
Как определить величину тока?
Это еще один важный вопрос, которым можете у вас возникнуть. Вообще, следует отметить, что величина тока приводится всегда примерно, в достаточно широком диапазоне. Связано это с тем, что при разном пространственном положении, разной толщине изделия, количестве проходов она будет разниться. И определяется она уже самим сварщиком (можно сказать, что приходит это с опытом).
Главное, чтобы вы чувствовали себя уверенно, ориентировались на управляемость ванной и настраивали ток так, чтобы вам было удобно управлять сварочным швом. Ориентировочные показатели приведены в таблице ниже:
О там как правильно настраивать силу тока читайте .
Теперь Вы познакомились с основными аспектами, которые следует учитывать новичку, приступающему к работе над сварочными швами. Больше информации читайте на нашем информационном портале mrmetall.ru.
Выбор диаметра электрода
Большинство начинающих сварщиков классифицируют сварочные стержни именно по диаметру, что правильно. Ведь от толщины детали напрямую зависит диаметр электрода. И даже если вы выберите стержень с нужным покрытием и из нужного материала, но размер будет неправильным, вы не получите качественный шов.
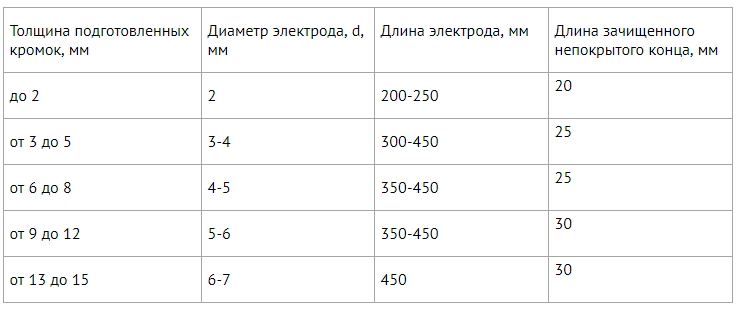
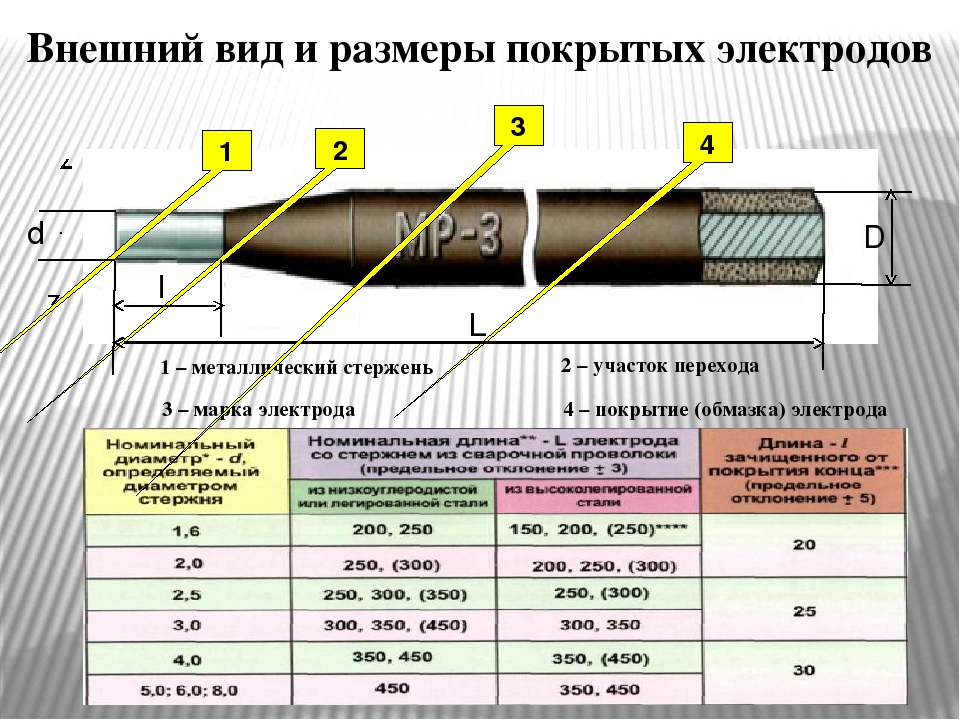
Диаметр электрода указывается в миллиметрах на упаковке или на самом стержне. При этом от диаметра зависит и длина электрода. Для сварки в домашних условиях обычно используют электродов для дуговой сварки с диаметром от 2 до 4 мм. Это универсальный размер, подходящий для большинства сварочных работ. Более толстые электроды используются на заводах или в частных мастерских.
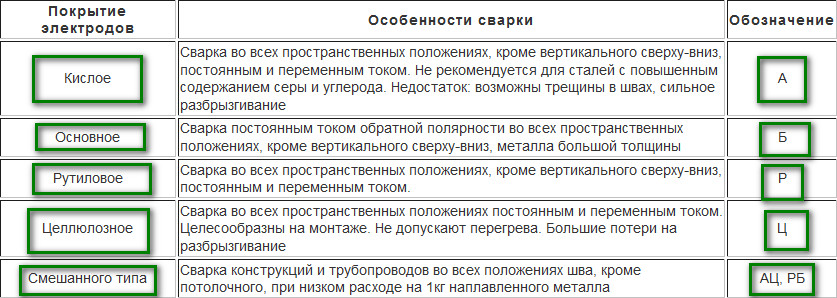
Виды покрытия электродов
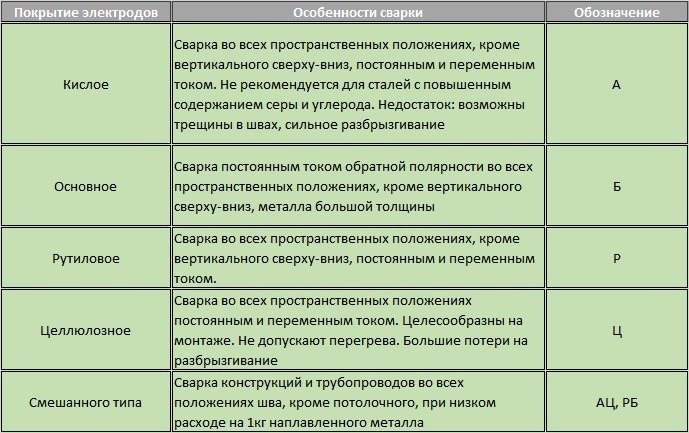
Каждый тип покрытия электродов обладает своими свойствами и имеет специальное уникальное обозначение.

Сварочные электроды для сварки
Кислое. Обозначается буквой «А» в маркировке. В основе состава лежит кремний, марганец, оксиды железа и прочие элементы. Главным недостатком является то, что шов, который выполнен такими электродами, имеет достаточно высокую вероятность покрыться горячими трещинами во время процесса сваривания. Такое покрытие имеют электроды Э 42 и Э 38. В качестве преимуществ можно отметить, что кислая разновидность покрытия электродов для ручной дуговой сварки не обладает склонностью к появлению пор в шве. Это касается даже ржавых заготовок или деталей с окалиной. Они хорошо проявляют себя при дуге любой длине и нормально работают как при постоянном, так и при переменном токе.

Сварочные электроды с кислым покрытием
Целлюлозное. В маркировке обозначается буквой «Ц». Состав покрытия сварочных электродов данного типа содержит наибольшее количество органических веществ, так здесь их около половины. Исходя из названия можно понять, что в основном это целлюлоза. Исходя из степени раскисления, металл в готовом шве соответствует сталям в спокойном и полуспокойном состоянии. Но в нем содержится достаточно большое количество водорода. Обмазка используется на электродах Э46 и Э50. Здесь происходит равномерное образование валика наплавленного металла, если речь идет об односторонней сварке. Электроды хорошо проявляют себя в вертикальном пространственном положении.

Сварочные электроды Э46 с целлюлозным покрытием
Рутиловое. Обозначается буквой «Р» в маркировке. Покрытые сварочные электроды с такой обмазкой содержат в своем составе почти половину рутила. Здесь низкое содержание кремния и кислорода, так что нет риска образования горячих трещин. Наплавленный металл обладает хорошей ударной вязкостью. Газ, который выделяется во время горению дуги, и который служит для защиты сварочной ванны, образуют карбонаты и органические материалы в обмазке. Наплавка покрытыми электродами с такой обмазкой может страдать от окисления только при наличии углекислого газа и паров воды. При правильном соблюдении режимов здесь намечается минимальное содержание водорода, так что в шве не возникает пор. Здесь нужно прокаливать материалы, чтобы избежать подобных проблем. Но слишком высокая температура прокалки может также привести к последующему порообразованию. Электроды с рутиловым покрытием могут применяться даже в тех случаях, когда на поверхности основного металла имеется ржавчина. Они чувствительны к температуре и повышение режима может привести к браку даже при идеально чистой поверхности. По техническим свойствам они превосходят такие виды покрытий сварочных электродов как кислое и основное. Электроды легки в зажигании дуги и могут применяться в разных пространственных положениях.
Основное. В маркировке обозначается буквой «Б». такие виды покрытия электродов для ручной дуговой сварки обладают шлаковой основой для покрытия, в которой содержатся разнообразные минералы. Их еще называются флористо-кальциевыми. В них очень высокий коэффициент образования шлаков. Газ для защиты выделяют минералы, которые входят в состав обмазки сварочных электродов. Наплавленный металл получается слабонасыщенным водородом. Здесь нет органических материалов, что избавляет электроды от источника водорода. Наплавленный металл не склонен к окислению, так что здесь не наблюдается риск образования трещин. В отличие от рутилового покрытия, здесь имеется большое сопротивление сероводородному растрескиванию. Это позволяет применять материалы для сварки трубопроводов.





Сварочные электроды с обычным покрытием
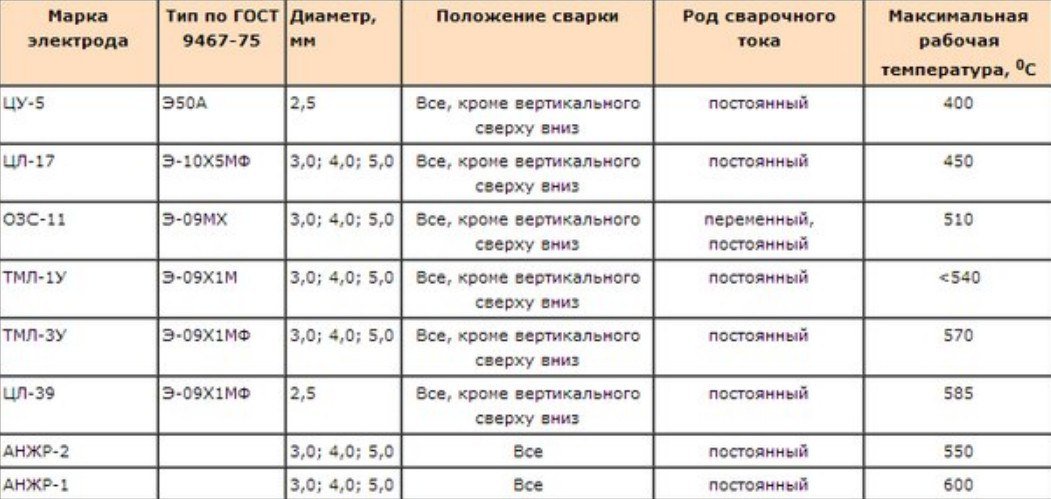
Таблица марок электродов и области применения для ручной дуговой сварки и наплавки легированной стали
Некоторые виды электродов изначально создаются под работу с определенными техническими металлами. Легированные стали часто используются в производстве, так что специально под их свойства производят расходные материалы. Они содержат те же легирующие элементы, которые и в основном металле, чтобы компенсировать их недостаток после температурного воздействия.
