
Зенкеры
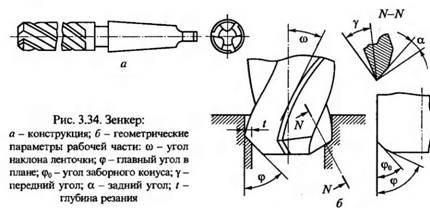
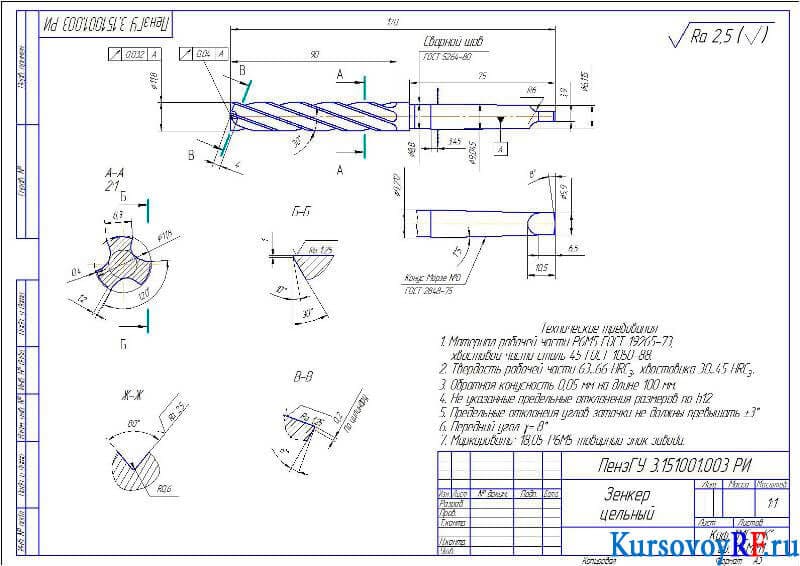
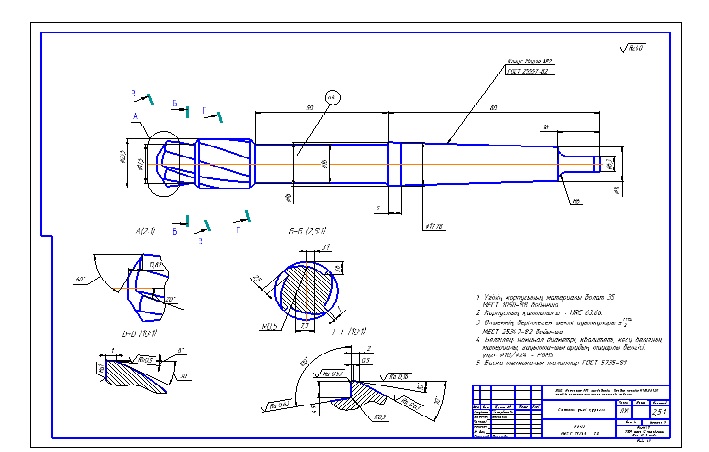
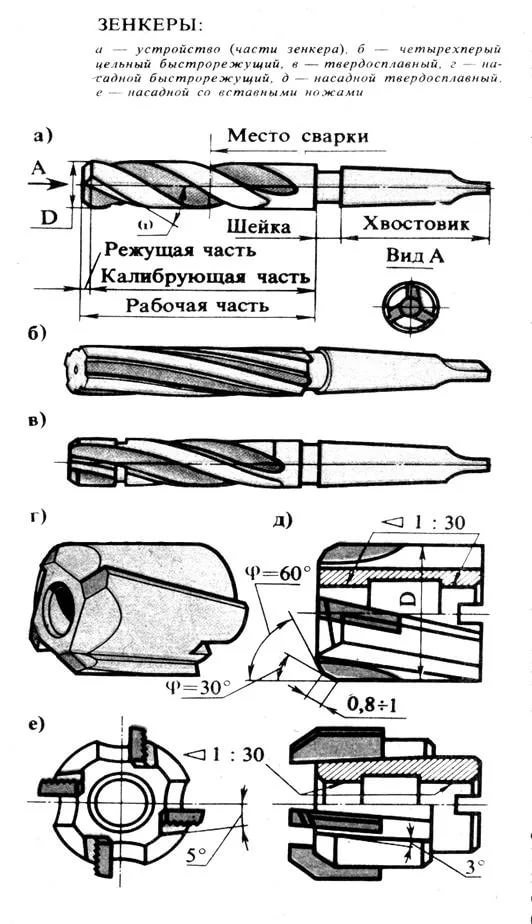
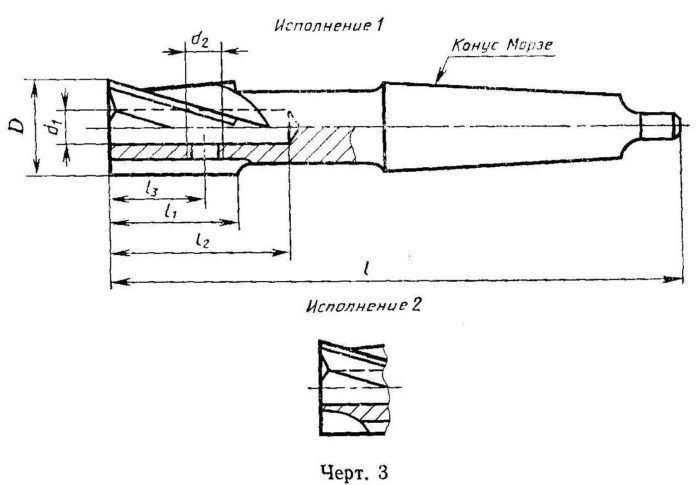
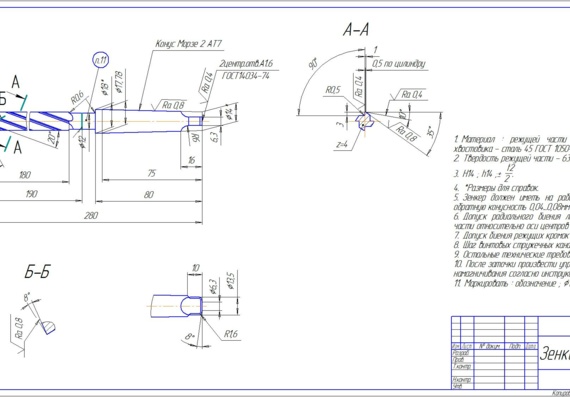
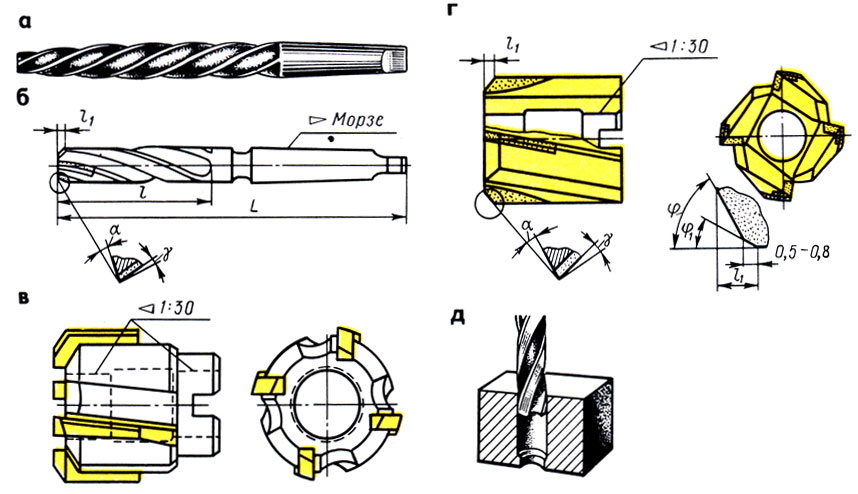
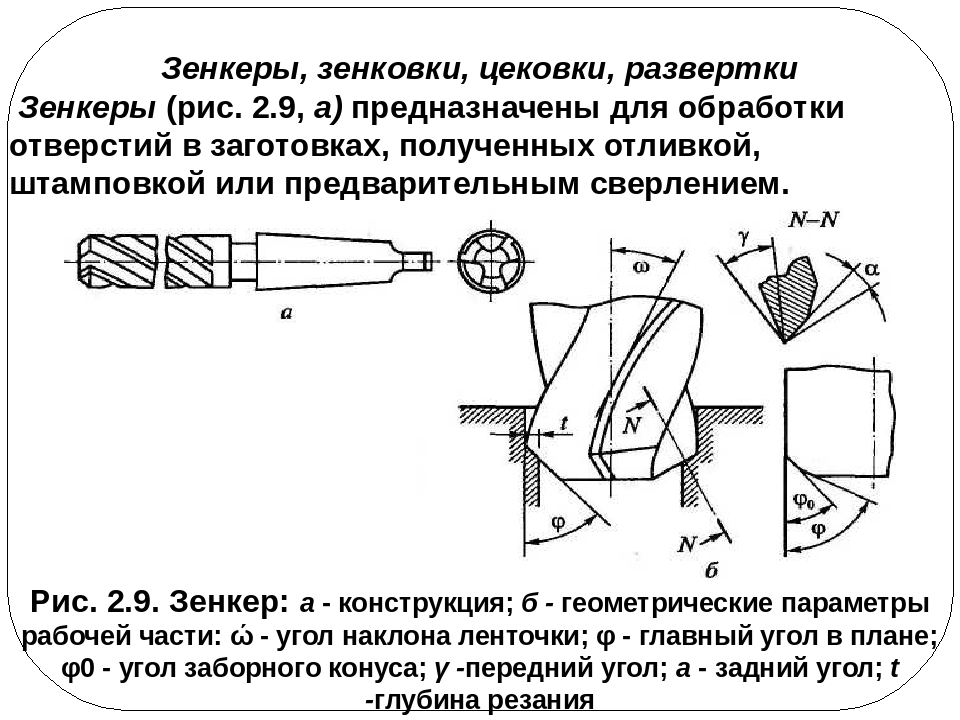
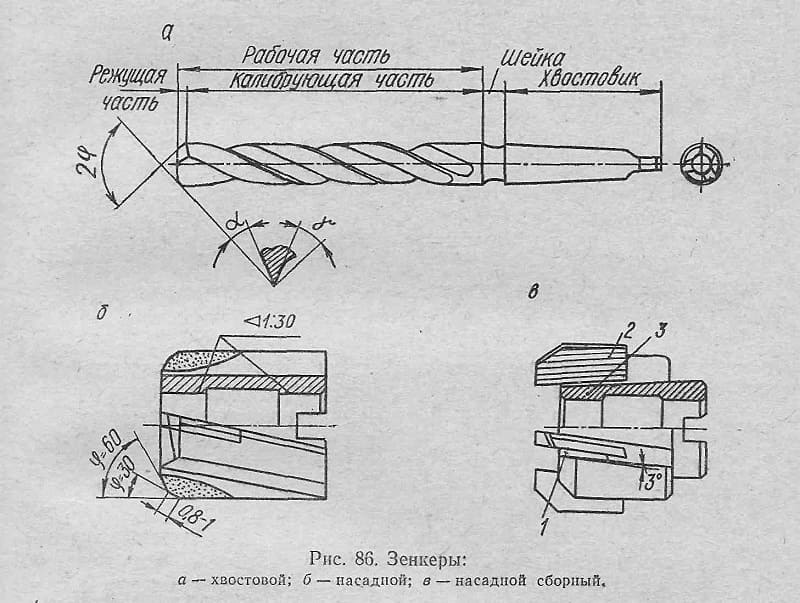
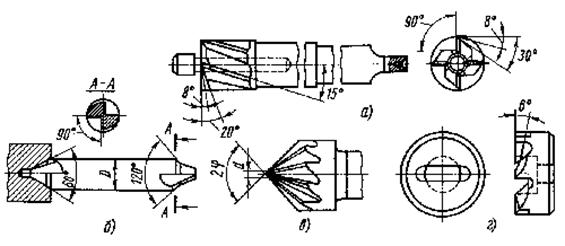
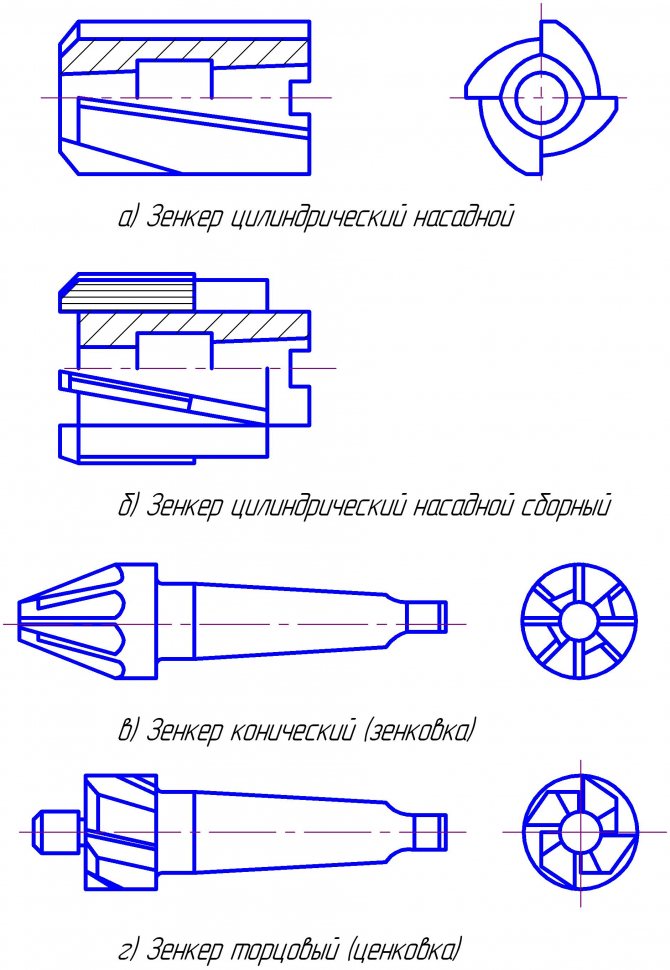
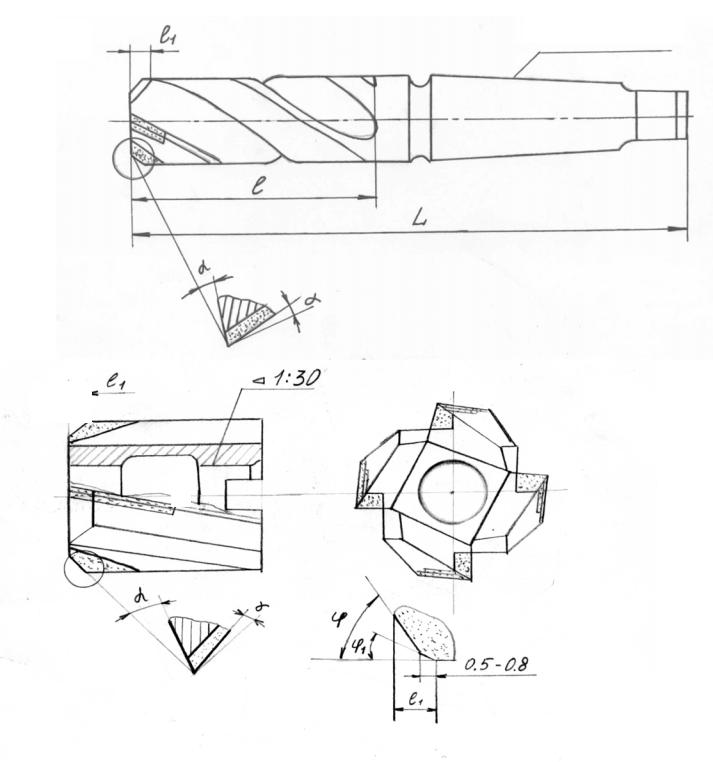
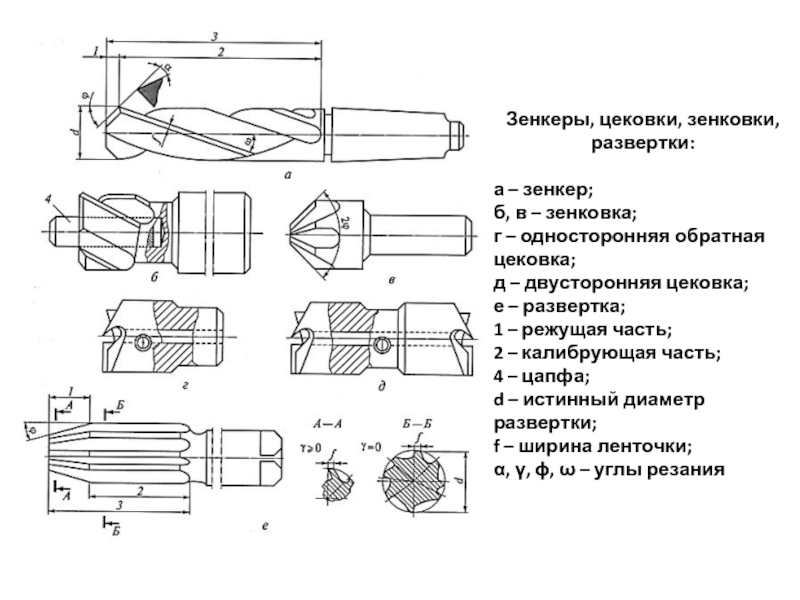
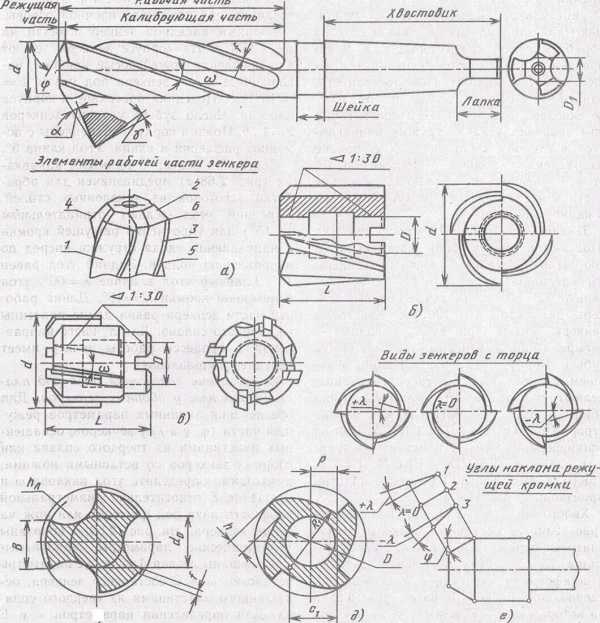
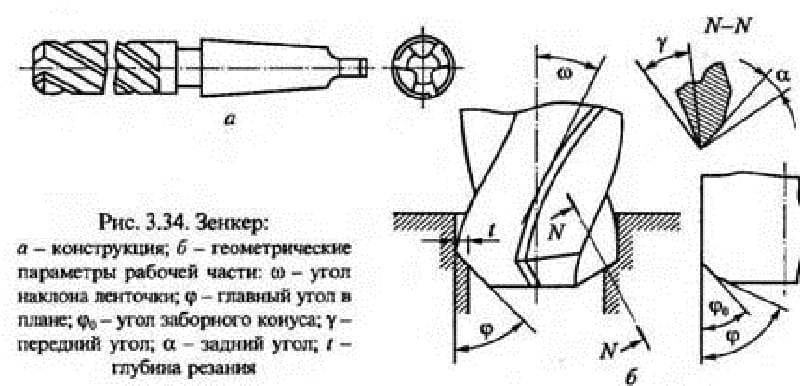
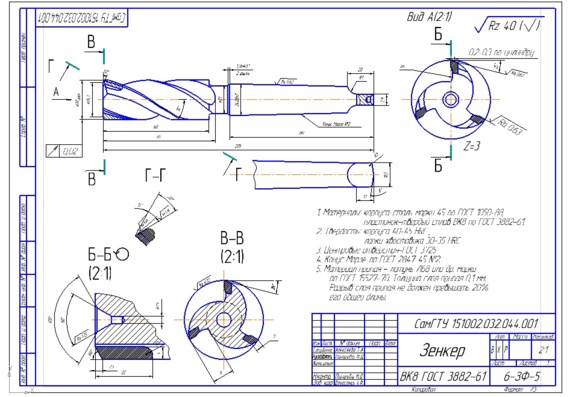
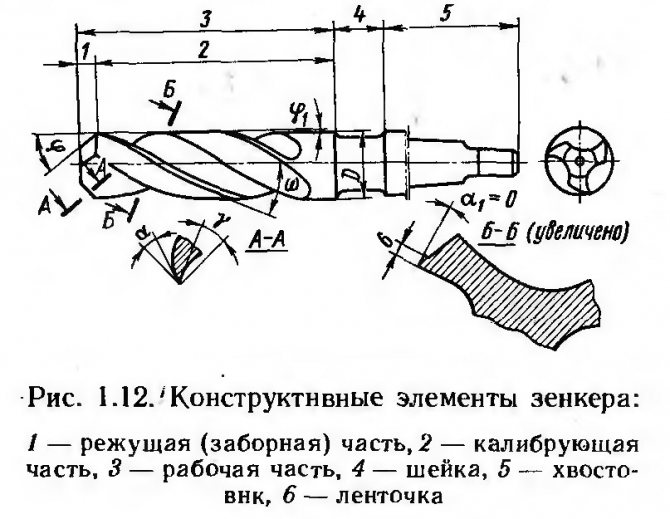
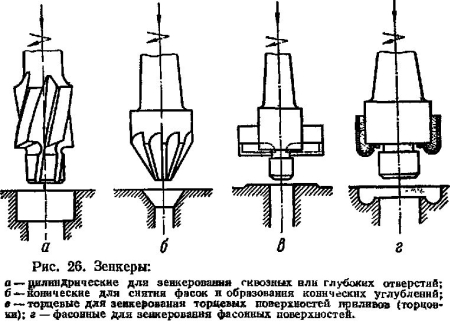
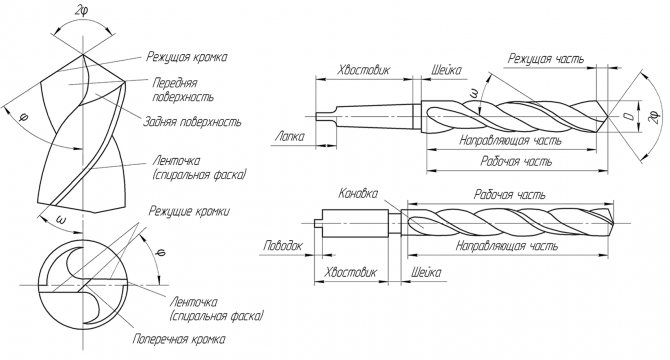
Зенкеры (рис. 3.34, а) предназначены для обработки отверстий в заготовках, полученных отливкой, штамповкой или предварительным сверлением. В отличие от сверла зенкер имеет большее число режущих кромок (три или четыре), что обеспечивает получение поверхностей с более высокими показателями точности и шероховатости.По конструкции зенкеры бывают насадные и цельные и могут иметь различное направление угла спирали (правое, левое, прямое). Зенкеры изготавливают из быстрорежущей стали или оснащают пластинами из твердого сплава марок ВК6, ВК8, BKbM, ВК8В, Т5К10, Т15К6. Пластины из твердого сплава закрепляются в зенкере при помощи пайки или клинового крепление, что позволяет многократно использовать корпус зенкера. Рабочая часть зенкеров, изготовленных из быстрорежущей стали, имеет обратную конусность (по направлению к хвостовику) порядка 0,05… 0,1 на 100 мм длины рабочей части и соединяется с хвостовиком так же, как и у сверл, шейкой. Цельные зенкеры закрепляются непосредственно в коническом отверстии шпинделя станка, а насадные устанавливаются на специальную оправку, также имеющую конический хвостовик для установки в шпинделе станка.
