
Как выкрутить сломанный метчик
Если вы все же нарушили рекомендации и сломали метчик — не отчаивайтесь. Несмотря на то, что высверлить обломанный метчик практически невозможно — его прочность выше прочности обычного сверла, существуют способы спасения ситуации.
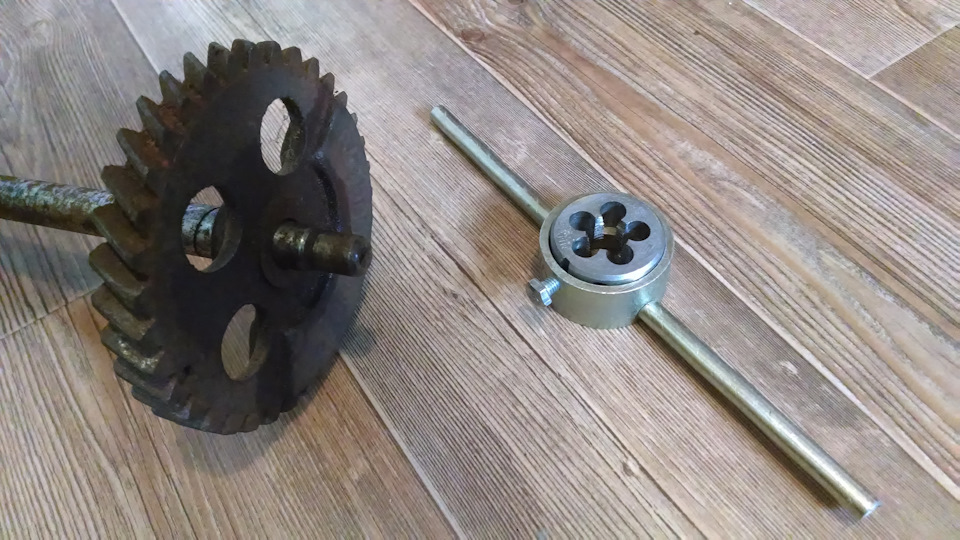
Экстрактор. Для метчиков применяется специальный экстрактор с закаленными изогнутыми тонкими шпильками, которые одним концом вводятся в канавки, а другим зажимаются в специальной цилиндрической оправке
Осторожно вращая оправку воротком, можно выкрутить пострадавший инструмент.
Точечная сварка. К обломку приваривается L-образный стержень, за который конструкция и выкручивается пассатижами.
Вытравливание кислотами
Выбирается кислота, сильнее действующая на материал метчика, чем на материал детали. Способ опасный и не рекомендован для применения в домашних мастерских.
Электроискровой способ. На деталь подают минус, а плюсовым электродом контактной сварки аккуратно прикасаются к обломку. В ходе электроискрового разряда он теряет мельчайшие частицы металла в виде раскаленных брызг. Через несколько разрядов, как правило, заклинивание пропадает, и обломок можно выкрутить.
Но самый лучший способ — это вовсе не ломать метчик.
Популярные модели трубных клуппов
На рынке представлен широкий ряд недорогих клуппов преимущественно китайского производства, встречается отечественные и намного более дорогие бренды от европейских производителей, США.
Обычно инструмент для нарезания резьбы на трубах реализуется в наборах, элементы которого помещены чемодан для транспортировки, стандартная комплектация – несколько насадок и трещотка со съемными ручками, баллон фирменного масла. Наиболее часто в продаже можно встретить комплекты и отдельные клуппы следующих марок:
ЗУБР – российский бренд с производством в Китае, фирма выпускает как отдельные резьбонарезные лерки, так и комплекты. В продаже реализуются наборы серии Эксперт с лерками в количестве 3, 4, и 5 штук со средними ценами соответственно 3000, 4000 и 4500 рублей. Резьбонарезные головки покрыты порошковой краской красного цвета, в торговой сети их стоимость от 600 до 900 руб.
Резцы по утверждению производителя отличаются улучшенной геометрией и сделаны из типовой стали марки 9ХС, основной тип выполняемой резьбы – трубная коническая. Стандартные размеры и соответствующее число клуппов – 1/4″ или 3/8″, 1/2″, 3/4″, 1″, 1 1/4″, на изделия дается гарантия 1 год.
