Назначение инструмента
Фрезы отрезные прорезные, выпускаемые по ГОСТ 2679-93 предназначены для обработки чугунных и стальных заготовок и деталей. Они выполняют отрезку, подрезку, фрезерование канавок и шлицевых пазов на наружных поверхностях. Дисковую фрезу по металлу используют при различных операциях:
- отрезка мерных заготовок из проката;
- обрезка литейных припусков и прибылей на малых деталях;
- прорезка канавок для фиксации деталей;
- фрезеровка шпоночных и шлицевых пазов.
Круглые гладкие оси в цепи конвейера не выпадают из своих втулок только благодаря тому, что в узкую прорезь, сделанную дисковой пилой, вставлена пластина.
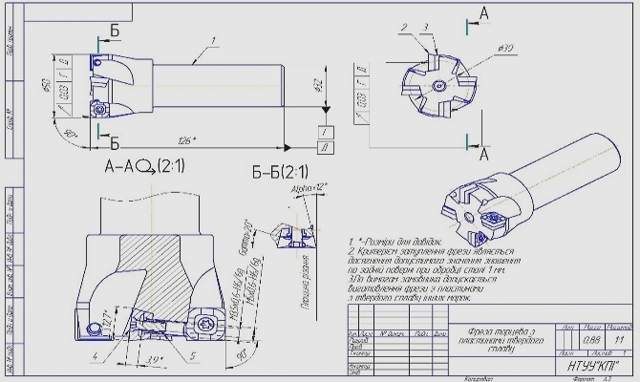
Пазы по торцу корончатой гайки имеют переменное сечение. Их стороны образованы лучами от центра радиуса. Поэтому они вырезаются за 2 прохода, сначала по касательной одной стороны, затем дорезается в размер второй торец выборки короны.

