете улучшить аппарат, чтобы снизить его расход и во время работы.
Режим работы и поступающее давление очень важны, когда вы начинаете работу.
Как работать с разными металлами, смотрите на видео, прежде чем приступить к самостоятельным действиям.
Выбор правильного режима поможет снизить расход давления и энергии во время работы.
Давление и другие показатели зависят от типа металла, который вы обрабатываете (стали, латуни, нержавейки и т.д.), от этого зависит выбор полярности и места подачи тока.




Сварка меди аргоном, а также стали и ее сплавов выполняется обычно в режиме постоянного тока, имеющего прямую полярность.
Некоторые особенности
Как в любом процессе и технологии, у аргонно-дуговой сварки существуют некоторые особенности
То есть, здесь мы хотим обратить внимание на работу с неплавящимся вольфрамовым электродом. Когда-то люди, которые осваивали этот метод, обязательно должны были окончить профтехучилище или хотя бы пройти специальные курсы, на которые получали направление от предприятия по месту трудоустройства. Но, как всем известно, прогресс и технологии не дремлют – они упрощаются, автоматизируются и в наше время стали доступными практически для любого взрослого человека, желающего овладеть этой профессией
Можно сказать, что сейчас TIG 200A MIG/MAG можно встретить чуть ли не в каждом десятом гараже
Но, как всем известно, прогресс и технологии не дремлют – они упрощаются, автоматизируются и в наше время стали доступными практически для любого взрослого человека, желающего овладеть этой профессией. Можно сказать, что сейчас TIG 200A MIG/MAG можно встретить чуть ли не в каждом десятом гараже.
Сварка неплавящимся вольфрамовым электродом в инертной среде аргонаИсточник fgpip.ru
На первый взгляд такой способ ничем не отличается от обычной дуговой сварки в инертной среде, но это не так. Здесь есть следующие нюансы:
- вольфрамовый электрод не должен касаться поверхности заготовки (как и у обычной электросварки) – здесь для создания дуги используется осциллятор;
- зазор между заготовкой и электродом не должен меняться (рефлекс нарабатывается со временем), чтобы не нарушалась емкость сварочный ванны, от чего зависит качество шва.
Примечание: в отличие от электросварки здесь не нужны маятниковые колебания электрода – он должен передвигаться строго вдоль шва перед горелкой.
Режимы
Рассмотрим четыре режима:
- Этот метод основан на защите сварочной ванны от кислорода, который окисляет металлы, а иногда даже способствует их прожигу (например, алюминий). Такой режим обязывает сварщика следить за аргоновой изоляцией, точнее, за направлением дуги. Начинать процесс без включения аргона запрещено, так как без такой защиты шов попросту будет испорчен. Чтобы закончить шов без возникновения окислов, нужно удерживать отключенную горелку над расплавом еще 5-15 секунд, пока еще идет подача газа.
- Чтобы шов получался равномерным, скорость подачи проволоки не должна изменяться – каждый рывок будет выглядеть, как бугорок или ямка. При автоматической подаче таких проблем не возникает. В ручном способе все зависит от мастерства сварщика – он двигает горелкой и припоем вдоль шва с одинаковой скоростью (пруток обязательно перед горелкой).
- Расход инертного газа будет постоянным, в соответствии с ГОСТ 10157-2016 (исправлено от 10157-79).
- Настройка тока. Правильно выставить этот параметр, не имея опыта, практически невозможно. Следовательно, начинающему сварщику нужно обратиться к таблице, расположенной ниже и это без вариантов.
