
Устройство полуавтомата
Устройство сварочного полуавтомата и его состав практически не зависят от назначения и сферы применения. Основные компоненты, входящие в состав такого оборудования:
- источник питания с блоком управления, панелью индикации и органами ручной настройки;
- кабель-шланг для подачи проволоки, газа и тока в зону сварки (сварочный рукав) и кабель для подсоединения к «массе»;
- сварочная горелка;
- устройство автоматической подачи сварочной проволоки;
- емкость с инертным или активным газом и газовое оборудование к ней.
Рисунок 1 — Сварочный полуавтомат
Кроме того, продавцы сварочной техники предлагают различные дополнительные устройства для полуавтоматической дуговой сварки, в том числе размоточные приспособления, оснастку для сварки трубопроводов, стойки для рукавов, защитные экраны, вытяжки и многое другое.
Источники питания
Полуавтоматы, в основном, предназначены для работы на постоянном токе, поэтому в качестве источников питания в них используются либо выпрямители, либо инверторы. Первые относительно дешевы, но имеют значительные габариты, ограниченные возможности по регулировке тока и проблемы с его пульсациями. Инверторные источники значительно дороже, но лишены всех этих недостатков. Они позволяют получать на выходе формы и уровни сварочных токов для различных режимов и конкретных типов металлов и сплавов, а также оснащены автоматической регулировкой индуктивности.
Сварочный рукав
Сварочный рукав (кабель-шланг) служит для подачи в зону сварки защитного газа, присадочной проволоки, тока и охлаждающей жидкости. Одним концом он присоединяется к самому полуавтомату, а вторым — к горелке. Сварочный рукав представляет собой гибкий шланг, внутри которого по центру расположен канал подачи сварочной проволоки, а вокруг него — трубки для защитного газа и охлаждающей воды (только в некоторых устройствах), а также жилы силового кабеля и провода системы управления.

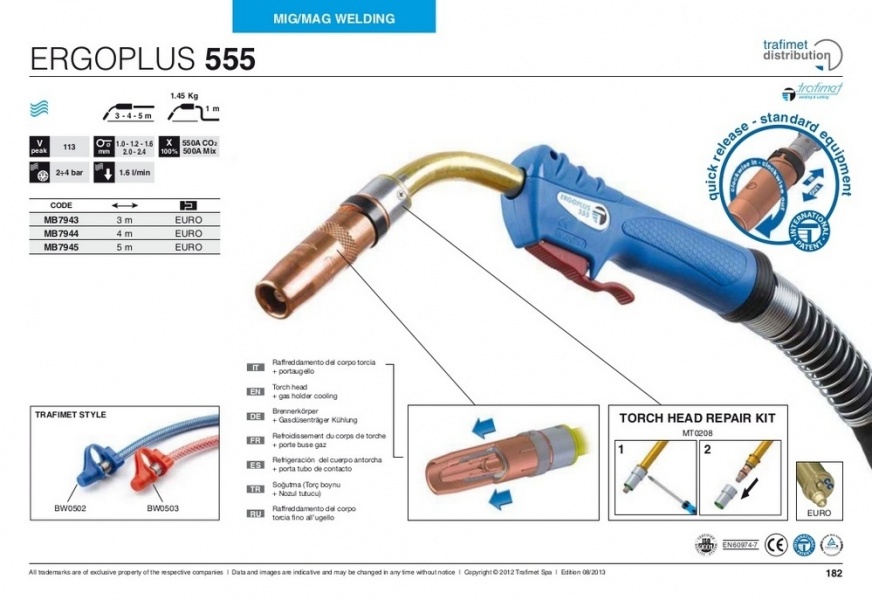
Рисунок 2 — Унифицированный евроразъем
На рисунке (см. выше) показан унифицированный «евроразъем» для подключения такого кабеля-шланга. Большой штуцер (закрыт заглушкой) — это выход сварочной проволоки, малый (справа от него) — подача газа. Два небольших контакта сверху — для управления переключениями режимов. К плоской нижней части разъема подключены силовые провода для подачи сварочного тока, а к резьбовому фиксатору — заземление.
К сварочным рукавам предъявляются очень высокие эксплуатационные требования. Поэтому они достаточно дороги, кроме того, их длина влияет на стоимость комплекта оборудования. Но, с другой стороны, длина кабель-шланга определяет технические возможности полуавтомата при работе в условиях сложного доступа к месту выполнения работ.
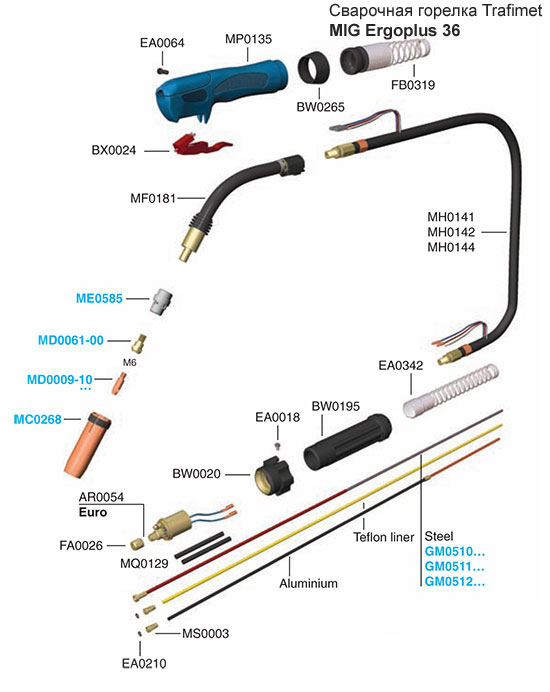
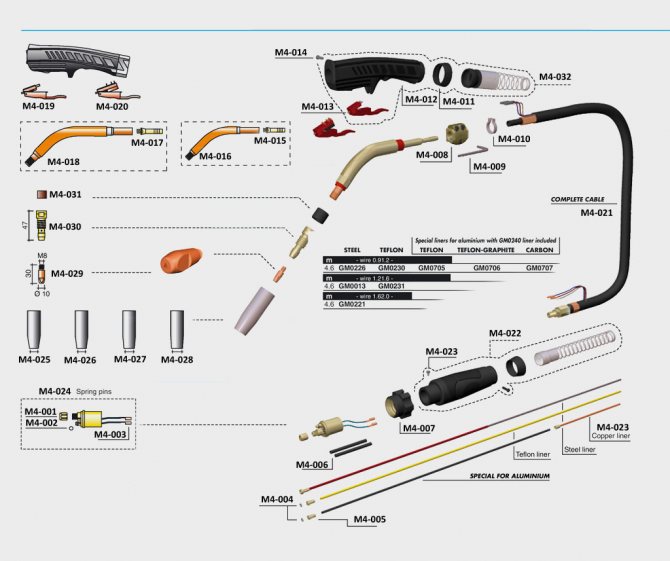
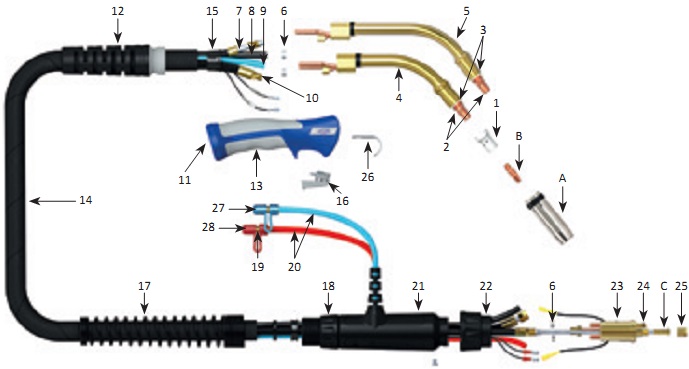
Горелка
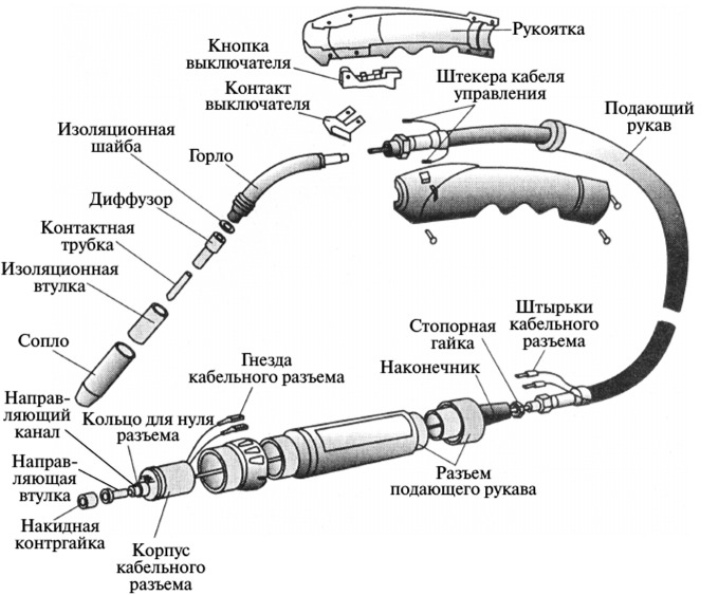
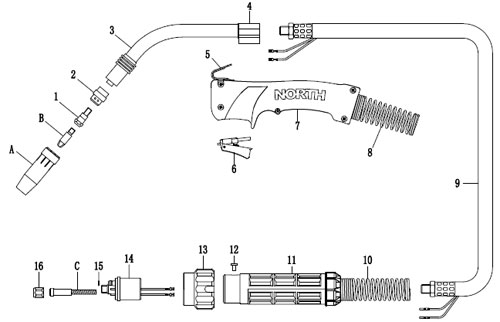
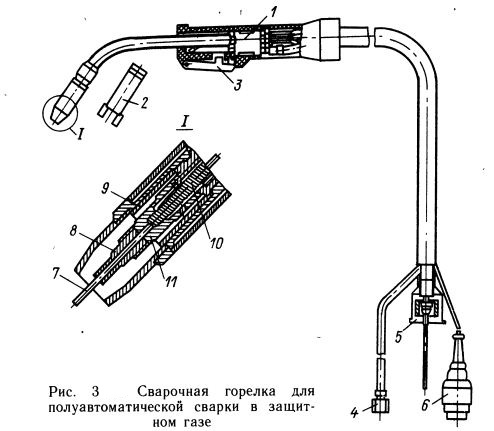
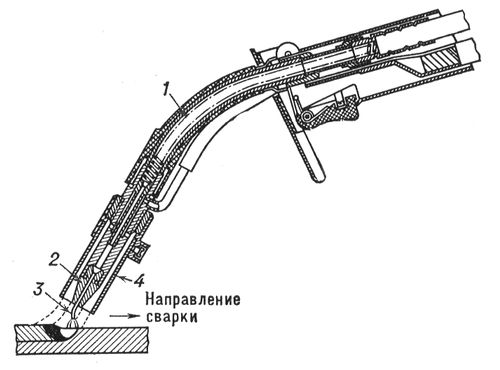
Горелка сварочного полуавтомата — это рабочий инструмент сварщика, с помощью которого он непосредственно осуществляет процесс сварки. Горелка подсоединяется к кабель-шлангу и таким образом в нее выводятся все трубки, каналы и провода, идущие от основного блока сварочного полуавтомата. Базовые компоненты горелки — рукоятка и направляющая трубка (см. рис. ниже). На рукоятке расположен переключатель режимов сварки, а на конце направляющей трубки монтируется рассеиватель газа, контактный наконечник (через него проходит проволока) и сопло.

Рисунок 3 — Устройство горелки
По принципу работы с движущейся проволокой горелки делятся на три типа:
- Предназначенные для толкающих механизмов. Горелка не имеет собственного привода, поступательное движение обеспечивает механизм, расположенный в основном блоке полуавтомата.
- Приводные. В рукоятку горелки встроен двигатель, тянущий проволоку. Конструкция и принцип работы такого привода подобны механизму на основном блоке.
- Комбинированные («тяни-толкай»). При работе используется как толкающий механизм на полуавтомате, так и тянущий на горелке.
Подача проволоки
Сварочная проволока поставляется в виде бобин различного размера и бухт, с медным покрытием и без него. Устройство подачи проволоки сварочных полуавтоматов состоит из блока установки бобины с механическим стабилизатором размотки и роликового подающего механизма. На ведущие ролики нанесены канавки, соответствующие диаметру проволоки. Вращение механизма подачи осуществляется электродвигателем, управляемым контроллером полуавтомата. Прижим и натяжение проволоки регулируются вручную (см. на рис. ниже черную рукоятку справа вверху).

