
Виды художественной резки металла
Существует большое количество видов художественной резки по металлу. В основном используется плавка и механическое воздействие. Наиболее популярные методы обработки:
- лазерная резка;
- плазменная резка;
- гидроабразивная обработка;
- механические способы резания;
- гибка;
- калибровка.
Каждый вид обработки выполняется на специальном оборудовании или для этого приспосабливается ручной инструмент.

Плазменная резка
Механическая резка металла
Механическая обработка наиболее доступная для домашнего изготовления художественных полотен из металла. Применяются различные способы резания:
- сверление;
- фрезерование;
- отрезным диском;
- на гильотине;
- дисковыми ножницами.
В болгарку вставляется отрезной диск и ведется по линии разметки. Края после этого защищают, удаляют заусенцы.
Перед обработкой фрезой в замкнутых контурах необходимо просверлить отверстия. Затем вручную или по программе, если станок с ЧПУ, вырезать рисунок.
На гильотине можно обработать только по наружному контуру, создав выпуклую фигуру из горных линий.
Дисковые ножницы устанавливаются под углом 12⁰. Заготовка перемещается вручную. Можно вырезать сложный узор без мелких элементов. Подходит для домашнего изготовления. Работа занимает много времени.
Гидроабразивная резка
При обработке больших заготовок пескоструйкой с поверхности детали снимается окалина, грунт, ржавчина и даже тонкий слой металла. Гидроабразивная резка действует по тому же принципу. Из узкого сопла под большим давлением вырывается песок с водой. Абразивный материал снимает тонкую полосу стали, жидкость вымывает и удаляет мелкие частицы металла и песок.
Плазменная и фигурная резка материалов
Плазменная технология резки широко применяется в промышленности для раскроя проката до 100 мм толщиной. Струя горячего газа используется как режущий инструмент. На качество резки не влияет покрытие и чистота поверхности. Резак идет по заданной траектории, скорость зависит от толщины листа и состава материала.
При обработке листа толщиной 2 мм, края получаются ровными, без оплавлений. За счет возможности регулирования мощности плазменной струи на станках с ЧПУ производится объемная фигурная резка металла. Материал не прорезается насквозь, а создается заданный программой рельеф за счет удаления разного количества металла. В результате можно получить объемные картины, рельефные орнаменты.
Лазерная резка
Тонкий и мощный лазерный луч способен с большой скоростью резать металл. Линия получается узкая, чистая по краям. Лазерная резка производится с постоянной мощностью. Скорость движения инструмента зависит только от толщины металла. Сталь прожигается достаточно быстро. Производительность оборудования, при резке по заданной программе, высокая.
Можно вручную управлять перемещением лазерной головки по заданному рисунку. Оператор должен обладать навыками работы. При задержке на одном месте происходит оплавление материала вокруг луча лазера.
Методом лазерной резки, управляя процессом с помощью компьютера, можно получать сложные рисунки, заложив эскиз в программу устройства. Линии любой сложности и острые внутренние углы для лазера не являются проблемой.
Художественная гибка
Художественная гибка относится к холодной деформации. Часто применяется любителями для создания архитектурных элементов, ворот, заборов, решеток на окна.
Возможна гибка металла различного профиля:
- круг;
- квадрат;
- шестигранник;
- труба профильная;
- полоса.
По шаблонам создаются элементы рисунка, которые соединяются в определенный орнамент. Гибка производится вручную и на вальцах.

Решетки на окнах
Воздушная гибка и калибровка
Обе операции могут производиться на одном приспособлении. Для гибки используется нижний штамп с V-образным вырезом и пуансон. Угол может быть от 30⁰.
Калибровка делается пуансоном, повторяющим форму матрицы. Полоса листа после деформации полностью повторяет форму инструмента. Независимо от толщины, пуансон давит полосу, пока она не опустится до нижней точки матрицы. Линия и радиус изгиба получаются ровные, четкие. Для каждого угла при калибровке нужен штамп.
Воздушная гибка делается под разными углами на одном инструменте. Материал не доходит до дна матрицы. Угол, который следует получить, регулируется ходом пуансона. Чем глубже погружается материал в форму, тем острее угол.
Линия изгиба не четкая, радиус с плавным переходом в ровную линию. Повторить несколько раз и создать совершенно одинаковые изгибы не получается, даже на автоматической, отрегулированной подаче пуансона. Металл может пружинить, вследствие чего угол изменяется.
Какие сложности могут возникнуть в процессе художественной резки металла
Лист металла при резке испытывает неравномерное действие высоких температур. В результате этого образуются внутренние напряжения в нем и вырезаемом изображении.