| Толщина заготовки, мм | Ø электрода, мм | Ø проволоки, мм | Ток, A | Расход Ar для защиты дм3/мин | |
| дуги | обратной стороны шва | ||||
| 0,5-1 | 1,5-2,0 | 1,0-1,5 | 25-60 | 8-10 | 2-3 |
| 2 | 2,0-2,5 | 1,5-2,0 | 80-100 | 8-10 | 2-4 |
| 4 | 2,5-3,0 | 2,0-2,5 | 120-100 | 12-16 | 2-4 |
| 8 | 2,5-3,0 | 2,5-3,0 | 160-180 | 12-16 | 2-4 |
| 12 | 3,0-4,5 | 3,0-4,0 | 180-220 | 12-16 | 2-4 |
Плюсы и минусы аргонно-дуговой сварки
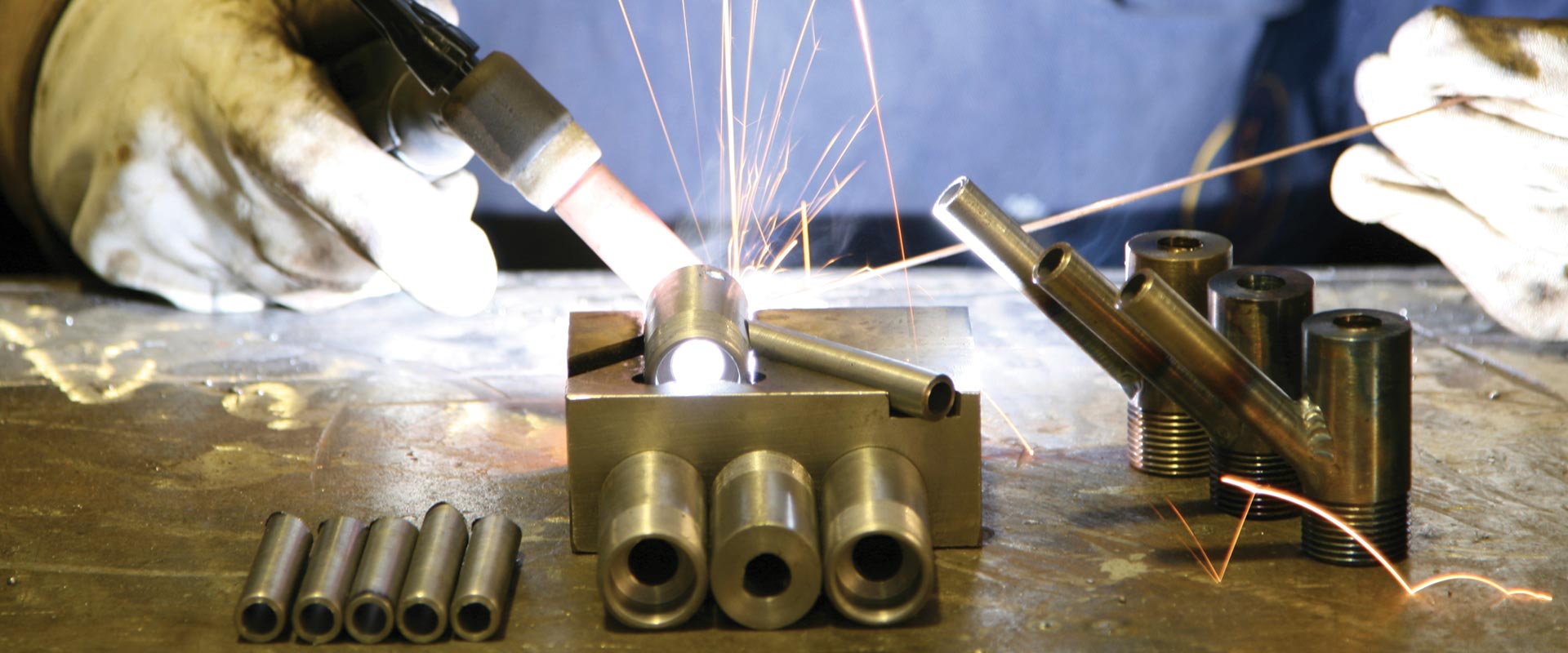
Сварочный процесс в домашних условияхИсточник slesario.ru
Основные положительные стороны технологии:
в некоторых случаях самым важным, можно назвать возможность этой технологии к сварке разнородных металлов; отличные характеристики шва – высокая точность глубины плавки краев, что особенно важно для тонких заготовок, а также при одностороннем доступе (трубы, обшивка); для алюминия и титана это самая оптимальная технология. Отрицательные моменты:
Отрицательные моменты:
- в ручном режиме технически невозможно развить большую скорость;
- автоматический режим не позволяет создавать точеные и разнонаправленные швы.
Сварка меди, бронзы
Вольфрамовыми электродами производят сварку меди в режимах AC/DC (прямой полярности). Присадочные прутки используют, как правило, из сплава меди с кремнием, марганцем. В качестве газовой среды применяют гелий. Медные детали толщиной 2-3 мм варят на режимах: 110…165 А, D электрода — 2…2,5 мм, а присадочная проволока имеет чуть больший размер — до 3 мм.
Аргонно-дуговую сварку бронзовых деталей с толщиной стенки 1,4…2,4 мм проводят DC (прямой полярности) без присадочного прутка. Стыковой шов без зазора варят на медной подкладке.
Режимы сварки бронзы Бр ОЦС вольфрамовым электродом представлены в таблице 3.
| № | Толщина, мм | Напряжение, В | Ток, А | Расход аргона, л/мин |
| 1 | 2,6 | 16…18 | 181…200 | 10…12 |
| 2 | 1,9 | 18…20 | 151…159 | 8…10 |
| 3 | 1,3 | 20…22 | 121…129 | 6…8 |
В итоге необходимо упомянуть о средствах защиты при аргонно-дуговой сварке неплавящимся электродом. При TIG сварке ультрафиолетовое излучение достаточно сильное и требует серьезного отношения к защите глаз сварщика. Экипировка рабочего должна обеспечивать не только безопасность сварки, но и ее комфортность.