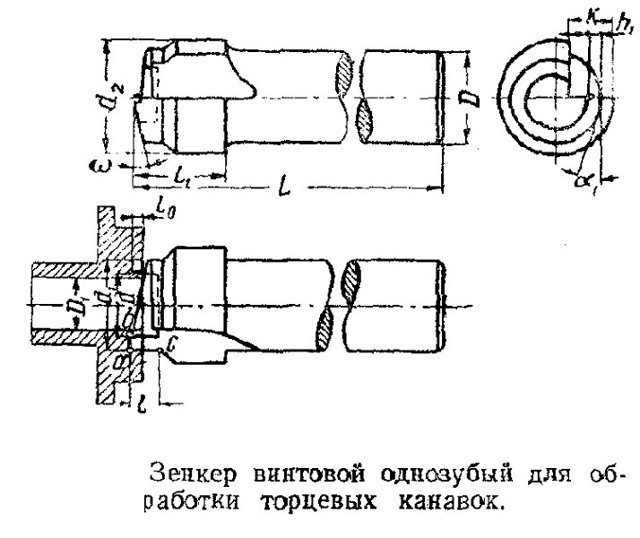
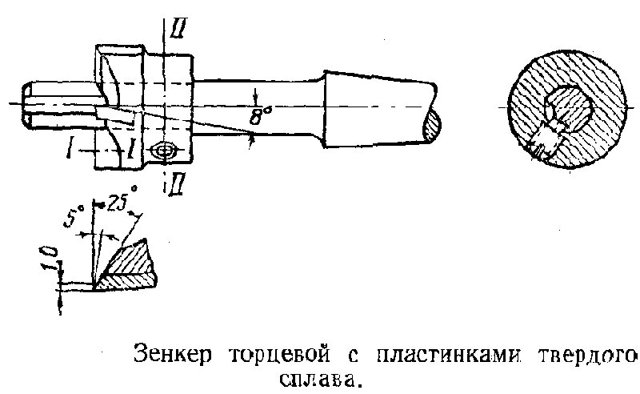
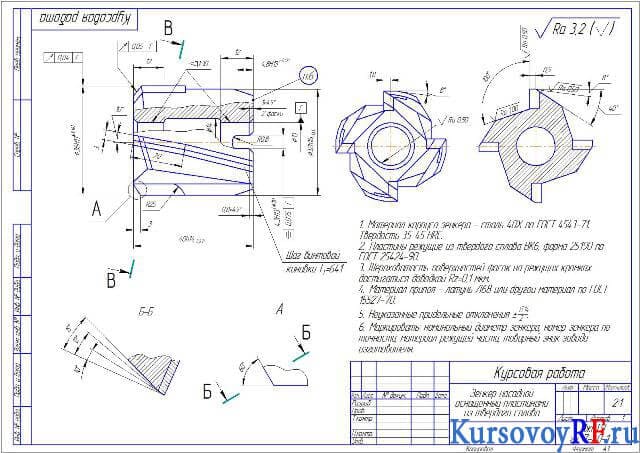
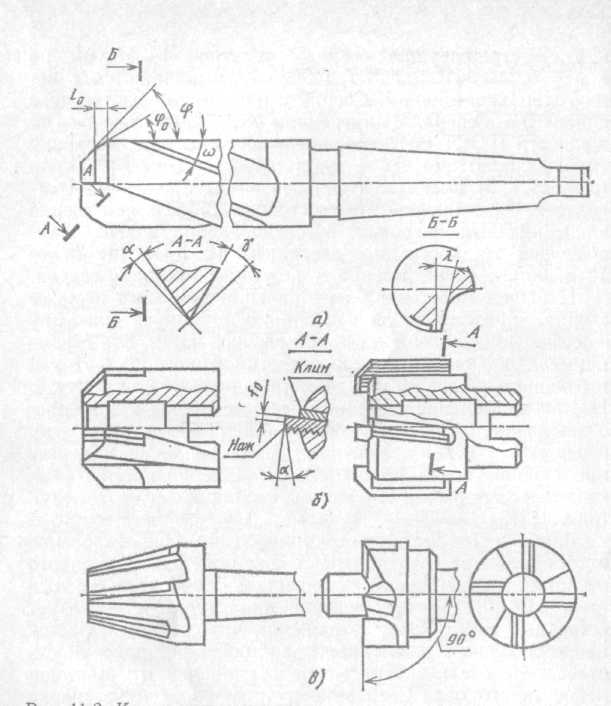
В качестве режущей части насадных зенкеров используются многогранные твердосплавные пластины. Крепление таких пластин в корпусе насадного зенкера осуществляют механическим путем (рис. 3.35). Режущие пластины 1 закрепляются в корпусе 2 при помощи тяги 3, что позволяет производить замену пластин непосредственно на станке. Для этого достаточно сместить тягу 3, повернуть пластину следующей гранью или заменить ее на новую, снова закрепить тягу и продолжать работу. Возможность оснащения таких зенкеров пластинами из различных инструментальных материалов позволяет существенно расширить технологические возможности и производительность при зенкеровании.
Геометрические параметры режущей части зенкеров (см. рис. 3.34, б) выбираются в зависимости от условий обработки: главный угол в плане ф = 30… 60 передний угол у = 3… 30 ° для зенкеров из быстрорежущей стали,для зенкеров, оснащенных пластинами твердого сплава, этот угол составляет от 5 до -5°; задний угол а на главных режущих кромках составляет 8… 15 Выбор конструкции зенкера и материала рабочей части в значительной степени зависит от обрабатываемого материала и параметров обрабатываемого отверстия:
• зенкеры из быстрорежущей стали, имеющие три-четыре зуба и диаметр от 10 до 40 мм, применяются для обработки отверстий в заготовках из конструкционной стали;
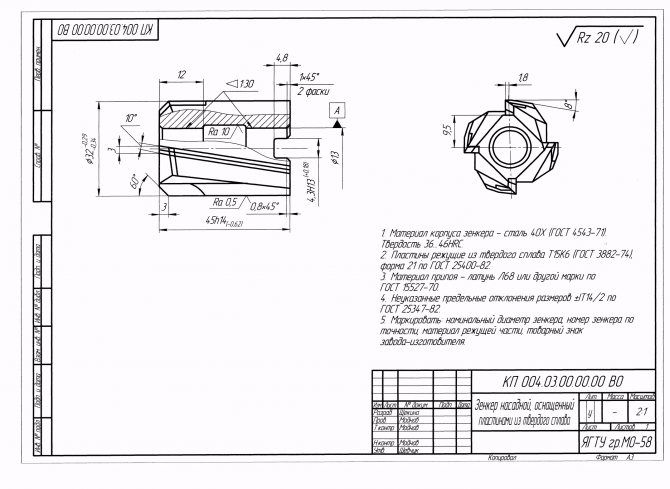
• зенкеры, оснащенные пластинами из твердого сплава, имеющие три-четыре зуба и номинальный диаметр от 14 до 50 мм, используются при обработке отверстий в заготовках из труднообрабатываемых и закаленных сталей;
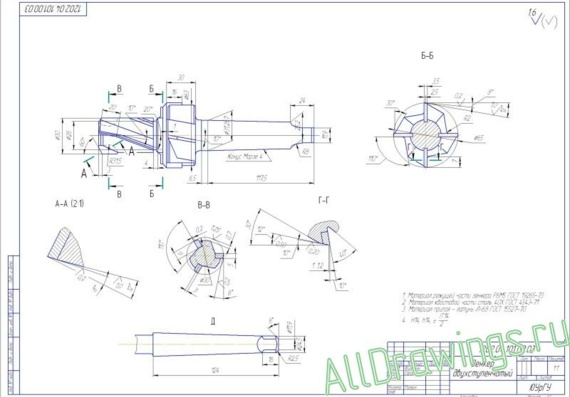
• зенкеры с насадными головками из быстрорежущей стали номинальным диаметром от 32 до 80 мм предназначены для обработки отверстий в заготовках из конструкционной стали;
• перовые зенкеры служат для обработки глухих отверстий в заготовках из чугуна и цветных металлов;
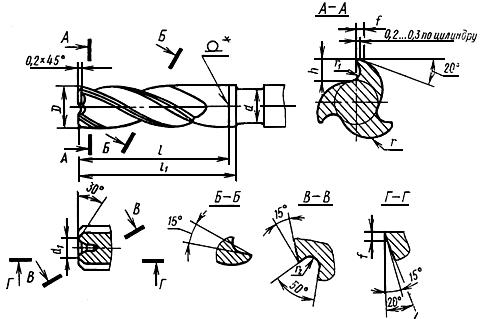
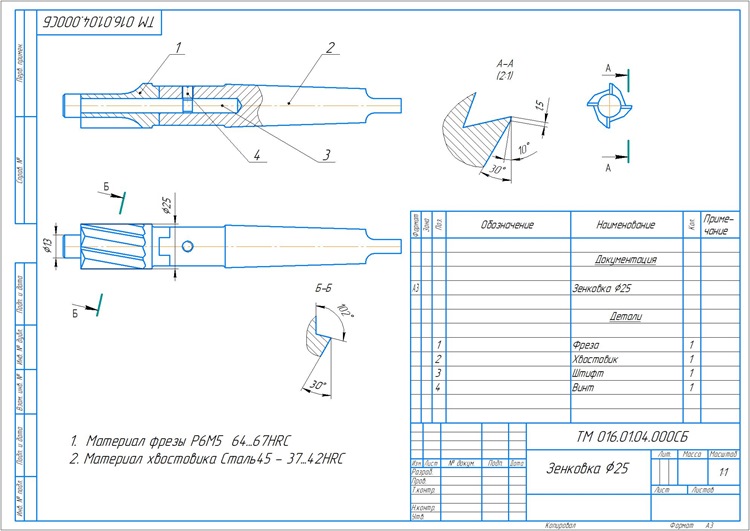
• для обработки глухих отверстий диаметром от 15 до 25 мм применяется специальный зенкер, у которого в корпусе выполнено специальное отверстие для подачи СОЖ в зону резания (рис. 3.36).
