
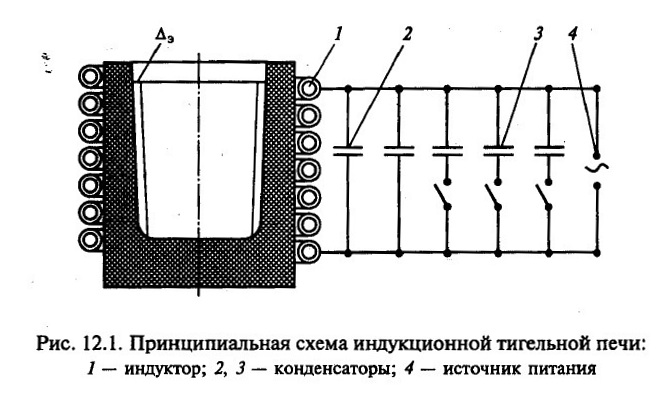
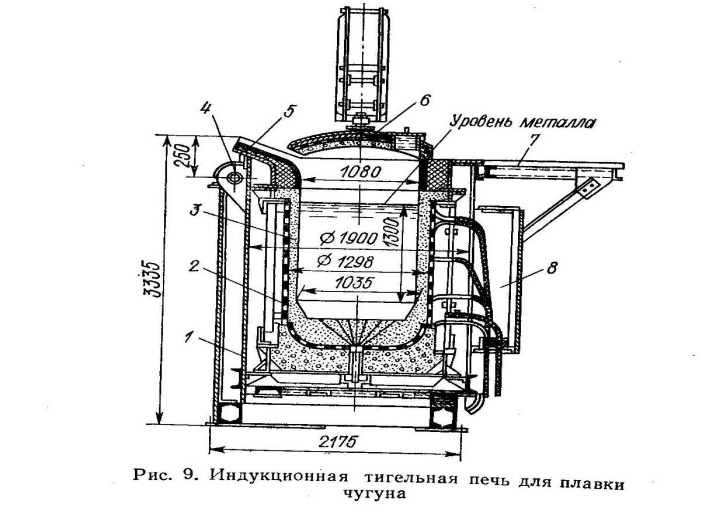
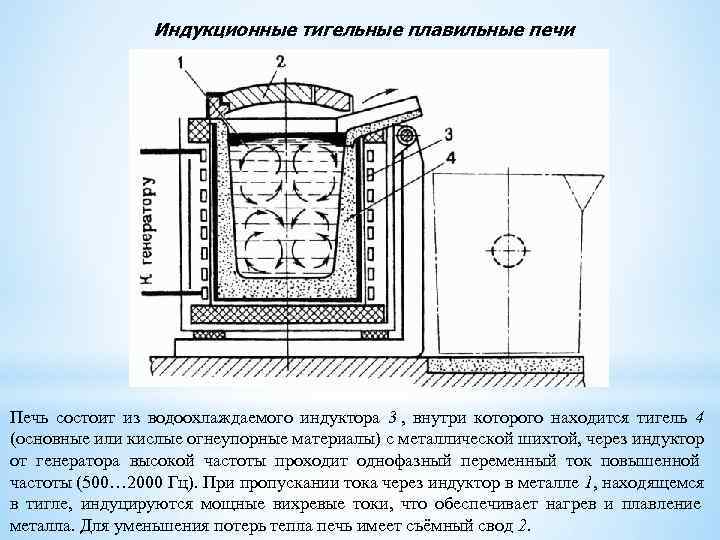
Печь индукционная для плавки металла
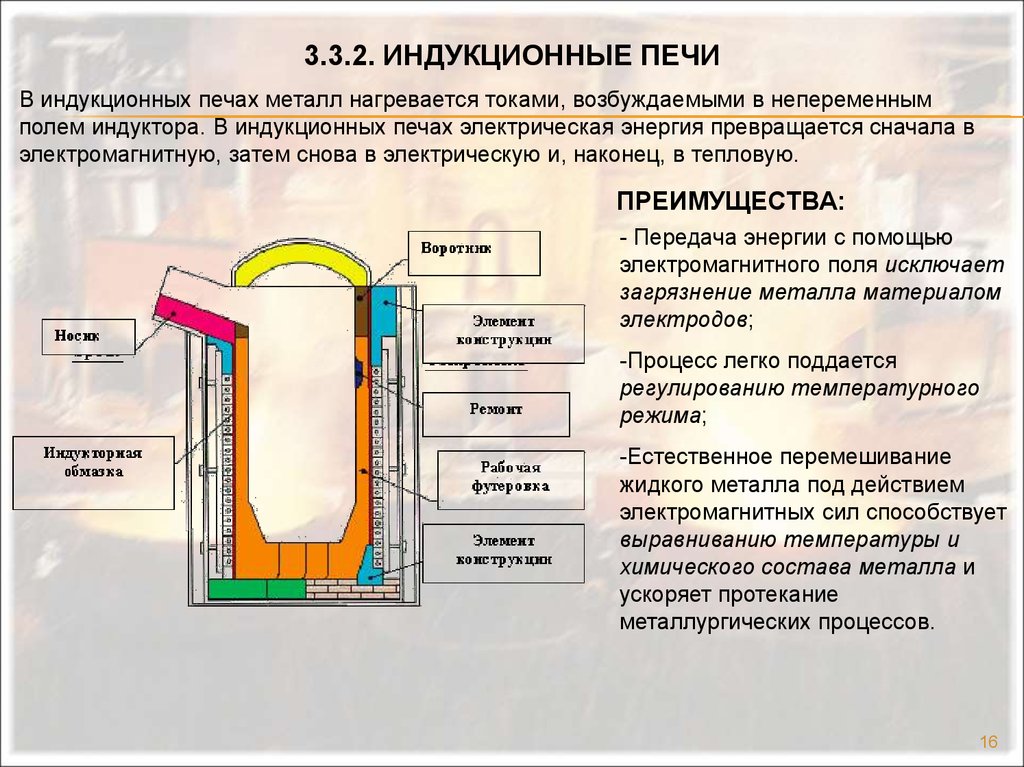
Индукционная печь – это нагревательное устройство, где для плавки стали, меди и других металлов применяется метод индукционного воздействия (металл нагревается токами, возбуждаемыми не переменным полем индуктора). Некоторые считают индукционные печки одним из видов отопительных приборов сопротивления, однако отличие состоит в способе передачи энергии нагреваемому металлу. Сначала электрическая энергия становится электромагнитной, затем опять электрической, и только в самом конце превращается в тепловую. Индукционные печки считаются самыми совершенными из всех газовых и электрических (муфельные, сталеплавильные, мини печки), благодаря своему методу нагрева. При индукции тепло выделяется внутри самого металла, и использование тепловой энергии является наиболее эффективным.
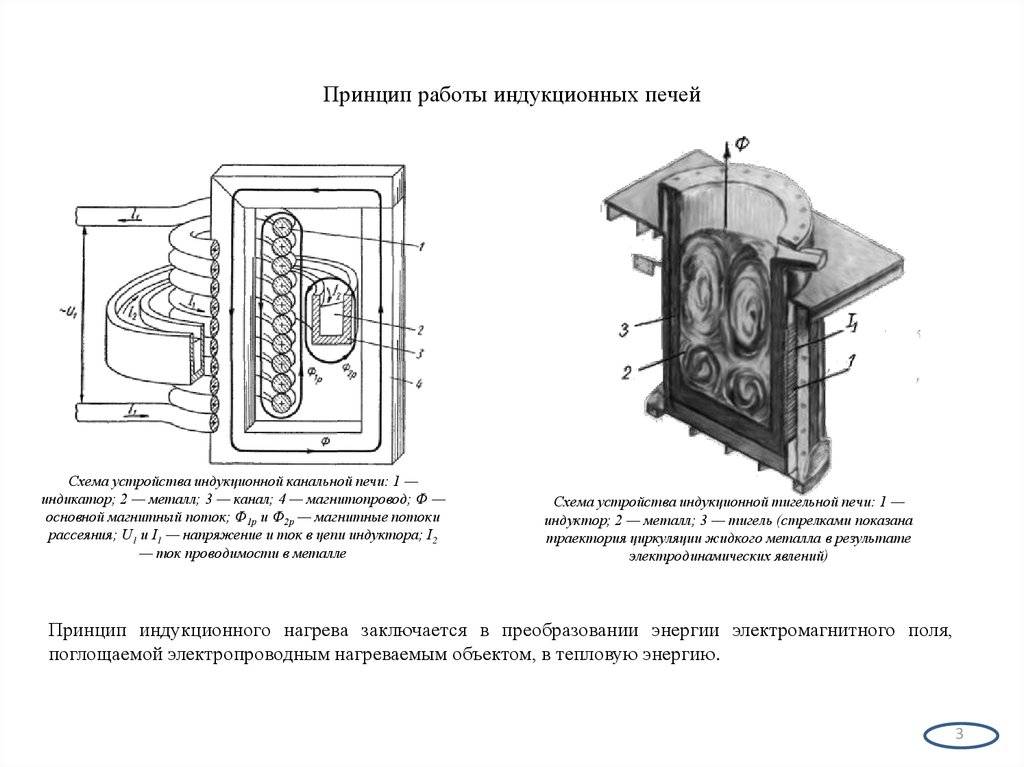
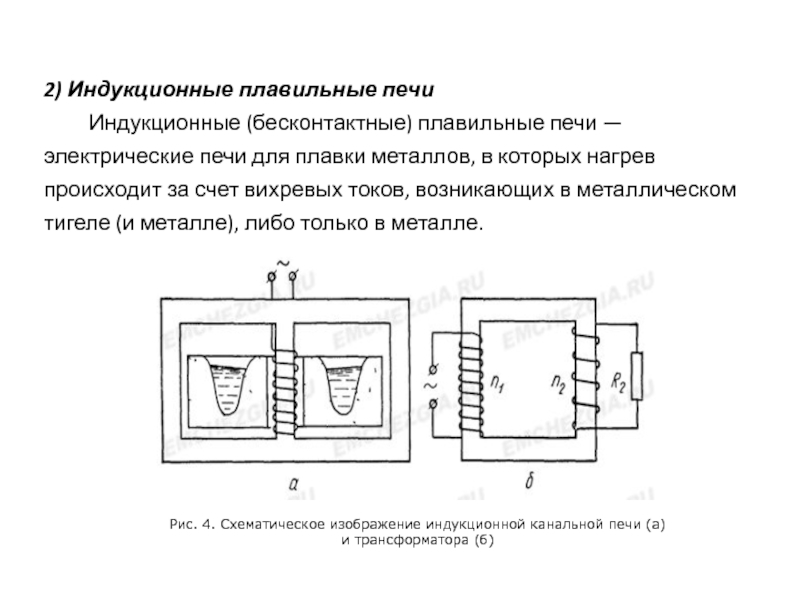
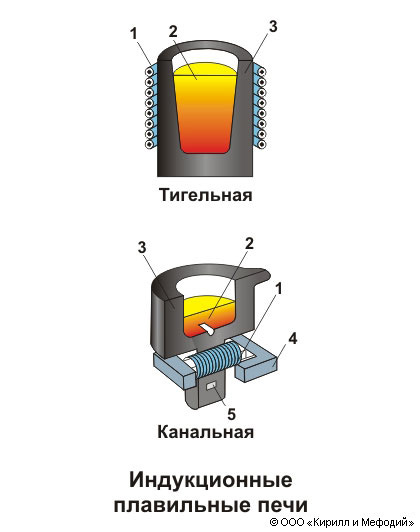
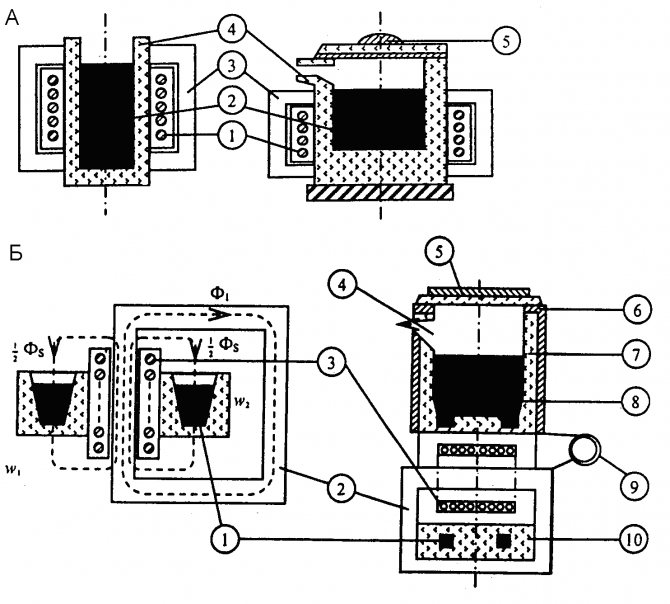
Индукционные печи делятся на два типа:
- с сердечником (канальные);
- без сердечника (тигельные).
