
Назначение и принцип действия
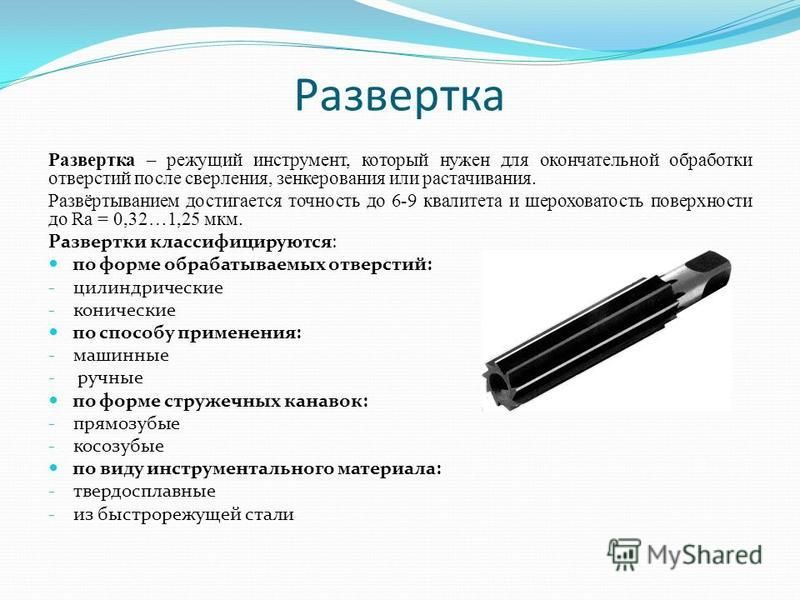
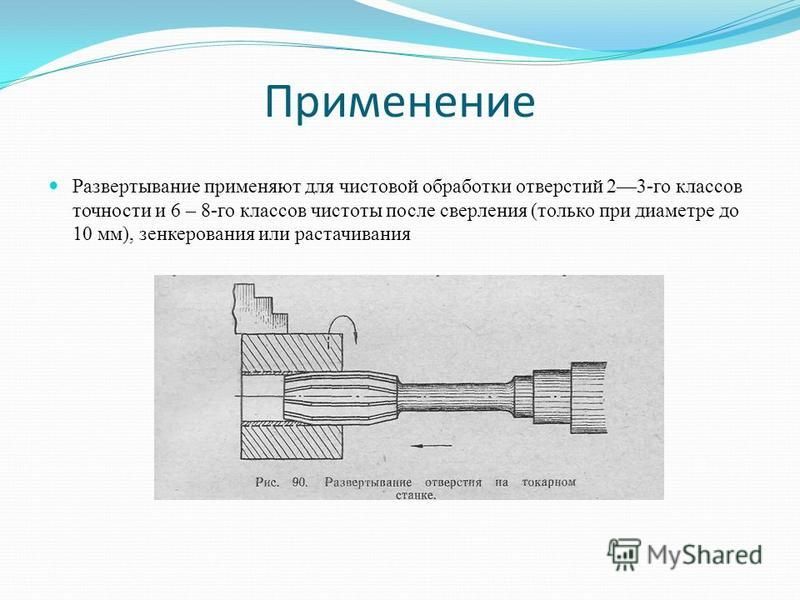
Развертка применяется для развертывания отверстий – процесса их чистовой механической обработки после сверления или зенкерования.
Использование этого инструмента позволяет добиться высокого класса шероховатости стенок отверстия и точности их геометрии.
В зависимости от типа и характеристик ее применяют для выполнения специфических технологических задач, включая калибровку отверстий, их очистку от заусенцев на финальном этапе обработки детали.