Рисунок 4 — Механизм подачи
Подающие механизмы бывают двух типов: с двумя роликами (ведущий и прижимной) и с четырьмя роликами. Последние разработаны для использования с мягкими и порошковыми проволоками.
Механизмы подачи
Еще совсем недавно использовали для подачи тянущее или толкающее устройство, но сейчас все изменилось и стали применять многофункциональный механизм с электронной системой управления. Контроль параметра режима работы позволяет существенно упростить весь процесс сварки. Существует три вида устройств с подачей материала, которые разделяются из-за способа протяжки проволоки.
- Толкающего действия — это наиболее распространенный вид, он не утяжеляет сварочную горелку и облегчает сварочный процесс. Его необходимо установить возле сварочного аппарата и через направляющий канал проталкивать проволоку, чтобы она дошла до наконечника горелки.
- Тянущего действия — такой механизм собирается внутри полуавтомата в корпусе горелки, он осуществляет подачу материала на себя. Он дает преимущество работать по необходимости с рукавами повышенной длины. Недостатком является то, что он утяжеляет горелку, а это отражается на работоспособности сварщика и замедляет процесс работы.
- Комбинированные — они совместили в себе тянущие и толкающие механизмы, такие устройства встречаются очень редко.
В механизме применяются 2-х и 4-х роликовые схемы, это зависит от диаметра проволоки. Для диаметра небольшого — 1-1,2 мм используется двухроликовая схема, она состоит из ведущего и прижимного ролика. Если предстоит работа с более толстой проволокой, тогда применяется механизм с двумя прижимными и двумя ведущими роликами. Они обеспечивают всему механизму более стабильную подачу в нужную зону даже в том случае, когда он находится на незначительном удалении от горелки.
Подача проволоки происходит благодаря прижатию между роликами. Диаметр проволоки должен быть меньше, чем диаметр канала и если диаметр окажется большего размера, то механизм не сможет обеспечить стабильного продвижения материала.
Современные виды механизмов подачи
На сегодняшний день можно приобрести современные устройства подачи проволоки, которые представляют собой сложные электронные устройства, они позволяют значительно снизить время выполнения сварочных работ. Механизм оснащен пультом управления, с помощью которого подается сигнал на горелку, она совмещена с пультом. В момент нажатия на кнопку происходит подача проволоки, подача прекращается в момент, когда кнопка отпускается. В следующий раз, когда необходимо подать материал нужно только слегка нажать кнопку пульта. Все устройства могут работать продолжительное время с короткими стежками сварки. Благодаря электронной системе осуществляются все необходимые функции.




- Стабилизирует скорость подачи проволоки
- Возможность регулировать скорость
- В отдельных моделях есть функция памяти, она запоминает до 10 программ в сварочном режиме.
- Функция холодной протяжки помогает быстро и легко доставить проволоку в горелку.
- Функция продувки газом дает возможность оборудованию работать более длительный период времени. Перед началом и после окончания проведения сварочных работ необходимо делать продувку газом.
- Некоторые модели оснащены функцией регулировки времени отжига сварочной проволоки.
Все современные механизмы укомплектованы информативными дисплеями, индикаторами, они помогают контролировать текущие параметры, настройки в процессе работы, программы. Все модели достаточно просты в эксплуатации с ними могут разобраться даже домашние мастера.
Особенности в работе с устройством
Автономная работа механизма является одним из основных его преимуществ, он может работать вне полуавтоматического сварочного аппарата. Когда работы ведутся в неудобных и труднодоступных объектах есть возможность установить механизм отдельно на большом расстоянии от сварочного аппарата. Кроме положительных моментов, также есть и отрицательные стороны, о которых следует упомянуть. Блок нуждается в качественном и своевременном техническом обслуживании, поэтому если не знать хорошо его устройства с этим справиться будет сложно.
Механизмы могут быть стационарными и переносными, для работ, которые требуют переноски аппарата, обычно используют переносные блоки, а для мест, куда невозможно перенести его применяют стационарного типа. Переносные механизмы считаются более практичными и удобными в работе.
При выборе устройства нужно учитывать некоторые параметры:
- Максимальная подача проволоки
- Допустимый диаметр материала
- Скорость и доступные настройки
- Мобильность, вес и габариты блока.