Тип электрода | Для сварки каких сталей предназначается |
| Э-70, АНП2 | Х2ГМР, 14 ХМНДФР, 14 ХГНМД, 14 Х2ГМСШ, |
| НИАТ 3М | 30 ХГСА, 30 ХГСНА, 25 ХГСА, 20 ХГСА, 12 Х2НВФА |
| УОНИ-13/85 | 35 ГС, 30 ХГ2С, 25 Г2С |
| Н20/Св-12Х2НМАВИ | ВНЛ3М, 30 ХГСА |
| ОЗС-11 | 12 МХ, 12 ХМФ, 15 Х1М1Ф, 15 ХМ |
| ТМЛЗУ | 2 Х1МФ, 20 ХМФЛ, 15 Х1М1ФЛ, 15 Х1М1Ф |
| ЦЛ-45 | 15 Х1МФ, 12 Х1МФ |
Таблица марок электродов и области применения для ручной дуговой сварки и наплавки чугуна
Выбор электродов для ручной дуговой сварки чугуна зависит от содержания углерода в данном металле. В любом случае оно достаточно высокое и поэтому расходные материалы также содержат данный элемент, что выделяет их свойства относительно других электродов.
Марка наплавочного материала | Свойства |
| ОК-92.05 | Текучести предел – 320 МПа Прочности предел – 460 МПа Удлинение относительное – 30% Механически обрабатываем |
| ОК-92.18 | Текучести предел – 300 МПа Удлинение относительное – 6% Твердость 160 НВ |
| ОК-92. 26 | Текучести предел – 420 МПа Прочности предел – 660 МПа Удлинение относительное -40% |
| ОК-92.35 | Текучести предел – 515 МПа Прочности предел – 750 МПа Удлинение относительное – 17% Твердость: 240-260 НВ |
| ОК-92.58 | Текучести предел – 375 МПа Твердость 180НВ |
| ОК-92.86 | Текучести предел – 410 МПа Прочности предел – 640 МПа |
Цветные металлы встречаются более редко, чем стали. Электроды для них предназначаются как для чистых металлов, так и для сплавов. Здесь обязательно присутствие большого количества основного элемента в составе, так как многие из деталей являются сложно свариваемыми.
Марка электрода | Для какого металла он предназначен |
| ОЗА1 | Чистый алюминий |
| ОЗА2 | Сплав алюминия с кремнием |
| ОЗАНА1 | Изделия из технического алюминия |
| ОЗАНА2 | Алюминиево кремниевые сплавы |
| Комсомолец 100 | Технически чистая медь |
| АНЦ/ОЗМ2 | Технически чистая медь |
| АНЦ/ОЗМ3 | Технически чистая медь |
| АНЦ/ОЗМ4 | Технически чистая медь |
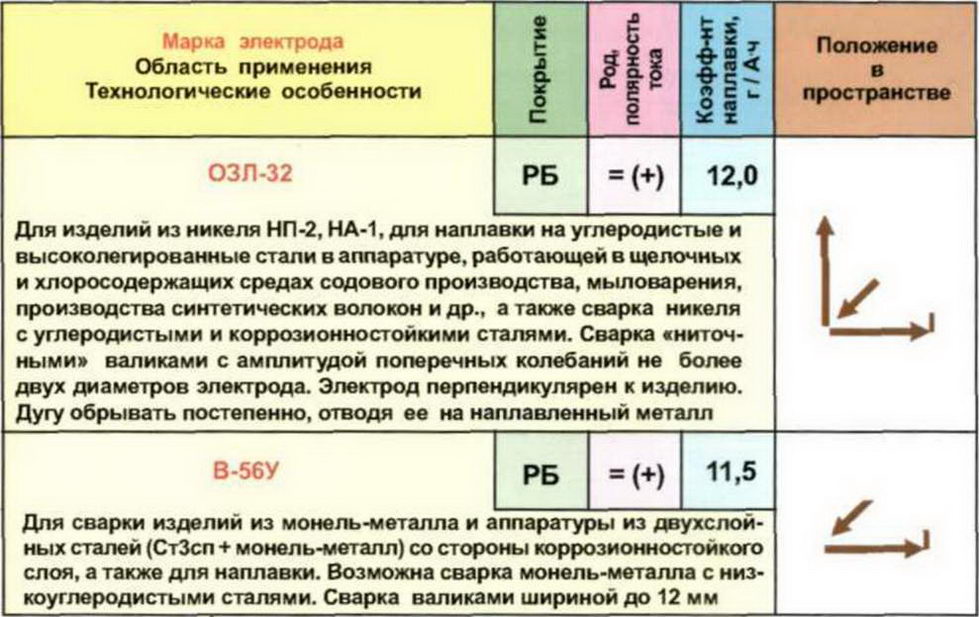
| ОЗЛ-32 | Чистый никель |
| В56У | Сварка монеля |
Таблица марок электродов и области применения для резки металла
