
Преимущества и недостатки
Варить газовой методикой не сложно, но она, как и электродуговая, полуавтоматическая или аргонная сварка имеет свои преимущества и недостатки.
Преимущества газового соединения:
- это идеальный способ сваривания меди, латуни и чугуна;
- обработке поддаются материалы с разным уровнем плавления, за счет высокой температуры, образующейся в результате горения;
- варить можно в любом месте, так как не требуется специального оборудования или электрической розетки;
- при использовании качественной придаточной проволоки и правильно подобранному пламени, получаются качественные и красивые швы (широко используются для соединения комплектующих в трубопроводах);
- рабочее изделие греется медленно, что позволяет избежать деформации или пропала, как в случае с полуавтоматической сваркой или при использовании электрода).
Кроме положительных моментов, сущность газовой сварки имеет и несколько недостатков:
- зона прогрева достаточно широка, то есть нагревается не только зона шва, но и большая площадь вокруг нее. Это может нанести вред изделию;
- невозможность работы с деталями, толщина которых превышает 5 мм;
- крайне не рекомендуется производить газопламенную сварку «внахлест», это приведет к деформации места сплавления;
- высокая опасность работы, так как газы образуют химическую смесь, которая имеет свойство воспламеняться.
Достоинства и недостатки ручной газовой сварки
Преимущества технологии:
- Не нужно использовать дорогое оборудование и дополнительный источник энергии. Это дает возможность проводить работу в различных частях сооружений, зданий и на свежем воздухе.
- Изменением угла наклона пламени можно варьировать его температурой.
- Газовая сварка подходит для спайки чугуна, меди, свинца и латуни.
- Выбор присадки, мощности и вида пламени гарантирует получение качественного и прочного шва.
- Возможность сваривать металлы с различными температурами плавления.
- Не требуется применение специального оборудования: инвертора или полуавтоматического аппарата.
- Расходные материалы и приспособления имеются в продаже.
- Медленное нагревание и охлаждение обрабатываемых поверхностей позволяет избежать деформации и пропала.
Сварка газом позволяет резать и закалять металлы. Качество швов, полученных при ее использовании, может быть выше, чем при электродуговом способе с применением электродов низкого качества.
Проведение сварных работ данным способом имеет свои минусы:
- низкая производительность при толщине металла более 5 мм;
- большая зона нагрева;
- применение взрывоопасных газов;
- отсутствие возможности механизировать работу.
Необходимо учитывать, что газосварку не используют для высокоуглеродистых сталей, соединения тонкостенных заготовок внахлест. Качество швов получаемых данным способом зависит от электродов и флюсов.
Гильотинная
Этот механический способ раскроя основан на разделении частей обрабатываемого листа более твердыми режущими кромками, к которым приложено большое усилие.
Массивный нож гильотины, двигающийся в вертикальных направляющих под действием ручного, механического либо гидравлического привода, перерубает обрабатываемый лист.
Получается ровная линия реза и высокое качество поверхности кромок.
Толщина металла ограничена 6-8 мм, технология позволяет резать только по прямой линии.
Выбор листовых ножниц

Ручные устройства для раскроя тонколистовых заготовок называют листовыми ножницами
Современные модели ручного электро- и пневмоинструмента оснащаются прямыми или дисковыми режущими кромками и способны разделывать листы толщиной до 3 мм, в том числе и по произвольной траектории.
Виды
Гильотины разделяются по типу привода:
- ручной, непосредственный или через систему рычагов, используется на небольших производствах и в художественных мастерских;
- электромеханический, осуществляется через редуктор от электромотора, характеризуется средней мощностью и толщиной обрабатываемых заготовок;
- гидравлический, наиболее мощный.
Менее популярными являются гильотинные станки с пневматическим приводом.
Применение
Гильотинные ножницы различной мощности и рабочей ширины применяются прежде всего на заготовительных и слесарных участках машиностроительных предприятий.
Станки с ручным или электромеханическим приводом используются также в художественных мастерских, работающих по металлу.
Ручные электроножницы активно применяются в ремонтных службах и судоремонте, там, где требуется подгонять заготовку по месту.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Шланги (рукава) для газовой сварки
Такой элемент оборудования для газовой сварки необходим для передачи газа, хранящегося в болонах (как минимум их должно быть два) к горелке.