Режимы
ТИГ оборудование работает с помощью однополярного или переменного тока. Каждый из отдельных режимов ТИГ сварки применяется для разных материалов.

Режим ТИГ сварки
Постоянный ток
Оборудование, работающее на постоянном токе, обладает определёнными преимуществами. К ним относятся:
- Увеличивается экономичность рабочего процесса.
- Можно проваривать детали на большую глубину. Шов получается узки, но глубоким.
- Возрастает скорость сварочного процесса.
Минус подаётся на вольфрамовый электрод, плюс идёт на обрабатываемую деталь. Оборудование, работающее на постоянном токе, подходит для соединения легирующих сталей, нержавейки.
Переменный ток
Оборудование, во время работы которого происходит автоматическая смена минуса и плюса. При увеличении обратной полярности поверхность эффективнее очищается от оксидной пленки.
Особенности
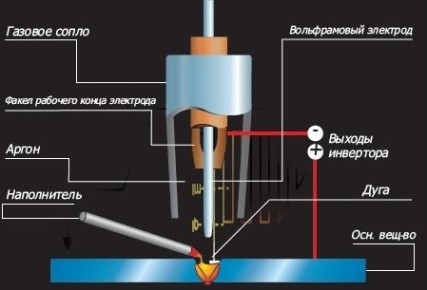
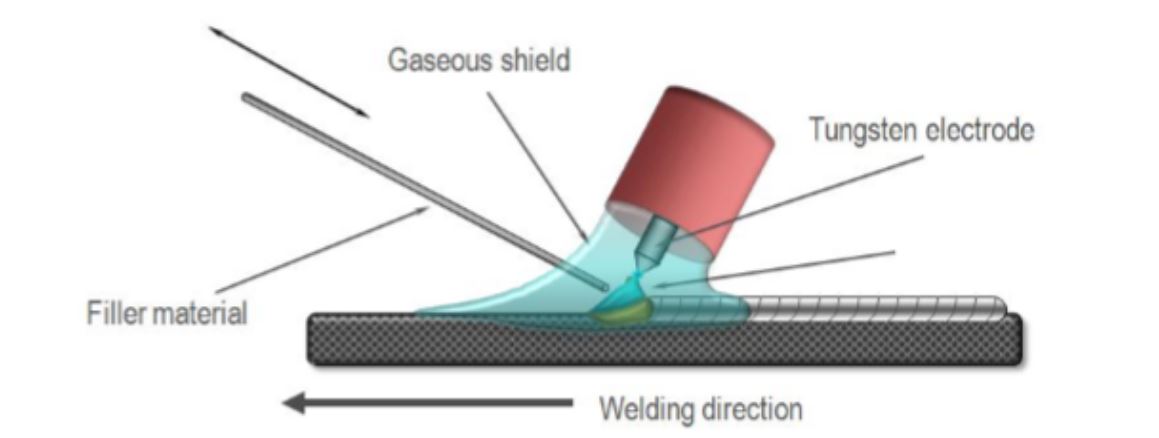
Если перевести на русский язык наименование режима, дающего аббревиатуру TIG, то получится «вольфрам с инертным газом». Разберем подробнее назначение каждого элемента в сварочном процессе. Проплавление металла осуществляется под воздействием электрической дуги, которая создается между двумя электродами под высоким напряжением. Роль одного электрода играет свариваемая деталь, а другого – специальный вольфрамовый стержень, которым управляет сварщик.
Вольфрамовый электрод плавится при температуре 4000°C градусов. Этот показатель существенно выше, чем у других металлов и сплавов, поэтому таким электродом можно вести сварку практически любых типов сталей. Для получения точного и аккуратного шва следует периодически затачивать электрод. Вольфрамовый стержень закреплен в цанге горелки, а незадействованная часть уложена в специальный колпак, предотвращающий замыкание.
