
Заточка дисков
Опытный мастер обычно сразу понимает, когда зубцы начинают приходить в негодность. Это можно определить по следующим признакам:
Если зубцы затупились, желательно заточить пилу как можно быстрее. Многие домашние мастера ошибочно считают, что получить травму от острой пилы можно гораздо быстрее, чем от тупой. На самом деле, дело обстоит с точностью до наоборот. Такой парадокс объясняется просто: когда пильщик орудует тупой пилой, ему приходится прикладывать физическую силу. Если неправильно рассчитать силу или приложить ее не в том направлении, травмировать кисть руки очень легко. А если пильщик орудует хорошо заточенным инструментом, никаких усилий прикладывать не требуется, главное – точные и аккуратные движения.
При помощи специального станка
Конечно, проще всего заточить дисковую пилу на специальном станке промышленного производства. Такие станки стоят довольно дорого. Приобретать точильный станок для личного пользования выгодно только в том случае, если домашний мастер работает ежедневно и перепиливает большие объемы древесины. А также услуги по заточке предоставляются во многих специализированных магазинах
. Станок для заточки пил чем-то отдаленно напоминает гончарный круг, на котором вертится пильный диск, размещенный строго в горизонтальной плоскости. Процесс заточки состоит из следующих этапов:
Затачивать пильные диски на станке очень удобно. Главное – соблюдать технику безопасности и ни в коем случае не поправлять пильный диск, пока станок работает. Все манипуляции с диском производят только при выключенном точильном станке.
Самостоятельная заточка
Многие домашние умельцы прекрасно справляются с заточкой дисковых пил без специального станка. Большинство владельцев циркулярных пил давно привыкли затачивать пильные диски на весу, при помощи обыкновенного напильника или других подручных инструментов для заточки. Однако, этот метод весьма неудобен и травмоопасен. К тому же при ручной заточке можно случайно пропустить отдельные зубцы. Поэтому применять этот метод не стоит.
Бывалые пильщики обычно мастерят для заточки пил круглую деревянную подставку, на которой и размещается пильный диск. Принцип действия таких мини-станков примерно такой же, что и принцип действия станков промышленного производства.
Мастера считают, что перед заточкой пильные диски должны быть немного влажными – это значительно облегчает заточку. Для этого точильщики смачивают пильные диски водо
й и различными химическими веществами. Однако, эксперты утверждают, что на самом деле такой метод приносит только вред. Любая жидкость разъедает металл и вызывает его коррозию, то есть способствует появлению ржавчины.
Во время самостоятельной заточки нужно быть внимательным, чтобы не пропустить ни один зубец. Даже если затупилось всего несколько зубчиков, а остальные остались острыми, точить нужно абсолютно все зубцы. Она будет работать правильно
только в том случае, если все пилящие элементы заточены одинаково.
Самостоятельно заточить дисковую пилу – это не так сложно, как кажется. Как именно затачивать пилу, на станке промышленного производства или на примитивной подставке, каждый домашний мастер выбирает сам. Однако, в любом случае необходимо строго соблюдать элементарную технику безопасности и затачивать зубцы как можно острее. При возникновении трудностей, связанных с заточкой дисковой пилы в домашних условиях, следует проконсультироваться со специалистом. Если регулярно приводить в порядок циркулярную пилу, она прослужит верой и правдой долгие годы.
Любой режущий инструмент имеет свойство затупляться в процессе эксплуатации. Это касается и твердосплавных пильных дисков, которые необходимо регулярно затачивать, для того чтобы распиловка дерева происходила быстро и качественно.
Самый простой способ затачивания зубьев на дисковой пиле — это использование обычного напильника. Но при работе своими руками, над приведением режущего инструмента в рабочее состояние, возникает много сложностей, с которыми может справиться только хороший специалист, имеющий достаточно большой опыт. Гораздо проще, быстрее и эффективнее использовать для этой операции самодельный станок для заточки дисковых пил или заточной станок для дисковых ножей.
