
Особые свойства алюминия
Для правильного выполнения сварочных операций следует знать особенности данного материала. Среди наиболее важных физико-химических свойств алюминия можно назвать следующие:
- не изменяет цвет при нагреве;
- алюминий и его сплавы обладают слишком широким диапазоном температур плавления;
- теплопроводность металла в несколько раз выше, чем у стальных сплавов.
Неопытному сварщику следует помнить о вышеперечисленных особенностях металла и соблюдать меры предосторожности, чтобы не получить травму либо не повредить свариваемую поверхность
Чтобы произвести расплавление окисного слоя и при этом не повредить металлическую поверхность, рекомендуется правильно подготовить материал, а также придерживаться основных правил сваривания легкоплавкого металла.
Технология сварки алюминия полуавтоматом
Качество полученного шва зависит от многих факторов – применяемого аппарата, присадочного материала, качества аргона (при аргоно-дуговой сварке), навыков сварщика. Как сваривать алюминий полуавтоматом? Зависит от модели аппарата, но какой бы она не была необходимо выполнять следующие действия:
подготовку поверхностей заготовок. Удаляют загрязнения разного рода с помощью ветоши. Далее необходимо убрать окислы. Их удаляют с помощью металлической щетки, угловой шлифовальной машинки и травлением специальными растворителями и реактивами. При этом придерживаются таких правил. Щеткой нельзя сильно надавливать на изделие и очистку проводят только в одном направлении. Остатки травящих жидкостей обязательно снимают, используя ацетон растворители или промыванием. У изделий, имеющие толщину более 3 мм разделывают кромки. Угол разделки 60 0;
подогрев. Осуществляют в печах или с помощью горелки. Особенно это касается заготовок, у которых разная толщина. Температура прогрева не должна превышать 110 0С;
настройка аппарата. Независимо от типа применяемого устройства подбирается диаметр проволоки, диаметр наконечника, сила тока и напряжение. Чаще всего используют специальные таблицы, которые имеются в инструкции к изделию. Наиболее выгодными являются устройства импульсного типа, снабженный специальной программой. Сварщик только выставляет значение тока, а микроконтроллер осуществляет подбор остальных параметров в автоматическом режиме;
определиться с положением горелки и скоростью ведения сварочного процесса. Она должна располагаться под углом не более 20 0 к вертикали, сварку ведут на большой скорости только справа налево
Особое внимание необходимо уделить окончанию шва. Его заваривают, возвращаясь назад на мм 20, без выключения сварочной дуги.
На результат сварки влияние оказывает квалификация сварщика и его навыки. Он обязательно должен пользоваться средствами защиты – маской, респиратором, спецодеждой, обувью и рукавицами. На сварщике не должно быть открытых участков тела, т. к. возможно получение ожога от ультрафиолета.
Несколько слов о причинах возникновения брака. Чаще всего после сварки обнаруживаются прожоги, трещины, не правильно заваренный кратер. Трещины возникают из-за нарушения ведения технологического процесса.
При превышении температуры нагрева происходит расширение сплава, а если не обеспечивается медленное остывание, то происходит быстрое сжатие, что и приводит к возникновению трещин и разрывов. Применение теплоотводящих подкладок обеспечит качество сварки. Также негативно сказывается на качестве и недобросовестная подготовка изделия к процессу сваривания.
Сварочный полуавтомат для сварки алюминия – аппарат, который позволяет повысить производительность труда. Его использование будет эффективным, если будут учитываться все требования производителя устройства, которые указаны в паспорте. Поэтому необходимо тщательно проработать инструкцию и следовать ее указаниям.
Способы сварки и оборудование

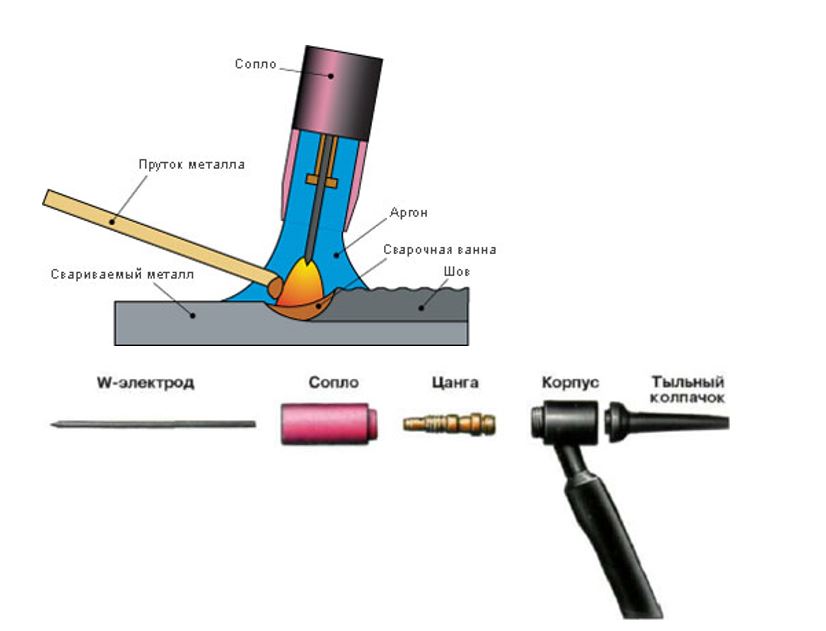
Сварка алюминия аргоном является сильно востребованным способом сваривания заготовок, ее процесс проходит по тем же шагам, что и с остальными металлами, кроме не больших нюансов. Тут потребуется использование ряда приспособлений, таких как:
• Аргоновый инвертор – является почти обычным сварочным трансформатором, обеспечивающим подачу электричества требуемых параметров. В наше время модели обладают обеспечением как постоянного, так и переменного тока, смотря какие имеются режимы, а еще имеется широкое регулирование параметров;
• Горелка с не плавящимся электродом – тут применяется особая горелка, в нее ставится угольный или вольфрамовый электрод. Через него загорается и держится электрическая дуга, так же имеет функцию размешивания металла в сварной ванне для формирования нужного валика. Подача защищающего газа из горелки, обеспечивающего положительные условия для сваривания. Чтобы пламя четко было распределено вокруг расплавленного металла, электрод устанавливается в горелку;
• Газовый баллон с аргоном – он соединен шлангом с горелкой, для необходимого расстояния от сварочных работ. Нужен баллон, который специально рассчитан для содержания защищающего газа;
• Присадочный материал – в основном это сварочная проволока, она заполняет расстояние между кромками. Ее нужно выбирать соответственно составу данного металла.