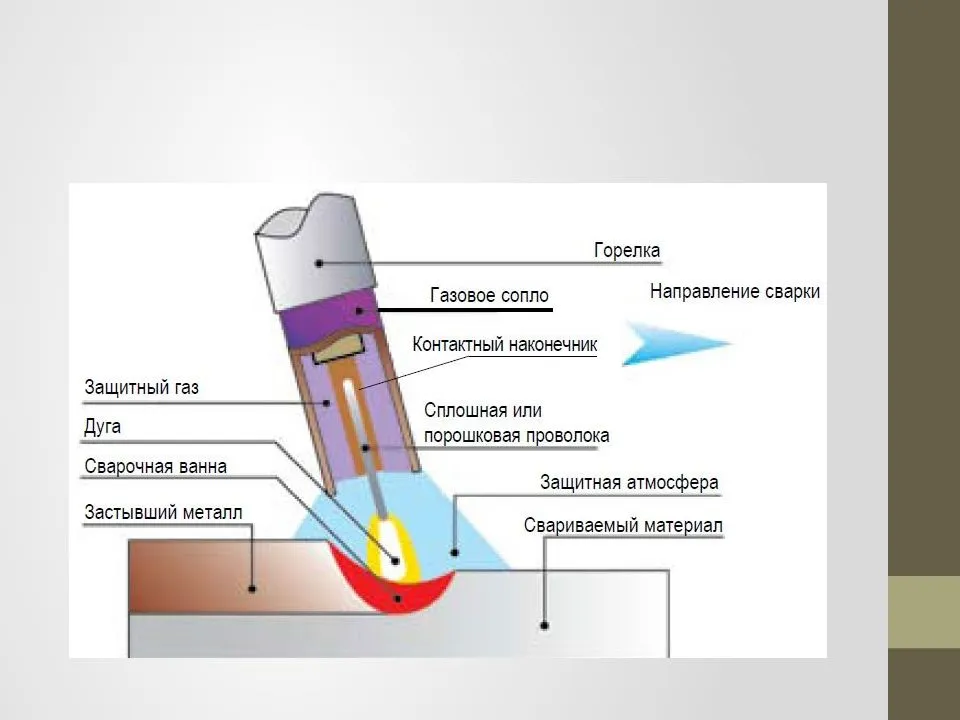
Горелка сварочного аппарата устроена таким образом, что в середине сопла размещен электрод, а газ при этом подается по кругу. Так как в качестве защитного газа выступает аргон, то подобный способ сварки называют аргонодуговым. Идея защиты инертным газом заключается в вытеснении кислорода. Если он проникнет в сварную ванну, то в результате химических реакций начнет выделяться водород, что приведет к появлению множества трещин при кристаллизации металла. Для каждого сплава определяется свой режим сварки, характеризующийся определенным количеством газа и значением напряжения на электродах.

Тип сварки TIG получил широкое распространение. Благодаря тому, что температура дуги достаточно высокая, имеется возможность ведения работ с углеродистой сталью, а также с цветными металлами и их сплавами. Сварку ТИГ применяют при обработке чугунных, медных и алюминиевых изделий, но основное свое преимущество она показывает при сварке нержавеющей стали. Нержавейку можно сваривать и инверторами MMA, однако именно при ведении аргонодуговой сварки получается аккуратный и точный шов, который не следует впоследствии очищать от шлаков.








Проволока для присадки должна быть выполнена из того же материала, что и свариваемые элементы. ТИГ сварка позволяет сваривать алюминий. Если нет защитного газа, то расплавленный алюминий быстро окисляется. В среде аргона характерная пленочка окисла не образуется, и кромки равномерно расплавляются.

Сварка TIG чаще всего применяется в следующих работах и отраслях:
- машиностроение;
- работа с пищевой сталью, производство посуды;
- производство емкостей для хранения химически агрессивных веществ;
- ремонт автомобилей.
Как и любой другой вид сварки, аргонодуговой предъявляет ряд требований и обладает определенными особенностями. О них должен знать каждый сварщик, так как в противном случае невозможно будет гарантировать качественного результата.
Свариваемые детали, в частности поверхности кромок, необходимо очистить от посторонних элементов и обезжирить.
Вольфрамовый электрод подключается к отрицательной клемме инвертора.
Для сварки алюминия необходимо оборудование, работающее в режиме AC (переменный ток).
Необходимо правильно рассчитать сварной ток, исходя из условий работы. В частности, на выбор его значения влияет диаметр электрода. Чрезмерно большой ток приведет к плавлению электрода, что нежелательно.
При отсутствии должного опыта рекомендуется формировать дугу небольшого размера.
Перед сваркой необходимо провести подготовку горелки
Вольфрамовый электрод должен выступать из цанги на 3-5 мм.
Необходимо обратить внимание на равномерное распределение газа по сечению сопла горелки.

Порядок работы и ее параметры
Прежде всего следует хорошенько очистить свариваемые кромки от ржавчины, грязи, следов масла или краски. Затем нужно обдумать и рассчитать следующие параметры: величину сварочного тока, давление аргона при его подаче, толщину электрода.