В основном шланги для газовой сварки делаются из резины для обеспечения возможности гибкости.
Данные шланги должны быть относительно длинными, поскольку газовые болоны не всегда можно доставить непосредственно к объекту выполнения работ и они могут мешать таким работам.
Также шланги должны быть прочными и выдерживать давление газа.
Например, работники жилищно-эксплуатационных контор при проведении сварочных работ на 5-м этаже квартирного дома болоны оставляют у подъезда, а на 5-й этаж тянут шланги.
Работники частных ремонтных фирм для проведения мелких сварочных работ в квартирах уже используют болоны малых объемов, которые меньше по весу, что позволяет подымать их непосредственно в квартиры.
В таких случаях шланги могут быть небольшой длинны.
Шланги (рукава) для газовой сварки производятся из вулканизированной резины с прокладками из ткани. В случае использования керосина или бензина – применяется бензостойкая резина.
Оборудование для газовой сварки
Для проведения газосварочных работ требуется комплект оборудования, включающий:
- редуктор;
- кислородный баллон;
- предохранительные клапаны;
- горелка;
- газовый генератор;
- шланг;
- флюсы и припои.
Понадобится специальная тележка, предназначенная для размещения всего оборудования. Она обеспечит лучшую мобильность при проведении работ.

Разновидности горелок
Горелки выполняют ряд важных функций. Они участвуют в смешении газа, стабилизации фронта воспламенения, регулируют подачу горючей смеси и интенсивность горения.
В зависимости от конструкционных особенностей горелки бывают инженерными, диффузными, оснащенными системами принудительного нагнетания кислорода, а также комбинированными.
Кроме того, они классифицируются по:
- характеристикам нагнетания давления;
- способу подачи кислорода;
- варианту сжигания газа;
- излучающей способности и т.д.
В зависимости от особенностей конструкции они могут выдерживать от 5 000 Па до 0,3 МПа.
Баллоны с газом
Для каждого вида газа выпускаются баллоны отдельного цвета. В процессе эксплуатации их нельзя окрашивать, чтобы избежать нежелательных реакций. Баллоны, предназначенные для ацетилена, не следует оснащать медными вентилями, т.к. это может спровоцировать взрыв.











Специальные шланги
В процессе сварочных работ применяют специальные шланги. Они предназначены для подачи горячих жидкостей и газов. К этим элементам оборудования предъявляются особые требования.
Они должны выдерживать большое давление. Если на шланге присутствует желтая полоса, он может использоваться для горячих жидкостей. Шланги с красной отметкой выдерживают 6 атмосфер, а с синей – до 20.

Водяной затвор
Водяной затвор предназначен для защиты генератора, трубы и других элементов газосварочного оборудования. Его располагают между ацетиленовой трубой и горелкой.

Пост для сварки газом
Это специальный стол, который можно фиксировать и поворачивать. Некоторые модели оснащены вентиляцией и системой для хранения инструментов.
Проволока и присадки
Для проведения работ используют особую присадочную проволоку. Ее диаметр подбирают в зависимости от толщины детали. В процессе сварки применяют флюсы. Эти вещества производят на основе кремниевой и борной кислоты и выпускают в виде растворов, порошков и паст.
Редуктор
Это важнейший элемент конструкции. Он необходим для снижения давления газа, исходящего из баллона. Редукторы бывают прямого и непрямого действия. Некоторые из них имеют устройства, предотвращающие замерзание газа при его выходе из баллона.

2 Способы, техника и технология газовой сварки
Ключевыми параметрами рассматриваемой сварки являются:
- угол наклона горелки;
- мощность пламени;
- сечение используемого присадочного стержня.
В соответствии с теплофизическими характеристиками металла и его толщиной выбирают конкретную мощность пламени. Она будет тем больше, чем выше показатель теплопроводности и температуры плавления свариваемого материала. Регулирование мощности выполняется за счет контроля расхода кислорода и горючего газового состава.