Подготовка алюминия к свариванию
Перед сваркой алюминия аргоном стоит выполнить процедуры подготовки. Если речь идет о широкой заготовке, то ее нужно хорошенько почистить перед началом процесса. Если толщина не велика, применяется щетка для металла или наждачная бумага. После будет устранения пленки из оксида с поверхности, и обезжиривания заготовки. Для этого нам потребуется, какой ни будь растворитель, например ацетон или похожие вещества.
В случаях, если толщина кромок превышает 4мм, то потребуется осуществить их разделку, поскольку свойства алюминия делают хуже глубину проварки, из-за этого, она ниже, чем например в стали. Чтобы образовалось более крепкое сваривание, то края деталей, где будет происходить данный процесс, понадобиться скосить под углом от 30 до 45 градусов, смотря какая толщина. Окончательной стадией подготовительных работ может быть обрабатывание флюсом, если это потребуется.

Сварка алюминия аргоном пошаговая инструкция для начинающих
1.Сделать все нужные моменты подготовки к свариванию, какие были описаны выше.
2.Потом требуется обработать флюсом заготовку, чтобы свойства свариваемости стали лучше, и была дополнительная защита от появления пленки из оксида.
3.После можно переходить к процессу сваривания. Нужно зажечь электрическую дугу, потом горелку, и понемногу производить подачу присадочного материала в сварочную ванну. При сварке с тонким металлом рекомендуется работать прерываясь, а когда свариваешь толстые заготовки, можно работать, неотрывно производя, длинный шов.
4.В конце процедуры детали следует остыть, и произвести проверку благодаря керосину или других способов.
Всегда важно помнить, что без требуемой зачистки и обработки растворителем, шов не сформируется в нужном положении, и после завершения процесса, скорее всего, возникнут различные трещины на поверхности металла
Меры осторожности
При аргонодуговой сварке алюминия требуется соблюдать меры осторожности. Вначале следует позаботиться о личной безопасности, надев на себя огнеупорную робу, маску для сварки, и так далее
Баллон надо ставить в радиусе 5 метров от процесса сваривания, так же быть уверенным, что его оборудование невредимо, в основном шланги. Совершать прикасание к металлу после сварки, можно, когда деталь полностью остынет, это займет где-то 10 минут. Требуется помнить, о стандартных правилах электробезопасности.








Оборудование и материалы
Необходимо учесть, что подходящее сварочное оборудование делится на 3 основных разновидности. Специализированные приспособления все время работают только с однотипными заготовками. Универсальные аппараты могут использоваться в различных режимах. Есть еще специальное оборудование — так называют промышленную технику, которая работает пусть и с разнородными деталями, но строго одинакового размерного ряда.


Еще важную роль играет использование главного и вспомогательного трансформаторов. Основную роль играют дуговые аппараты со штатным напряжением 70 В. Вспомогательный трансформатор подключают, когда нужно обслужить коммутирующие устройства.
Кроме этого, потребуются:
осциллятор;
контактор (он выдаст ток заданного напряжения);
электроды из вольфрама;
присадочные проволоки;
баллон, начиненный аргоном;
редуктор (монтируется на баллон);
выпрямители (дают стабильный постоянный ток автомобильного напряжения);
измеритель времени газового обдува;
амперметр;
специальный клапан и некоторые другие компоненты.