Электрод нужно подготовить: его кончик следует заточить и отполировать на наждачном круге. Острота кончика будет зависеть от толщины кромок свариваемых заготовок. Если, к примеру, вы планируете варить тонкий металл, кончик должен быть заточен очень остро. И, соответственно, при работе с толстыми краями угол заточки увеличивается.
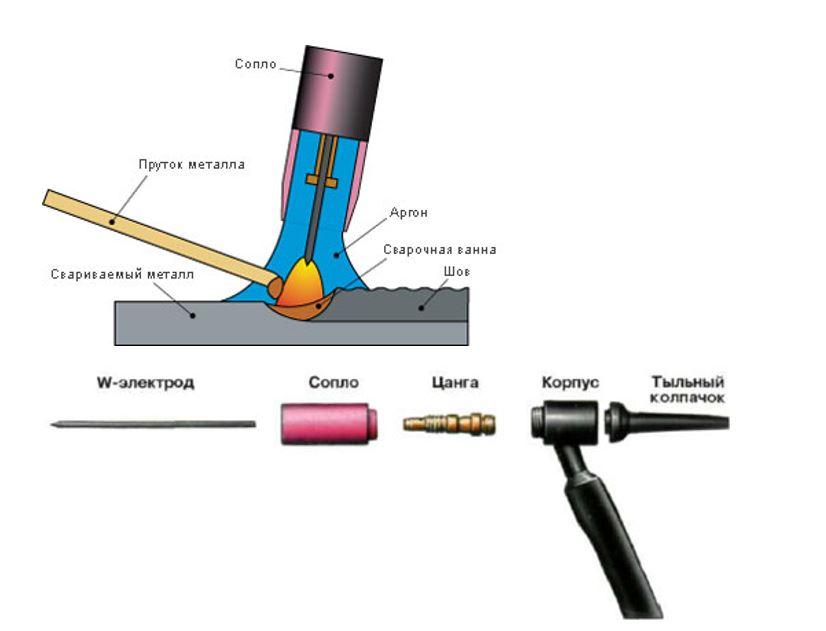
 Устройство горелки для аргонодуговой сварки.
Устройство горелки для аргонодуговой сварки.
Сила сварочного тока влияет на параметры шва и глубину проплавки. Розжиг электрической дуги можно произвести тремя способами:
- Провести иглой по металлу: данный способ не очень популярный, потому что часто происходит прилипание электрода в дополнение к его быстрому стачиванию.
- Точечно коснуться, это называется Lift TIG и используется в аппаратах средней ценовой категории.
- Бесконтактный розжиг – самый удобный способ, применяется в дорогом оборудовании.
Дуга также ведет себя по-разному, в зависимости от планируемого результата. Для того, чтобы сварочный шов был высокого качества, следует держать и контролировать точный зазор между свариваемой поверхностью и иглой наконечника в три миллиметра.
Если зазор будет шире, степень проплавки снизится из-за расширения сварочной ванны. Направление формирования шва всегда идет справа налево без каких-либо колебаний. Такие правила работают при работах с тонкими краями металлов.
Если вы планируете варить толстые заготовки, сначала нужно произвести разделку кромок с углом в 45°. Швы выполняются по-разному: корневой шов – ровно, а заполняющий и накладной швы – с помощью колебательных движений с дополнительной присадочной проволокой.
Если соединение имеет стыковую форму, вылет иглы должен составлять 5 мм. Ну а если соединение имеет угловой формат, размеры устанавливаются индивидуально в зависимости от размера выходного отверстия сопла и степени доступности в рабочей зоне.
