
Устройство и схема работы
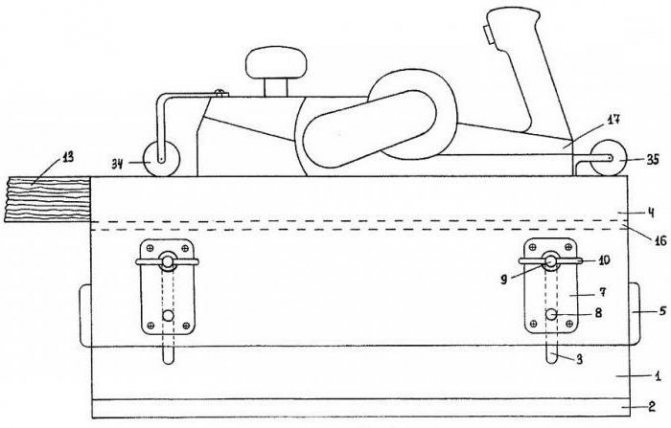
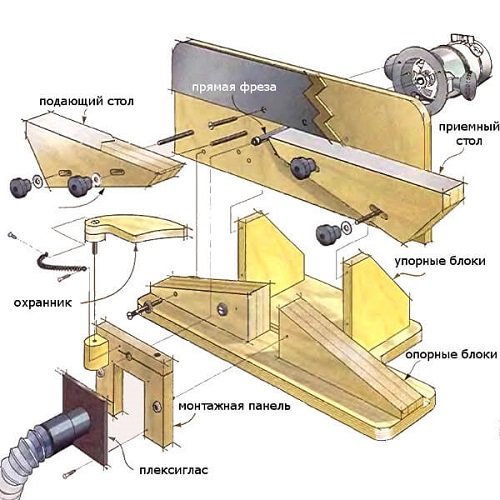
Рейсмусовый станок состоит из следующих основных деталей:
- горизонтальный стол для обработки различных деревянных деталей и изделий (или основа из листа фанеры, как в самодельном варианте);
- рабочий обрабатывающий ножевой вал. Один – в односторонней конструкции и два – в двухсторонней;
- прижимные валики, отвечающие за подачу детали к ножевому валу;
- платформа, регулирующая высоту стола;
- предохранитель, препятствующий выпадению заготовки из станка. Риск выпадения существует в том случае, если обрабатываются детали разной толщины. В этом случае изделие меньшей толщины ударится о нож и выскочит из станка. Чтобы этого не произошло, устанавливается специальное предохранительное устройство.