Необходима подача только газа с очень высокой чистотой, иначе высокие характеристики готовых изделий недостижимы. Не допускается наличие более 0,2-0,3% примесей (по отношению к общей массе). Запрещено присутствие в обнаружимых количествах:
водорода;
кислорода;
водяного пара;
углекислоты;
углеводородов любого вида.
Отдельного разговора заслуживают используемые в аргонодуговой сварке алюминия присадки. Если варят сплавы с магнием и марганцем (не подвергавшиеся термическому усилению), то используют присадочный пруток TIG ER-5356.
Другое дело — литейные сплавы, которые легировали добавкой кремния либо комбинации кремния и марганца.
В этом случае нужна присадка TIG ER-4043, она же AlSi5 или «Св-АК5». Подобный компонент позволит успешно исправить дефекты автомобильных и авиационных деталей различных видов. В качестве припоя часто берут проволоку алюминиевую DEKA ER4043 0,8 мм. На 1 упаковку приходится 0,5 кг заготовок
Важно: расход газа определяется именно диаметром применяемой проволоки

Какая сварка лучше: ручная, дуговая или аргонная
Выездные сварочные работы осуществляются на специальном оборудовании с системой, служащей защите глаз от вспышек, сопровождающих сваривание металла. Выбор технологии осуществляется в соответствии с материалами и особенностями изделий.










Дуговой сваркой называют процедуру оплавления соединяемых деталей под воздействием тепловой энергии. Происходит действие тока на свариваемые поверхности, благодаря чему производится скрепление металлических заготовок. Образование шва осуществляется в так называемой сварочной ванне, создаваемой на кромках деталей под воздействием дуги.
Получить консультацию
Разновидности
Классификация дуговой технологии осуществляется по нескольким категориям: от степени механизации до вида тока, от типа дуги до полярности тока, от вида электродов до разновидности соединяемых материалов. Ручную методику выбирают при отсутствии возможности для применения совершенного оборудования. Эта технология контролируемого короткого замыкания, возникающего под действием электрической дуги.
При ручном процессе специалист осуществляет непосредственное управление электродом, с одновременной подачей при необходимости присадочного материала. Она отличается сравнительно невысокой производительностью, но эффективна для домашних мастеров благодаря доступному оборудованию и возможности обучения.
Применение
Ручную дуговую сварку применяют при выездных сварочных работах на загородных участках либо в различных сферах хозяйствования. Она особенно популярна в:
- различных сервисных и ремонтных работах, например, связанных с автомобильной техникой;
- монтаже трубопроводов;
- кораблестроении (сварке листов корпуса);
- многих видах машиностроения.
С помощью ручной методики осуществляют сваривание беседок, скамеек, мангалов либо качелей, а также занимаются ремонтом различных изделий. Правда, данная процедура обладает существенными ограничениями по толщине, что является ее основным недостаткам. Среди других минусов упомянем о низкой скорости процесса и прямой зависимости между результатом и мастерством сварщика. Этот процесс трудно поддается стандартизации.
Плазменная резка Гибка металла Металлоконструкции Цинкование
Узнать подробности
Особенности аргонодуговой технологии
Благодаря использованию аргона осуществляют защиту от окислений, сопровождающих сварочные процессы. Данная методика выездных сварочных работ эффективна при соединении заготовок из различных металлов, например, алюминия с медью, титана со сталью. Для создания прочной и неразъемной конструкции и используют представленную технологию.
Сама процедура может производиться различными способами, которые классифицируются в соответствии с вышеописанными способами и видом электрода (плавящегося либо неплавящегося). Мастера нередко используют вольфрамовую проволоку, являющуюся гарантией прочности и надежности соединения разнородных металлов.
Преимущества
Среди достоинств аргонового метода следует упомянуть о невысокой температуре нагрева. Это способствует сохранению размеров и формы изделий. Благодаря использованию инертного газа обеспечивается возможность максимальной защиты области сваривания.
В связи с достаточно высокой тепловой мощности дуги существенно сокращается время, необходимое для завершения процедуры. Отметим также простоту процесса в сочетании с возможностью соединения разных элементов, которые нереально осуществить другими методиками.
Среди недостатков отметим опасность частичного снижения аргоновой защиты при оказании услуг на сквозняках. Это приводит к уменьшению качества швов. Поэтому специалисты рекомендуют проводить данную процедуру в закрытом помещении, оборудованном приличной вентиляцией. В связи со сложностью оборудования режимы нуждаются в регулярной подстройке в соответствии с условиями. Высокоамперную дугу необходимо производить при дополнительном охлаждении соединяемых деталей.
Заказать сварку
Выбор и настройка оборудования
Сварочный полуавтомат для алюминия
Сварка алюминия стандартными MIG- аппаратами носит условный характер, т.е. сварить с ним можно, но ожидать хорошего результата не стоит.
Оптимальным решением в выборе является полуавтомат для сварки алюминия с импульсным режимом. Импульсы пробивают оксидную пленку, уменьшают перегрев алюминия и снижают вероятность прожога.
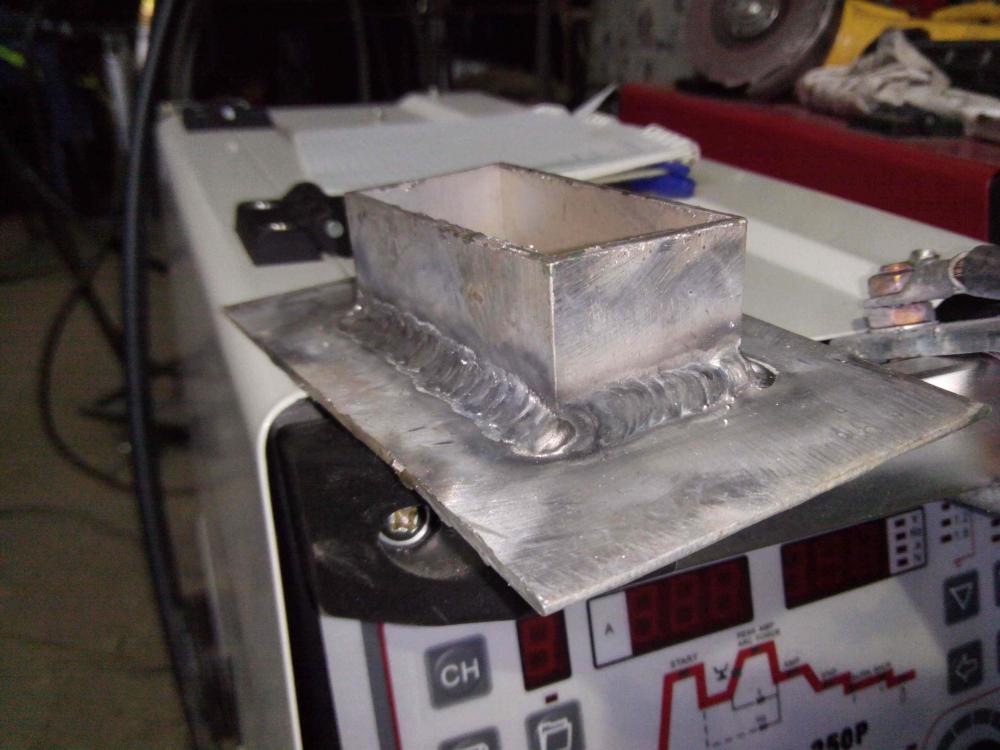
 Импульсная сварка алюминия на постоянном токе
Импульсная сварка алюминия на постоянном токе
Синергетические импульсно-дуговые аппараты, снабженные специальной программой, еще больше облегчают задачу. Сварщику необходимо определиться с выбором свариваемых сплавов и подобрать соответствующую программу. Далее выставить значение силы тока кнопочным регулятором. Подбор остальным параметров осуществляется микроконтроллером автоматически.
Хочется отметить, что данные полуавтоматы не дешевое удовольствие и оправданы в профессиональном применении. В домашних условиях вполне можно обойтись оборудованием без навороченных программ, однако и качество сварочного шва будет несопоставимым.
При покупке универсального сварочного полуавтомата в ценовом диапазоне до 40 т.р., рассчитанного на сварку цветных металлов, в т.ч. алюминия, можно присмотреться к следующим моделям:
- Сварог REAL MIG 200 (N24002)
- Сварог PRO MIG 160 SYNERGY (N227)
- Сварог PRO MIG 200 SYNERGY (N229)
- Grovers MULTIMIG 200 SYN
- Aurora PRO OVERMAN 180
Проволока для полуавтомата
При сварке алюминия полуавтоматом накладываются определенные требования при выборе сварочной проволоки
Важные моменты, на которые нужно обращать внимание:
- температура плавления проволоки должна быть сопоставима с температурой свариваемого металла. Меньше разброс – процесс сварки легче;
- оптимальный диаметр проволоки 1,2- 1,6 мм;
- больше диаметр-легче подача в зону сварки.
Распространенными типами алюминиевой сварочной проволоки являются ER4043 и ER5356. Предназначены для сварки и ремонта изделий из алюминия и его сплавов с содежанием кремния не более 5%.
Режимы сварки для проволок ER4043 и ER5356
| Диаметр проволоки, мм | Напряжение, В | Ток, А | Расход газа, л/мин |
| 0,8 | 13-24 | 60-170 | 15 |
| 0,9 | 13-24 | 60-170 | 15 |
| 1,0 | 15-26 | 90-210 | 16 |
| 1,2 | 20-29 | 140-260 | 19 |
| 1,6 | 25-30 | 190-350 | 25 |
 Проволока для сварки алюминия ER 4043
Проволока для сварки алюминия ER 4043
Сварочная горелка
Для сварочной горелки применяется тефлоновая направляющая для уменьшения трения проволоки. Желательно чтобы рукав для сварки алюминия предназначался только для сварки алюминия и не был слишком длинным -3 м самое то.