Прорезка шлицов осуществляется прямоугольными зубьями с высокой точностью размера по H6 и H7. Ширина и глубина шлица нормализована, и инструмент изготавливается соответствующего размера и конфигурации.
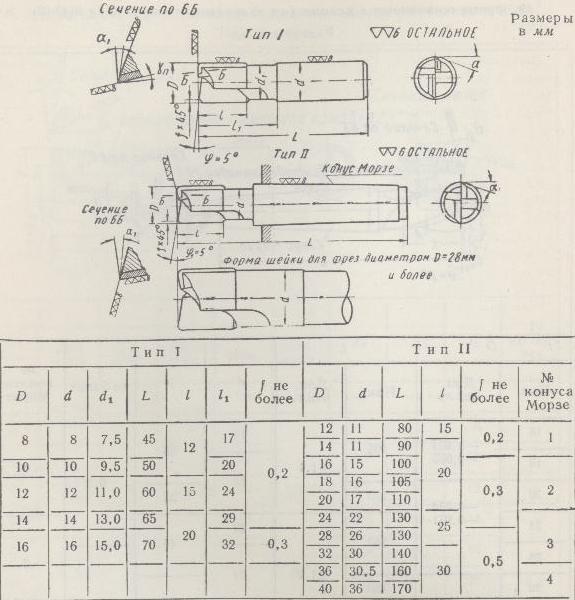
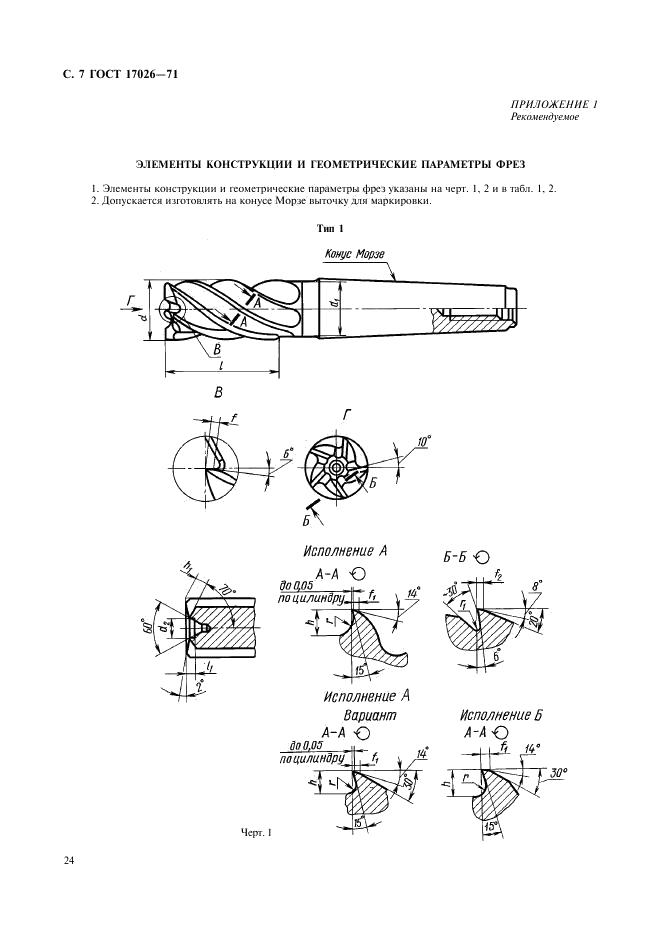
3.1 Типы и основные размеры
3.1.1 Фрезы следует изготовлять типов:
1 – с нормальными зубьями;
2 – с крупными зубьями.
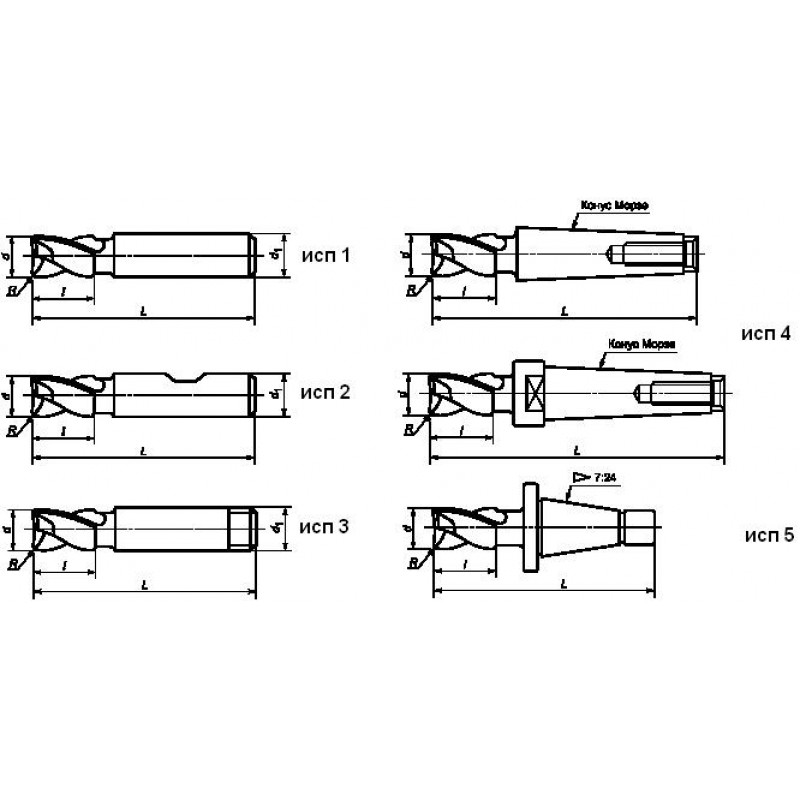
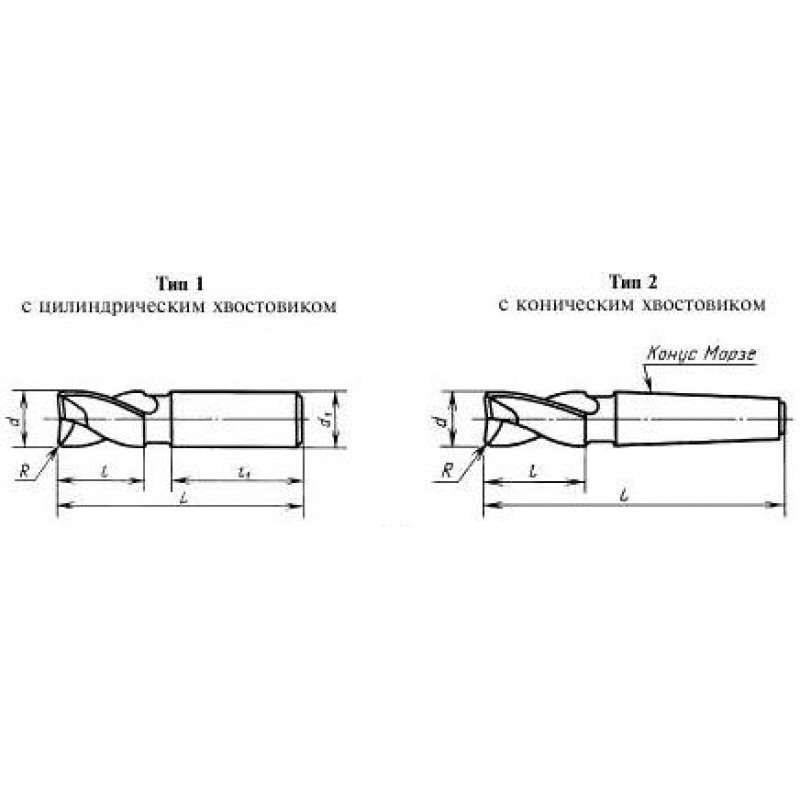
3.1.2 Фрезы типа 1 изготовляют исполнений:
1 – с гладким цилиндрическим хвостовиком;
2 – с цилиндрическим хвостовиком с лыской;
3 – с цилиндрическим хвостовиком с резьбой;
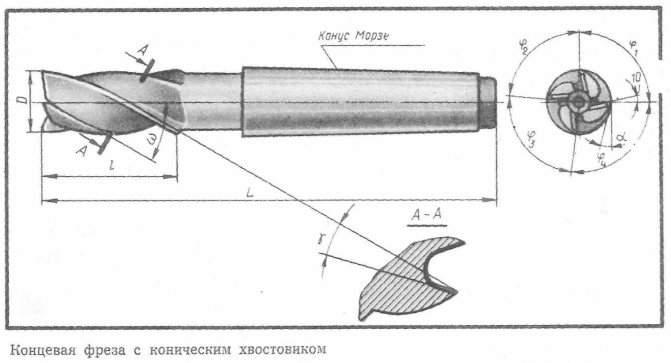
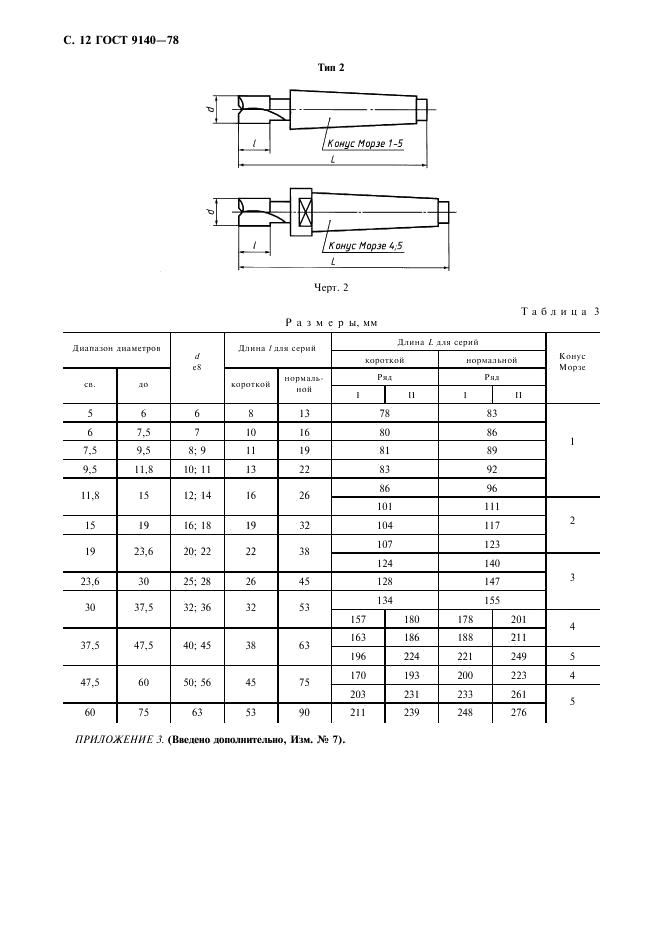
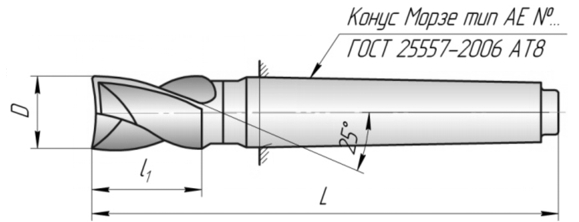
Фрезы типа 2 изготовляют только исполнения 4 – с коническим хвостовиком Морзе.
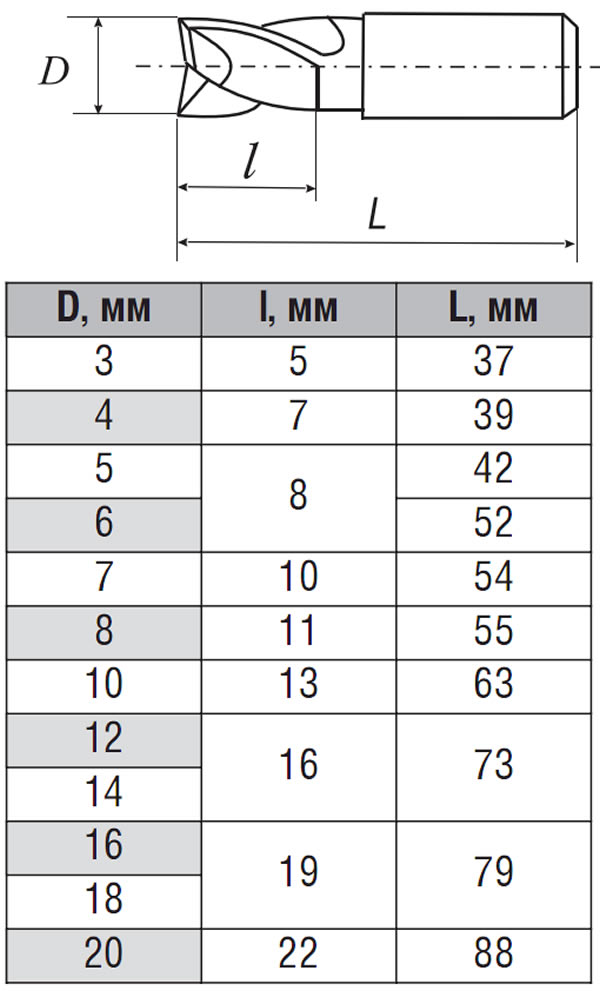
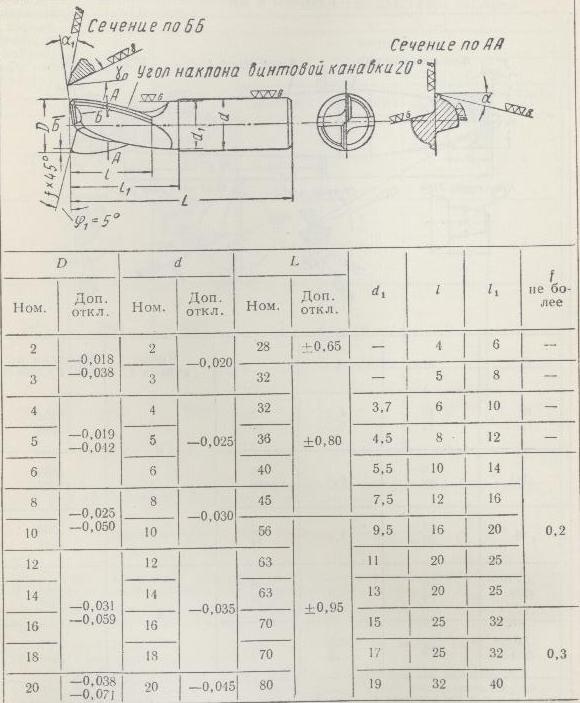
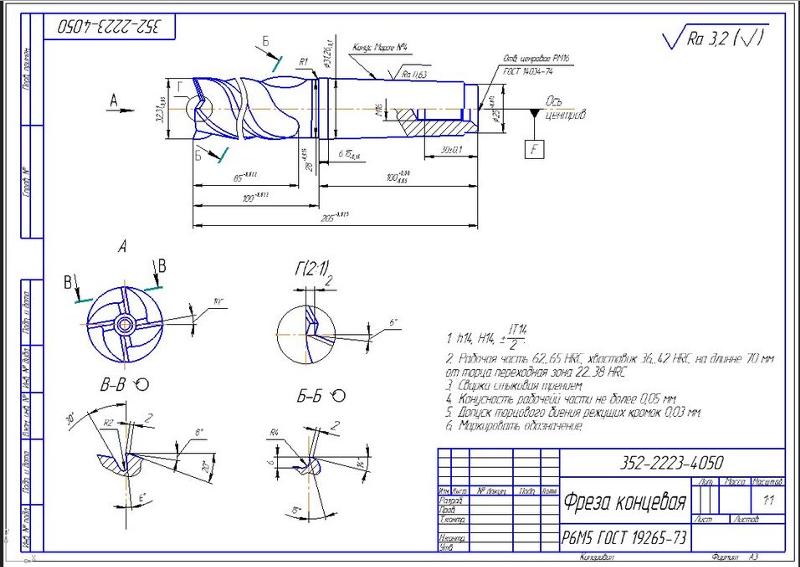
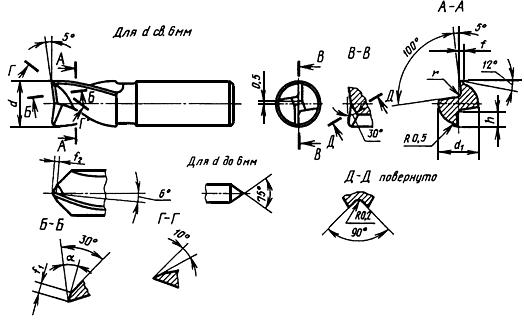
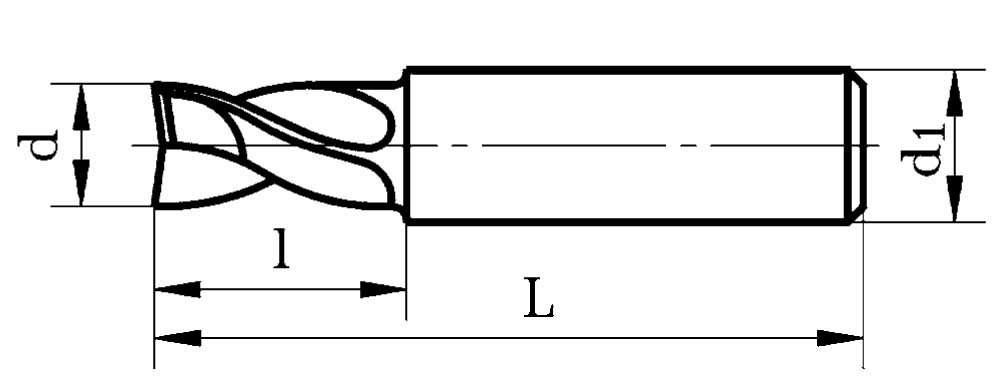
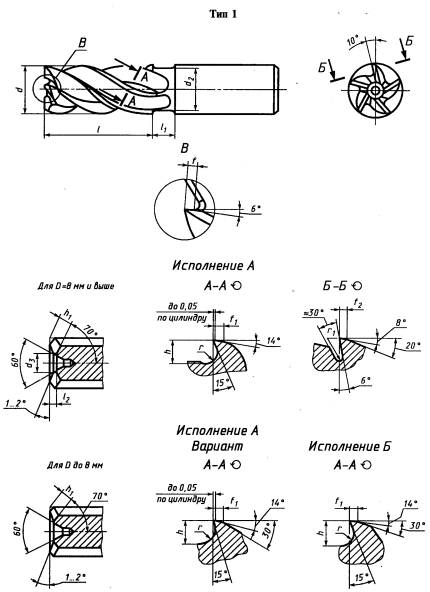
3.1.3 Основные размеры фрез исполнений 1, 2, 3 должны соответствовать указанным на рисунке и в таблице .
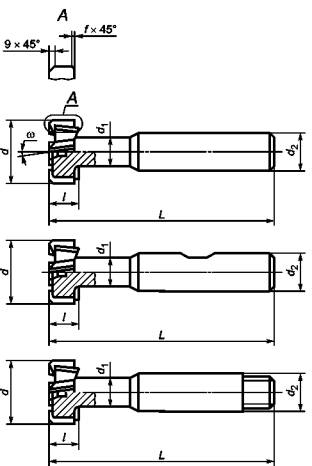
Рисунок 1
Таблица 1
Размеры в миллиметрах
dh2 | d1, не более | d2 | l h12 | L | f, не более | q, не более | Число зубьев | |
5 | 11,0 | 4 | 10 | 3,5 | 53,5 | 0,6 | 1,0 | 6 |
6 | 12,5 | 5 | 6,0 | 57,0 | ||||
8 | 16,0 | 7 | 8,0 | 62,0 | ||||
10 | 18,0 | 8 | 12 | 70,0 | ||||
12 | 21,0 | 10 | 9,0 | 74,0 | 8 | |||
14 | 25,0 | 12 | 16 | 11,0 | 82,0 | 1,6 | ||
18 | 32,0 | 15 | 14,0 | 90,0 | 1,0 | |||
22 | 40,0 | 19 | 25 | 18,0 | 108,0 | 2,5 | ||
28 | 50,0 | 25 | 32 | 22,0 | 124,0 | |||
36 | 60,0 | 30 | 28,0 | 139,0 |
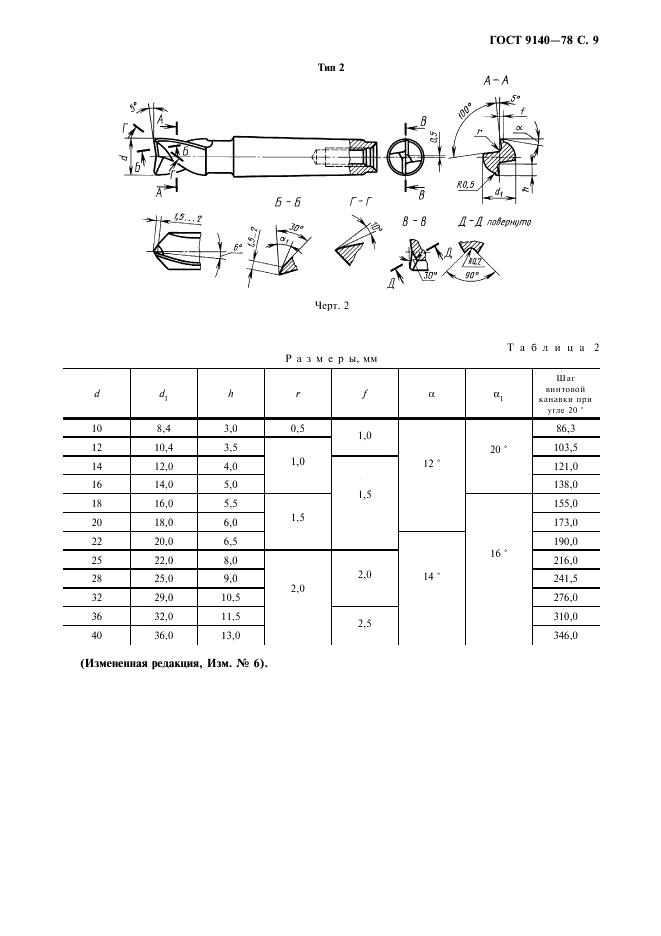
3.1.4 Основные размеры фрез исполнения 4 должны соответствовать указанным на рисунке и в таблице .
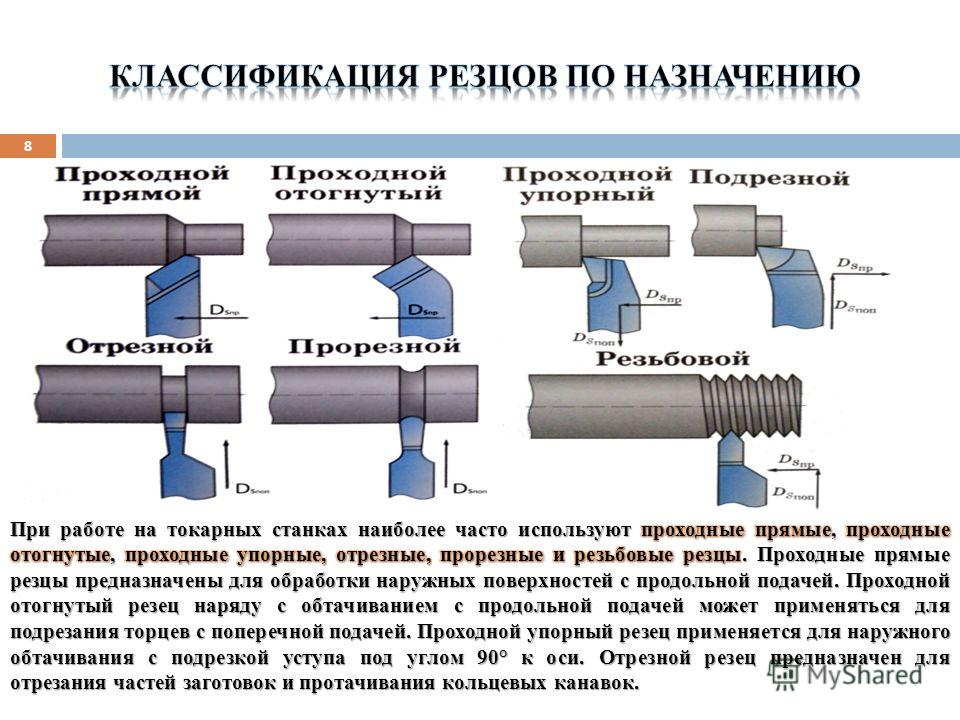