Нужно иметь в виду, что из-за тепловой деформации становится больше и ширина разреза, поэтому для максимальной точности выполнения реза, на производстве VT-metall создаются условия для уменьшения деформаций:
- Для художественной резки металла мы используем листы, которые до этого не подвергали термической обработке. В противном случае (если заказчик предоставляет материал и настаивает на работе с ним) мы делаем отпуск или отжиг металла.
- Деталь с большей толщиной и маленьким отношением длины и ширины к толщине будет нагреваться равномернее и, следовательно, меньше деформироваться.
- Лист металла наши специалисты закрепляют струбцинами или другими фиксаторами. Перед началом непрерывной резки заготовку рекомендуется полностью охладить.
- Если рисунок предполагает замкнутый наружный контур, советуем в эскизе оставить несколько перемычек для сохранения жесткой связи. Чтобы не было смещения, в эти участки во время художественной резки мы вставляем клинья.
- Хорошо, когда обрезки обладают большей подвижностью, чем будущее изделие. Для этого сначала вырезаются те стороны, которые имеют меньший припуск на механическую обработку.
- С увеличением скорости резки, количество теплоты, поглощаемой единицей длины реза, уменьшается.
- На стеллаже для резки должно быть большое количество опор. При соблюдении этого условия нагретый лист не провиснет.
- Мы обеспечиваем равномерный нагрев заготовки.
- Резка от середины изделия к краям по прямой линии снижает внутренние напряжения металла. Также происходит, когда детали сложной конфигурации, которые вырезают, располагаются напротив друг друга.
- Одновременная резка двумя и более резаками значительно уменьшает риск искажения фигур.
- Суппорт для крепления резака на нашем оборудовании имеет плавающее устройство.
- В процессе резки иногда возникает необходимость охлаждать металл водой.
Заказать художественную резку металла вы можете прямо сейчас, позвонив нам или оставив свои контакты в форме для заявок.
Компания VT-METALL предоставляет следующие услуги
- Лазерный раскрой металла
- Сварка металлоконструкций
- Покраска металла
- Лазерная резка металла
- Изготовление металлоконструкций
- Механическая обработка металла
- Плазменная резка металла
Лазерная технология
Лазерная технология является универсальной, так как дает возможность обрабатывать любые металлические сплавы, ведь на станке устанавливаются определенные параметры для каждого металла.
Главной особенностью лазерной резки является отсутствие контакта металла и режущего устройства.
Лазерная резка материала осуществляется тонким сфокусированным световым лучом, благодаря которому металлический лист нагревается и проплавляется насквозь.
Преимуществами лазерной резки являются:
Оборудование бывает твердотелым и газовым. Твердотелый инструмент довольно простой в управлении и использовании.










Лазерный стержень производится из неодимового стекла, обладающего способностью пропускать импульсный лучевой поток мощностью 6кВт.
Трубка заполняется углекислым газом, азотом, гелием. Электроимпульсы активизируют молекулы газа, которые начинают излучать энергию, превращающуюся в направленный пучок.
Мощность некоторых моделей оборудования составляет 20 кВт. Такое оборудование отличается дороговизной.
Видео:
Лазерная технология обработки листового металла дает возможность формировать любые сложные фигуры с минимумом отходов.
ВАЖНО ЗНАТЬ: Методы раскроя металла — лазерный, плазменный
Благодаря точечному лучевому воздействию получаются гладкие и ровные кромки без неровностей не требующие дополнительной обработки.
Исключением для лазерной обработки является алюминий и сплавы алюминия с нержавейкой. Алюминий плохо поддается лазерной резке в связи с его отражающей способностью.
Виды плазменнй резки
Технология плазменной резки металла — это набор нескольких способов. Плазменно-дуговая резка подразделяется:
- воздушно-плазменный способ резки металла;
- газоплазменная;
- лазерно-плазменный способ резки.
Первые два вида схожи по принципу действия, — электродуга плюс ионизированный поток раскалённого газа. Отличие в рабочем теле. В первом случае — воздух, во втором — какой-либо газ или водяной пар.
По способу обработки заготовок толщиной до 200 мм, применяется комбинированное оборудование. Современная промышленная установка сочетает термообработку газовой струёй или использование плазмотрона. Станки для резки оснащены модулем ЧПУ (числовое программное управление). Выполняют раскрой листового металла по прямой или криволинейной траектории.
Ручная плазменная резка — это классическая плазменно-дуговая резка. Переносные агрегаты (бытового уровня) режут чёрный металл с помощью воздушной ионизированной струи. Расширение ассортимента газов, влечёт значительное усложнение оборудования и рост его стоимости.
Лазерно-плазменная
Представляет собой комбинацию способов раскроя металла на одном станке. Лазерная резка применяется для работ с толщинами до 6 мм. Более размерные листы обрабатываются с помощью плазменно-дуговой резки.