Вторые считаются более современными и полезными (отопительные приборы с сердечником, из-за своего устройства, ограничены в мощности). Переход от канальных к тигельным печкам начался еще в начале 1900-х. На данный момент они широко применяются в промышленности.
Однако, на данный момент, выплавка стали чаще производится при помощи такого нагревательного сооружения как дуговая сталеплавильная печь, в ней для плавки используется тепловой эффект, а он является более удобным и практичным. Своими руками вы можете сделать множество несложных нагревательных конструкций. Например, очень популярна самодельная плавильная печь. Если вы решили соорудить нагревательную мини конструкцию своими руками, необходимо знать ее устройство. Видов индукционных печей существует много, но мы опишем только некоторые из них. При необходимости, вы сможете воспользоваться нужными схемами, чертежами и видео записями.
Компоненты индукционной печи
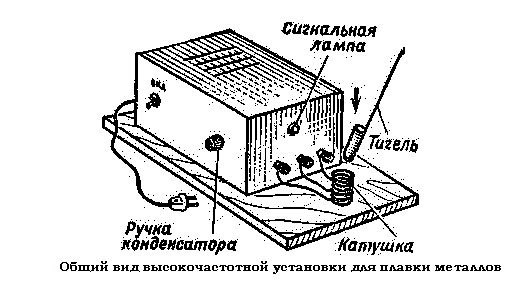
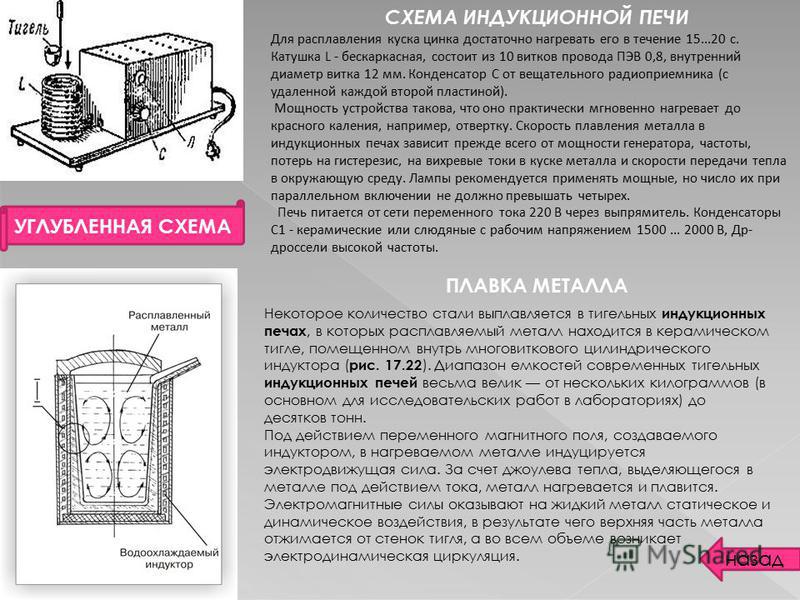
Для простейших конструкций существуют только две основные части: индуктор и генератор. Однако, вы сможете добавить что-то свое, усовершенствовать агрегат, с помощью нужных схем. Индуктор Нагревательная катушка является важнейшей составляющей. От нее зависит абсолютно вся работа нагревательного сооружения. Для самодельных печек с маленькой мощностью допустимо использование индуктора из голой медной трубки с диаметром 10 