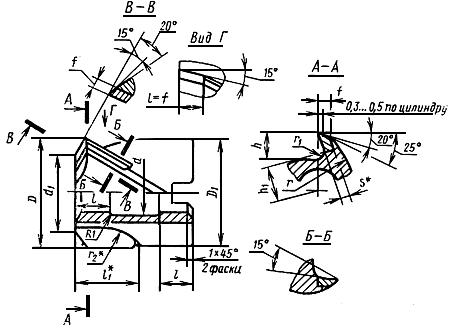
Изнашивание зенкеров (рис. 3.37) происходит по задним поверхностям, где образуются площадки с задним углом, равным нулю, и шириной h3; по передним поверхностям с образованием лунки; по ленточке с образованием поперечных проточин на длине Лл; по уголкам с образованием конических или цилиндрических участков hy. В качестве критерия износа зенкеров при обработке заготовок из стали принят износ зенкера по уголкам, равный 1,2… 1,5 мм, а при обработке заготовок из чугуна — 0,8… 1,5 мм. Затачивание и перетачивание изношенных зенкеров осуществляется, как правило, на специальном оборудовании в заточных цехах.
Классификация скребковых конвейеров
Встречается просто огромное количество различных вариантов исполнения скребковых конвейеров. Классификация скребковых конвейеров проводится по самым различным признакам. Основной заключается в назначении. Выделяют следующие варианты исполнения:
- Подземные. Они устанавливаются на угольных и рудных шахтах. Особенность заключается в применении материалов, которые могут выдерживать влияние окружающей среды. Скребковый конвейер 53 может быть расположен под углом.
- Общего назначения. Это вариант исполнения получил весьма широкое распространение. Часто устанавливается на поверхностных шахтах и обогатительных фабриках. Устройства общего назначения можно назвать универсальным вариантом, который идеально подходит для установки при самых различных эксплуатационных условиях
- Специальные устройства. Подобный вариант исполнения производится в зависимости от того, какие требуются эксплуатационные характеристики. Часто устанавливаются в горнотранспортной промышленности.
Также классификация проводится по характеру выполняемых функций. Она выглядит следующим образом:
- Доставочные. Этот вариант исполнения предназначен исключительно для транспортировки вещества на различные расстояния.
- Агрегатные установки. Как правило, подобный механизм работает совместно с другими выемочными агрегатами. Однако, в этой связке редко проводится установка других транспортировочных элементов.
- Тормозные устройства. Их предназначение заключается в спуске гуля с большой высоты при определенном угле наклона.
Важным признаком классификации можно назвать тип устанавливаемого привода. По этом признаку выделяют следующие варианты исполнения:
- С электрическим. Этот тип привода на сегодняшний день весьма распространен, так как характеризуется повышенной эффективностью. Кроме этого, электрический привод зачастую обладает компактными размерами, за счет чего упрощается установка и обслуживание. Однако у этого варианта есть существенный недостаток – он весьма восприимчив к перегрузкам, из-за которых происходит перегрев устройства. Именно поэтому устанавливается электрический привод должен снабжаться предохранительными элементами.
- Пневматические. Этот вариант исполнения работает на основе подачи сжатого воздуха под давлением. Характеризуется тем, что может применяться для передачи существенного усилия. Недостаток заключается в потери мощности даже при появлении несущественного дефекта магистрали, по которой проводится подача воздуха. Также не стоит забывать о том, что при работе компрессора может возникать довольно много шума.
- Гидравлическим. Подобный привод представлен системой, в которой транспортируется жидкость под давлением. За счет свойства несжимаемости может передаваться большое усилие.

Как ранее было отмечено, основным элементом механизма можно назвать цепь. Ее предназначение заключается в непосредственной передаче усилия от привода к исполнительному органу. По типу тяги цепи выделяют следующие варианты исполнения:
- С разборной.
- С круглозвенной.
- С роликовтулочной.
Рабочая ветвь, по которой проводится перемещение грунта, также может располагаться самым различным образом. Примером можно назвать верхнее и нижнее расположение. Для существенного повышения производительности проводится установка оборудования с двумя рабочими ветвями. По способу перемещения выделяют следующие варианты исполнения конвейеров:
- Переносные.
- Передвижные.
Кроме этого, классификация проводится по типу устанавливаемого двигателя и некоторым другим признакам. Выбор наиболее подходящего варианта исполнения скребкового конвейера проводится в зависимости от поставленной задачи.
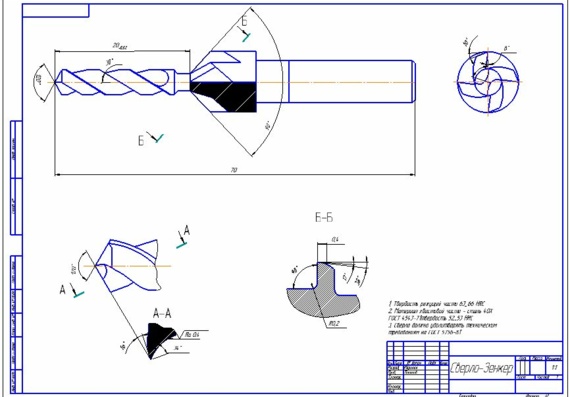
Требования ГОСТ 26258 к описываемому инструменту
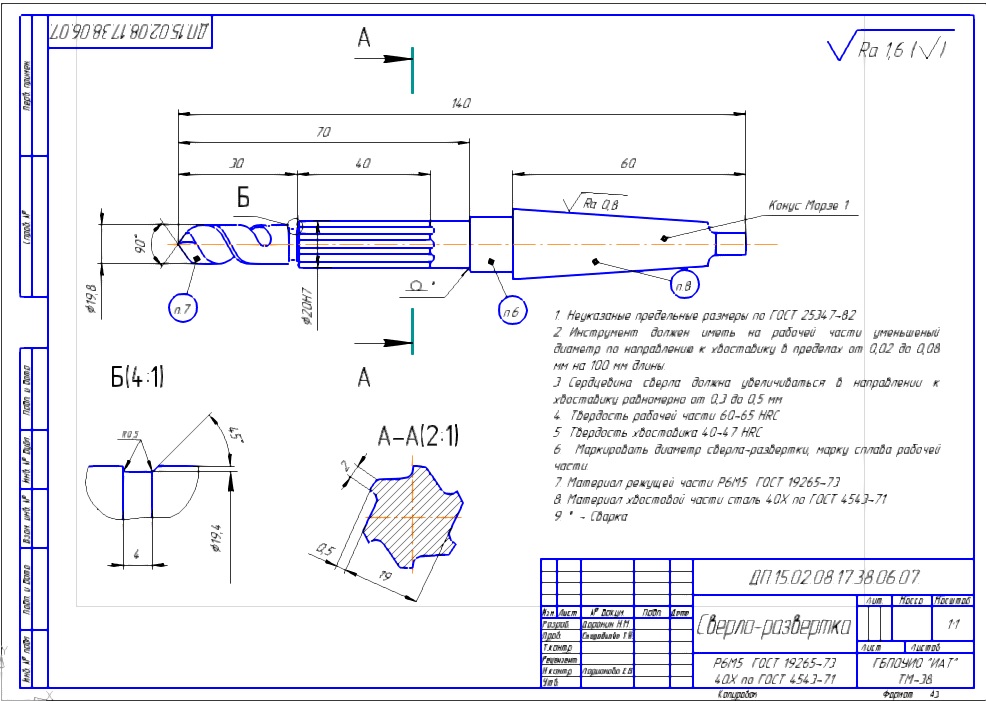
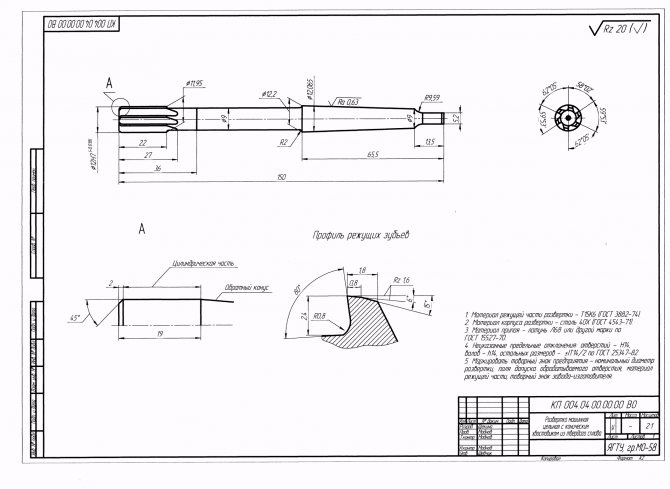
Чертеж для производства рассматриваемых режущих приспособлений в обязательном порядке утверждается на предприятии-изготовителе. Инструмент из сталей быстрорежущего класса выпускается из сплавов, которые отвечают положениям Госстандарта 19265 (рабочая часть), и сталей 40Х и 45 (хвостовик) по Госстандартам 4543 и 1050. Твердость хвостовика при этом должна находиться в пределах 37–56 единиц по шкале Роквелла, рабочей части – 62–66 единиц.
Сверла с пластинами из твердых сплавов производятся из материалов следующих марок:
- сталь 40Х, 45Х или 45 (хвостовик);
- сплавы по Государственному стандарту 3882 – Т15К6, ВК6М, ВК6 и Т5К10 (непосредственно рабочая часть).

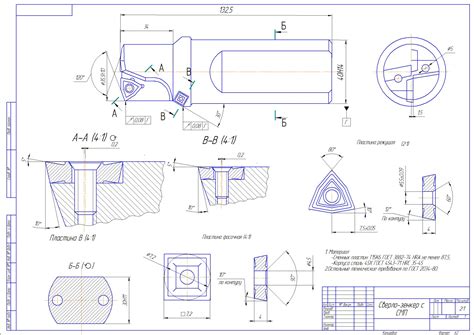
Сверло с пластинами из твердых сплавов
Цековка насадного типа и с цилиндрическим хвостовиком всегда изготавливается цельной, если ее режущая часть имеет сечение не более 8 мм. При большем значении сечения приспособления выпускаются сварными. Припоем при сварке обычно выступает материал МНМц 68-4 либо латуни Л68 и Л63. Заметим, что чертеж инструмента содержит сведения о толщине слоя припоя (как правило, он составляет величину менее 0,2 мм).

Инструмент насадного типа
На рабочей части описываемого сверлильного инструмента исключается наличие прижигов и сколов, коррозионных проявлений, трещин и раковин. Кроме того, не допускается наличие черновин на сверлах, прошедших операцию шлифования. Период стойкости интересующих нас режущих приспособлений изменяется от 3 (сверла сечением до 3,8 мм) до 27 (сверла от 52 до 61 мм) минут. А средний период варьируется от 8 до 69 минут. При этом разрешенный износ инструмента составляет 0,3–1,5 мм.
ГОСТ Р 21.1101-2013 СПДС. Основные требования к проектной и рабочей документации
Данный ГОСТ устанавливает основные требования к проектной и рабочей документации для строительства объектов различного назначения.
Требования к узлам и сечениям указаны в разделе 5.5 ГОСТ Р 21.1101-2013.