Лазерная и пламенная резка, в сочетании на одном станке с ЧПУ, повышает производительность. Позволяют формировать различные линии раскроя, в том числе, рез отверстий.
Лазерная или плазменная резка, совмещённые на одном устройстве, значительно экономят производственные площади. Плазменно-дуговая резка используется на габаритных заготовках. Лазерная — при обработке мелких деталей с повышенными требованиями к точности раскроя.
Принципиальное отличие лазерного метода от плазменного, — источник нагрева. В лазере — это сфокусированный световой луч. Зона контакта чрезвычайно мала, поэтому удаётся получить локальное воздействие на деталь. Благодаря этому, ширина распила мала, качество раскроя выше, нежели плазматроном.
Из-за этого, плазменная резка труб постепенно сдаёт позиции там, где требуется высокая точность раскроя и предъявляется повышенное качество к краю изделия.
Виды художественной резки металла
Фигурная резка металла выполняется одним из четырех основных способов, в основе которых лежат следующие технологии:
- лазерная;
- плазменная;
- гидроабразивная;
- гильотинная.
Каждая из технологий имеет достоинства и недостатки. Наиболее современными и потому прогрессивными и широко используемыми считаются первые две.
Лазерная резка
При лазерной резке по металлу для обработки и раскроя материала используется мощный лазер. Чаще данная технология используется в промышленных масштабах, где лазерный луч управляется специальной компьютерной программой. В результате узконаправленного воздействия происходит быстрое нагревание, плавление, а затем испарение или выдувание материала на участке, подвергаемом резке. При этом технология позволяет получать узкий рез с крайне малой зоной воздействия на обрабатываемую поверхность.
Лазерная резка имеет ряд преимуществ:
- относительно невысокий уровень затрат (по сравнению с большинством альтернативных технологий, за исключением плазменной резки) при обработке твердых сплавов;
- возможность работы с хрупкими сплавами, которые легко деформируются;
- безопасность технологических процессов (при использовании исправного оборудования);
- отсутствие или крайне малая деформация материала, которая достигается за счет узконаправленной обработки;
- возможность создания самых разнообразных и сложных контуров;
- отсутствие необходимости последующей отделки или обработки поверхности.
Благодаря особенностям технологии, с использованием лазерной резки можно выполнять рисунки любой сложности, не требующие при этом дополнительной обработки, так как кромки и края сразу получаются гладкие и ровные.
К недостаткам лазерной резки относится невозможность работы с алюминием и его сплавами с нержавеющей сталью. Это вызвано отражающими свойствами материала. Он может быть обработан только с использованием особо мощного лазерного оборудования.









Художественная лазерная резка металла является качественным способом создать узор с наименьшими затратами материала и времени.
Плазменная резка
- образуется электрическая дуга (между соплом и электродом или между металлом и электродом), зажигание которой происходит за счет импульса или короткого замыкания;
- из сопла подается газ, находящийся под давлением;
- под действием электрической дуги он превращается в плазменную струю, температура которой достигает 30 тыс. градусов, а скорость — 1,5 тыс. м/с.
Плазменная резка металла обладает следующими достоинствами:
- возможность создания рисунков и фигур любой сложности;
- качественный, чистый и гладкий разрез;
- возможность обработки всех видов металлов;
- скорость и производительность используемого оборудования;
- отсутствие деформации материала;
- безопасность технологических процессов (если используемое оборудование исправно).
Художественная плазменная резка может применяться к материалам с ржавчиной или загрязнением, что не приводит к ухудшению качества обработки. По сравнению с резкой при помощи лазерного оборудования, плазменное обладает большей производительностью и диапазоном материалов, которые возможно обработать.
К недостаткам данного способа резки относятся:
- образуемый на кромке конус, вызванный особенностью технологии;
- несколько большая, по сравнению с резкой лазером, ширина реза.
Особенности декоративной резки металла
Чем тоньше металлический лист и ниже температура его плавления, тем больше угроза того, что задержав режущую дугу на доли секунды дольше на одном месте, элемент может получиться не чётким. Для создания картин с мелкими, близко расположенными друг к другу элементами, методом плазменной резки, лучше создавать на режущих плазмой станках с ЧПУ.
Читать также: Регулятор мощности на симисторе bta12 600
Плазменная резка может проводиться на металлах разной толщины. Некоторые устройства для плазменной резки дают температуру нагрева пламени до 30000 °C, а глубина их реза достигает 20 см. Фигурная резка при таких показателях оборудования может использоваться не только для создания трафаретных скульптур, но и для выпуклых. Целесообразнее и экономически выгоднее толстые листы металла резать кислородом, а не плазменной горелкой, несмотря на довольно большую скорость резки.