Важные параметры при выборе сварочного полуавтомата
Узнав разновидности аппаратов и возможности работы с газами перейдем к ключевым параметрам. Чтобы понять какой сварочный полуавтомат лучше купить для гаража или домашней мастерской стоит разобраться в четырех характеристиках, влияющих на возможности по сварке.
Диаметр проволоки и сварочный ток
Выбирая сварочный полуавтомат нужно отталкиваться от толщины свариваемого металла. Для кузовных элементов авто или ремонта корпусов электрического оборудования нужна малая сила тока и небольшой диаметр проволоки, чтобы избегать прожогов. Если выбрать маломощный аппарат, то он не проплавит стороны, а лишь наложит расплавленный металл сверху, что не будет иметь удерживающей силы. При мощном полуавтомате, но малом диаметре проволоки последняя расплавится не успев достигнуть соединяемые детали.
Вот примерная таблица подбора режима сварки полуавтоматом:
| Толщина металла, мм | Диаметр проволоки, мм | Сила тока, А |
|---|---|---|
| 0.5-1.0 | 0.6 | 10 – 30 |
| 1.2-2.0 | 0.8 | 45 – 100 |
| 2.5-4.0 | 1.0-1.2 | 120 – 200 |
| 5.0-8.0 | 1.6 | 150 – 350 |
| 9.0-20.0 | 1.6 | 300 – 500 |
Следовательно, если в приоритете сварка емкостей и листовой стали с толщиной до 2 мм, то достаточно самой простой модели с силой тока 150 А и катушкой с проволокой диаметром 0.8 мм. Но заварить швеллер таким полуавтоматом уже не получится. Если в перспективе предстоит варить различные по толщине металлы, то лучше выбрать модель с большим диапазоном и возможностью устанавливать проволоку разного диаметра.
Напряжение питающей сети
Немаловажно при выборе полуавтомата учитывать и параметры сети. Бытовые модели на 220 В можно подключить в мощную переноску и варить во дворе дома или гараже. Но они ограничены пределом силы тока в 250 А
Чтобы вести сварку на более высоком токе потребуется трехфазный ввод. Если в гараже есть такая возможность для подключения, то стоит заказать полуавтомат на 380 В, что расширит его возможности. Комбинированный тип, способный переключаться и работать как от 220, так и от 380 В оправдан только в случае выездной деятельности, когда часто приходится менять рабочее место, а будущие параметры сети неизвестны
Но они ограничены пределом силы тока в 250 А. Чтобы вести сварку на более высоком токе потребуется трехфазный ввод. Если в гараже есть такая возможность для подключения, то стоит заказать полуавтомат на 380 В, что расширит его возможности. Комбинированный тип, способный переключаться и работать как от 220, так и от 380 В оправдан только в случае выездной деятельности, когда часто приходится менять рабочее место, а будущие параметры сети неизвестны.
Но для частного дома и дачи стоит учесть еще и возможность варить при пониженном напряжении. Когда ток падает с 220 до 190 В и ниже, то некоторые аппараты просто «не тянут», дуга еле горит, а металл в сварочной ванне вместо жидкого похож на пластилин
Тогда нужно обращать внимание на модели с диапазоном входящего напряжения 140-230 или 170-230 В
Потребляемая мощность
Потребляемая мощность влияет на производительность и оказываемую нагрузку на сеть. Для бытовых нужд лучше выбирать полуавтоматы с мощностью 3-4 кВт. Это поможет не спалить розетку от перегрева, автомат не будет выбивать, а показателя хватит, чтобы проварить листовой металл или уголок толщиной до 3 мм.
Если в гараже предусмотрено небольшое производство по изготовлению дверей и ворот, то нужен более мощный автомат и проводка. Тогда можно выбрать агрегат на 5-6 кВт, расширяющий возможности по сварке. Для частных цехов используют оборудование от 7 кВт.



Учитывая показатель мощности стоит помнить, что ее рабочее значение немного ниже потребляемого. Изначально нужно предусматривать запас в 20%, но если в доме частые просадки сети, то этот запас должен быть еще больше.
Как использовать
Для эффективного использования сварочной горелки рекомендуется проводить предварительную настройку на пробных кусках металла с толщиной аналогичной тому, с котором будет вестись работа. В обоих случаях нужно следовать простому алгоритму действий:
Зачистить место будущего соединения с помощью стальной щетки и угловой шлифмашины. При необходимости — сформировать оптимальные края деталей.
Подобрать сварочную проволоку оптимальной толщины для данных деталей. Если толщина деталей находится между2 и 10 мм, то проволока также должна выбираться из диапазона 1-1.5 мм .
Выставить на аппарате нужную силу тока. Она может колебаться от 100 до 260 ампер .
Отрегулировать скорость подачи проволоки. Минимальное рекомендуемое значение — 140 метров в час , а максимальное — 550 .
Настроить скорость подачи газа в рабочую зону. Это делается экспериментально. Либо же с помощью встроенных программ в самом сварочном аппарате (синергетический режим).
Тщательно проверить прочность и герметичность всех соединений и контактов. Проконтролировать положение сварочного рукава (он не должен сильно изгибаться или лежать кольцами!).
Порядок подключения к сети и запуск в работу
Для качественной сварки металлических заготовок самодельным полуавтоматом необходимо соблюдать заданный технологией порядок рабочих операций
При этом важно грамотно выбирать подходящую для данного вида сварных работ полярность тока. Так, при использовании флюсовой проволоки необходимо прямое включение, а при обработке изделий в аргоновой среде – обратное
Прямая полярность означает подсоединение «плюса» питающего напряжения непосредственно к земляному зажиму, в то время как «минус» от инвертора подключается к держателю с горелкой. Обратное подключение осуществляется в строго противоположном порядке (менять полярность допускается перекидыванием контактов на самом инверторе).
После фиксации на рабочем месте проволочной катушки можно переходить к подсоединению элементов подачи защитного газа. С этой целью сначала на газовом баллоне закрепляется редуктор, после чего его штуцер соединяется со сварочным аппаратом посредством специального отводящего шланга.
Перед началом сварных работ обязательно нужно произвести следующие регулировки:
- настройка механизмов натяжения проволоки и её прижатия;
- регулировка потока защитного газа, осуществляемая посредством специального редуктора;
- установка величины сварочного тока, проводимая в процессе сварки.



Работать на сварочном инверторе в режиме полуавтомата допускается только при наличии защитного щитка с застеклённым окошком. Такая предусмотрительность позволяет контролировать весь рабочий процесс и защитить глаза и лицо от опасного излучения. Для работы также потребуются перчатки и костюм из плотной хлопчатобумажной ткани, обеспечивающей защиту кожи тела и рук.
Защитный газ
Основная задача защитного газа – защита расплавленного металла от атмосферного воздействия (кислород окисляет, а азот и влага из воздуха вызывают пористость шва) и обеспечить благоприятные условия зажигания сварочной дуги.
Тип защитного газа влияет на скорость плавления, проникновение сварочной дуги, на количество брызг при сварке, форму и механические свойства сварочного шва. Определённая смесь газов даёт существенный эффект стабильности электрической дуги и уменьшает количество брызг при сварке. Состав газа влияет на то, как расплавленный металл от проволоки передаётся к месту сварки.
Инертные газы и их смеси в качестве защитного газа (MIG) используются для сварки алюминия и цветных металлов. Обычно применяются аргон и гелий.
Активные газы и смеси (MAG) применяется для сварки сталей. Чаще всего это чистая двуокись углерода (CO2), а также в смеси с аргоном.
Рассмотрим виды и смеси защитных газов подробнее:
- Чистая двуокись углерода (CO2) или двуокись углерода с аргоном, а также аргон в смеси с кислородом обычно используются, для сварки стали. Если использовать двуокись углерода (CO2) в качестве защитного газа, то получите высокую скорость плавления, лучшую проникаемость дуги, широкий и выпуклый профиль сварочного шва. Когда используется чистая двуокись углерода, то происходит сложное взаимодействие сил вокруг расплавленных металлических капель на кончике насадки. Эти несбалансированные силы становятся причиной образования больших нестабильных капель, которые передаются в зону сварки случайными движениями. Это является причиной увеличения брызг вокруг сварочного шва. Также чистый карбон диоксид образует больше испарений.
- Аргон, гелий и аргонно-гелиевая смесь используются при сварке цветных металлов и их сплавов. Эти смеси инертных газов дают более низкую скорость плавления, меньшее проникновение и более узкий сварочный шов. Аргон дешевле гелия и смеси гелия с аргоном, а также даёт меньшее количество брызг при сварке. В отличие от аргона, гелий даёт лучшее проникновение, более высокую скорость плавления и выпуклый профиль сварочного шва. Но когда используется гелий, сварочное напряжение возрастает при такой же длине сварочной дуги и расход защитного газа возрастает в сравнении с аргоном. Чистый аргон не подходит для сварки стали, так как дуга становится слишком нестабильной.