Если есть самодельный электрический заточной станок для дисковых пил, не зависимо от того заводской это инструмент или самодельный, следует знать основные принципы использования такого оборудования. Особенно, когда есть необходимость в заточке зубьев пильных дисков, которые имеют разную геометрию и углы затачивания.
Основные углы заточки дисковых пил
Зуб циркуляционной пилы, который обычно выполнен из твердосплавного металла, имеет сложное строение. У него стандартно присутствуют три режущие кромки, поэтому и затачивать зубья нужно так, чтобы заострить эти кромки. Но главное при заточке соблюсти углы, под которыми плоскости зуба расходятся от кромок, и углы атаки между плоскостью зуба и заготовкой. Последний момент важен для сохранения характеристик пильного диска.
Передняя грань, та, что первая врезается в заготовку по ходу движения пилы, образует с задней гранью основную режущую кромку. Угол, под которым передняя грань встречается с материалом, называется передним углом Y (углом атаки). Угол между задней гранью и передней – углом заострения. Если от 90 градусов отнять передний угол и угол заострения, получится задний угол.
На практике важно соблюсти при заточке эти углы для каждого типа диска. Именно по переднему углу пилы делятся на типы:
- Продольно режущие, где передний угол должен не выходить за пределы 15–25 градусов.
- Поперечно режущие, где допустимо затачивать переднюю грань зуба под углом 5–10 градусов.
- Универсальные диски, которые достаточно легко справляются и с продольным, и с поперечным резом, передний угол у них должен быть выдержан в районе 15 градусов.
Немаловажным является и угол скоса задней и передней плоскостей: чем он острей, тем проще пиле входить в материал, но износ происходит быстрей.
Подготовка
Перед началом работ необходимо обесточить инструмент, деталь которого утратила прежние характеристики. Диск плотно фиксируется при помощи специальных брусков, которые размещаются по обеим его сторонам. Для всех зубьев ставятся отметки на полотне, при этом в процессе прикладываются равные усилия и идентичное количество движений инструмента. Так можно произвести качественную, равномерную обработку диска.
Деталь устанавливается обратно после достижения необходимого вида и проверки углов заточки. Далее необходимо сделать пробный распил на станке и удостовериться в качестве проведенных работ
Важно, чтобы все зубья размещались на одной плоскости, в ином случае перемещение бруска будет неравномерным, а работа станка будет сопровождаться характерным шумом. Также это возможно в случае если некоторые зубья требуют корректировки

Если заточка пильных дисков выполняется самостоятельно, стоит помнить про развод кромок, при котором все зубья постепенно отгибаются в различные стороны, но расстояние между ними остается одинаковым. Эти действия можно выполнить при помощи специального инструмента под названием разводка, он обеспечивает равномерный отгиб в средней части всех элементов. После проведения такой процедуры пила приобретет более свободный ход, а ширина пропила станет больше.
С учетом того, что пропил производится не самим диском, а его кромками, которые постепенно снимают слои древесины, становится ясно, что с увеличением развода зубцов снижается вероятность заклинивания, а пропил приобретает большую ширину. Стоит отметить, что в этом случае для работы инструмента приходится прикладывать больше усилий. При отсутствии специальных приспособлений многие пользуются разводным ключом для разведения зубьев, но такая методика имеет множество ограничений и подходит не для всех пил.
На вид разводки в первую очередь влияет порода древесины, которая впоследствии будет обрабатываться. К примеру, для получения ровного распила без каких-либо недочетов и выступов на мягкой породе требуется большая разводка. Желательно, чтобы зубья отклонялись в выбранную сторону на 5-10 мм. Заточка пильных дисков по дереву производится только после осуществления разводки, иначе зубья окажутся непригодными для использования из-за возникшей деформации.
Общие правила заточки циркулярной пилы
Заточка дисков производится ограниченное количество раз. При каждой процедуре, размер зуба уменьшается. Рано или поздно зуб стачивается до критической величины, после которой использование диска станет невозможным.