Для сваривания чугуна и стали расход ацетилена, измеряемый в литрах в час, высчитывается по формуле Va = (100–150)*δ, где δ – это толщина материала. А вот высокая теплопроводность меди требует уже большего количества горючего. При сваривании медных изделий расход определяется по формуле Va = (150–200)*δ.
От теплофизических величин и толщины металла зависит и угол, под которым требуется наклонять мундштук горелки. Величина данного угла изменяется от 10 до 80 градусов для толщины свариваемого материала от 1 до 15 миллиметров. Причем на первых этапах сварки мундштук наклоняют под максимальным углом (в районе 85–90 градусов). Это обеспечивает качественный прогрев материала и “оперативное” формирование сварочной ванны. В процессе же выполнения сварочных мероприятий угол постепенно уменьшается.

Сечение присадочного стержня выбирают по формуле d = δ/2 ÷ δ/2 + 1 мм. Как видим, и на данную величину основное воздействие оказывает толщина обрабатываемого металла.
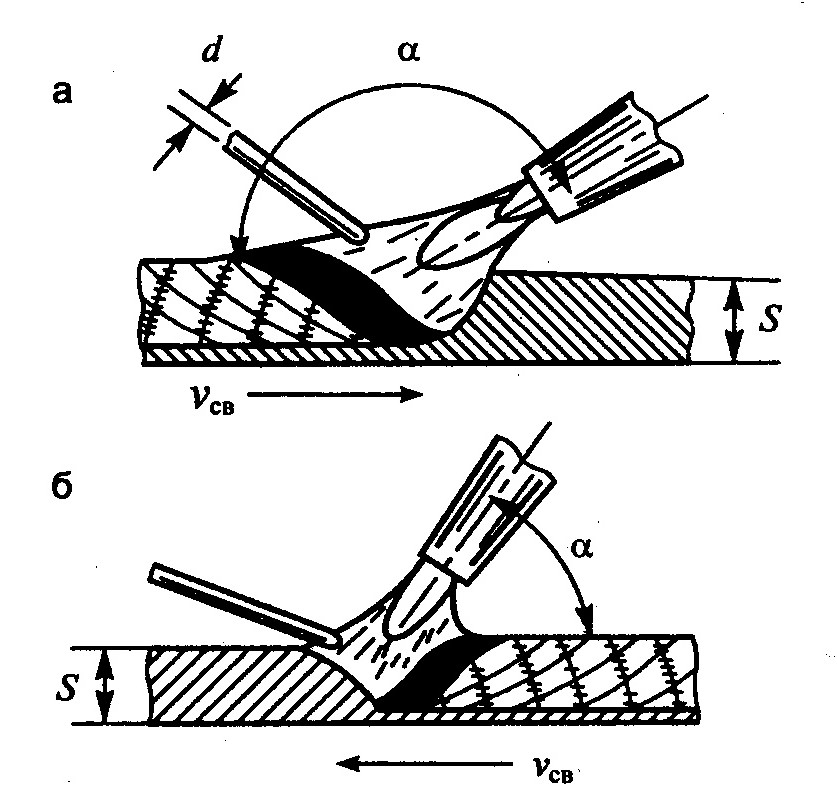
Стоит отметить, что сварка может выполняться двумя способами – левым или правым. В первом случае операция ведется справа налево (пламя подается от шва, присадочный стержень двигается перед газовой горелкой). При применении правого способа сварки процесс осуществляется слева направо, горелка нацеливается непосредственно на шов, а присадка идет за горелкой.
Более качественная защита ванны отмечается при использовании правой техники сварки. Кроме того, шов при такой методике охлаждается с меньшей скоростью, а газы расходуются намного более экономно. Зато при левой технике работник прекрасно видит всю картину проведения сварочного процесса. В результате этого сварочный шов формируется намного лучше. Специалисты сварочной сферы говорят о том, что правый способ сварки предпочтительнее для соединения металлов с относительно большой толщиной (от 3 миллиметров и выше), а левый – для соединения материалов толщиной не более 3 миллиметров.