- Универсальная смесь для углеродистой стали состоит из 75% аргона и 25% двуокиси углерода (может обозначаться 74/25 или C25). При использовании такого защитного газа образуется наименьшее количество брызг и уменьшается вероятность прожига насквозь тонких металлов.
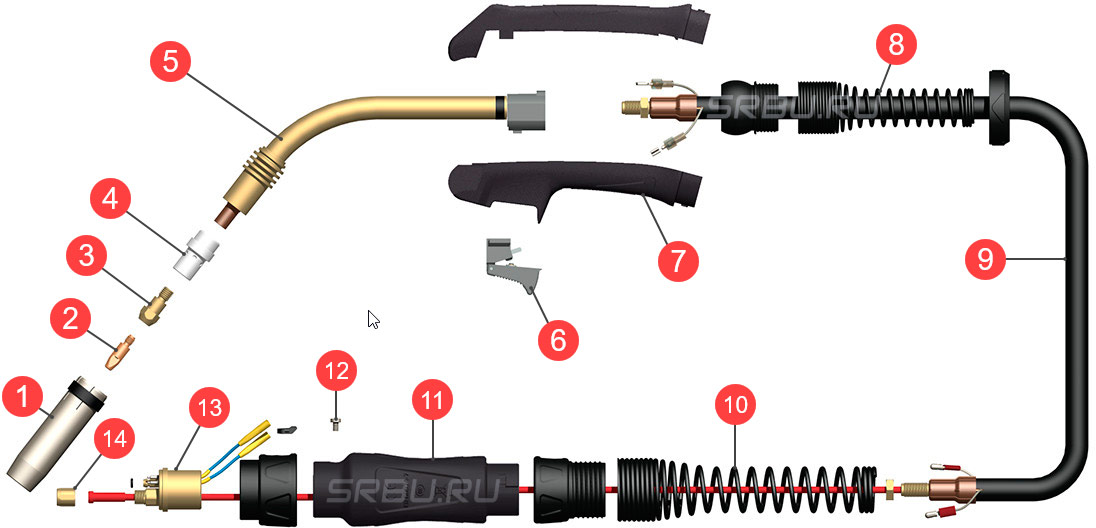
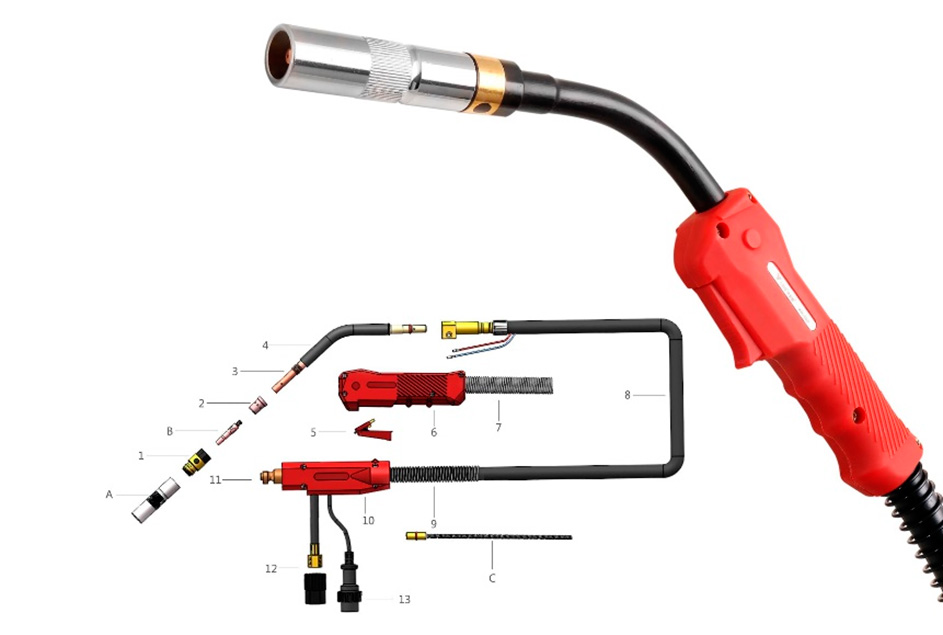
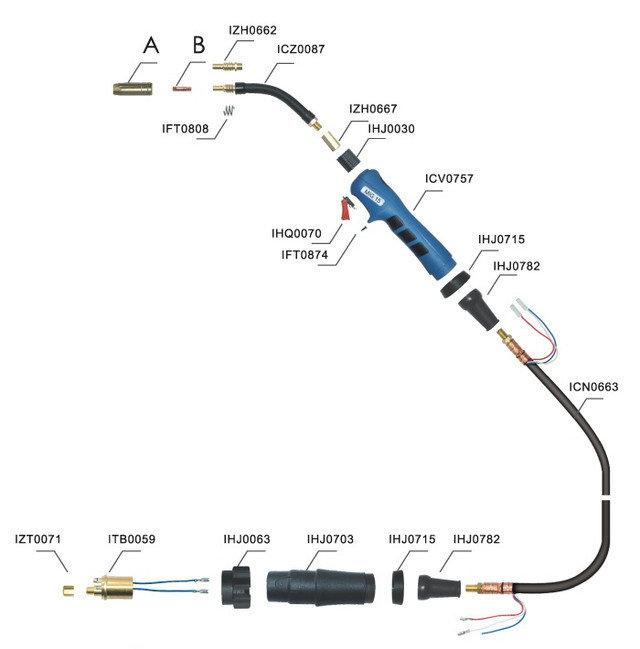