Push-pul- горелка
Контактный наконечник должен быть предназначен для сварки алюминия (на них помимо диаметра проволоки выбита маркировка AL) простые, используемые для сварки черных металлов и нержавеек не подходят. Связано это с сильным расширением алюминия во время нагрева. Диаметр отверстия должен быть больше диаметра проволоки примерно на 0,4 мм, и в тоже время не сильно большим, чтобы обеспечить хороший электрический контакт.
Использовать алюминиевую проволоку диаметром 0,8 мм затруднительно ввиду пластичности металла и сложностью протяжки. Решением данной проблемы может быть применение сварочной горелки Push Pull (пуш пул). Специальный встроенный механизм улучшит подачу проволоки и позволит увеличить длину горелки.
Механизм подачи проволоки
Ввиду повышенной пластичности и мягкости алюминиевой проволоки по сравнению со стальной, подающий механизм должен иметь ряд особенностей, таких как :
- четырехроликовое подающее устройство. Необходимо для равномерного прижатия каждой пары роликов;
подающие ролики с U- образными бороздками, созданные специально для работы с алюминиевой проволокой.
Защитный газ
В качестве защитного газа наиболее часто используется аргон, обладающий хорошим очищающим эффектом и хорошим проникновением в сварочную ванну. При сварке алюминиевых сплавов с высоким содержанием магния в качестве защитного газа используются смеси аргона с гелием( до 75 % гелия в смеси). Такие смеси препятствуют образованию оксидов магния.
Здесь может возникнуть вопрос, как варить алюминий в среде углекислого газа или вообще без газа, ведь аргон достаточно дорогой?
Более дешевый углекислый газ, применяемый для сварки низкоуглеродистых сталей, в данном случае не подойдет. СО2- активный газ, он будет защищать сварочную ванну от воздуха, но при этом будет вступать в реакцию в алюминием, препятствуя образованию прочного соединения. Поэтому в данном случае применяется именно инертный газ.
Сварка полуавтоматом без газа возможна с применением специальной флюсовой проволоки, защищающей сварочную ванну.
Порядок действий при сварке алюминия
Алюминиевая проволока устанавливается в полуавтоматический сварочный аппарат, при этом ее конец заправляется роликами и направляется в канал. Далее включается протяжка и выдерживается некоторое время, пока проволока не выйдет из горелки.