СИБРТЕХ – российский бренд с производственными площадями в Китае, в продаже имеются отдельные головки стального цвета стандартных размеров и трещотки. Клупп трубный СИБРТЕХ отличается невысокой стоимостью (лерки можно купить за 350 – 600 руб., трещотки за 850 руб.), в основном рассчитаны на нарезку самоуплотняющейся BSPT-резьбы и намного реже цилиндрической BSPP.
Поставка отдельными деталями удобна для использования в домашнем хозяйстве – можно купить трещотку и подходящие к нему одну или две головки, что по стоимости будет намного дешевле полного комплекта в кейсе.
Рис. 10 Стоимость клуппных плашек 2019 г
FIT – торговая марка известного китайского производителя разнообразного инструмента, фирма выпускает недорогие клуппные наборы в кейсах и без в количестве от 3 до 5 насадок размерами в дюймах 3/8″-1/2″-3/4″-1″-1 1/4″. Элементы выполнены из инструментальной стали, товар отличается наиболее низкой стоимостью – набор из 5 лерок можно приобрести за 3000 руб.
Помимо указанной марки, на рынке также часто встречаются изделия китайского производства с аналогичными физическими параметрами, качеством изготовления и ценами довольно известных в народе торговых марок Matrix, Sparta, Sturm.
Hongli – марка товара китайской компании, поставляющей на отечественный рынок высококачественный инструмент. Клуппный набор для нарезания резьбы включает в себя резьбонарезные головки размерами 1/2″ -3 /4″ – 1″ – 1 1/4″ – 1 1/2″ – 2″, его средняя стоимость 19000 руб.
Hongli является поставщиком на российский рынок качественного резьбонарезного электроинструмента серии SQ30, стоимость которого в кейсе с четырьмя головками чуть больше 25000 руб.
Virax – бренд принадлежит французской компании, являющейся ведущим мировым производителем электроинструмента. Ручной набор клуппов с четырьмя головками размеров 1/2″ – 3/4″ – 1″ – 1 1/4 ′′ в кейсе предназначен для нарезания правой конической BSPT-резьбы, его можно приобрести в среднем за 14000 руб.
Virax также является известным поставщиком резьбонарезного клуппного электроинструмента стоимостью от 55000 до 75000 руб., в стандартный комплект которого входят соответственно 4 – 6 лерок.
REMS – торговая марка немецкого концерна, одного из ведущих производителей инструмента, на отечественном рынке он, пожалуй, является самым дорогим и качественным.
Ручные клуппы REMS серии Eva характерного желтого цвета позволяют наносить на трубы коническую резьбу стандартных размеров от 3/8″ до 2″, а также болтовую от 1/4″ до 1″. Рукоятка с храповым механизмом выполнена из закаленной стали с защитным пластиковым покрытием, оснащена резиновой накладкой для предотвращения соскальзывания рук. Набор из 7 плашек в металлическом чемодане можно приобрести по минимальной цене в 22000 руб.
Помимо ручного резьбонарезного инструмента, REMS поставляет на рынок широкий ряд аналогичного электроинструмента серии Амиго довольно высокой стоимости для кармана даже профессионалов. Цена комплекта с электрическим приводом начинается от 70000 руб. и может доходить до 150000 руб.
На рынке также представлен высококачественный резьбонарезной инструмент с электрическим приводом от таких известных производителей, как Ridgid (США), Rothenberger (Германия).
Рис. 11 Цены на популярные наборы клуппов 2019 г
Какая бывает резьба на трубах
Несмотря на всю простоту оснащения резьбой трубы, без отдельных рекомендаций однозначно не обойтись
Важно уметь различать различные виды резьбы, которая может быть левой, правой, дюймовой и метрической. Левая резьба предполагает при накручивании гайки на болт движение против часовой стрелки
Соответственно, с правой резьбой все обстоит с точностью до наоборот.
Характеристики метрической резьбы:
- Для обозначения конструкционных размеров отдельных элементов используются миллиметры.
- Профиль выглядит, как равносторонний треугольник.
- Шаг резьбы довольно небольшой.

Дюймовая резьба отличается следующими особенностями:
- Единицей измерения для обозначения размеров выступает дюйм.
- Профиль выглядит, как треугольник с одинаковыми бедрами, при угле в вершине 55 градусов.