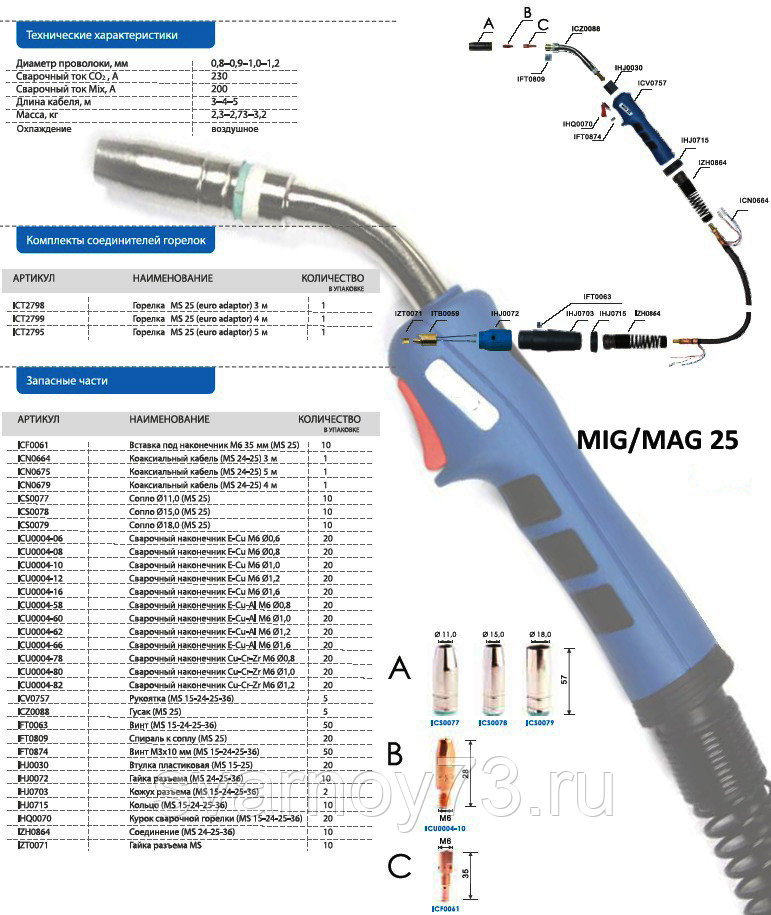
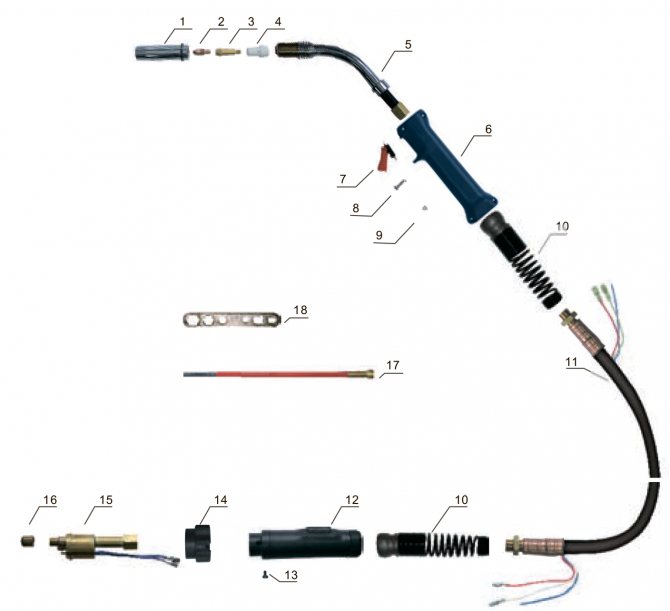
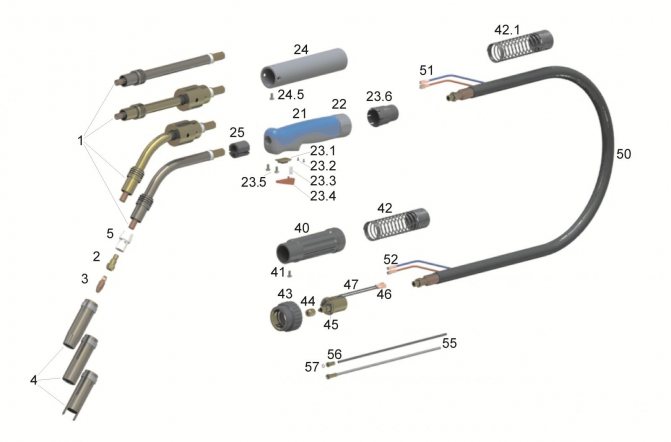
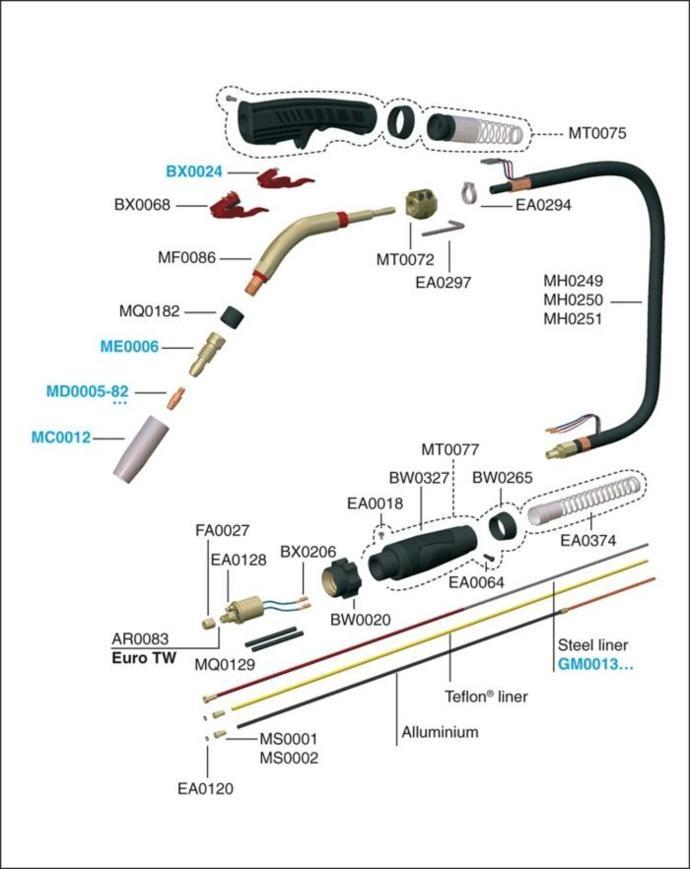
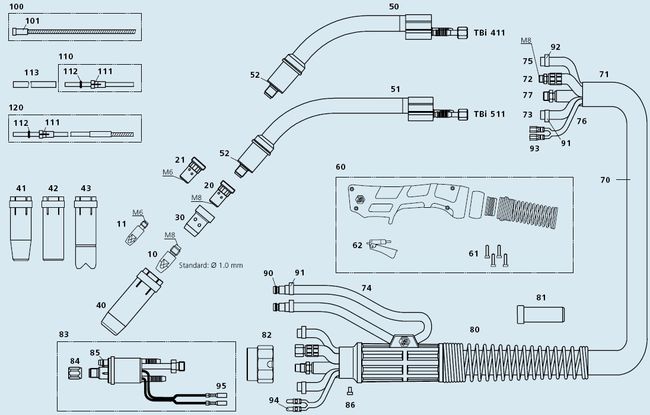
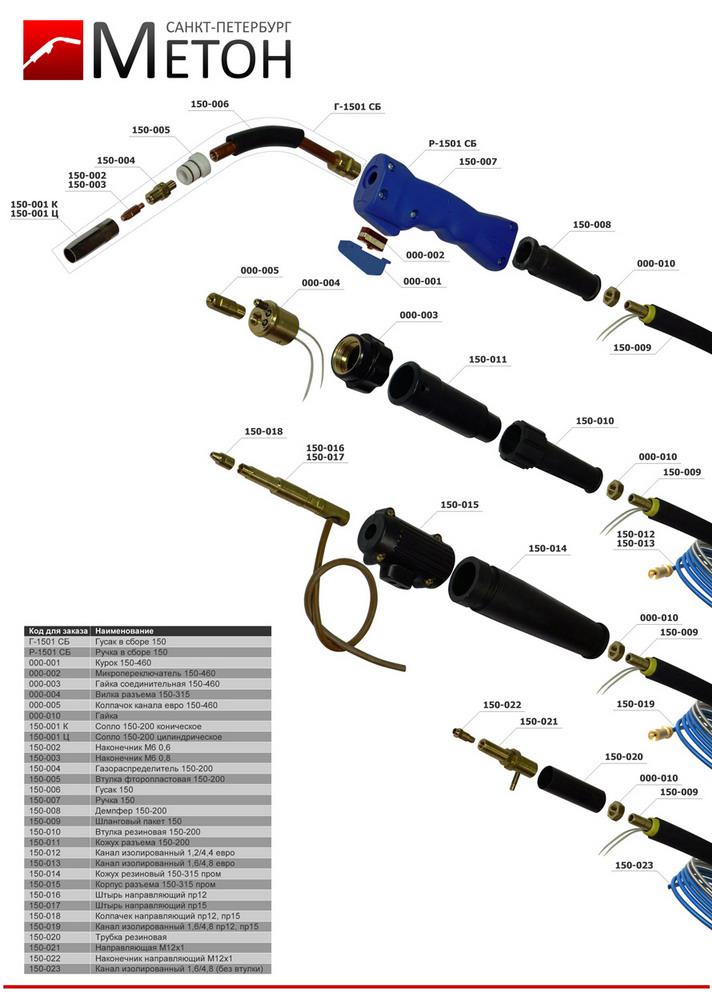
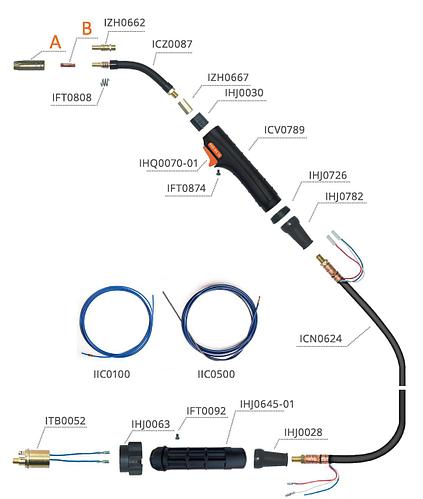
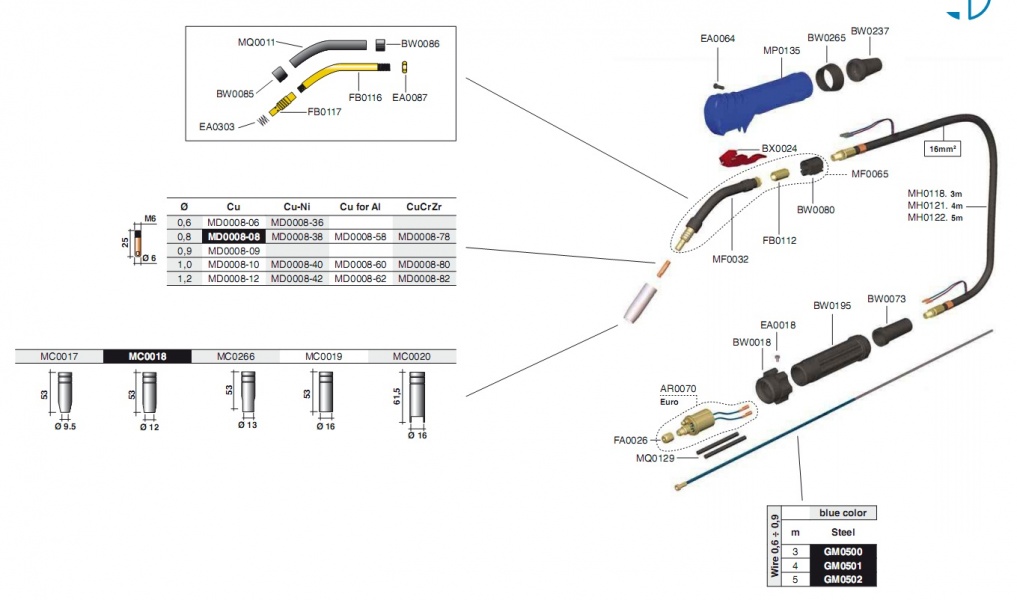
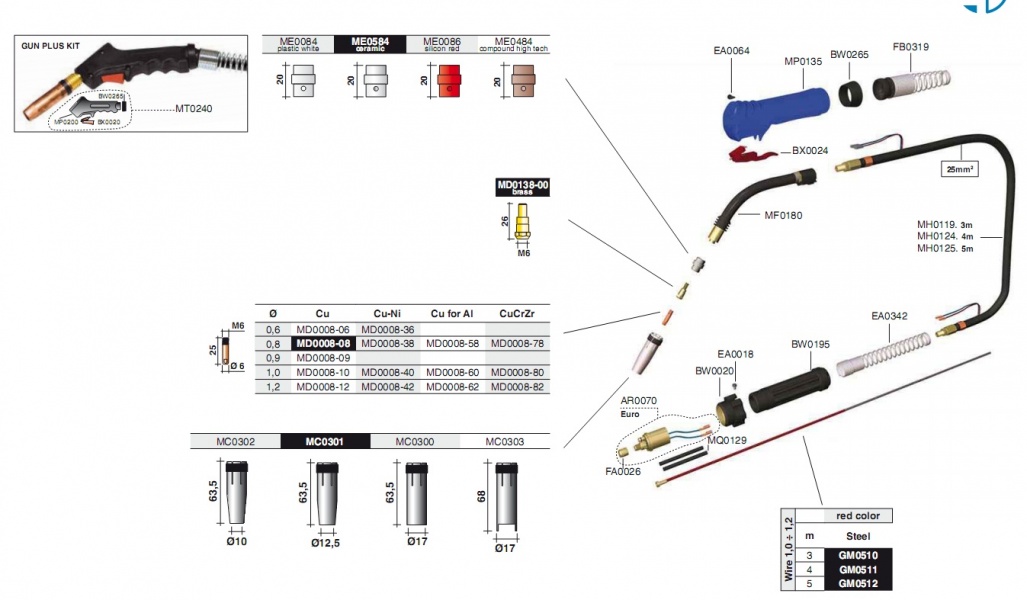