мм. Внутренний диаметр индуктора должен быть не менее 80 мм. и не более 150 мм., количество витков – 8-10. Необходимо учесть то, что витки не должны соприкасаться, поэтому расстояние между ними должно составлять 5-7 мм. Также никакая часть индуктора не должна касаться его экрана
Генератор Вторая по важности составляющая печи – генератор переменного тока. При выборе схемы генератора следует всячески избегать чертежей, дающих жесткий спектр тока. В качестве того, что НЕ нужно выбирать приведем популярную схему на тиристорном ключе
В качестве того, что НЕ нужно выбирать приведем популярную схему на тиристорном ключе.
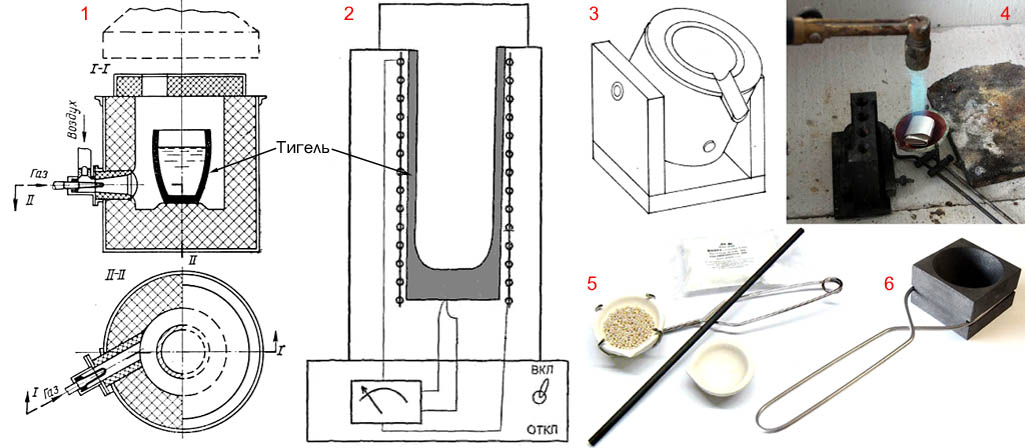
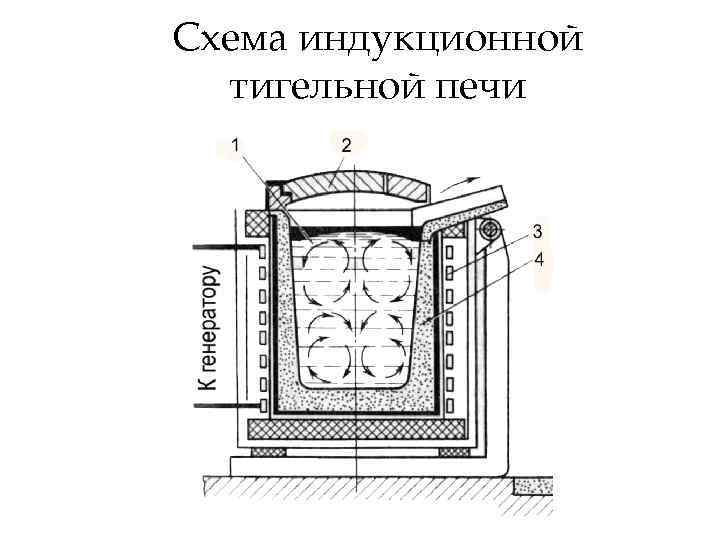
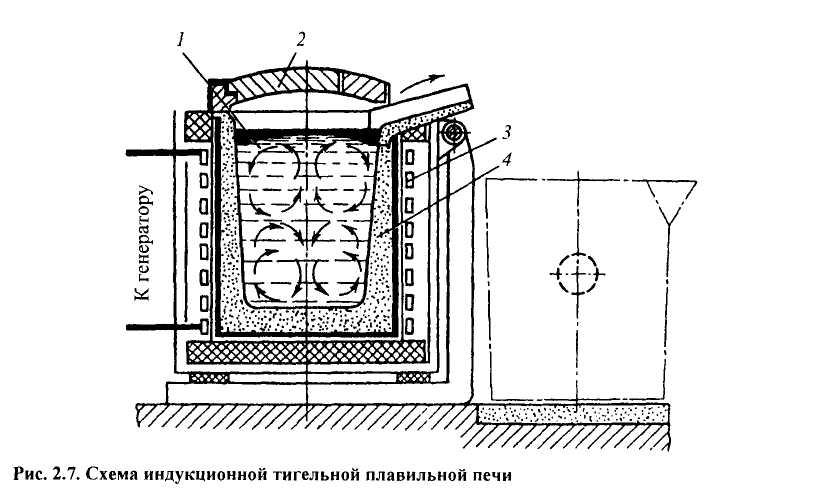
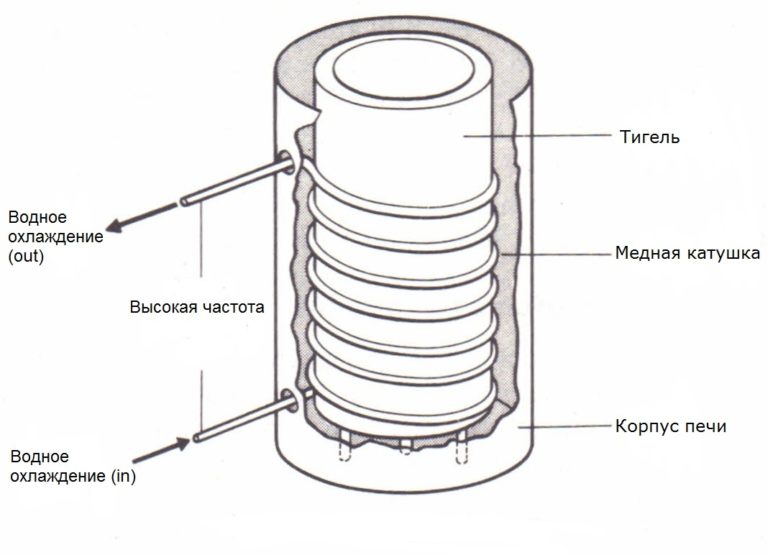
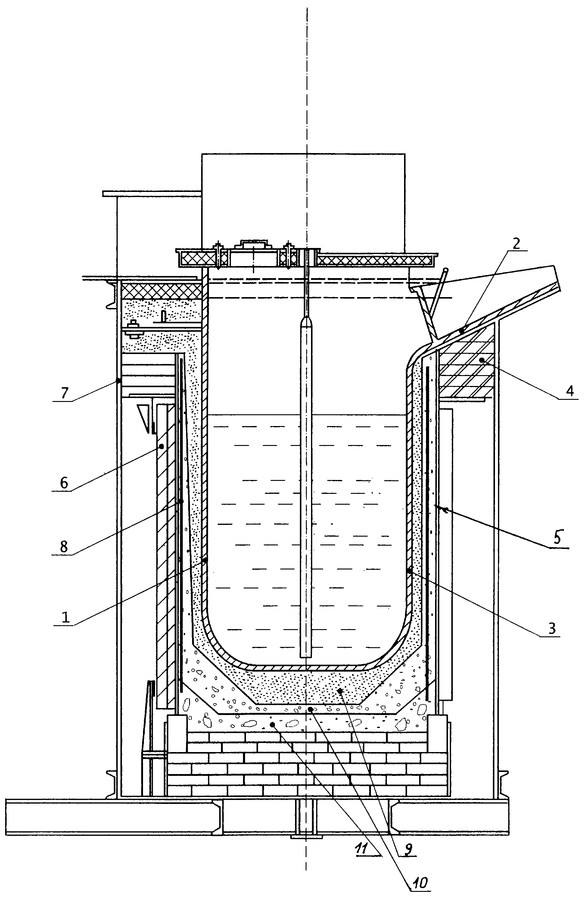
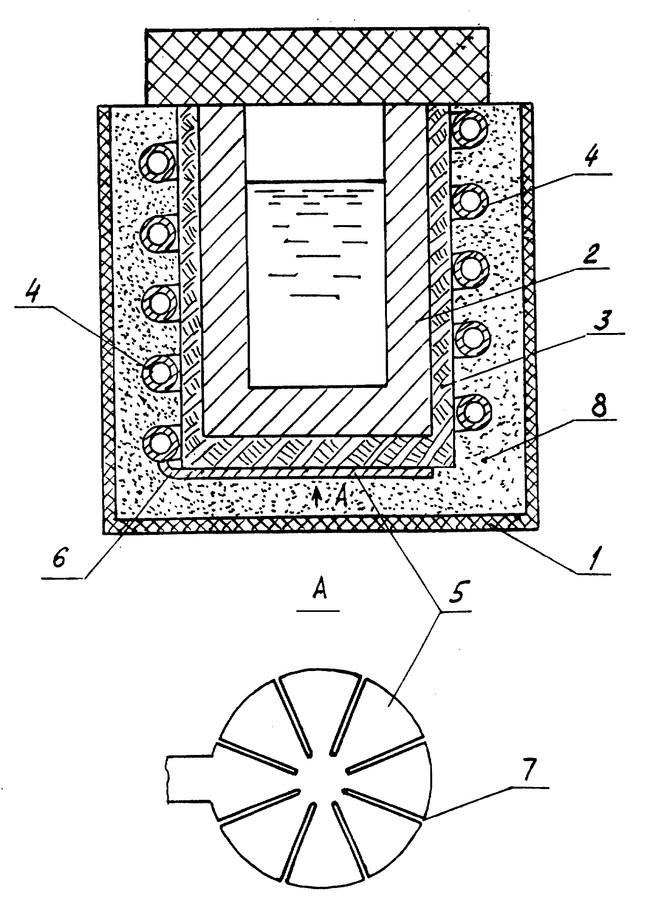
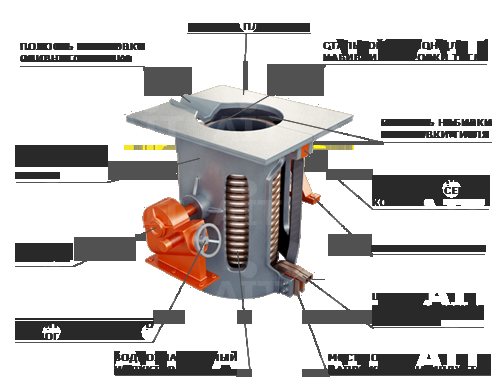
Устройство тигельной печи
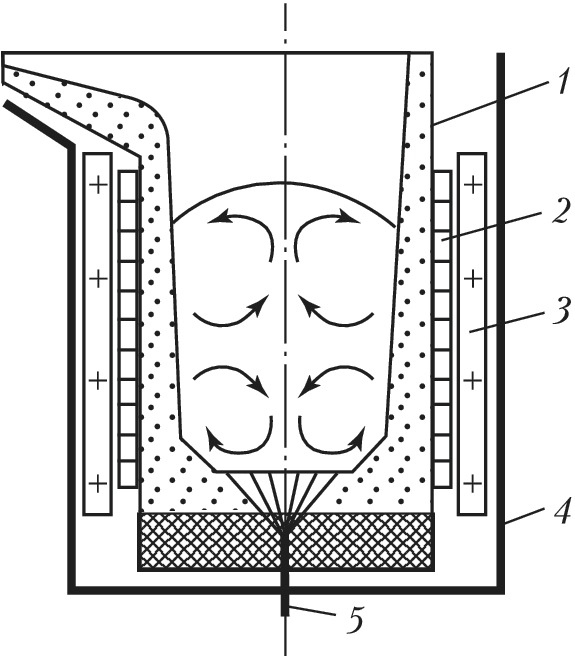
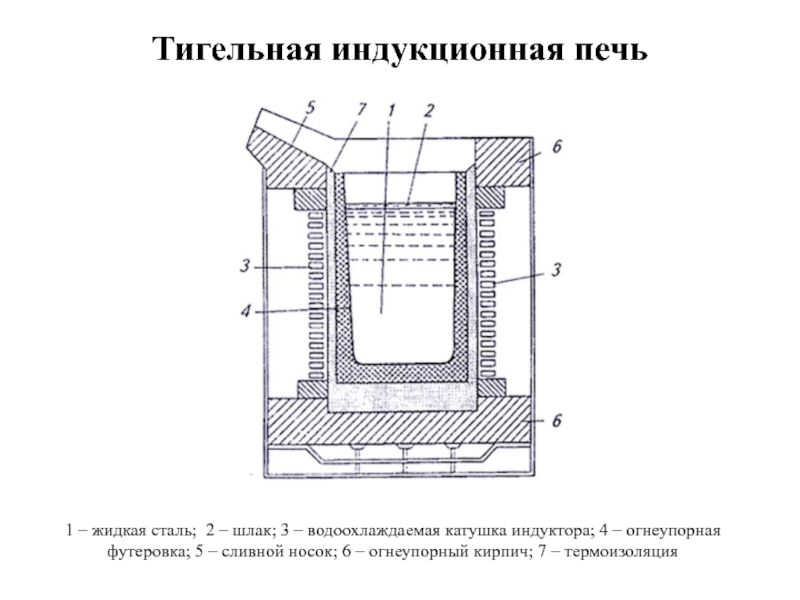
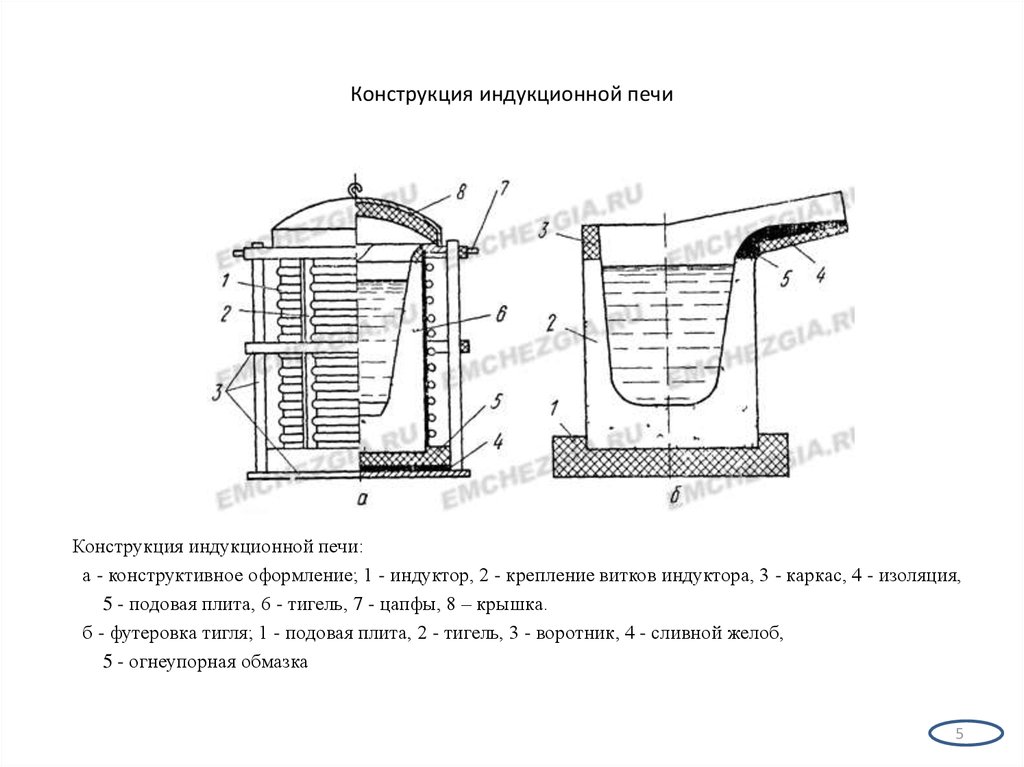
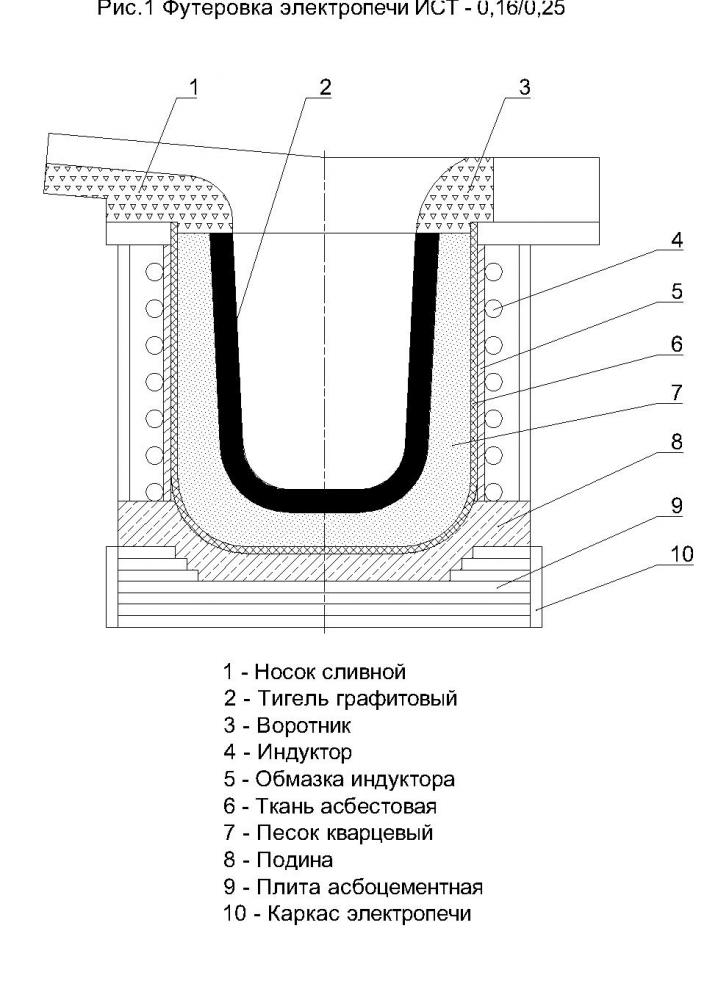
Внутри находится плавильный тигель со сливным носком (“воротником“). По внешним бокам конструкции, в вертикальном положении расположен индуктор. Далее идет слой тепловой изоляции, а вверху располагается крышка. С одной из внешних сторон возможно наличие подвода тока и охлаждающей воды. Снизу находится устройство для сигнализации износа тигля.