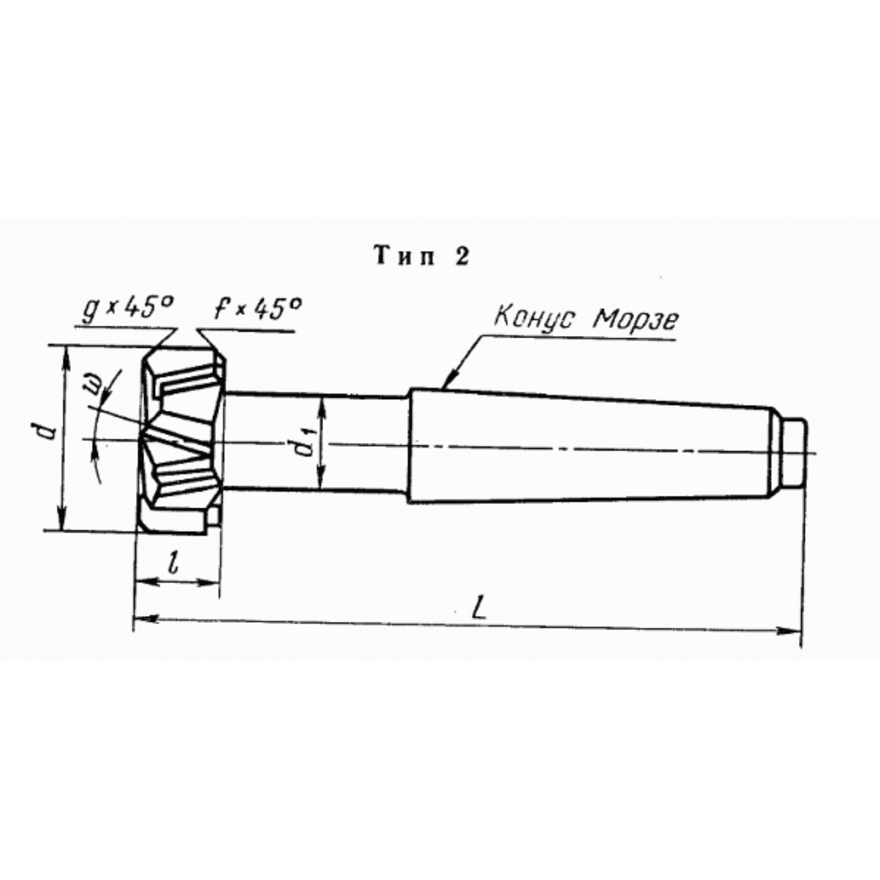
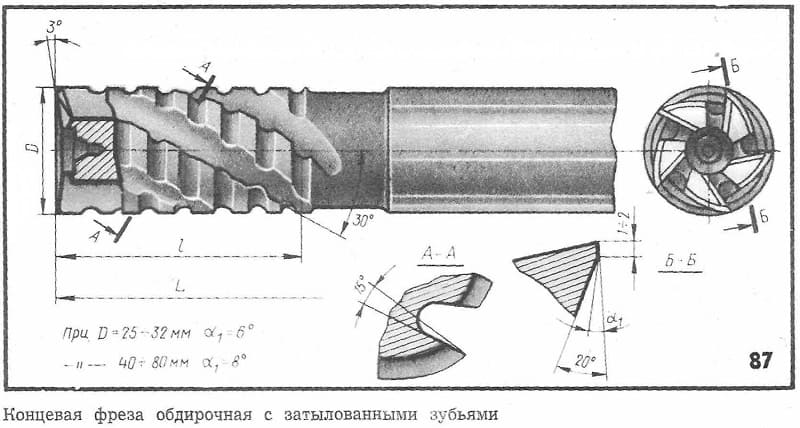
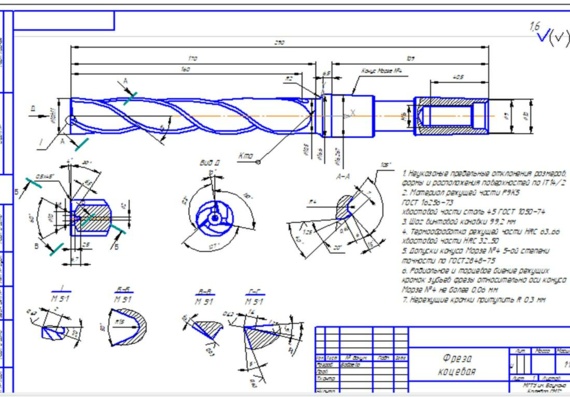