Особенностью этого инструмента является большое количество зубьев (обычно от 6 до 16), что позволяет снимать небольшой припуск, тем самым подгоняя реальные размеры отверстия под требуемые с высокой точностью.
Что касается формы отверстий, работать разверткой можно как по цилиндру, так и подгонять конусы под различные задачи, например, под установку конусных штифтов.
Зубья инструмента снимают слой материала на доли миллиметра, обработка происходит посредством его вращения, а также одновременной продольной подачи.
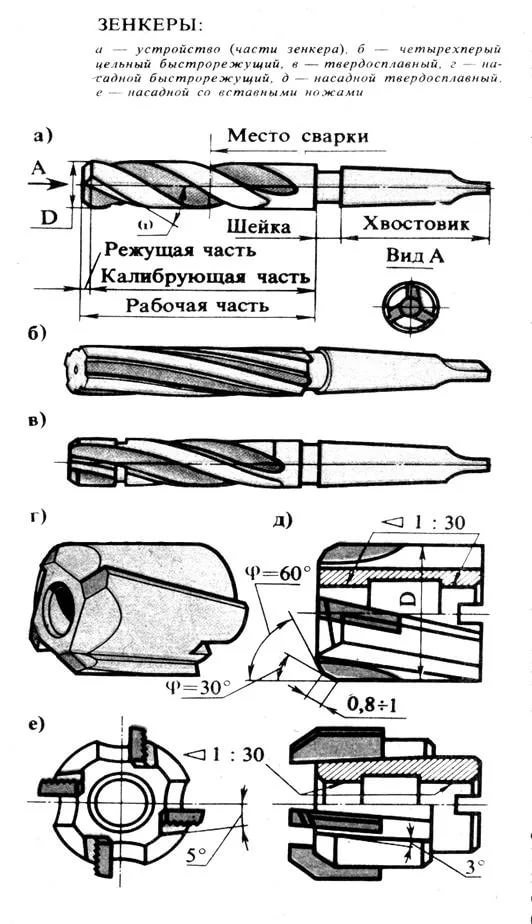
Устройство и характеристики
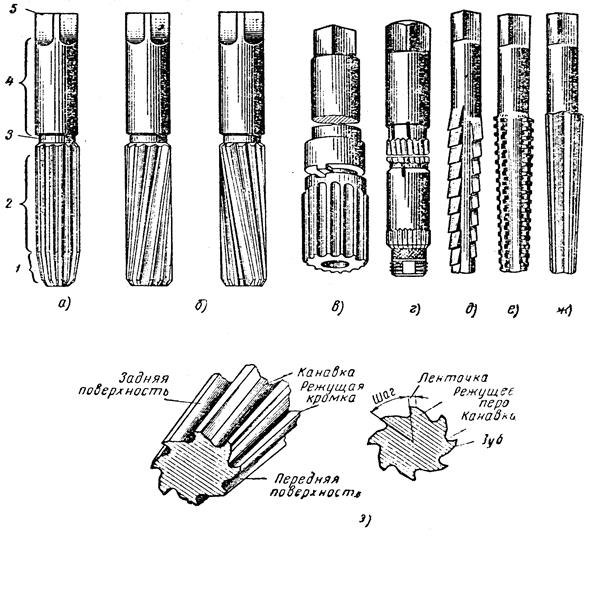
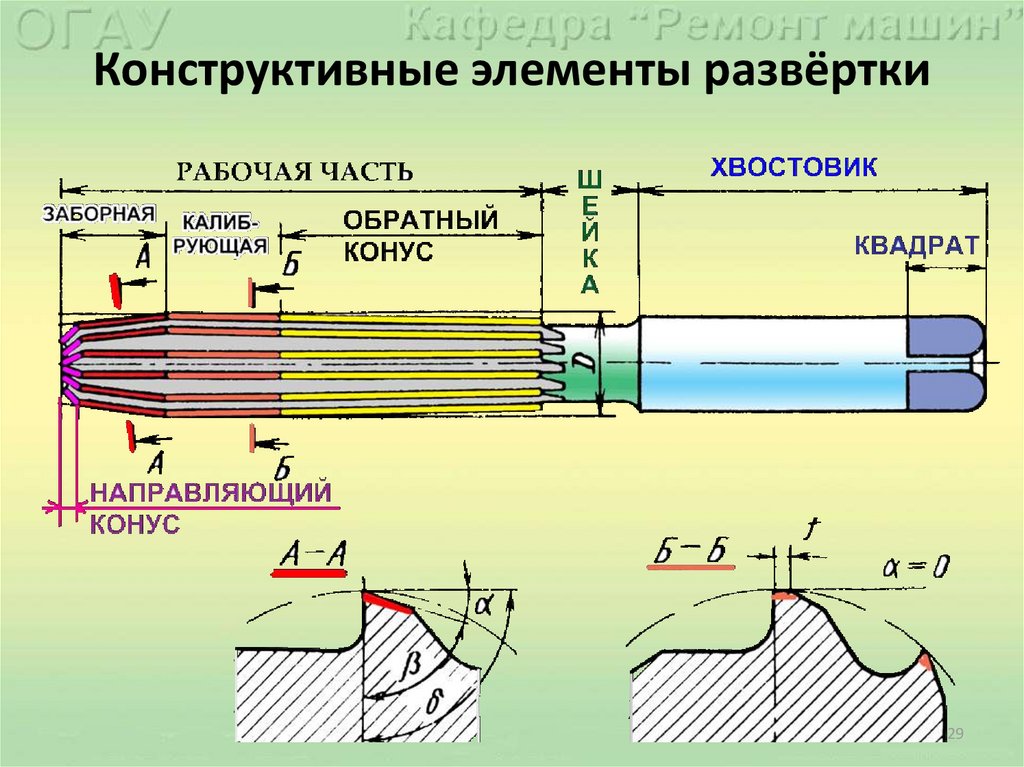
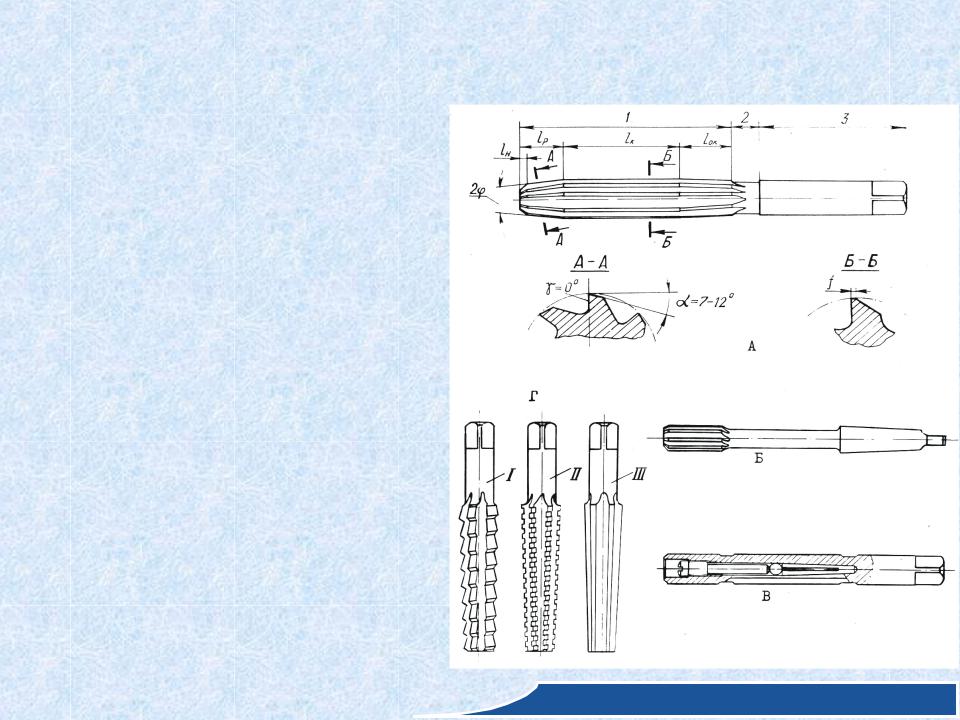
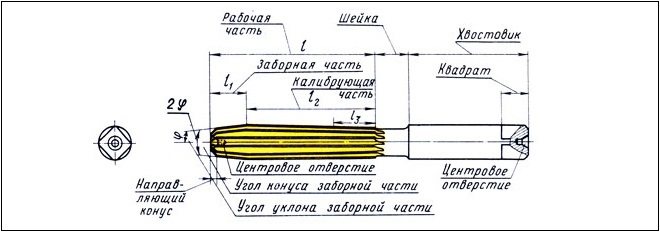
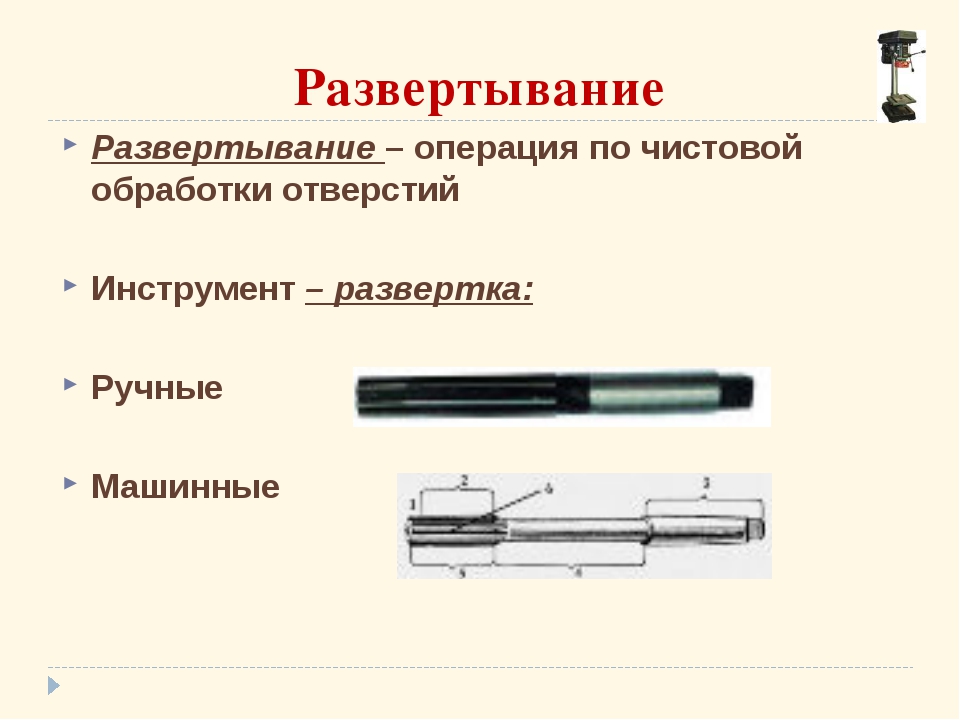
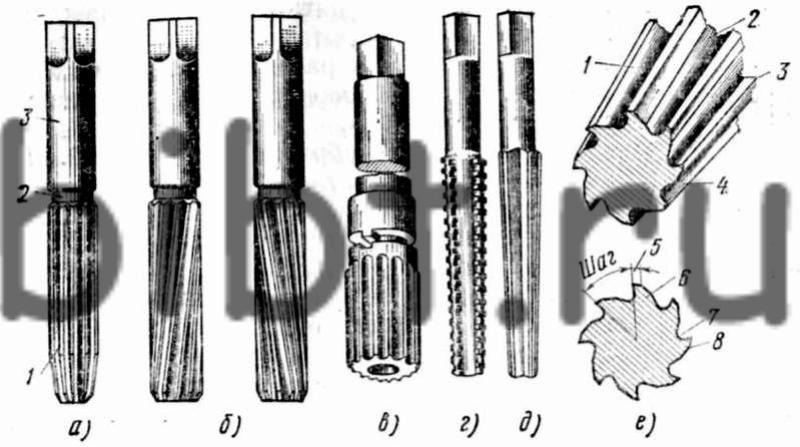
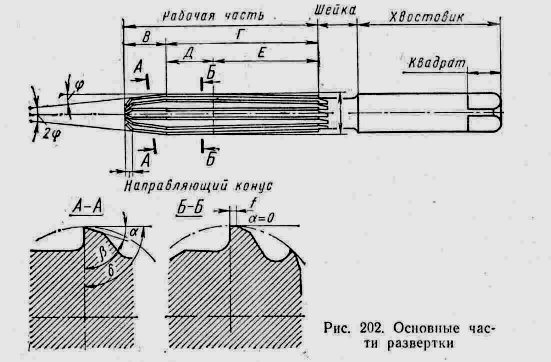
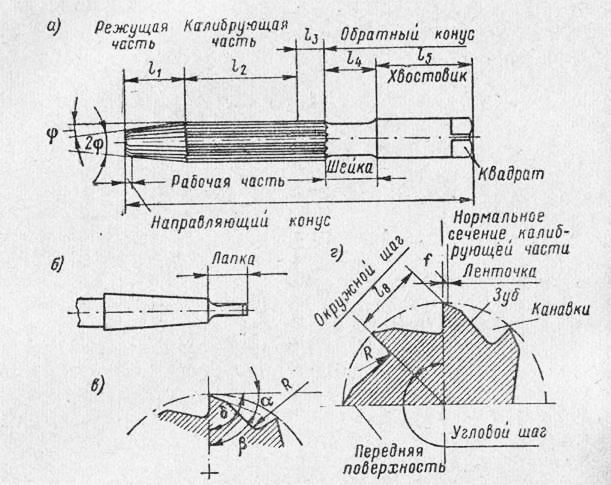
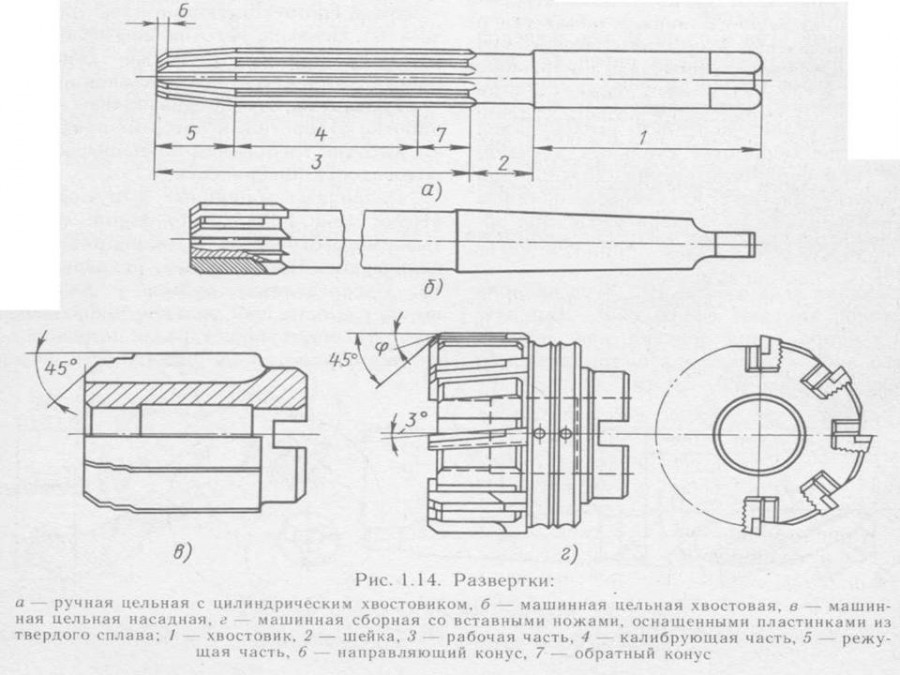
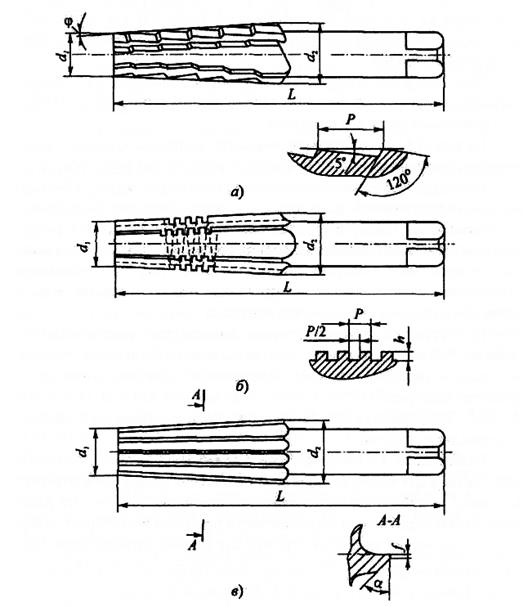
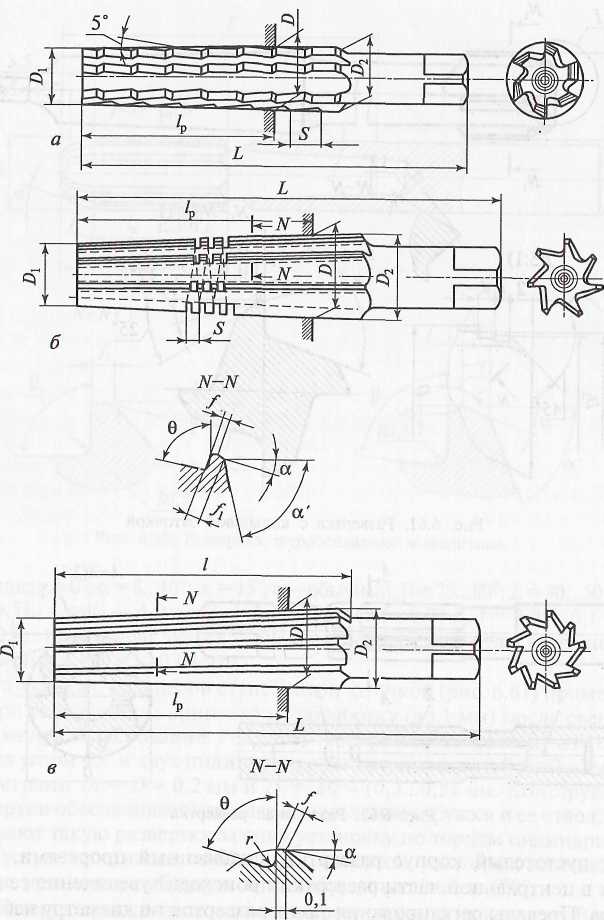
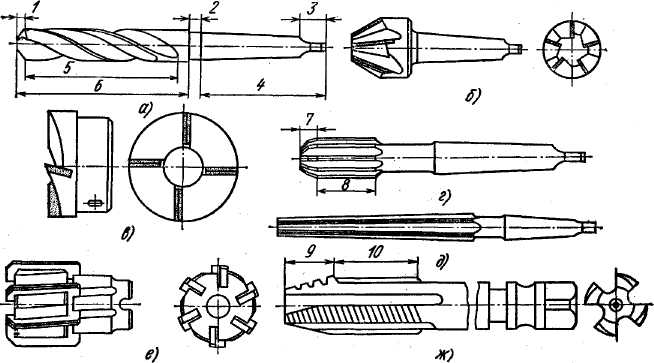
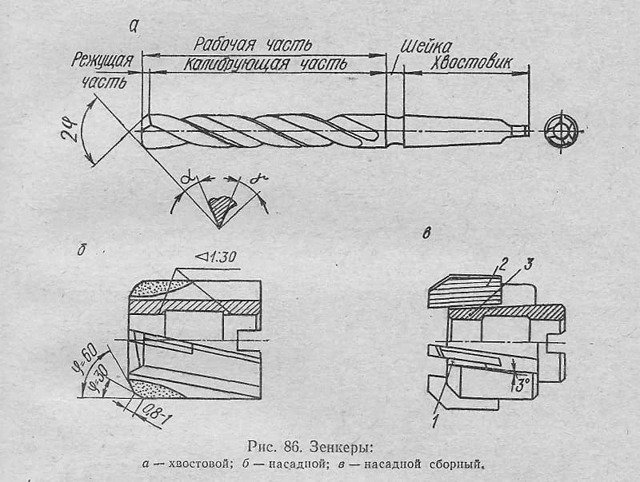
Стандартная развертка состоит из следующих частей:
- Рабочая часть – оказывает непосредственное воздействие на материал, формируется продольными зубьями.
- Переходная шейка – цилиндрическая зона инструмента, выступающая переходным звеном между предыдущей и следующей частями.
- Хвостовик – необходим для зажима инструмента в воротке, либо же патроне машинного оборудования.