Как сделать индукционную печь
 Сначала нужно собрать генератор для индуктора. Здесь вам понадобится схема К174ХА11. Трансформатор должен быть намотан на мини-кольцо с диаметром 2 сантиметра. Вся обмотка выполняется проводом с диаметром 0,4 сантиметра и должна составлять 30 витков. Для первичной обмотки характерно наличие ровно 22 витков провода с диаметром 1 миллиметр, а во вторичной должно содержаться всего 2-3 витка такого же провода, но уже сложенного в четыре раза. Индуктор надо сделать из 3 мм. проволоки с диаметром в 11 мм. Должно быть ровно 6 витков. Чтобы настроить резонанс, лучше всего установить обычный или мини светодиод.
Сначала нужно собрать генератор для индуктора. Здесь вам понадобится схема К174ХА11. Трансформатор должен быть намотан на мини-кольцо с диаметром 2 сантиметра. Вся обмотка выполняется проводом с диаметром 0,4 сантиметра и должна составлять 30 витков. Для первичной обмотки характерно наличие ровно 22 витков провода с диаметром 1 миллиметр, а во вторичной должно содержаться всего 2-3 витка такого же провода, но уже сложенного в четыре раза. Индуктор надо сделать из 3 мм. проволоки с диаметром в 11 мм. Должно быть ровно 6 витков. Чтобы настроить резонанс, лучше всего установить обычный или мини светодиод.
Виды
Различают виды индукционных печей своими руками:
- канальные – расплавляемый металл располагается в жёлобе вокруг сердечника индуктора;
- тигельные – металл находится в вынимаемом тигле внутри индуктора.
На больших производствах канальные печи работают от устройств промышленной частоты, а тигельные печи на промышленной, средней и высокой частоте. В металлургической промышленности тигельный тип печей используется при выплавке:
- чугуна;
- стали;
- меди;
- магния;
- алюминия;
- драгоценных металлов.
Канальный вид индукционных печей применяют при выплавке:
- чугуна;
- различных цветных металлов и их сплавов.
Канальные
Индукционная печь канального типа должна иметь при своём разогреве электропроводящее тело в зоне тепловыделения. При первичном запуске такой печи внутрь зоны плавления заливают расплавленный металл или вставляют заготовленный металлический шаблон. По завершении плавки металла сырьё сливают не полностью, оставляя «болото» на следующую плавку.
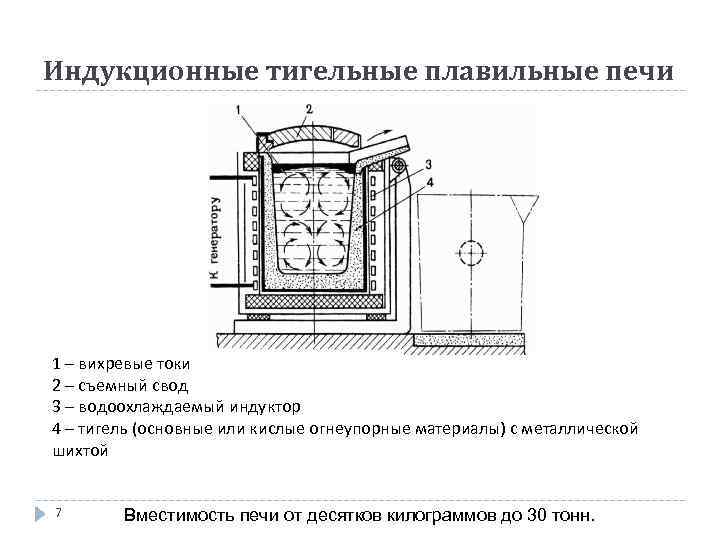
Тигельные
Тигельные индукционные печи наиболее популярны у мастеров, потому что просты в исполнении. Тигля — специальная вынимаемая ёмкость, помещаемая в индуктор вместе с металлом для последующего нагрева или плавления. Тигля может быть изготовлена из керамики, стали, графита и многих других материалов. Отличается от канального типа отсутствием сердечника.
Размещение печи
Компактная индукционная печь, в зависимости от размеров может быть напольной и настольной. Какой бы вариант вы не выбрали, есть несколько основных правил для выбора места, куда её поставить.
- При всей простоте обращения с печью – это всё-таки электрический прибор, который требует соблюдения мер безопасности. И первое, что необходимо учитывать при установке – наличие правильного источника питания, соответствующего модели аппарата.
- Возможность провести качественное заземление.
- Обеспечение установки подводом воды.
- Для настольных печей необходимо устойчивое основание.
- Но самое главное, во время работы ничего не должно мешать. Если даже расплав по объёму и массе не слишком большой, его температура больше 1000 градусов и случайно выплеснуть его из формы, значит, нанести очень сильную травму или себе или тому, что находится рядом.
Про то, что вблизи работающей индукционной печи не должно быть никаких горючих и тем более взрывоопасных материалов и говорить нечего. А вот пожарный щит в шаговой доступности абсолютно необходим.
Виды индукционных печей
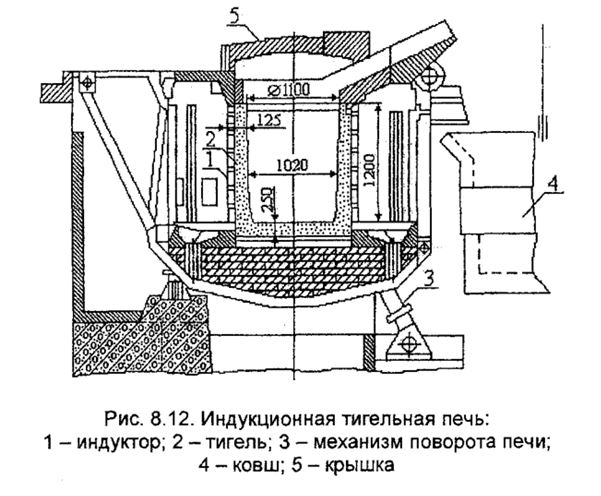
 Тигельная индукционная печь
Тигельная индукционная печь
Широко применяются два вида индукционных печей: канальный и тигельный. Отличаются они только по методу работы с ними. Во всём остальном, включая преимущества, такие плавильные печи очень схожи. Рассмотрим каждый вариант по отдельности:
- Канальная печь. Основное достоинство этого вида – непрерывный цикл. Загружать новую порцию сырья и выгружать уже расплавленный металл можно прямо во время нагрева. Единственная сложность может возникнуть при запуске. Канал, по которому жидкий металл будет выводиться из печи должен быть заполнен.
- Тигельная печь. В отличие от первого варианта каждую порцию металла придётся загружать отдельно. В этом и смысл. В термостойкий тигель помещается сырьё и ставится внутрь индуктора. После того, как металл расплавится, его сливают из тигля и только потом загружают следующую порцию. Такая печь идеальна для небольших мастерских, где не требуется больших масс расплавленного сырья.
Главное преимущество обоих вариантов в быстроте производства. Однако тигельная печь выигрывает и здесь. Кроме того её вполне можно смастерить своими руками в практически домашних условиях.
Самодельная индукционная печь не таит в себе никаких сложностей, чтобы её не смог собрать обычный человек, хоть немного знакомый с электротехникой. У неё всего три основных блока:
- Генератор.
- Индуктор.
- Тигель.
Индуктор – медная обмотка, которую можно смастерить самостоятельно. Тигель придётся искать или в соответствующих магазинах, или доставать иными способами. А в качестве генератора могут быть использованы: сварочный инвертор, собственноручно собранная транзисторная или ламповая схема.


Индукционная печь на сварочном инверторе
Самый простой и широко распространённый вариант. Усилия придётся затратить лишь на сооружения индуктора. Берётся медная тонкостенная трубка 8-10 см в диаметре, и загибается по нужному шаблону. Витки должны располагаться на расстоянии 5-8 мм, а их количество зависит от характеристик и диаметра инвертора. Закрепляется Индуктор в текстолитовом или графитовом корпусе, а внутрь установки помещается тигель.
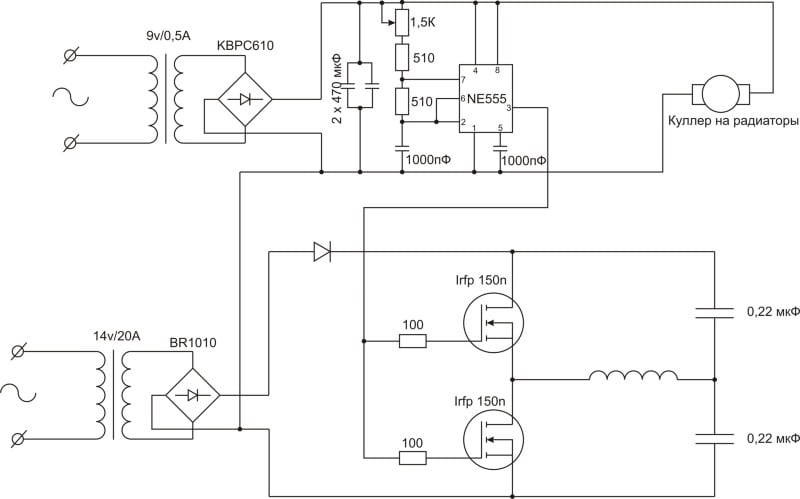
Индукционная печь на транзисторах
В этом случае придётся поработать не только руками, но и головой. И побегать по магазинам в поисках нужных запчастей. Ведь понадобятся транзисторы разной ёмкости, парочка диодов, резисторы, плёночные конденсаторы, два разных по толщине медных провода и парочка колец от дросселей.
- Перед сборкой необходимо учитывать, что полученная в итоге схема во время работы будет сильно нагреваться. Поэтому необходимо использовать довольно большие радиаторы.
- Конденсаторы параллельно собираются в батарею.
- На дроссельные кольца наматывается медная проволока диаметром 1,2 мм. В зависимости от мощности, витков должно быть от 7 до 15.
- На цилиндрический предмет, подходящий по диаметру к размерам тигля, наматывают 7-8 витком медной проволоки диаметром 2 мм. Концы проволоки оставляют достаточно длинными для подключения.
- По специальной схеме всё монтируется на плату.
- Источником питания может быть 12-вольтовый аккумулятор.
- Если есть необходимость, можно изготовить текстолитовый или графитовый корпус.
- Мощность устройства регулируется путём увеличения или уменьшения витков обмотки индуктора.
Собрать такое устройство самостоятельно не просто. И браться за эту работу можно только в том случае, когда есть уверенность в правильности своих действий.