Такие типы материалов является уникальными, так как нагрев и плавление электрода при дуговой сварке в обыкновенном случае происходит при средних режимах, тогда как эти нужно использовать при максимальном токе. У них повышенная теплостойкость, но они все же относятся к плавким вариантам.
| Марка электрода | Для чего он предназначен |
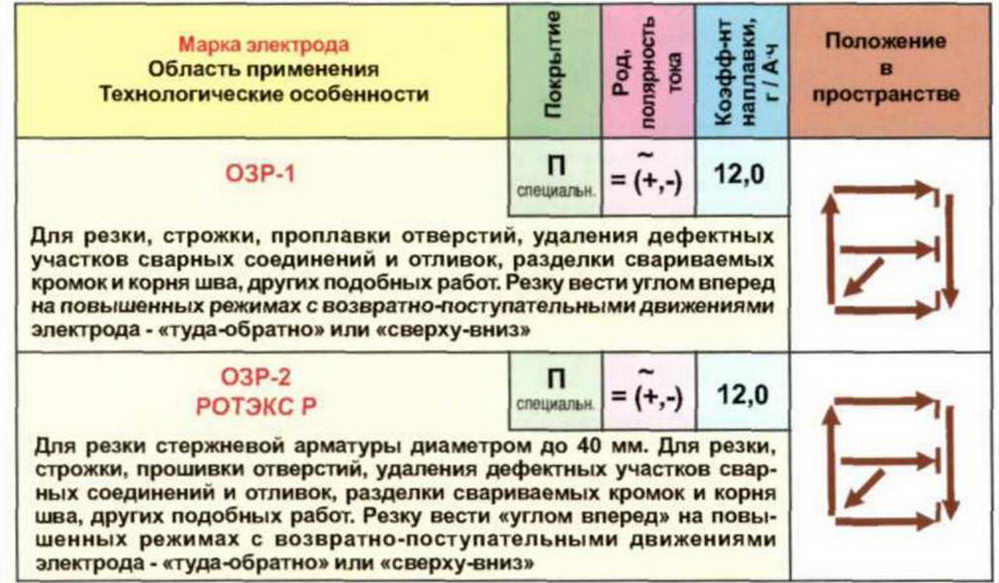
| ОЗР1 | Резка металла, создание отверстий, устранение швов с дефектами и так далее. |
| ОЗР2 | Резка металла, стержней арматуры толщиною до 40 мм, создание отверстий, устранение швов с дефектами и так далее. |
| АНР2М | Резка металла, создание отверстий, устранение швов с дефектами и так далее. |
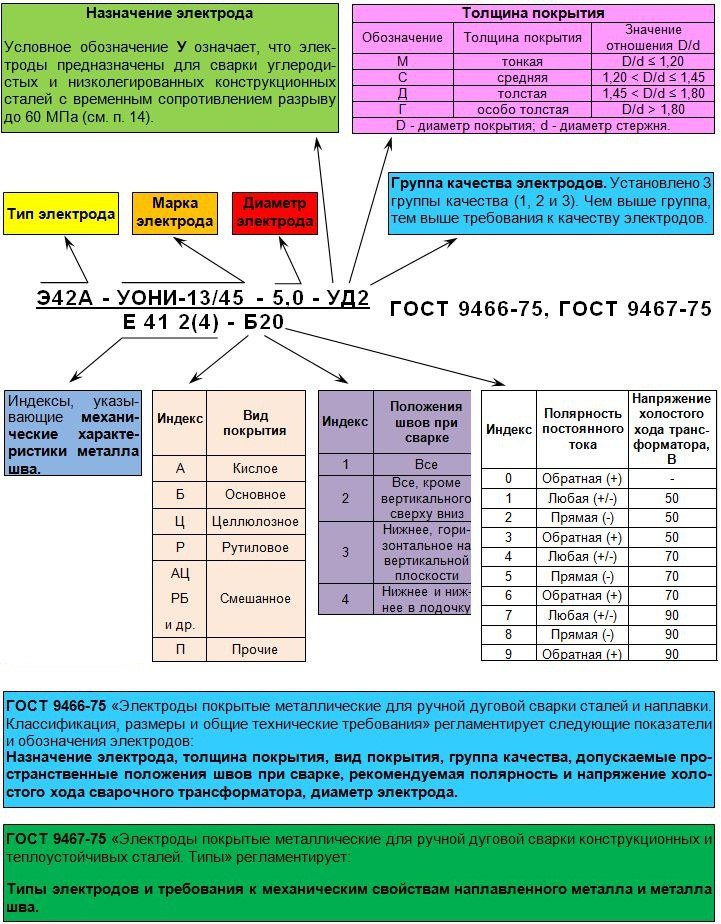
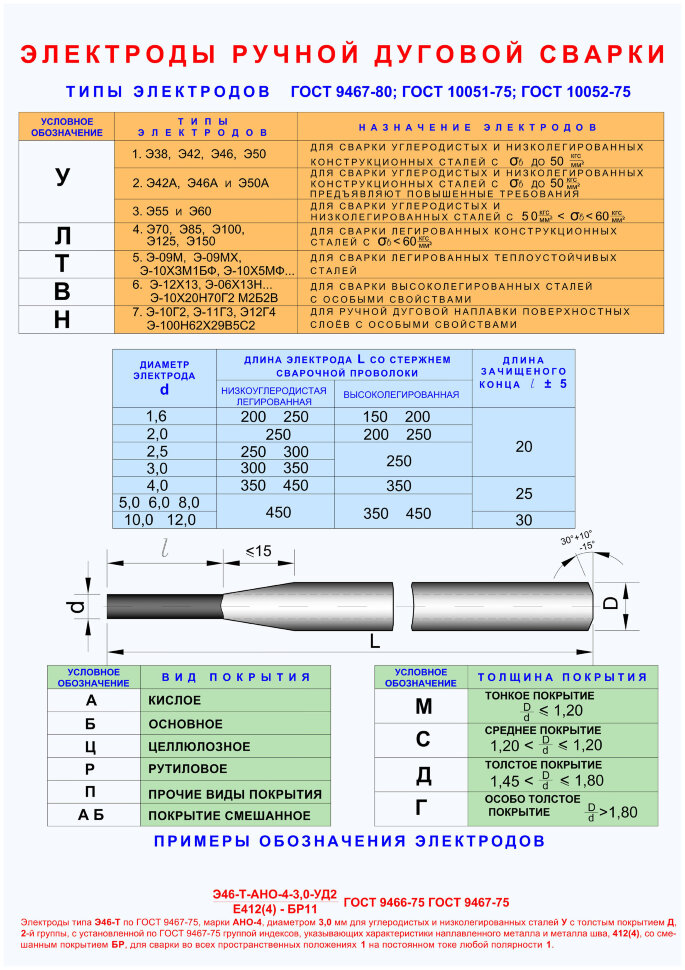
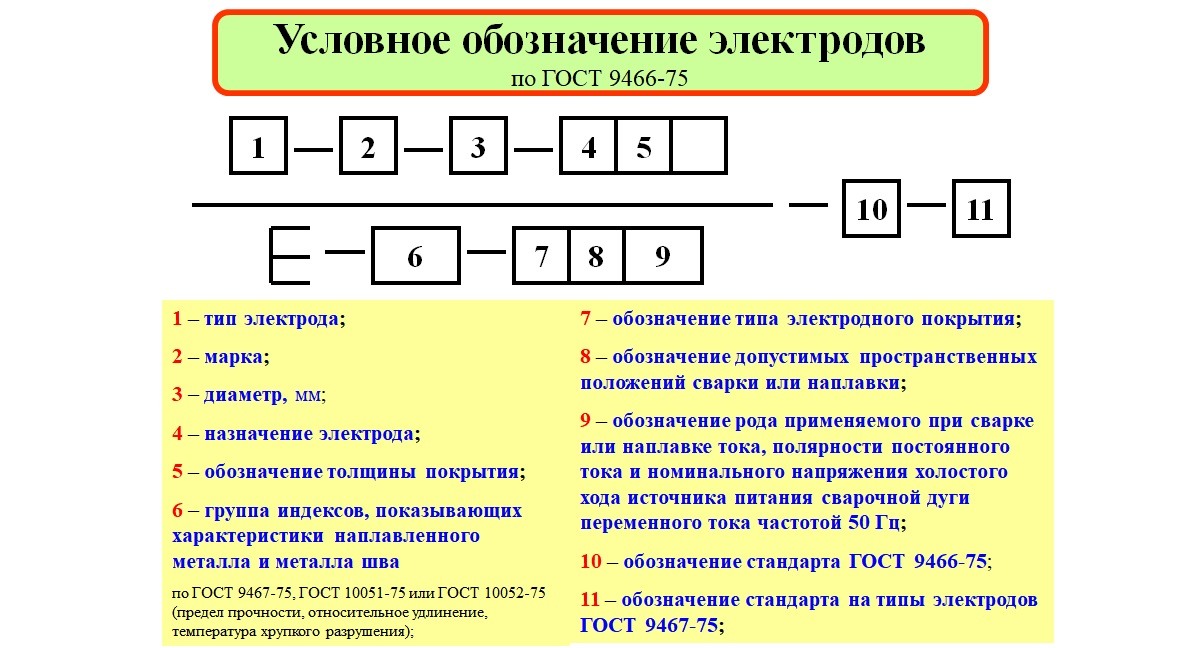
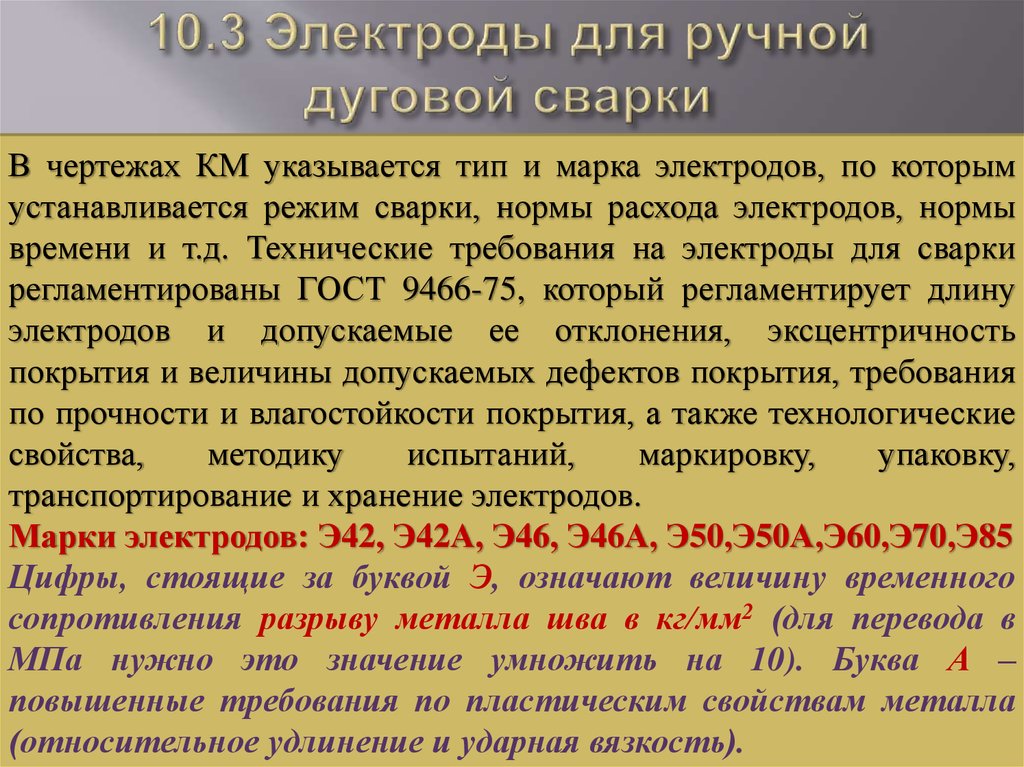
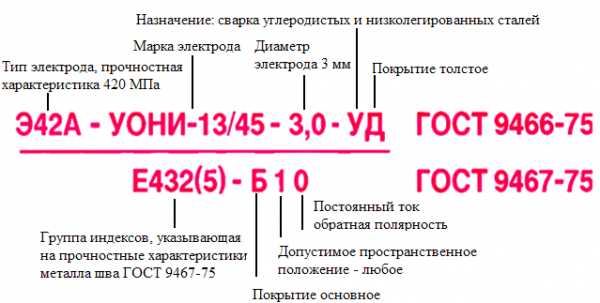
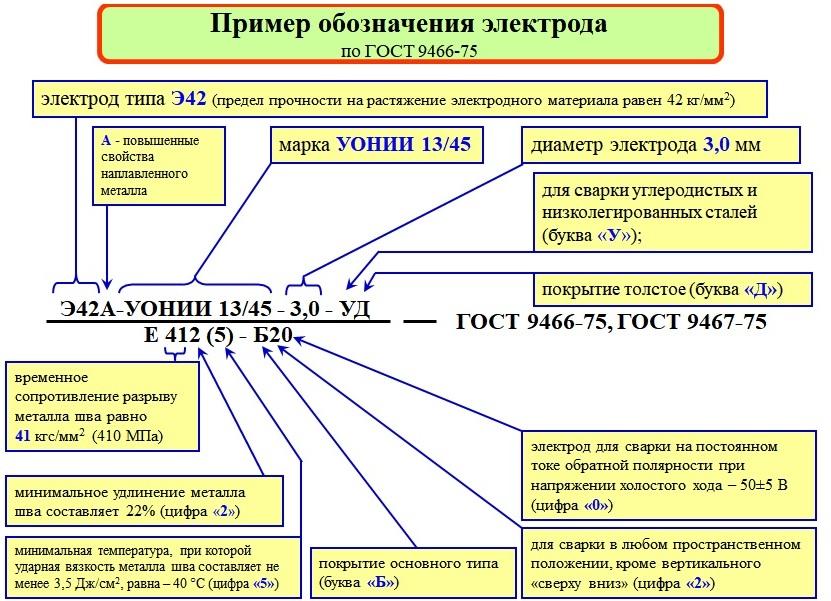
Обозначение и маркировка электродов для ручной дуговой сварки
На примере электрода Э-46 ЛЭЗАНО21 УД Е 43 1(3) РЦ13
- Э-46 – тип, для низколегированных и углеродистых сталей;
- ЛЭЗАНО21 – марка;
- У – назначение, для низколегированных и углеродистых сталей;
- Д – толстое покрытие;
- Е – плавящийся электрод;
- 43 – предел прочности на растяжение – 430 Мпа;
- 1 – относительное удлинение около 20%;
- (3) – 20 градусов Цельсия для сохранения ударной вязкости;
- РЦ – покрытие рутилово-целлюлозное;
- 1 – пространственные положения, допустимы все;
- 3 – ток для сварки, можно варить постоянным током обратной полярности и переменным при холостом ходе в 50 В.
Внешний вид электрода Э-46 ЛЭЗ АНО-21
Выбор
Первоочередной фактор в выборе является металл в составе стержня. Он должен быть схож с тем, из которого сделана заготовка. Диаметры электродов для ручной дуговой сварки идут следующим пунктом, так как они не должны превышать толщину самой детали. Покрытие выбирается согласно тому, в каких условиях приходится работать. Перед окончательным выбором стоит детально изучить маркировку, чтобы убедиться в его правильности.
«Важно!Перед использованием электродов их требуется просушить и прокалить.»