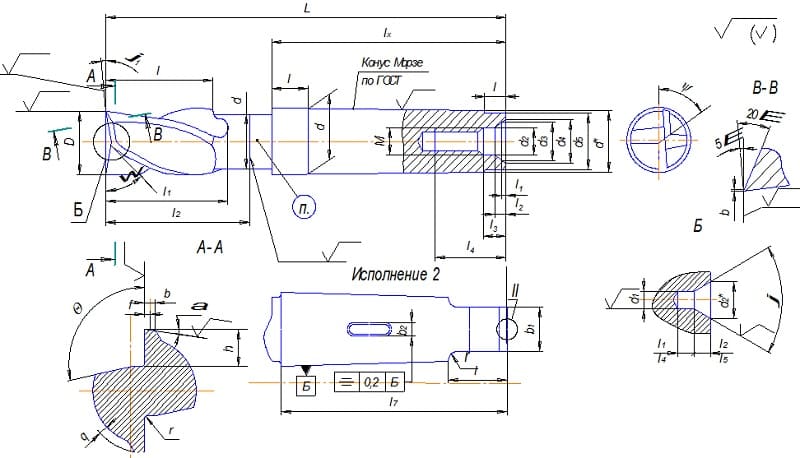

Рисунок 2
Таблица 2
Размеры в миллиметрах
Т-образного паза | d h12 | d1 не более | l h12 | L | f, не более | q, не более | Конус Морзе | Число зубьев для фрез типов | |
1 | 2 | ||||||||
6 | 12,5 | 5 | 6 | 73 | 0,6 | 1,0 | 1 | 6 | – |
8 | 16,0 | 7 | 7 | 77 | |||||
10 | 18,0 | 8 | 8 | 82 | 4 | ||||
12 | 21,0 | 10 | 9 | 98 | 0,6 | 1,0 | 2 | 8 | 6 |
14 | 25,0 | 12 | 11 | 103 | 1,6 | ||||
18 | 32,0 | 15 | 14 | 111 | 1,0 | ||||
22 | 40,0 | 19 | 18 | 138 | 2,5 | 3 | – | ||
28 | 50,0 | 25 | 22 | 173 | 4 | ||||
36 | 60,0 | 30 | 28 | 188 | 8 | ||||
42 | 72,0 | 36 | 35 | 229 | 1,6 | 4,0 | 5 | ||
48 | 85,0 | 42 | 40 | 240 | 2,0 | 6,0 | |||
54 | 95,0 | 44 | 44 | 251 |
Пример условного обозначения фрезы типа 1, исполнения 1, с номинальным размером паза 6 мм:
Фреза 1 – 1 – 6 ГОСТ Р 53004-2008
То же, исполнения 2:
Фреза 1 – 2 – 6 ГОСТ Р 53004-2008
То же, исполнения 3:
Фреза 1 – 3 – 6 ГОСТ Р 53004-2008
То же, исполнения 4:
Фреза 1 – 4 – 6 ГОСТ Р 53004-2008
То же, фрезы типа 2, исполнения 4, с номинальным размером паза 12 мм:
Фреза 2 – 4 – 12 ГОСТ Р 53004-2008
3.1.5 Хвостовики фрез исполнений 1,2,3 – по ГОСТ Р 52965.



3.1.6 Размеры конусов Морзе – по ГОСТ 25557.
3.1.7 Центровые отверстия – по ГОСТ 14034.
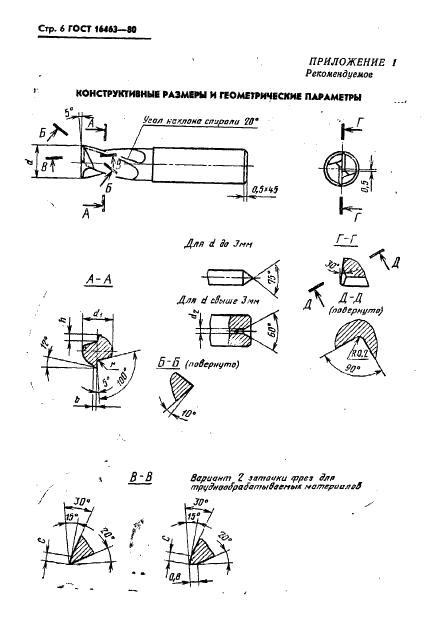
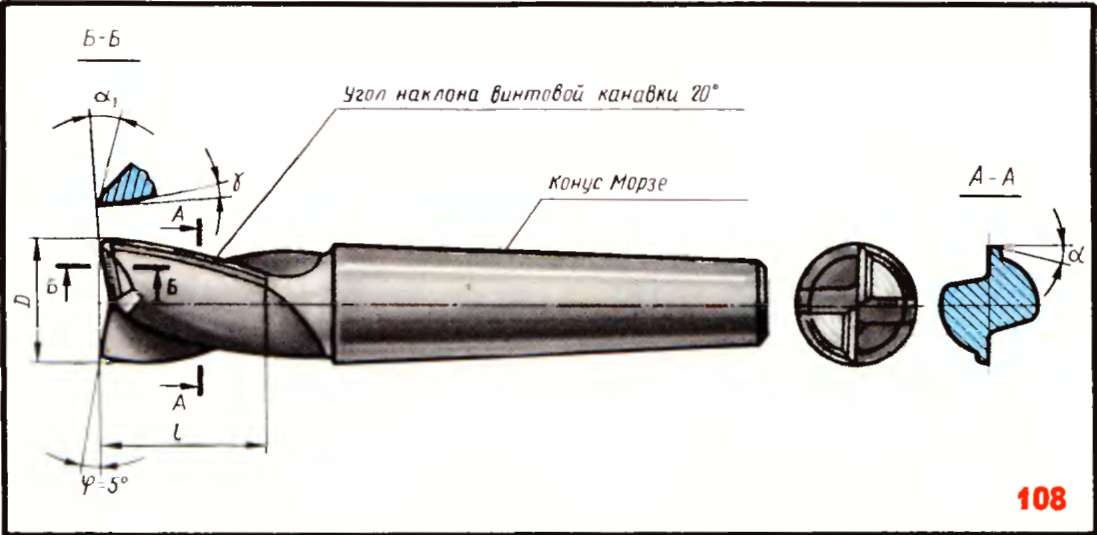
3.1.8 Фрезы типа 1 изготовляют с углом наклона стружечной канавки w = 10°; фрезы типа 2 – с углом наклона стружечной канавки w = 15. . .25°.
Фасонные фрезы