- Обладает большим размером шага. Профиль дюймовой резьбы довольно крупный, что сообщает резьбе значительные прочные характеристики.
Для каждой резьбы есть свое конкретное предназначение. Однако правую резьбу все же используют гораздо чаще левой.









Правила нарезания резьбы с помощью плашек
Если требуется нарезать резьбу на трубе, то для этого потребуется набор плашек с воротком и трубный прижим. Плашка из набора подбирается в зависимости от того, какую резьбу вам необходимо нарезать и какого диаметра. Разобрать в этом можно как визуально, так и сверившись с клеймом, которое расположено на торце плашки. Информация на плашке даст вам четкое понятие, из какой марки стали она была изготовлена. В большинстве случаев, чтобы сделать новую резьбу на трубе требуется дюймовая плашка для нарезания цилиндрической резьбы. Кроме этого, резьба на трубе может иметь, как правостороннее, так и левостороннее расположение. Поэтому, в зависимости от необходимости, подбирается соответствующая плашка, а чтобы не происходило путаницы, на плашке есть буквенные обозначения. Так буква «Л», означает, что перед вами плашка для нарезания левосторонней резьбы. Особенно следует внимательно читать информацию о марке стали, если вам требуется нарезать резьбу на трубе из нержавеющей стали.
Трубу перед нанесением резьбы необходимо подготовить. Для это применив напильник, требуется снять небольшую фаску, после чего обработать место любым масляным составом (можно использовать даже сало). Затем плашка вставляется в специальный держатель и закрепляется зажимными винтами. После того, как плашка хорошо закреплена на своем месте, необходимо аккуратно поднести ее к трубе и сделать как минимум два оборота по направлению резьбы. При этом необходимо второй рукой осуществлять небольшой нажим на плашку, чтобы она начала врезаться в металл. Как только плашка в металл врезалась, можно продолжать процесс нарезки резьбы.
Последовательность вашей работы, должна быть следующей —два-три оборота вперед и пол-оборота назад. Продолжать работу в такой последовательности необходимо до тех пор, пока не будет достигнута необходимая длина резьбы. При этом, выполняя работу, обязательно контролируйте перпендикулярное положение плашки по отношению к трубе. Если этого не делать, то резьба будет нарезана неправильно. Проверить, насколько правильно вы сделали работу, можно навинтив на трубу гайку, соответствующей резьбы и диаметра. Плашка для нарезания резьбы может быть неразрезной и разрезной. Более точная нарезка получается с разрезной плашкой, где с помощью стопорного винта можно корректировать диаметр резьбы. Если вам требуется срочно заменить кусок водопроводной трубы, которая имеет резьбовое соединение, то вам потребуется разрезная плашка необходимого диаметра. Кроме этого, сама резьба может иметь различную форму:
- круглая;
- упорная (такая резьба необходима в тех случаях, когда работающие механизмы работают при большом одностороннем давлении);
- прямоугольная (такая резьба требуется тогда, когда соединяются различные детали, которые предают движение);
- трапециевидная;
- треугольная.
Нередко требуется нарезать внутреннюю резьбу. Сделать это можно с помощью метчика и для более качественного выполнения работы потребуется сделать как минимум три прохода. При первом проходе используют черновой метчик. Такой метчик имеет в своей хвостовой части одну риску, поэтому спутать его с другими будет просто невозможно. Затем делают второй проход с помощью среднего метчика, имеющего две риски на хвостовой части. Завершают работу с помощью чистового метчика, который имеет три риски.
Фреза по дереву: основные правила заточки
Зубчики изделия могут быть абсолютно разными. Наклон этих элементов может быть разным и характеризуется основной частью кромки. Параметры определения подходящих зубцов зависят от инструмента, а также от особенностей выбранного вами изделия.
Процесс заточки фрезы может обходиться и без специального дорогостоящего оборудования, так как можно использовать алмазные бруски малой толщины. При этом нужно пользоваться обычной водой или жидкостью с мыльным раствором. Когда процесс заточки подойдет к концу, стоит вымыть и высушить инструмент.
Сначала фрезу необходимо демонтировать. Главное, чтобы вы не забыли очистить ее от смол и древесины. С данными задачами способен справиться обычный растворитель.
Чтобы эффективно решить данные проблемы, вы должны делать выбор в пользу качественных материалов. Если вы этого не сделаете, то и работа не принесет желаемого результата.