В соответствии с п.5.5.2 сечения здания или сооружения обозначают арабскими цифрами последовательно в пределах графического документа.
Допускается самостоятельная нумерация для сечений отдельных участков здания, сооружения или установок, все чертежи которых размещены на одном листе или группе листов и если на этих чертежах отсутствуют ссылки на сечения, расположенные на других листах графического документа.
Допускается обозначать сечения — прописными или строчными буквами русского алфавита (за исключением букв, указанных в 5.3.2).
Согласно п.5.3.2 ….за исключением букв: Ё, З, Й, О, X, Ц, Ч, Щ, Ъ, Ы, Ь) или, при необходимости, буквами латинского алфавита (за исключением букв I и О).
Положение секущей плоскости указывают на чертеже линией сечения (разомкнутой линией по ГОСТ 2.303). При сложном разрезе штрихи проводят также у мест пересечения секущих плоскостей между собой. На начальном и конечном штрихах следует ставить стрелки, указывающие направление взгляда; стрелки должны наноситься на расстоянии 2-3 мм от конца штриха (рисунок 10).
Рисунок 10
Направление взгляда для разреза по плану здания и сооружения принимают, как правило, снизу вверх и справа налево.
В соответствии с таблицей 1 ГОСТ 2.303-68 «Единая система конструкторской документации (ЕСКД). Линии»
п.5 ГОСТ 2.303 Толщина сплошной основной линии должна быть в пределах от 0,5 до 1,4 мм в зависимости от величины и сложности изображения, а также от формата чертежа.
Толщина линий одного и того же типа должна быть одинакова для всех изображений на данном чертеже, вычерчиваемых в одинаковом масштабе.
п.5.5.3 ГОСТ Р 21.1101-2013 Если отдельные части вида (фасада), плана, разреза требуют более детального изображения, то дополнительно выполняют местные виды и выносные элементы — узлы и фрагменты.
5.5.4 На изображении (плане, фасаде или разрезе), откуда выносят узел, соответствующее место отмечают замкнутой сплошной тонкой линией (окружностью, овалом или прямоугольником со скругленными углами) с нанесением на полке линии-выноски обозначения узла арабской цифрой в соответствии с рисунками 11а, 11б или прописной буквой русского алфавита в соответствии с рисунком 11в.
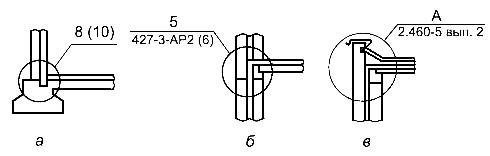 Рисунок 11
Рисунок 11
При необходимости ссылки на узел, помещенный в другом графическом документе (например, основном комплекте рабочих чертежей), или на рабочие чертежи типового строительного узла указывают обозначение и номер листа соответствующего документа в соответствии с рисунком 11б или серию рабочих чертежей типовых узлов и номер выпуска в соответствии с рисунком 11в.
При необходимости ссылку на узел в сечении выполняют в соответствии с рисунком 12.
Рисунок 12
Над изображением узла указывают в кружке его обозначение в соответствии с рисунком 13а, если узел изображен на том же листе, откуда он вынесен, или 13б, если он вынесен на другом листе.
Рисунок 13
Узлу, являющемуся полным зеркальным отражением другого (основного) исполнения, присваивают то же обозначение, что и основному исполнению, с добавлением индекса «н».
5.5.5 Местные виды обозначают прописными буквами русского алфавита, которые наносят рядом со стрелкой, указывающей направление взгляда. Эти же обозначения наносят над изображениями видов.
5.5.6 Для каждого вида изображений (разрезов и сечений, узлов, фрагментов) применяют самостоятельный порядок нумерации или буквенных обозначений.
5.5.9 Если изображение разреза, сечения, узла, вида или фрагмента помещено на другом листе, то после обозначения изображения указывают в скобках номер этого листа в соответствии с рисунками 10, 11а, 12 и 14.
Согласно п.5.5.14 наименованиями сечений являются цифровые или буквенные обозначения секущих плоскостей.

Пример — 5-5, Б-Б, а-а
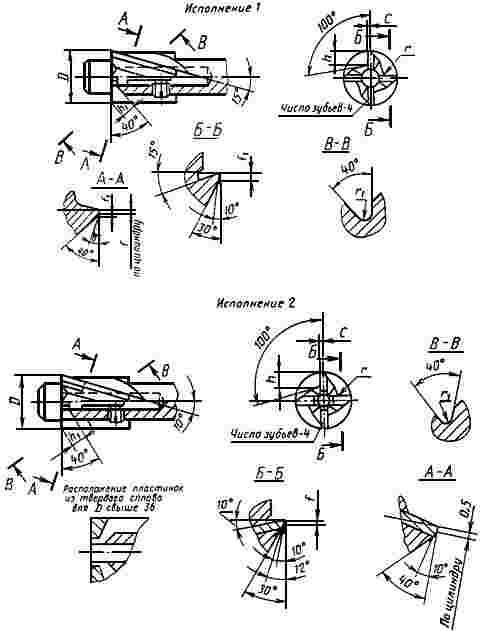
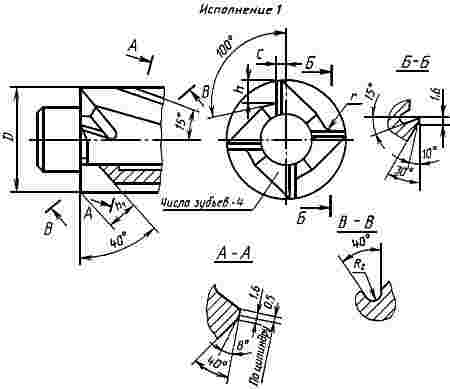
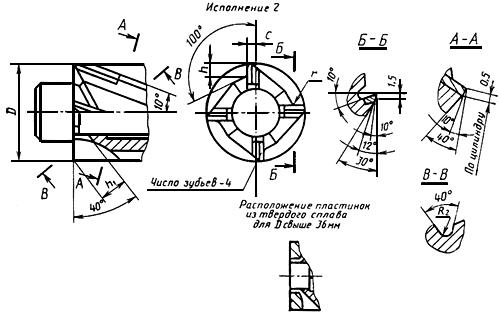
ПРИЛОЖЕНИЕ (рекомендуемое). ЭЛЕМЕНТЫ КОНСТРУКЦИИ И ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ ЦЕКОВОК
ПРИЛОЖЕНИЕ Рекомендуемое
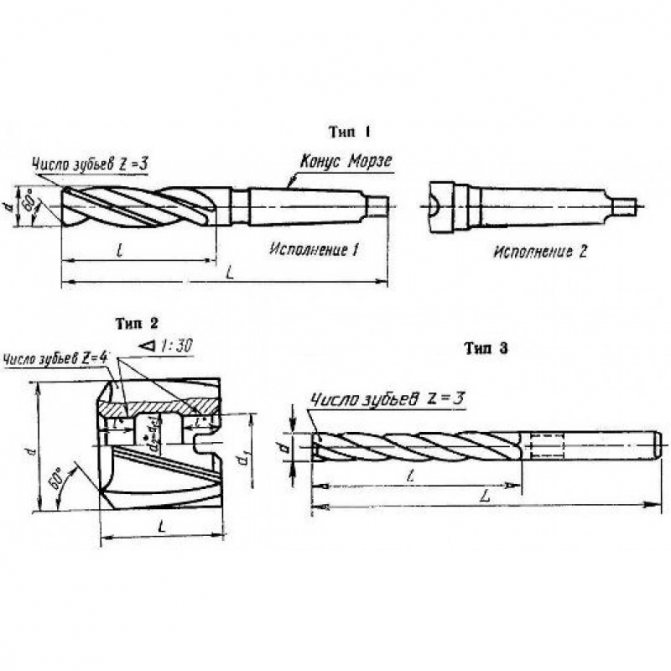
Черт.8. Тип 1
Тип 1
(черт.8, табл.10)

Черт.8
Таблица 10
мм
| Число зубьев | |||||||||
| 2,2 | 1,1 | — | — | 0,1 | 0,7 | 0,2 | 0,3 | 0,3 | 4 |
| 1,2 | |||||||||
| 2,5 | 1,3 | ||||||||
| 1,4 | |||||||||
| 2,8 | 1,5 | 0,8 | |||||||
| 1,6 | |||||||||
| 3,3 | 1,7 | 0,2 | 1,0 | ||||||
| 1,8 | |||||||||
| 3,8 | 2,0 | 1,2 | 0,3 | ||||||
| 2,1 | |||||||||
| 4,3 | 2,2 | ||||||||
| 2,4 | |||||||||
| 5,0 | 1,7 | ||||||||
| 1,8 | |||||||||
| 2,0 | 0,85 | 1,8 | — | 2 | |||||
| 2,7 | — | — | 1,3 | 4 | |||||
| 2,9 | |||||||||
| 6,0 | 2,2 | 2,0 | 0,5 | 0,5 | 0,8 | ||||
| 2,4 | |||||||||
| 2,6 | |||||||||
| 3,2 | 1,6 | ||||||||
| 3,4 | |||||||||
| 6,5 | 3,7 | 0,2 | 4 | ||||||
| 3,9 | |||||||||
| 2,7 | 2,0 | ||||||||
| 7,5 | 2,9 | ||||||||
| 3,1 | 2,70 | 3,0 | — | 2 | |||||
| 8,0 | 3,2 | — | — | 2,5 | 4 | ||||
| 3,4 | |||||||||
| 3,6 | |||||||||
| 4,3 | 2,0 | ||||||||
| 4,5 | |||||||||