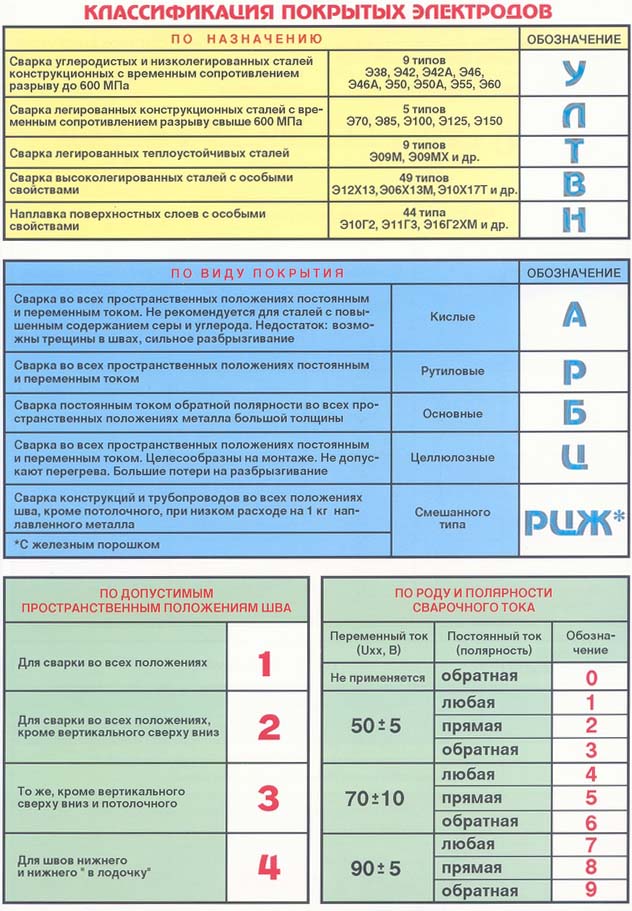
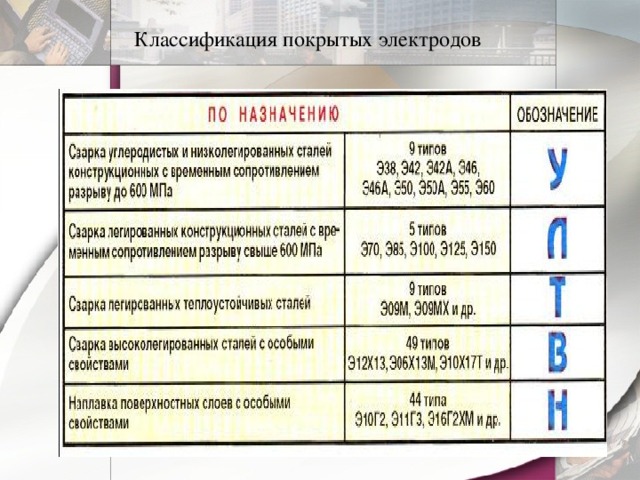
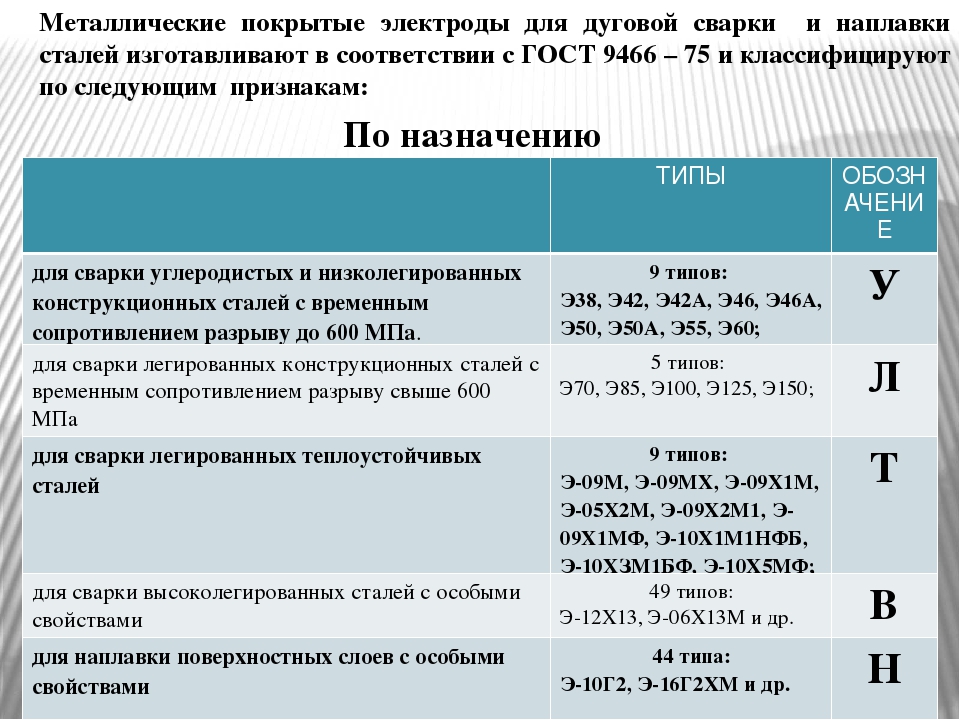
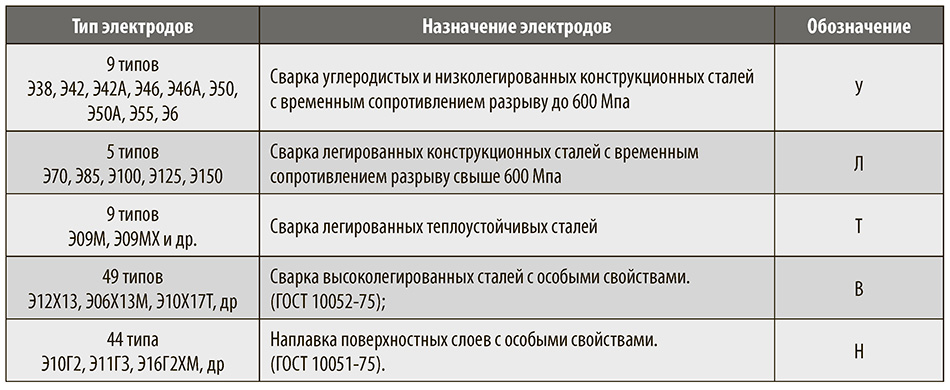
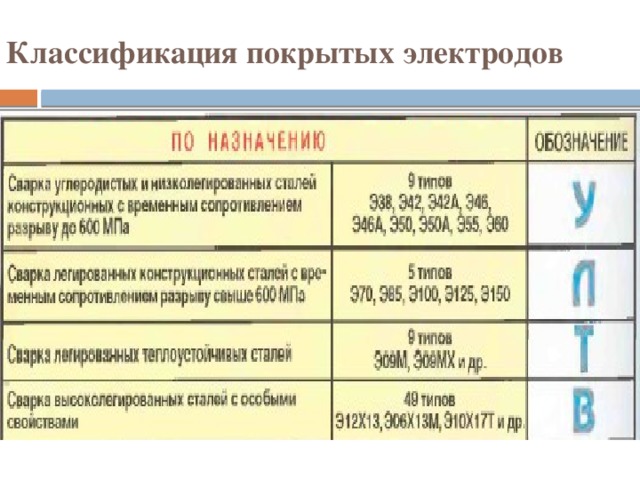
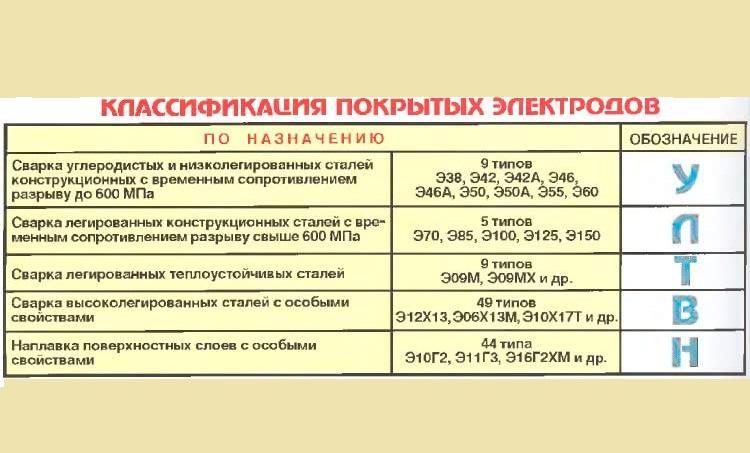
Виды электродов по назначению
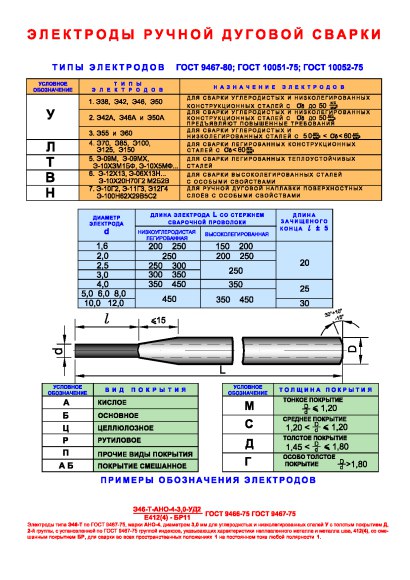
В зависимости от свариваемого металла выбирается режим работы сварочного аппарата и электроды. Для разных металлов необходимы разные электроды, это называется назначением. Назначение указывается одной буквой на упаковке и на самом стержне.
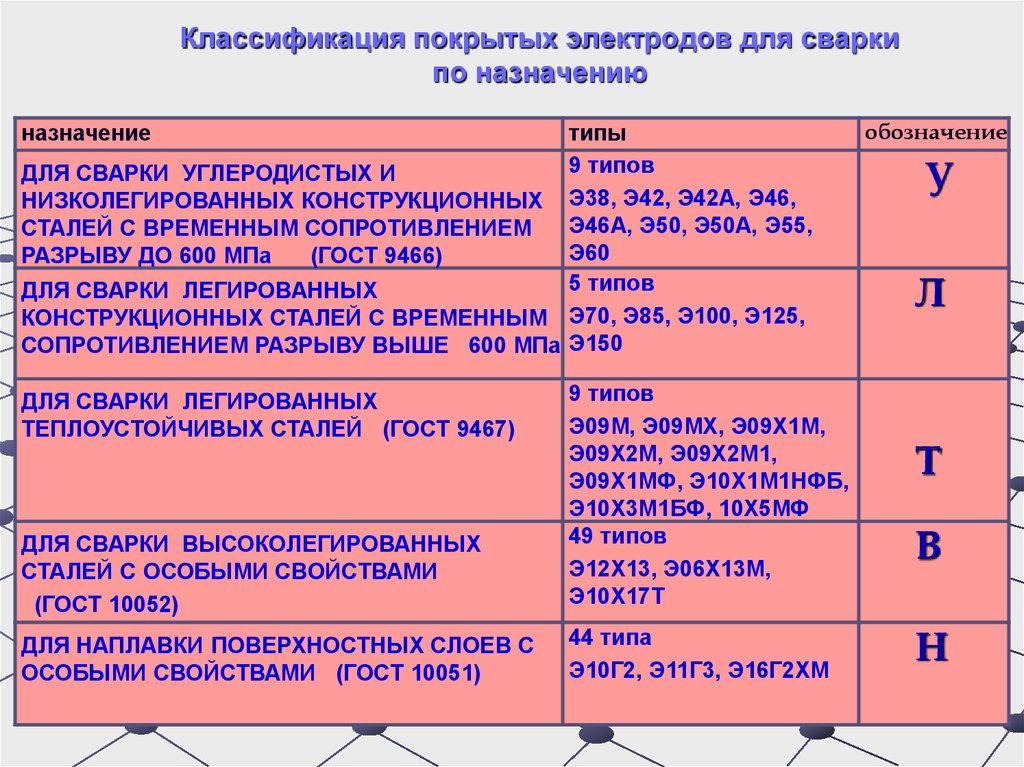
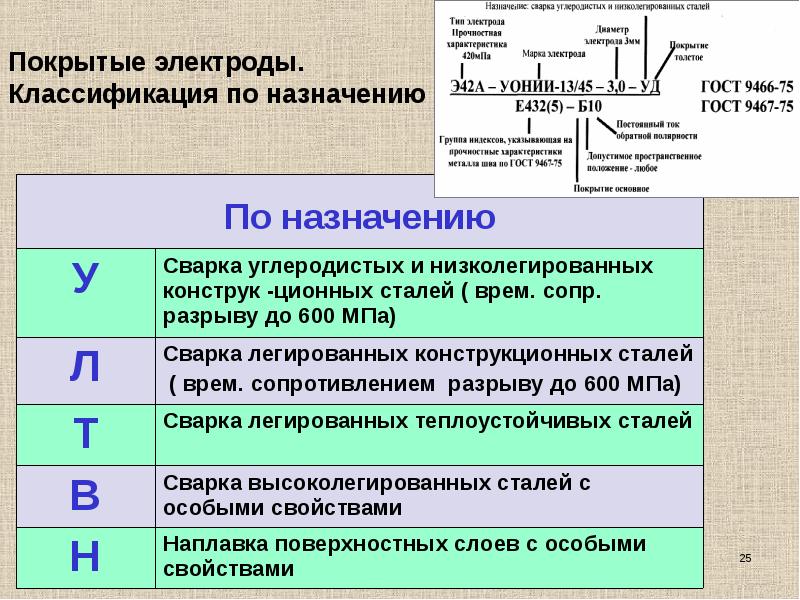

Электроды с маркировкой «У» используются для сварки низколегированных и углеродистых сталей. Буквой «Л» обозначают стержни, используемые для сварки легированных конструкционных сталей, а для высоколегированных используется обозначение «В». Буквой «Т» обозначают стержни для теплостойких металлов, а буквой «Н» — стержни для наплавки.
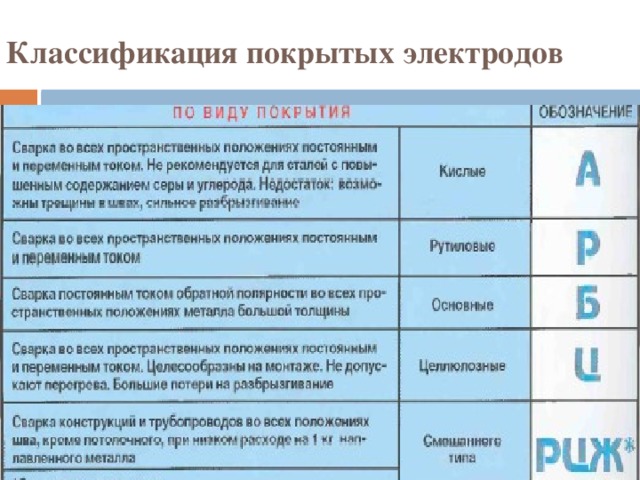
Виды покрытий
Электроды для сварки подбираются так, чтобы материал стержня максимально точно совпадал со свариваемым металлом. Только так можно получить качественный шов с равномерной структурой, повышающей его прочность
Не менее важной является обмазка, которая должна обеспечить стабильную дугу, равномерное плавление сварочной ванны и защитить ее от внешних факторов. Некоторые составы даже позволяют варить по ржавой или масляной поверхности без предварительной подготовки
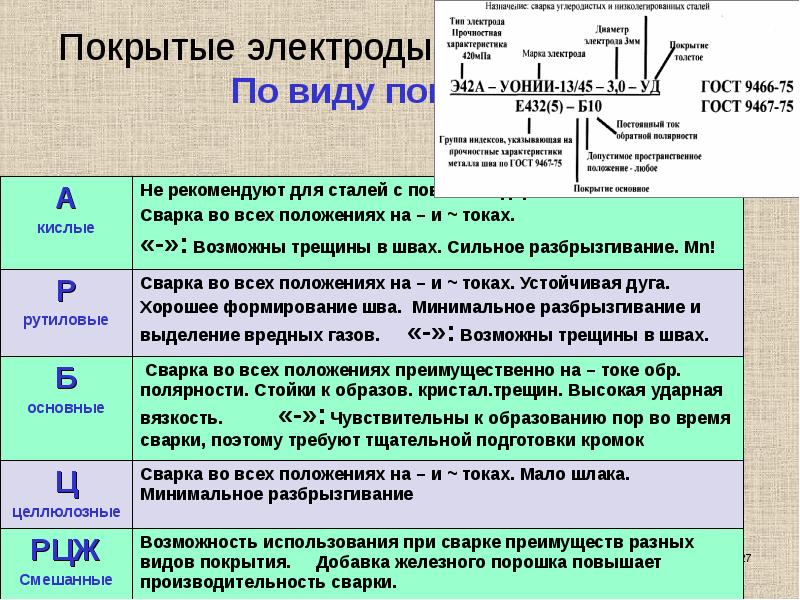
Различают несколько видов:
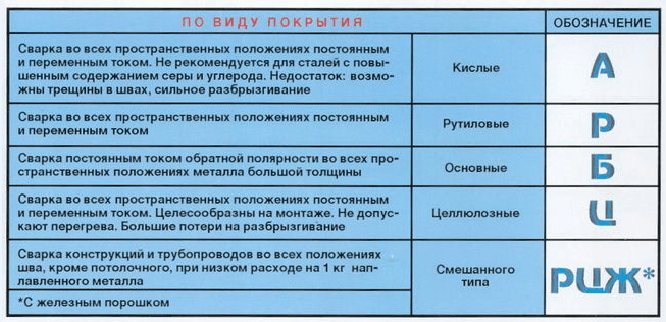
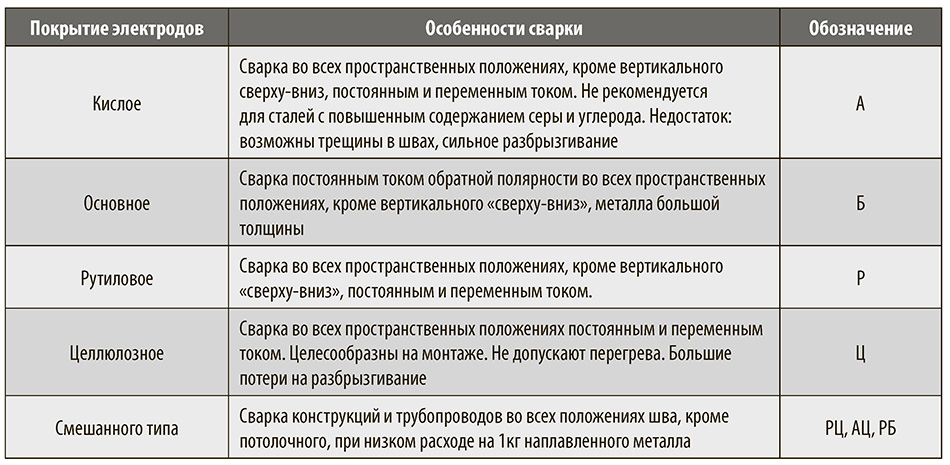
- Кислое маркируется буквой А. Композиция состоит из кремния, марганца, титана, оксидов железа и других элементов. Преимущество обмазки – отсутствие порообразования в шве даже на ржавых заготовках или при наличии окалины. Основной недостаток покрытия – высокий риск появления горячих трещин при сваривании. Электроды с кислой обмазкой хорошо работают на постоянном и переменном токе, применяются для нижних швов. Такой тип используется для марок Э-42 и Э-38.