- вам нужно пользоваться брусками с различным уровнем зернистости. Этот параметр зависит от того материала, который вы собираетесь удалить;
- немаловажную роль играет чистота основания, определенная вами изначально. Перед тем, как производить процесс заточки, стоит убедиться в том, что брус будет нужной вам формы;
- симметрия сохраняется только в том случае, если вы попытаетесь в процессе заточки изделия создать конфигурацию, аналогичную движению резцов;
- если материал зубцов довольно мягкий, то замените брус абразивной бумагой, которая обеспечит идеально-ровное основание;
- концевые изделия затачивают на том устройстве, которое для этого предназначено. Круг вращается не слишком быстро, поэтому вам придется купить абразивное изделие.
Конечно, процесс заточки фрезы занимает немало времени. Однако данный ресурс окупится со временем, ведь вы будете выполнять свою работу с максимальным эффектом.
Это основные моменты, которые касаются данной сферы деятельности. Вы должны учесть все нюансы, чтобы добиться максимального результата, ведь все другие правила не обеспечат вам такого же эффекта.
Быстрая очистка и заточка фрез по дереву. Или как заточить концевую фрезу своими руками:
Фреза – инструмент, используемый для обработки различных изделий. Применяются фрезы различного типа, которые позволяют производить изменение внешних и внутренних поверхностей с необходимой точностью. Для достижения высокой производительности фреза должна иметь высокую кондицию – быть остро заточенной. Заточка концевых , древесиной, пластмассой, стеклом производится с использованием специальных станков и оснастки.
Метчики, плашки и головки для резьбонарезания
Наибольшее распространение получили ручные инструменты для резьбонарезания. Они могут применяться в промышленности и быту.
Наибольшее распространение получили следующие варианты исполнения:
- Подобные инструменты применяются для изготовления болтов и шпилек. Подобное изделие представляет собой шайбу круглой формы, внутри которой выступает несколько ребер. Внешняя резьба может формироваться и калиброваться всего за один проход. В продаже встречаются различные варианты исполнения инструментов, при изготовлении применяется закаленная инструментальная сталь.
- Метчики используются для получения внутренней резьбы. Он также изготавливается при применении закаленной инструментальной стали, которая характеризуется высокой износоустойчивостью. Метчик имеет форму стержня, рабочая часть которого имеет несколько впадин и выступающих граней. За счет этого существенно упрощается процесс резьбонарезания.
- Специальные головки также могут применяться для проведения рассматриваемой работы. Они могут иметь различные размеры, применяются в паре со специальной державкой.
Стоимость ручных инструментов невысокая, при этом они характеризуются высокой эффективностью в применении.
Машинные и машинно-ручные метчики
Для калибровки и создания резьбы в глухих и сквозных отверстиях разной формы используют инструмент – метчик, машинного или машинно-ручного типа.
— Машинные металлорежущие инструменты применяют для работы на токарных, сверлильных, агрегатных и револьверных станках, чтобы нарезать резьбы всех видов. Они намного быстрее обрабатывают изделия, их можно использовать для конвейерного производства и больших заказов. Оснасткой этого типа можно нарезать резьбу за один подход, если нужна резьба с шагом до трех миллиметров. Резьбу крупного шага изготавливают на несколько проходов метчиком по металлоизделию.
— Машинно-ручными оснастками можно выполнять нарезку резьбы и ручным способом, и с помощью сверлильных устройств (станков). Инструмент выпускается в количестве одной или двух штук. В наборе из двух метчиков один металлорежущий инструмент применяют для черновых работ, а другой – чистовых. Часто комплект машинно-ручных оснасток используют для работы с разными видами материалов: мягкую сталь и чугун обрабатывают одним инструментом, а твердую сталь обрабатывают двумя метчиками. От просто ручных резьборезов машинно-ручные виды отличаются видом хвостовика – там имеется квадрат и кольцевая выточка, благодаря которой оснастка не вываливается из патрона в процессе обработки изделий. Машинно-ручным изделием для работы с металлом можно делать резьбу в автомобильных деталях, нарезать крепёжную резьбу и мелкометрическую, цилиндрическую и коническую. В сквозных проймах и глухих.