Резка плазменной дугой отличается высокой скоростью, регулируемым нагревом пламени. Фигурная резка производится струёй плазмы, а не твёрдым режущим предметом, что даёт срезы без зазубрин. Для некоторых видов сплавов сильный нагрев сказывается разрушением структуры металла. Для фигурной резки это недопустимо. Благодаря тому, что при обработке плазменным резаком происходит нагрев очень тонкого участка, а охлаждение происходит быстро, структура металла не меняется.
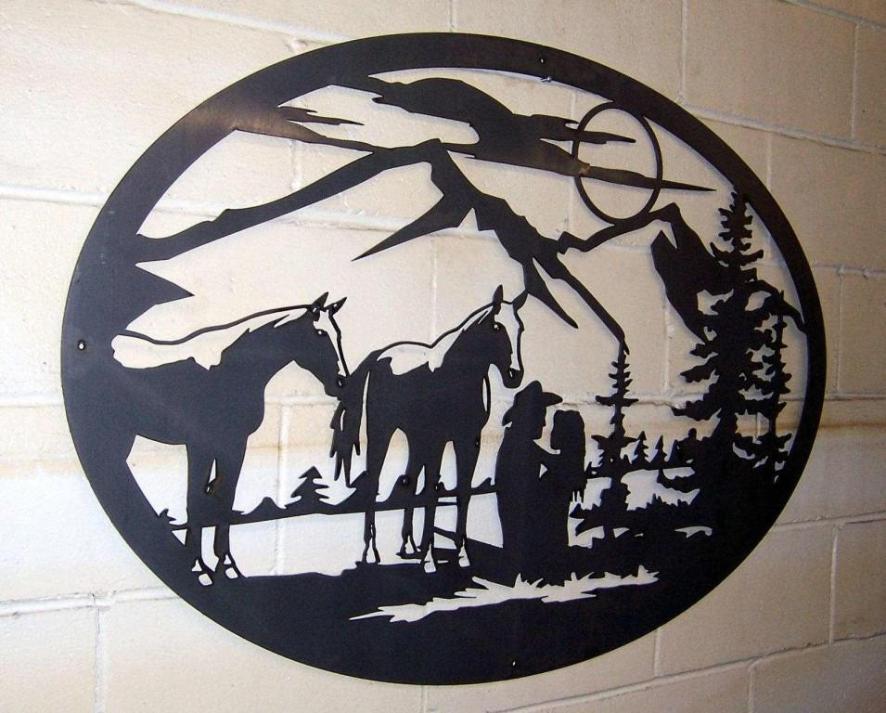
Сталеграфика
Впервые новое направление искусства было продемонстрировано в 1984 году художниками из Кейптауна. Сегодня из металла картины, выполненные в технике сталеграфики, приобрели большую популярность не только в оформлении жилых и офисных интерьеров, но также для украшения внешних стен зданий, террас, ограждений, рекламных щитов. Искусно вырезанный из листовой стали контур детально воспроизводит графический рисунок на фоне светлой стены. Впечатление трехмерной композиции создается в результате тонового контраста переднего и заднего плана с полутенью между ними.

Из единого стального листа филигранно произвести фигурную резку, практически не ограничиваясь геометрическими формами, позволяет современное оборудование — высокоточные плазморезы. Роль резца выполняет струя плазмы, которая справляется с любыми металлами до 200 мм толщиной. Потому, несмотря на утонченную детализацию, картина из листа металла получается очень прочной.
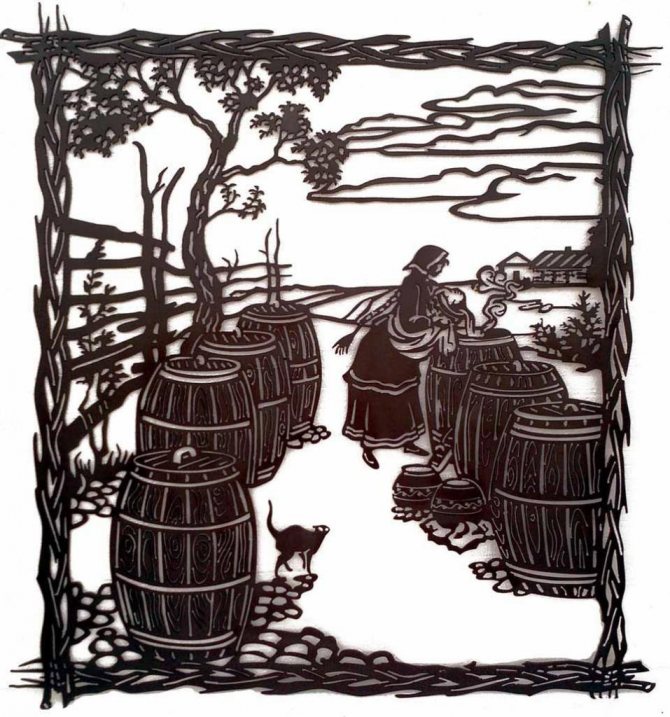
Этот вид декоративно-прикладного искусства продолжает развиваться, а художники находят новые, порой нестандартные идеи для воплощения творческих идей. Пионеры сталеграфики делали картины черного цвета, где светлая стена создавала контрастный фон, на котором хорошо обозначалась тень. Сейчас мастера используют разного тона металлы и совмещают по несколько методов обработки материала.