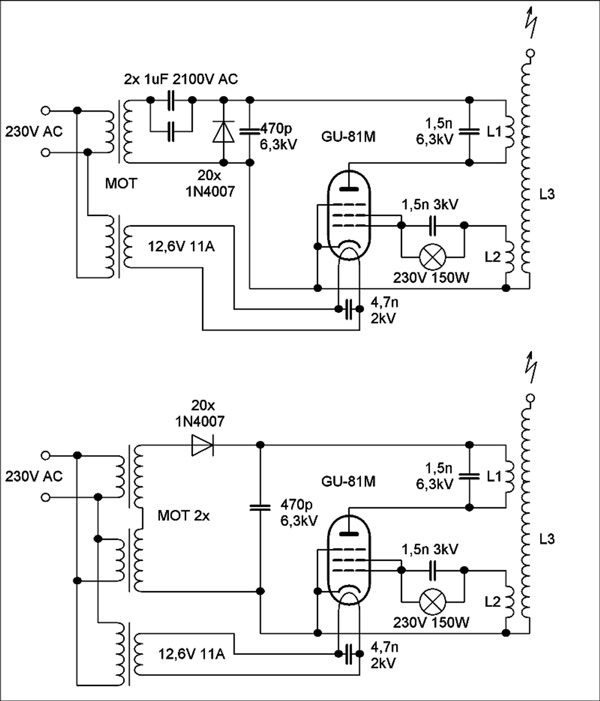
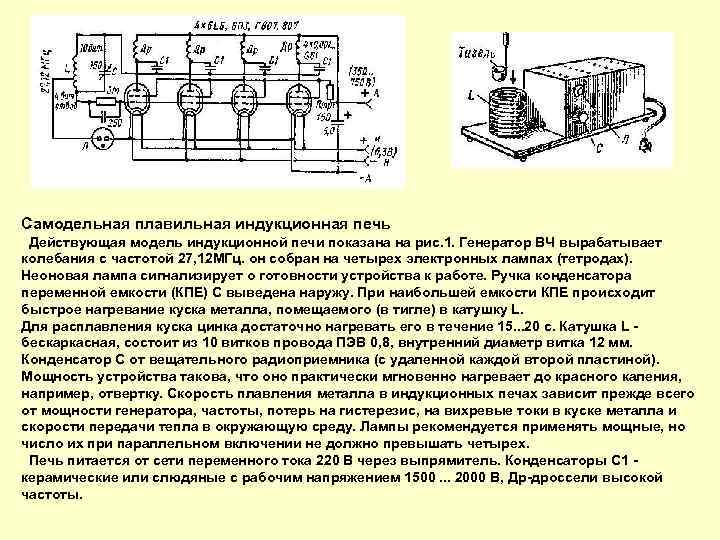
Индукционная печь на лампах
В отличие от транзисторной, ламповая печь получится намного мощнее, а значит, и обращаться и с ней и со схемой придётся осторожнее.
- Соединённые параллельно 4 лучевые лампы будут генерировать токи высокой частоты.
- Медную проволоку сгибают спиралью. Расстояние между витками 5 и более миллиметров. Сами витки диаметром 8-16 см. Индуктор должен быть такого размера, чтобы внутри легко помещался тигель.
- Индуктор помещают в корпус из материала, не проводящего ток (текстолит, графит).
- На корпус можно поставить неоновую лампу-индикатор.
- Так же можно включить в схему подстроечный конденсатор.
Изготовления обеих схем требует обладания некими знаниями, получить которые можно, но лучше, если этим займётся настоящий специалист.
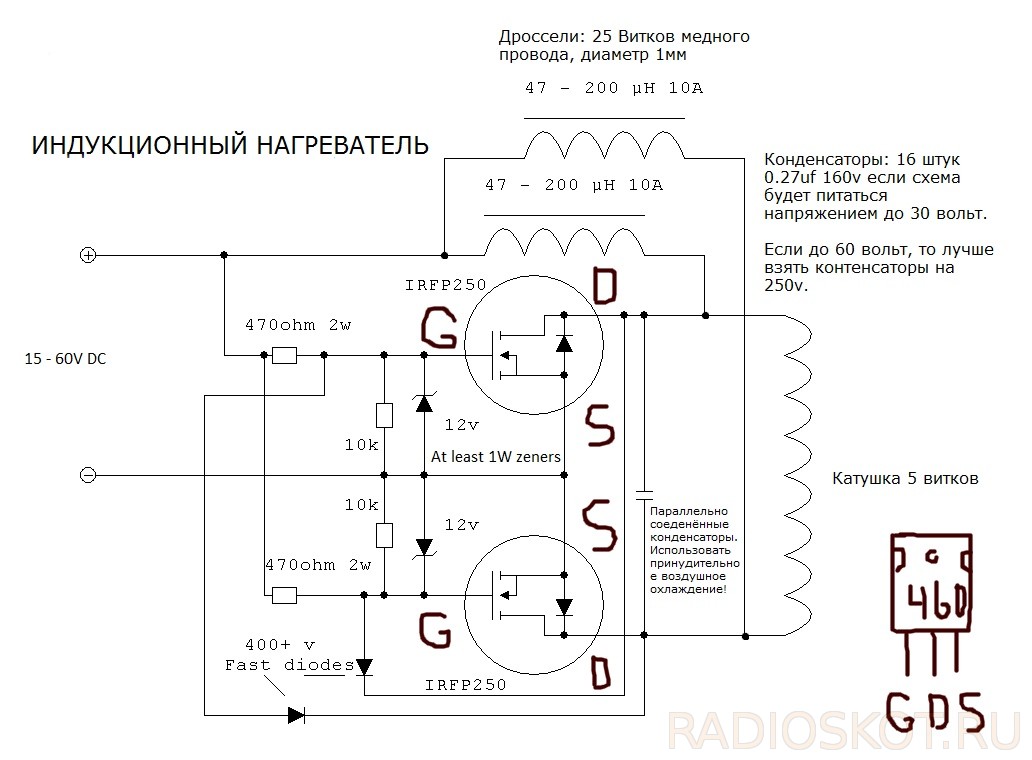
Простейший индукционный нагреватель своими руками
Недавно возникла необходимость создать небольшой индукционный нагреватель своими руками. Бродя по просторам интернета, нашел несколько схем индукционных нагревателей. Многие схемы не устраивали из-за довольно сложной обвязки, некоторые не работали, но попадались и рабочие варианты.
Несколько дней назад пришел к выводу, что индукционный нагреватель можно сделать из электронного трансформатора с минимальными затратами.
Принцип индукционного нагрева заключается в воздействии на металл токами Фуко. Такой нагреватель активно применяется в самых разных сферах науки и техники. По идее токам Фуко безразличны виды и свойства металлов, поэтому индуктор может подогреть или расплавить абсолютно любой металл.
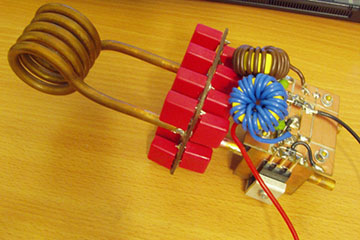
Электронный трансформатор — импульсный блок питания, на базе которого построен наш нагреватель. Это простой полумостовой инвертор, построенный на двух мощный биполярных транзисторах серии MJE13007, которые жутко перегреваются в ходе работы, поэтому им нужен очень хороший теплоотвод.
Для начала с электронного трансформатора нужно выпаять основной трансформатор. Своего рода индуктор мы изготовим на базе ферритовой чашки. Для этого берем чашку 2000НМ (размер чашки особо не важен, но желательно побольше). На каркасе мотаем 100 витков проводом 0,5 мм, с кончиков проводов снимаем лаковое покрытие и залужаем. Затем концы проводов запаиваем на место штатного импульсного трансформатора — все готово!
Получился довольно мощный самодельный индукционный нагреватель (КПД не более 65%), на основе которого, можно собрать даже небольшую индукционную печку. Если взять кусок металла и приблизить этот металл к центру катушки, то через несколько секунд металл нагреется. Таким нагревателем можно плавить провода с диаметром 1,5 мм — мне это удалось всего за 20 секунд, но при этом высоковольтные транзисторы ЭТ так нагрелись, что на них можно было яичницу жарить!
Интересно: Художественное травление металла
В ходе работы, возможно, будет нужда дополнительного охлаждения для теплоотводов, поскольку опыт показал, что теплоотвод попросту не успевает отводить тепло с транзисторов.
Основа работы такого инвертора довольно проста. Сама схема индукционного нагревателя удобна тем, что не требует никакой настройки (в более сложных схемах часто возникает необходимость подгонки схемы в частоту резонанса, точный расчет количества витков и диаметра провода контура, а также подсчет контурного конденсатора, а тут всего этого нет и схема работает сразу).
Напряжение сети (220 Вольт) сначала выпрямляется диодным выпрямителем, затем поступает на схему. Частоту задает динистор (диак) марки DB3. Сама схема не имеет никаких защит, только ограничивающий резистор на входе питания, который якобы должен работать в качестве сетевого предохранителя, но при малейшей проблеме в первую очередь вылетают транзисторы. Надежность схемы индукционного нагревателя можно поднять, заменив диоды в выпрямителе более мощными, добавив сетевой фильтр на вход схемы и заменив силовые транзисторы на более мощные, скажем на MJE13009.
Вообще не советую включать такой нагреватель на долгое время, если не имеется активного охлаждения, иначе каждые 5 минут будете вынуждены менять транзисторы.
Индуктор на кухне

Варочная индукционная плита
Индукционные варочные поверхности для кухни стали уже привычными, см. рис. По принципу действия это та же индукционная печка, только в роли короткозамкнутой вторичной обмотки выступает днище любой металлической варочной посудины, см. рис. справа, а не только из ферромагнитного материала, как часто не знаючи пишут. Просто алюминиевая посуда выходит из употребления; медики доказали, что свободный алюминий – канцероген, а медная и оловянная давно уже не в ходу по причине токсичности.
Бытовая индукционная плитка – порождение века высоких технологий, хотя идея ее зародилась одновременно с индукционными плавильными печами. Во-первых, для изоляции индуктора от стряпни понадобился прочный, стойкий, гигиеничный и свободно пропускающий ЭМП диэлектрик. Подходящие стеклокерамические композиты появились в производстве сравнительно недавно, и на долю верхней пластины плиты приходится немалая доля ее стоимости.

Схема кухонной индукционной плиты
Затем, все варочные посудины разные, а их содержимое изменяет их электрические параметры, и режимы приготовления блюд тоже разные. Осторожным подкручиванием ручек до нужной моды тут и специалист не обойдется, нужен высокопроизводительный микроконтроллер. Наконец, ток в индукторе должен быть по санитарным требованиям чистой синусоидой, а его величина и частота должны сложным образом меняться сообразно степени готовности блюда. То есть, генератор должен быть с цифровым формированием выходного тока, управляемым тем самым микроконтроллером.

Делать кухонную индукционную плиту самому нет смысла: на одни только электронные компоненты по розничным ценам денег уйдет больше, чем на готовую хорошую плитку. И управлять этими приборами пока еще сложновато: у кого есть, тот знает, сколько там кнопочек или сенсоров с надписями: «Рагу», «Жаркое» и т.п. Автор этой статьи видал плитку, где значилось отдельно «Борщ флотский» и «Суп претаньер».
Тем не менее, индукционные плиты имеют массу преимуществ перед прочими:
- Почти нулевая, в отличие от микроволновок, ППЭ, хоть сам на эту плитку садись.
- Возможность программирования для приготовления самых сложных блюд.
- Растопка шоколада, вытапливание рыбьего и птичьего жира, приготовление карамели без малейших признаков пригорания.
- Высокая экономичность как следствие быстрого нагрева и почти полного сосредоточения тепла в варочной посуде.
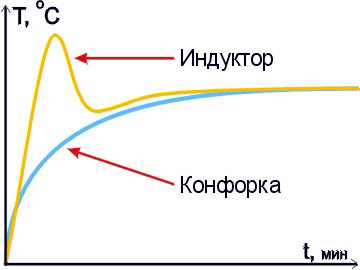
Разогрев варочной посуды на индукционной плите и газовой конфорке
К последнему пункту: взгляните на рис. справа, там графики разогрева стряпни на индукционной плите и газовой конфорке. Кто знаком с интегрированием, тот сразу поймет, что индуктор на 15-20% экономичнее, а с чугунным «блином» его можно и не сравнивать. Затраты денег на энергоноситель при приготовлении большинства блюд для индукционной плиты сравнимы с газовой, а на тушение и варку густых супов даже меньше. Индуктор пока уступает газу только при выпечке, когда необходим равномерный прогрев со всех сторон.