Технология сварки аргоном
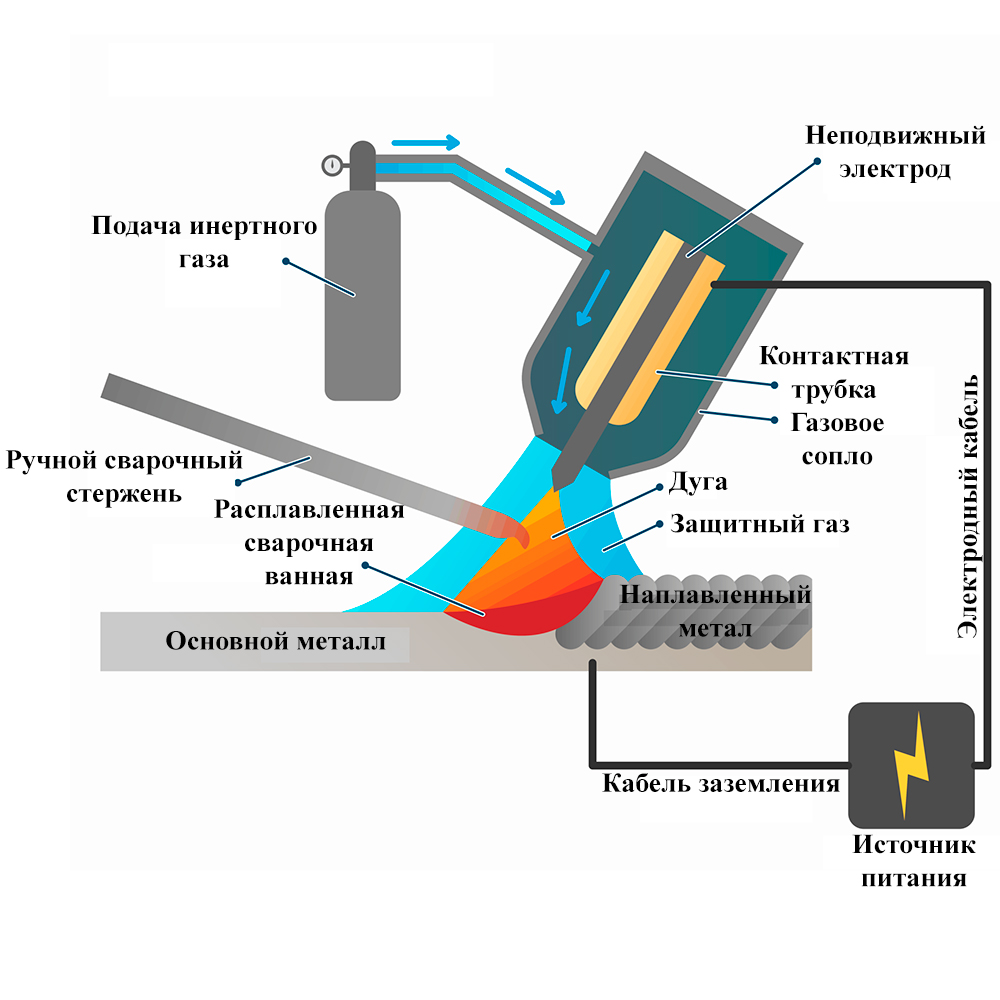
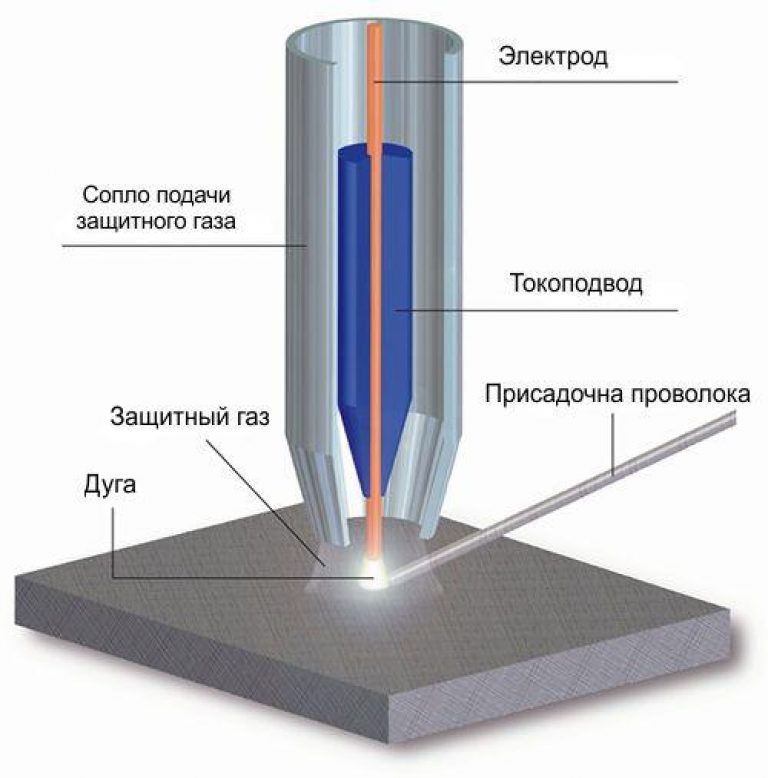
Суть технологии сварки аргоном заключается в создании дуги между изделием и графитовым стержнем, и удержание её в процессе работы. Тут важную роль играет неплавящийся электрод. Вольфрамовый электрод представляет собой стержень не большой длины, установленный в сварочную горелку. Небольшой конец вольфрамового стержня выступает за пределы сопла горелки. Аргон подаётся через сопло горелки в зону сварки.
Зажигание дуги производится не так как в ручной дуговой сварке плавящимся электродом. Касаться электродом изделия, для замыкания дуги запрещено. Это может испортить электрод. Зажигание происходит на расстоянии от свариваемого металла. Нажатием на кнопку расположенную на горелки произойдёт загорание дуги. Этот процесс выполняет осциллятор, задача которого состоит в зажигании дуги и поддержании стабильного горения дуги. Вместе с нажатием на кнопку в зону сварки подаётся защитный газ.