Конструктивные особенности
Вначале внутреннюю резьбу нарезали нехитрыми приспособлениями в виде заточенного под конус четырехгранного стержня. На коническом конце выпиливали режущие зубы, которые при завинчивании стержня в отверстие процарапывали в нем резью. В ходе дальнейших усовершенствований у метчика появился положительный передний угол, канавки для выброса стружки и лучшее соответствие режущих кромок профилю резьбы.

Устройство метчика
В современном метчике присутствуют следующие обязательные конструктивные элементы:
- Головная (или заборная) часть в форме пологого конуса, служащая для начала формирования профиля резьбы.
- Некоторое число (2-6) боковых канавок, обеспечивающих отведение стружки и поступление смазки (СОЖ).
- Калибрующая часть, в форме протяженного цилиндра, завершающая точное формирование профиля.
- Хвостовик, служащий для закрепления метчика в зажимном устройстве патрона или ворота.
Различают канавки для стружки следующих типов:
- Однорадиусные – поперечный разрез представляет собой дугу окружности, применяются на калибровочных инструментах.
- Прямолинейные — поперечное сечение U-образное, используются для нарезки гаечной резьбы.
- Смешанные — прямолинейная передняя и дугообразная задняя. Так делают большую часть универсального инструмента.

Разновидности канавок метчика
Кроме того, канавки делятся на:
- Прямолинейные. Используются в универсальном инструменте.
- Левые спиральные. Левозаходные применяют для нарезания резьбы на проход. Стружка выталкивается в пространство перед метчиком, предохраняя, таким образом, уже сформированный профиль от повреждения.
- Правые спиральные. Правозаходными снабжают метчики для нарезания глухих отверстий, такими канавками стружка выталкивается наружу и не забивает отверстие.
Коническая форма головной части облегчает центровку метчика в отверстии и заход на нарезку первых ниток резьбы. Угол наклона конуса варьируется между 3° и 20°, конкретное значение определяют, исходя из назначения инструмента — чернового, промежуточного или чистового прохода.






Цилиндрическая часть в действительности представляет собой обратный конус с очень маленьким углом конусности . Занижение достигает 0,1 мм, это позволяет снизить трение в ходе нарезки.
Оновные размеры метчиков:
- шаг резьбы;
- высота профиля;
- полная высота профиля;
- наружный диаметр резьбы;
- длина заборной части;
- угол заборного конуса;
- величина затылования.
Кроме всего, инструменты делятся на метчики с левой и с правой резьбой.
Нарезаем резьбу самостоятельно
В домашних условиях для нарезания наружной резьбы в малых объемах лучше брать резьборез для труб ручной с клуппными насадками, если в хозяйстве имеется токарный станок, его также можно применять для нарезки коротких участков или переходных муфт.
Нарезаем на наружной стороне ручным клуппом
Резьбонарезные работы ручным механическим клуппом проводят в следующей последовательности:
- Снимают наружную фаску на заготовке абразивным инструментом, смазывает обрабатываемую поверхность и клуппные ножи машинным маслом, закрепляют деталь в тисках.
- Устанавливают клуппную насадку на трубный торец и с силой надавливают на головку, чтобы зацепить поверхность резцами. Делают обороты вперед и назад, повторяя операцию несколько раз.
- Чтобы не испортить резьбовой профиль, периодически снимают головку и очищают от стружки резцы и поверхность заготовки. Для изменения направления движения поворачивают переключатель на трещотке.

Рис. 10 Этапы нарезки трубной резьбы вручную
Использование токарных станков
Применение токарно – винтовых станков со специализированными резцами позволяет проводить внутреннюю и наружную нарезку со сложной формой профиля. Нарезку на токарном станке проводят в следующей последовательности:
- Устанавливают на суппорт резец и проводят настройку оборудования: задают программу скорости вращения шпинделя и перемещения суппорта, а также глубину подачи резца в поперечном направлении.
- Вначале наносят фаску, затем начинают нарезку, совершая несколько проходов и используя смазывающую охлаждающую жидкость.
- Последний чистовой проход совершают с минимальным шагом 0,1 миллиметра.