Работает все так: включенный электрорубанок начинает вращать ножевой вал. Деревянная деталь помещается в зазор и подается сначала на нижние, а потом на верхние валики. Верхний передний валик – рифленый. За счет этого он захватывает деталь и передает ее на ножевой вал. При это направляющие надежно фиксируют заготовку и предотвращают ее выпадание. После того, как изделие смещается с задней направляющей, в переднюю уже передается следующая заготовка. И так пока не будут обработаны все детали.
Устройство рубанка
За время эволюции рубанка появилось довольно много его разновидностей, которыми можно не только обрабатывать плоскости древесины, но и использовать для фигурной резки. Чтобы получать удовольствие от ручного труда, нужно уметь правильно выбирать рубанок, и тогда из обыкновенного куска дерева будут получаться настоящие произведения искусства.
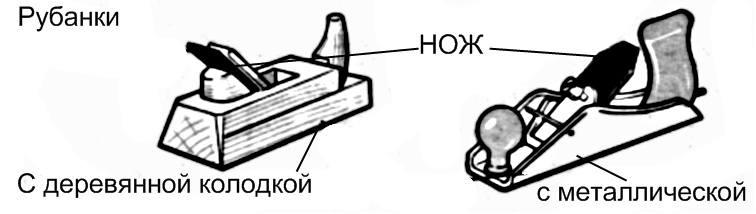
Современные рубанки можно условно разделить на деревянные и металлические модели. Каждая из них обладает своими преимуществами и недостатками, но в конструктивном плане инструменты похожи, словно братья-близнецы.
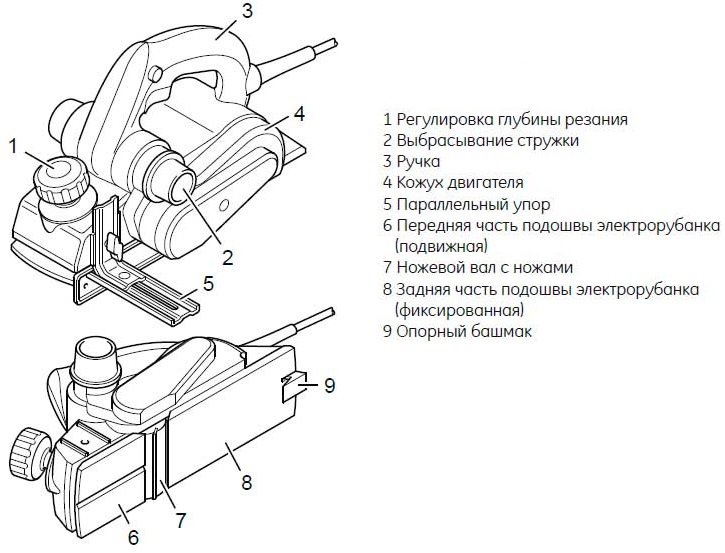
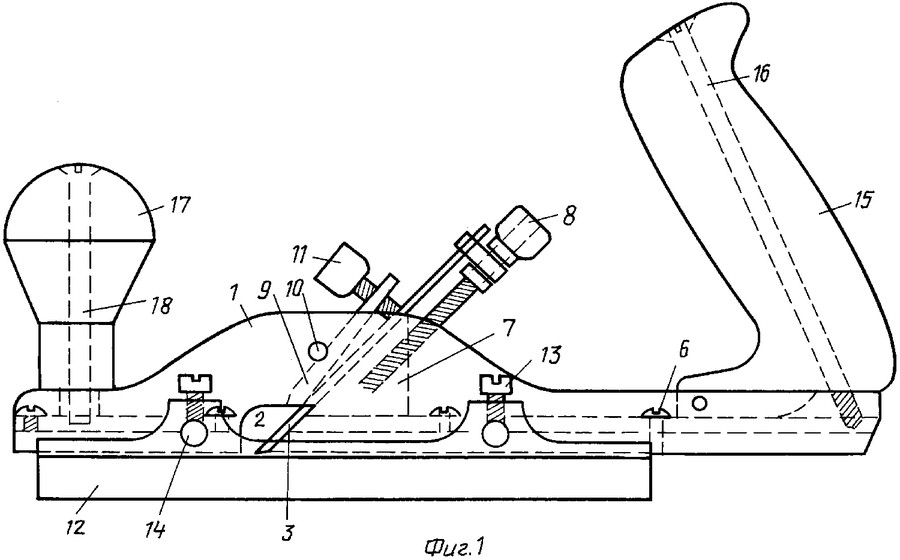
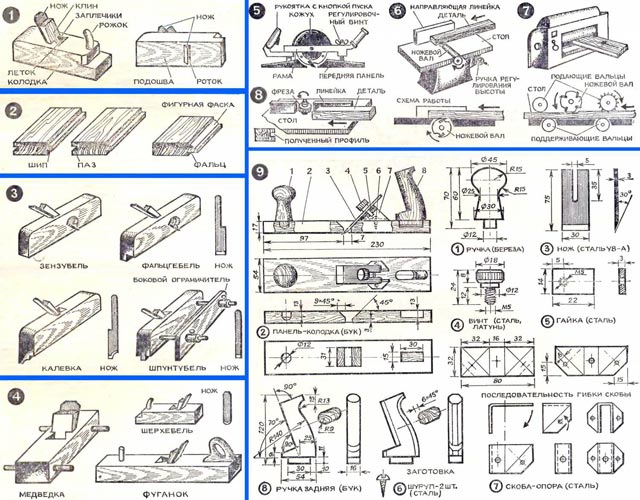
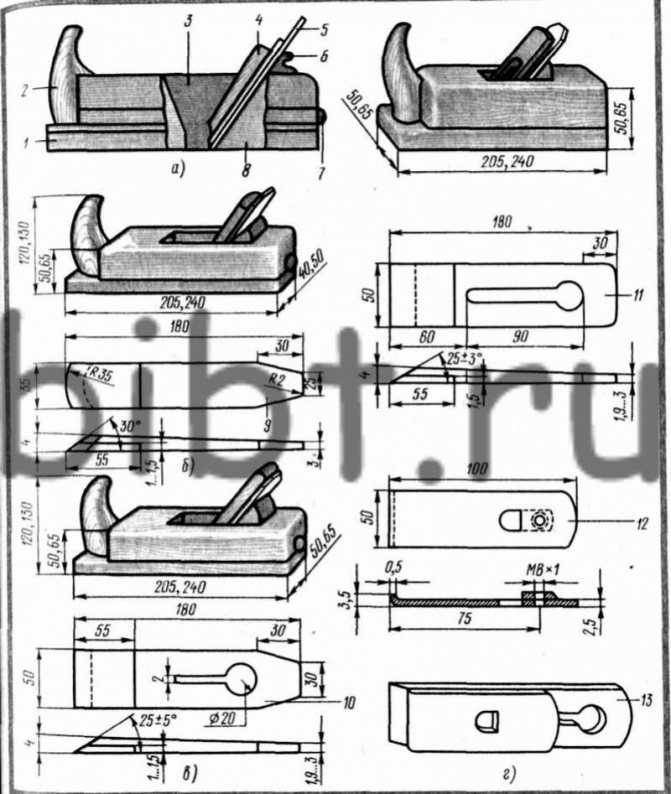
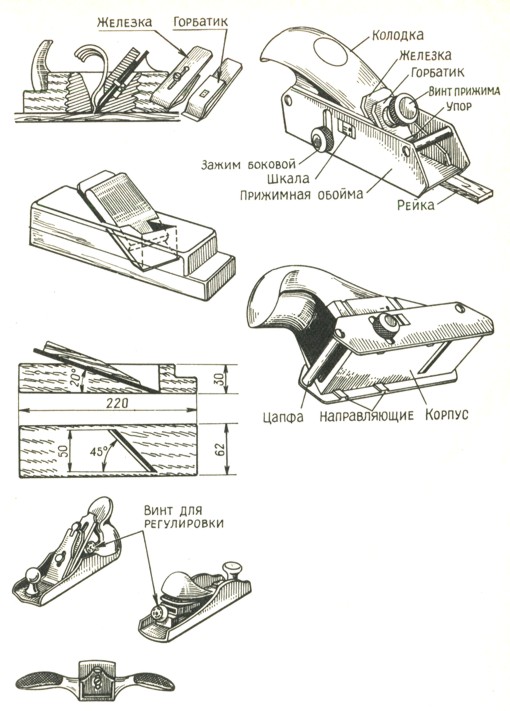
Стандартный рубанок состоит из следующих частей:
- подошва, она же корпус;
- резец;
- клин;
- прорезь для выхода стружки;
- зажим резца;
- регулятор глубины реза;
- рожок – передняя рукоять;
- упор – задняя рукоять.
Ключевым элементом конструкции является резец – это режущий инструмент, выполненный в виде заострённой пластины.
Располагается лезвие под заданным углом к обрабатываемой поверхности. Благодаря регулятору нож выдвигается на определённое расстояние, что позволяет тонко настраивать глубину реза, толщину снятия стружки. В заводских моделях угол заточки лезвия стандартный, но профессиональные плотники изменяют его в зависимости от типа обрабатываемой древесины.
Рукояти тоже играют определённую роль. Передняя, которая называется рожком, выполняет направляющую функцию, обычно имеет изогнутую форму, обеспечивающую лучший захват руки. Задняя – это упор, благодаря которому создаётся необходимое для работы усилие.
С подошвой, которая бывает деревянной и металлической, всё не так однозначно. Главный критерий, предъявляемый к этому элементу конструкции, – идеально ровная поверхность.