Процесс сборки
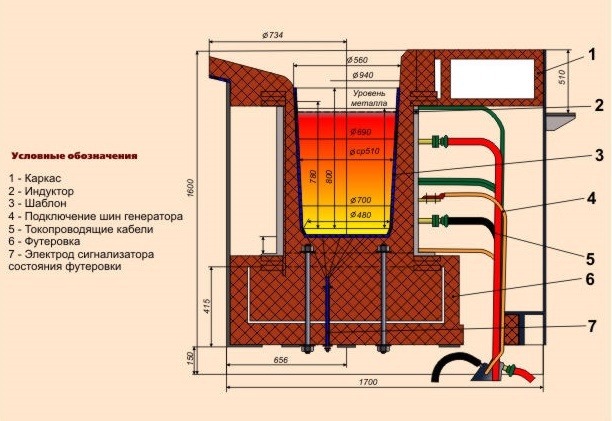
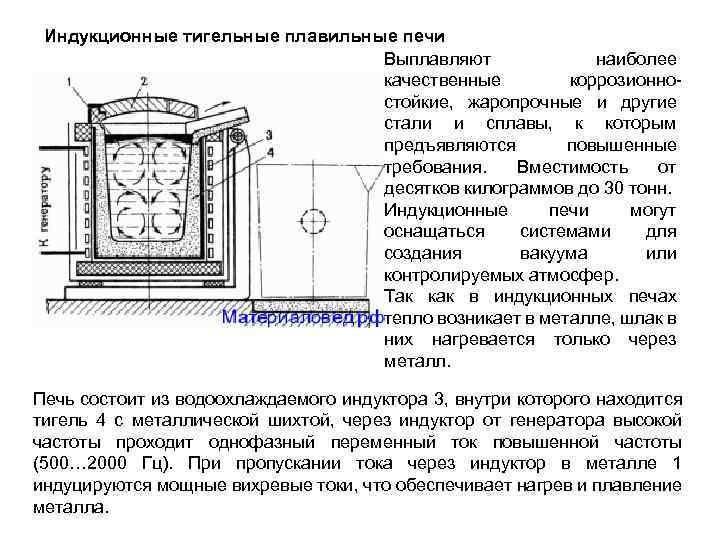
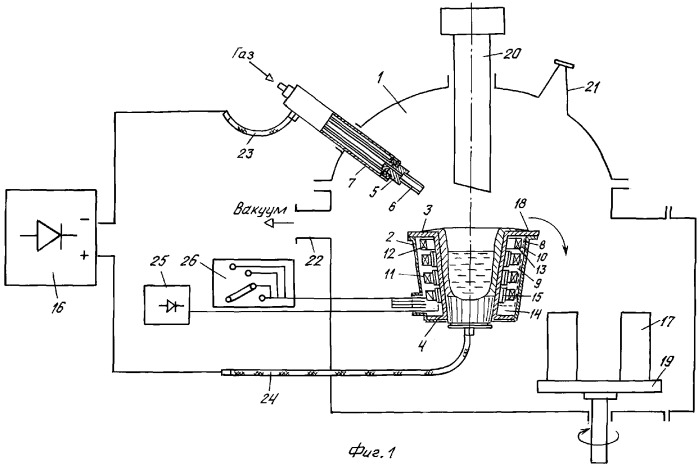
Тигельная печь индукционная своими руками состоит из индуктора, который представляет собой соленоид, произведенный из водоохлаждаемой медной трубки и тигля, который может быть изготовлен из керамических материалов, а иногда из стали, графита и прочих. В таком устройстве можно выплавлять чугун, сталь, драгоценные металлы, алюминий, медь, магний. Индукционные печи своими руками изготавливаются с емкостью тигля от пары килограмм до нескольких тонн. Они могут быть вакуумными, газонаполненными, открытыми и компрессорными. Питаются печи токами высокой, средней и низкой частоты.
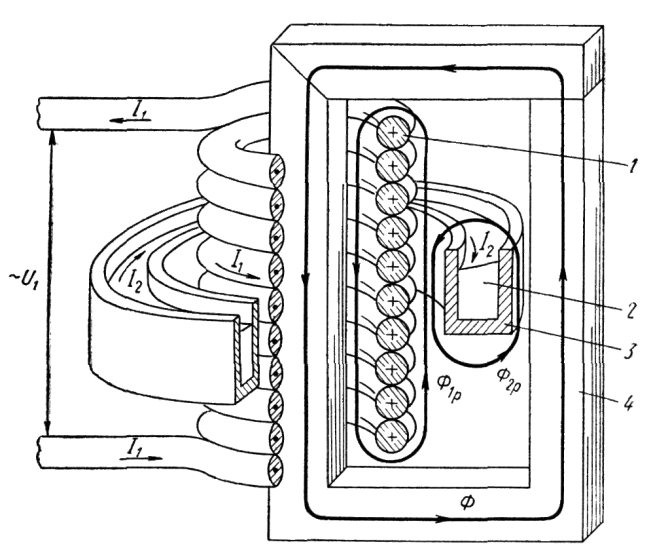
Итак, если вас интересует индукционная печь своими руками, схема предполагает использование таких основных узлов: плавильной ванны и индукционной единицы, в которую включаются подовый камень, индуктор и магнитный сердечник. Канальная печь отличается от тигельной тем, что электромагнитная энергия преобразуется в тепловую в канале тепловыделения, в котором постоянно должно быть электропроводящее тело. Чтобы произвести первичный пуск канальной печи, в нее заливают расплавленный металл либо вставляют шаблон из материала, способного расправиться в печи. Когда плавка завершается, металл сливается не полностью, а остается «болото», предназначенное для заполнения канала тепловыделения для пуска в будущем. Если собирается печь индукционная своими руками, то для облегчения замены подового камня для оборудования он делается отъемным.

Особенности индукционных печей
Этот тип оборудования обладает определенными характерными чертами, которые являются как преимуществами, так и недостатками.
Так как распределение металла должно быть равномерным, полученный материал характеризуется хорошей однородной массой. Этот тип печи работает за счет транспортировки энергии по зонам, при этом представлена и функция фокусировки энергии. Для использования доступны такие параметры, как емкость, рабочая частота и способ футеровки, а также регуляция температуры, при которой происходит плавление металла, что заметно облегчает рабочий процесс. Имеющийся технологический потенциал печи создает высокий темп плавки, устройства являются экологически чистыми, совершенно безопасными для человека и готовыми к работе в любой момент.
Самым заметным недостатком такого оборудования является сложность его чистки. Так как нагревание шлака происходит исключительно за счет тепла, выделяемого металлом, этой температуры не хватает для обеспечения его полноценного использования. Высокая разница в температуре металла и шлака не позволяет делать процесс удаления отходов максимально простым. В качестве еще одного недостатка принято выделять зазор, из-за которого требуется всегда уменьшать толщину футеровки. Из-за таких действий спустя некоторое время она может оказаться неисправной.

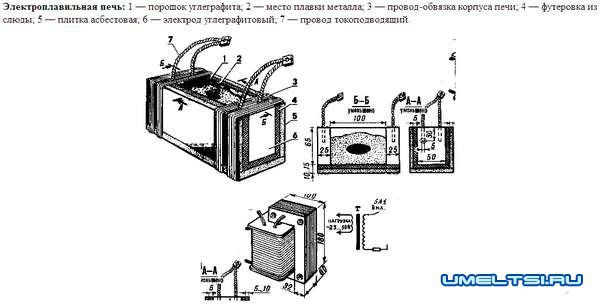
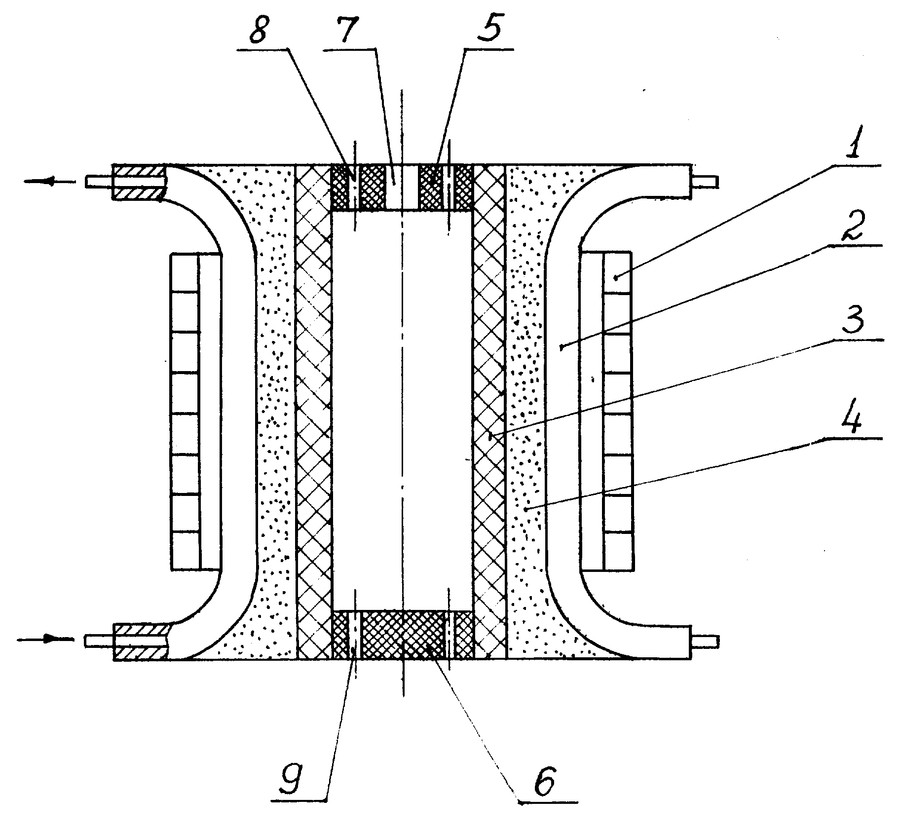
Конструкции и параметры индукционных печей
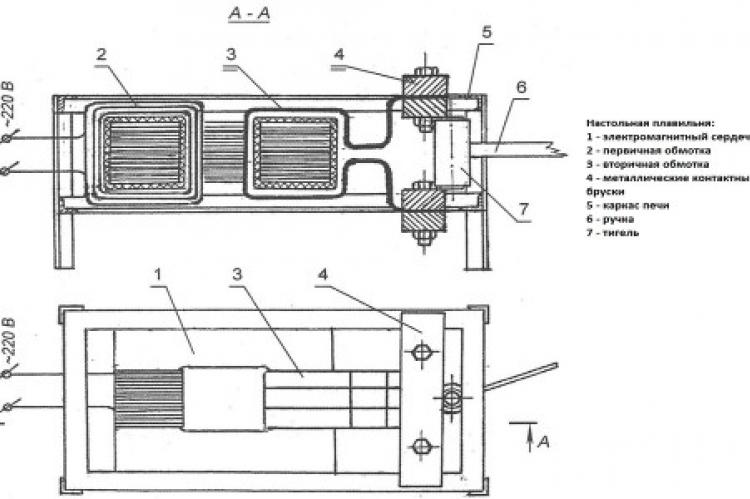
Канальная
 Одним из вариантов изготовления индукционной печи своими руками является канальная.