В зажженную дугу подаётся присадочный материал. Подача осуществляется плавно, свободной рукой, без резких движений. Движение при сварке – продольное. Наклон горелки должен быть в сторону формирующегося шва. Таким образом, шов полностью закрывается защитным газом. Не стоит растягивать дугу, иначе это может привести к ухудшению качества соединения. Не стоит резко начинать сварку после зажигания дуги. Должно пройти примерно 1-1,5 секунд, для того что бы пошёл газ. Точно также не стоит резко обрывать сварку.
Режимы сварки TIG
При выборе режимов сварки TIG, первым делом следует учитывать метал который предстоит варить. От этого будет зависеть не только полярность, а и род тока. Так при сварке углеродистых, высоколегированных сталей, а также цветные металлы, варят на постоянном токе прямой полярности. Алюминий является исключением. Алюминий обычно варят на переменном токе. На переменном токе происходит эффективное разрушение оксидной плёнки. Хотя на постоянном токе с обратной полярностью алюминий тоже можно варить.
В таблице ниже приведены основные режимы аргонодуговой сварки углеродистых сталей:
| Толщина свариваемого металла, мм | Род тока | Ток сварки, А | Напряжение, В | Диаметр электрода и присадочной проволоки, мм | Скорость сварки, см/мин | Расход аргона, л/мин |
| 1,0 | Постоянный ток прямой полярности | 30-60 | 11-15 | 2/1,6 | 12-28 | 2,5-3,0 |
| 1,0 | Переменный ток | 35-75 | 12-16 | 2/1,6 | 15-33 | 2,5-3,0 |
| 1,5 | Постоянный ток прямой полярности | 40-75 | 11-15 | 2/1,6 | 9-19 | 2,5-3,0 |
| 1,5 | Переменный ток | 45-85 | 12-16 | 2/1,6 | 14-23 | 2,5-3,0 |
| 4,0 | Постоянный ток прямой полярности | 85-130 | 12-15 | 4/2,5 | — | 10,0 |
Основные режимы сварки алюминия и его сплавов на переменном токе приведены в таблице ниже:
| Толщина свариваемого металла, мм | Диаметр электрода и присадочной проволоки, мм | Ток сварки, А |
| 1-2 | 2/1,6 | 50-70 |
| 4-6 | 3/2,5 | 100-130 |
| 6-10 | 5/3,5 | 220-300 |
| 11-15 | 6/4 | 280-360 |
Во время сварки, особенно алюминия, необходимо соблюдать основные правила:
- Электрод и присадка располагаются перпендикулярно по отношению к материалу;
- Следует избегать колебания электрода в поперечной плоскости;
- Длина дуги – от 1,5 до 2,5 миллиметра;
- Сварка выполняется справа налево.
Оборудование для сварка металла аргоном
Аппараты для сварки металла аргоном могут идти в цельном блоке, так из отдельных блоков. Но как бы то ни было, у всех у них один и тот же принцип работы. Состоит оборудование для аргонодуговой сварки из:
- Источник сварочного тока. Может быть постоянным, переменным или комбинированным. Последнее время все аппараты поддерживают выбор рода тока;
- Осциллятор. Как уже выше говорилось: поджигает дугу, а при переменном токе поддерживает стабильное горение;
- Установка для управления сварочным процессом. Позволяет регулировать параметры сварки;
- Горелка с рукавом. Предназначена для держания графитового электрода и подача аргона в зону сварки;
- Приспособление для подачи аргона в аппарат, и дальнейшее поступление его через рукава к горелке.
Преимущество сварки стали аргоном
Аргонодуговая сварка стали имеет массу преимуществ. Вот самые основные:
- Сварка тонколистового металла любого состава;
- Выполнение сварки цветных металлов и их сплавов;
- Сварка титана и его сплавов;
- Качественный шов.
Недостатки аргонодуговой сварки металлов
К недостаткам следует отнести:
- Низкая скорость сварки;
- Высокая стоимость аргона.
Несмотря на это всё, аргонодуговая сварка стали на сегодняшний день занимает высокую популярность. Видь с её помощью можно сварить абсолютно любой металл, даже в домашних условиях. А аргон надёжно защитит сварной шов от всех внешних неблагоприятных факторов.
Особенности аргонодуговой сварки
Стали, а также большинство цветных металлов и их сплавав, в расплавленном состоянии способны взаимодействовать с газами, содержащимися в воздухе. Это отрицательно сказывается на качестве сварных швов: в них появляются дефекты, ослабляющие соединения. Оптимальное решение этой проблемы — аргонодуговая сварка. Она обозначается аббревиатурой TIG (Tungstren Inert Gas).