Техника безопасности
Газовая сварка и резка не обходятся без соблюдения правил техники безопасности. Во время работы сварщик подвергается всевозможным потенциальным опасностям
Меры предосторожности комплексные:
От поражения электротоком нужна такая защита:
 Инструкции по технике безопасности
Инструкции по технике безопасности
- Заземление аппарата.
- Изоляция токопроводящих частей оборудования.
- Сухая, неповрежденная одежда.
- Исключение работ в мокрую погоду.
Защита зрения требует использования специальной маски со светофильтрами.
Газовая сварка – это угроза ожогов, взрывов пожаров. Избежать аварийной ситуации помогут:
- Экипировка в спецодежду.
- Отсутствие в местах проводимых работ открытых горючих, легковоспламеняющихся веществ.
- Наличие средств пожаротушения.
- Соблюдение технологического режима.
Против отравления ядовитыми парами используют:
- Респираторы.
- Эффективную вентиляцию в помещении.
- Маски, схожие с противогазами.
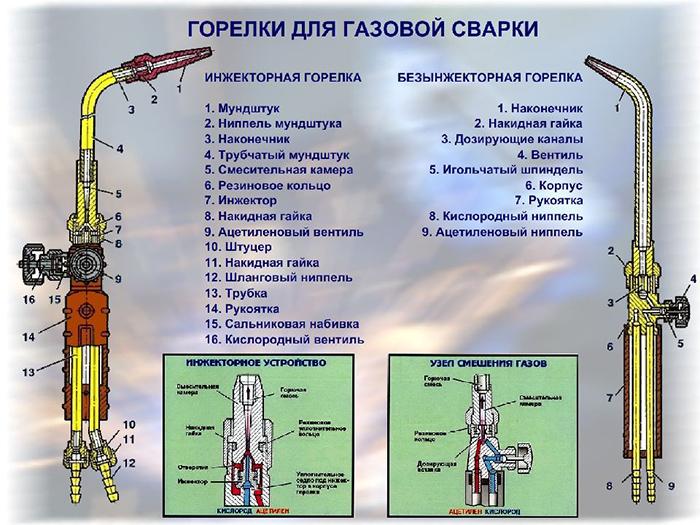
Горелки и резаки для газовой сварки
Такая горелка выполняет роль смесителя газов для сварки, где происходит смешение ацетилена или пропана с кислородом с последующим возгоранием вне горелки (резака).
Особенностью этого оборудования является возможность регулировки подачи газов, что влияет на температуру пламени.
Резаки применяются для резки металла, а горелки для газовой сварки – для соединения.
Последние в целом можно разделить следующим образом: большой, средней малой и микромалой мощности. Мощные предназначены для соединения металла значительной толщины (как правило до 11 мм), средней и малой – для бытовых и хозяйственных работ.
Применение флюса
Защитить внешнюю поверхность сварочной ванны от негативного воздействия внешних факторов помогает использование флюсов. Они обеспечивают формирование сварного шва и получение требуемых свойств наплавленного материала. Использование данного расходного материала оказывает на сварочный процесс ряд положительных эффектов.
- Интенсивное плавление металла.
- Стабильность горения дуги.
- Снижение потери энергии.
- Оптимизация расхода посадочного материала.
- Формирование поверхности сварного шва.
- Получение требуемых свойств наплавленного материала.
В качестве составляющих флюсовых смесей используют буру и борную кислоту. Они наносятся на присадочную проволоку или непосредственно на сварные заготовки. Данный материал не используется при сварке углеродистой стали. Без него не обходится работа с медью, алюминием и их сплавами.
Сферы использования сварки
Сварка этого типа отличается от электродуговой плавным разогревом металла. Пожалуй, это и определило сферы ее использования. Сварка газом показывает максимальный эффект при работе со сталью толщиной до пяти миллиметров. Эта технология сварки с успехом используется при обработке цветных металлов. Сварку газом используют для работы с материалами, требующими предварительного прогрева. При выборе газовой сварки, проектировщик должен руководствоваться требованиями ГОСТ.
Сварку газом применяют при проведении ремонтных работ, пайке. С ее помощью проводят восстановление изношенных деталей, например, коленчатых валов. Для этого, на изношенную поверхность наплавляют слой металла. Впоследствии место наплава будет отшлифовано и доведено до необходимого размера.