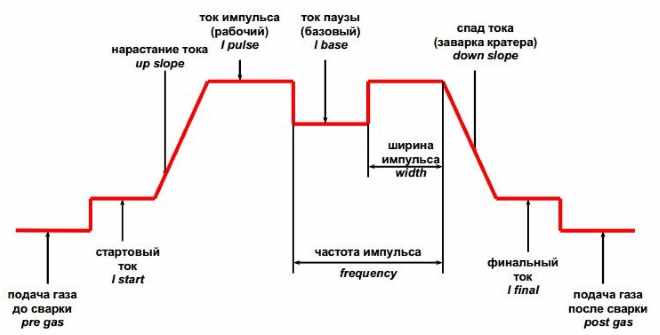
Сила тока и импульс устанавливаются в зависимости от толщины алюминия по специальной таблице. Затем открывается баллон с газом, кабель массы подсоединяется к изделию. Перед началом сварочных работ нужно обязательно надеть средства защиты: маску и краги.
Очерёдность действий:
- К месту стыка подводится горелка и удерживается на расстоянии около 5 мм непосредственно от конца проволоки.
- Нажимается кнопка на горелке.
- Когда электрическая дуга зажжётся, горелку нужно вести от себя либо справа налево. В результате шов должен располагаться позади.
- Во время сварки алюминиевых изделий следует держать горелку вертикально.
- В том случае, если варить нужно алюминий, толщиной 3 мм и между его сторонами нет зазоров, горелка ведётся ровно по линии соединения. Если же у изделий сечение порядка 5-7 мм и присутствуют щели, понадобится вести горелку колебательными движениями, полумесяцем либо по спирали.