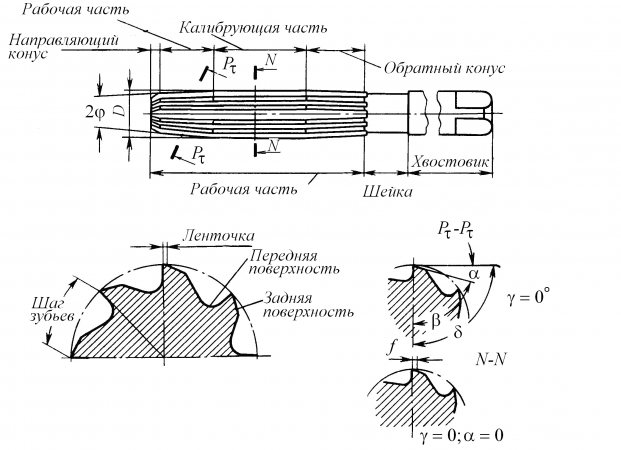
Рабочая часть делится на несколько зон, сформированных гранями зубьев:
- Заборная часть, в самом начале которой находится направляющий конус. В этой зоне на каждом зубе имеется до остра заточенная режущая кромка, выбирающая материал с внутренней части отверстия.
- Калибрующая часть – отвечает за калибровку отверстия. Тут грани зубьев образуют так называемую цилиндрическую ленточку (плоскую поверхность), повышающую размерную стойкость инструмента.
- Задний конус – место примыкания зубьев к переходной шейке.
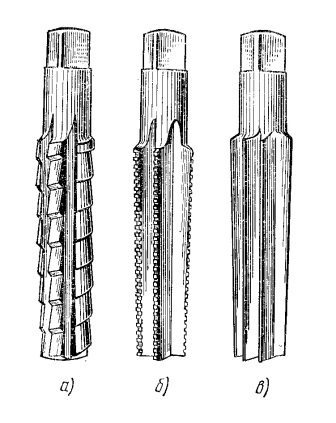
Между зубьями находятся канавки, отводящие стружку.
Они бывают прямые (встречаются чаще всего) и спиральные (винтовые, предпочтительны при работе с прерывистыми поверхностями).
В последнем случае направление винта, формируемого канавками, противоположно направлению вращения инструмента.
Так достигается устойчивость к заеданию и самозатягиванию.
Материал
При изготовлении развертки используется в основном инструментальная легированная сталь марки 9ХС, а также быстрорежущие стали P18 и P9.
Размеры
Цилиндрические ручные модели в длину достигают 80 – 360 мм, где рабочая часть занимает 40 – 190 мм.
Диаметр инструмента находится в пределах 3-50 мм, а длина режущей части составляет 4 – 10 диаметров.
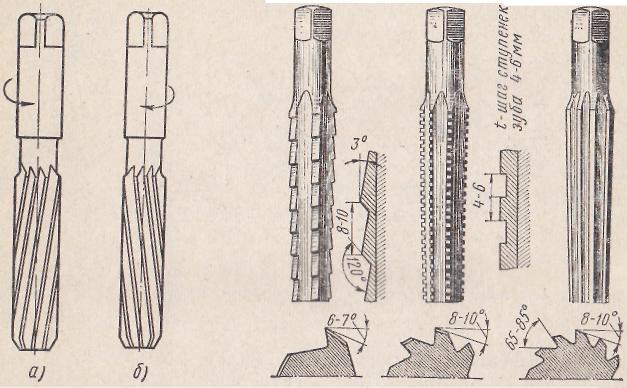
Величина переднего угла от 5° до 10°, а заднего от 5° до 12°.

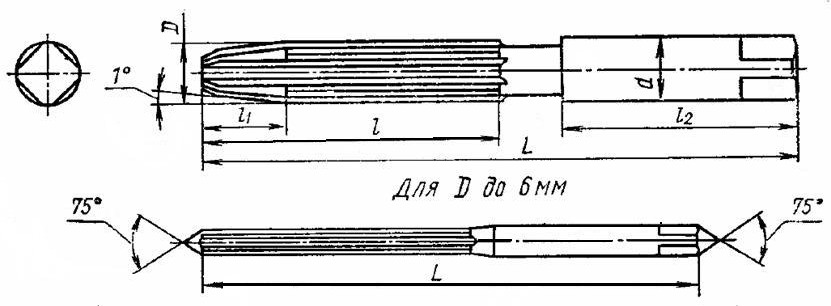
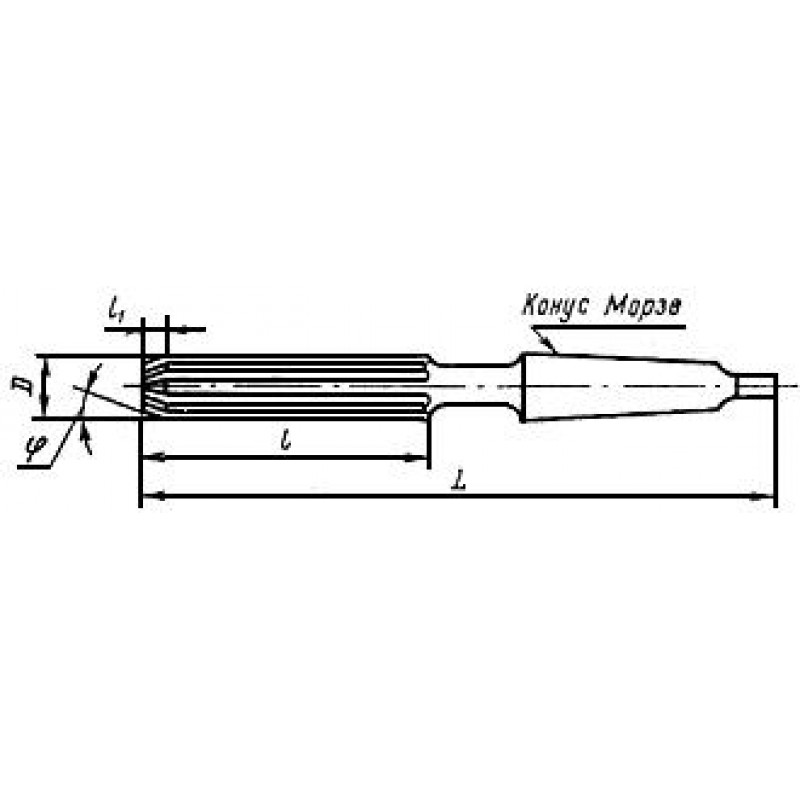
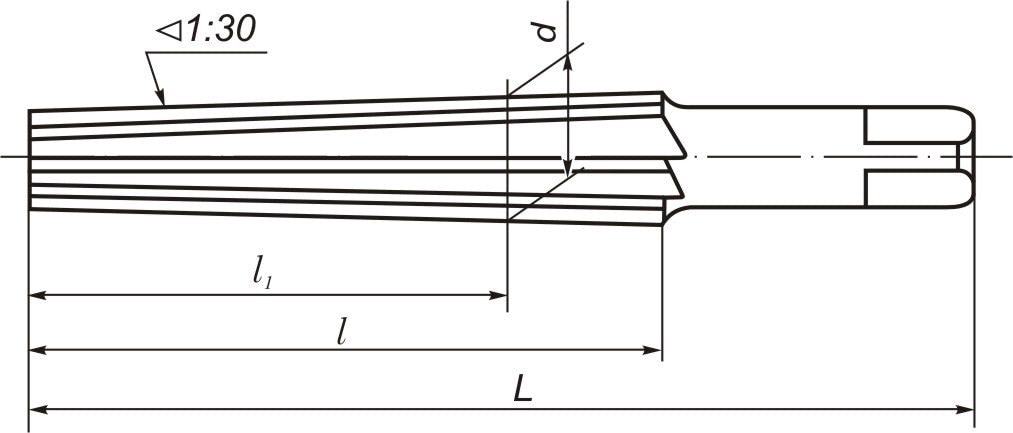
Длина конических ручных вариантов составляет 55 – 170 мм, из которых режущая часть занимает 24 – 90 мм.
Максимальный и минимальный диаметры конуса достигают соответственно 7,67 – 45,715 мм и 6,39 – 40,978 мм.
Что касается машинных разверток, кроме стандартных вариантов, существуют модели с удлиненной рабочей частью, конструкция и размеры которых указаны в ГОСТ 11175-70.
Развертки диаметром 1 – 120 мм с припуском под доводку обозначаются номерами от 1 до 6.
Такая нумерация устанавливает соответствие между номинальным диаметром инструмента и его предельным отклонениям.
Зубья
Количество зубьев варьируется в пределах 6 – 14 штук, однако, существуют варианты на 16 зубьев, которые применяются в основном на высокоточном оборудовании.
Вообще число зубьев зависит от их собственной жесткости, причем в обратной пропорции.
Чем их больше, тем выше чистота итогового отверстия, но хуже отводится стружка и ниже прочность каждого зуба.
В зависимости от наклона зубьев относительно оси вращения инструмента, развертка бывает прямозубая и косозубая.
Кроме того, разные модели могут иметь равный и разный шаг, то есть расстояние между соседними зубьями.
Что касается заточки, различают острозаточенные (остроконечные) и затылованные зубья.
Программа расчета в Excel длины развертки при гибке труб.
Для выполнения расчетов используем программу MS Excel. Можно воспользоваться табличным процессором Calc из свободно распространяемых пакетовApache OpenOffice илиLibreOffice.