Если данное требование не соблюдается, ручным рубанком будет тяжело пользоваться, а про точность строгания можно просто забыть. С учётом этих нюансов металлическая подошва выглядит предпочтительнее: она изготавливается по шаблону, поэтому априори имеет правильную геометрию. Однако ошибки, допущенные производителем при литье, сводят эти преимущества к нулю. Более того, металл подвержен коррозийным изменениям.
Деревянная подошва легче, и в случае деформации её можно выправить своими силами, вдохнув в рубанок вторую жизнь. Однако древесина не является долговечным материалом, она подвержена механическому износу, теряет первоначальные свойства при длительном воздействии влаги или высоких температур.
Несмотря на типовую конструкцию, существует более 10 разновидностей рубанков, и каждый инструмент выполняет определённую функцию при обработке деталей. Познакомимся с этими изделиями поближе.
Дополнительные сведения
Все перечисленные выше инструменты – изделия стандартизированные. Поэтому для того, чтобы они правильно и точно выполняли свою работу, необходимо их изготавливать в соответствии с требованиями ГОСТ 15987-91. Ниже представлены выписки из ГОСТа, определяющие основные требования.
Описание процесса изготовления
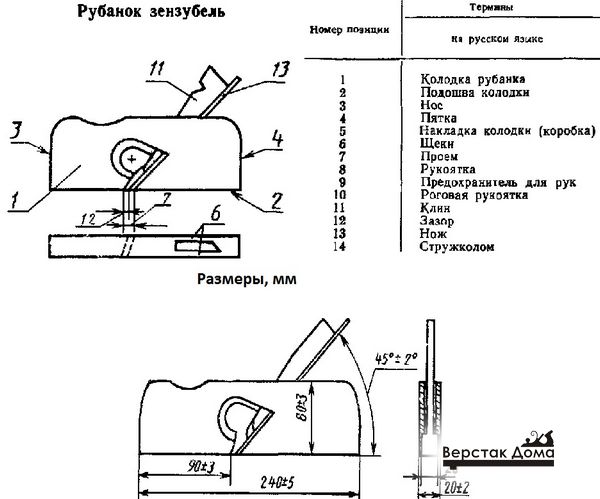
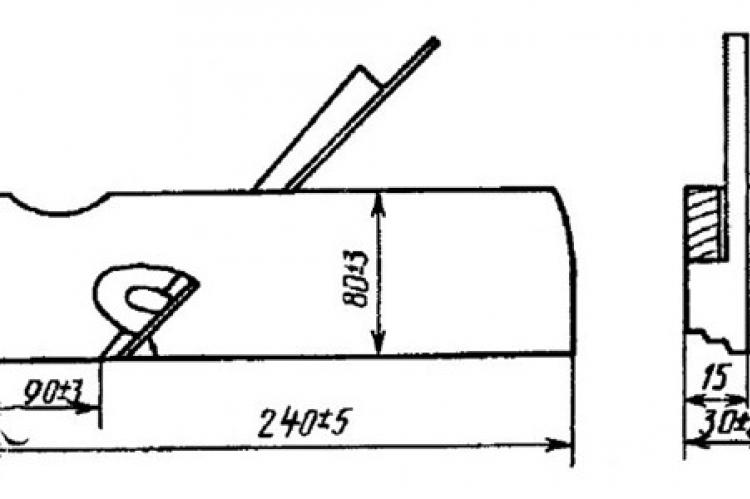
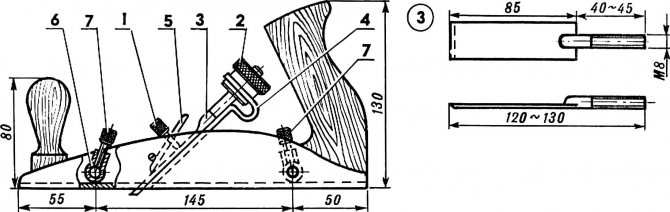
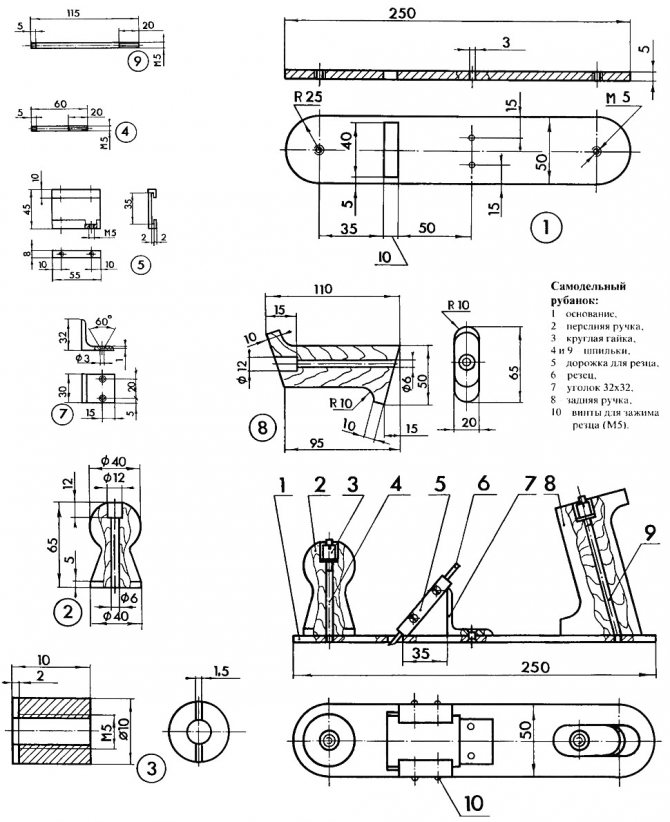
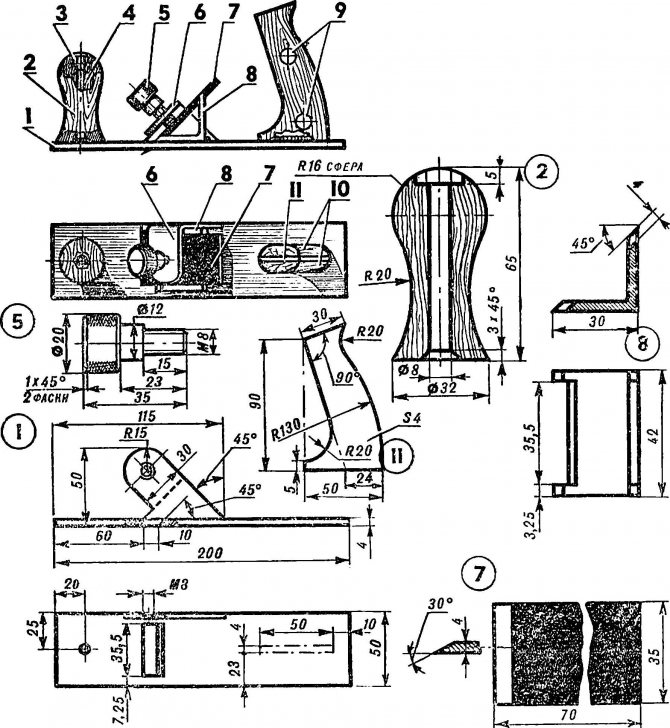
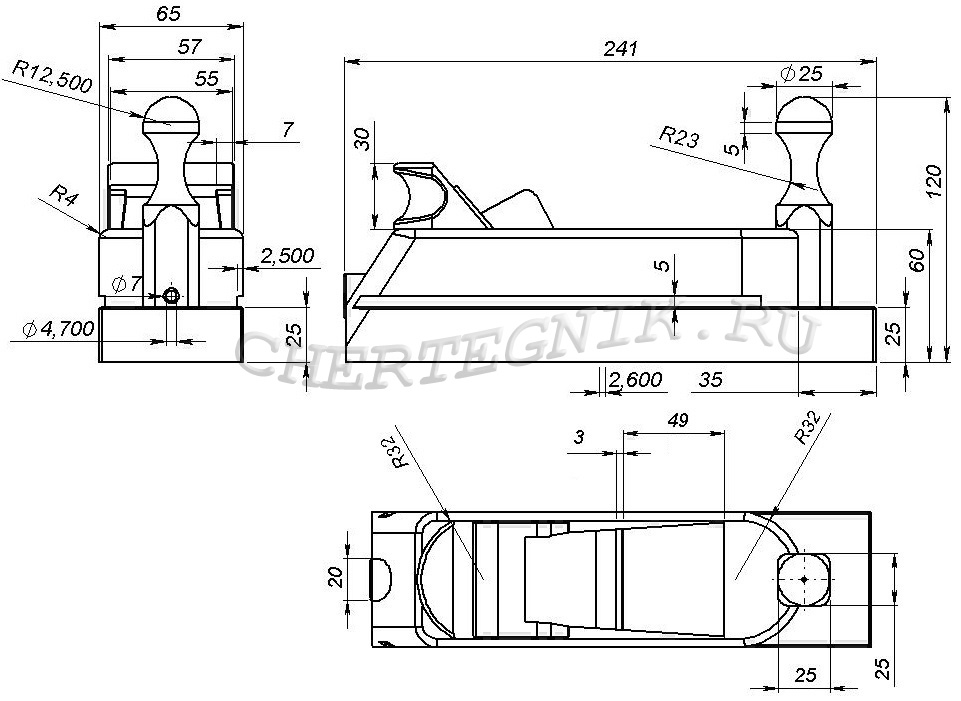
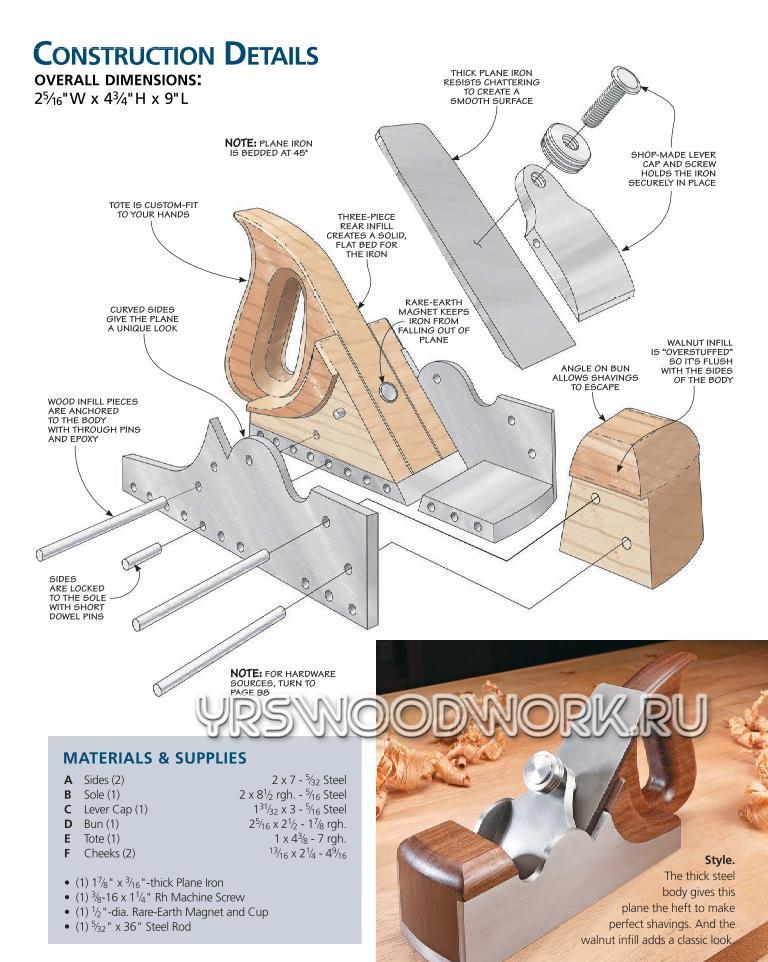
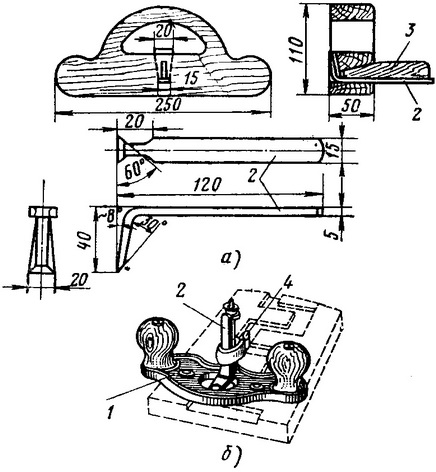
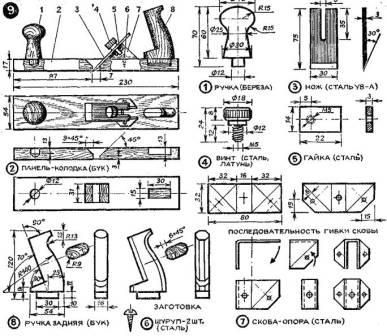
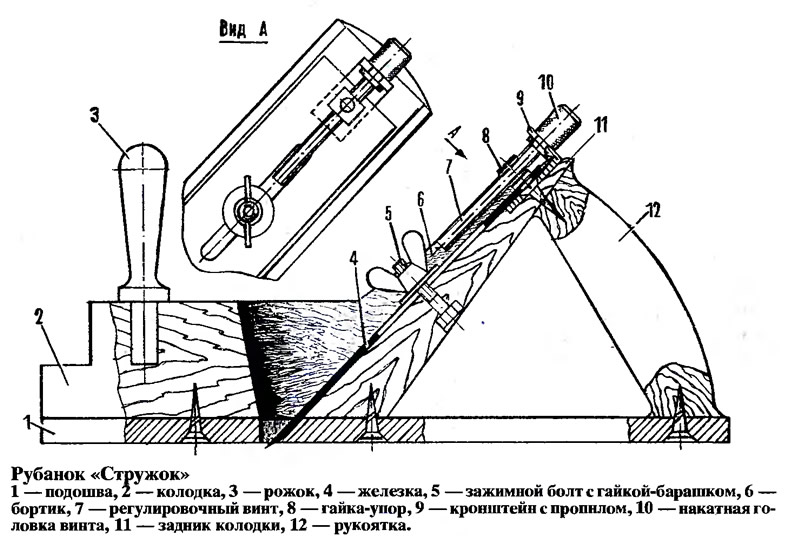
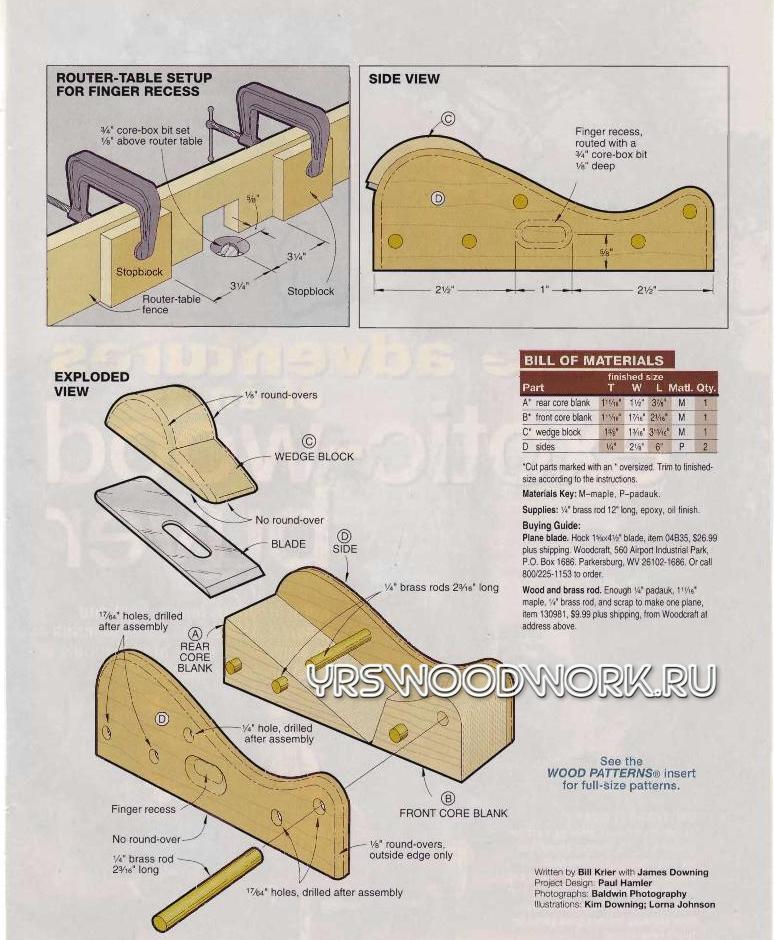
Предлагаемый для изготовления своими руками рубанок имеет креативный вид, и довольно удобен в использовании. Изделие изображено на рисунке.
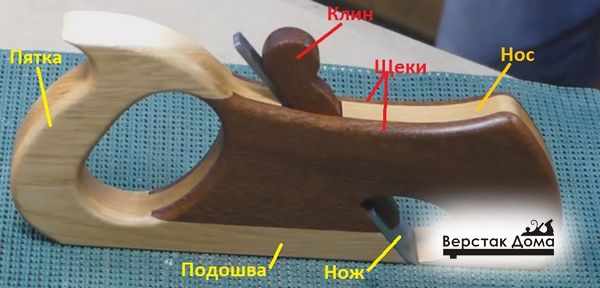
Материал пятки, носа и подошвы рубанка – ясень. Щеки и клин – дуб. Толщина рубанка должна быть равна ширине лезвия ножа, 20 мм.
Из доски ясеня, на рейсмусе изготавливают заготовку толщиной 20 мм, на которую при помощи шаблона из бумаги, карандашом наносят контуры будущего рубанка.
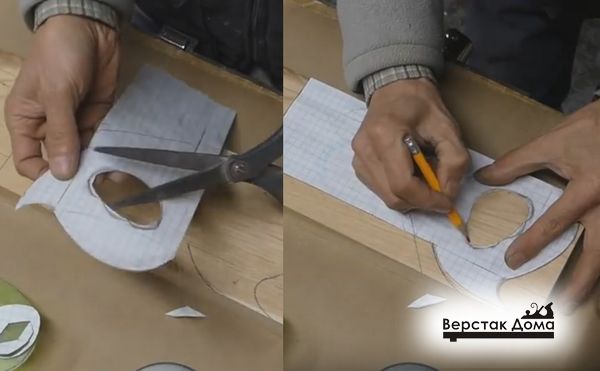
Затем необходимо вырезать отверстие для руки. Для этого:
- При помощи дрели сверлят отверстия 10 мм под пилку;
- Электролобзиком делают вырез для руки по размеченному контуру;
- На шлифовальном станке обрабатывают внутреннюю поверхность отверстия.