Виды
Все технологии резки металла подразделяются на две большие группы:
- механические;
- термические.
Механические основаны на разделении металла путем воздействия на него режущими поверхностями из более прочного материала. К ним относятся:
- пилы;
- гильотинные и листовые ножницы;
- гидравлическая резка.
При гидравлической резке разделение происходит за счет воздействия тонкой струи воды под высоким давлением.
Термические способы резки основаны на расплавлении металла на линии разреза с помощью нагрева. К ним относятся:
- газовая;
- плазменная;
- лазерная.
Способ резки выбирается, исходя из толщины заготовки, металла или сплава заготовки, ее толщины, объема работ, места проведения резки и ряда других параметров. Многие мастера рассказывают, как можно резать металл сварочным инвертором. Такая резка электросваркой неэффективна, отличается высоким коэффициентом отходов и низкой точностью.
Достоинства и недостатки
Что такое газовая сварка мы разобрались, это метод сваривания с использованием газа для нагревания металлической поверхности. В результате основа размягчается, образует сварочную ванну. Процесс горения газовой смеси обеспечивает благодаря введению в нее чистого кислорода.
Технология газовой сварки имеет целый ряд преимуществ:
- Данный метод сваривания не требует применения специального оборудования, а именно сварочного инвертора или полуавтоматического аппарата.
- Все расходные материалы можно приобрести в любом магазине со сварочными приспособлениями, они имеют не высокую стоимость.
- Сварка газом может проводиться даже без применения мощного источника энергии.
- Технологический процесс выполняется достаточно просто, его смогут выполнить даже сварщики, не имеющие большого опыта.
- Наблюдается возможность контролирования режимов сварочного процесса.
- Не всегда обязательно использование средств индивидуальной защиты.
- Во время применения качественной придаточной проволоки и правильно подобранного пламени можно получить качественные и прочные сварные швы. По этой причине часто используется при соединении комплектующих трубопроводов.
- Рабочее изделие достаточно медленно прогревается, именно это позволяет избежать деформирования или пропала, как при использовании полуавтоматической сварки и электродов.
Помимо положительных качеств газовая сварочная технология имеет отрицательные особенности:
- во время процесса металл прогревается длительное время, это негативно отражается на производительности;
- область тепла, которая образуется при помощи газовой горелки, имеет большие размеры;
- достаточно тяжело удерживать тепло, которое создается газовой горелкой. По сравнению с электродуговой технологией оно получается более рассеянным;
- сварка с применением газовых смесей считается дорогим методом соединения металлов;
- во время соединения толстых металлических деталей значительно снижается скорость выплавления швов. Это связано с низкой концентрации тепла, которое исходит от газовой горелки;
- технология сваривания с применением газа плохо поддается автоматизации. Механизировать можно процесс сварки тонкостенных труб, резервуаров, которые выполняется с использованием многопламенной горелки;
ни в коем случае не стоит проводить сваривание внахлест, это может привести к деформированию швов.
Компоненты газовой сварки
Перед тем как будет начата газовая сварка, технология рекомендует подготовить все необходимые компоненты для ее проведения. Обязательно для работы потребуется специальный газ для пламени горелки. А вот какой выбрать газ стоит рассмотреть подробнее.









Кислород
Этот востребованный вид газа для проведения сварки и резки. Благодаря ему происходит моментальное воспламенение паров материалов с высокой горючестью. Особой популярностью пользуется сварка кислородом и пропаном. Этот метод позволяет получить прочный шов с высоким износом. Сварочный кислород выполняет роль катализатора плавления и резки заготовок из металла, он входит в состав горючей смеси.
Важно! Кислород помещается в баллоны под постоянным давлением, а при контакте с маслом самовоспламеняется. Чтобы этого не произошло, баллоны стоит хранить в месте, защищенном от солнца, а также их требуется периодически чистить от пыли, грязи. Кислород для сварки получают из обычного воздуха, который отделяется от СО2 и Н2О в воздухоразделительной установке
При проведении газовой сварки пропаном и кислородом используется три вида газа – высший (99,5%), 1 и 2 сорта (99,2 и 98,5 %)
Кислород для сварки получают из обычного воздуха, который отделяется от СО2 и Н2О в воздухоразделительной установке. При проведении газовой сварки пропаном и кислородом используется три вида газа – высший (99,5%), 1 и 2 сорта (99,2 и 98,5 %).