ВАЖНО! Недопустимо работать на затупленном диске. Помимо ухудшения качества распила, для заточки чрезмерно затупленных зубьев потребуется снять большее количество металла.. В целях продления ресурса, заточку производят по двум рабочим поверхностям режущей кромки
При этом толщина снимаемой поверхности уменьшается вдвое
В целях продления ресурса, заточку производят по двум рабочим поверхностям режущей кромки. При этом толщина снимаемой поверхности уменьшается вдвое.





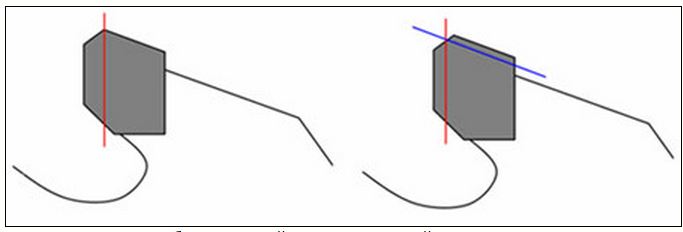
Схематическое изображение правильной заточки зубьев
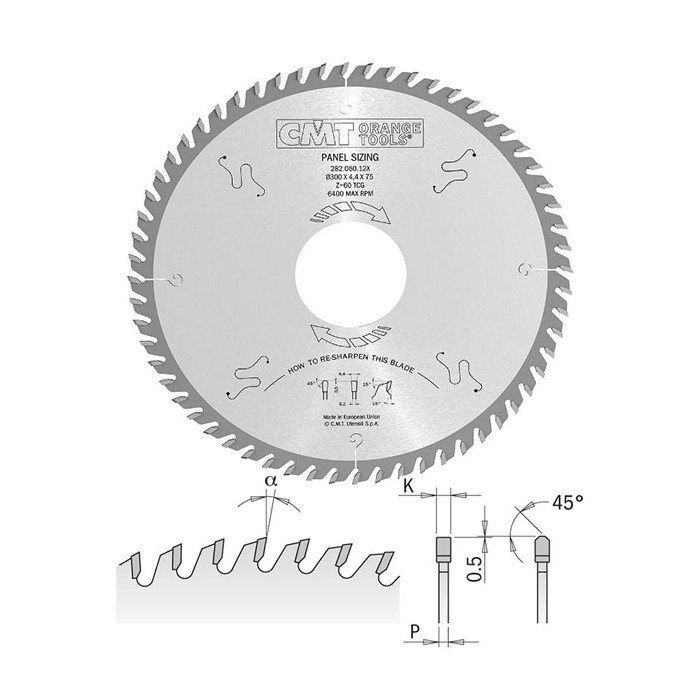
Если не нарушать правила обработки, заточку можно производить до 25 раз. Перед заточкой диск необходимо очистить от загрязнений. Механическая обработка нежелательна, лучше использовать моющие жидкости, содержащие в своем составе растворители. Стандартная величина съема поверхности зуба 0,05-0,15 мм. Углы заточки индивидуальны для каждого диска, и указаны в паспорте или непосредственно на боковине.