На фрезерном станке, с помощью пальчиковой фрезы с двух сторон заготовки прорезают выборки под щеки. Глубина выборки 5 мм.

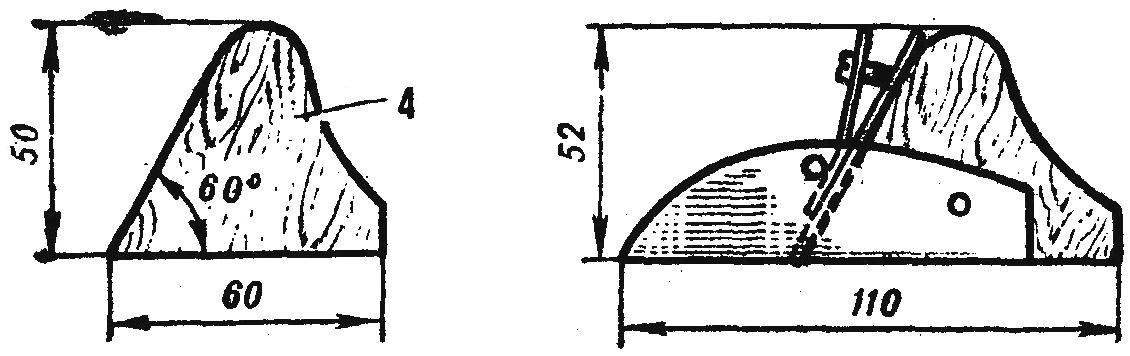
На циркулярной пиле удаляют лишнюю верхнюю часть, и с помощью торцовки разрезают деталь на две половины – нос и пятку, по размеченной линии с наклоном 45 град.

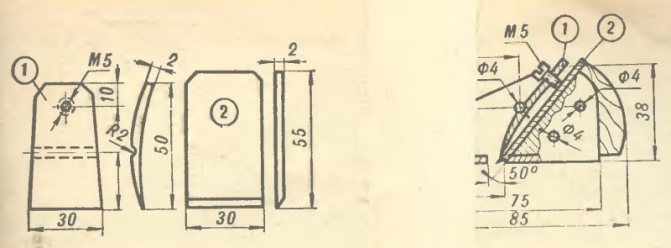
Если в мастерской освоена такая операция, как заточка рубанка своими руками, то угол заточки лезвия должен быть равным 45 градусов, чтобы выступающая режущая кромка ножа была параллельна плоскости подошвы.
Далее своими руками изготавливают щеки. Они должны быть толщины, равной глубине выборки, (5 мм) и по ширине плотно входить в паз.
Для этого заготовку из дуба разрезают на две половины, с помощью рубанка зачищают поверхность и ребра.

Затем вставляют щеку в паз пятки, отмечают карандашом вырез под ручку, и на ленточной пиле отрезают лишнюю часть.

Аналогично делают вырез на второй щеке. На обеих щеках при помощи торцовки, ножовки и стамески вырезают отверстие для ножа.

Соединяют вместе щеку, пятку и нос будущего рубанка, отмечают при помощи столярного угломера линию на носу для отверстия под будущий клин, и удаляют лишний угол на торцовке.

На ленточной пиле обрезают заготовку пятки по размеченным контурам.

На следующем этапе необходимо своими руками склеить все части в единую конструкцию. Вначале к одной щеке приклеивают нос и пятку. Для этого, тщательно промазав клеем части, прикладывают и прижимают струбцинами. После высыхания, приклеивают вторую щеку с противоположной стороны.