Если правильно подобрать сварочное оборудование для сварки алюминия, не придётся долго тренироваться.
Подготовка металла
 Независимо от способа, которым заготовки из алюминия будут свариваться (посредством инвертора или обычного выпрямителя) – их срезы и кромки перед этим тщательно подготавливают.
Независимо от способа, которым заготовки из алюминия будут свариваться (посредством инвертора или обычного выпрямителя) – их срезы и кромки перед этим тщательно подготавливают.
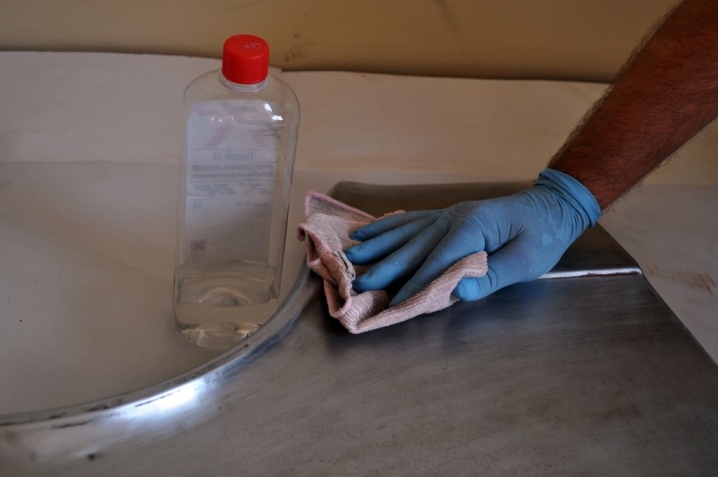
При этом, во-первых, с поверхностей всех свариваемых деталей (включая и присадочный материал) удаляют следы масла, жира и грязи. Для этих целей могут применять уайт-спирит, бензин, ацетон или любую другую обезжиривающую жидкость из класса растворителей.
Во-вторых, на этом этапе работ при необходимости осуществляется разделка контактной части свариваемых заготовок. Потребность в дополнительной обработке возникает лишь в тех случаях, когда сваривание алюминиевых деталей толщиной не более 4-х миллиметров организуется с помощью обычных (непокрытых) электродов.
В-третьих, непосредственно перед сваркой с обрабатываемых поверхностей удаляется имеющаяся на них оксидная плёнка. Для этих целей используют простой напильник или специальную металлическую щётку.
Процесс сварки пошагово
Все действия по соединению металлических заготовок выполняют в строгой последовательности.
Пошаговая инструкция включает следующие этапы:
- Создание сварочной дуги. Правильно заточенный электрод облегчает выполнение этого действия. Прикасаться стержнем к проволоке или металлу нельзя. В противном случае потребуется повторная заточка или замена элемента. В левую руку берут присадку, в правую – горелку. Включают аппарат, после чего начинается подача тока и газа. Между металлической поверхностью и электродом появляется дуга. Она расплавляет присадочный материал и края заготовок, создавая сварное соединение.
- Формирование сварочной ванны. Не стоит начинать введение присадки в обрабатываемую область. Для начала создают сварочную ванну в месте нагрева деталей. Для этого требуется несколько секунд. При этом следят, чтобы металл не перегревался. Время образования ванны в секундах соответствует толщине алюминия в миллиметрах.
- Создание сварного соединения. После образования ванны начинают введение расходного материала. Горелку ровно ведут вдоль линии соединения. Резкая подача проволоки запрещена. На этом этапе электрод удерживают под наклоном 60-80°. Расходный материал подают под углом 10-20°. Качество получаемого шва зависит от скорости сварки, которая должна быть высокой. Наплавочные валики должны иметь одинаковые размеры.
- Завершение работы. Устранение кратера – важный этап сварки. Для удаления шлаковых включений снижают расход проволоки, начинают быстрее перемещать горелку. Работу продолжают до исчезновения сварочной ванны.
После завершения всех этапов осматривают соединение на наличие дефектов. Способ выявления недостатков подбирают в соответствии с назначением металлоконструкции.
В остальных случаях применяют более точные методы, например цветную дефектоскопию. Изъяны чаще всего обнаруживаются при нарушении технологии. Их устраняют теми же методами, что и при сварке других металлов.
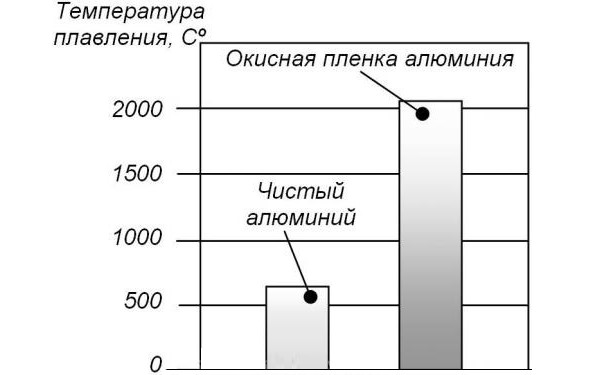
Сложности при сварке алюминия
Большая разница между температурами плавления самого алюминия и его оксида накладывает свои особенности при сварочных работах с этим материалом. Термические свойства:
- Плавится алюминий при 660 °C;
- кипит при 2519 °C;
- оксид его плавится при 2044°С.
То есть грань между температурой кипения металла и плавлением защитной его корки небольшая.
Окисная плёнка
При работе электросваркой постоянным током используют обратную полярность. Благодаря эффекту катодного распыления оксидная корка будет сбиваться потоком движущихся электродов. Оксидную пленку перед сваркой необходимо удалять механически. Можно для этого использовать шлифмашинку, металлическую щетку или наждачную бумагу.








Высокая текучесть алюминия
Этот «паразитный» эффект устраняется применением дополнительных приспособлений для улучшения теплоотвода. Используют специальные подкладки, позволяющие отводить тепло таким образом, чтобы металл плавился только в местах сварочной дуги и застывал там, где шов уже сформировался.
Поры и трещины — наводороживание
В зависимости от степени чистоты алюминия и его сплавов обусловлено содержание атомов водорода, которые выделяются при сварке. Его возникновение способствует образованию трещин и микроскопических пор при остывании шва. Выбор оптимальной технологии сварочных работ позволяет максимально снизить это явление.
Большой показатель усадки
Коэффициент линейного расширения алюминия вдвое больше чем у железа. Это приводит к значительной усадке материала при остывании. Такое свойство необходимо, также, учитывать при сварке деталей, которые могут деформироваться.
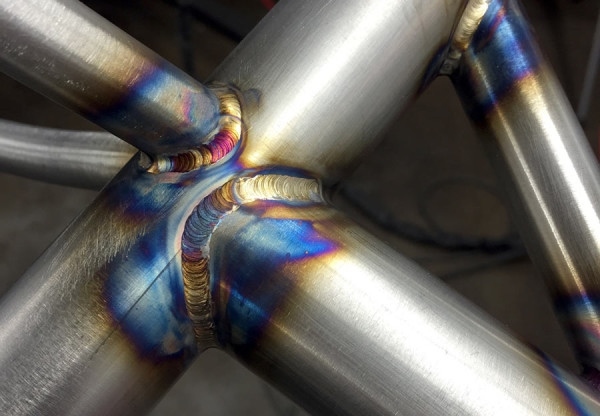
Не меняйте цвет при расплаве— легко перегреть металл
Алюминий плавится при невысокой температуре и при начальной стадии этого процесса, изменения цвета металла через светофильтры сварочной маски не видно. При дальнейшем нагреве соединения металл начинает светиться — это говорит о том, что температура его превысила норму.
Для качественного наложения шва необходимо научиться балансировать прогревом от начала плавления алюминия, до начала изменения его цвета, не допуская последнего. При этом, переход в жидкое состояние детали определяют по наличию текучести, физическому его проявлению. Для этого необходимы тренировки, посетите сайт mrmetall.ru.
Процесс
В пошаговой инструкции для начинающих по аргонной сварке алюминия указывают, что ровный шов на заготовке можно получить при помощи прихватывания с двух сторон. Присадочную проволоку требуется вводить сразу после создания сварочной ванны. Торможение часто оканчивается прожиганием дыры в металле. Длина электрической дуги в норме должна быть около 0,3 см. Профессионалы иногда дают и другое значение.
Положение электрода всегда должно быть под углом 80 градусов к поверхности. Проволоку держат под прямым углом к самому электроду.