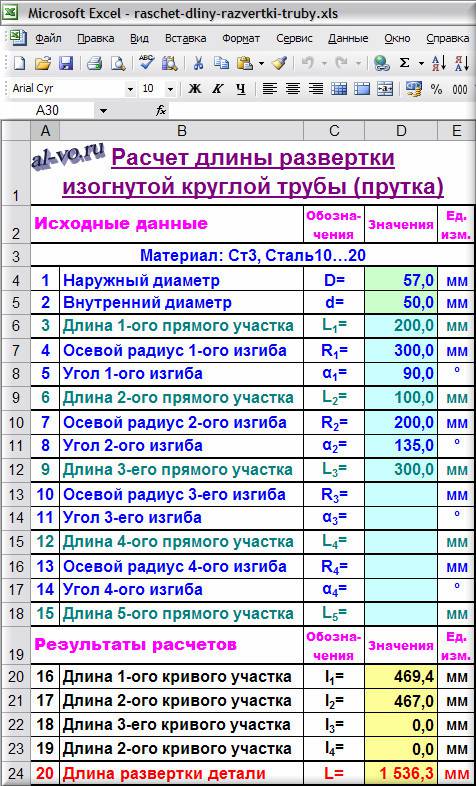
Исходные данные:
Положим, что в рассматриваемом примере деталь состоит из трех прямых и двух изогнутых участков (как на схеме вверху).
1.
Записываем наружный диаметр трубыD в миллиметрах
в ячейку D4: 57,0
2.
Значение внутреннего диаметра трубыd в миллиметрах заносим
в ячейку D5: 50,0
Внимание!!! Если рассчитывается длина развертки прутка сплошного круглого сечения, тоd=0!3. Длину первого прямого участкаL 1 в миллиметрах вводим
Длину первого прямого участкаL 1 в миллиметрах вводим
в ячейку D6: 200,0
4.
Осевой радиус сгиба первого кривого участкаR 1 в миллиметрах записываем
в ячейку D7: 300,0
5.
Угол сгиба первого кривого участкаα 1 в градусах пишем
в ячейку D8: 90,0
6.
Длину второго прямого участка деталиL 2 в миллиметрах вводим
в ячейку D9: 100,0
7.
Осевой радиус сгиба второго изогнутого участкаR 2 в миллиметрах записываем
в ячейку D10: 200,0
8.
Угол сгиба второго изогнутого участкаα 2 в градусах пишем
в ячейку D11: 135,0
9.
Длину третьего прямого участка деталиL 3 в миллиметрах вводим
в ячейку D12: 300,0
10-15.
Ввод исходных данных в Excel для нашего примера завершен. Ячейки D13…D18 оставляем пустыми.
Программа позволяет рассчитывать развертки деталей, содержащих до пяти прямых участков и до четырех изогнутых. Гибка трубы с большим количеством участков требует для расчета развертки незначительной модернизации программы.
Результаты расчетов:
16.
Длину первого изогнутого участкаL 1 в миллиметрах вычисляем
в ячейке D20: =ЕСЛИ(D7=0;0;ПИ()*D8/180*((4*D7^2-$D$4^2)^0,5+(4*D7^2-$D$5^2)^0,5)/4) =469,4
17.
Длину второго изогнутого участкаL 2 в миллиметрах вычисляем
в ячейке D21: =ЕСЛИ(D10=0;0;ПИ()*D11/180*((4*D10^2-$D$4^2)^0,5+(4*D10^2-$D$5^2)^0,5)/4) =467,0
18-19.
Так как в рассматриваемом примере нет третьего и четвертого кривых участков, то
в ячейке D22: =ЕСЛИ(D13=0;0;ПИ()*D14/180*((4*D13^2-$D$4^2)^0,5+(4*D13^2-$D$5^2)^0,5)/4) =0,0
в ячейке D23: =ЕСЛИ(D16=0;0;ПИ()*D17/180*((4*D16^2-$D$4^2)^0,5+(4*D16^2-$D$5^2)^0,5)/4) =0,0
20.
Общая длина развертки деталиL в миллиметрах суммируется
в ячейке D24: =D6+D9+D12+D15+D18+D20+D21+D22+D23 =1536,3
Длина развертки изогнутой трубы рассчитана с помощью программы MS Excel.
Заточка разверток
Затачивание режущего металлоинструмента должен осуществлять только мастер с опытом и высокой квалификацией. Так как развёртка считается чистовым инструментом, то качество её заточки должно быть идеальным. Это сложная операция, которую выполняют на специальном точильном станке. Зубья инструмента обрабатывают по классификации шероховатости не ниже 8-го или 9-го класса. Для точности очинивания углы развёртки проверяются угломером или с помощью специального микроскопа для инструментов. После обтачивания развёртку ещё обрабатывают методом доводки на профессиональном доводочном механизме.

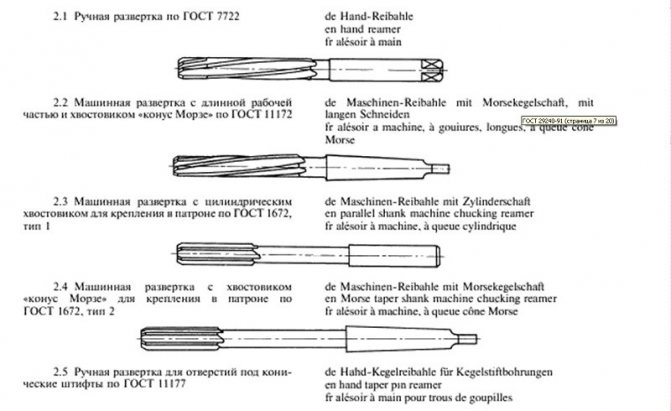
Основные типы
Рассматриваемый ручной инструмент (как и развертка машинная) нужен для того, чтобы формировать отверстия с требуемыми геометрическими параметрами. Обрабатывая с его помощью отверстия с различным уровнем качества предварительной обработки, можно получать поверхности, точность которых находится в диапазоне от первого до десятого класса. На качество и точность обработки, которую выполняют, используя как развертки машинные, так и ручные, оказывают влияние различные факторы. К наиболее значимым из таких факторов следует отнести:
- конструктивные особенности инструмента;
- степень заточки режущей кромки и уровень ее доводки;
- режимы, с которыми выполняется резание;
- величину припуска, который необходимо снять с обрабатываемой поверхности.