Ацетилен
Ацетилен является газовой смесью, которая состоит из двух компонентов – H и O. Это бесцветное вещество, которое не имеет запаха, в его составе наблюдается небольшое содержание NH4 и H2S.
Обратите внимание! Газовая сварка и резка металлов с использованием ацетилена должна проводиться с максимальной осторожностью. Если во время процесса будет наблюдаться превышение показателей давления более 1,5 кг/см² и температуры больше 400°С, то смесь может взорваться
Ацетилен добывают при помощи диссоциации жидких углеводородов под воздействием электричества
Ацетилен добывают при помощи диссоциации жидких углеводородов под воздействием электричества.
Заменители ацетилена
Стоит помнить, что сварка может проводиться не только пропаном и кислородом или ацетиленом, во время нее могут использоваться заменители последнего газа.
В качестве замены могут применяться следующие газы:
- водород;
- метан;
- пропан;
- керосиновые пары.
Температурные показатели их горения находятся в пределах 2400-28000С. А при горении ацетилена обычно наблюдается 31500С. При использовании заменителей рекомендуется дополнительно применять проволоку с содержанием марганца и кремния, которая будет раскислять сталь. А вот для плавящихся цветных металлов потребуется флюс.
Использование проволоки и флюса
Присадочная проволока и сварочный флюс являются необходимыми элементами, которые применяются при проведении газового сварочного процесса. Оно позволяет получить качественный и прочный шов.
Для проведения сварки рекомендуется использовать присадочную проволоку без масла и краски, на ней не должно быть признаков коррозийного поражения. Порог плавления этого материала должен быть равен или ниже плавления свариваемого металла.
Для плавящихся металлов необходимо использовать флюс. При помощи него до начала сварки делается нанесение на металл или проволоку. Далее флюс плавится и выдает плавкий шлак, который покрывает металлическое изделие поверхностно.
Принципы работы сварочной аппаратуры
Газосварочные работы требуют строго соблюдения техники безопасности. Пост сварщика должен быть оборудован специальным столом, удерживающими приспособлениями и набором инструментов. Вся аппаратура должна соответствовать отраслевому стандарту (ОСТ). Перед работой нужно продуть вентили и установить редуктор на болоны. Винт для его регулировки и контргайку заворачивают до упора против часовой стрелки. К редуктору крепятся шланги, которые нужно продуть, присоединить к горелке и мундштуку. Далее устанавливаются рабочее давление и зажигание горелки.
Нюансы сварки различных металлов
Сварочный аппарат оборудован редуктором. С его помощью контролируется состав используемой смеси. Выбирается тип пламени – окислительное, восстановительное или высококонцентрированное (с большим концентрацией горючего газа). При сварке образуется расплавленная ванна. В ней протекают окислительно-восстановительные процессы. Окисление проходит активнее, если во время работы используются алюминий и магний. Есть и другие нюансы при сваривании деталей из конкретных металлов:
- Низкоуглеродистая сталь. Для сварки подходят разные газы. Как присадка применяется стальная проволока с добавлением незначительного количества углерода.
- Легированная сталь. Выбор метода сварки зависит от состава сплава. Жаропрочные конструкции из нержавеющих материалов свариваются присадкой, в состав которой входят хром с никелем. При сваривании некоторых типов металлов в проволоке должен присутствовать молибден.
- Чугун. Для сварки выбирается науглероживающее пламя. За счет этого предотвращается разложение кремния и образование зерен белого чугуна с хрупкими свойствами.
- Медь. Пламя выставляется на большую мощность. Между деталями создается минимальный зазор. Присадка – медь и флюс.
- Латунь. В пламени горелки создают большую концентрацию кислорода. Выбирают присадку из латуни. Это препятствует образованию пористых швов.
- Бронза. Сваривается восстановительным пламенем с применением бронзовой присадки, в состав которой добавлен кремний. Такая технология позволяет сохранить в сплаве олово, кремний и алюминий.