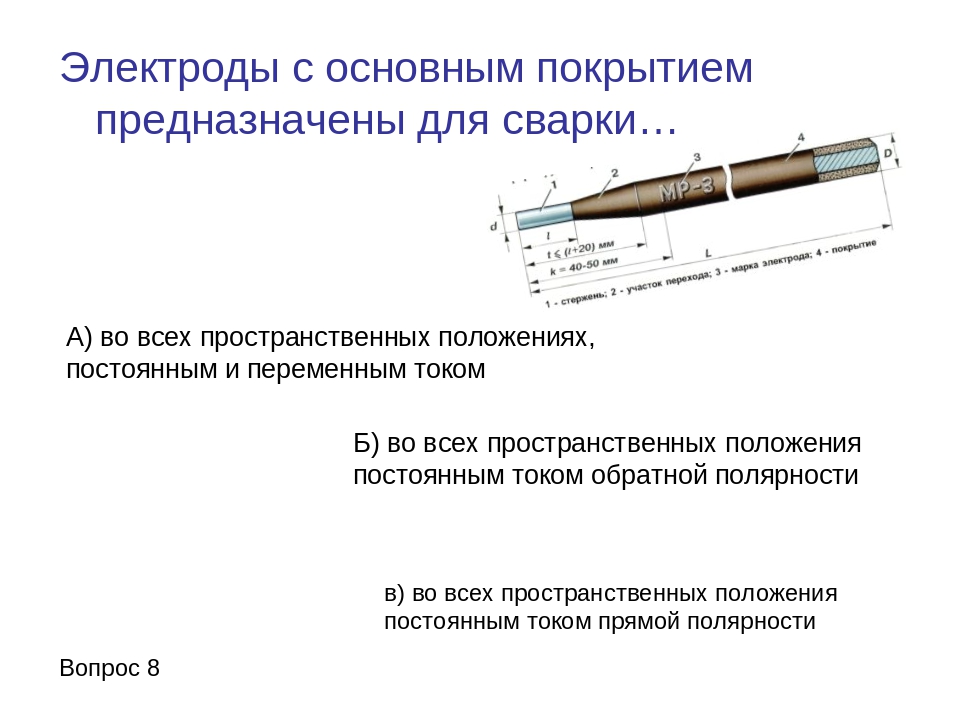
- Основное, или флористо-кальциевое, которое обозначается буквой Б. Используется для ручной дуговой сварки. Состоит из шлаковой основы с добавлением карбоната кальция, фтористого калия и минералов, которые выделяют защитный газ. Основная обмазка отличается высоким процентом шлакообразования, а наплавленный металл содержит малую часть водорода, потому что отсутствуют органические соединения-поставщики. Наплавляемый металл окисляется слабо, что снижает риск образования трещин. По сравнению с рутиловым покрытием обеспечивается высокое сопротивление сероводородному растрескиванию, поэтому электроды с такой обмазкой успешно применяют для соединения трубопроводов. Работают от постоянного тока обратной полярности.
- Рутиловое маркируется буквой Р. Считается универсальным и самым распространенным. В составе обмазки около половины занимает рутил (двуокись титана), а также ферромарганец, карбонаты и жидкое стекло. Небольшой процент кремния и кислорода снижает риск образования горячих трещин. Наплавленный металл имеет высокий показатель ударной вязкости. Газ от сгорания карбонатов и органических материалов защищает сварочную ванну. Наплавленный металл склонен к образованию окислов под воздействием пара или углекислого газа. При соблюдении режимов содержание водорода минимальное, что исключает появление пор. Сварные швы получаются качественными.
Электроды с рутиловым покрытием перед началом работы необходимо прокаливать, что повысит качество шва. Такие расходные материалы позволяют накладывать шов по ржавчине. Отличаются чувствительностью к температуре и повышенным режимам, что приводит к браку.
Технические характеристики рутилового слоя превосходят основной и кислый. Стержни легко поджигаются и работают во всех пространственных положениях.
- Целлюлозное с маркировкой Ц. Характеризуется самым высоким содержанием органических компонентов: целлюлозы, талька, рутила и ферромарганца. Готовый шов по химическому составу соответствует спокойным (с) и полуспокойным сталям (пс). Отмечается большое количество выделяемого водорода и разбрызгивание металла. При односторонней сварке наплавляемый валик ложится равномерно. Обмазка используется в марках Э-46 и Э-50. Электроды отличаются производительностью и позволяют сваривать в вертикальном пространственном положении. Применяются для сварки трубопроводов.
- Смешанные и прочие покрытия П: кисло-рутиловое (АР), рутилово-целлюлозное (РЦ), рутиловое с железным порошком (РЖ), рутилово-основное (РБ).
Несмотря на отличие свойств и составов, у электродов есть общие характеристики:
- Толщина наносимого покрытия должна составлять 1/3 общей толщины.
- Степень влагопоглощения, от которого зависит необходимость в предварительной просушке.
- Температура горения, влияющая на легкость поджига дуги.
Как наносится покрытие
Технология нанесения одинакова для всех видов. Толщина покрытия зависит от сечения стержня электрода. Работы ведутся на специальном станке в автоматическом цикле, что обеспечивает высокую производительность. Твердые фрагменты подсушиваются и измельчаются. Компоненты просевают для отделения однородной фракции нужного размера. Смесь обжигают, чтобы вышла сера. Потом она поступает в смеситель, где соединяется с жидкими компонентами. На завершающей стадии стержни погружаются в готовую смесь.
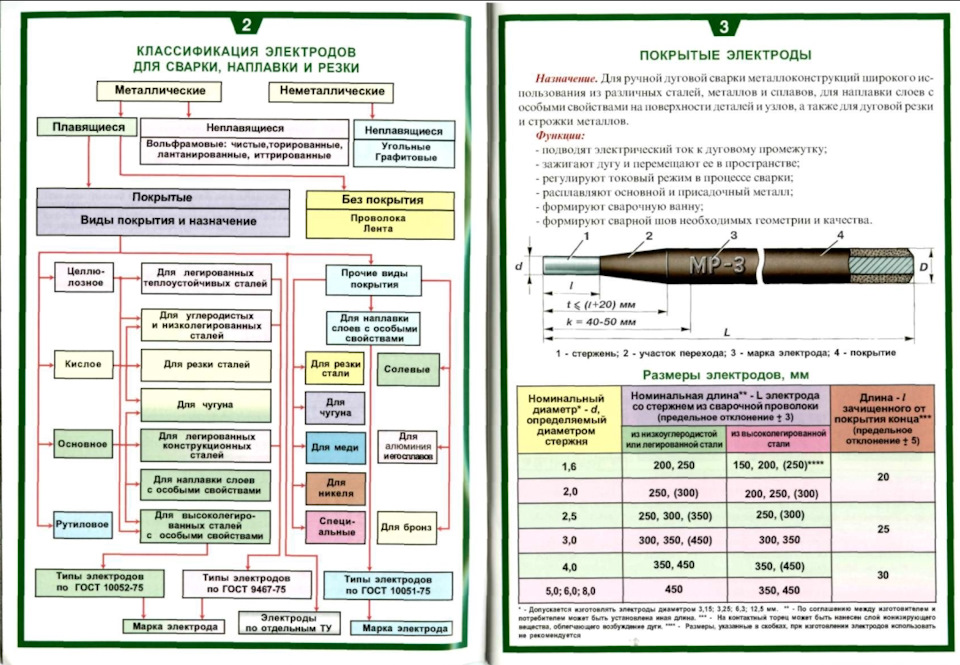
Описание и назначение
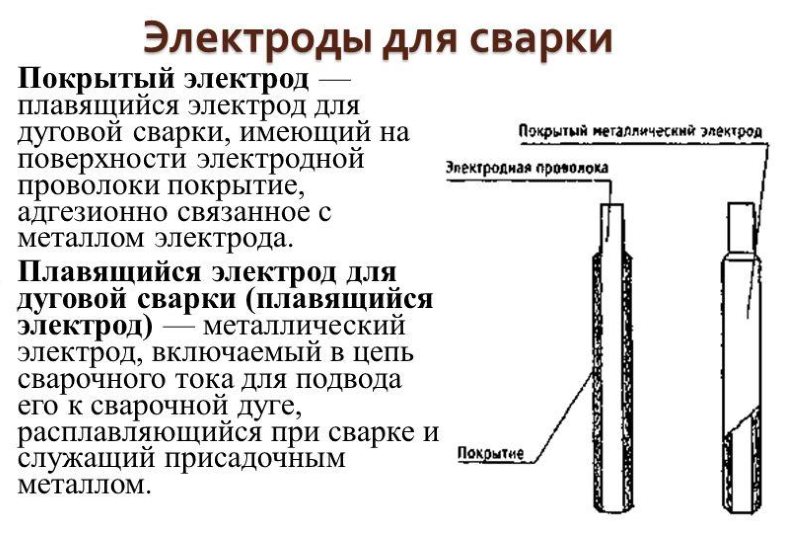
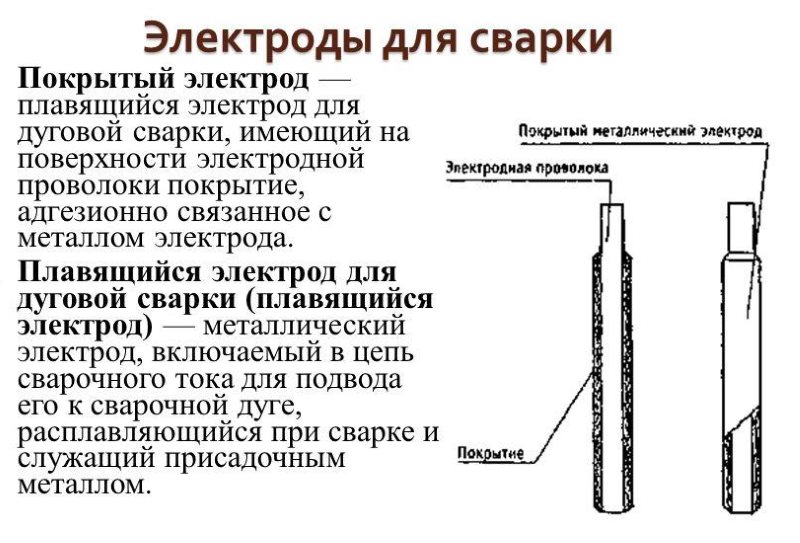
Электроды для сварки – изделия, применяемые в обработке металлов, их сплавов. Они применяются для сварки при ремонте изделий в домашнем и дачном быту, на крупных производственных фабриках, в цехах.