После высыхания клея, на ленточной пиле окончательно обрезают заготовку по контуру и вручную обрабатывают внешние и внутренние грани на шлифовальном барабане. Полукруглой фрезой на фрезерном станке обрабатывают с двух сторон все острые края заготовки рубанка.

Клин изготавливают из дуба. Для этого размечают его контуры, вырезают на ленточной пиле и шлифуют.

В завершении, требуется тщательно вручную вышлифовать всю заготовку рубанка. Особенное значение имеет качество подошвы, которая является рабочей частью инструмента. От ее состояния зависит чистота обрабатываемой детали.
Обработка плоских сторон заготовки производится своими руками, при помощи наждачной бумаги, прижатой к идеально ровной поверхности. Для этого подойдет плита фуговального станка. Вначале шлифуют наждачной бумагой с зерном 100-150. Подошву доводят до «зеркального состояния» зерном 600-800.
Требования ГОСТа допускают отклонение плоской поверхности подошвы не более 0,12 мм на 100 мм длины. Не во всех производствах есть соответствующий измерительный прибор.

Инструмент покрывают водостойким бесцветным лаком, и рубанок своими руками готов.
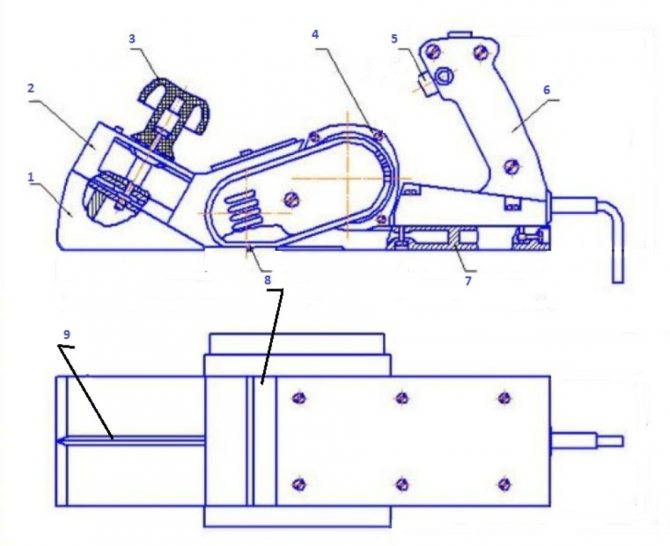
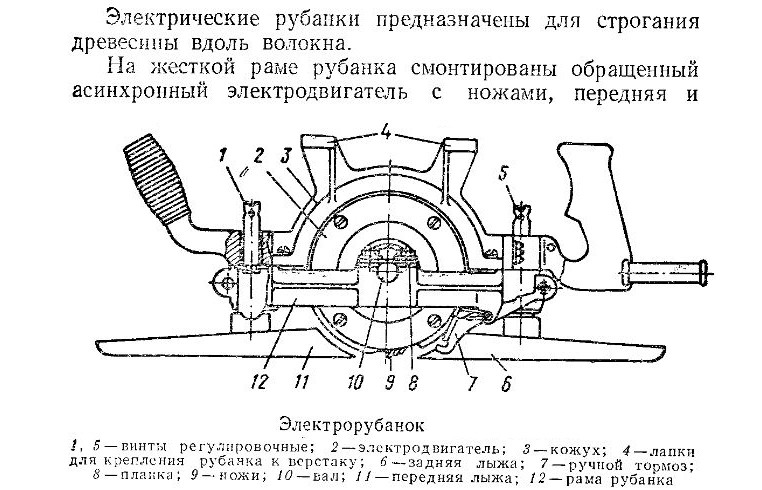
Конструкция электрического рубанка
Элементы, которые понадобятся для правильной сборки конструкции:
- винты;
- подшипники;
- шкив клиноременной передачи;
- стальной уголок;
- защитный кожух;
- пружинные шайбы;
- электродвигатель;
- стальные полоски;
- скобы;
- выключатель;
- электрическая дрель с кругом для резки маленького диаметра;
устройство для сварки; - ножики;
- прижимные пластинки.
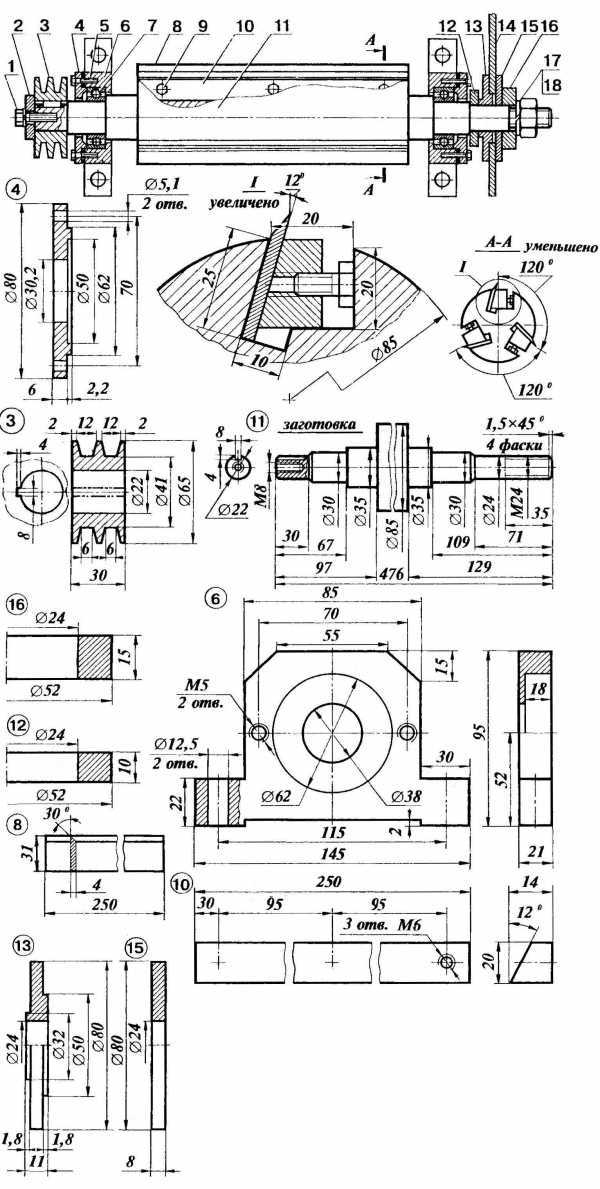
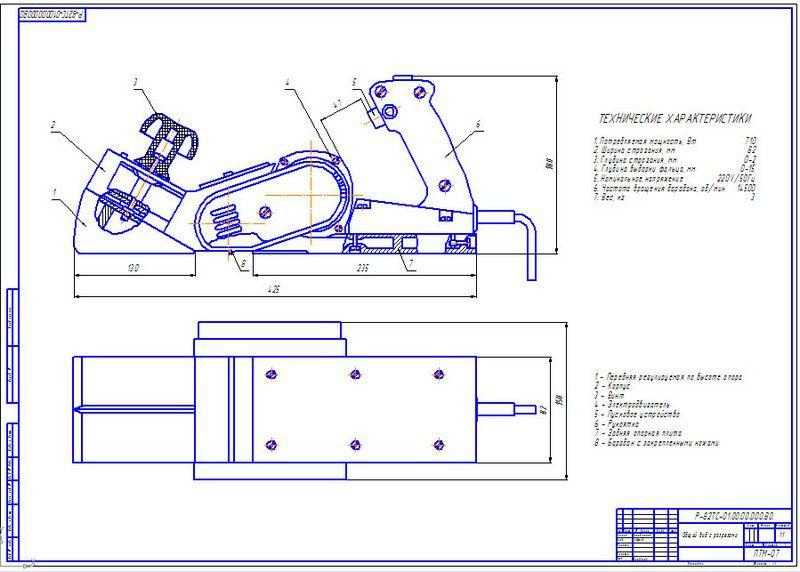
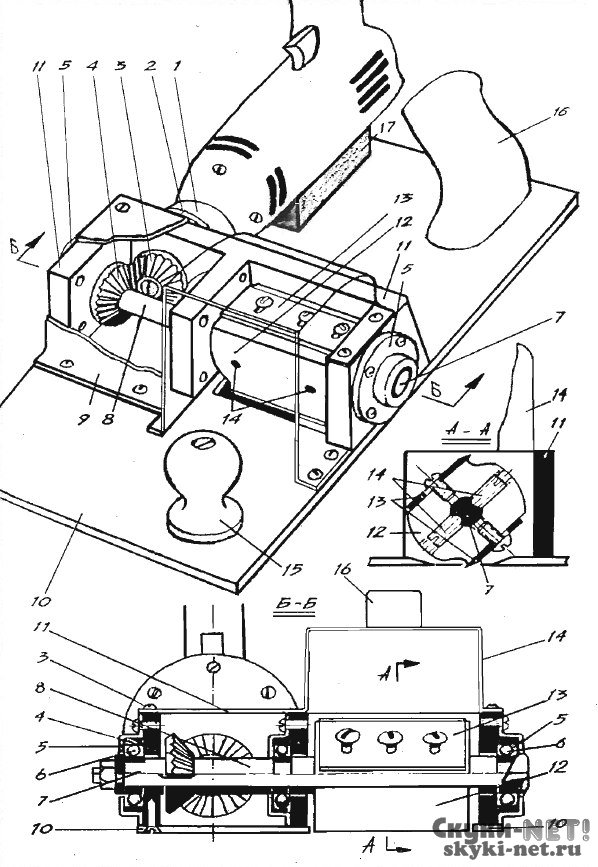
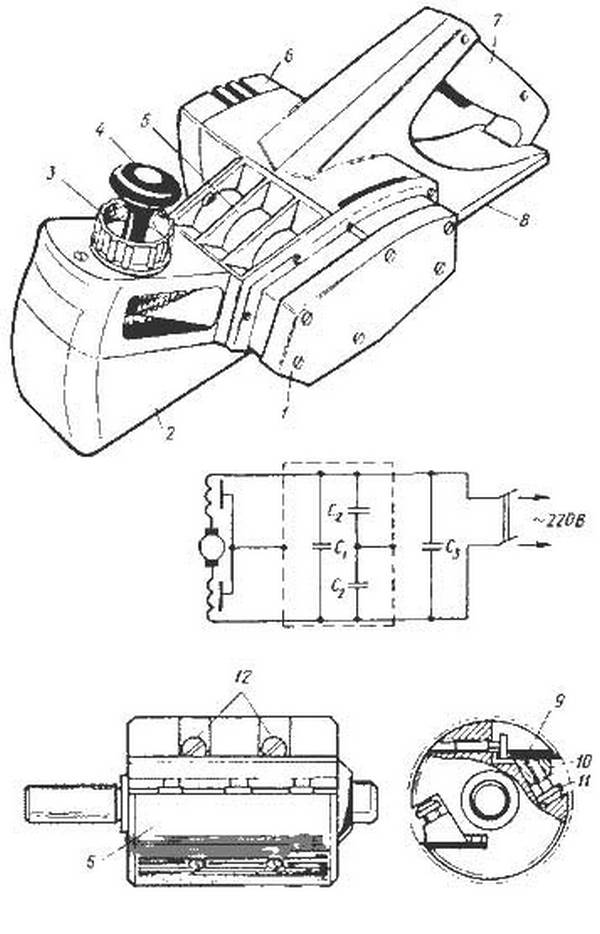
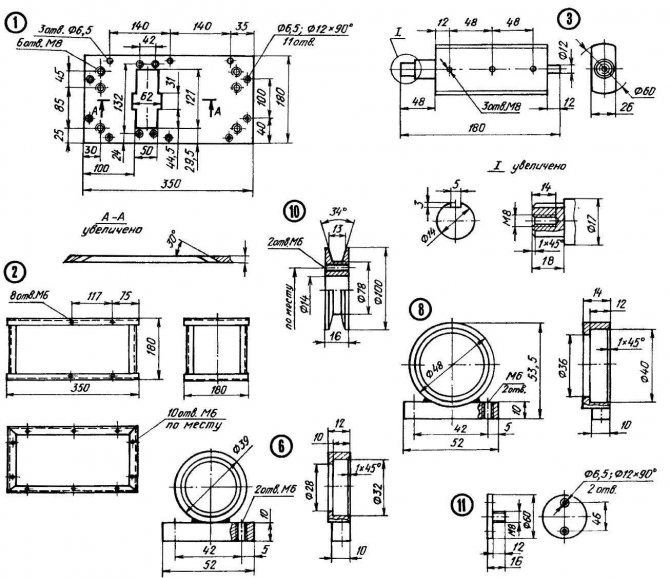
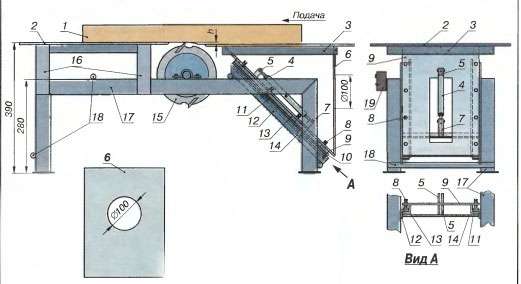
Электрорубанок используется для обработки древесины шириной до 12 см. Глубина обработки составляет 0,12 см. Обрабатываемая заготовка будет опираться на плиту с отверстием для вала ножевого типа. Угольник для направления закрепляется на опорной плите с помощью нескольких винтов М8 со шляпками из пластмассы. Данный элемент не будет допускать боковое смещение заготовки в процессе обработки.
Опоры подшипников вращающего вала ножевого типа будут присоединяться к плите снизу, в качестве крепежных элементов нужно использовать винты М6 с потайными шляпками. За пределами плиты для опоры на конце вала ножевого типа надо будет смонтировать шкив клиноременной передачи. Плита закрепляется 10 винтами к корпусу изготавливаемого инструмента, который сваривается из уголка стали размерами 20х20х3 мм.
Защитный кожух скрепляется с корпусом несколькими винтами М6 с головками в форме цилиндра. В данном случае нужно будет также применить пружинные шайбы. Электродвигатель изготавливаемого приспособления размещается внутри корпуса, для скрепления понадобится использовать две опоры из полосок стали. Они имеют по несколько отверстий диаметром примерно по 6,5 мм, которые предназначаются для закрепления на корпусе инструмента. В элементах предусматривается несколько пазов, которые обеспечивают монтаж и регулировку размещения электродвигателя для натяжения ремня.
Электродвигатель устройства управляется пультом, который размещается на передней части корпуса. Под скобой П-образной формы внутри пульта понадобится расположить несколько фазосдвигающих конденсаторов, которые должны быть зафиксированы параллельно. Емкость данных элементов — 4 мкФ. Выключатель монтируется на наружной части пульта. От прямого попадания пыли и стружки электромотор можно защитить специальным кожухом.
Последовательность действий по сборке инструмента
Первым делом понадобится изготовить плиту для опоры. Самым трудоемким процессом является выполнение в плите фигурной прорези, которая предназначается для выхода ножиков. В данном случае понадобится использовать электрическую дрель с кругом для резки маленького диаметра или проделать отверстия по контуру, после чего обработать прорезь напильником. После подготовки отверстий для крепежа в опорной плите понадобится выполнить по ним резьбовые отверстия в углах корпуса электрического рубанка.
К плите для опоры перед сваркой понадобится присоединить верхние углы 10 винтами, после этого с помощью сварки нужно присоединить остальные углы корпуса. Далее плиту для опоры нужно демонтировать, корпус окончательно сварить по контуру, затем зачистить швы сварки. Особенно тщательно нужно зачистить по плоскости, в которой корпус прилегает к плите. Не допускается оставлять щели, так как они могут спровоцировать в процессе работы электрорубанка вибрации. Это обязательно нужно учитывать.
После того как будет выполнена сборка, вал ножевого типа будет прокручиваться против часовой стрелки — по направлению к подаче, если смотреть со стороны пульта. Направление должно быть именно к подаче, так как клиноременный шкив не может двигаться в другую сторону. Перед началом работ корпус инструмента нужно закрепить без щелей. Для фиксации следует использовать винты М6.
Вал ножевого типа для проделывания пазов должен быть оснащен несколькими ножиками, которые имеют ширину 12 см.
Каждый ножик закрепляется с помощью пластинок для прижима и винтов М8, которые вворачиваются в сквозные резьбовые отверстия прокручивающегося вала ножевого типа.
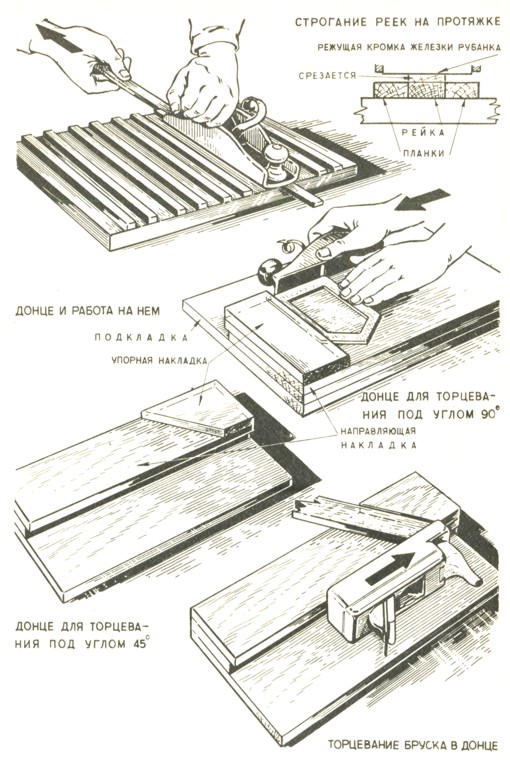
Для ножиков подходящей заготовкой является выработанное полотно пилок по металлу толщиной порядка 3 мм. Угол заточки кромки для резки ножиков должен быть в пределах 35-40°. В процессе фигурной заточки можно будет получить рельефное основание для художественных рамок или наличников.
Рейки профилей небольшой толщины можно заготавливать путем выполнения продольного распила доски большей толщины. В процессе работы с ножиками небольшой ширины не допускается обрабатывать пазы глубиной менее 8 мм, так как инструмент имеет недостаточную прочность.
Рейсмусовый станок из электрорубанка выполненый своими руками
Именно такой подход к решению большинства заданий для рейсмуса, которые возникают в условиях домашней мастерской, нам кажется наиболее интересным.
В первую очередь, этот интерес базируется на минимальных доработках уже существующего инструмента для выполнения работы дорогостоящего оборудования с практически тем же результатом.
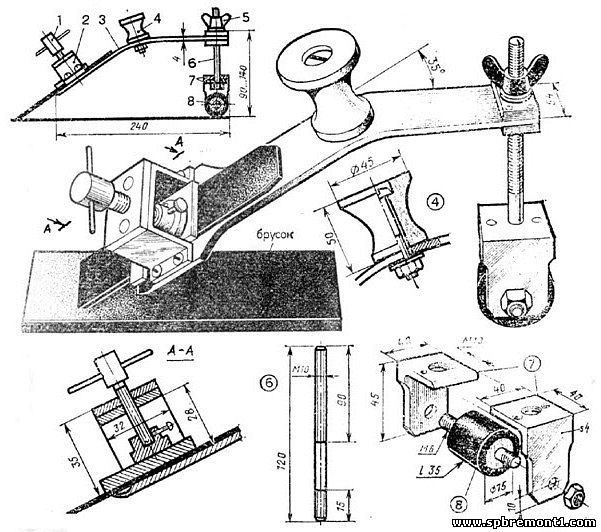
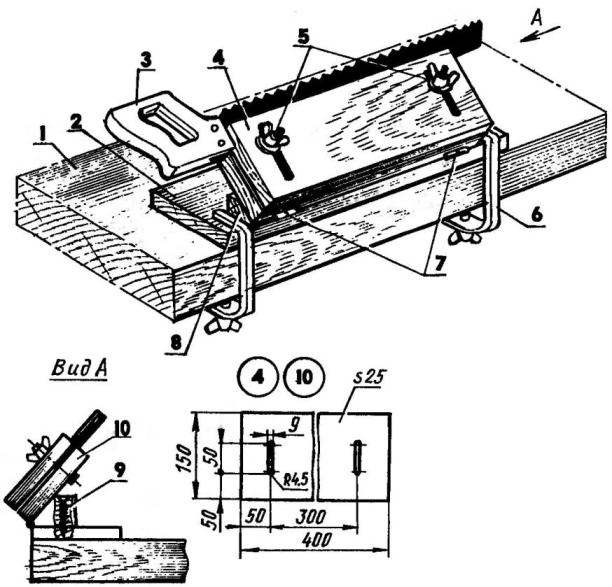
Установив электрорубанок на платформу с изменяющейся высотой, мы получаем почти тот же рейсмус. Правда, в нем регулируется не положение рабочего стола, а положение рабочего инструмента по отношению к обрабатываемой заготовке, но суть процесса от этого не меняется. Роль стола здесь выполняет ровная мощная доска с ограничителями ширины по бокам. Они же служат местом крепления основного узла. Но прежде поговорим именно о нем.
На рубанке заднюю опорную пластину мы поменяем на самодельную из ОСП или фанеры, толщиной, обеспечивающей одинаковый уровень с передней пластиной, регулирующей необходимый зазор (1 – 3 мм) для снятия стружки. Ширина ее должна соответствовать ширине нашего импровизированного рабочего стола.
По бокам этой пластины прикручиваются рейки для крепления ножек, высоту которых диктует исключительно здравый смысл. Очевидно что, исходя из стандартной ширины ножей рубанка в 82 мм, толщина обрабатываемых заготовок не должна быть больше 100 мм, поэтому расстояние между осями креплений ножек можно взять равным 110 – 120 мм. Соответственно, их общая длина будет колебаться от 140 до 160 мм при ширине от 35 мм и толщине не менее 10 мм. Крепление ножек осуществляется строго на одинаковом расстоянии от края бруска.
Установка собранного подвижного верхнего узла с электрорубанком на рабочем столе осуществляется по месту, так, чтобы крепление находилось строго на одном уровне. Это делается для параллельности его перемещения относительно базовой поверхности, что обеспечит точность обработки заготовки.
Высота в процессе работы проще всего выставляется подбором реек соответствующей толщины, прикручиваемых на ограничители ширины рабочего стола, или при помощи других подставок.
А прижим рабочего инструмента обеспечивать пружинными стяжками или жгутом, но для небольших заготовок этого вовсе не требуется. Так же в заданном положении эту параллельную платформу можно фиксировать винтами-саморезами.
Видео применения рейсмуса, собранного своими руками:
Описание процесса изготовления
Предлагаемый для изготовления своими руками рубанок имеет креативный вид, и довольно удобен в использовании. Изделие изображено на рисунке.