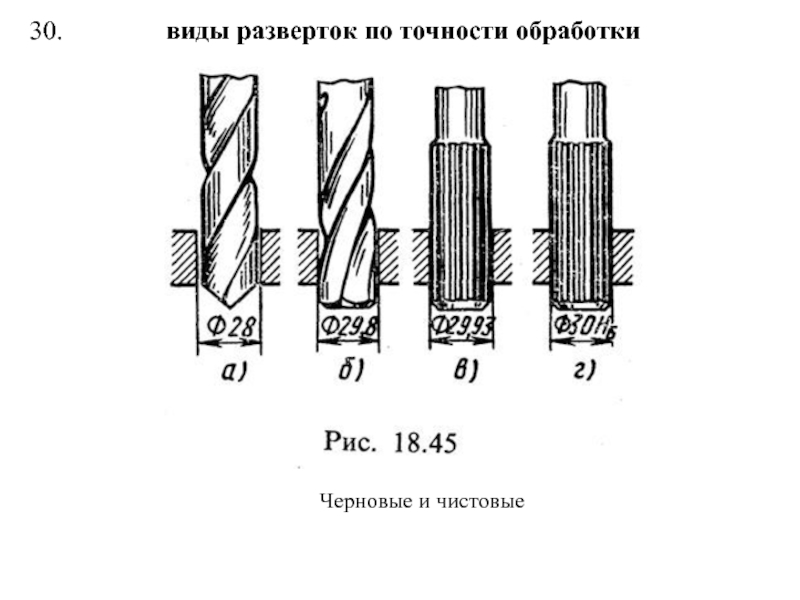
Для снятия слоя металла определенной толщины есть грубые и чистовые развертки, различающиеся типом и количеством зубьев
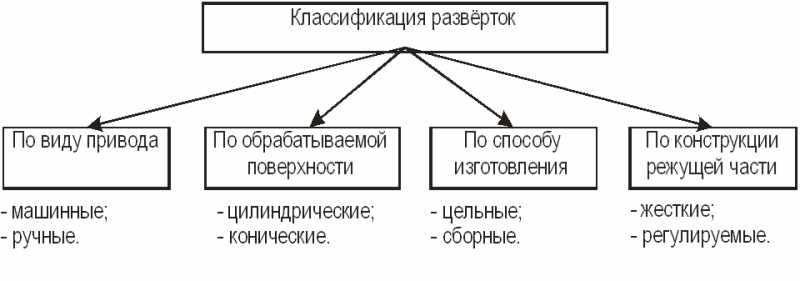
Разделение разверток на различные типы регламентирует ГОСТ, при этом параметрами, в зависимости от которых выполняется такое разделение, являются:
- тип обрабатываемого отверстия;
- способ закрепления инструмента в процессе обработки;
- конструктивные особенности режущих зубьев и их расположение на инструменте;
- возможность регулировки инструмента по размерам обрабатываемого отверстия;
- материал изготовления развертки.
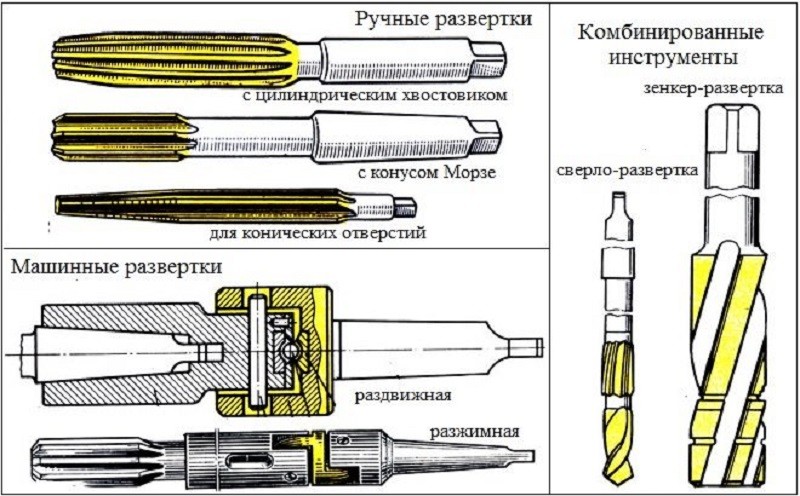
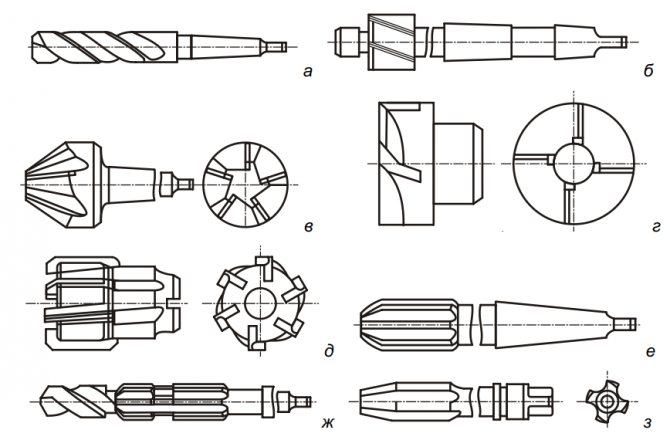
Наиболее универсальными типами инструментов, используемых для развертывания отверстий, являются разжимная или регулируемая развертка, а также развертка цилиндрическая, оснащенная специальным хвостовиком.