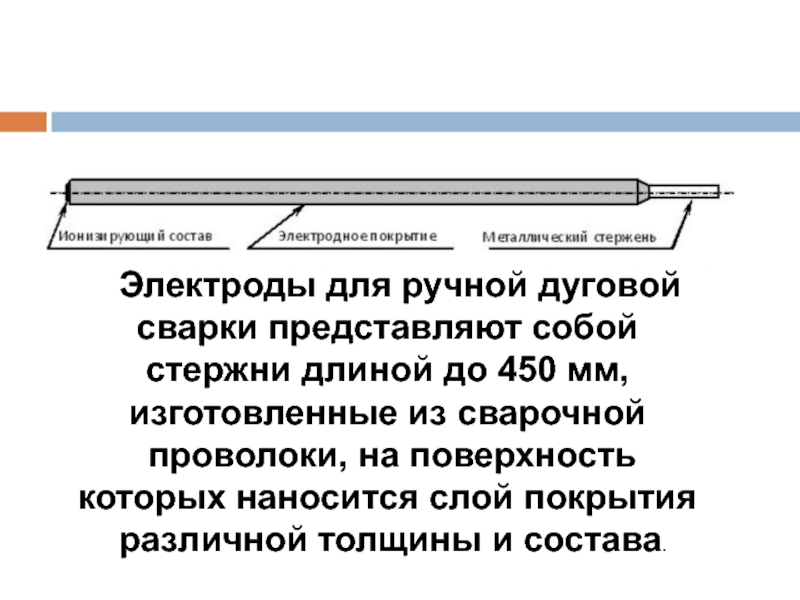
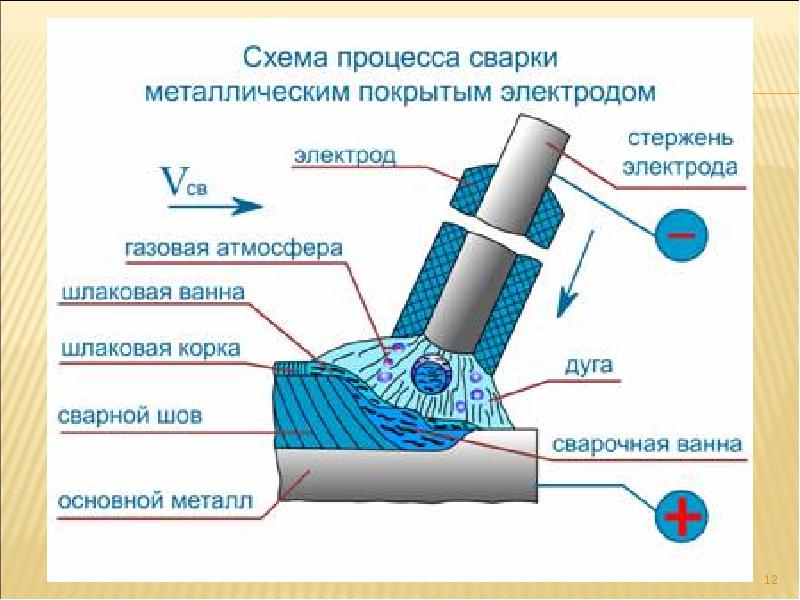
Стержни, которыми представлены эти изделия, состоят из сердечника и обмазки (внешнее покрытие). Принцип сварки заключается в создании электрической дуги, контакт будет от «минуса» к «плюсу».
Обмазка не менее важна в устройстве электродов. Она обеспечивает газовую защиту электрической дуги. Также поверх самого шва располагается шлак (плёнка против окисления материала) из обмазки, которая тоже плавится при сварке.
Назначение стержней при сварке заключается в том, чтобы прочно соединять детали различных конструкций, ещё они используются при резке материалов.
Сварка сегодня актуальна как никогда
Чтобы с успехом использовать приобретённые изделия в сварке и продлить их срок годности, нужно обеспечить безопасную транспортировку и при покупке обращать внимание на качество упаковки
Виды сварочных проволок

Проволоки могут быть разделены на четыре типа: алюминиевые, омедненные, нержавеющие и порошковые. Давайте разберемся с особенностями, которые характеризуют данные типы проволок.

Алюминиевые проволоки используют тогда, когда необходимо произвести соединение алюминия с кремнием или алюминия с марганцем.
Омедненные проволоки применяют в тех случаях, когда требуется соединить низкоуглеродистые и низколегированные стали. Такие проволоки позволяют повысить качество шва, поддерживают горение сварочной дуги, предотвращают разбрызгивание расплавленного металла.
И наконец, порошковые стержни применяется в судостроении, где недопустимо применение других типов проволок. Она отличается от перечисленных тем, что предыдущие производят сваривание изделия в среде защитных газов, в то время как порошковые — нет.
Стоит упомянуть и о сварке под флюсом, где вместо среды защитных газов используется флюс, которым могут являться такие элементы, как борная кислота, бура, фториды и хлориды. Он защищает сварочную ванну от попадания вредным примесей и газов, которые пагубно влияют на металл.

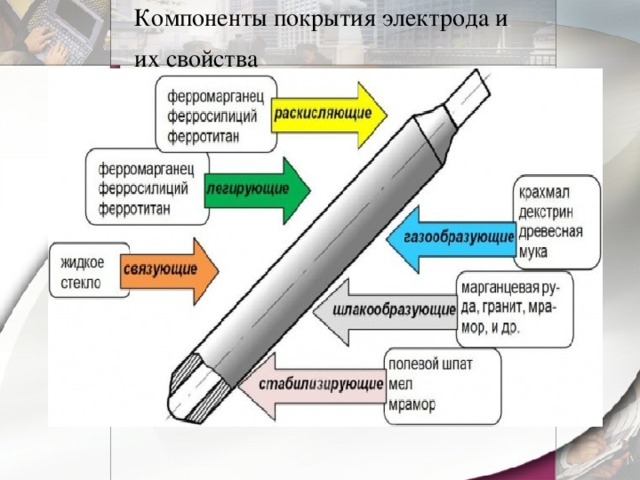
Говоря подробнее об назначении покрытия, оно должно обеспечивать стабильное горение сварочной дуги и получение металла на шве с заданными свойствами, такими как ударная вязкость, стойкости от коррозии, пластичность, прочность и другие. Шлак, в свою очередь, служит для защиты еще не затвердевшего расплавленного металла от попадания кислорода и азота, которые являются вредными включениями и нарушают технологичность детали. Также шлаковая оболочка в значительной мере уменьшает скорость затвердевания шва, позволяя выходить из сварочной ванны неметаллических и газовых включений. Компонентами, образующими шлак, являются: доломит, марганцевая руда, титановый концентрат, кварцевый песок, мел и многие другие.
Легирование сварочного шва производится для добавления специальных свойств изделию. Легирующими компонентами являются: хром, вольфрам, молибден, никель, марганец и другие.Также легирование металла производится проволокой, которая уже содержит нужные для этого элементы, но чаще всего легирования сварочного шва достигают введением легирующих компонентов в состав нанесения.
Иногда для повышения производительности сварочного процесса и для увеличения наплавляемого металла за отрезок времени в покрытие добавляют железный порошок. Его введение повышает технологические свойства стержня, а именно облегчает зажигание дуги, уменьшает скорость охлаждения металла, улучшая сварку при низких температурах.
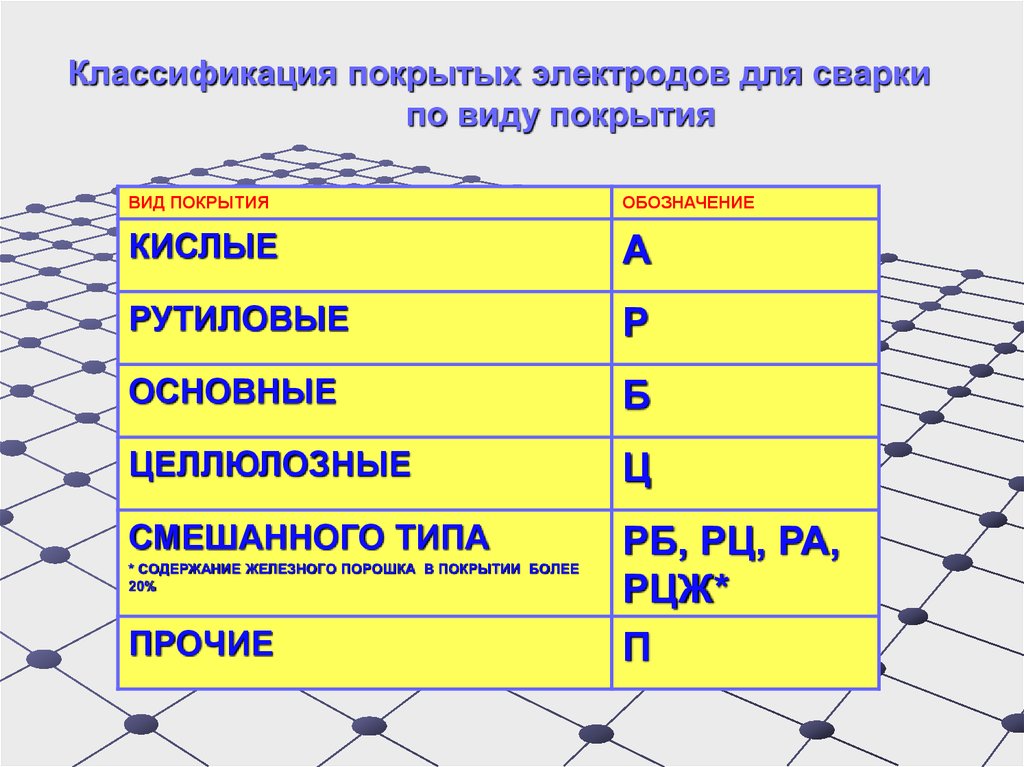
Типы электродов для покрытия бывают следующими:
- А — с кислотным нанесением с содержанием окиси марганца, кремния, железа и титана. Электрод группы А может быть применен при сварке стали; для электродов марки А нет никаких пространственных ограничений.
- Б — с нанесением, в основу которого входят карбонат кальция и фтористый кальций; электроды марки Б не должны применяться для сварки в вертикальном положении.
- Ц — с нанесением из целлюлозы, в которое также входят органически вещества, создающие защиту дуги при сгорании и образующие тонкий слой шлака;
- Р — с рутиловым покрытием, которое направлено на уменьшения разбрызгивания металла, устойчивости горения дуги и формирование швов во всех пространственных направлениях;
- Ж- ставится в обозначение при присутствии в составе покрытия более 20% железного порошка;
- П — прочие виды покрытия.
Еще существуют типы электродов для покрытия с оболочкой смешанного вида, они обозначаются сразу двумя буквами.