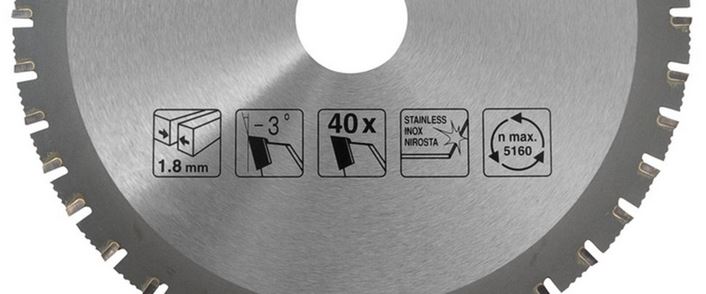
Маркировка пильного диска с указанием углов заточки
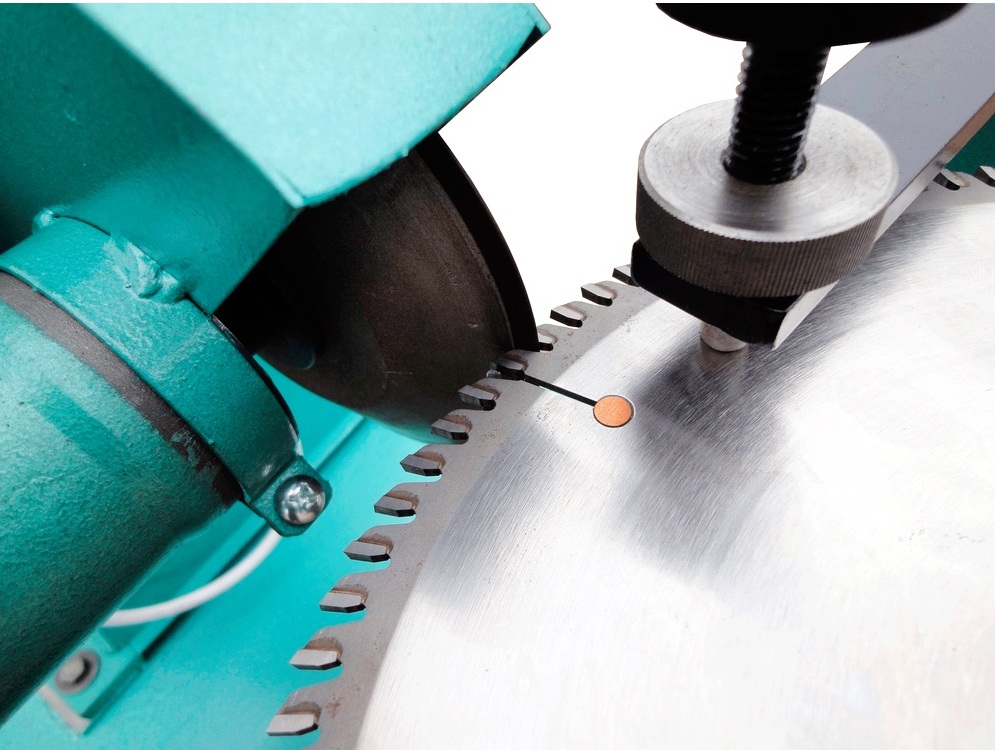
Для заточки дисков существуют специальные , которые механически контролируют выбранные углы для каждого зуба. В зависимости от интенсивности применения, точильный станок может иметь автоматический или ручной привод. В домашних условиях, как правило, используются недорогие модели, в которых поворот диска на следующий зуб и контроль толщины стачиваемого металла осуществляется вручную.
В таких приспособлениях диск фиксируется перпендикулярно точильному камню, устанавливается угол и шаг зуба. Мастер проводит затачиваемой поверхностью по точильному камню фиксированное количество раз и переходит к следующему зубу.
Точильные диски изготавливаются из эльбора, карбида кремния или используют алмазное напыление. Говорить о принципиальном преимуществе одного материала перед другим не имеет смысла. Существуют лишь особенности применения. Например, алмазные точильные камни способны обработать более твердые зубья, но чувствительны к перегреву.
Можно производить заточку вручную, при помощи качественного напильника. Диск при этом лучше оставить в станке. Первый зуб помечается маркером, диск фиксируется при помощи деревянных брусков, струбцины или тисков. По каждой поверхности зуба необходимо выполнить фиксированное количество проходов напильника. Затем выполнить поворот диска на один зуб и повторить процедуру.
Как заточить дисковую пилу своими руками видео
Заточка циркулярных пил с победитовыми напайками
Углы заточки дисковых пил с твердосплавными напайками выдержать непросто потому, что на зуб нанесен победит. Этот сплав крепится с помощью пайки. Геометрия режущей части сложная, а параметры заточки требуют точной выдержки.