Процесс фигурной резки металла при помощи станка плазменной резки MAXILITE 3000
Давайте рассмотрим установку плазменной резки MAXILITE 3000 в базовой комплектации. MAXILITE 3000 это станок который применяется для резки металла толщиной от 0,3 до 20 мм с хорошей скоростью и высоким качеством. Толщина металла которую может раскроить наш станок зависит от мощности источник плазмы. Станок имеет модульную конструкцию, поэтому перевезти его в необходимое место не составит труда. Итак, перечислим основные отличительные особенности станка:
- разборная рама имеющая малый вес
- портал из профиля прямоугольного сечения, так же имеющий малый вес
- стойка управления ЧПУ имеющая очень «взрослый» вид
- интегрированный рабочий стол
- для стабильной работы с тонколистовым металлом имеется механический контроль высоты горелки
- оптимальная стоимость при достойных характеристиках

Мы можем подобрать вам аппарат и плазматрон под ваши задачи, например, можно уменьшить размер рабочего стола, при необходимости и, соответственно, это отразится на стоимости в меньшую сторону.
Более подробно с качеством и отличительными характеристиками нашего станка от аналогов, вы можете ознакомится в нашем обзоре: СТАНОК ПЛАЗМЕННОЙ РЕЗКИ С ЧПУ. КАК ВЫБРАТЬ?
Имейте ввиду, что для работы станка отдельно вам потрбуется следующее оборудование:
- вытяжной вентилятор с рабочим колесом не менее 200мм;
- воздушный компрессор производительностью не менее 400 л/мин;
- рефрижераторный осушитель сжатого воздуха;
- магистральный фильтр для очистки воздуха по 1 классу от твердых примесей, масла и воды.
Для того, чтобы начать работу, станок необходимо правильно установить, подключить к питанию и обязательно грамотно организовать вытяжку для отвода дыма с частичками горящего металла
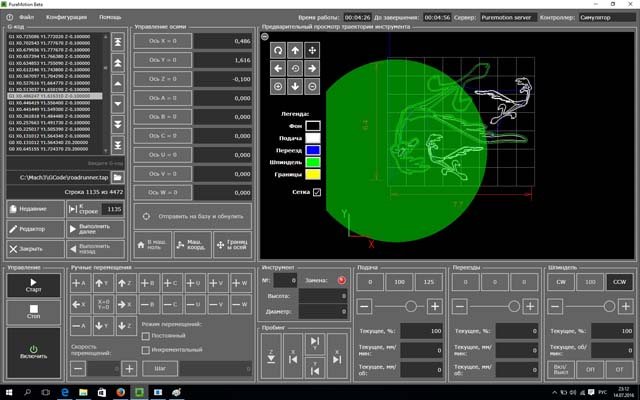
Это важно, потому, что дыма при работе образуется очень много, и дышать этими испарениями не очень полезно для здоровья. Программное обеспечение при помощи которого управляется станок в базовой версии имеется, это Pure Motion российской компании Purelogic
В следующих статьях мы постараемся подробно разобрать это программное обеспечение, поскольку оно, всё таки, не такое простое, как хотелось бы.
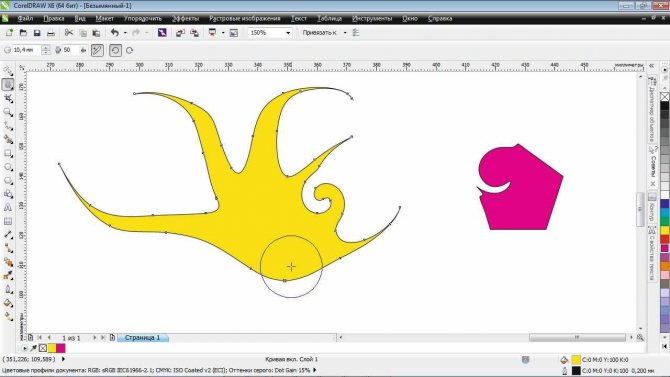
Итак, что бы вырезать хоть какую-то деталь, вам потребуется сначала её нарисовать. Вы можете использовать любое программное обеспечение, которое позволяет экспортировать или сохранять любой чертеж в формате DXF. Это могут быть такие программы как AutoCAD, Компас, Corel Draw и т. п. Они, разумеется, в комплекте не идут.