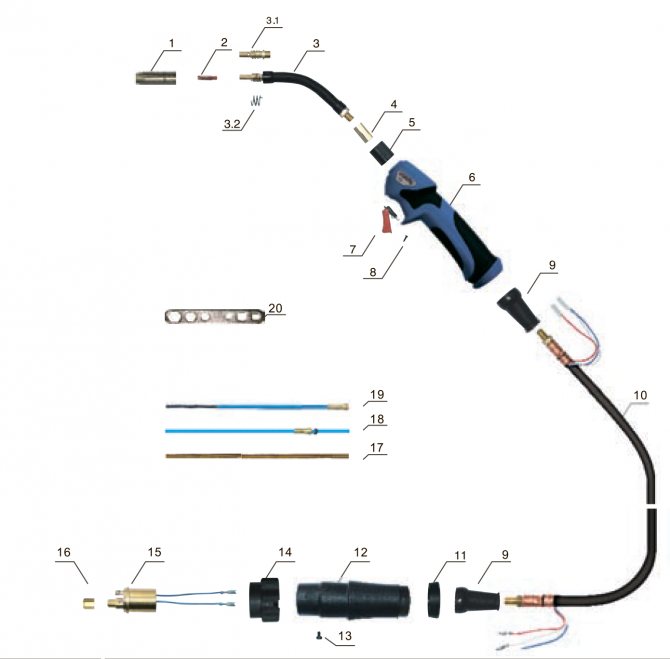
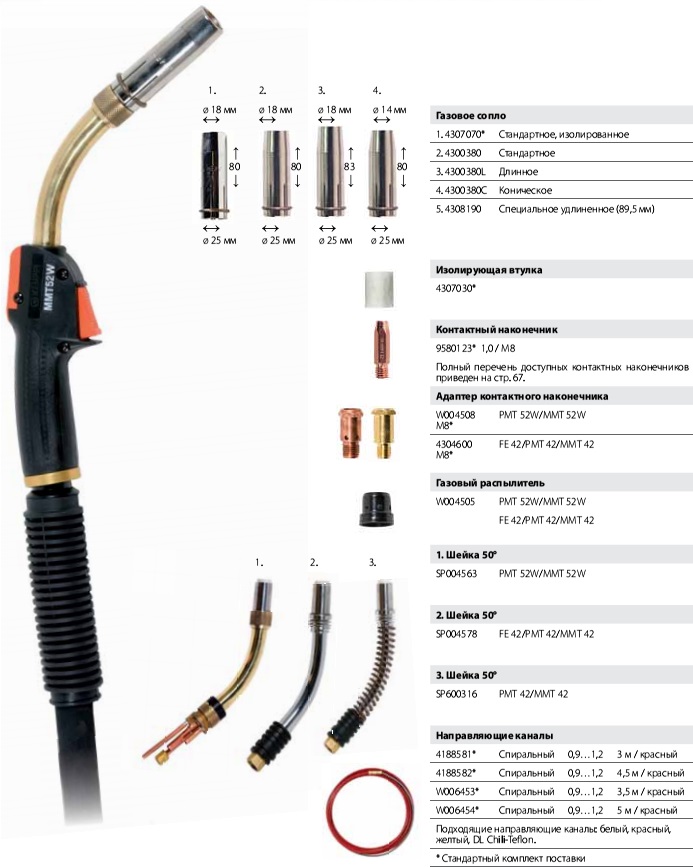
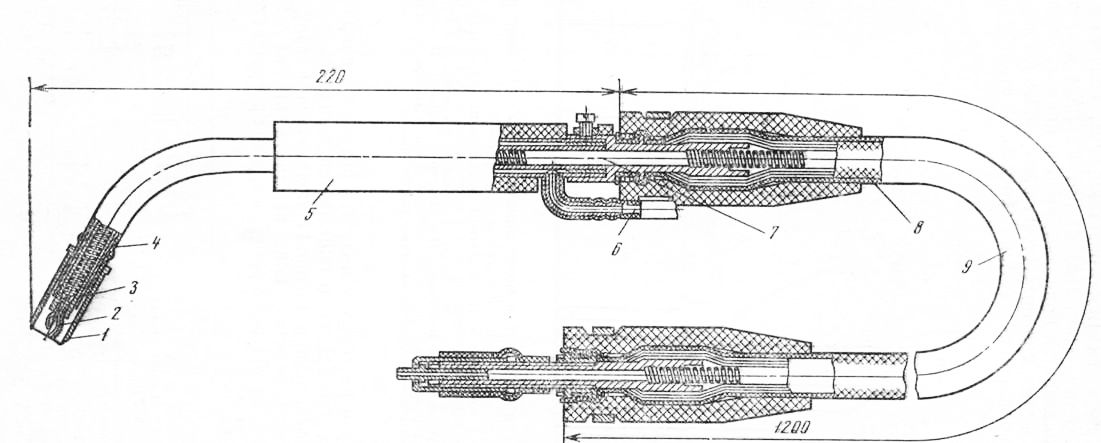
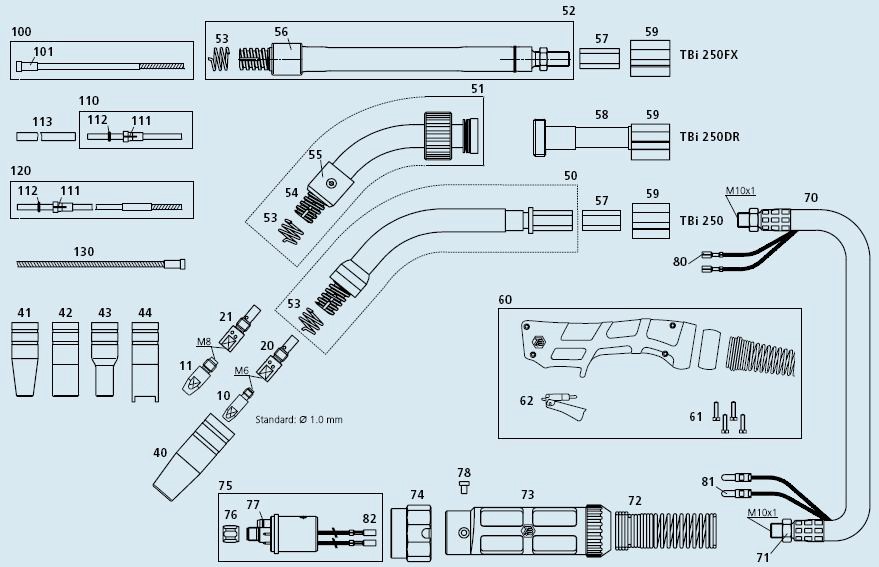
Устройство горелки с рукавом
Нижеприведенная схема наглядно показывает, из каких элементов они состоят:
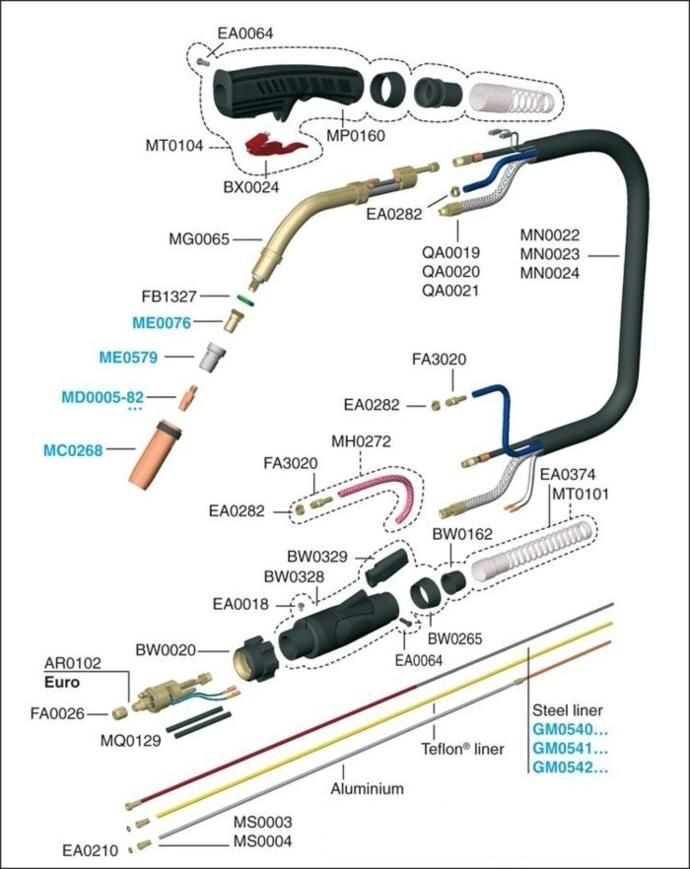
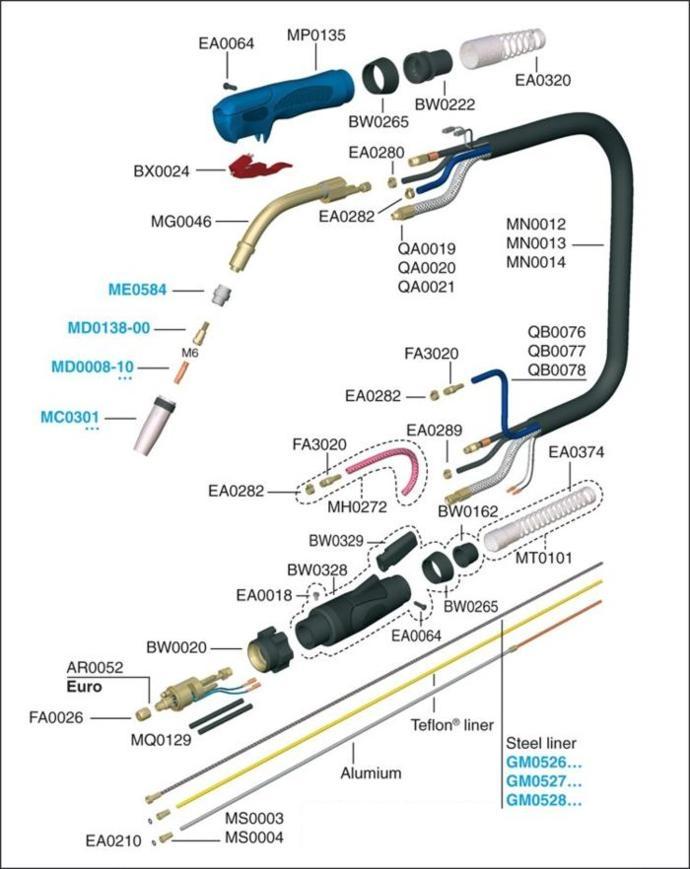
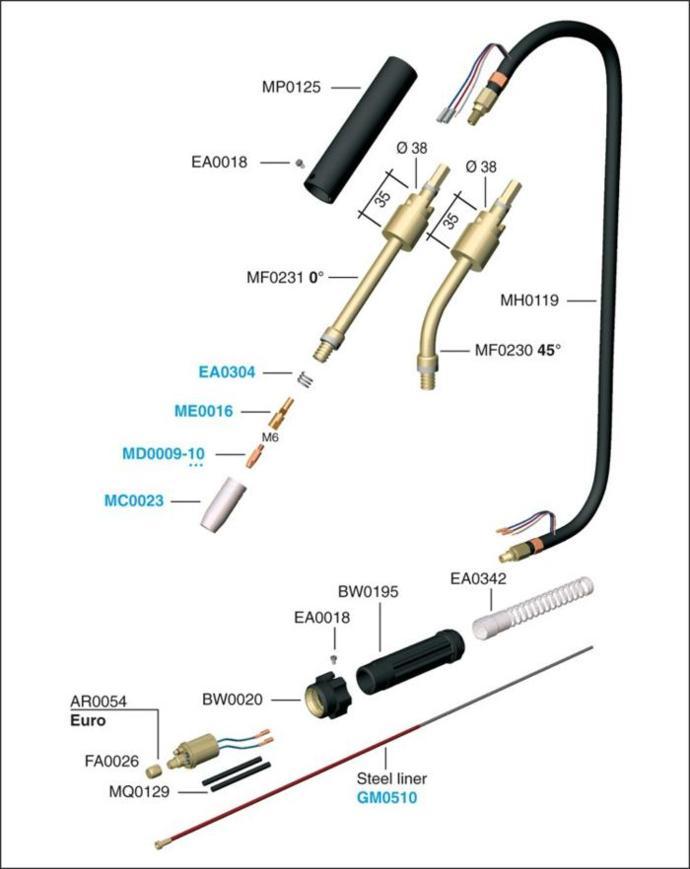