Одним из вариантов изготовления индукционной печи своими руками является канальная.
Для ее изготовления можно использовать обычный сварочный трансформатор, работающий на частоте 50 Гц.
В этом случае вторичную обмотку трансформатора надо заменить кольцевым тигелем.
В такой печи можно плавить до 300-400 г цветных металлов, а потреблять она будет 2-3 кВт мощности. Такая печь будет иметь большой кпд и позволит выплавлять металл высокого качества.
Основной трудностью изготовления канальной индукционной печи своими руками является приобретение подходящего тигеля.
Для изготовления тигеля должен использоваться материал с высокими диэлектрическими свойствами и высокой прочности. Такой как электрофарфор. Но такой материал не просто найти, а еще трудней обработать в домашних условиях.
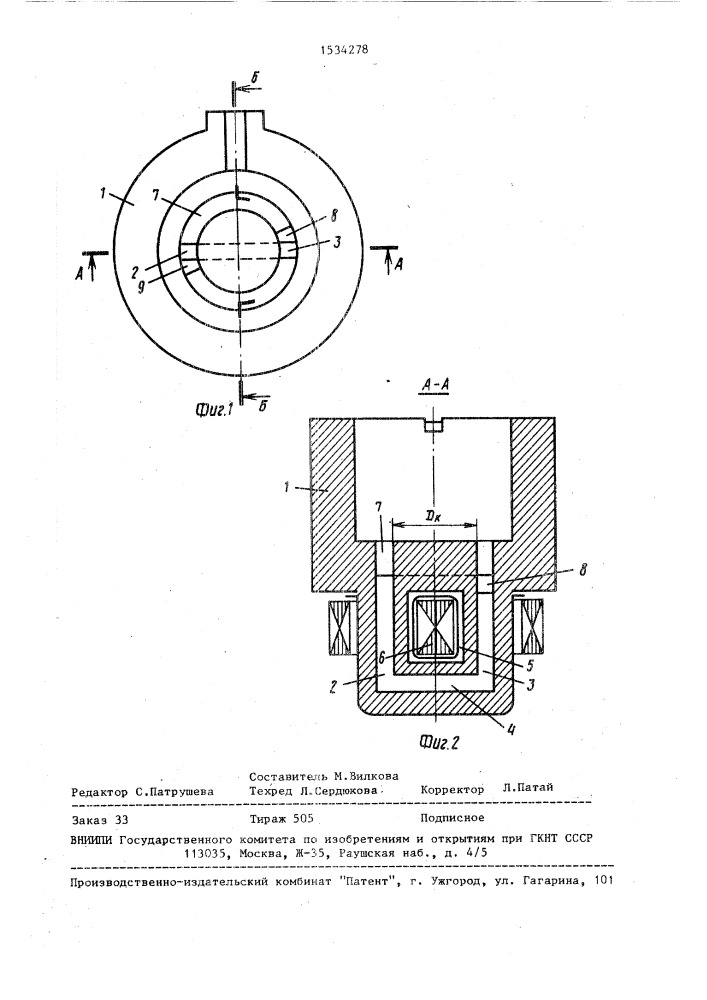
Тигельная
Важнейшими элементами тигельной печи индукционного типа являются:
- индуктор;
- генератор напряжения питания.
В качестве индуктора для тигельных печей мощностью до 3 кВт можно использовать медную трубку или провод диаметром 10 мм или медную шину сечением 10 мм². Диаметр индуктора может составлять около 100 мм. Число витков от 8 до 10.
При этом существует много модификаций индуктора. Например, его можно выполнить в виде восьмерки, трилистника или иной формы.

 В процессе работы индуктор обычно сильно нагревается. В промышленных образцах для индуктора используется водяное охлаждение витков.
В процессе работы индуктор обычно сильно нагревается. В промышленных образцах для индуктора используется водяное охлаждение витков.
В домашних условиях использование такого метода затруднительно, однако индуктор может нормально работать в течение 20-30 минут, что вполне достаточно для домашних работ.
Однако такой режим работы индуктора вызывает появление на его поверхности окалины, что резко уменьшает кпд печи. Поэтому время от времени индуктор приходится заменять на новый. Некоторые специалисты для защиты от перегрева предлагают покрывать индуктор жаропрочным материалом.
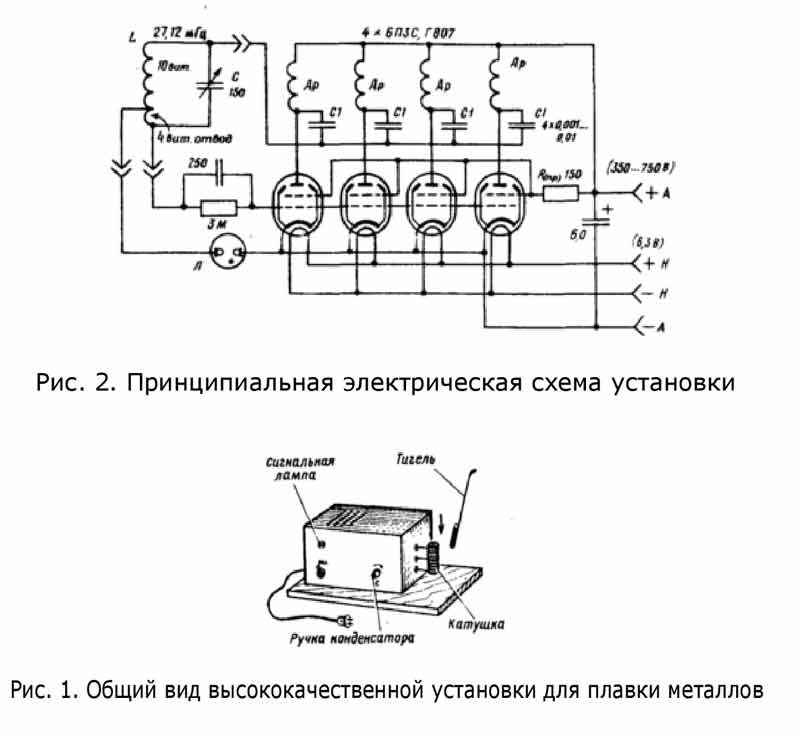
Генератор переменного тока высокой частоты – другой важнейший элемент тигельной печи индукционного типа. Можно рассмотреть несколько типов таких генераторов:
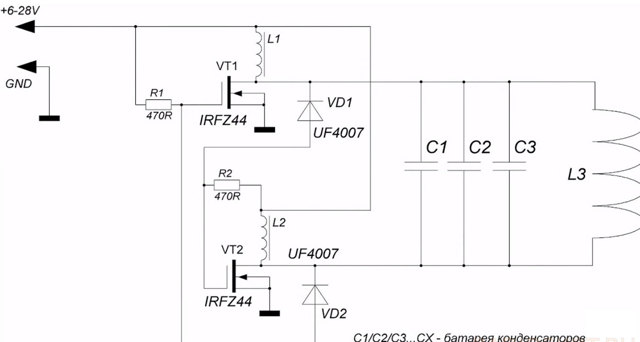
- генератор на транзисторе;
- генератор на тиристоре;
- генератор на МОП- транзисторах.
Простейшим генератором переменного тока для питания индуктора является генератор с самовозбуждением, схема которого имеет один транзистор типа КТ825, два резистора и катушку обратной связи. Такой генератор может вырабатывать мощность до 300 Вт, а регулировка мощности генератора осуществляется путем изменения постоянного напряжения источника питания. Источник питания должен обеспечивать ток до 25 А.
Предлагаемый для тигельной печи генератор на тиристоре включает в схему тиристор типа Т122-10-12, динистор КН102Е, ряд диодов и импульсный трансформатор. Тиристор работает в импульсном режиме.
Проведенный анализ схемы показал, что в такой схеме имеются достаточно мощные паразитные колебания на частотах, близких к 120 МГц.

Индукционная печь самостоятельного изготовления
Такие сверхвысокочастотные излучения могут негативно повлиять на здоровье человека. В соответствии с российскими нормами безопасности с высокочастотными колебаниями разрешается работать при плотности потока электромагнитной энергии не более 1-30 мВт/м². Для данного генератора, как показали расчеты, это излучение на расстоянии в 2,5 м от источника достигает 1,5 Вт/м². Такая величина является неприемлемой.
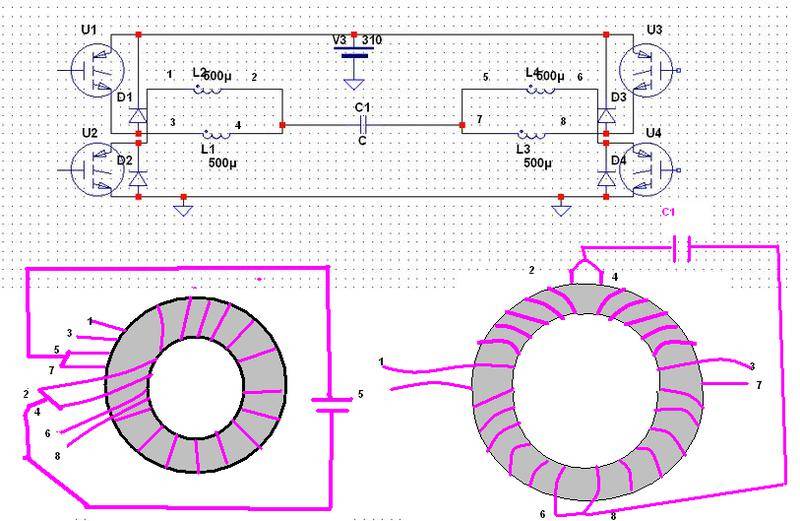
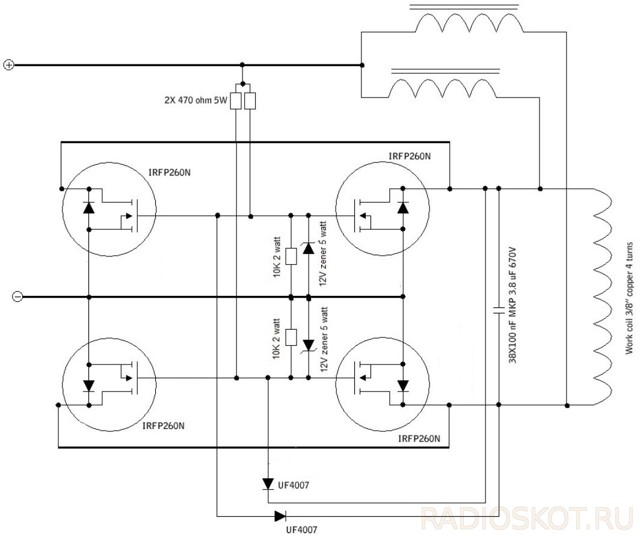
Схема генератора на МОП-транзисторах включает четыре МОП-транзистора типа IRF520 и IRFP450 и представляет собой двухтактный генератор с независимым возбуждением и индуктором, включенным в мостовую схему. В качестве задающего генератора используется микросхема типа IR2153. Для охлаждения транзисторов требуется радиатор не менее 400 см² и воздушный обдув.
Этот генератор может обеспечивать мощность питания до 1 кВт и менять частоту колебаний в пределах от 10 кГц до 10 МГц. Благодаря этому печь, использующая генератор такого типа, может работать как в режиме плавления, так и поверхностного нагрева.