Работы проводятся при сглаживании режущей кромки до радиуса 0,3 мм. Большего значения допускать не следует.
Рекомендации по заточке:
- Затачивание ведется передней и задней плоскости зуба. Если работы проводить правильно, то общее количество заточек до полного износа полотна составит 30 раз.
- Начинать работу следует с передней плоскости.
- Та часть зуба, которая имеет напайку, должна плотно прилегать к абразивному кругу.
- Время точения составляет от 3 до 5 секунд. Дольше нельзя. Это приводит к излишнему разогреву металла. Происходит его перекаливание и отпуск со снижением твердости.
- Толщина стачиваемого материала в районе 0,15 м.
Как заточить дисковую пилу своими руками
Заточить пилу в домашних условиях можно совершенно самостоятельно. Для этих целей нет необходимости посещать мастерскую для использования специализированного точильного станка или приобретать его. Он довольно дорогостоящий, а для заточки используется в редких случаях, если вы конечно не планируете использовать его в крупных производственных целях.
Но удерживать пильные диски в руках в процессе заточки зубьев шлифовальным кругом — не самое лучшее решение. Циркулярные диск — это не сверло, она гораздо габаритней. Никакая твердость рук и отменный глазомер не позволит, сделать заточку так, чтобы режущие элементы были достаточно острыми и пригодными для эффективного использования. Для этого нужно предусмотреть самое простое фиксирующее приспособление.
Положение ее поверхности должно соответствовать уровню осей на заднем диске. Размещение зубчатого круга осуществляет на подставке так, чтобы затачиваемая плоскость зуба была перпендикулярна к полотнам пильного диска. Чтобы заточить скошенные зубья по передним и задним поверхностям нужно предусмотреть подвижные шарниры в данном приспособлении.

Но в таких случаях довольно сложно выдерживать одинаковые величины переднего и заднего угла заточки инструмента. Для устранения данной проблемы, необходимо выполнить жесткую фиксацию центра пилы согласно нужного положения по отношению к точильному кругу. Выполняется это при помощи пазов для оправки, которая монтируется на подставку с размещением на ней затачиваемых пил, либо посредством установки на подставку специального упора, который закрепит пильный диск согласно требуемого угла к абразивному камню.
Если придерживаться всех требований, которые предъявляются к затачиванию твердосплавной циркулярной пилы, то этот инструмент будет работать максимально эффективно на протяжении длительного периода времени.
Популярные цепи с победитовыми напайками
Несмотря на довольно узкую нишу покупателе, твердосплавные изделия находят своего клиента. Правда, ассортимент их не очень широк. Выпускать такие берутся лишь достаточно крупные производители с именем. Среди европейских брендов таковым является Stihl, его продукция, вероятно, самая известная, но и довольно дорогая. Американская фирма Oregon не отстаёт, так как делает полотна практически для любых размеров шин с нужным шагом и толщиной звена. Есть и довольно качественные фабричные «китайцы», например, цепи Сhampion. Цена их чуть пониже, как и качество, но всё же не опускается под определённую планку.
Материалы и инструмент
Для заточки дисков с твердосплавными зубьями можно применять алмазные круги и из карбида кремния. Для обеспечения гладкой поверхности без зазубрин рекомендуется использовать абразив с наибольшей зернистостью. В противном случае зарубки будут выкрашиваться в процессе работы, что приведет к быстрому затуплению напайки.
Лучше всего затачивать на специализированных станках с возможность регулирования углов установки пильного диска. Для регулирования его положения в горизонтальной плоскости (в случае с зубьями со скошенной передней плоскостью) используются специальные приспособления с маятниковыми угломерами.
Но приобретение специального оборудования для домашнего применения, когда необходимость в нем возникает не больше 1 раза в несколько месяцев, нецелесообразно. А удерживать пильный диск руками в точном соответствии с необходимым углом – это что-то из области фантастики.