Виды метчиков
По назначению
Слесарные (ручные) метчики
используют для изготовления резьбы с помощью воротка. С целью уменьшения усилия, изготавливаются комплектом, в составе которого 2–3 инструмента, каждый из которых снимает лишь часть припуска на обработку. Первый метчик является черновым, последний – чистовым. Чтобы различить их между собой, на хвостовик наносят маркировку в виде чёрточек (одна, две, три черты). Слесарные метчики в основном используют для нарезания резьбы в корпусных деталях.
Машинные (машинно-ручные)
. Применяются для механизированного нарезания резьбы на станках: сверлильных, токарных, агрегатных, типа обрабатывающий центр. Конструктивно не отличаются от слесарных, разве что имеют укороченную заборную часть и более высокую стойкость. Основное назначение – нарезание резьбы в деталях.
Гаечные
. Как видно из названия, используются для нарезания гаек. Состоят всегда из одного метчика с удлинённым заборным конусом. При работе метчик из гайки не вывинчивают, а готовые гайки нанизывают на удлинённый хвостовик, который имеет 2 исполнения: прямолинейный и радиусный (изогнутый). Первое используют на сверлильных и токарных станках. После заполнения накопительной части хвостовика инструмент вынимают из быстрозажимного патрона и стряхивают готовые гайки. Кривой метчик применяют на резьбонарезных автоматах. В этом случае гайки под напором друг друга перемещаются до конца инструмента, где падают в тару.
Конструктивные исполнения
Метчики с короткими канавками (бесканавочные). Используются для нарезания резьбы в алюминиевых сплавах, вязких низкоуглеродистых или высокопрочных легированных сталях.
С винтовыми канавками. Используют на обрабатывающих центрах, при нарезании глухих резьб.
С шахматным расположением зубьев. Последние на калибрующей части срезаны через один, тем самым уменьшается сила трения, что актуально для вязких материалов.
Ступенчатые. Режущая часть инструмента разделена на два участка, каждый из которых работает по своей схеме формообразования. Например, 1-й участок режет по генераторной схеме, 2-й – по профильной. Или, 1-й работает как режущий инструмент, 2-й – как выглаживающий.
Комбинированные. 1-я ступень представляет собой сверло, 2-я метчик. Как говорится – два в одном.
Метчик-протяжка. С его помощью нарезают резьбу любого диаметра и шага в деталях со сквозным отверстием на токарном станке. Деталь надевают на хвостовик инструмента, после чего зажимают её в патрон станка, а хвостовик закрепляют в резцедержателе. Устанавливают автоматическую подачу, равную шагу нарезки и включают соответствующее вращение шпинделя. После того как протяжка выйдет из обрабатываемой детали, резьба готова.
С внутренним подводом СОЖ. Применяют на специализированных или многооперационных станках для повышения производительности.
Колокольного типа. Используют при нарезании сквозной резьбы большого диаметра (50–400 мм). Инструмент выполняется составным, состоящим из отдельных режущих секторов. Внутрь подводится СОЖ, количество перьев достигает 16, а просторные канавки вмещают большой объем стружки.
По виду нарезаемой резьбы
Метрические, обозначаются буквой М. Размеры, в том числе и шаг резьбы, измеряются в миллиметрах
. Ниже приведена таблица параметров метчиков с основным (крупным) шагом. Для каждого типоразмера ГОСТ 8724–2002 устанавливает несколько дополнительных (мелких) шагов. Три миллиметра – максимальный, который под силу нарезать с помощью воротка.
Обозначение Размеры, мм Основной шаг Сверление под резьбу
Дюймовые конические. Диаметр выражается в английских единицах длины – дюймах (25,4 мм)
, а вместо шага записывается обратная величина – количество витков на 1”, или на техническом лексиконе – количество ниток. Чем больше ниток, тем меньше шаг резьбы. Средняя поверхность резьбы имеет уклон, составляющий 1° 47′ 24», поэтому метчик в конце нарезания доходит до упора, что следует иметь в виду, чтобы не сломать его.
Трубные цилиндрические. Разновидность дюймовых резьб, ограниченная ассортиментом стандартных металлических труб
. Шаг также выражается в нитках на 1 дюйм.










Трубные конические. То же, что и цилиндрические, но с уклоном. Диаметр сверления под резьбу на несколько десяток меньше
. Резьба нарезается до упора.