Создать качественный шов помогает соблюдение установленных правил. Предварительно металл проходит подготовку. После соединения происходит термическая ковка металла. Это позволяет увеличить прочность зон, прилегающих к шву.

Другие инструменты для газовой сварки
К такому оборудованию следует отнести болоны, один из которых заполнен горючим газом, другой – кислородом. Для избегания путаницы их красят в разные цвета.
Из баллонов газы через редуктор и шланги подаются в газовый смеситель – резак или горелку. Болоны имеют горловину с резьбой, куда закручивается вентиль, а следом – газовый редуктор.
Такие инструменты газовой сварки имеют наибольший вес и объем из всей совокупности рассматриваемого оборудования, однако позволяют осуществлять газосварочные работы в автономном режиме. При этом помещаются в легковой автомобиль и легко доставляются необходимое место.
Вентили для кислородных баллонов должны быть изготовлены из латуни, поскольку сталь при воздействии кислорода коррозирует, а для ацетиленовых – из стали. Запрещено в последнем случае использовать медь или сплавы с содержанием меди более 70 %.
Для удобства перемещения баллонов и шлангов используется сварочный пост для газовой сварки, который оборудован хомутами для крепления баллонов.
Альтернативой аппаратуры для газовой сварки является электросварочное оборудование. Однако первое имеет ряд неоспоримых преимуществ: возможность регулирования уровня подачи газов (влияет на скорость нагрева), отсутствие необходимости наличия электросети и возможности поражения людей электротоком.
Сущность процесса газовой сварки и резки
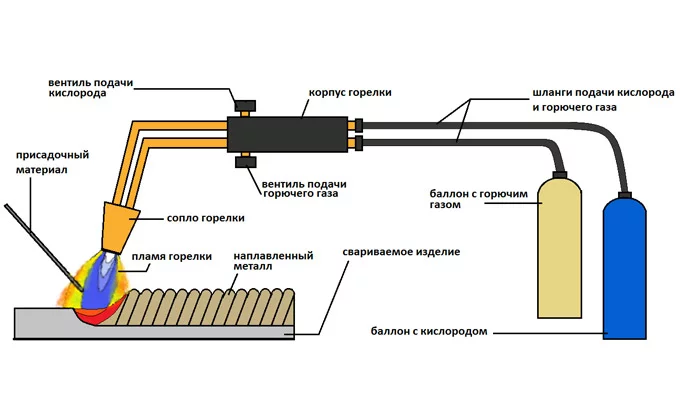
Газовая сварка это — сварка плавлением, при которой для нагрева используется тепло пламени смеси газов, сжигаемой с помощью горелки.
Газовая резка — представляет собой процесс основанный на сгорании (быстром окислении) металла в струе кислорода и удалении этой струей образующихся окислов.
При газопламенной сварке и резке металлов для нагрева используют газовое пламя получаемое при сгорании горючего газа в смеси с кислородом, в специальных горелках.
В качестве горючих газов применяют ацетилен, водород, природные газы, нефтяной газ, пары бензина, керосина и др. Наибольшее распространение получил ацетиле так как имеет самую высокую температуру по сравнению с пламенем других газов.
При газовой сварке кроме кромок свариваемых деталей расплавляются присадочный материал, который вводится в пламя горелки. После затвердевания жидкого металла образуется сварной шов.
К преимуществам газовой сварки относятся:
- простота способа;
- несложность оборудования;
- отсутствие источника электрической энергии.
К недостаткам газовой сварки относятся:
- меньшая производительность;
- сложность механизации,
- большая зона нагрева и более низкие механические свойства сварных соединений, чем при дуговой сварке.
Газовую сварку используют при изготовлении и ремонте изделий из тонколистовой стали толщиной 1-3 мм, сварке чугуна, алюминия, меди, латуни, наплавке твёрдых сплавов, исправлении дефектов. литья и др.
Сущность процесса газовой сварки и резки
Газовая сварка это — сварка плавлением, при которой для нагрева используется тепло пламени смеси газов, сжигаемой с помощью горелки.Газовая резка — представляет собой процесс основанный на сгорании (быстром окислении) металла в струе кислорода и удалении этой струей образующихся окислов.