| 10,0 | 4,3 | 3,0 | 0,8 | 1,0 | |||||
| 4,5 | |||||||||
| 4,8 | |||||||||
| 5,3 | 2,5 | ||||||||
| 5,5 | |||||||||
| 11,0 | 5,3 | 0,3 | 3,0 | ||||||
| 5,5 | |||||||||
| 5,8 | |||||||||
| 6,4 | 2,5 | ||||||||
| 6,6 | |||||||||
| 12,0 | 4,3 | 4,0 | |||||||
| 4,5 | |||||||||
| 5,3 | 3,6 | ||||||||
| 5,5 | |||||||||
| 5,8 | |||||||||
| 13,5 | 6,4 | ||||||||
| 6,6 | |||||||||
| 7,0 | |||||||||
| 5,3 | 0,5 | 5,0 | 1,0 | 1,2 | |||||
| 15,0 | 5,5 | ||||||||
| 8,4 | 4,0 | ||||||||
| 9,0 | |||||||||
| 5,3 | 5,5 | ||||||||
| 16,0 | 5.5 | ||||||||
| 5,8 | |||||||||
| 18,0 | 6,4 | 6,0 | |||||||
| 6,6 | |||||||||
| 7,0 | |||||||||
| 8,4 | 4,0 | ||||||||
| 9,0 | |||||||||
| 10,0 | 5,0 | ||||||||
| 10,5 | |||||||||
| 11,0 | |||||||||
| 20,0 | 8,4 | 0,5 | 6,0 | ||||||
| 9,0 | |||||||||
| 10,0 | |||||||||
| 10,5 | 5,5 | ||||||||
| 11,0 | |||||||||
| 12,0 | 4,0 | ||||||||
| 13,0 | |||||||||
| (13,5) | |||||||||
| 14.0 |
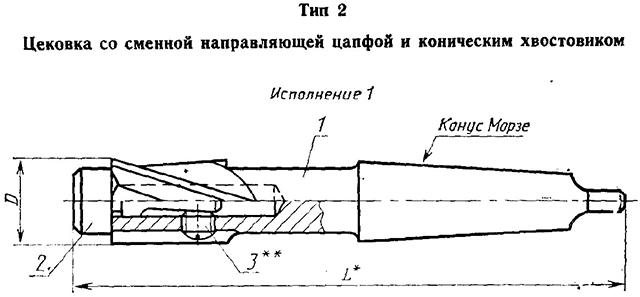
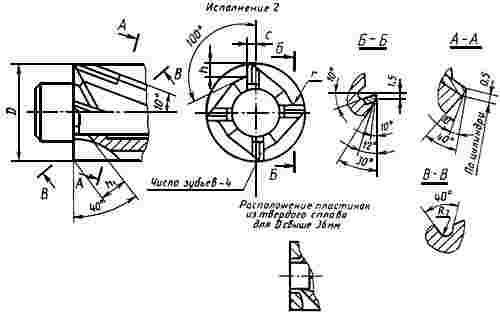
Черт.9. Тип 2
Тип 2
(черт.9, табл.11)
Черт.9
Таблица 11
мм
| Обозначение пластин по ГОСТ 25400-82 | ||||||||
| 13,5 | 2,5 | 5 | 1 | 1,0 | 0,8 | 0,3 | 1,0 | 21070 |
| 15,0 | 3,0 | 1,0 | 0,5 | 1,2 | ||||
| 16,0 | 6 | 211190 | ||||||
| 18,0 | 3,5 | |||||||
| 20,0 | 4,0 | 7 | ||||||
| 22,0 | 5,0 | 1,6 | 1,6 | 1,6 | ||||
| 24,0 | 21230 | |||||||
| 26,0 | 8 | 21210 | ||||||
| 28,0 | 21290 | |||||||
| 30,0 | 2,0 | |||||||
| 32,0 | 6,0 | 10 | 2,0 | |||||
| 33,0 | 21130 | |||||||
| 34,0 | 2,5 | 21150 | ||||||
| 36,0 | ||||||||
| 38,0 | 21350 | |||||||
| 40,0 | ||||||||
| 42,0 | 7,0 | 12 | 2 | |||||
| 43,0 | ||||||||
| 45,0 | 8,0 | 14 | 3,0 | |||||
| 48,0 | ||||||||
| 52,0 | 9,0 | 16 | 21410 | |||||
| 63,0 | 21350 | |||||||
| 55,0 | ||||||||
| 57,0 | 10,0 | 17 | ||||||
| 60,0 | 21250 | |||||||
| 61,0 |
Черт.10. Тип 3
Тип 3
(черт.10, табл.12)
Черт.10
Черт.10 (продолжение)
Таблица 12
мм
| Обозначение пластины по ГОСТ 25400-82 | |||||
| 34 | 6 | 10 | 1 | 2,5 | 21150 |
| 36 | |||||
| 38 | 21350 | ||||
| 40 | 7 | 12 | |||
| 42 | 2 | ||||
| 43 | |||||
| 45 | 8 | 14 | 3,0 | ||
| 48 | |||||
| 52 | 9 | 16 | 21410 | ||
| 53 | 21350 | ||||
| 55 | |||||
| 57 | 10 | 17 | |||
| 60 | 21250 | ||||
| 61 |
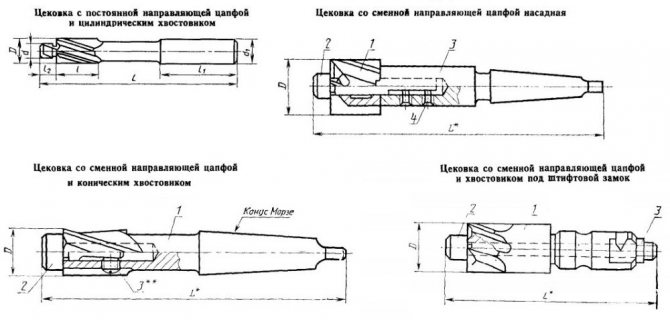
Разновидности
В России изготавливают следующие разновидности:
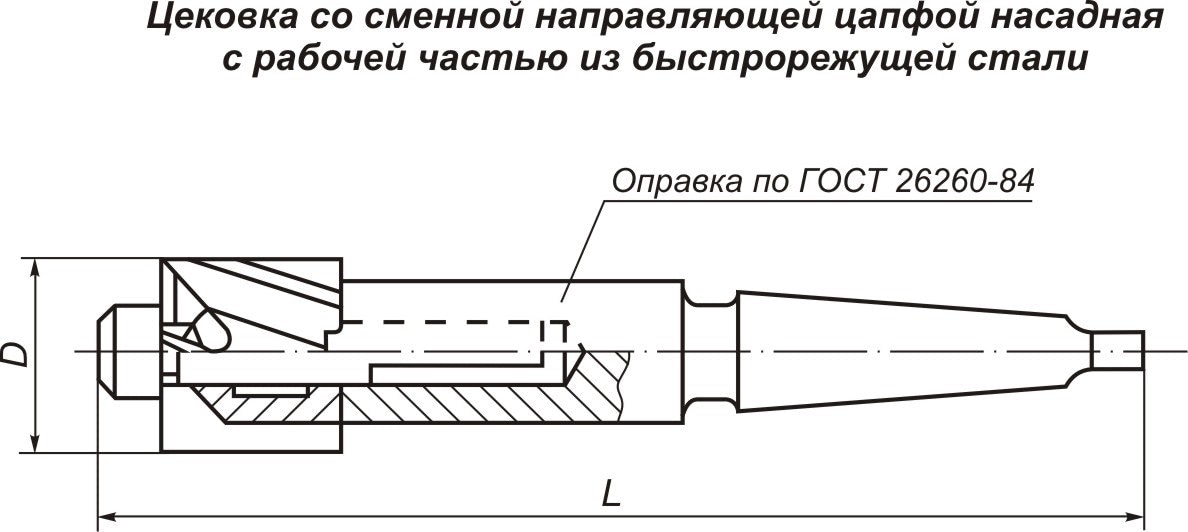
- С цилиндрическим литым или сварным хвостиком, который скрепляется вместе с цапфой-фиксатором. Подобная разновидность деталей является самой распространенной на производствах, где в течение длительного времени используются одни и те же инструменты, поэтому мастер не нуждается в точной настройке инструментов.
- С коническим хвостиком, который имеет подвижное сочленение с цапфой-фиксатором. При необходимости цапфу можно снять и заменить на другую, что позволяет увеличить точность обработки. Подобные цековки обычно используются, если нужна очень высокая точность обработки. Например, при работе с цветными металлами и пластичными сплавами.
- Также существуют цековки насадного типа, со сменными хвостиками и/или цапфами. Они встречаются достаточно редко, поскольку первые две разновидности деталей почти полностью покрывают все основные случаи применения. Однако все-таки нестандартные цековки все еще можно встретить — при обработке дорогих металлов и сплавов, где требуется минимальный выход стружки, при работе со сверхпрочными металлами, при работе с нестандартными инструментами.

Также различают две разновидности цековок в зависимости от типа режущих поверхностей:
- Цековки, выполненные из стали целиком. Обладают хорошей прочностью и твердостью. Хорошо режут все основные металлические сплавы за исключением сверхпрочных разновидностей стали. Не требуют какого-либо специфического ухода или осмотра, долго сохраняют свою прочность.
- Цековки со сверхпрочными напайками. Обладают сверхвысокой прочностью, поэтому хорошо режут все металлы включая сплавы повышенной прочности. Имеют ограниченный срок действия, поскольку напайки со временем теряют свою прочность. Поэтому периодически нужно проводить осмотр, а в случае обнаружения дефектов необходимо заменить деталь на новую.
Виды цековок
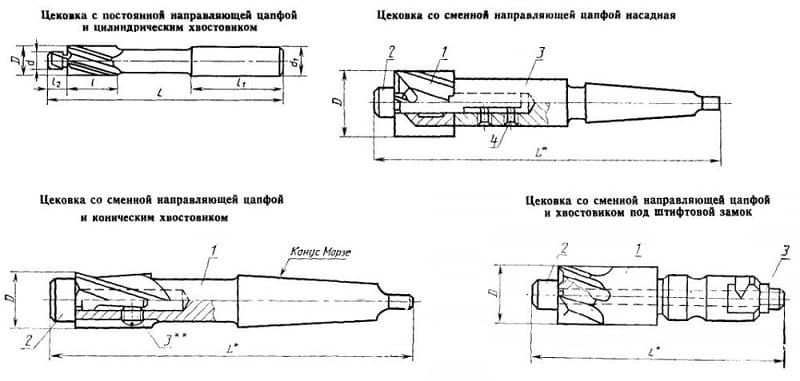
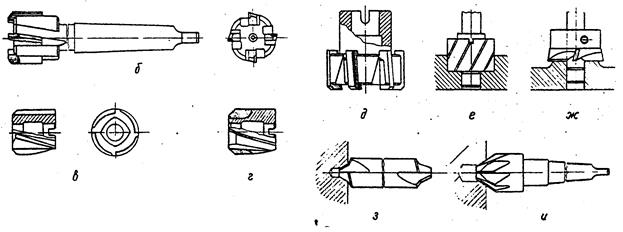
Обозначение цековки на чертеже дается в ГОСТ 26258-87. Этот же нормативный документ определяет технологические особенности производства режущего инструмента и делит их на категории. Согласно классификации, выпускаются:


- цековки с хвостовиками цилиндрического типа и направляющими цапфами, которые являются единым целым с инструментом;
- инструменты с хвостовками конического типа и съемными цапфами;
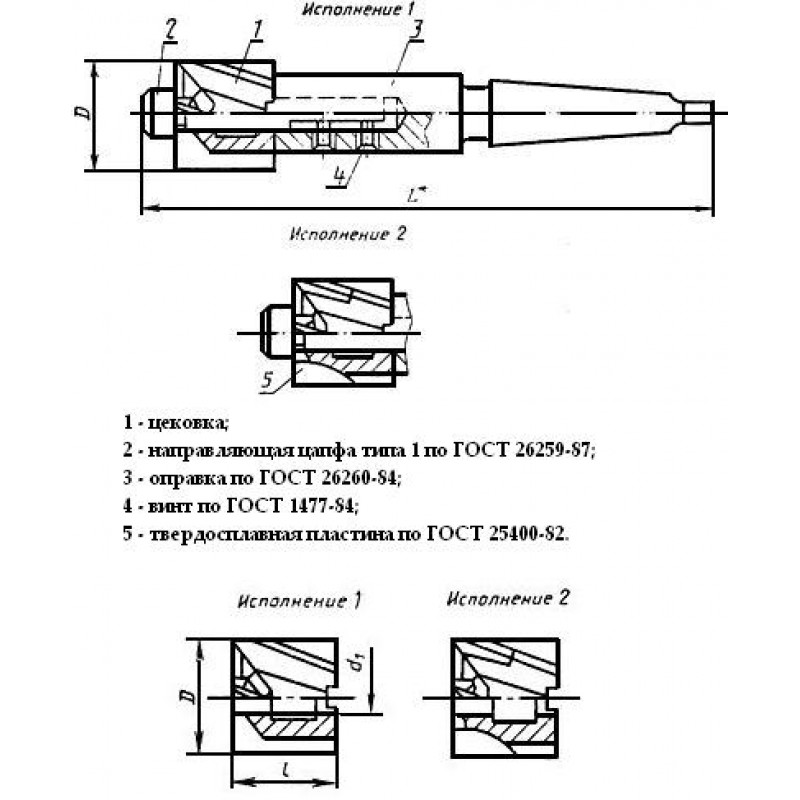
- изделия насадного типа в виде режущих головок (надеваются на оправы с коническими хвостовиками, цапфа сменная);
- инструменты со сменными цапфами и хвостовиками, которые крепятся в штифтовых замках станков.