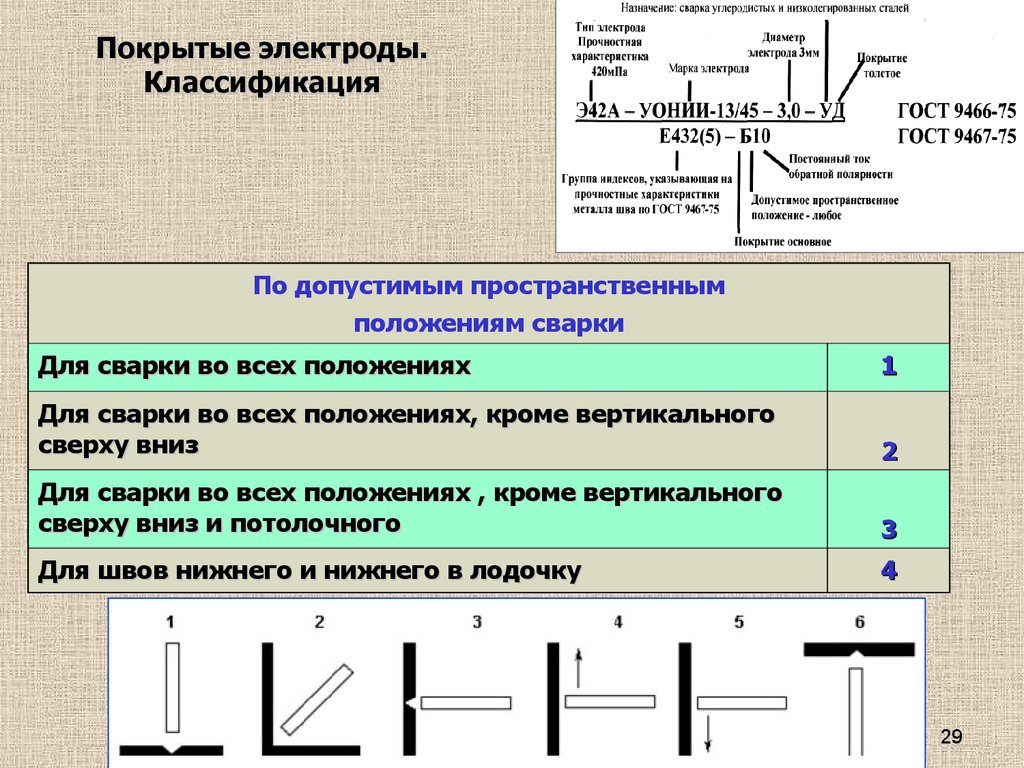
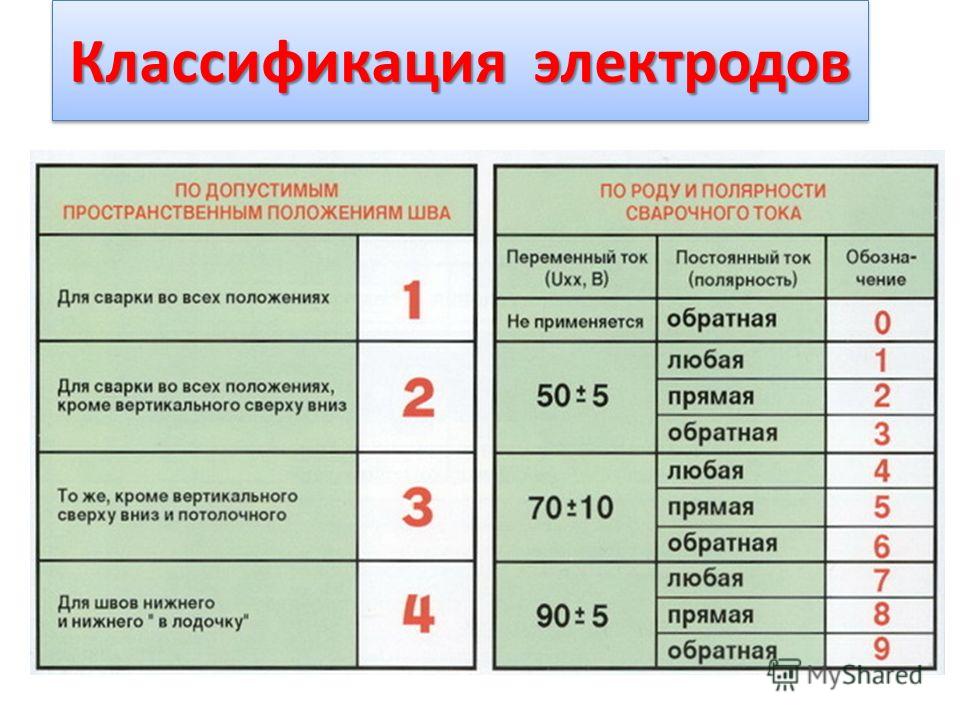
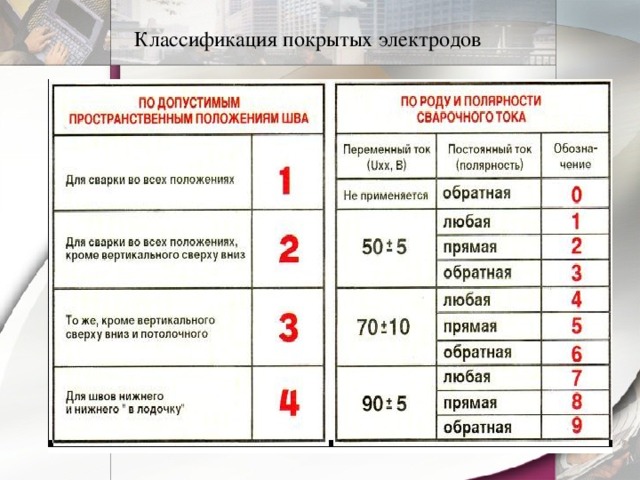
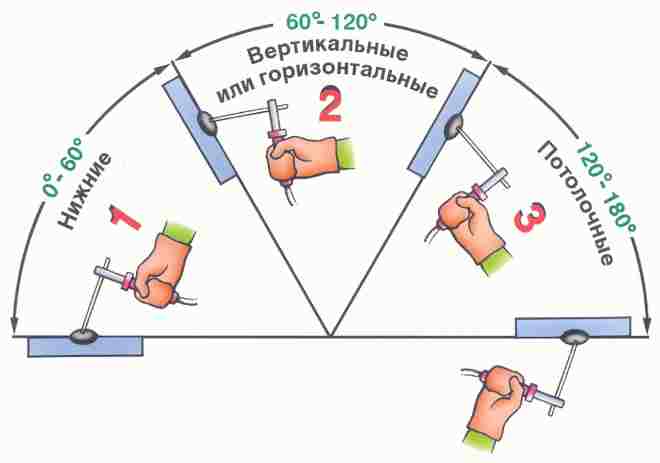
Существуют типы электродов по применению их в определенном пространственном положении. Они тоже маркируются, а именно следующими цифровыми кодами:
- данный цифровой код говорит об универсальности типа;
- данный вид подходит для использования во все пространственных положениях, кроме вертикального;
- предназначен для вертикальных и горизонтальных работы, но работы под потолком не допустимы;
- только для горизонтальных швов.
Сферы применения
Подбор электродов для выполнения той или иной работы производится по таким критериям:
- для неопытных сварщиков следует выбирать рутиловые проводники, для опытных работников тип обмазки не имеет особого значения;
- вид электрода – плавящийся либо неплавящийся;
- тип конструкции, оборудования либо элементов, подлежащих сварке (для электродвигателей нужен один вид, для наплавки ковшей экскаваторов – другой);
- марке стали;
- толщине элементов;
- род тока и его полярность;
- характеристики приобретаемых электродов.
Неопытным пользователям
Новичкам в сварочном деле предпочтительнее применять электроды с рутиловым слоем. Такие изделия отличаются легкостью использования по сравнению с иными типами. К наиболее востребованным маркам причислены:
- АНО-4;
- МР-3 (также называют «синие электроды» из-за соответствующего цвета);
- ОК 46.00;
- UTP 65D.
Использование в быту
Сварочные работы, проводимые в быту, характеризуются небольшим уровнем сложности. Они требуют нормального или низкого качества шва, так как основная цель – соединение требуемых элементов, не испытывающих серьезных нагрузок и не подвергающихся значительному износу.
К наиболее часто выполняемым в бытовых условиях относятся сборочные работы для создания небольших металлоконструкций (теплиц, столбиков для забора), восстановительная сварка автомобиля в гаражах либо на стройках.
Для бытовой ручной дуговой сварки марки электродов:
- АНО. Подходят для инверторов любых типов, применяющихся в качестве источников сварного тока.
- УОНИ. Позволяют создать высокопрочный шов, могут использоваться для изделий любой сложности, но отличаются «строптивым» характером. Для выполнения сварки электродами такой марки требуется определенный опыт.
- МР-3. Изделия универсального применения. Могут применяться для соединения даже влажных, коррозированных, не подвергнутых предварительной абразивной обработке поверхностей.
Нержавеющая сталь
Для соединения нержавеющей стали предпочтительно использовать неплавящиеся вольфрамовые электроды. При использовании проводников для черных металлов соединение не сможет характеризоваться требуемой прочностью и эстетикой шва.
Чаще всего используются такие марки:
- НЖ-13;
- ОЗЛ-8;
- ЦЛ-11;
- ЦТ-15.
Чугун
Чугун отнесен к самым востребованным материалам, нашедшим свое применение в различных отраслях строительства и промышленности.
Для соединения чугунных изделий используются:
- МНЧ-2.
- ОЗЖН-1.
- ОЗЧ-2.
- ЦЧ-4.
- ОК 92.18.
Из перечисленных в списке электродов для сваривания чугуна подходят все, но следует учесть, что проводник обязательно должен в наибольшей мере совпадать с маркой материала (серый, высокопрочный и т.д.).



Трубы
При выборе электродов для соединения труб в качестве основного параметра принимается толщина элементов. Чем более толстые стенки у трубы, тем большим следует выбирать толщину проводника.
Трубы соединяется одним из четырех способов, от которых также в немалой степени зависит требуемая марка электрода:
- внахлест;
- в угол;
- встык;
- втавр.
Помимо этого, не стоит забывать о том, что существующая классификация труб включает множество пунктов, потому нет четкого ответа на вопрос «какой электрод лучше» для их соединения.
Сварку ответственных трубопроводов необходимо делать электродами для соединений повышенной сложности. К магистралям бытового назначения (водопроводов, систем отопления) особых требований к прочности швов не предъявляется.
К наиболее востребованным типам расходников относятся:
- ЗИО-20.
- ТМЛ-1У.
- УОНИ-13/55.
- ЦУ-5.
Наиболее популярны у профессиональных электросварщиков проводники LB-52U. Электроды такой марки применяются для устройства газопроводов, резервуаров, эксплуатируемых под повышенным давлением.
Для инверторов
. Эффективность сварки зависит от равномерности распределения потенциалов
Для работы годятся почти все виды покрытых стержней, новичкам следует воспользоваться рутиловыми электродами.
Назначение
Электроды применяют в электродуговой сварке. Благодаря им образуется электрическая разрядная дуга, расплавляющая металл. От качества электродов во многом зависит стабильность дуги, а их состав влияет на прочность и другие важные характеристики шва.

Как обычные, так и универсальные электроды, относящиеся к категории самых лучших образцов, должны быть способны:
- поддерживать стабильную дугу при сварке;
- обеспечивать получение сварочного шва требуемого химического состава;
- равномерно расплавляться (это относится к стержню и покрытию);
- создавать условия для снижения уровня разбрызгивания металла и повышения эффективности сварочных работ;
- обеспечивать лёгкость отделения шлака и гарантированную прочность соединений;
- сохранять в процессе сварки степень токсичности на допустимом уровне.
Для того чтобы правильно выбрать подходящий для каждого конкретного случая электрод, сварщик должен быть знаком с их классификацией, производимой в соответствии с назначением, химическим составом покрытия и способом изготовления.
Материалы покрытия
В основе классификации сварочных электродов лежит род покрытий, различных по химии и свойствам. Различают несколько видов обмазки:
- Кислая, из оксидов кремния, железа или марганца. Применение изделий с таким покрытием провоцирует появление на нагретых деталях трещин. Шов при этом надежно защищен от появления пор.
- Рутиловая. Состоит из диоксидов титана либо концентрированного рутила. При сварке практически не образуется брызг, металл полностью уходит в создаваемый шов.
- Ильменитовая. Свойства таких обмазок находятся посередине между кислым и рутиловым.
- Основная, сформированная из соединений фтора или карбонатов. Виды электродов с таким покрытием добавляют металлу шва пластичности, увеличивают его вязкость при мехобработке. Позволяют создать стойкий к образованию трещин шов, при этом не допускается присутствие в ванне окислительных элементов, провоцирующих высокую подверженность коррозии линии соединения.