Материал пятки, носа и подошвы рубанка – ясень. Щеки и клин – дуб. Толщина рубанка должна быть равна ширине лезвия ножа, 20 мм.
Из доски ясеня, на рейсмусе изготавливают заготовку толщиной 20 мм, на которую при помощи шаблона из бумаги, карандашом наносят контуры будущего рубанка.

Затем необходимо вырезать отверстие для руки. Для этого:
- При помощи дрели сверлят отверстия 10 мм под пилку;
- Электролобзиком делают вырез для руки по размеченному контуру;
- На шлифовальном станке обрабатывают внутреннюю поверхность отверстия.

На фрезерном станке, с помощью пальчиковой фрезы с двух сторон заготовки прорезают выборки под щеки. Глубина выборки 5 мм.

На циркулярной пиле удаляют лишнюю верхнюю часть, и с помощью торцовки разрезают деталь на две половины – нос и пятку, по размеченной линии с наклоном 45 град.

Если в мастерской освоена такая операция, как заточка рубанка своими руками, то угол заточки лезвия должен быть равным 45 градусов, чтобы выступающая режущая кромка ножа была параллельна плоскости подошвы.
Далее своими руками изготавливают щеки. Они должны быть толщины, равной глубине выборки, (5 мм) и по ширине плотно входить в паз.
Для этого заготовку из дуба разрезают на две половины, с помощью рубанка зачищают поверхность и ребра.

Затем вставляют щеку в паз пятки, отмечают карандашом вырез под ручку, и на ленточной пиле отрезают лишнюю часть.

Аналогично делают вырез на второй щеке. На обеих щеках при помощи торцовки, ножовки и стамески вырезают отверстие для ножа.

Соединяют вместе щеку, пятку и нос будущего рубанка, отмечают при помощи столярного угломера линию на носу для отверстия под будущий клин, и удаляют лишний угол на торцовке.

На ленточной пиле обрезают заготовку пятки по размеченным контурам.

На следующем этапе необходимо своими руками склеить все части в единую конструкцию. Вначале к одной щеке приклеивают нос и пятку. Для этого, тщательно промазав клеем части, прикладывают и прижимают струбцинами. После высыхания, приклеивают вторую щеку с противоположной стороны.

После высыхания клея, на ленточной пиле окончательно обрезают заготовку по контуру и вручную обрабатывают внешние и внутренние грани на шлифовальном барабане. Полукруглой фрезой на фрезерном станке обрабатывают с двух сторон все острые края заготовки рубанка.

Клин изготавливают из дуба. Для этого размечают его контуры, вырезают на ленточной пиле и шлифуют.

В завершении, требуется тщательно вручную вышлифовать всю заготовку рубанка. Особенное значение имеет качество подошвы, которая является рабочей частью инструмента. От ее состояния зависит чистота обрабатываемой детали.
Обработка плоских сторон заготовки производится своими руками, при помощи наждачной бумаги, прижатой к идеально ровной поверхности. Для этого подойдет плита фуговального станка. Вначале шлифуют наждачной бумагой с зерном 100-150. Подошву доводят до «зеркального состояния» зерном 600-800.
Требования ГОСТа допускают отклонение плоской поверхности подошвы не более 0,12 мм на 100 мм длины. Не во всех производствах есть соответствующий измерительный прибор.
Важно! Для того, чтобы проверить качество поверхности рубанка своими руками, можно использовать самый тонкий щуп для измерения зазоров. Проверку проводят с двух сторон подошвы

Инструмент покрывают водостойким бесцветным лаком, и рубанок своими руками готов.
Самодельный рейсмусовый станок из электрорубанка
Для обработки деревянных изделий может использовать специальный рейсмус из электрорубанка изготовленный самостоятельно и предназначенный для чистовой обработки древесных заготовок. Для изготовления рейсмуса своими руками можно использовать электрорубанок, который применялся для работ достаточно длительное время, но сохранил все свои эксплуатационные характеристики.