Устройство регулируемой развертки
ГОСТ 1672-80 Развертки машинные цельные. Типы, параметры и размеры
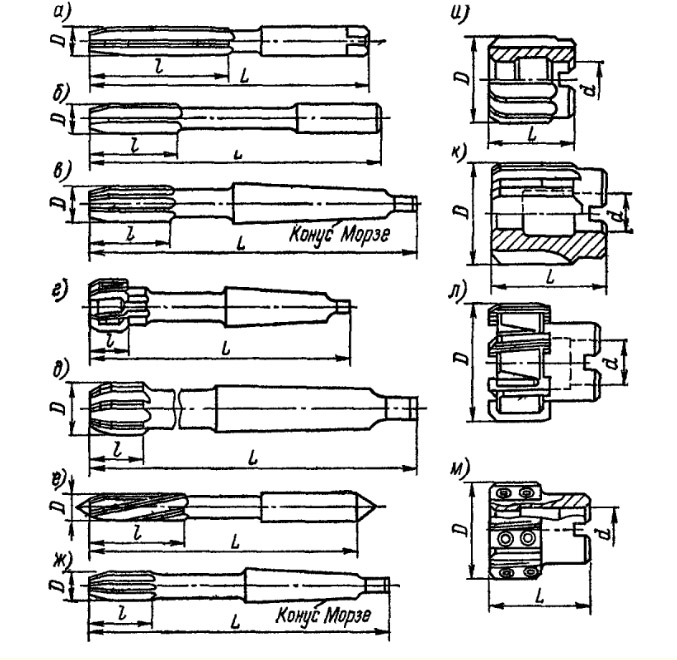
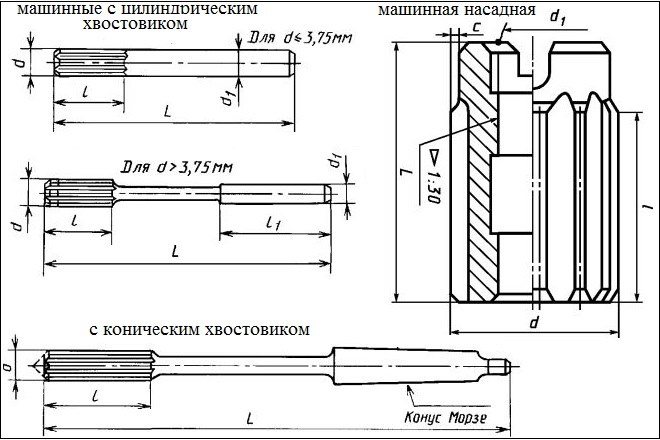
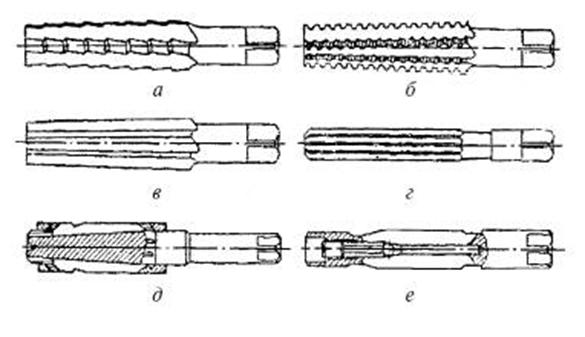
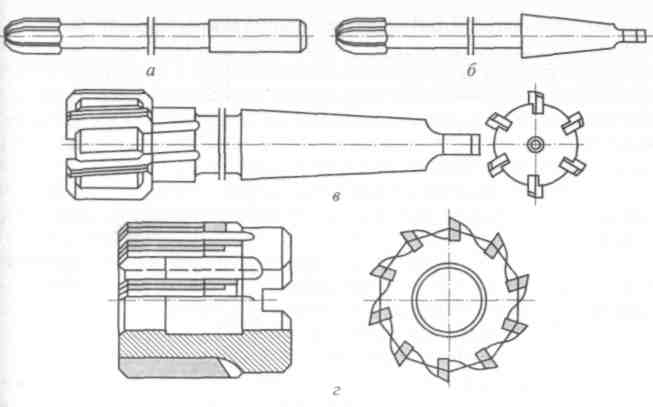
Развертки, применяемые для машинной обработки, также представлены большим разнообразием моделей. Среди таких инструментов, требования к конструкции и геометрическим параметрам которых регламентирует ГОСТ 1672-80, выделяют:
- цилиндрические машинные с коническим хвостовиком и насадными зубьями;
- со вставными зубьями;
- с напаянными пластинами из твердого сплава в качестве режущих зубьев.
Развертки машинные цельные
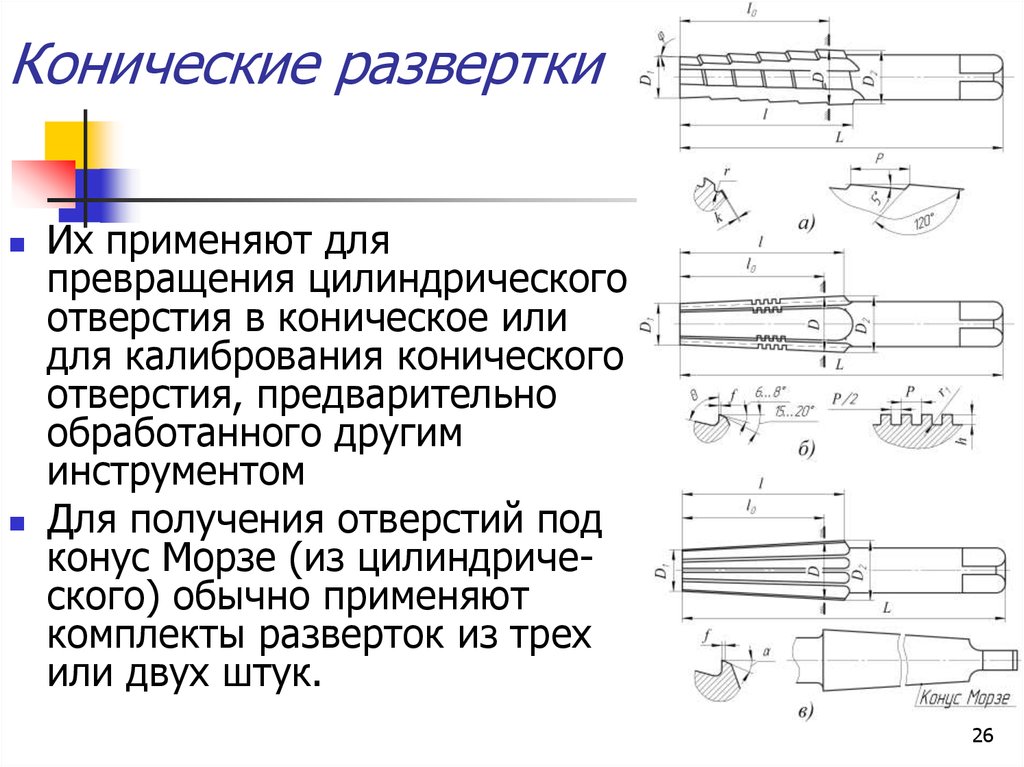
Стандарт описывает не только цилиндрические развертки, ГОСТ 1672-80 также оговаривает требования к инструменту конического типа. Такие развертки, при помощи которых обрабатываются конусные поверхности, тоже представлены в большом разнообразии моделей. В частности, развертки конические используются для обработки отверстий:
- для конусных штифтов;
- предназначенных для нарезания конусной резьбы;
- выполненных по стандарту «конус Морзе»;
- метрических конусных;
- с конусностью 1:30 и др.
Развертка для окончательной обработки конических отверстий в изделиях из конструкционной стали и чугуна
Из разверток машинного типа наибольшее распространение получили мелкоразмерные инструменты с утолщенным хвостовиком, требования к характеристикам которых также указывает ГОСТ 1672-80.
В ГОСТе на развертки оговариваются не только геометрические параметры самого инструмента, но и поля допусков отверстий, которые можно обрабатывать с его помощью.
ТЕХНОКОМ | Калькулятор усилия гибки онлайн
Калькулятор расчета необходимого усилия листогибочного пресса позволяет просчитать необходимый тоннаж. Полезен для технологов и инженеров для общей проработки возможностей своего оборудования или подбора листогибочного пресса для выполнения определенной гибки по параметрам. Позволяет получить общие справочные значения в считанные секунды без сложного обсчета, в том числе для дальнейшего подбора гибочного инструмента или размещения заказов по гибке.
Легенда
F (усилие, тоннаж), тонн — общее необходимое усилие для осуществления гибаS (толщина), мм — толщина материала (листа) для гибкиV (открытие), мм — открытие матрицыh (длина полки), мм — минимальная необходимая длина для прямой остаточной полки детали после гибкиL (длина гибки), мм — основная длина гибки детали (параллельна ширине листогибочного пресса)R (радиус), мм — внутренний радиус гибаTS (предел прочности) — предел прочности материала детали для гибки
Внимание!
Данный калькулятор предназначен исключительно для получения ориентировочной справочной информации и не может являться эффективным инструментомдля точных расчетов и составления технических заданий. Для получения точных и достоверных значений необходимо консультироваться со специалистами.
Таблица по усилиям гибки для листогибочного пресса
Нижеприведенная таблица отображает примерное справочное усилие в соответствии с открытием матрицы, минимальной полкой, толщиной металла и радиусом. Данная таблица действительна для 1 метра конструкционной стали
| V | H min | R | 0,5 | 0,8 | 1 | 1,2 | 1,5 | 1,8 | 2 | 2,5 | 3 | 3,5 | 4 | 4,5 | 5 | 6 | 7 | 8 | 9 | 10 | 12 | 15 | 18 | 20 |
| 6 | 5 | 1 | 2,5 | 6,5 | 10 | |||||||||||||||||||
| 8 | 6 | 1,3 | 2 | 5 | 8 | 11 | ||||||||||||||||||
| 10 | 7 | 1,7 | 1,5 | 4 | 6 | 9 | 13 | |||||||||||||||||
| 12 | 9 | 2 | 3 | 5 | 7 | 11 | 16 | |||||||||||||||||
| 15 | 12 | 2,7 | 4 | 6 | 9 | 13 | 16 | |||||||||||||||||
| 20 | 15 | 3,3 | 4 | 7 | 10 | 13 | 19 | |||||||||||||||||
| 26 | 18 | 4,2 | 5 | 7,5 | 10 | 14 | 21 | |||||||||||||||||
| 30 | 22 | 5 | 6,5 | 8 | 12 | 19 | 24 | |||||||||||||||||
| 32 | 23 | 5,4 | 7,5 | 11,6 | 17 | 23 | 30 | |||||||||||||||||
| 37 | 25 | 5,8 | 10 | 14,5 | 20 | 26 | 33 | |||||||||||||||||
| 42 | 29 | 6,7 | 13 | 17 | 23 | 29 | 35,5 | |||||||||||||||||
| 45 | 32 | 7,5 | 16 | 21 | 27 | 33 | 48 | |||||||||||||||||
| 50 | 36 | 8,3 | 19 | 24 | 30 | 43 | 58 | |||||||||||||||||
| 60 | 43 | 10 | 20 | 25 | 36 | 49 | 64 | |||||||||||||||||
| 70 | 50 | 11,5 | 21 | 31 | 42 | 55 | 69 | |||||||||||||||||
| 80 | 57 | 13,5 | 27 | 37 | 48 | 60 | 75 | |||||||||||||||||
| 90 | 64 | 15 | 32 | 42 | 54 | 66 | 95 | |||||||||||||||||
| 100 | 71 | 17 | 38 | 48 | 60 | 86 | 134 | |||||||||||||||||
| 130 | 93 | 22 | 37 | 46 | 66 | 103 | 149 | |||||||||||||||||
| 180 | 130 | 30 | 33 | 48 | 75 | 107 | 133 | |||||||||||||||||
| 200 | 145 | 33 | 43 | 67 | 97 | 119 | ||||||||||||||||||
| 250 | 180 | 42 | 54 | 77 | 95 |
www.technocom-rus.ru
Как пользоваться ручными, механическими, регулируемыми и разжимными развертками
Рассмотрим особенности инструментов.
Как пользоваться ручными развертками
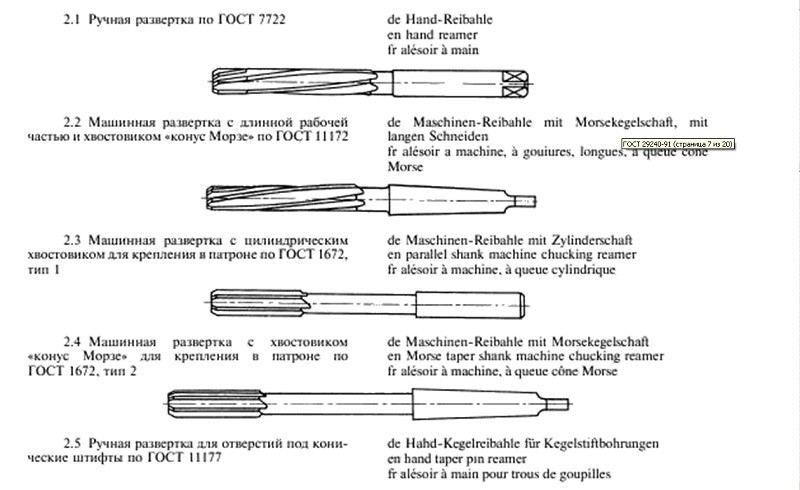
Ручные развертки по металлу изготавливаются по ГОСТу 7722-77. Размерный ряд — 3–58 мм. Шаги могут варьироваться.
При выборе ручных разверток по металлу мастера обращают внимание на следующие параметры
- Габариты инструмента.
- Количество зубьев.
- Равномерность их распределения.
- Тип режущей части.
- Профиль канавок.
- Тип зажимной части.
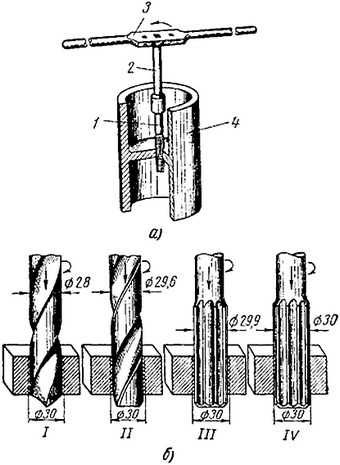
Развертывание отверстий ручным инструментом производится при помощи воротка. Для его закрепления на конце хвостовика имеется специальный паз. Обычно все происходит по такой схеме.
- Выполняются разметка и накернивание.
- Отверстие высверливается.
- Развертка закрепляется в воротке, смазывается и вставляется в отверстие.
- Для его развертывания инструмент вращают по часовой стрелке.
- Финальный этап — проверка параметров отверстия при помощи калибра.
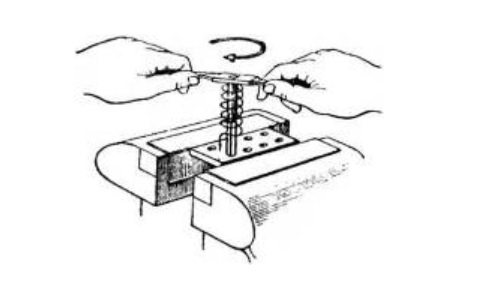
Изображение №2: развертывание отверстий ручной разверткой
Расскажем о важных особенностях.
- Ручные развертки очень эффективны. Режущие зубья имеют острые грани по всей длине.
- Диаметры передних поверхностей рабочих частей уменьшены. Инструменты легко входят в заранее подготовленные отверстия нужных диаметров.
- При увеличении количества режущих кромок повышается качество обрабатываемых отверстий.
- Развертывать отверстия необходимо плавно. Не ускоряйтесь даже при легком ходе. Избегайте рывков.
- В обратную сторону развертку вращать нельзя. Это приводит к поломке режущих кромок, а также к появлению задиров в отверстиях.
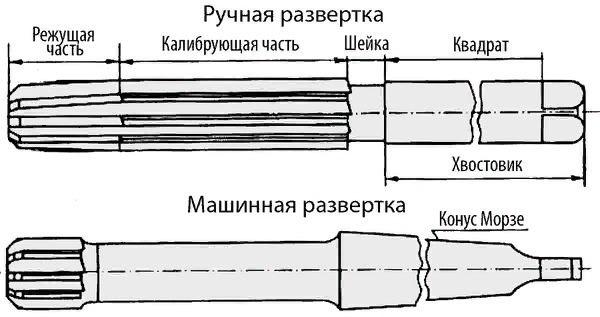
Как пользоваться машинными развертками
Машинные развертки закрепляют в патронах токарных, сверлильных и фрезерных станков. Эти инструменты имеют короткие рабочие части с крутыми углами передних кромок (до 45°). Машинное развертывание существенно повышает производительность труда.
Для обработки отверстия нужно закрепить развертку, добавить СОЖ и совместить оси. Далее необходимо задать нужную скорость вращения и запустить оборудование.
Машинные развертки и их применение имеют следующие особенности.
- Инструменты имеют большое количество режущих кромок. Качество получаемых отверстий находится на очень высоком уровне.
- Машинное развертывание требует компенсации биения шпинделя. Для устранения этого негативного фактора служат шарнирные оправки.