Так же вам устанавливается программа SheetCAM, при помощи которой будет генерироваться специальный G-код, который необходимо будет передать в программу Pure Motion.

Получается, что порядок действий таков, что сначала в сторонней программе вы рисуете необходимый художественный элемент, сохраняете его в формате .dxf, импортируете его в SheetCAM, сохраняете сгенерированный G-код, а затем импортируете его в программу Pure Motion и уже она передаёт непосредственно на стол раскроя все необходимые действия и координаты.








Ещё вам нужно будет правильно настроить программу Pure Moiton поскольку при работе с разными толщинами и металлами, настройки скорости, высоты врезания и рабочей высоты горелки, тоже будут разными. В одной из следующих статей мы так же подробно рассмотрим данные настройки.
Художественная резка металла плазмой выполняется плазменной струей, которая используется как режущий инструмент. После того, как вы нажали кнопку запуска процесса резки изделия, образуется электрическая дуга (между металлом и электродом), зажигание которой происходит за счет импульса или короткого замыкания; из сопла подается газ, находящийся под давлением; под действием электрической дуги он превращается в плазменную струю, температура которой достигает 30 тыс. градусов, а скорость — 1,5 тыс. м/с. Скорость реза зависит от толщины металла, мощности источника плазмы, и сложности вырезаемого рисунка. В процессе работы рисунок который вы нарисовали в программе будет вырезана листе металла.
Может показаться, что работать на станке плазменной резки с ЧПУ для фигурной резки металла, это очень сложно, но это только поначалу, как в любом другом деле, сначала будут ошибки, без этого никак, но потом вы набъёте руку и получите неиссякаемый источник реализации самых смелых творческих решений.
Как сделать плазморез из инвертора — инструкция
При желании подобное оборудование в состояние изготовить своими руками любой владелец. Однако, чтобы самодельный плазморез смог эффективно выполнять свою работу, необходимо соблюсти все правила. В подобном деле инвертор будет практически незаменим, так как при помощи этого устройства будет обеспечена надежная подача тока. За счет него в работе плазмореза не будет возникать перебоев, а также удастся уменьшить расход электроэнергии. Однако при этом у него имеются и недостатки: он рассчитан на резку материала меньшей толщины, нежели при использовании трансформатора.
Выбор элементов
Если вы решили самостоятельно изготовить плазморез, то вам следует подготовить необходимые материалы и оборудование:
Инвертор или трансформатор, обладающий требуемой мощности. Чтобы не ошибиться во время покупки этого устройства, необходимо в магазине рассказать продавцу о том, для резки материала какой толщины вы планируете применять его. На основании этого и будет сделан выбор подходящего механизма. Учитывая, что резка будет выполняться вручную, желательно приобрести именно инвертор, что связано не только с его легковесностью, но и способностью уменьшить расходы электроэнергии.
Плазменный резак или плазмотрон точка. При его выборе необходимо опираться на те же критерии, что и в случае с инвертором. Важным моментом здесь является то, что оборудование прямого воздействия рассчитано на работу с токопроводящими материалами, а плазморез косвенного воздействия больше подойдет для работы с изделиями, не способными проводить электричество.
Компрессор для прогонки воздуха
Здесь следует уделить внимание его мощности, по которой он должен соотноситься с прочими подбираемыми компонентами. Кабель-шланговый пакет
Его задача будет заключаться в соединении всех вышеописанных элементов
Кабель-шланговый пакет. Его задача будет заключаться в соединении всех вышеописанных элементов.
Сборка
Еще до начала сборки самодельного плазмореза не помешает выяснить, совместимы ли компоненты, приобретенные вами между собой. Если вам ранее не приходилось изготавливать своими руками аппарат плазменной резки, то желательно обратиться за помощью к более опытным мастерам. Проведя анализ мощности каждого необходимого элемента, они дадут вам свою рекомендацию. Обязательно стоит позаботиться о наличии защитного комплекта одежды. Его вам придется использовать, когда настанет время проверить работоспособность самодельного плазмореза. Если говорить о процедуре сборки оборудования для плазменной резки, то она включает в себя следующие этапы:
На первом этапе необходимо подготовить все необходимые элементы для сборки и защитную одежду.
Далее, следует решить вопрос с источником бесперебойного питания.