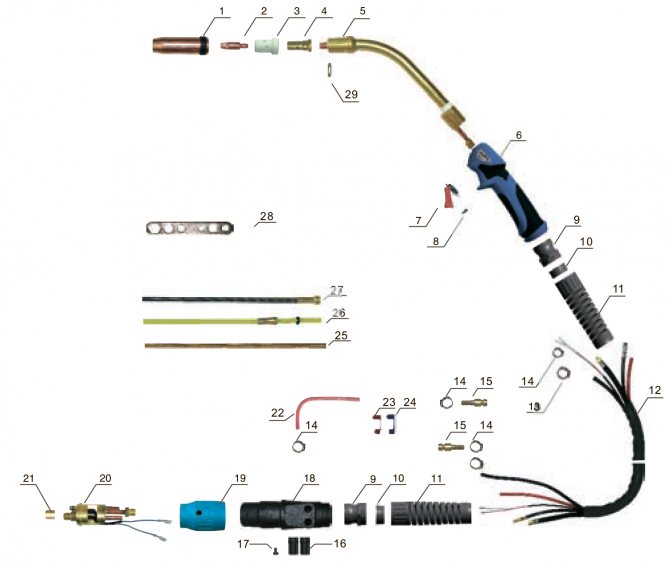
Так же существуют горелки с водяным охлаждением. На схеме ниже представлена одна из них:
Как подобрать горелку и рукав для полуавтомата
Прежде чем приступить к выбору, сперва необходимо определиться с типом и объёмом работ. Если работа предполагает сварку небольших узлов в небольших количествах, тогда приобретение дорогостоящей горелки будет лишним.