Тонкий металл варят, двигая электрод по стыку, не совершая поперечных движений, зигзагообразные движения возможны при работе по алюминию толщиной от 0,3 см.
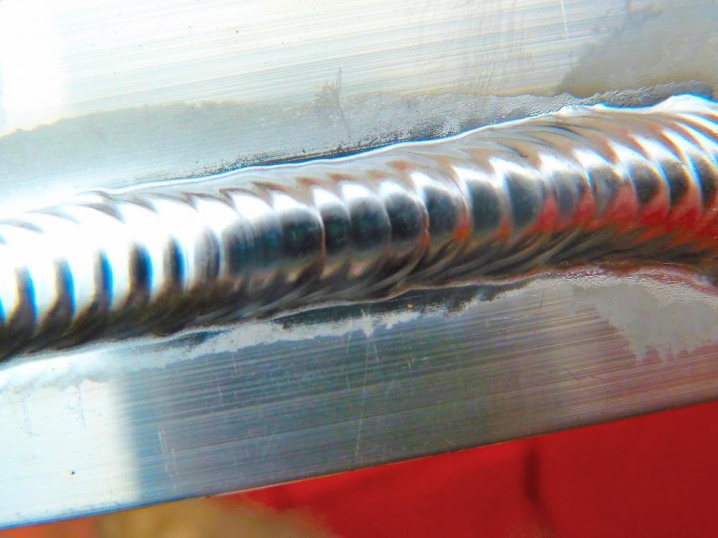
Еще одна тонкость состоит в том, что проволоку двигают перед электродом, а не наоборот. Шов надо завершать, нажимая специальную кнопку. Она переводит аппарат в режим гашения дуги. Только после срабатывания специального таймера происходит окончательное отключение. Горелку нельзя двигать, пока обдув аргоном не окончен. Правильно выполненный шов имеет ребристую поверхность, каких-либо пор и трещин в нем быть не должно.
Отдельная тема — работа по сварке дисков автомобильных колес. Литые диски чинят, наплавляя пруток на проблемное место. Такой способ позволяет добиться получения плотного шва. На СТО всегда применяют аргонодуговую сварку на полуавтоматах. Они гарантируют исключительно однородную подачу присадок.
Сколы и трещины заблаговременно разделывают. Их глубина при этом неважна. Концевые части дефектов засверливают, убирая напряжение в слое металла. Пленку окислов на дисках, в отличие от листового металла, часто убирают абразивами. Только так можно добиться блеска, кромки непременно обрабатывают растворителем, чтобы убрать жир.
О сварке алюминия смотрите далее.
Как правильно держать горелку
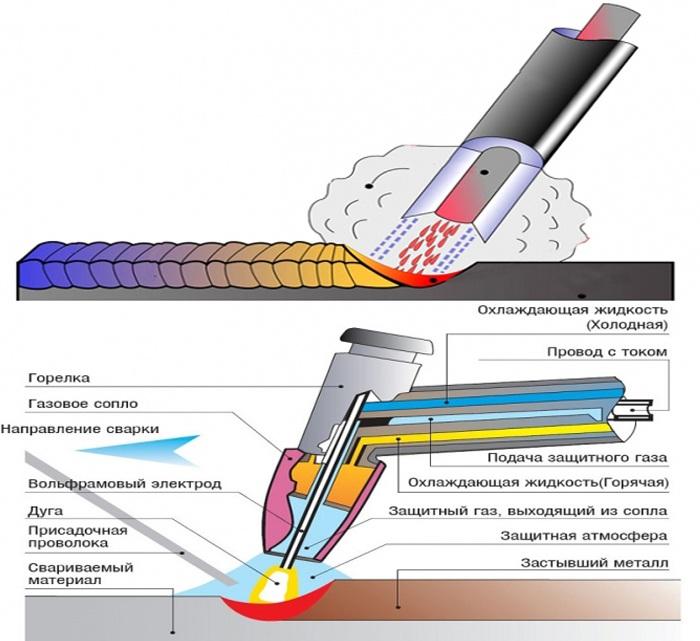
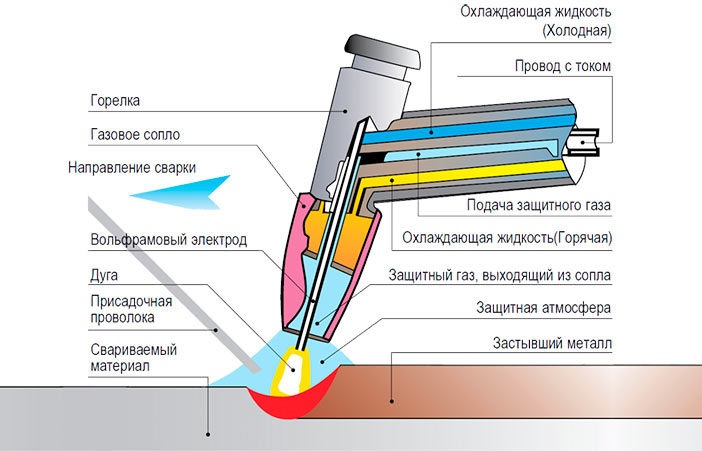
Манипуляции при аргонодуговой сварке совершаются специальной аргоновой горелкой. Благодаря ее конструкционным особенностям, в горелку устанавливается вольфрамовый электрод таким образом, чтобы его кончик выступал над поверхностью ограничительного керамического сопла на несколько миллиметров. Обычно горелкой сварщик управляет правой рукой, приближая ее на максимально короткое расстояние к сварочной ванне.
Короткая дуга увеличивает глубину проплавления металла, а внешне делает шов эстетичным. Поэтому, чтобы правильным образом происходила сварка аргоном, обучение манипуляциям с горелкой для удержания правильной длины дуги стоит не на последнем месте. В отличие от электродуговой сварки штучным электродом, частые колебательные движения не допускаются, когда производится аргоновая сварка, видео уроки позволят освоить правильную технику работы с горелкой.