Необходимы при выполнении фасонных частей. Очень удобны при большой разнице между шириной и длиной обрабатываемой детали. При короткой поверхности используется метод протягивания. На таких инструментах зубья могут быть затылованными или острозаточенными. Вторые обеспечивают более чистую обработку, меньше истираются нежели затылованные при работе станка по металлу. Но их производство и затачивание возможно исключительно на специальных устройствах, которые четко выдерживают конфигурацию рабочих плоскостей. Потому такой вид фрезы используется только на крупных предприятиях.
Фасонные фрезы

Необходимы при выполнении фасонных частей. Очень удобны при большой разнице между шириной и длиной обрабатываемой детали. При короткой поверхности используется метод протягивания. На таких инструментах зубья могут быть затылованными или острозаточенными. Вторые обеспечивают более чистую обработку, меньше истираются нежели затылованные при работе станка по металлу. Но их производство и затачивание возможно исключительно на специальных устройствах, которые четко выдерживают конфигурацию рабочих плоскостей. Потому такой вид фрезы используется только на крупных предприятиях.
Для чего предназначаются фрезы по металлу
Фреза — это режущая деталь, которая используется в паре с электроинструментом. В качестве электрического инструмента используется фрезер. Другое название фрез по металлу — борфрезы и шарошки. Главное назначение рассматриваемых насадок в том, чтобы в процессе механического воздействия получить в итоге детали необходимых размеров и форм.
Фрезой называется насадка, состоящая из двух основных частей — хвостовик и рабочая зона. Хвостовик нужен для присоединения насадки к фрезерному станку, а рабочая часть входит в непосредственный контакт с обрабатываемой заготовкой. Рабочая зона оснащена острыми зубьями, посредством которых осуществляется снятие слоя металла с обрабатываемой заготовки.

Форма рабочей части влияет на результат, поэтому производители выпускают фрезы по металлу разных видов. На виды насадки классифицируются по внешнему виду и назначению. Применяются они в следующих сферах:
- Автомобилестроение и машиностроение — служат для изготовления разных отверстий, канавок и прочих углублений в составных деталях и механизмах будущих автомобилей
- Производство разного оборудования и инструментов
- Энергетика и строительство
- Производство судов
- Железнодорожный транспорт
В хозяйстве фрезы по металлу востребованы крайне редко, но при необходимости их использования, всегда можно применить шарошку для дрели.

Фрезами можно не только получать разного вида отверстия и выемки в заготовках, но еще и осуществлять зачистку сварочных швов, увеличивать имеющиеся отверстия, ровнять края, зачищать поверхности в труднодоступных местах. Особой популярностью такие насадки пользуются не только в промышленности, но еще и среди мастеров, занимающихся изготовлением разных металлоконструкций.

Это интересно!Фрезы не предназначены для применения с дрелями и шуруповертами, но многие их активно используют не по назначению. Главный недостаток применения фрез на дрели в том, что электродвигатель инструмента испытывает сильные боковые нагрузки, и при этом быстро выходит из строя. Применять на дрели можно насадки с цилиндрическим типом хвостовика.
Основные принципы классификации инструмента
Фрезы – многолезвийный режущий инструмент, обрабатывающий детали при вращении вокруг своей оси. На фрезерных станках выполняется большой объем различных операций. Под каждый вид свой инструмент.
Фрезы классифицируют по нескольким признакам:
- размер – диаметр;
- количество лезвий;
- материал режущих кромок;
- направление;
- заточка;
- конструкция;
- крепление пластин;
- форма режущих кромок.
Независимо от конструкции, инструмент имеет рабочую часть, хвостовик, закрепляющийся в шпинделе или цанге и шейку – зауженный участок между ними.
Материал изготовления
Режущие кромки фрез изготавливают из инструментальных сталей:
- углеродистых;
- легированных;
- быстрорежущих.
Обработка заготовок из отожженных и нормализованных сталей – мягких и средней твердости, используют инструмент с рабочей частью из металла марки У12А, 9ХС, ХГ, ХВГ и ХВ5. Режим работы на малых подачах. Для обработки на ускоренной подаче, используют фрезы из Ст Р18 или заменяют их менее износостойкими из Ст Р9.
Высоколегированные, жаропрочные и нержавеющие стали обрабатывают фрезами из быстрорежущих сталей Р9К10 – основной легирующий элемент кобальт и Р18Ф2 с добавлением ванадия.
После закалки финишная обработка поверхности производится сборными фрезами с пластинами:
- металлокерамические;
- минералокерамические.
Пластины маркируются вольфрамовые ВК6, ВК8, титановольфрамовые ТК10, Т30К6.
Справка! Режущие кромки делают из твердых сплавов с высокой износостойкостью. Хвостовики фрез из пластичного металла с высоким сопротивлением на кручение и удар: Ст 45, Ст 40Х, инструментальные У8, У10.
Направление обработки
Направление вращения фрезы при обработке устанавливается:
- правое – по часовой стрелке;
- левое.
Оно определяется заточкой фрезы, позиционированием режущей кромке.
Справка! Если в маркировке фрезы не указано направление, то это стандартный инструмент с правым рабочим вращением.
Вид заточки
При заточке снимается слой твердого металла, восстанавливается острота режущей кромки и угол реза к. Толщину снятия определяют образовавшиеся во время работы сколы, зазубрины, заусенцы. Они должны полностью уйти. Большинство видов фрез имеют длинную линию режущей кромки. Необходимо выдержать конфигурацию и размер по всей длине. Ручная заточка инструмента невозможна.
В зависимости от формы зуба заточка производится разными способами:
- по передней поверхности;
- затыловка;
- контурная.
По передней поверхности затачиваются зубья с перпендикулярным расположением кромки относительно контура – впадины, у которых угол ɣ равен 0. Наклонный зуб с углом ɣ ˃ 0, затачивается по затыловочной поверхности.
Справка! При затыловке инструмента, диаметр фрезы уменьшается.
Фасонные, торцевые и другие инструменты для обработки одновременно в 2 и более плоскостях, имеют несколько линий режущих кромок. Они затачиваются по контуру. Точность контура гарантирует применение шаблона или использование заточного оборудования с ЧПУ или специальной программой.
Важно!
Некоторые фрезы, предназначенные для глубокой фрезеровки и создания сложных конфигураций, затачиваются по контуру или передней поверхности с затыловкой. Это обеспечивает свободный отвод стружки.
Конструкция
Конструкция инструмента зависит от его размеров и типа:
- цельные — монолитные;
- сборные – наборные;
- составные.
Цельные изготавливаются из одного куска инструментальной стали. К ним относится инструмент небольших размеров для обработки металла средней твердости. Сборные фрезы имеют корпус с легированной стали и приваренный к нему хвостовик с конусом. Зуб крепится механически. У составных фрез режущие пластины вставляются в пазы, и привариваются или припаиваются к корпусу.
Назначение фрез по металлу
Непосредственно сама фреза — это исходная часть движения, и при обработке заготовки соприкасается с ее поверхностью. Данный инструмент характеризуется большим количеством видов рабочей поверхности.
Благодаря тому, что существуют разные типы фрез по металлу, выборку материала можно выполнять даже на самых сложных участках
Но при этом крайне важно выбрать тот или иной тип инструмента, а также способ его подачи. Он может быть поступательно-вращательным, винтовым и т
д.
Режущие кромки делаются на основе таких материалов, как:
- некоторые сорта стали;
- твердые сплавы;
- алмазы;
- керамика;
- кардная проволока и т. д.
Далее мы рассмотрим ключевые типы фрез, предназначенные для обработки металлических заготовок и их характерные особенности.
Области применения
 Твердосплавные шарошки отличаются большими функциональными возможностями. Они нашли широкое применение во многих отраслях промышленности:
Твердосплавные шарошки отличаются большими функциональными возможностями. Они нашли широкое применение во многих отраслях промышленности:
- Станкостроение.
- Изготовление автомобилей.
- Электроника.
- Ювелирные изделия.
- Полиграфия.
Миниатюрные размеры рабочей части инструмента дают возможность обрабатывать поверхность сложных деталей, например, матриц. Определённый вид шарошки позволяет выполнять и другие технологические операции:
- Рисовать красивые узоры.
- Делать надписи.
- Шлифовать труднодоступные отверстия.
- Обрабатывать сложные и глубокие пазы.
В бытовых условиях твердосплавные борфрезы по металлу помогают домашним умельцам проводить большое количество операций. Закрепив шарошку в патрон электрической дрели, можно выполнить:
- Зачистку сварочного шва.
- Расточку отверстия.
- Удаление заусенцев.
- Отшлифовку металлической поверхности.
- Выравнивание поверхности детали до идеального состояния.
Нюансы подбора оборудования
Выбрать для себя подходящий инструмент несложно, необходимо лишь знать характеристики и параметры оборудования. К таким параметрам относят число зубьев и материал, из которого выполнено изделие. Ключевым моментом для выбора материал изделия является прочность металла, который вы собираетесь резать.