- Целлюлозная, в состав которой включено порядка 50% органических веществ. С такой обмазкой изготавливаются водородные электроды, работа с ними основана на явлении электролиза, протекании окислительно-восстановительных реакций с изменением уровня РН. Образуется шов с повышенной плотностью, что допускает использование изделий для выполнения вертикального сваривания.

Классификация электродов для ручной дуговой сварки
Рассматривая различные виды электродов для ручной дуговой сварки, следует уделить внимание тому, что различные обмазки могут стабилизировать образующуюся дугу во время горения. Все виды покрытия стержня имеют свои особенности, которые следует учитывать, рассматривая типы электродов для ручной дуговой сварки
Одни и те же марки могут изготавливаться различными производителями. Стоит учитывать, что качество расходного материала может существенно отличаться.
Предназначение электродов может быть самым различным. По этому критерию проводится следующая классификация электродов ручной дуговой сварки:
- Довольно большое распространение получили легированные металлы, так как за счет добавления различных химических веществ существенно улучшаются эксплуатационные характеристики. Некоторые химические вещества могут существенно повысить теплоустойчивость металла. Для подобных сплавов применяются электроды, которые в маркировке имеют букву «Т».
- Для сваривания сталей, которые имеют низкую концентрацию примесей, применяют варианты исполнения, при маркировке которого применяется буква «У». Кроме этого, подобные электроды для ручной дуговой сварки подходят соединения металлов со средней концентрацией углерода. Достигаемое значение сопротивления на разрыв составляет 600 МПа.
- Конструкционные стали также получили весьма широкое распространение. В их составе также встречаются легирующие элементы. Сопротивление на разрыв в этом случае составляет 600 МПа.
- В некоторых случаях может проводиться напайка металла на поверхность. Металл может обладать исключительными эксплуатационными качествами. Для этого случая подходит вариант исполнения, при обозначении которого применяется буква «Н».
- В продаже встречаются электроды, предназначенные для сталей с высокой концентрацией легирующих элементов.
- В отдельную группу отводят стали, которые обладают высокими пластичными свойствами. Работать с подобным материалом достаточно сложно, поэтому стали выпускать электроды по алюминию или другим подобным сплавам. В маркировке указывается буква «А».
Виды электродов для сварки
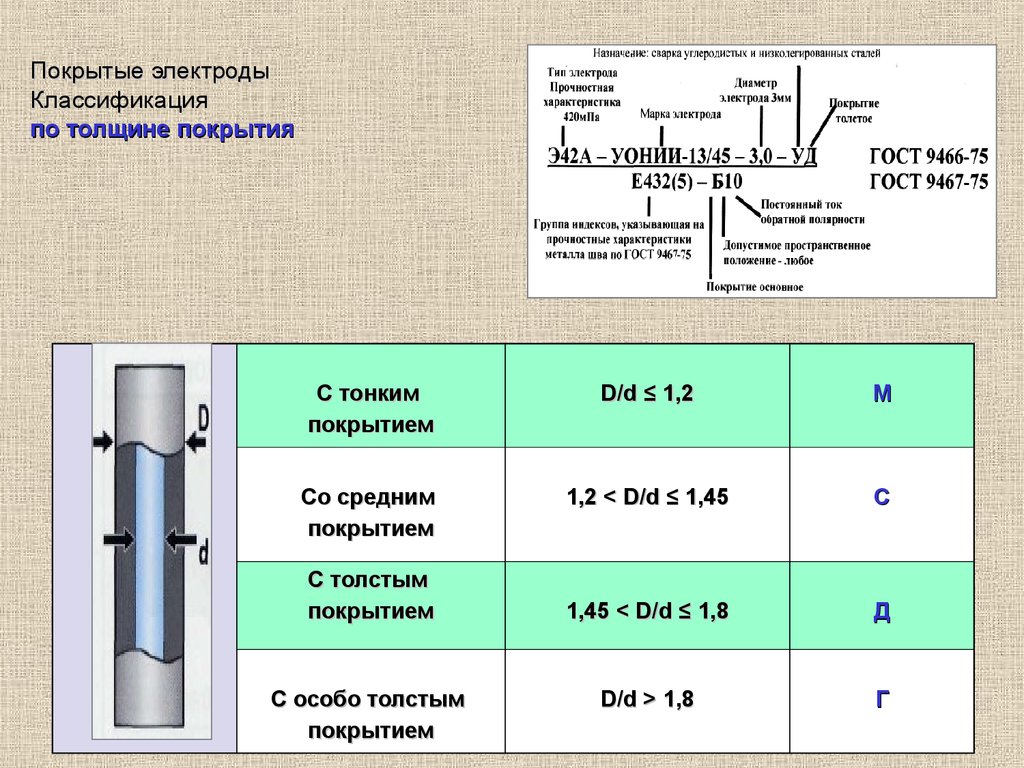
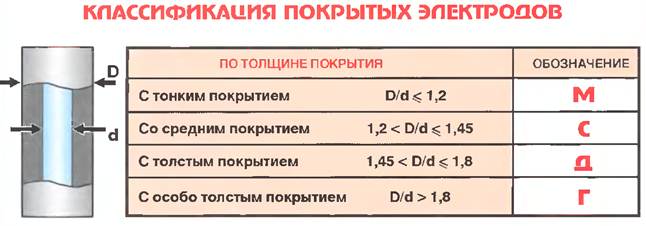
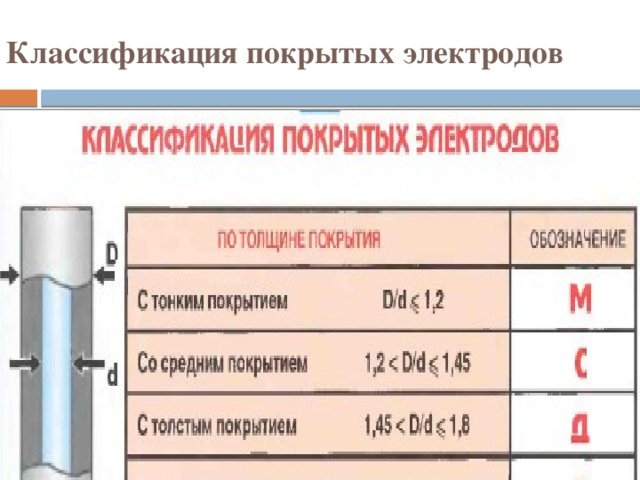
Диаметры электродов для ручной дуговой сварки могут существенно отличаться, что связано с особенностями проводимой работы. Классификация проводится также по толщине создаваемого покрытия. Выделяют следующие виды электродов:



- С тонким покрытием. При обозначении применяется буква «М». Как правило, в этом случае поверхностный слой около 20% (показатель берут от общего значения диаметра).
- Со средней толщиной покрытия. При обозначении указывается буква «С». В этом случае наносится слой, толщина которого составляет 45% от диаметра применяемого стержня при изготовлении.
- Толстое покрытие составляет 80% от диаметра, в маркировке указывается буква «Д».
- Есть и особо толстые варианты исполнения, при обозначении которых указывается буква «Г». В этом случае толщина более 80%.
Не стоит забывать о том, что электроды могут иметь ограничения по применению и относительно положения во время проведения работ. Примером можно назвать то, что некоторые вещества обладают повышенной текучестью, и проводить работы у потолочной поверхности будет сложно. Для того чтобы можно было быстро определить предназначение электродов для ручной дуговой сварки применяется определенная схема маркировки:
- 1 – варианты исполнения, которые можно использовать практически в любом положении. Это связано с тем, что применяемая обмазка сохраняет свою форму и не слишком текучая.
- 2 – можно использовать практически во всех положениях, за исключением работы при вертикальном расположении применяемого инструмента.
- 3 – эти электроды предназначены для горизонтального и вертикального применения, исключается потолочное положение
- 4 – электроды для ручной дуговой сварки, которые могут применяться только в горизонтальном положении.
Разные марки электродов для сварки
Стоит учитывать, что в разных странах применяются различные стандарты маркировки. В продаже встречаются электроды для ручной дуговой сварки отечественных и зарубежных производителей, классификация которых может существенно отличаться.
Самые тонкие сварочные электроды
Размер диаметра электрода является одним из основных параметров при выборе, так как требуется подбирать расходные материалы толщиною, примерно, как основной металл. Естественно, что рано или поздно приходится сталкиваться с тонкими листами, сваривание которых не только является сложным технологическим процессом, который требует большого опыта, но и его невозможно провести без специальных материалов и инструментов. В большинстве случаев их стараются соединить при помощи газовой сварки, но если таковой возможности не имеется, то приходится использовать самые тонкие сварочные электроды.
Тонкие сварочные электроды
Не во всех марках есть материалы, которые могут удовлетворять данному запросу, так как в некоторых случаях толщина начинается от 2 мм. Тонкими можно назвать те, которые меньше 2 мм в диаметре. Электроды для тонкого металла практически полностью сохраняют соотношение количества обмазки по отношению к количеству материала на стержне. Как правило, это одна треть от общей массы. Такие вещи сложнее в изготовлении и они не так часто применяются. С появлением небольших домашних инверторов, которые имеют небольшой диапазон работы, тонкие электроды для сварки стали более популярными, так как мощность той техники могла расплавить максимум 3 мм присадочный материал.
Электроды для сварки
Самые тонкие электроды для дуговой сварки достаточно сложные в применении, так как скорость их плавления намного выше, чем у стандартных. Для этого следует подбирать специальные режимы, но для получения качественных результатов этого может оказаться недостаточно. Здесь нужен практический опыт, так как есть большой риск перепаливания основного металла. Также есть ряд требований к оборудованию, к примеру, держатель должен надежно фиксировать электрод. У сварочного трансформатора должна быть тонкая регулировка, чтобы можно было точно подобрать нужную силу тока. Скорость проведения процесса намного выше, чем в стандартной ситуации.
Самые тонкие электроды для дуговой сварки
Защита, которую создает обмазка, является относительно небольшой, за счет тонкого слоя покрытия. Но этого может хватать, так как сварочная ванна также небольшого размера. Желательно использовать флюс для металла, чтобы улучшить свойства сваривания и защитить шов. Здесь нужно хорошо регулировать баланс глубины проваривания, чтобы наплавленный металл взялся на основном, но при этом не получилось дыр. Также стоит учитывать, что при сварке тонкого металла есть вероятность появления температурной деформации. Чтобы этого не случилось, шов следует делать не сразу на всей протяженности, а небольшими полосками. Также нужно сделать прихватки по всей длине, чтобы все не сгибалось.
Сварка металла тонким электродом
Электроды для сварки металлов 1 мм относятся к узкопрофильным и профессионалами используются редко. Но они не имеют альтернативы, так что в арсенале профессионала они обязательно должны быть. Главное их правильно подобрать, а потом использовать согласно технологии, чтобы не было большого количества брака.
Преимущества тонких электродов
- Это единственный расходный материал, которым можно осуществить дуговую сварку тонких изделий без большого риска перепалить заготовку;
- Электроды для сварки инвертором тонкого металла имеют относительно небольшую стоимость, так что всегда можно купить большое количество материала;
- По своим физическим свойствам и составу они почти не уступают более толстым представителям марки;
- Электроды быстро подготавливаются, так как просушка и прокалка занимает относительно небольшое количество времени.
Недостатки тонких электродов
- Электроды для сварки инвертором тонкого металла не предназначены для работы с толстыми деталями, так как не смогут проварить на нужную толщину;
- Существуют сложности с работой, так как техника сваривания отличаются от обыкновенной;
- Из-за размера они быстро заканчиваются и приходится часто менять расходный материал;
- Недостаточный слой обмазки делает защиту сварочной ванны не столь надежной;
- Зачастую требуется использовать дополнительные расходные материалы;
- Далеко не все марки выпускаются в столь мелком варианте, поэтому, иногда возникают сложности с подборкой.
Технические характеристики
Технические характеристики электрода зависят от того, какие элементы входят в его состав, а также от физических свойств металла, из которого сделан стержень и что входит в состав обмазки.
| Температура испытаний, градусы Цельсия | Временное сопротивление разрыву, Н/мм2 | Относительное удлинение, % | Ударная вязкость, Дж/см2 | KCV>34 Дж/см2 при температуре, градусы Цельсия |
| + 20 | 460 | 18 | svarkaipayka.ru |