Подбор электрода
Технология сварки алюминия аргоном требует и правильного выбора вольфрамового электрода, диаметр которого должен быть максимально близок к толщине свариваемых частей. Заточка выполняется классическим способом, но без острого кончика, как в случае со сваркой нержавейки. Во время первых секунд горения электрод примет форму капли на конце и так придется вести шов. Вылет из сопла необходим на 3-5 мм, чтобы избежать перегрева вольфрама. При сварке мелкие брызги алюминия будут налипать на электрод, что потребует повторной заточки.
Научиться сваривать алюминий не просто. Но зная вышеизложенные принципы и просмотрев видео с уроками от специалистов, можно уверенно пробовать свои силы на практике.
Технология сварки алюминия

Для выполнения работы потребуется специальное оборудование и оснастка, а также инструкция, если сварка будет осуществляться новичком. Чтобы максимально качественно осуществить работу по сварке потребуется полуавтомат с автоматической подачей проволоки (плавящийся электрод) и возможностью подключения газа к аппарату.
В процессе работы следует наблюдать за расположением горелки относительно свариваемой поверхности. Рекомендуемый угол наклона составляет 10-15 градусов. Газ начинает подаваться за 5-7 секунд до начала сварочных работ, отключение происходит через аналогичный промежуток времени. Это необходимо для того, чтобы газ успел подготовить оптимальный для сварки микроклимат.
Рассмотрим процесс:
- Соблюдая выше описанное расположение горелки, а также предварительно нагрев деталь от 120 до 250 градусов, можно добиться минимального расхода материала. В момент сварки проволока должна подаваться плавно и находиться впереди горелки. Резкие рывки могут привести к разбрызгиванию металла.
- Движение горелки должно осуществляться только вдоль шва. Поперечное движение может привести к хрупкости свариваемой поверхности.
- Чтобы получить ровный и качественный шов, а также сократить расход испорченных наконечников (маркировки AI) скорость сварки должна быть максимально большой.
- Чтобы проволока не застряла в наконечнике, его можно взять чуть большего диаметра.
- При работе с тонкими пластами алюминия в качестве подкладки можно воспользоваться листами нержавейки, которые уменьшат вероятность прожога и сократят расход электроэнергии, так как оператору не придется отвлекаться на проверку состояния изделия.










Использование аргона
Сварка алюминия полуавтоматом в аргоне позволяет создать защитный слой, который ослабляет воздействие атмосферного воздуха, препятствуя тем самым появлению в сварном шве всевозможных окислов. Работа с газом не отличается высокой производительностью, но гарантирует высокое качество алюминиевого соединения.
Меры предосторожности
Категорически запрещается приступать к работе без специальной маски, дополнительно можно купить: рукавицы, прорезиненную обувь, брезентовое или асбестовое полотно. Кроме этого требуется тщательная проверка элементов изоляции электросети.
Сварочный полуавтомат для сварки алюминия разрешено использовать в хорошо проветриваемых помещениях. Запрещается эксплуатация прибора в помещении с большим содержанием легковоспламеняющихся веществ.
Читайте обзоры сварочных аппаратов от разных производителей:
Возможные сложности

Образование тугоплавкого оксида алюминия Al2O3. Его разрушение возможно при температуре более 2000 градусов (практически «невозможно» получить в домашних условиях), поэтому настоятельно рекомендуется как можно лучше раскислить верхний слой перед началом работ, чтобы улучшить проплавление.
При сварке могут образоваться горячие трещины, которые приводят к внутренней деформации и появлению напряжения в структуре материала. Требуется постоянный контроль температуры.
При осуществлении сварочных работ очень сложно контролировать процесс нагрева, так как алюминий практически не меняет цвет, а это может привести к вытеканию металла через швы. Здесь требуется опыт или постоянный контроль не только за образованием шва, но и целостностью прилегающего к нему металла.