Выход один – соорудить подставку, поверхность которой будет располагаться на одном уровне с осью абразивного круга. Это обеспечит перпендикулярность положения задней и передней плоскости зуба относительно заточного материала. А если проявить фантазию и закрепить одну сторону приспособления шарнирно, а на другой сделать опоры в виде болтов с возможностью вкручивания и выкручивания, можно будет управлять и углом наклона относительно горизонтальной плоскости. А точность выверяется маятниковым угломером.
Для обеспечения необходимого для заточки передней и задней плоскостей зубьев с напайкой значения угла можно оборудовать на подставке упоры, которые будут фиксировать пильный диск в нужном положении.
Измерение степени заточки дисковой пилы
Как правило дисковые пилы с победитовыми напайками употребляют изредка, но на значимые объемы материала на в течении продолжительного срока. Потому полностью нормально, что резцы с течением времени начинают стачиваться. Затачивать данное изделие нужно при необходимости. Найти степень заточки достаточно легко:
- При распиливании материала начинают появляться выпуклости, зазубрины, сколы, а при резке деревянных предметов – соответствующий запах и темные следы на материале;
- Работа на станке усложняется, потому что нужно прилагать чем просто усилий, и в результате идет мощная нагрузка на движок.
Принципиально! Отсутствие наблюдения за остротой резцов диска приводит для того, что изделие вообщем не просто нельзя будет более ни заточить, ни отремонтировать. Потому стоит кропотливо заботиться о состоянии инструмента.
Необходимо сказать что, вы, в данных станках предусмотрены защитные реле. Если таковые отсутствуют, аппарат может резвее дать сбой при неверной иначе говоря не впору изготовленной заточке.
Видео «Как заточить пильный диск своими руками»
Показательное видео по выполнению самостоятельно заточки режущего пильного диска.
Пильные диски для циркулярок делают из высококачественного и крепкого металла, на них напаяны пластинки из различных твердых сплавов.
Зубцы имеют разнообразные в плане геометрии формы:
- С прямой формой зубьев
- Косые зубья.
- С зубьями трапециевидного вида.
- Зубцы с конической формой.
Вы приобрели циркулярную пилу и после некоторого времени работы диск затупился. И теперь вы задаетесь вопросом – как заточить циркулярку? Ниже мы попытаемся все просто объяснить.










Как правильно затачивать пильный диск
Прежде всего, надо иметь в виду, что в основном зубья изнашиваются на верхней режущей кромке, она во время работы округляется. Толщина округленного слоя может достигнуть от 0,1 до 0,4 мм, очень быстро и затупляется и передняя грань поверхности кромки.
Для правильной и грамотной заточки пилы циркулярки вам потребуется: специальный станок для затачивания и маятниковый угломер.
Правильная заточка циркулярки с прямыми зубцами выполняется по плоскости располагающейся спереди. Для этой цели диск устанавливается в оправку находящуюся в горизонтальной плоскости.
Далее воспользовавшись винтами для регулировки, установленными на оборудовании для затачивания инструмента, требуется установить необходимый для правильной заточки угол. Дисковая пила должна перемещаться с наиболее плотным прилеганием к поверхности наждачного диска.
Толщина стачиваемого наждачным кругом слоя регулируется силой прижимания диска пилы к абразиву. После затачивания первого зубца, диск пилы отводится от наждачного камня, переставляется на один шаг и действия продолжаются таким же образом до заточки всех пластинок из твердосплавного материала.
Правильное затачивание пильного диска
Заточка дисков циркулярки со скошенной поверхностью напайки из твердосплавного материала производится по задней ее плоскости и по передней. Отличается такой способ затачивания от заточки дисков с прямой поверхностью тем, что пилу требуется располагать под углом соответствующим углу наклона зубьев.