Требуемое число зубьев
 От того, какое количество зубьев у инструмента, зависит скорость обработки и чистота среза. Чем больше их количество, тем место спила будет чище. Но при этом сильно возрастает нагрузка на электромотор, процесс отвода из места распила стружки ухудшается. А из-за этих причин падает скорость вхождения в толщину металла и вращения инструмента. Если количество зубцов небольшое, то между ними увеличивается размер пазух. Эти факторы ускоряют распилку и облегчают вывод стружки. Но на торцах останутся бороздки, которые дополнительно следует зачищать.
От того, какое количество зубьев у инструмента, зависит скорость обработки и чистота среза. Чем больше их количество, тем место спила будет чище. Но при этом сильно возрастает нагрузка на электромотор, процесс отвода из места распила стружки ухудшается. А из-за этих причин падает скорость вхождения в толщину металла и вращения инструмента. Если количество зубцов небольшое, то между ними увеличивается размер пазух. Эти факторы ускоряют распилку и облегчают вывод стружки. Но на торцах останутся бороздки, которые дополнительно следует зачищать.
Больше зубцов делают отрезным фрезам с отрицательным значением угла и габаритным поперечником. Меньшее число зубьев будет у устройства с положительным значением угла и небольшим поперечником.
Малое число зубов колеблется в пределах 10−40 штук, среднее — 40−80, а большое — 80−90. Именно образцы со средним числом зубьев подходят для различных видов распила. Именно такие образцы наиболее эффективны для работы по материалам разной твёрдости.
Для чистового фрезерования применяют режущие дисковые инструменты с мелкими зубцами, а для первичного — с крупными. Диски, предназначенные для черновой работы, отличаются беспрепятственным и быстрым отводом излишков стружки из глубоких зон распила.
Как подобрать материал
Для резки металлов с прочностью от 500 до 800 МПа применяются фрезы из быстрорежущей стали с добавлением молибдена, количество которого составляет примерно 5%. Для работы с металлами, прочность которых превышает 800 МПа, выбирают инструмент с содержанием кобальта до 5%. Для работы с драгоценными металлами изготавливают высокоточные фрезы из быстрорежущей стали наилучшего качества.
Для обработки нержавеющей стали применяются дисковые инструменты с напайками из карбида вольфрама. Такие зубцы не перетачивают, они покрыты слоем PVD.
https://youtube.com/watch?v=Ldx3QrUGoyQ
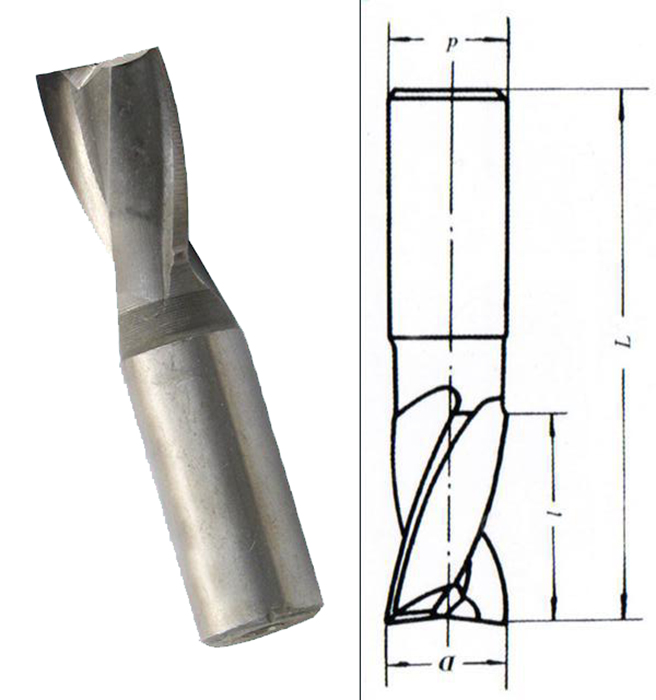
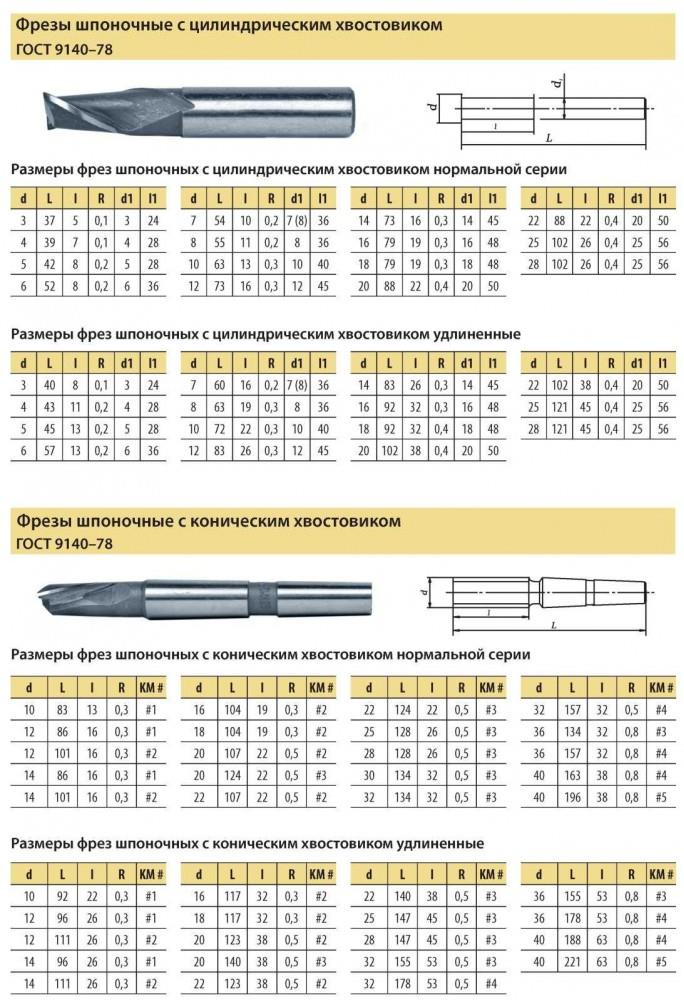
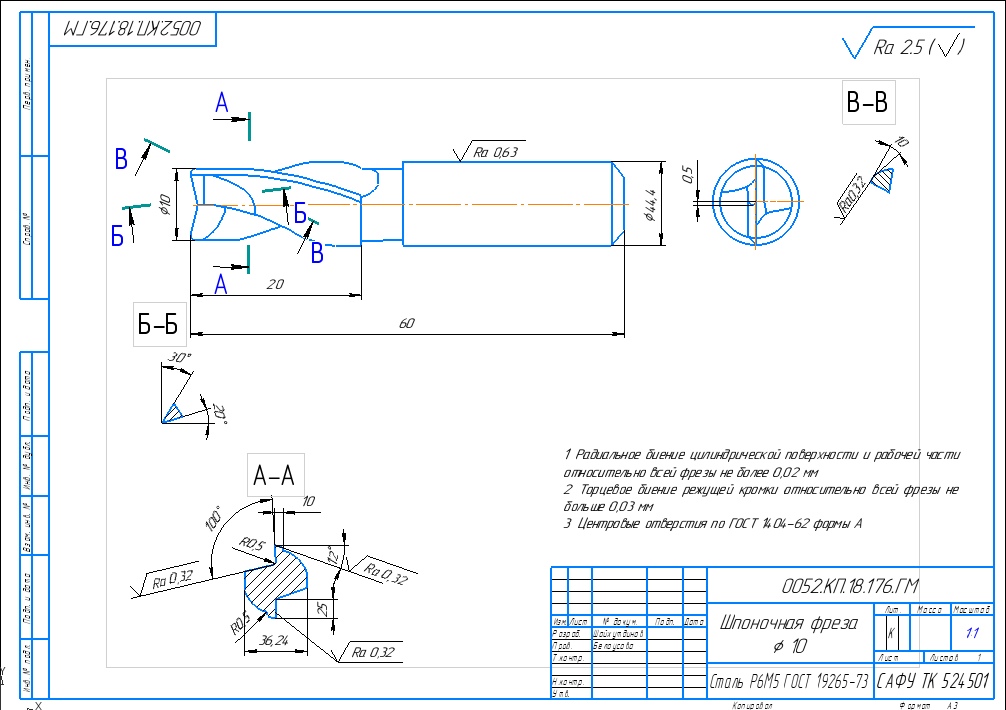
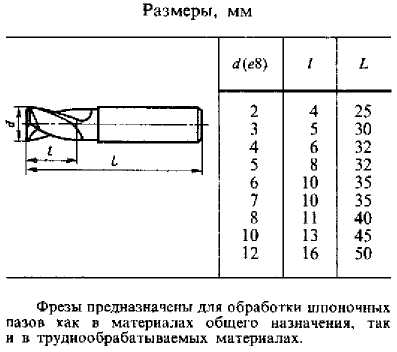
Конструкция шпоночных фрез
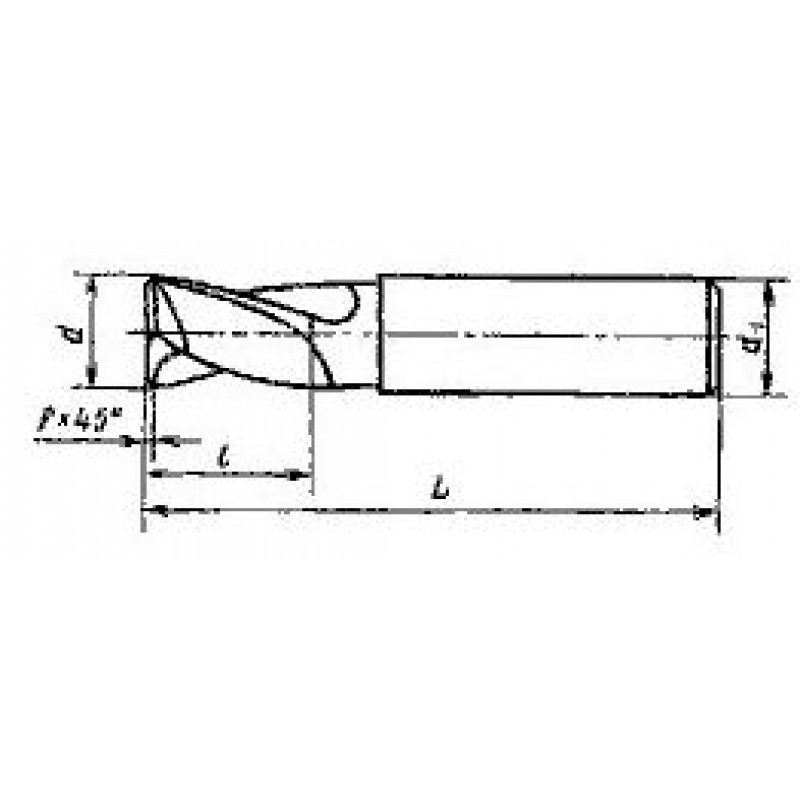
Рассматриваемая фреза шпоночная ц/х характеризуется довольно большим количеством конструктивных особенностей. Зачастую изделие напоминает стальной стержень со следующими элементами:
- Рабочий часть представлена витковыми кромками с небольшим углом. Стоит учитывать, что поверхность имеет относительно неглубокие выемки, которые требуются для формирования режущей кромки и отвода стружки при работе.
- Современные цилиндрические варианты исполнения имеют основную часть, за счет которой обеспечивается углубление инструмента в материал. Эта часть может иметь самую различную длину.
- Для крепления инструмента могут создаваться различные поверхности. Современные фрезы с цилиндрическим хвостовиком подходят для установки в ручных фрезеровальных устройствах, также можно приобрести вариант исполнения с коническим хвостовиком.