Фотография №6: машинное развертывание
Обработка производится на высоких скоростях. Машинные развертки имеют повышенную износостойкость. Развертка позиционируется точно. За счет этого инструмент плавно входит в отверстие. На все зубья оказывается одинаковой давление. Это значительно повышает точность и минимизирует биение. Скорость при развертывании меньше, чем при сверлении, примерно в 2–3 раза. Инструменты не перегреваются. Машинное развертывание требует использования значительного количества смазывающе-охлаждающей жидкости.



Как пользоваться регулируемыми развертками
Регулируемые развертки позволяют изменять наружные диаметры режущих частей под конкретные диаметры отверстий. Это особенно полезно при обработке отверстий с дробными диаметрами.
При помощи небольших регулируемых разверток можно изменять диаметр в пределах до 1 мм. У крупногабаритных инструментов диапазоны настройки расширяются. Диаметры можно варьировать в пределах до 3 мм.

Фотография №7: регулируемая развертка по металлу
Регулируемые развертки используют так же, как и обычные. Основное отличие заключается в том, что инструменты этого типа оснащают сменными ножами, которые надежно фиксируются клиновыми вставками с накладками. Настройка производится при помощи контргайки. При затягивании диаметр обработки увеличивается, а при ослаблении — уменьшается. После настройки диаметр выверяется при помощи штангенциркуля и микрометра.
Как пользоваться разжимными развертками
Их еще называют раздвижными.

Фотография №8: разжимная развертка по металлу
Внутри такой развертки есть шарик и винт. При его закручивании шарик перемещается и распирает грани инструмента. Диаметр немного увеличивается. Использование разжимных разверток позволяет увеличивать диаметры обработки на 0,15–0,5 мм.
При закручивании винтов не рекомендуется прилагать слишком большие усилия. Корпус развертки может треснуть.
Классификация инструмента
Классификация разверток может проходит по самому большом количеству самых разных признаков.

Определенные виды разверток по ГОСТ
Анализируя виды разверток необходимо учесть, что классификация проходит согласно ГОСТ:
- Материал, используемый во время изготовления весомой части изделия.
- Особенности конструкции кромки резки и лент, а еще их расположение по отношению друг к другу.
- Вид отверстия, какое может подвергаться отделке.
- Способ закрепления в воротке или станке.
- Возможность регулирования по размеру отверстия, какое будет склонно отделке.
Развертка ручная имеет собственные конкретные характерности, которые дают возможность прикреплять инструмент в специализированном воротке
Современная развертка машинная имеет собственные особенности конструкции, которые необходимо брать во внимание при подборе инструмента
Огромной популярностью пользуются следующие варианты выполнения:
- Откатная развертка обрела очень обширное распространение, так как может использоваться для обработки отверстий разных диаметров. Развертка разжимная с шариком дает возможность достигать большой точности размеров и требуемых критериев шероховатости поверхности.
- Варианты выполнения с конусообразным хвостовиком также стали широко распространены из-за причины высокой многофункциональности. Зубья могут быть сделаны в насадном виде.
- Развертка винтовая как правило имеет напаянные пластины. Делаются они при использовании твёрдых сплавов, которые могут держать долгое влияние механики и при этом не сильно греться.
Как раньше было отмечено, рассматриваемый инструмент можно использовать для обработки конусообразных отверстий. Комбинированная развертка может использоваться для работы с такими типами отверстий:
- Конусные штифты.
- Метрические конусы.
- Резьба, которая расположена на конусообразной поверхности.
- Поверхности, сделанные стандартно «конуса Морзе».
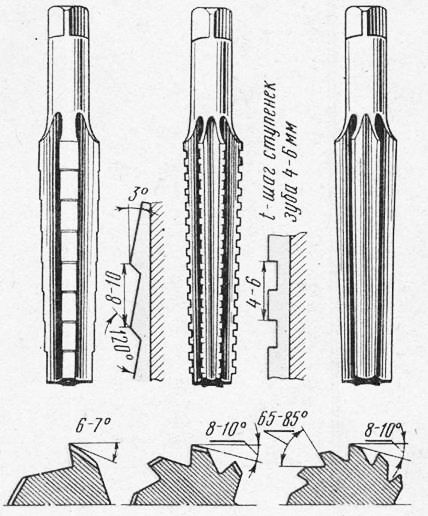
Ступенчатые развертки используются для получения более современных отверстий. Например, двухступенчатая развертка может поделить припуск, увеличив качество поверхности.
По методу применения выделяют следующие варианты выполнения изделий:
- Ручные – вариант выполнения, предназначенного для отделки ручным способом деталей. С частью работы, в основном, используется и вороток. Он предназначается для передачи вращения. Необходимо учесть, что ручной вариант выполнения предназначается для снятия меньшего слоя.
- Механический – для использования со станками или устройством, которое питается от сети. За счёт его использования можно значительно сделать быстрее обработку.

Типы разверток по металлу
Твердосплавные развертки по металлу сегодня получили очень большое распространение. Связывают это с тем, что используемые твёрдые сплавы способны выдержать продолжительную эксплуатацию и при этом поверхность не снашивается. В основном, собственно износ кромки резки оказывается основой снижения качества поверхности.
По виду отверстия которое обрабатывается
Обрабатываемые отверстия могут иметь самую разную геометрию поверхностей. Широкое распространение получили:
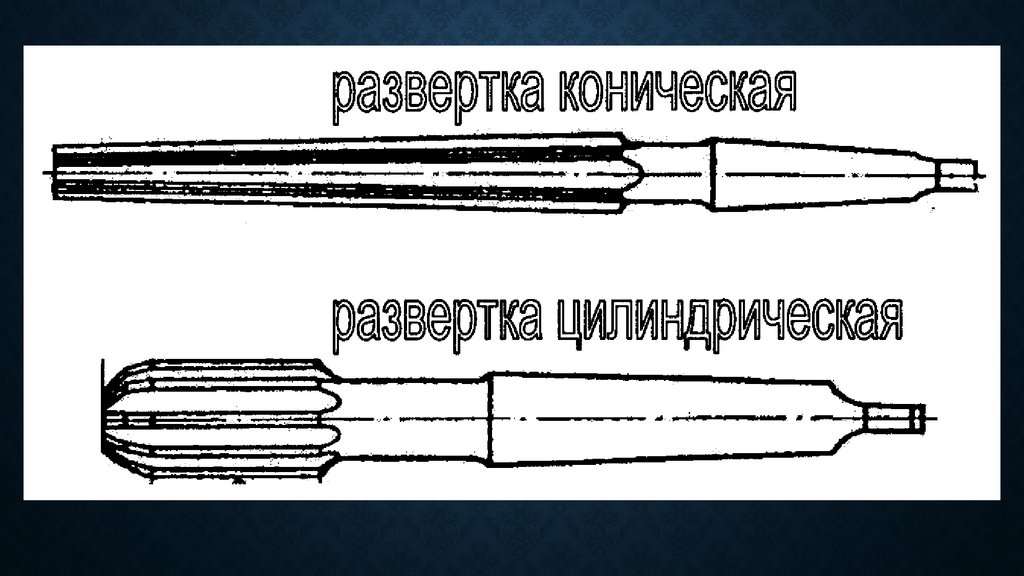
- Цилиндрические отверстия. Они отличаются тем, что две поверхности находятся параллельно по отношению друг к другу.
- Конусообразные отверстия. В данном случае интеллигентная полость может сужаться. При этом наклонный угол может значительно различаться.
Развертка конусообразная выбирается для всех заготовок. Связывают это с тем, что наконечник должен подходить форме конуса. Конусная поверхность довольно трудна в отделке, и только при использовании соответствующего изделия можно достичь необходимой формы и качества.
Развертка цилиндрическая имеет самую обычную форму, встречается аналогичный инструмент очень часто.
Процесс развертывания отверстий
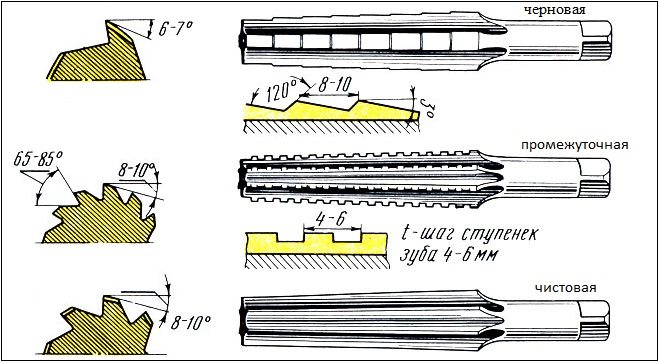
Развёртывание отверстий нужно, чтобы оформить точную по форме пройму в изделии из металла с допустимой шероховатостью от 0,16 до 1,125 микромиллиметров. Процесс развёртывания выполняют с помощью развёртки. Размер инструмента подбирают в соответствии с диаметром отверстия. Сначала в заготовке просверливают черновое отверстие. Потом закрепляют эту заготовку так, чтобы оснастка смогла свободно пройти через изделие с отверстием. Для черновой развертки иногда используют минеральные масла для смазки поверхностей инструмента и заготовки. После чернового развёртывания в отверстие вставляется чистовой инструмент, и операция повторяется заново, до нужного качества.
Классификация инструмента
Классификация разверток может проводится по самому большом количеству различных признаков.
Некоторые виды разверток по ГОСТ
Рассматривая виды разверток следует учитывать, что классификация проводится согласно ГОСТ:
- Материал, применяемый при изготовлении основной части изделия.
- Конструктивные особенности режущей кромки и лент, а также их расположение относительно друг друга.
- Тип отверстия, которое может подвергаться обработке.
- Способ закрепления в воротке или станке.
- Возможность регулирования по размерам отверстия, которое будет подвержено обработке.