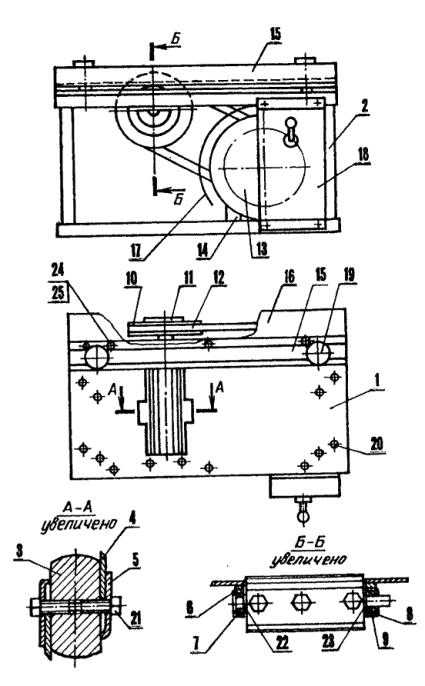
Конструкция рейсмусового станка
В состав рейсмусового станка входит:
- рабочий горизонтальный стол для обработки деревянных изделий;
- рабочий обрабатывающий вал;
- прижимные валики для подачи заготовки в зону обработки;
- система регулировки высоты стола;
- предохранительное устройство, препятствующее возврату заготовки.
Рейсмусовый станок из электрического рубанка
Рейсмусовые станки производятся на промышленных предприятиях и используются на производстве, где требуется чистовая обработка поверхности деревянных заготовок.
Применение рейсмуса значительно сокращает время обработки заготовок, но при достаточно высокой продажной цене станка и выполнении разовых операций лучше сделать агрегат самостоятельно своими руками. Используя электрорубанок, который эксплуатировался достаточно долгое время можно изготовить рейсмусовый станок, на котором можно производить обработку различных изделий с достаточно высоким качеством и точностью.
Для того чтобы изготовить рейсмус из электрорубанка своими руками необходимы агрегаты и комплектующие:
- электрорубанок;
- бруски деревянные;
- фанера 10-15 мм;
- фиксаторы;
- штанга;
- шпильки;
- колодки.
Принцип работы станка заключается в осуществлении операции обработки деревянной заготовки, зафиксированной с помощью зажимов и подаваемой в зону рабочего вала рубанка.
Изготовление станка
Для изготовления рейсмусового станка осуществляется несколько операций в ходе, которых выполняются работы:
- Изготавливается основание для рабочего стола из фанеры (10-15 мм), размером 400х500 мм.
- Проводится фиксация подставок для платформы с электрорубанком. Для изготовления подставок используется фанера. Сборка конструкции проводится с помощью шурупов с фиксацией к основанию с последующей установкой электрорубанка.
- Вырезается платформа для монтажа электрорубанка. На платформе крепится рубанок, с учетом специального отверстия вырезанного точно по центру, совпадающего с размером рубанка. Для крепления используются специальные планки, которые фиксируются при помощи шурупов.
- Монтируются резьбовые винты с шестеренками на платформу. Для подъема и опускания платформы устанавливается специальный механизм. По углам основы монтируются 4 винта.
- Платформа монтируется на готовые подставки и совместно с электрорубанком крепится при помощи шурупов. Прокладывается электропроводка для электропитания рубанка, с учетом возможности предотвращения повреждения проводки при обработке заготовок.
- Проводится монтаж ручки управления платформой с электрорубанком.
- Устанавливается планка со шкалой и специальный указатель. Измерительная планка необходима для точного измерения заготовок и соблюдения заданных размеров.
После окончания сборки рейсмусового станка проводится проверка и настройка. Электрорубанок после проведения работ должен в обязательном порядке проходить чистку и смазку рабочих деталей.
Особенности изготовления рейсмуса
Первоначально перед изготовлением рейсмуса изготавливается чертеж станка с указанием точных размеров всех деталей.
Точно устанавливаются габариты элементов конструкции станка, которые необходимо сделать, соблюдая:
- ширину направляющих;
- длину направляющих;
- длину шпильки,
определяющих размеры обрабатываемых заготовок.
Производится разметка установки шпильки, которая должна, находится между двумя ручками точно посередине, что обеспечивает удобство работы на станке. Для смещения шпильки в верхней части крышки корпуса монтируется подшипник, а к пластине приваривается гайка для регулировки высоты обработки заготовки.
Необходимо также учитывать, что длина направляющих изготавливаемых из брусков должна быть больше основания. За счет этого обеспечивается параллельное поступление заготовки при обработке относительно ножей электрорубанка.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Видеоработы Электрорубка Интерскол
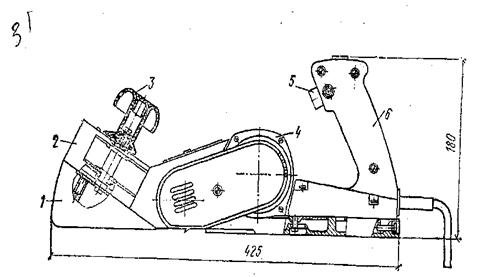
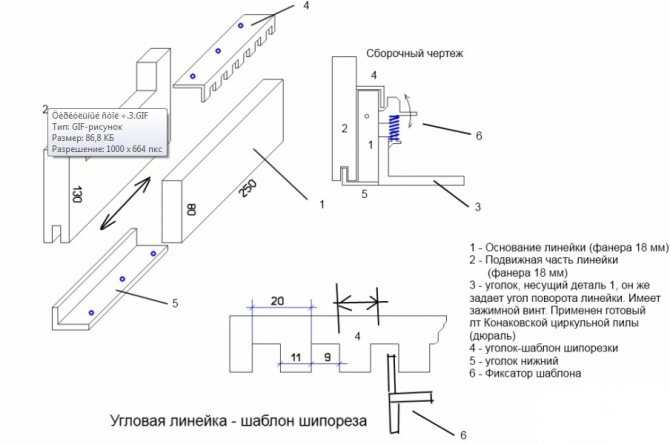
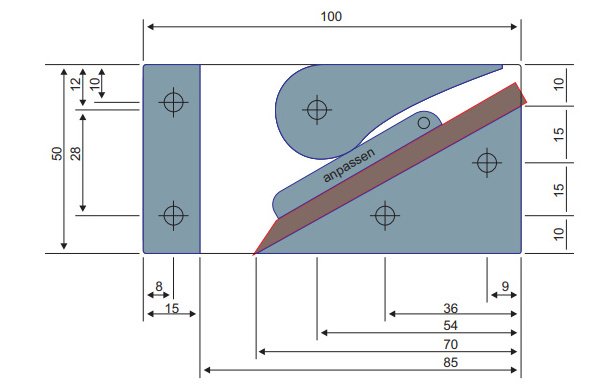
Детали соединяются вместе таким образом, что кровать, в которой инструмент закреплен во время работы, благодаря своей форме имеет выступы и углубления.
Чтобы точно определить конфигурацию компонентов стойки, вы должны сначала сделать шаблон из плакатной пластины, который будет плотно прилегать к планировщику кузова, а затем вырезать его с половины стойки, отрегулировать режущий инструмент Edge, который прикреплен к электрической дрели.
Детали остатков фиксируются вместе с винтами и дюралюминиевыми углами, навинчиваются на подложку.
Высота стенда выбирается путем расчета, поэтому центр тяжести должен быть как можно ниже, поэтому конструкция будет более стабильной. Расстояние между корпусом инструмента и его основанием составляет 20 мм, и для обеспечения того, чтобы стойки не были отсоединены, их можно зафиксировать металлическим кронштейном.
Мы рекомендуем вам ознакомиться с
- Набор электроинструментов для ремонта стен. Электроинструменты всегда нуждаются в ремонте стен или висячих полок, изображений.
При работе с поверхностью стены вам нужен целый ряд электроинструментов, которые должны быть в каждом доме.
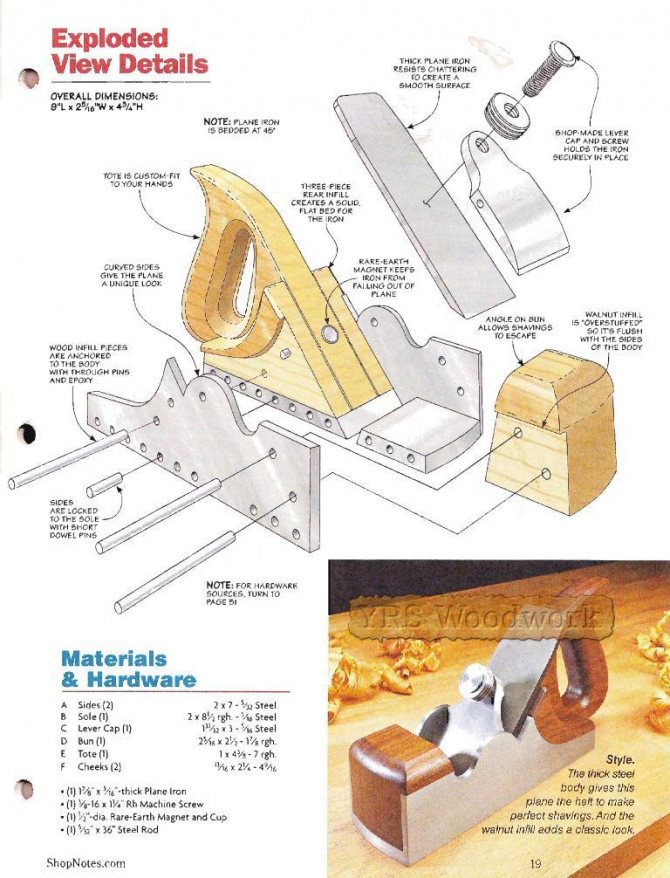
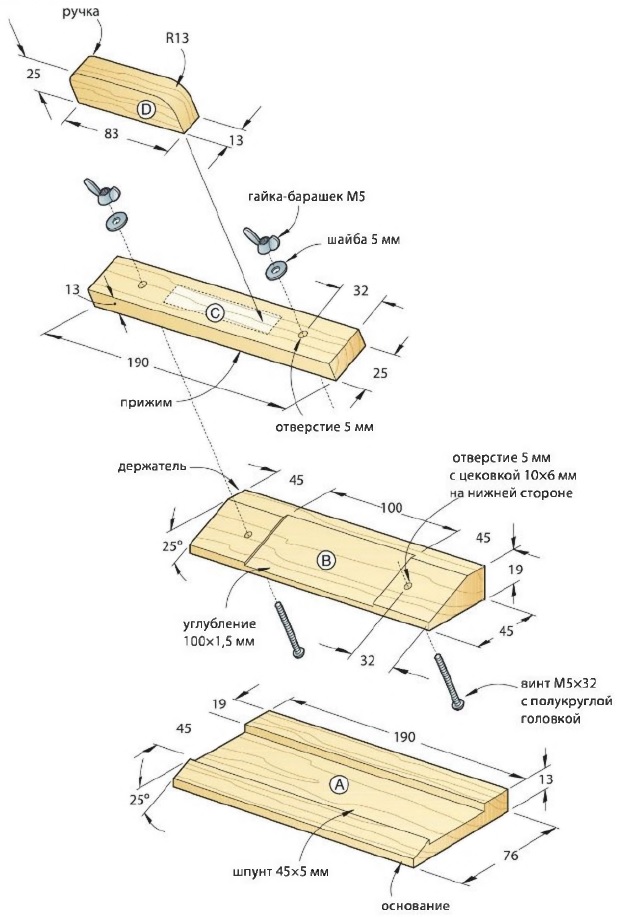
Самолет: изобретение продолжается. Изготовление самолетов достаточно просто. Обувь состоит из трех частей дуба. Средняя часть обуви на 1,5 мм шире, чем сальник, чтобы обеспечить боковую регулировку. На нем под желаемым углом
Садовые инструменты сада Компания «ORMIS-Украина» представляет новый бренд — элитный сад и парковочные инструменты Усадьба британской компании — производителя ручных инструментов RemoColor Tools Limited.
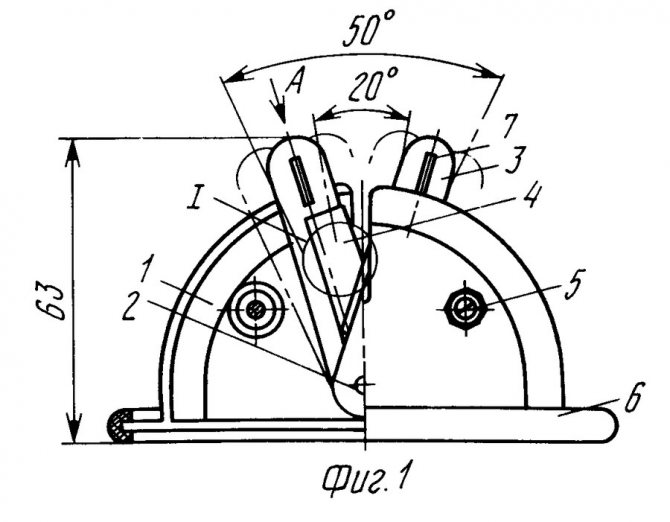
Инструмент ярд выгоден Простая система измельчения. На первой стадии шлифования инструмента шлифовальный круг обычно имеет профильный паз (рис.
1). На втором — край лезвия затачивается и заполняется. Остатки и колоды. Во вращении
Универсальный шпунтбубел Shpuntubel — плотничный инструмент, который приносит узкую прямоугольную канавку — ручку на краю или на пластинах, обработанную строительную мебель Данные на некотором расстоянии от ее края. В процессе
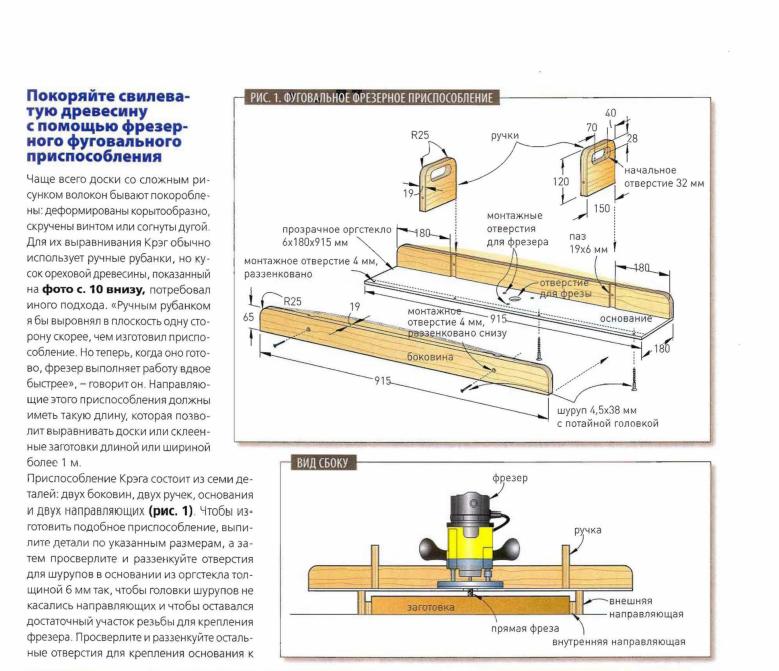
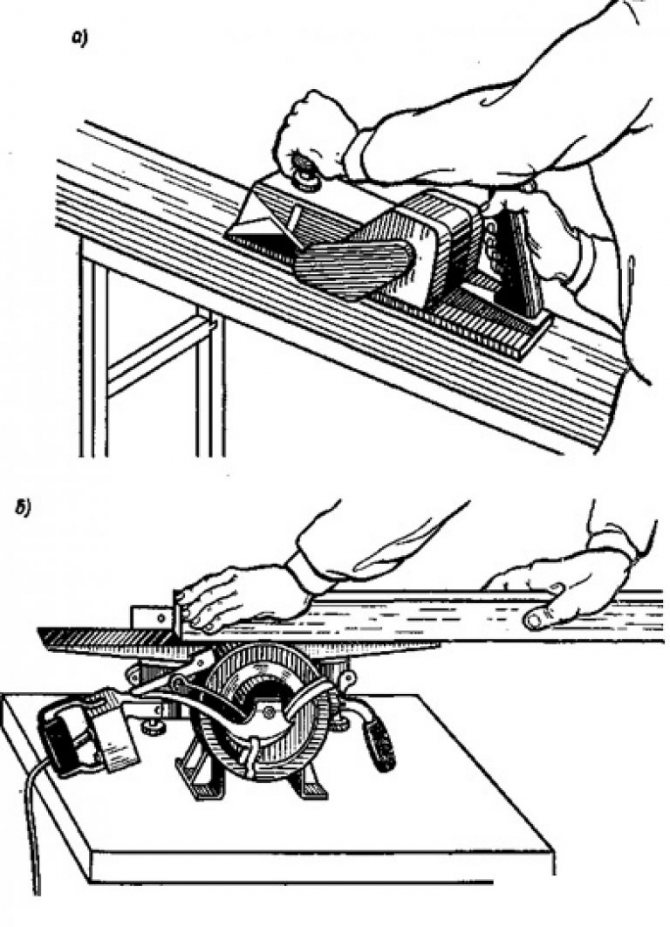
Что такое фуганок и фуговальный станок
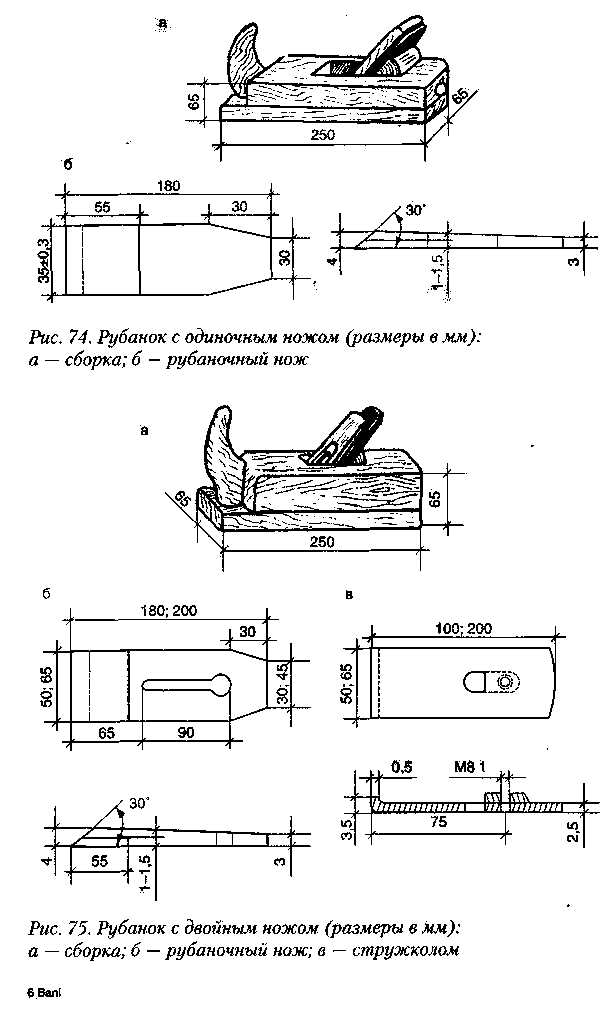
Сейчас, в век технологий, забив в поиск слово «фуганок» вы увидите всевозможные фуговальные станки. Однако изначально фуганком называли ручной инструмент, предназначенный для выравнивания деревянных поверхностей. Он представляет собой удлиненный рубанок, имеющий двойной нож. Обрабатывая деревянное изделие этим инструментом, следует следить за стружкой. Когда она становится непрерывной, тогда можно понять, что работа по выравниванию близится к завершению.