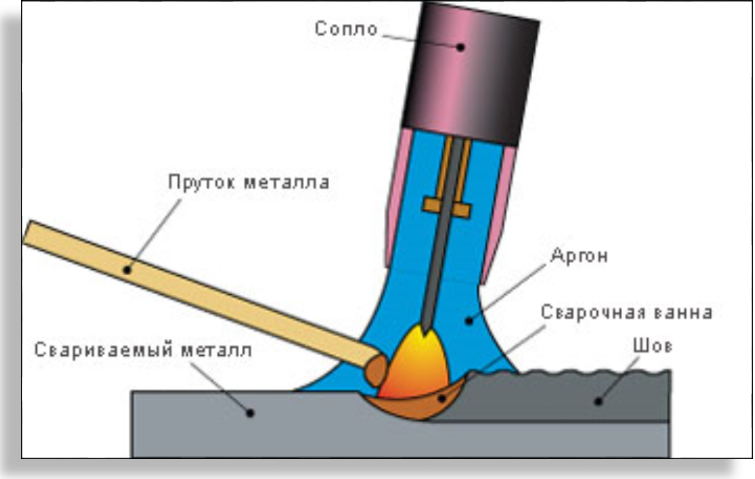
Процесс аргонодуговой сварки
Роль защитного газа
Одной из особенностей аргоновой сварки является применение защитного газа (в этом она похожа на полуавтоматическую). Чаще всего для этой цели используется аргон. Являясь инертным газом, он не вступает в реакции с другими веществами, содержащимися в воздухе или металлах. Кроме того, аргон примерно на 35 % тяжелее воздуха, поэтому легко вытесняет его из зоны сварки. В результате расплавленный металл тоже не может вступать в реакции с другими газами (в первую очередь имеются в виду кислород и азот). Таким образом резко уменьшается количество дефектов в швах.



Аргон может заменяться гелием (более дорогой газ). Иногда применяется аргон с примесью кислорода (не более 35 %). Последний приводит к выгоранию примесей в металлах или образованию с ними легких соединений, которые в сварочной ванне перемещаются к поверхности. Такие процессы приводят к предотвращению образования пор.

Защитный газ для аргоновой сварки
Процесс сварки
Для нагревания и плавления металлов применяется электрическая дуга. Она зажигается между вольфрамовым электродом и поверхностью металла. При этом касания электродом соединяемых поверхностей не происходит. Во-первых, таким образом предохраняется от загрязнения вольфрамовый стержень, во-вторых, зажигание дуги за счет возникновения искры в аргоновой среде затруднено, поскольку этот газ обладает высоким потенциалом ионизации. Для этой цели применяется специальный прибор – осциллятор. Он подает на электрод высокочастотные высоковольтные импульсы, за счет которых ионизируется дуговой промежуток, и после подачи тока зажигается дуга. Защитный газ способствует ее концентрации на ограниченной поверхности. Одновременно аргон надежно защищает сварочную ванну от азотирования и окисления.
Формирование швов
Образование швов при соединении элементов из тонких металлов возможно только за счет расплавления их кромок. Во всех остальных случаях дополнительно используется присадочная проволока. При этом ее химический состав должен соответствовать химическому составу металла в сварочной ванне.

Применение аргонодуговой сварки
Преимущества и недостатки сварки в среде аргона
У аргонной сварки есть как плюсы, так и минусы, которые надо учитывать при выборе данного способа. Ее преимуществами являются:
- Отсутствие деформации заготовок из-за высокой температуры, поскольку не требуется значительно разогревать края деталей.
- Аргон – инертный газ, следовательно, он тяжелее воздуха. Значит, кислород не сможет проникнуть в сварочную ванну.
- Дуга имеет большую тепловую мощность, сварка происходит с высокой скоростью и хорошим качеством, если мастер имеет достаточную квалификацию.
- Несмотря на некоторые особенности аргонной сварки, процесс этот несложный, ему легко обучиться.
- Аргонной сваркой можно соединять металлы, которые невозможно соединить иным способом.
Недостаток аргонной сварки – невозможность ее проведения на открытом воздухе при наличии сильного ветра. Аргон разносится ветром, следовательно, плохо защищает шов, поэтому последний может быть некачественным. В закрытых помещениях сварку необходимо проводить только с использованием принудительной вентиляции. Кроме того, если необходимо применить высокоамперную сварочную дугу, то следует заранее решить, каким образом будет происходить охлаждение шва при проведении работ.