Развертка ручная имеет свои определенные особенности, которые позволяют закреплять инструмент в специальном воротке. Современная развертка машинная имеет свои конструктивные особенности, которые нужно учитывать при выборе инструмента.
Читать также: Классификация и конструктивные особенности фрезерных станков
Наибольшей популярностью пользуются следующие варианты исполнения:
- Раздвижная развертка получила весьма большое распространение, так как может применяться для обработки отверстий различного диаметра. Развертка разжимная с шариком позволяет достигать высокой точности размеров и требуемых показателей шероховатости поверхности.
- Варианты исполнения с коническим хвостовиком также получили широкое распространение по причине высокой универсальности. Зубья могут быть выполнены в насадном виде.
- Развертка винтовая может иметь напаянные пластины. Изготавливаются они при применении твердых сплавов, которые могут выдерживать длительное механическое воздействие и при этом не перегреваться.
Как ранее было отмечено, рассматриваемый инструмент можно применять для обработки конических отверстий. Комбинированная развертка может применяться для работы со следующими типами отверстий:
- Конусные штифты.
- Метрические конусы.
- Резьба, которая находится на конической поверхности.
- Поверхности, выполненные по стандарту «конуса Морзе».
Ступенчатые развертки применяются для получения более качественных отверстий. К примеру, двухступенчатая развертка может разделить припуск, увеличив качество поверхности.
По способу использования выделяют следующие варианты исполнения изделий:
- Ручные – вариант исполнения, который предназначен для ручной обработки деталей. С рабочей частью, как правило, применяется и вороток. Он предназначен для передачи вращения. Стоит учитывать, что ручной вариант исполнения предназначен для снятия меньшего слоя.
- Механический – для применения со станками или устройством, которое питается от электричества. За счет его применения можно существенно ускорить обработку.

Типы разверток по металлу
Твердосплавные развертки по металлу сегодня получили весьма широкое распространение. Это связано с тем, что применяемые твердые сплавы могут выдержать длительную эксплуатацию и при этом поверхность не изнашивается. Как правило, именно износ режущей кромки становится причиной снижения качества поверхности.
По виду обрабатываемого отверстия
Обрабатываемые отверстия могут иметь самую различную геометрию поверхностей. Большее распространение получили:
- Цилиндрические отверстия. Они характеризуются тем, что две поверхности находятся параллельно относительно друг друга.
- Конические отверстия. В этом случае образованная полость может сужаться. При этом угол наклона может существенно отличаться.
Развертка коническая подбирается для каждой заготовки. Это связано с тем, что наконечник должен соответствовать форме конуса. Конусная поверхность довольно сложна в обработке, и только при применении соответствующего изделия можно достигнуть требуемой формы и качества.
Развертка цилиндрическая имеет более простую форму, встречается подобный инструмент довольно часто.
Юный техник — для умелых рук 1986-12, страница 15
Секреты мастерства 3ВG3ДЧЯТЫв
МНОГОГРАННИКИ
Приглашаем вас на необычный урок геометрии, где вы научитесь построению звездчатых многогранников. В основе их лежат строгие математические закономерности.
Изготовив хотя бы одну такую звезду, вам, наверное, захочется «открыть» и другие. Своим разнообразием эти геометрические фигуры напоминают фантастические звезды, планеты, астероиды. Причем среди них, вероятно, есть и такие, которые еще никому не удавалось рассчитать и построить. Может, это Сделаете вы? Только начинать работу надо с азов.
Познакомившись с техникой изготовления простых звездчатых многогранников, вы сможете украсить рукотворными звездами актовый зал школы для новогоднего бала, свою комнату, елку. А почему бы не подарить такую звездочку ветерану, другу, не устроить выставку, где вы посоревнуетесь с друзьями в фантазии?
С глубокой древности математикам были известны пять выпуклых многогранников, которые называют Платоновыми телами. Это известные, наверное, каждому школьнику тетраэдр, гексаэдр, октаэдр, икосаэдр, додекаэдр. Этим фигурам в древности приписывали магические свойстза, они олицетворяли землю, воздух, воду, солнце, космос. Их только пять, больше при всем желании не придумаешь.
Каждая из этих фигур образована одинаковыми равносторонними многоугольниками: треугольниками, квадратами, пятиугольниками. Они и являются основой для построения любых звездчатых многогранников.
На рисунках 1—5 изображены пять простых многогранников: тетраэдр, гексаэдр, октаэдр, икосаэдр, додекаэдр. Здесь же даны чертежи их граней и возможные варианты разверток для их склейки. Такие грани довольно просто построить, зная основы геометрии.
Элементы для построения звездчатых фигур в основном такие же, только здесь каждая звезда может состоять и из разных граней (см. стр. 16).
Например, фигуры 6, 7, 8 составлены из одинаковых граней, а вот фигуры 9 и 10 — из двух видов граней. Из нескольких граней можно склеить заготовку для одной из вершин звезды, а после соединить их. Чаще всего грани образованы треугольниками либо квадратами. Сложнее форма граней, показанных на рисунках 8, 9, 10.
По приведенным здесь разверткам получится одна из вершин звезды. Остальные делаются так же.
У звезд 6, 7 и 8 все грани для одной заготовки одинаковы. У звезд 9 и 10 по две формы заготовок и, естественно, две формы вершин.
При изготовлении звезд по рисункам 9 и 10 вы убедитесь, что они получаются из взаимного пересечения двух видов более простых звезд. Так, звезда на рисунке 9 составлена из звезд 6 и 7; а звезда на рисунке 10 — из звезд 7 и 8-
Для изготовления звезд лучше всего применять тонкий цветной картон, наборы которого продаются в магазинах канцтоваров. Можно использовать плотную ватманскую бумагу, отходы от упаковок из картона. Для склеивания применяйте клей ПВА.
Из инструментов вам понадобятся: металлическая линейка, остро заточенный твердый карандаш, шило, чертилка или запиленный под шило гвоздь, вставленный в цанговый карандаш, кисть или тонкая вязальная спица для нанесения клея, ножницы прямые с острыми концами, большие и маленькие, и подкладка из картона, на которой вы будете работать.
Из плотной бумаги или картона сначала изготовьте шаблон одной грани, а лучше — заготовки целиком. С приведенных на наших рисунках разверток переколите их контуры. На изнаночной стороне картона соедините метки карандашом, а потом проведите по полученным линиям кончиком шила.
У каждой заготовки оставьте припуск (клапан) для склейки заготовок по ребрам. Согните заготовки по линиям сгиба на лицо, используя линейку.
Изготовиз полный комплект заготовок, приступайте к склейке вершин. Сначала нужно склеить каждую вершину отдельно. Клей наносится на края граней и на оставленный клапан, детали плотно прижимаются друг к другу до высыхания. После этого можно раскрасить одинаковые вершины. Причем у звезд 9 и 10 вершины разной формы должны быть разного цвета.
Для окончательной сборки звезды осталось склеить вершины друг с другом. При этом некоторые клапаны окажутся лишними, их обрезают. Клеить надо так, чтобы все клапаны оказались внутри. Если развертка выкроена правильно, каждая вершина точно встает на свое место. Трудно бывает приклеить последнюю вершину, но подумав, вы найдете выход из положения.
На этом можно было бы и закончите статью. Но все-таки хочется не ограничиваться рекомендациями, с которыми вы познакомились выше. Попробуйте придумать свою звезду! Какой она получится, посмотрим. Ждем от вас сообщений.
А. БИРЮКОВ, г. Курск Рисунки М. СИМАКОВА

15
■
Различия между ручными и машинными развертками
Инструмент, используемый для выполнения развертывания, как уже говорилось выше, может быть ручным или машинным. К наиболее важным параметрам, на которые ориентируются при выборе разверток, относятся тип и калибр их режущей части, количество зубьев и их направленность, углы резания и неравномерность шага расположения зубьев, а также профиль канавок и конфигурация зажимной части инструмента.
Рабочая часть ручного инструмента имеет цилиндрическую форму, режущие зубья, которые на ней располагаются, отличаются острыми гранями по всей своей длине. Выпускается такой инструмент в диапазоне диаметров 3–58 мм, с шагом, соответствующим 1 мм. Кроме того, ручные инструменты для развертывания могут выпускаться с шагом, равным 3,5; 4,5; 6,5 (вплоть до 15,5 мм). Специалисты, как правило, стараются иметь в своем распоряжении целый набор разверток, чтобы выполнять при помощи такого инструмента обработку отверстий любого диаметра.

Ручная коническая развертка
Вопрос о том, как сделать развертку отверстия при помощи ручного инструмента, как правило, не возникает. Для этого необходимо иметь в своем распоряжении не только сам инструмент, но и вороток, в котором он фиксируется посредством своего хвостовика с квадратным поперечным сечением конечной части.
Передний конец рабочей части ручных разверток – заход – отличается меньшим диаметром, чем размер поперечного сечения основной режущей части. Такая особенность конструкции нужна для того, чтобы обеспечить более легкий заход инструмента в обрабатываемое отверстие. Заметить эту разницу в диаметрах основной рабочей части и переднего конца инструмента можно даже на фото ручной развертки.
Точность геометрических параметров обрабатываемого отверстия, а также чистота формируемой поверхности зависят от того, какое количество режущих зубьев имеется на рабочей поверхности развертки. Качество выполняемой обработки будет тем выше, чем большим количеством зубьев оснащена развертка. Между тем использование инструмента с большим количеством режущих зубьев имеет и свои минусы, основной из которых заключается в том, что в таком случае затрудняется отвод стружки из зоны обработки.

Точность изготовления отверстий развертыванием
Преимущественное большинство разверток, используемых для ручной обработки, имеют режущие зубья прямой формы, но есть и модели инструментов, рабочие зубья которых расположены по винтовой линии. Применение инструмента с винтовым расположением режущих зубьев целесообразно в тех случаях, когда отверстия, которые необходимо обработать, сформированы прерывистой поверхностью по своей длине.
Задаваясь вопросом о том, как сделать развертку отверстия при помощи инструмента машинного типа, следует иметь в виду, что для этого необходимо использовать уже не вороток, а оборудование, в шпинделе которого и фиксируется с помощью своего хвостовика такой инструмент. Конусные хвостовики стандартизированы, и их геометрические параметры зависят от диаметра самой развертки.

Рабочая часть машинной развертки, оснащенной твердосплавными напаиваемыми пластинами
Для изготовления машинного инструмента, который в процессе обработки испытывает значительные механические нагрузки, используется быстрорежущий металлический сплав. Лучшим по качеству использованного металла считается машинный инструмент, сделанный еще в советские времена, но найти его в свободной продаже сегодня достаточно проблематично.
Зачем необходимы развертки регулируемого типа? Такой вопрос часто возникает у начинающих специалистов по металлообработке. При помощи такого инструмента с регулируемым диаметром рабочей части выполняют обработку отверстий, размеры поперечного сечения которых соответствуют не целому числу (допустим, 10 или 16 мм), а дробному значению. Диметр рабочей части такого инструмента изменяется достаточно просто, для этого используются обычные гаечные ключи, при помощи которых ослабляют и закручивают регулировочные гайки, специально предусмотренные в конструкции развертки.