Конусный вариант исполнения подходит для большинства станков, цилиндрический устанавливается в фрезерном станке или ручной дрели. Сегодня перьевые фрезы могут продаваться в различных специализированных магазинах.
Материал изготовления
При изготовлении основной, крепежной и рабочей части могут применять различные сплавы. Их эксплуатационные характеристики существенно отличаются. Шпоночные концевые фрезы представлены следующими сплавами:
- Быстрорежущая сталь при производстве оснастки применяется на протяжении длительного периода. Она используется при изготовлении режущей кромки. Чаще всего применяется марка Р6М5, реже всего Р18. Вторая из приведенных марок зачастую применяется для резания закаленной стали. Быстрорежущая сталь может выдерживать воздействие высокой температуры, не меняет при этом свои характеристики.
- Если заготовка представлена твердой сталью, то рекомендуется выбирать инструмент с напайками из твердых сплавов. При их производстве часто применяется марка ВК8. Подобный вариант исполнения обходится дороже и встречается в продаже намного реже. Некоторые изделия характеризуются наличием сменных пластин из твердого сплава, которые крепятся путем сварки. Подобные напайки могут проработать в течение длительного периода, так как сильно не нагреваются даже при высоких показателях режима резания.
- Инструмент, изготавливаемый из стали, также подвержен воздействию коррозии. Чтобы повысить защиту от воздействия ржавчины поверхность покрывается титановым напылением. Специальное напыление имеет желтый цвет, оно предназначено не только для защиты ржавчины, но и существенного повышения эксплуатационных характеристик.

В некоторых случаях при изготовлении конструкции применяются материалы с различными характеристиками. Для домашних мастерских рекомендуют приобретать дешевые варианты исполнения, не предназначенные для работы на высокой скорости и подаче. При высокой производительности станков рекомендуется использовать варианты исполнения с твердосплавными пластинами.
Размеры шпоночного материала
При производстве проводится учет размеров шпоночного материала. В большинстве случаев на производственную площадку поставляется пруток. Длина его может составлять около 1000 миллиметров, в некоторых случаях выпуск проводится под заказ. Наиболее распространены следующие размеры шпонки:
- 4×4.
- 5×5.
- 22×22.
- 25×25.
- 32×18.
- 40×40.
Не стоит забывать о том, что от размера зависит и вес. Кроме этого, при производстве изделий определенных размеров применяются различные сплавы. Размер соединительного элемента выбирается в зависимости от того, какая будет оказываться нагрузка. Кроме этого, на размер оказывает влияние габариты соединяемых изделий.
На момент выпуска продукта проводится контроль качества при применении несколько различных методов, среди которых также визуальный осмотр.
От области применения рассматриваемого изделия во многом зависит и форма. Выделяют следующие виды:
- Клиновые.
- Призматические.
- Сегментные.
- Тангенциальные.
- Цилиндрические.
Сталь характеризуется достаточно высокой податливостью к механической обработке. В большинстве случае изделие получают из заготовки, в качестве которой выступает пруток.
Нюансы выбора
Каждый тип рассмотренной в предыдущих разделах оснастки подходит для конкретных работ, так что его применение связано с определенным видом металлообработки. Так, в определенных ситуациях востребован монолитный фрезерный комплект, а иногда необходим инструмент со сменными пластинами.
При выборе подходящего для заданных условий типа оснастки рекомендуется учитывать следующие факторы:
- Объем фрезеровальных работ и их ассортимент.
- Качество обработки, в которой нуждается выбранная заготовка (первичная или вторичная).
- Тип и характеристики обрабатываемого металла.
- Конфигурация выборок, подготавливаемых при фрезеровании заготовок (обычная обработка, формирование пазов или отверстий и т. п.)
При выборе подходящего инструмента учитывается заданная точность обработки, позволяющая выдержать требуемые размеры.
Важно! Если потребуется выполнять однотипные операции, связанные с формованием контуров или фасонных выборок, внимание обращается на универсальные наборы фрезерного инструмента. В заключительной части обзора отметим, что грамотный и взвешенный подход к выбору нужного комплекта оснасток позволит сэкономить не только на стоимости самого инструмента, но на расходе металла, выбираемого при обработке
В заключительной части обзора отметим, что грамотный и взвешенный подход к выбору нужного комплекта оснасток позволит сэкономить не только на стоимости самого инструмента, но на расходе металла, выбираемого при обработке.
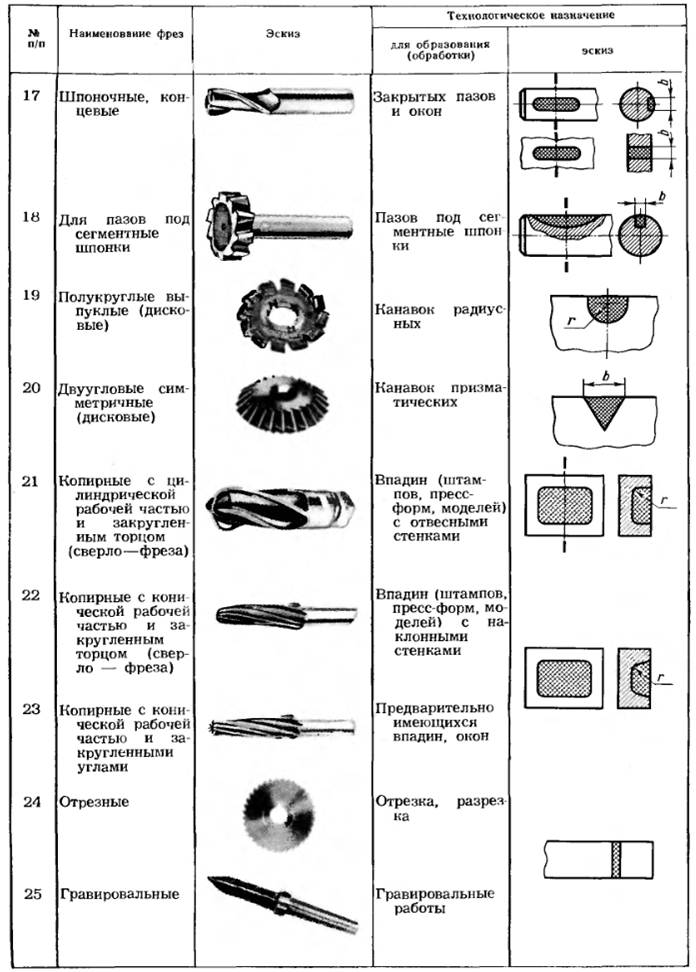
Дисковые
- Прорезка пазов.
- Выборка металла на узком сегменте.
- Обрезка заготовок.
- Снятие фасок и для других целей.
Особенности – режущие грани могут располагаться или с одной, или с обеих сторон. Их размеры определяют специфику обработки металла – грубая она (предварительная) или финишная (чистовая). Такой инструмент эксплуатируется в довольно сложных условиях – повышенная вибрация, сложность отвода металлической стружки.
Разновидности:
- Прорезные.
- Отрезные.
- Пазовые.
- Для резания с двух или трех сторон.
Торцевые
В основном применяются для обработки деталей с поверхностями ступенчатыми или плоскими. Инструмент ставится так, чтобы его продольная ось была перпендикулярна обрабатываемой поверхности.
Особенности – повышенная плотность зубьев на участке соприкосновения с заготовкой. Это обеспечивает равномерность и высокую скорость обработки металла. Наличие дополнительных режущих кромок (в торцевой части) позволяет добиться более «чистой» поверхности при обработке на фрезерном станке.
Методы контроля и испытаний
5.1. Внешний вид борфрез контролируют визуально с помощью лупы ЛП-1-5´ по ГОСТ 25706. Допускается внешний вид борфрез контролировать визуально сравнением с образцами.
5.2. При контроле размерных параметров борфрез применяются методы и средства измерения, погрешность которых должна быть не более:
– значений, указанных в ГОСТ 8.051 – для линейных размеров;
– 35 % допуска на проверяемый угол – для угловых размеров;
– 25 % допуска на проверяемый параметр – для отклонения формы и расположения поверхностей.
5.3. Шероховатость поверхностей борфрез проверяют путем сравнения с эталонными образцами по ГОСТ 9378 или с образцовыми инструментами, имеющими параметры шероховатости не более указанных в 3.4.8.
5.4. Биение режущих кромок следует проверять на специальном приборе для измерения биения борфрез или на инструментальном микроскопе.
5.5. Испытания борфрез на работоспособность, средний и установленный периоды стойкости проводят на оборудовании с пневматическим или электрическим приводами с установленными для них нормами точности и жесткости на режимах испытаний, указанных в таблице 16.
Таблица 16
Обрабатываемый материал | Точность борфрезы | Частота вращения, мин-1 | Подача, м/мин | Прижимное усилие, Н (кгс) |
Сталь марки 12Х18Н9Т по ГОСТ 5632 | Повышенная | 15000 | 2 – 3 | 14,7 – 58,8 (1,5 – 6) |
Нормальная | 12000 | 49 – 107,8 (5 – 11) | ||
Примечание– Допускается в качестве обрабатываемого материала применение других марок сталей по ГОСТ 5632, по механическим свойствам не уступающих свойствам стали марки 12X18Н9Т. |
5.6. При испытании борфрез на работоспособность суммарная длина фрезерования должна быть, мм, не менее:




3000 – для борфрез диаметрами до 10 мм;
10000 » » » св. 10 мм.
После испытаний борфрез на работоспособность на режущих кромках не должно быть следов притупления, и борфрезы должны быть пригодны к дальнейшей работе.
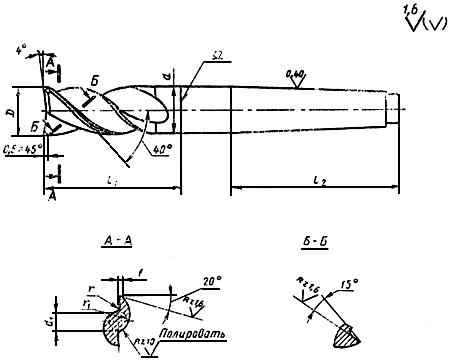
Конструкция шпоночных фрез
Рассматриваемая фреза шпоночная ц/х характеризуется довольно большим количеством конструктивных особенностей. Зачастую изделие напоминает стальной стержень со следующими элементами:
- Рабочий часть представлена витковыми кромками с небольшим углом. Стоит учитывать, что поверхность имеет относительно неглубокие выемки, которые требуются для формирования режущей кромки и отвода стружки при работе.
- Современные цилиндрические варианты исполнения имеют основную часть, за счет которой обеспечивается углубление инструмента в материал. Эта часть может иметь самую различную длину.
- Для крепления инструмента могут создаваться различные поверхности. Современные фрезы с цилиндрическим хвостовиком подходят для установки в ручных фрезеровальных устройствах, также можно приобрести вариант исполнения с коническим хвостовиком.

Конусный вариант исполнения подходит для большинства станков, цилиндрический устанавливается в фрезерном станке или ручной дрели. Сегодня перьевые фрезы могут продаваться в различных специализированных магазинах.
Нюансы подбора оборудования
Чугун обрабатывается на малых оборотах режущего инструмента с небольшой подачей. Стружка образуется мелкая, как пыль. Для работы с таким материалом подойдут фрезы дисковые отрезные по металлу ГОСТ 2678-93. При прорезке пазов по классу точности от 4 и выше, используют прорезной инструмент.
Выборка пазов в деталях типа вал из углеродистых и высоколегированных сталей осуществляется на фрезерных и зуборезных станках фрезами дисковыми с напайными пластинами соответствующей конфигурации.
Инструмент может применяться на двухстоечных горизонтально-фрезерных станках, если надо сделать канавки на боку большой детали. Область использования дисков с зубьями широкая.
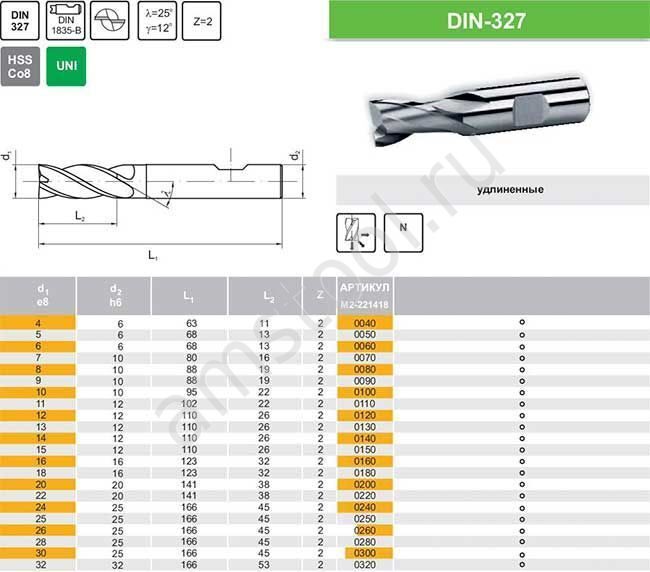
Сфера применения
Пальчиковые фрезы широко применяются при обработке металлических деталей для нарезки пазов, уступов и плоскостей. Он удобен для вырезания выемок и контурных уступов, съёма металла и зачистки поверхностей, находящихся под углом 90° по отношению друг к другу. В зависимости от размера зуба они могут быть использованы для получистовой и чистовой обработки. В частности это:
- нарезка пазов для замков;
- зачистка пазов в деталях машин под канавки для закладки уплотнителя;
- подготовка дренажных отверстий;
- изготовление деталей в автомобильной промышленности, а также во многих других случаях.
Дисковые фрезы
дисковая фреза
Может быть двухсторонней, пазовой или трехсторонней, вырезает выемки и углубления различной формы. Пазовые дисковые инструменты оснащены зубьями на цилиндре, с их помощью можно выполнить неглубокие пазы. Чтобы снизить трение в торцах, инструмент затачивают под углом, уменьшающим толщину к центру. Толщина инструмента предусматривает допуск до 0,05 миллиметров, которая постепенно уменьшается в процессе стачивания.
Двухсторонние и трехсторонние фрезы оснащены рабочими зубцами, в том числе на торцах. Рабочие зубья в торцах имеют вспомогательное значение, основную нагрузку на металл несут зубцы на цилиндре.
Зубья дисковых инструментов могут быть наклонными или располагаться прямо. Первые повышают производительность инструмента. Для этого на трехсторонних фрезах делают разнонаправленные зубья. Работа производится зубьями с цилиндра, а часть торцевых удалена, что не влияет на производительность.