Это интересно: Как закалить металл в домашних условиях: на огне, в масле или печи
Изображение №3:Разновидности цековок
Рабочие части инструментов изготавливают:
- целиком из быстрорежущей стали;
- с твердосплавными напайками.
Цековки по металлу имеют разное количество рабочих лезвий. Изделия с цилиндрическими хвостовиками оснащаются двумя-четырьмя лезвиями. Все остальные разновидности — четырьмя.
На то, как именно инструмент фиксируется в станке, влияет тип хвостовика.
- Цековки с хвостовиками цилиндрического типа устанавливаются в патроны.
- Инструменты с хвостовиками конической формы крепятся в посадочные отверстия, конусы Морзе.
- Изделия с хвостовиками для крепления в штифтовых замках используются вместе с укомплектованными этой арматурой станками.
ГОСТ 21.502-2016 СПДС. Правила выполнения рабочей документации металлических конструкций
Данный ГОСТ устанавливает состав и правила выполнения рабочей документации строительных металлических конструкций чертежей марки КМ, но не распространяется на выполнение деталировочных чертежей металлических конструкций марки КМД.
Требования к узлам металлических конструкций приведены в разделе 6.5 ГОСТ 21.502.
6.5.1 На чертежах узлов металлических конструкций приводят принципиальные решения, обеспечивающие работу расчетной схемы здания или сооружения.
6.5.2 На чертежах узлов изображают элементы металлических конструкций, сходящиеся в узле, с указанием привязок к координационным осям, осям элементов, поверхностям деталей, отметок верха или низа элементов конструкции.
Пример выполнения чертежа узла металлических конструкций приведен на рисунке К.1 (приложение К).
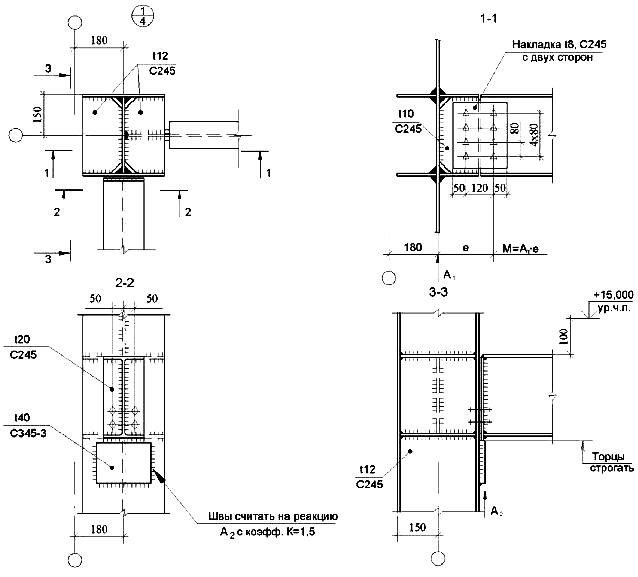
Рисунок К.1 — Пример выполнения чертежа узла металлической конструкции
6.5.3 На чертежах узлов изображают примыкающие элементы конструкций, не разрабатываемые в данных рабочих чертежах марки КМ, с указанием их размеров, привязок и других требований, необходимых для разработки деталировочных чертежей марки КМД.
Чертежи простейших узлов конструкций, не требующих пояснения, разрабатывают в деталировочных чертежах марки КМД.
6.5.4 На чертежах узлов указывают:
- значения усилий, действующих в элементах (если они не оговорены в ведомости элементов);
- привязки к координационным осям;
- толщины деталей;
- размеры сварных швов;
- типы, классы прочности, число, диаметры и шаги болтов или других крепежных изделий;
- требования к обрабатываемым поверхностям;
- сечения, наименования и марки металла деталей, не оговоренные в ведомости элементов;
- технические требования.
Примечание — Толщины деталей, размеры сварных швов, число, шаги и класс прочности болтов или других крепежных изделий не указывают, если они могут быть определены при разработке деталировочных чертежей марки КМД.
Виды цековок
Опишем, как выглядит инструмент, из каких элементов состоит и каких бывает модификаций.
Конструктивные особенности (информация и чертежи)
Цековка
— инструмент цилиндрической формы осевого типа с расположением режущих зубьев в торцевой части. На боковых поверхностях изделия есть канавки, которые приспособлены для удаления металлической стружки с рабочей области.
Изображение №2:
Виды цековок
Обозначение цековки на чертеже дается в ГОСТ 26258-87. Этот же нормативный документ определяет технологические особенности производства режущего инструмента и делит их на категории. Согласно классификации, выпускаются:
- цековки с хвостовиками цилиндрического типа и направляющими цапфами, которые являются единым целым с инструментом;
инструменты с хвостовками конического типа и съемными цапфами;
изделия насадного типа в виде режущих головок (надеваются на оправы с коническими хвостовиками, цапфа сменная);
инструменты со сменными цапфами и хвостовиками, которые крепятся в штифтовых замках станков.
Изображение №3:
Рабочие части инструментов изготавливают:
- целиком из быстрорежущей стали;
с твердосплавными напайками.
Цековки по металлу имеют разное количество рабочих лезвий. Изделия с цилиндрическими хвостовиками оснащаются двумя-четырьмя лезвиями. Все остальные разновидности — четырьмя.


На то, как именно инструмент фиксируется в станке, влияет тип хвостовика.
- Цековки с хвостовиками цилиндрического типа устанавливаются в патроны.
Инструменты с хвостовиками конической формы крепятся в посадочные отверстия, конусы Морзе.
Изделия с хвостовиками для крепления в штифтовых замках используются вместе с укомплектованными этой арматурой станками.
Требования к производству цековок по ГОСТу
Требования к изготовлению цековок регламентирует ГОСТ 26258-87. В этом документе указано, что инструменты насадного типа, диаметры рабочих частей которых менее 8 мм с хвостовиками цилиндрической формы выпускается в цельном виде. А цековки с размерами режущих частей свыше 8 мм имеют сварную конструкцию.
Изображение №4:
Центральные стержни изделий, а также хвостовики изготавливают из стали марок 45 и 45Х. На режущие части идет материал двух типов.
- Быстрорежущая сталь — требования к ней изложены в ГОСТ 19265.
Твердосплавные пластины ВК6, ВК6М, Т5К10, Т5К6 — требования к характеристикам материала описаны в ГОСТ 3882, к геометрии и габаритам — в ГОСТ 25400.
Изображение №5: Материалы, которые идут на изготовление цековок с твердосплавными пластинами
К рабочим частям инструментов твердосплавные пластины крепятся припоями марок МНМц 68-4-2 и латуни Л63 или Л68. Минимальная толщина припоя — 2/10 мм.
Сфера применения
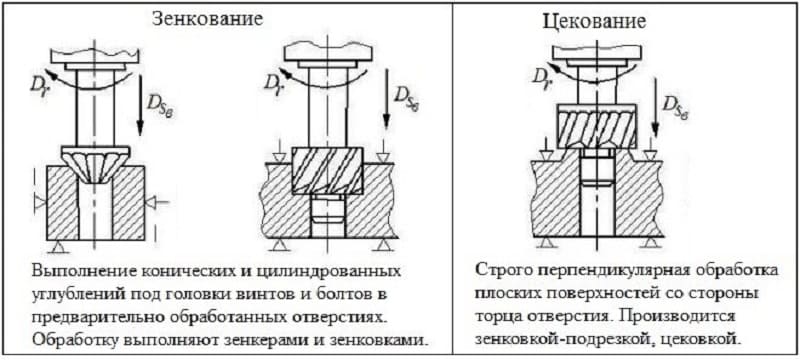
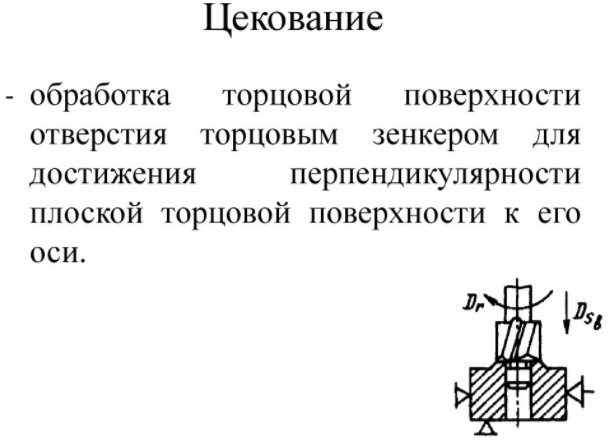
Цековка относится к той же группе инструментов, что свело и зенкер. Она предназначается для создания углублений и повышения качества торцевых поверхностей отверстий в металлических изделиях. Устанавливают её главным образом на сверлильных станках, но может работать так же на токарных и фрезерных. Инструмент является разновидностью зенковки, тем самым уточняется определение цековки и понимание, что это такое и для чего используется.
Режущие кромки инструмента находятся на торце рабочей зоны цековки, по периметру вращающегося вала. На самом конце располагается направляющая цапфа, которая вставляется в просверленное отверстие, совмещая таким способом его ось с осью инструмента.
Задачи у цековки следующие:
- получение строго перпендикулярной опорной плоскости вокруг отверстия для лучшего контакта между ней и крепежом;
- выравнивание внутренних торцевых элементов детали;
- удаление заусенцев и наплывов;
- снятие фасок.
Видно, что торцевые зенковки обеспечивают требуемую современными стандартами точность размеров металлических изделий и создают условия необходимые для качественной сборки. А также ими при надобности обрабатывает торцы закладных изделий.
Цековка в разных вариантах и видах
В соответствии с ГОСТ цековки делятся на несколько видов:
- С постоянными цапфами и хвостовиками цилиндрической формы.