Такой инструмент можно купить и сейчас. Если у вас небольшой объем работы и много времени, вам вполне хватит простого ручного фуганка.
Фуговальный станок – это чаще всего довольно габаритное устройство с нижним ножевым валом, к которому крепится два или четыре ножа. Другими словами, выравниваемая поверхность должна располагаться снизу. При вращении вала, неровности аккуратно срезаются ножами.
Порядок действий для подготовки рубанка к работе
Двигатель электрорубанка
Первым делом необходимо проверить работу двигателя электрорубанка. Для этого стоит просто включить его в работу на холостом ходу. При этом привод должен плавно набирать обороты, и дойдя до номинального показателя — работать ровно и без посторонних шумов и затираний. После чего, целесообразно проверить работу силового агрегата и под нагрузкой — при упоре в заготовку он должен набрать обороты и удерживать их. При этом не должно наблюдаться посторонних звуков.


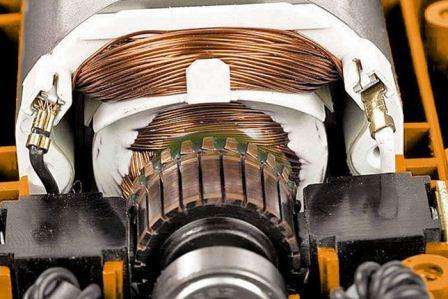
Затем следует проверить вентиляционные отверстия, где находятся щетки. При работающем электрорубанке там не должно наблюдаться искрений. Если же искры есть, то скорее всего, вентиляционные отверстия забились мелкой стружкой во время работы. Следует продуть их воздушной струей от компрессора или почистить кисточкой. Учитывая конструкцию и условия работы электрического рубанка, такую процедуру стоит делать постоянно.
Если же описанные действия не привели к желаемому результату, то необходимо проверить непосредственно сами щетки. Возможно, они стерлись, и их необходимо заменить. В случае, если и это не помогло, и рубанок “искрит” при использовании, или же, что еще хуже, от него идет запах гари, то следует немедленно прекратить работу. Его нужно отнести в сервис. Если все сделать вовремя, скоро он опять будет служить Вам безотказно.
Совет: когда хотите выбрать электрорубанок, в первую очередь смотрите на мощность и количество оборотов двигателя. Для долгой работы мощность должна быть не ниже 750 Вт, а количество оборотов не менее 12000 в минуту.
Ножи электрорубанка
Понятно, что чем более острые режущие кромки у ножей, тем легче инструменту выполнять свою работу. Ножи следует постоянно осматривать и затачивать по мере необходимости. Признаком того, что ножи затупились, является более натужная, чем обычно, работа рубанка. Его приходится постоянно подталкивать при строгании. При этом двигатель работает на износ, издавая характерный звук перегрузки. Этого быть не должно, ведь плавный ход инструмента создается за счет высокой мощности двигателя и больших оборотов вала, а не за счет мускульной силы оператора.
Заточка ножей рубанка, как и обычных ножей, производится на любом точильном станке. Мастерство заточки заключается в том, чтобы по всей длине режущая кромка была одинаково ровной. Запомните, если на вашей модели стоит несколько ножей, а их может быть от 1 до 3, то следует точить все. При работе инструмента они выступают как одно целое. Перепады в заточке нарушают баланс ножей, и сразу же “вылезут наружу” в виде некачественного среза.
Совет: постарайтесь купить электрический рубанок с толстыми ножами. Ножи на такой модели электрорубанка — это металлические пластины 20 мм в длину (не путайте с шириной, которая по стандарту обычно 82 или 110 мм). На недорогих рубанках ножи не более 5 мм, разница очевидна, и такие резцы, как и весь агрегат в целом, прослужат намного меньше.
Ремень электрорубанка
Мало кто знает, что в конструкции электрического рубанка присутствует специальный ремень. Он передает движение от якоря двигателя на вал с ножами. Но, так как он скрыт внутри инструмента, (под его боковой крышкой), то его не видно и соответственно, его участие в работе оснастки многие недооценивают. А зря, ведь этот узел представляет собой замкнутый ремень с нарезанными зубьями. С помощью этих зубьев и осуществляется передача движения на вал. Со временем ремень приходит в негодность и растягивается. Если Вы произвели все вышеуказанные действия, двигатель рубанка работает, а ножи под нагрузкой – нет, то, скорее всего, дело в ремне.

Совет: покупайте рубанок с резиновым ремнем. Когда хотите купить рубанок, спросите у продавца, какой на нем стоит ремень: резиновый или силиконовый. Резиновый более качественный, и “ходит” дольше.
Да, советы простые, но главное иметь волю и терпение соблюдать их. Качество ухода за своим инструментом всегда сказывается и на качестве готовых изделий. Помните об этом. Проводите профилактику вовремя, и ремонт электрорубанка необходим будет очень не скоро.
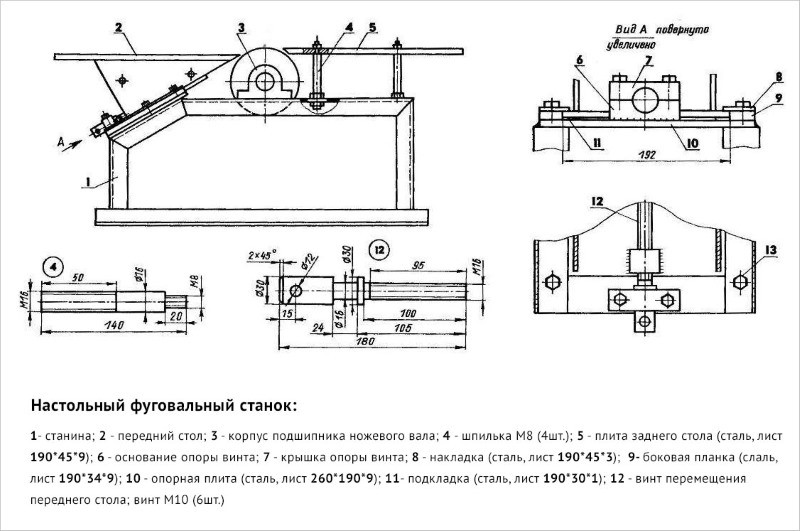
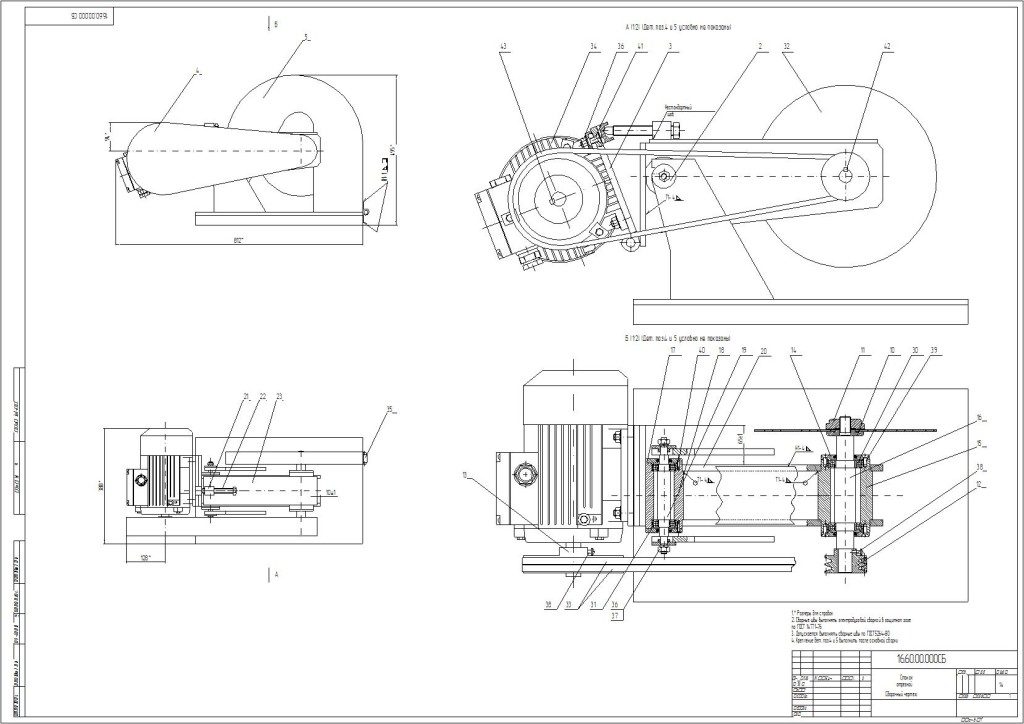
Сборка фуговального станка своими руками
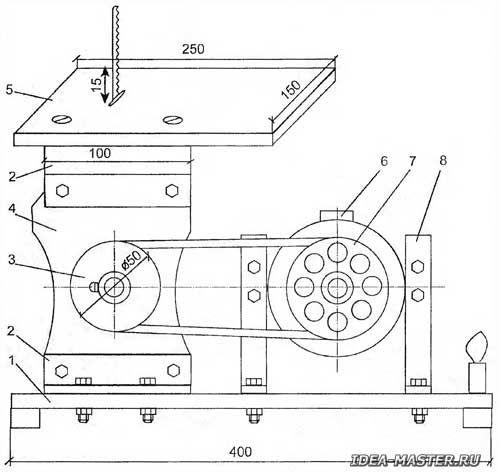
Вал с режущими элементами крепят к верху станины посередине, точное расположение зависит от размеров рабочих столов, между которых он должен находиться. Вал и столешница должны располагаться в одной плоскости так, чтобы верхняя точка ножей режущего инструмента совпадала с верхней поверхностью принимающего стола.
Подающий стол монтируют в одной плоскости с принимающим, но на 1–2 мм ниже. Это расстояние определяет толщину снимаемой стружки за один проход. От того, насколько точно будут совпадать плоскости поверхностей, зависит качество строгания, а именно — насколько ровной будет строганая заготовка.
Схема сборки станка
Существуют варианты регулируемой высоты подающей плоскости посредством эксцентриков или винтового механизма.
При сборке фуговального станка своими руками в домашних условиях качественно реализовать подобный механизм очень сложно. Можно считать невероятным достижением, если это оборудование будет ровно строгать с фиксированными столешницами.
Электропривод крепят на нижней площадке станины. Желательно для установки двигателя использовать регулируемую платформу, чтобы обеспечить более удобное натяжение ремней. Натяжной механизм может быть реализован при помощи технологического отверстия в платформе и винта с гайкой в качестве регулирующих элементов.