Преимущества перед другими видами плавильных печей
Индукционные печи – не единственное изобретение, используемое для плавления металлов.
Есть ещё знаменитые мартены, домны и другие виды. Однако рассматриваемая нами печь имеет перед всеми остальными ряд неоспоримых преимуществ.
Печи, работающие на принципе индукции, могут быть довольно компактными, и их размещение не доставит никаких трудностей.
Высокая скорость плавки. Если другие печи для плавки металла требуют несколько часов только на разогрев, индукционная справляется с этим в несколько раз быстрее.
Коэффициент полезного действия лишь немного не достигает отметки в 100 %.
По чистоте расплава индукционная печь уверенно занимает первое место. В других устройствах приготовленная к расплаву заготовка непосредственно соприкасается с нагревательным элементом, что зачастую приводит к загрязнению. Токи Фуко нагревают заготовку изнутри, воздействуя на молекулярную структуру металла, и побочных элементов в неё не попадает.
Последнее преимущество просто необходимо в ювелирном деле, где частота материала повышает его ценность и уникальность.

Индукционные печи используют при плавке металлов принципиально иной метод нагрева. Благодаря этому, усовершенствовалась и технология плавки, расширились возможности переплавления металлов из лома.
Работа индукционных печей построена на принципе выделения тепла металлом при прохождении через него электрического тока. Таким образом, нагрев происходит не за счет тепловых волн, достигающих металла, а за счет превращения металлической массы в самостоятельный источник выделения тепла.
Для создания электромагнитного поля в печи используется индуктор. В связи с этим применяемый принцип плавки обозначается как индукционный нагрев. Индуктор входит в конструкцию плавильного агрегата.
Обязательное условие эффективной работы печи – продуманная система охлаждения. К печи необходимо одновременно подвести и электроснабжение для нагрева металлов, и воду для охлаждения самого индуктора.
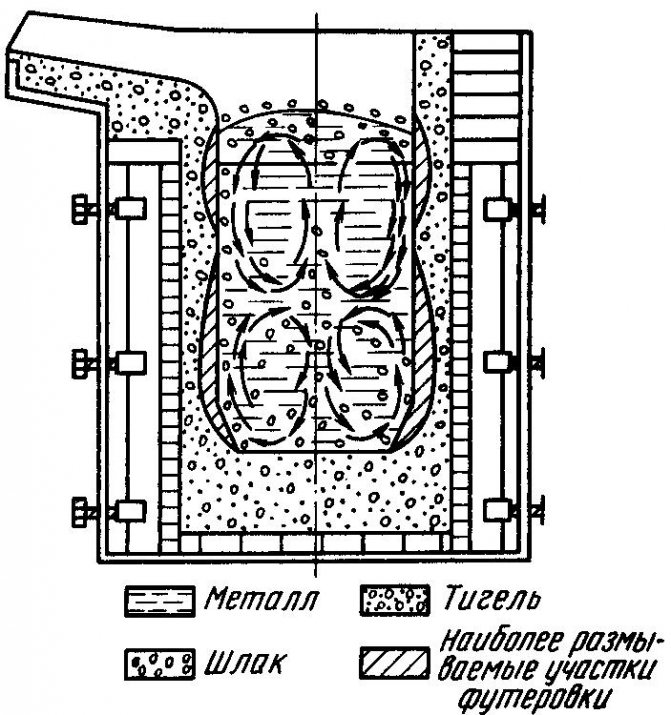
При использовании индукционных печей значительно повышается удобство и качество плавки металлов. Под воздействием электромагнитного потока в расплавленной массе металла усиливается циркуляция.
Это способствует повышению однородности полученного в результате плавки металла.
Кроме того, плавильные печи, использующие принцип индукционного нагрева, дают на выходе металл с более высокими показателями и по чистоте, и по однородности.

Повышение качества металла дополняется снижением себестоимости всего процесса плавки. Достигается это за счет экономии электроэнергии, затрачиваемой на весь процесс переплавки металлов.
Высокий коэффициент полезного действия работы печей подобного типа — еще одно дополнительное условие, приводящее к снижению производственных затрат.
В настоящий момент в промышленности чаще используются индукционные печи высокой частоты.
Однако, среднечастотные печи также имеют свои преимущества. Они позволяют снизить расходы электроэнергии почти в два раза.
Индукционные печи среднего нагрева отличаются сжатым временным циклом плавки (от 40 до 45 минут). Это достигается за счет того, что значительно повышен предел допустимой мощности в таких печах.
При использовании печей этого типа расширяются и возможности усовершенствовать технологию плавки металлов. Например, для производства чугуна можно использовать отходы других производств (кузнечного, токарно-фрезерного, прокатного).
Полученный состав чугуна близок к идеальному. Это достигается за счет того, что печи средней частоты дают возможность активнее управлять химическим составом расплавляемого металла.

В целом преимущества использования индукционной переплавки металла повышаются за счет использования разных типов агрегатов.
Индукционные печи средней частоты создают дополнительные преимущества для использования этого метода плавки.
В настоящее время на российских предприятиях используется порядка 23 % индукционных печей. Еще 76 % приходится на газовые вагранки.
Широкомасштабное внедрение на производствах оборудования для индукционной плавки позволит значительно повысить эффективность всего процесса и его производительность, отразится на качестве получаемого металла.
Что такое футеровка печей индукционного действия
Ее предназначение состоит в защите печного кожуха от разрушающего действия высоких температур. Побочным действием является сохранение тепла, следовательно, повышается результативность процесса
Тигель в конструкции индукционной печи выполняется одним из способов:
- способом выемки в маленьких по объему печах;
- набивным способом из огнеупорного материала в виде кладки;
- комбинированным, сочетающим керамику и прокладку буферного слоя в промежутке кладки и индикатора.
Футеровка выполняется из кварцита, корунда, графита, шамотного графита, магнезита. Во все эти материалы домешивают добавки, улучшающих характеристики футеровки, уменьшающих изменения объема, улучшающих спекание, увеличивающие стойкость слоя к агрессивным материалам.
Для выбора того или иного материала для футеровки учитывают ряд сопутствующих условий
, а именно, вид металла, цену и огнеупорные свойства тигля, срок службы состава. Правильно подобранный состав футеровки должен обеспечить технические требования для проведения процесса:
- получение слитков высокого качества;
- наибольшее количество полноценной плавки без проведения ремонтных работ;
- безопасную работу специалистов;
- стабильность и непрерывность проведения плавильного процесса;
- получение качественного материала при использовании экономного количества ресурсов;
- применение для футеровки распространенных материалов по невысокой цене;
- минимальное влияние на окружающее пространство.
Применение индукционных печей позволяет получить сплавы и металлы отменного качества
с минимальным содержанием различных примесей и кислорода, что повышает их применение в сложных областях производства.
Индукционная печь часто используется в сфере металлургии, поэтому данное понятие хорошо знакомо людям, которые в той или иной степени связаны с процессом плавки различных металлов. Устройство позволяет преобразовывать электричество, образованное магнитным полем, в тепло.
Подобные устройства продаются в магазинах по довольно высокой цене, но если вы обладаете минимальными навыками использования паяльника и умеете читать электронные схемы, то можно попробовать изготовить индукционную печь своими руками.
Самодельное устройство вряд ли подойдёт для выполнения сложных задач, но вполне справится с базовыми функциями. Собрать устройство можно на основе рабочего сварочного инвертора из транзисторов, либо на лампах. Самым производительным при этом является именно устройство на лампах за счёт высокого КПД.
Принцип действия
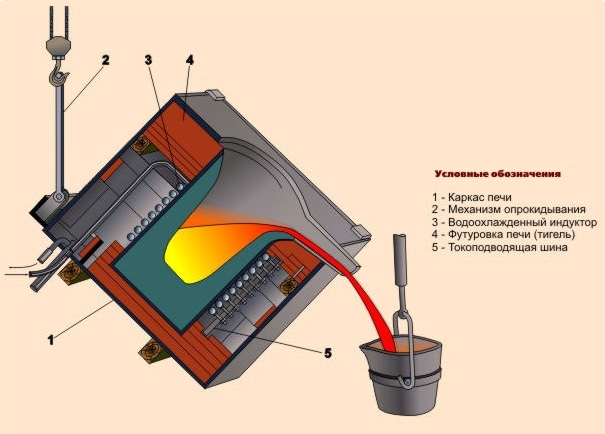
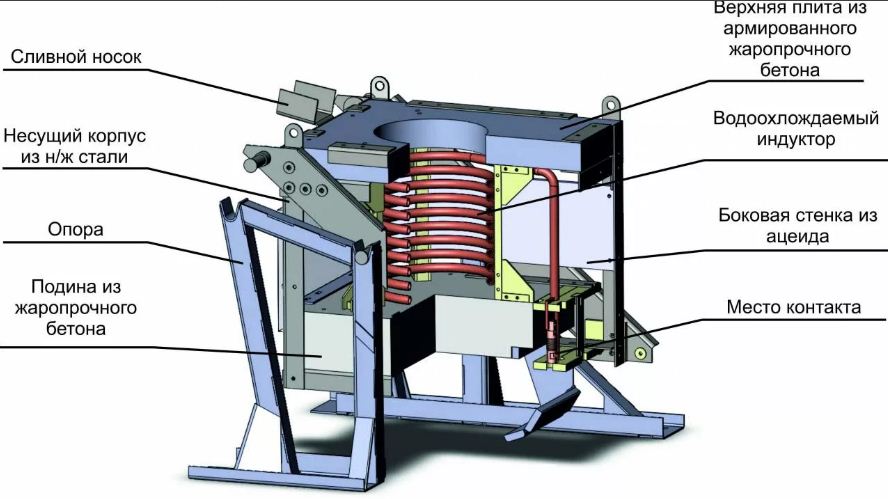
Плавильный узел индукционной печи применяется для нагрева самых различных металлов и сплавов. Классическая конструкция состоит из следующих элементов:
- Сливной насос.
- Индуктор, охлаждающийся водой.
- Каркас из нержавеющей стали или алюминия.
- Контактная площадка.
- Подина из жаропрочного бетона.
- Опора с гидравлическим цилиндром и подшипниковым узлом.
Принцип действия основан на создании вихревых индукционных токов Фуко. Как правило, при работе бытовых приборов подобные токи вызывают сбои, но в этом случае они применяются для нагрева шихты до требуемой температуры. Практически вся электроника во время работы начинает нагреваться. Этот негативный фактор применения электричества используется на полную мощность.
Преимущества устройства
Печь плавильная индукционная стала применяться относительно недавно. На производственных площадках устанавливаются знаменитые мартены, доменные печи и другие разновидности оборудования. Подобная печь для плавки металла обладает следующими преимуществами:
- Применение принципа индукции позволяет делать оборудование компактным. Именно поэтому не возникает проблем с их размещением в небольших помещениях. Примером можно назвать доменные печи, которые могут устанавливаться исключительно в подготовленных помещениях.
- Результаты проведенных исследований указывают на то, что КПД составляет практически 100%.
- Высокая скорость плавки. Высокий показатель КПД определяет то, что на разогрев металла уходит намного меньше времени, если сравнивать с другими печами.
- Некоторые печи при плавке могут привести к изменению химического состава металла. Индукционная занимает первое место по чистоте расплава. Создаваемые токи Фуко проводят нагрев заготовки изнутри, за счет чего исключается вероятность попадания в состав различных примесей.
Именно последнее преимущество определяет распространение индукционной печи в ювелирном деле, так как даже небольшая концентрация посторонней примеси может негативно сказаться на полученном результате.