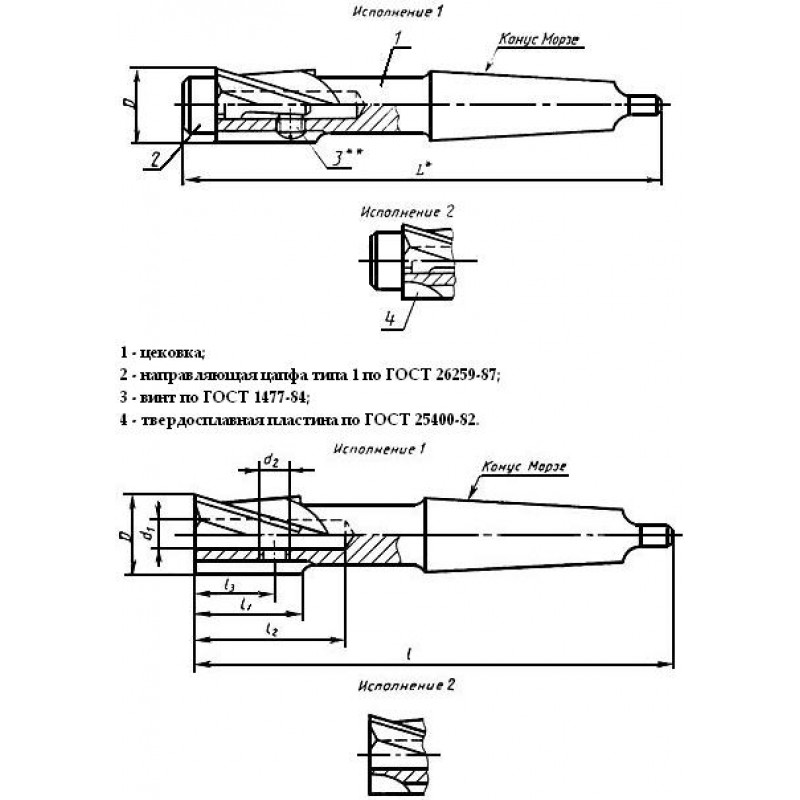
- С переменными цапфами и хвостовиком конической формы.
- Насадные, со сменными цапфами.
- Со сменными цапфами и хвостовиком со штифтовым замком.
По материалу изготовления выделяются следующие виды:
- инструмент с рабочей поверхностью из быстрорежущих инструментальных сталей;
- с рабочей поверхностью из твердосплавных сталей.
Основным конструктивным элементом цековок с цапфой является рабочая часть с лезвиями и хвостовик.
Количество лезвий может быть различным, но наибольшее распространение получило трехлезвийное сверло-цековка.
Закрепление инструмента в кулачке патрона станка осуществляется с помощью хвостовика. В зависимости от разновидности инструмента хвостовик может быть цилиндрическим или «конус Морзе».
Цековки с цапфой позволяют обеспечить лучшую соосность обрабатываемого отверстия и углубления под крепежные элементы. Цапфа в таких инструментах играет роль направляющей. Основное предназначение инструментов с цапфой – цековка торцевых поверхностей бобышек под гайки, шайбы, кольца.
Для снятия больших припусков металла применяются двузубые . Эта разновидность отличается наличием небольшого (0,3 мм) смещения относительно хвостовой и рабочей частей инструмента. Каждый зуб затачивается по задней части под определенным углом. Таким образом формируется передняя режущая часть со смещением по оси и поперечное лезвие с подточкой. Подобная конструкция позволило увеличить показатели точности обработки.
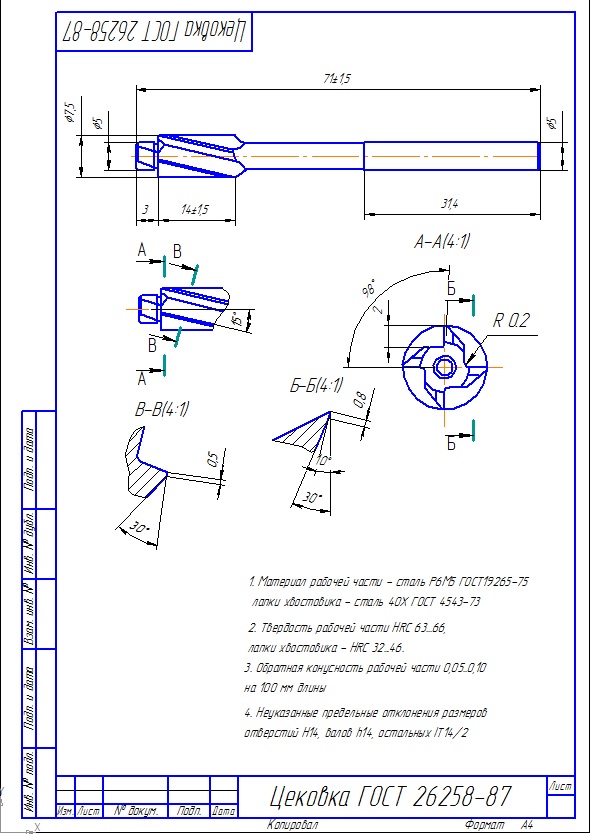
ГОСТ 26258-87 определяет важные технические требования, предъявляемые к цековкам:
- рабочая часть инструмента изготавливается из инструментальной быстрорежущей стали, хвостовик – из стали 45 (ГОСТ 1050-74) или 40Х (ГОСТ 4543-71);
- инструменты диаметром менее 8 мм с цилиндрическим хвостовиком изготавливаются цельными, разновидности с коническим хвостовиком или модели диаметром более 8 мм – сварными;
- режущая часть не должна иметь сколов, прижогов, заусенцев и других дефектов;
- обратная конусность должна быть равномерной по всей длине рабочей части. Для цековок, изготовленных из инструментальных сталей, этот показатель составляет 0,08-0,16 мм, для твердосплавных – 0,05–0,10 мм на 100 мм длины.
Что такое цековка и зачем она нужна?
С технической точки зрения она представляет собой цилиндрический инструмент осевого типа, у которого режущие элементы расположены сзади на торцевой части инструмента. По бокам у цековки обычно располагаются глубокие канавки — с их помощью производится быстрое удаление стружки. Для надежности цековка фиксируется с помощью цапфы — она обеспечивает точное перпендикулярное направление рабочего инструмента, что благоприятно сказывается на точности обработки.
Цековка может устанавливаться на промышленные и ручные дрели, на токарные станки, на различное металлорежущее оборудование
Обратите внимание, что сзади расположен элемент в виде хвостика — он обеспечивает надежную фиксацию инструмента на металлорежущем инструменте, что благоприятно сказывается на точности резки
У цековки все режущие элементы находятся позади осевой части — поэтому сверлить таким инструментом нельзя. В каких же сферах деятельности тогда можно использовать этот инструмент и какие технологические задачи он позволяет решить?

Применение
- Обработка различных отверстий стандартного типа, расположенных на опорных плоскостях. Эти отверстия для крепления элементов с помощью болтов, винтов, шайб, специальных фиксирующих колец.
- Финальная обработка торцов различных металлических элементов (цековка по металлу в данном случае нужна для зачистки поверхностей, устранения мелких неровностей и дефектов, связанных либо с неоднородной структурой самого металла, либо с некачественной стартовой обработкой).
Все манипуляции, которые можно выполнять с помощью цековки, называют обобщающим термином цекование. Оптимальный способ цекования — это выравнивание неровной металлической поверхности рядом с отверстием. Такая обработка благоприятно сказывается не только на внешнем виде, но и на физико-эксплуатационных свойствах детали.
В большинстве случаев цековка по металлу используется для обработки стали и сплавов. При необходимости, её можно адаптировать для обработки любых цветных и драгоценных металлов — медь, алюминий, свинец, серебро, золото + различные сплавы.

Основные технические требования к изготовлению цековок
Согласно ГОСТ 26258 насадной инструмент, а также инструмент с рабочей частью, диаметр которой до 8 мм, и цилиндрическим хвостовиком изготовляют цельным. Цековки с рабочей частью, диаметр которой свыше 8 мм, и цилиндрическим хвостовиком, а также с хвостовиком под замок и коническим делают сварными. В месте сварки не должны допускаться трещины и поджоги, а в сварочном шве – окисление, свищи и поры.
Корпус вдоль стружечной части винтовых канавок и хвостовик всех цековок выполняют из стали 45Х, 40Х (ГОСТ 4543) либо 45 (ГОСТ1050). В зависимости от исполнения инструмента материал его рабочей части будет следующим:
- У цековок 1-го исполнения режущая часть и гребни винтовых канавок из быстрорежущей стали, изготовленной по ГОСТ 19265.
- У 2-го исполнения – материал режущей части это одна из следующих марок твердого сплава по ГОСТ 3882: Т15К6, Т5К10, ВК6М, ВК6. Размеры и форма твердосплавных пластин согласно ГОСТ 25400.
Для крепления твердосплавных пластин на рабочей части в качестве припоя должны использоваться сплав МНМц 68-4-2 или латунь марок Л68 либо Л63 (ГОСТ 15527). При пайке следует формировать слоя припоя толщиной до 0,2 мм.
На всех поверхностях инструмента не должно быть следов коррозии, заусенцев, трещин и раковин, на шлифованных – черновин, а на режущей части – прижогов и сколов. После термообработки цековки ее центровые отверстия не должны иметь разработанных мест и забоин.
Обратная конусность кромок рабочей части инструмента должна быть равномерной: у цековок 2-го исполнения вдоль длины твердосплавных пластин, а 1-го исполнения – рабочей части. Величина обратной конусности инструмента с рабочей частью, выполненной из быстрорежущей стали, не должна выходить за пределы значений 0,08–0,16 мм из расчета на 100 мм длины, а оснащенного пластинами из твердого сплава – 0,05–0,10 мм на размер пластины.
Требования государственных стандартов к изготовлению цековок
Требования к производству цековок определяет ГОСТ 26258-87. Так, согласно этому документу, инструмент насадного типа, а также тот, диаметр рабочей части которого не больше 8 мм, а хвостовик имеет цилиндрическую форму, производится в цельном виде. Инструменты, диаметр режущей части которых составляет более 8 мм, со всеми типами хвостовиков, должны иметь сварную конструкцию. К качеству сварных швов, при помощи которых изготавливается такой инструмент, предъявляются высокие требования. В этих швах исключается наличие трещин и прожогов, они не должны содержать следов окисления, трубчатых полостей и пор.

Основной стержень цековок, включая хвостовик, делают из стали марок 45, 40 Х или 45Х. Для режущей части могут быть использованы следующие материалы.
- Инструменты, которые целиком изготовлены из быстрорежущей стали, выполняются из материала, требования к которому оговариваются положениями ГОСТа 19265.
- Материалами для режущей части цековок с твердосплавными пластинами могут быть ВК6, ВК6М, Т5К10, Т15К6. Требования к характеристикам материала таких пластин оговариваются в ГОСТе 3882, а к их геометрической форме и размерам – в ГОСТе 25400.
Твердосплавные пластины на рабочей части инструмента фиксируются при помощи припоя марок МНМц 68-4-2, латуни марок Л63 или Л68. Толщина припоя должна составлять не менее двух десятых миллиметра.

Материал цековок с твердосплавными пластинами
Как и поверхность сверл, резцов и других металлорежущих инструментов, поверхность цековок должна быть лишена дефектов – следов коррозии, трещин, пустот и заусенцев. На шлифованной части не допускается наличие трещин и надрывов, а на рабочей – сколов и прижогов. Центровые отверстия цековок после закалки и отпуска не должны иметь углублений и разработанных мест.
Такой геометрический параметр цековки, как обратная конусность (уменьшение диаметра по направлению к хвостовику), должен отличаться равномерностью по всей длине рабочей поверхности (для инструмента из быстрорежущей стали), по всей высоте режущих пластин (для инструмента с твердосплавными напайками). Допуски на указанный параметр, согласно чертежу и требованиям нормативного документа, должны составлять для цековок из быстрорежущей стали не более 0,08–0,16 мм на 100 мм длины рабочей части, для цековок с напайками из твердого сплава – 0,05–0,1 мм на весь размер пластин.