Чтобы знать, как заточить пилу на циркулярку, проводите поэтапно такие действия:
- Ставить требуемый угол нужно с помощью маятникового угломера;
- Сразу устанавливается угол с положительным значением: +6, +8, +10 и т. д.
- Затачиваются пластины через одну, пройдя по кругу, у вас будет наточена первая половина пластинок, после этой операции угол наклона изменяется на противоположный, и начинают заточку другой половины пластин зубьев.
Заднюю часть напаянных пластинок наточить намного труднее, для этой операции требуется специальный станок, в котором можно устанавливать циркулярный диск, таким образом, когда задняя плоскость зубьев диска располагается параллельно плоскости наждачного камня.
Заточка без станка
Многих интересует вопрос – как заточить пилу на циркулярку без специального станка? При необходимости и когда нет специального оборудования для заточки дисков его можно заточить, используя подручные средства.
Как заточить для циркулярки используя наждачный станок? Для удобства работы необходимо изготовить приспособление, которое даст возможность фиксировать пильный диск в требуемом положении относительно наждачного круга установленного на станке. Для этой цели можно использовать обычную пластину из металла поверхность, которой расположить на одном уровне с осью наждачного круга.
На пластину укладывается диск от циркулярки и закрепляется в нужной плоскости к поверхности. Закреплять его можно при помощи болтов, которыми можно будет производить и регулировку угла наклона диска.
Проверить качество сделанной заточки можно при осмотре заточенных пластин, нужно визуально осмотреть поверхность, при правильной заточке не должно быть сколов, разных трещин и должны отсутствовать блики на поверхности заточенных мест. Радиусы закругления режущих кромок должны быть в пределах: 0, 010-0,014 мм.
При соблюдении всех рекомендаций по выполнению заточных работ, можно с уверенностью работать на циркулярной пиле не заменяя пильных дисков на новые. Вновь заточенная режущая часть дисков будет качественно распиливать необходимые материалы и изделия без порчи их поверхностей. Что позволит вам значительно сэкономить денежные средства на приобретение новых дисков.
Необходимость заточки
Заточка дисков для циркулярной пилы требуется тогда, когда ведение работы становится невозможным. Это можно понять по трем сигналам:
- Нагрев защитного кожуха. Из-под него появляется дым, выходит из зоны резания.
- Необходимость добавочных усилий при подаче заготовки в момент резания.
- При соприкосновении дерева с режущим металлом появляется гарь и запах.
Геометрия твердосплавных зубьев
Твердосплавный зуб имеет четыре рабочие плоскости — переднюю (А), заднюю (Б), и две вспомогательные боковые (В). Пересекаясь между собой, эти плоскости образуют режущие кромки — главную (1) и две вспомогательные (2 и 3). Приведенное определение граней и кромок зуба дано в соответствии с ГОСТ 9769-79.
Твердосплавный зуб пильного диска
По форме различают следующие виды зубьев.
Прямой зуб
. Обычно используется в пилах для продольного быстрого пиления, при котором качество не имеет особого значения.
Прямой зуб
Косой (скошенный) зуб
с левым и правым углом наклона задней плоскости. Зубья с разным углом наклона чередуются между собой, из-за чего называются попеременноскошенными. Это наиболее распространенная форма зуба. В зависимости от величины углов заточки, пилы с попеременноскошенным зубом используются для пиления самых разных материалов (дерева, ДСП, пластмасс) — как в продольном, так и поперечном направлении. Пилы с большим углом наклона задней плоскости используются как подрезные при резке плит с двухсторонним ламинированием. Их использование позволяет избежать сколов покрытия на краях пропила. Увеличение угла скоса снижает усилие резания и уменьшает опасность сколов, однако одновременно уменьшает стойкость и прочность зуба.
Косой зуб со скошенной задней плоскостью
Зубья могут иметь наклон не только задней, но и передней плоскости.