При газопламенной сварке и резке металлов для нагрева используют газовое пламя получаемое при сгорании горючего газа в смеси с кислородом, в специальных горелках.
В качестве горючих газов применяют ацетилен, водород, природные газы, нефтяной газ, пары бензина, керосина и др. Наибольшее распространение получил ацетиле так как имеет самую высокую температуру по сравнению с пламенем других газов.
При газовой сварке кроме кромок свариваемых деталей расплавляются присадочный материал, который вводится в пламя горелки. После затвердевания жидкого металла образуется сварной шов.
К преимуществам газовой сварки относятся:
- простота способа;
- несложность оборудования;
- отсутствие источника электрической энергии.
К недостаткам газовой сварки относятся:
- меньшая производительность;
- сложность механизации,
- большая зона нагрева и более низкие механические свойства сварных соединений, чем при дуговой сварке.
Газовую сварку используют при изготовлении и ремонте изделий из тонколистовой стали толщиной 1-3 мм, сварке чугуна, алюминия, меди, латуни, наплавке твёрдых сплавов, исправлении дефектов. литья и др.







Компоненты газовой сварки
Перед тем как будет начата газовая сварка, технология рекомендует подготовить все необходимые компоненты для ее проведения. Обязательно для работы потребуется специальный газ для пламени горелки. А вот какой выбрать газ стоит рассмотреть подробнее.

Кислород
Этот востребованный вид газа для проведения сварки и резки. Благодаря ему происходит моментальное воспламенение паров материалов с высокой горючестью. Особой популярностью пользуется сварка кислородом и пропаном. Этот метод позволяет получить прочный шов с высоким износом. Сварочный кислород выполняет роль катализатора плавления и резки заготовок из металла, он входит в состав горючей смеси.
Важно! Кислород помещается в баллоны под постоянным давлением, а при контакте с маслом самовоспламеняется. Чтобы этого не произошло, баллоны стоит хранить в месте, защищенном от солнца, а также их требуется периодически чистить от пыли, грязи
Кислород для сварки получают из обычного воздуха, который отделяется от СО2 и Н2О в воздухоразделительной установке. При проведении газовой сварки пропаном и кислородом используется три вида газа – высший (99,5%), 1 и 2 сорта (99,2 и 98,5 %).
Ацетилен
Ацетилен является газовой смесью, которая состоит из двух компонентов – H и O. Это бесцветное вещество, которое не имеет запаха, в его составе наблюдается небольшое содержание NH4 и H2S.
Обратите внимание! Газовая сварка и резка металлов с использованием ацетилена должна проводиться с максимальной осторожностью. Если во время процесса будет наблюдаться превышение показателей давления более 1,5 кг/см² и температуры больше 400°С, то смесь может взорваться
Ацетилен добывают при помощи диссоциации жидких углеводородов под воздействием электричества.
Заменители ацетилена
Стоит помнить, что сварка может проводиться не только пропаном и кислородом или ацетиленом, во время нее могут использоваться заменители последнего газа.
В качестве замены могут применяться следующие газы:
- водород;
- метан;
- пропан;
- керосиновые пары.
Температурные показатели их горения находятся в пределах 2400-28000С. А при горении ацетилена обычно наблюдается 31500С. При использовании заменителей рекомендуется дополнительно применять проволоку с содержанием марганца и кремния, которая будет раскислять сталь. А вот для плавящихся цветных металлов потребуется флюс.
Использование проволоки и флюса
Присадочная проволока и сварочный флюс являются необходимыми элементами, которые применяются при проведении газового сварочного процесса. Оно позволяет получить качественный и прочный шов.
Для проведения сварки рекомендуется использовать присадочную проволоку без масла и краски, на ней не должно быть признаков коррозийного поражения. Порог плавления этого материала должен быть равен или ниже плавления свариваемого металла.
Для плавящихся металлов необходимо использовать флюс. При помощи него до начала сварки делается нанесение на металл или проволоку. Далее флюс плавится и выдает плавкий шлак, который покрывает металлическое изделие поверхностно.