Поэтому следует обратить внимание на следующие факторы:
1. Максимальный рабочий ток сварочного аппарата;
2. Диаметр канала для проволоки;
3. Способ охлаждения;
4. Длина рукава;
5. Разъём для подключения;
6. Прочность и износостойкость горелки с рукавом
Максимальный рабочий ток сварочного аппарата
Выбирается в зависимости от максимального рабочего тока источника питания. Если сварку выполнять током 250А горелкой рассчитанной на ток 200А, это может привести к перегреву и расплавлению кабелей с проводными каналами внутри рукава. Если не планируется превышать максимально-допустимый ток, в таких случаях возможно её применение.





Диаметр канала для проволоки
Существует два типа каналов для прохождения проволоки: стальной и тефлоновый. Каждый из них используется для определённого типа проволоки.
Стальной канал применяется для проволок, предназначенных для сварки углеродистых и легированных сталей.
Тефлоновые каналы используют для алюминиевой проволоки.
Существуют различные диаметры каналов – 0,6 – 3,0. Выбирается диаметр канала в зависимости от диаметра сварочного материала.
Способ охлаждения горелки
Существует два типа охлаждения: без охлаждения и с водяным охлаждением. Для выполнения работ в быту и на небольших производствах, где процесс сварки идёт с перерывами, охлаждение не нужно. Если процесс сварки идёт непрерывно в течении 10 – 15 мин, тогда требуется водяное охлаждения.
В большинстве случаев охлаждение не нужно и является маркетинговым ходом производителей.
Длина кабеля
Позволяет выполнять сварочные работы на высоте, а также даёт возможность постоянно двигать сварочный полуавтомат в процессе работы.
Бывают длиной от 2,5 до 7 метров.
При длине свыше 5 метров необходим четырехроликовый подающий механизм. В противном случае могут быть пробуксовки, что приводят к обрыву в подачи проволоки.
Для бытовых работ подойдут кабеля длиной до 3 метров. Для больших производств – 5-7 м.
Разъём для подключения
Существуют отсоединяемые кабеля от подающего механизма и встроенные, которые нельзя отсоединить. В большинстве случаев отсоединяемые кабеля имеют специальный EURO разъём. Маркируется он как KZ-2.
Прочность и износостойкость горелки с рукавом
В процессе сварки сварочная горелка может получить повреждение, как механическое, так и тепловое. По этой причине кожух рукава должен быть не только гибким, но и прочным. Рукоятка должна быть изготовлена из прочного, качественного пластика. Иначе такой кабель будет работать недолговечно.
Даже для работы в быту не стоит экономить на качестве. Рукава и горелка низкого качества будет постоянно создавать проблемы, и мешать сосредоточится на работе.
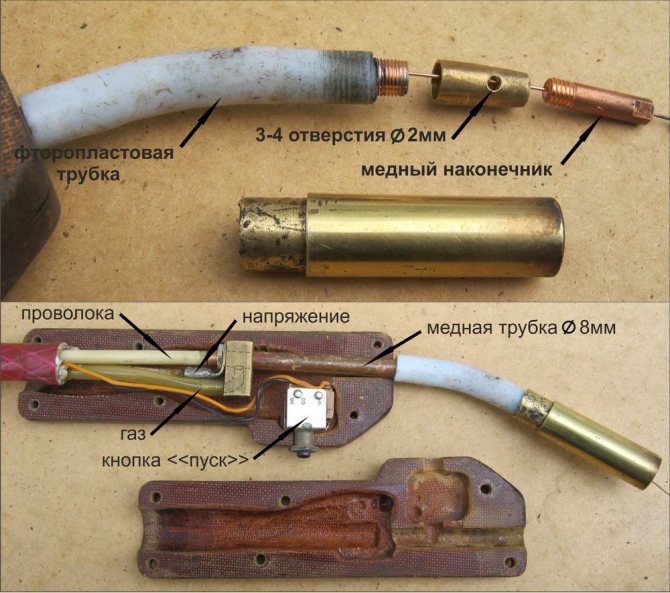
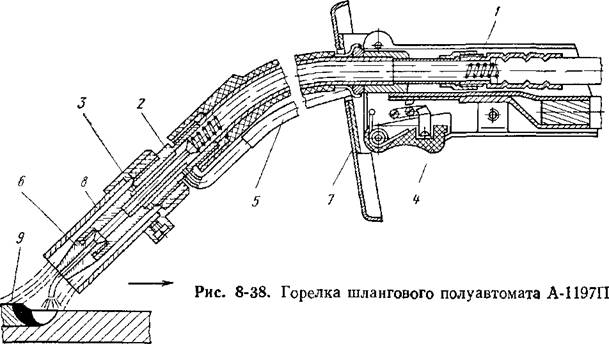
Устройство самодельного сварочного полуавтомата
Схема сварочного полуавтомата довольно проста, и мало чем отличается от обычного сварочного аппарата. Устройство сварочного полуавтомата отличается тем, что вместо классических электродов, которые необходимо менять в процессе роботы, используется присадочная проволока. Такая особенность заключается в том, что там установлен механизм подачи сварочной проволоки, который подает ее в свариваемую область постепенно и непрерывно. Это позволяет выполнять сварочные работы непрерывно, выполняя максимально ровный и равномерный шов.
Устройство сварочного полуавтомата
При этом сопротивление такого аппарата значительно ниже в сравнении с дуговой, поэтому можно выполнить ремонт сварочного полуавтомата своими руками без особых усилий и инструментов.
С помощью самодельного сварочного полуавтомата можно сваривать практическая все типы металлических изделий, в том числе нержавеющие стали и цветные металлы. Причем техника выполнения сварочных работ довольно проста и освоить ее легко самостоятельно с помощью обучающих материалов. Но также можно пройти специальные курсы, где вас обучат технике сварки, расскажут о специфике и малейших особенностях использования полуавтомата. Посещая курсы, научиться сварочному делу может даже новичок, никогда не имеющий дело со сварочными аппаратами любого дела.



Грубо говоря, сварочный полуавтомат состоит из трех частей, электрической, ответственной за подачу тока, проволочный механизм, отвечающий за подачу присадочной проволоки, а также горелки, необходимой для создания газовой среды с помощью специального сопла.
Газовая среда необходима для создания защитного инертного облака, которое препятствует окислению расплавленного металла. Для этих целей чаще всего используют углекислый газ. Газовый баллон подключается к аппарату через входной штуцер.
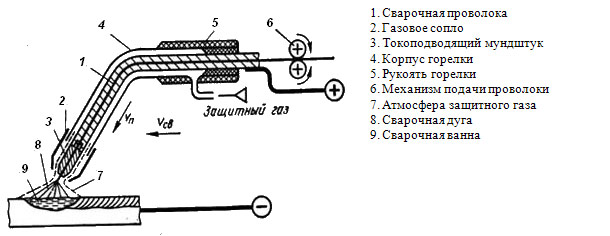
Схема сварочного полуавтомата
В некоторых случаях использование баллона не обязательно, так как можно применять присадочную проволоку со специальным покрытием, которое создает самозащитную среду. Простота использования и отсутствие необходимости в применении баллона сделало полуавтомат с такой проволокой особо популярным среди домашних умельцев.
При выполнении сварочных работ важно наблюдать за сохранением баланса силы тока, напряжения и скорости подачи присадочной проволоки. Изменение баланса в любую из сторон может привести к получению некачественного шва. Для сохранения баланса в подобных случаях используют источник питания жесткой вольт-амперной характеристики
Это позволяет в зависимости от скорости подачи присадочной проволоки регулировать напряжение и силу подаваемого тока, что позволяет добиться наиболее качественного соединения
Для сохранения баланса в подобных случаях используют источник питания жесткой вольт-амперной характеристики. Это позволяет в зависимости от скорости подачи присадочной проволоки регулировать напряжение и силу подаваемого тока, что позволяет добиться наиболее качественного соединения.