Косой зуб со скошенной передней плоскостью
Трапециевидный зуб
. Особенностью этих зубьев является относительно медленная скорость затупления режущих кромок в сравнении с попеременноскошенными зубьями. Обычно они применяются в сочетании с прямым зубом.
Трапециевидный зуб
Чередование зубьев разной формы
Чередуясь с последним и слегка возвышаясь над ним, трапециевидный зуб выполняет черновое пиление, а прямой, следующий за ним — чистовое. Пилы с чередующимися прямыми и трапециевидными зубьями применяются для резки плит с двухсторонним ламинированием (ДСП, МДФ и пр.), а также для пиления пластмасс.




Конический зуб
. Пилы с коническим зубом являются вспомогательными и используются для надрезки нижнего слоя ламината, предохраняя его от сколов при прохождении основной пилы.
Конический зуб
В подавляющем большинстве случаев передняя грань зубьев имеют плоскую форму, но существуют пилы и с вогнутой передней гранью. Они применяются для чистового поперечного пиления.
Зуб с вогнутой передней поверхностью
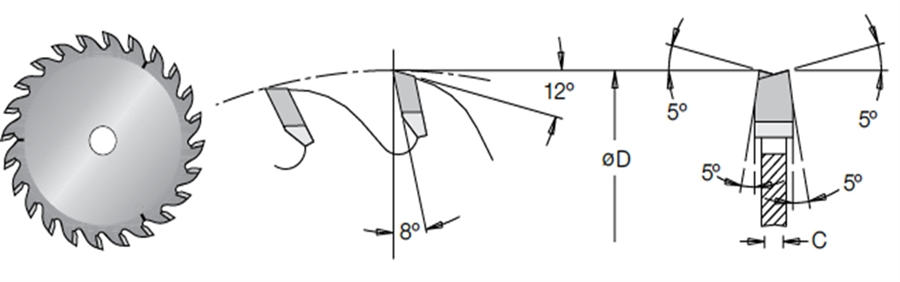
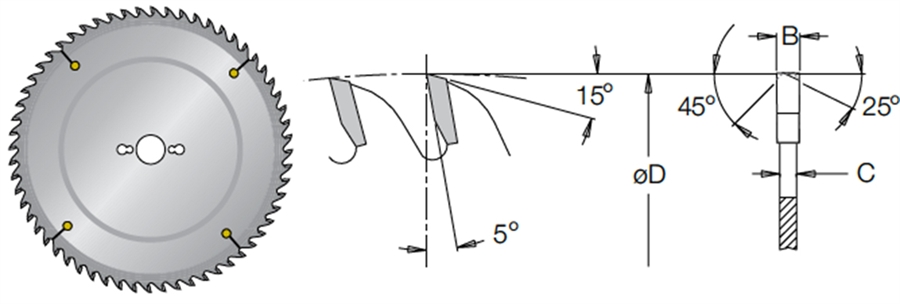
Углы заточки зубьев
Имеется четыре основных угла заточки дисковой пилы, которые наравне с формой зуба определяют её характеристики. Это передний угол (γ), задний (α) и углы скоса передних и задних плоскостей (ε1 и ε2). Угол заострения (β) имеет вспомогательное значение, поскольку задается передним и задним углами (β=90°-γ-α).
Углы заточки зубьев дисковой пилы
Значения углов заточки определяются назначением пилы — т.е. тем, для резки какого материала и в каком направлении она предназначена. Пилы для продольного пиления имеют относительно большой передний угол (15°-25°). У пил поперечного пиления угол γ обычно колеблется в пределах 5-10°. Универсальные пилы, предназначенные для поперечного и продольного пиления, имеют усредненное значение переднего угла — обычно 15°.
Величины углов заточки определяются не только направлением распила, но и твердостью распиливаемого материала. Чем выше твердость, тем меньше должны быть передний и задний углы (меньше заострение зуба).
Передний угол может быть не только положительным, но и отрицательным. Пилы с таким углом используются для раскроя цветных металлов и пластмасс.