Затем необходимо взять инвертор или же трансформатор, а также кабель подходящей толщины и электроды
Особое внимание уделите последнему элементу, который должен быть выполнен из бериллия, циркония, тория или гафния. Подобные материалы считаются наилучшим выбором для воздушно-плазменной резки. Гафний также может рассматриваться в качестве альтернативы, поскольку в этом случае сварщику или мастеру, который будет выполнять работу по разделению листов, будет обеспечена более высокая безопасность
Перечисленные элементы необходимо по порядку соединить между собой, в результате должна получиться электрическая дуга
Гафний также может рассматриваться в качестве альтернативы, поскольку в этом случае сварщику или мастеру, который будет выполнять работу по разделению листов, будет обеспечена более высокая безопасность. Перечисленные элементы необходимо по порядку соединить между собой, в результате должна получиться электрическая дуга.
Далее, к компрессору подключают шланг. Именно через него будет поступать воздух в аппарат плазменной резки. Второй край необходимо подсоединить к плазмотрону.
Возьмите небольшой кусок алюминия и проверьте в работе аппарат, который вы изготовили
Особое внимание уделите безопасности соединений
Вне зависимости от того, планируете ли вы изготавливать плазморез своими руками или же приобрести его в магазине, вначале следует изучить все модели, познакомиться с принципами их работы и вариантами исполнения. Важным моментом является и тип материала, который планируется в дальнейшем резать с помощью этого оборудования. Упростить себе задачу по выбору вы сможете, если вначале посмотрите видео, в котором показывается принцип действия аппарата ручной плазменной резки и технология работы с ним.









Основные технические параметры плазменной резки, преимущества
Плазменная резка проводится с помощью плазмотрона. Все характеристики процессам зависят от параметров струи газа или жидкости
Основные технические параметры, на которые стоит обратить внимание:
- Скорость. При разрезании металлического листа плазменной струей, она направляется под высоким давлением на лист металла. Принцип всего процесса в разогреве металла до параметров, когда он начнет плавится, а затем выдувание остатков. Скорость для этого оптимально от 1.5 до 4 км в секунду.
- Температурные показатели. Чтобы образовалась плазма следует нагревать воздух до 5-30 тысяч градусов. Такая температура получается за счет образования электрической дуги. После достижения необходимых параметров по температуре воздушный поток ионизируется и в итоге меняет свои свойства, приобретая электропроводность.
- Должна быть электроцепь. В работе имеются плазмотроны с косвенным и прямым воздействием. Когда применяется аппарат прямого воздействия обязательно, чтобы металл пропускал электричество и был включен в общую сеть, а для аппаратов косвенного воздействия такой параметр не обязателен.
Плазменная резка пользуется популярностью, поскольку имеет целый ряд очевидных преимуществ:
- имеет гораздо выше производительность по сравнению с простой лазерной резкой;
- универсальность – плазменная резка подходит для самых разных видов металла;
- точность и высокое качество реза – кромки «чистые» без перекаливания и с минимальной шириной реза;
- безопасность, поскольку нет взрывоопасных баллонов;
- низкий уровень загрязнения окружающей среды.

Фигурная плазменная резка — огромная вариативность по доступной цене
Художественные изделия из металла были востребованы с тех самых пор, как человек овладел искусством ковки. Однако такое ремесло требовало от человека немалых физических сил и художественного таланта. Только симбиоз этих качеств позволял Мастеру создавать кованные шедевры, которые, на протяжении тысячелетий украшают бытие человека.
С развитие техники у людей появилась возможность изготавливать витиеватые ограды, заборы, и другие предметы из металла, по доступной цене. Плазменное оборудование считается наиболее рациональным из всех имеющихся агрегатов, с помощью которых можно быстро, дешево и оригинально вырезать любое художественное изделие из различных видов металлов. Поэтому бизнес на плазменной резке действительно прибыльное дело.
Сегодня металлический арт-декор переживает Ренессанс. Симбиоз доступности и функциональности плазменной резки делает металлические украшения экстерьера, ландшафта и интерьера еще более востребованными, а значит, популярными.
Более состоятельные россияне заказывают художественную резку из дорогих металлов — меди, нержавейки, алюминия и т.д. Люди со средним достатком часто делают заявки на резку листовых углеродистых металлов небольшой толщины.
Очищенные и обработанные антикоррозионными составами фигурные поверхности стальных флюгеров, радиаторных решеток, калиток, заборных секций и т.д., вырезанные на плазменных станках, покрываются стойкими красками или кузбас-лаком. Они выглядят не менее богато и оригинально, чем художественные изделия, полученные из меди и других дорогих металлов.
Даже самые сложные, на первый взгляд, фигурки и орнаменты, полученные на таких станках, созданы из замкнутых контуров. Присмотревшись внимательно, можно заметить, что все элементы на эскизах для плазменной резки металла представляют собой переход прямолинейных отрезков в дуги (и наоборот).
Сегодня наличие станка плазменной резки даст вам возможность получать немалую прибыль при изготовлении:
- ворот;
- заборов;
- ступеней лестниц и их ограждений;
- решеток с витиеватым дизайном и т.д.
Художественный декор из металла используют в спальнях, гостиных и внутри остальных помещений. Кроме того, узоры для плазменной резки металла помогут украсить крыльцо, уличные лавочки, фонарные опоры, урны, беседки, калитки и другие малые архитектурные формы.
Сегодня в России, как и в большинстве стран Европы, в градостроительной моде оригинальные симпатичные большие и маленькие металлические флюгеры. На плазменных станках можно быстро и недорого вырезать такое изделие в виде силуэта растения, животного или некоего предмета, используя чертежи для художественной плазменной резки.
Это интересно: Гранатовый песок для гидроабразивной резки — назначение и применение
Основы процесса и техника безопасности при резке листового металла болгаркой

Соблюдение правил техники безопасности – важнейший момент, пренебрежение которым может повлечь за собой получение травм различной степени тяжести.
Приведем несколько правил, которые следует соблюдать в процессе резки листового металла болгаркой.
- Размер диска. Ошибочно полагать, что его величину можно подбирать без учета размеров болгарки. Не стоит устанавливать большой диск без защитного кожуха на маленький инструмент, иначе вы можете подвергнуть свою жизнь опасности. Обороты у небольшой болгарки намного выше, поэтому и режущие элементы для них нужны соответствующие. Установив большой диск, вы даже не успеете провести линию реза, зубчатый круг просто разлетится на части после включения.
- Направление вращения. Некоторых работников не устраивает направление полета искр, которое наблюдается при стандартной работе инструмента. Поэтому они разворачивают кожух, переставляют ручку и приступают к резке. Самоуправство в данном вопросе может привести к тому, что при зацепе за острую кромку режущий диск разлетится на части. Запомните – вращение диска должно производиться «на себя», а не наоборот.
- Индивидуальные средства защиты. Наличие таких приспособлений – обязательное условие работы с болгаркой. Защитные очки, перчатки и респиратор помогут избежать травмирования жизненно важных органов.

1. Обычный рез тонкого листового металла.
Резка металла небольшой толщины обычно не вызывает особых сложностей. Залогом качественного результата в данном случае являются внимательность и аккуратность. Стоит отметить, что именно при обработке тонких металлических листов режущий диск часто «закусывает». Перед началом проведения работ нужно убедиться в том, что на режущей плоскости круга отсутствуют дефекты. Их наличие может привести к расколу зубчатого диска.
Начинать линию реза следует от дальнего края листа (получается, что мастер как бы тянет болгарку на себя). Режущий диск при этом не стоит погружать слишком глубоко в материал (максимум 5-6 мм). Правильное направление движения инструмента и небольшая глубина погружения помогут избежать зацепов диска. И наоборот – чрезмерное погружение режущего элемента приведет к уменьшению площади соприкосновения, зацепам и последующему расколу диска.
2. Резка толстых листов металла болгаркой.
Если толщина листового металла больше 8 мм, то двигать инструмент следует не к себе, а от себя. Однако если выполнять рез просто по начерченной линии, то идеально ровной кромки не получить. Помимо этого, можно чрезмерно перенапрячь руку, ведь придется постоянно контролировать движение болгарки.











Облегчить рабочий процесс поможет установка стального уголка по месту реза, который прижимается к листу струбцинами по двум сторонам. Теперь можно пройти несколько раз вдоль прочерченной линии, немного прикасаясь к уголку так, чтобы получилось небольшое углубление (не больше 1-2 мм). После того как углубление сделано, можно убирать уголок и приступать непосредственно к обработке металла. Так режущий диск не уйдет с намеченной линии, а кромка получится идеально ровной.
3. Еще один вариант резки.
Первые этапы проведения работ полностью совпадают с вышеописанным способом: проводится линия, укладывается и прижимается уголок. Особенность заключается в том, что углубление в данном случае делается немного глубже – примерно 4-5 мм. После удаления уголка остаток металла можно просто доломать, а край обработать при помощи УШМ со шлифовальным диском. Стоит отметить, что такая обработка не гарантирует высококачественного результата, поэтому второй способ используют гораздо чаще.
Болгарка позволяет быстро и качественно обрабатывать листовой металл, но успешное применение данного инструмента возможно только при наличии достаточных навыков и соблюдении всех правил техники безопасности.