Сводная таблица содержит параметры метчиков с дюймовым шагом резьбы
Конические
Обозначение Шаг резьбы (ниток на дюйм) Диаметр отверстия, мм
K 1/16” 27 6,0
K 1/4” 18 10,7
K 3/8” 18 14,3
K 1/2” 14 17,5
K 3/4” 14 23,0
K 1” 11,5 28,7
Трубные цилиндрические
G 1/4” 19 11,5
G 3/8” 19 15,0
G 1/2” 14 18,7
G 5/8” 14 20,6
G 3/4” 13 24,2
G 7/8” 12 27,9
Трубные конические
Rc 1/8” 28 8,2
Rc 1/4” 19 11,0
Rc 3/8” 16 14,5
Rc 1/2” 14 18,1
Rc 3/4” 12 23,6
Подготовка к нарезанию внутренней резьбы
Чтобы резьба нарезалась без проблем, необходимо тщательно подготовить отверстие.
Сверло должно соответствовать материалу детали, быть правильно и хорошо заточено. Угол заточки должен быть не более 140°. Это позволяет избежать перегрева и невольной термообработки материала детали, приводящей к ухудшению качества резьбы.










Сверло должно быть тщательно закреплено, нужно исключить биение как сверла в патроне, так и самого патрона.
При высверливании глухих отверстий нужно тщательно контролировать глубину и обязательно дать припуск по глубине относительно заданной глубины нарезки — даже самый лучший метчик не нарежет резьбу до конца.
Потребуются следующие инструменты и принадлежности:
- Низкооборотный сверлильный станок. Использование ручных дрелей не рекомендуется.
- Подобранное по таблице сверло.
- Сверло большего диаметра (примерно в два раза) для зенковки.
- Набор метчиков с воротком.
- Тиски для закрепления детали.
- Керн и молоток.
- Минеральное масло для смазки метчика и отверстия во время работы.
- Протирочный материал.
Правила нарезания трубной резьбы в целом совпадают с вышеизложенными, лишь для нарезания больших диаметров используется специальная оснастка для более точной центровки
Основные правила заточки диска циркулярной пилы
Прежде чем приступать к заточке, точильный круг необходимо очистить от загрязнений и остатков снятого материала. Для этого лучше воспользоваться моющими жидкостями с растворителями в составе
Важно также заранее выставить оптимальный угол наклона точильного круга. Информацию об этом можно посмотреть на самой циркулярке или в паспорте изделия

Процесс затачивания следует начинать с передней части зубьев. Толщина снимаемого слоя металла не должна превышать 0,2 мм.
Регулируя скорость вращения абразива заточного станка, можно предотвратить повышение температуры лезвия до экстремальных отметок. Не помешает смочить абразив водой перед началом работы. Если же вы имеете дело с алмазным напылением (такие используются для обработки дисковых пил с победитовой напайкой), то следует вместо воды взять специальную охлаждающую жидкость (СОЖ).
Заточку циркулярной пилы следует выполнять с известной аккуратностью. В противном случае на режущей кромке могут появиться зазубрины, сколы и прочие дефекты, нарушающие целостность.
Точить один диск можно ограниченное количество раз (как правило, ресурс диска равен 30–35 заточкам). И это вполне естественно, если учитывать, что после каждой процедуры размер зубьев уменьшается. Рано или поздно зубья будут сточены до критической отметки, и применение диска станет невозможным.

Наверняка кто-то спросит, а можно ли вообще обойтись без затачивания. Ответ на этот вопрос будет строго отрицательным. Применение затуплённых дисков ухудшает качество распила, резко снижает производительность труда и может привести к преждевременному выходу из строя циркулярки.
Материалы для производства метчиков
Элементы метчика испытывают большие механические и термические нагрузки, он должен быть способен за время своей эксплуатации нарезать несколько сотен, а машинный — много тысяч отверстий. Поэтому для их изготовления применяют высококачественные инструментальные стали:
- Для ручных моделей — высокоуглеродистые У10А или У 12А.
- Для машинных – быстрорежущие РМ5 и др.
- Для автоматического оборудования высокой производительности — твердосплавные с повышенной термостойкостью.

Нарезание резьбы метчиком
Кроме преимуществ в виде высокой производительности и долговечности, такие материалы имеют и один недостаток — в случае поломки метчик для нарезки резьбы невозможно высверлить.
Наружная резьба
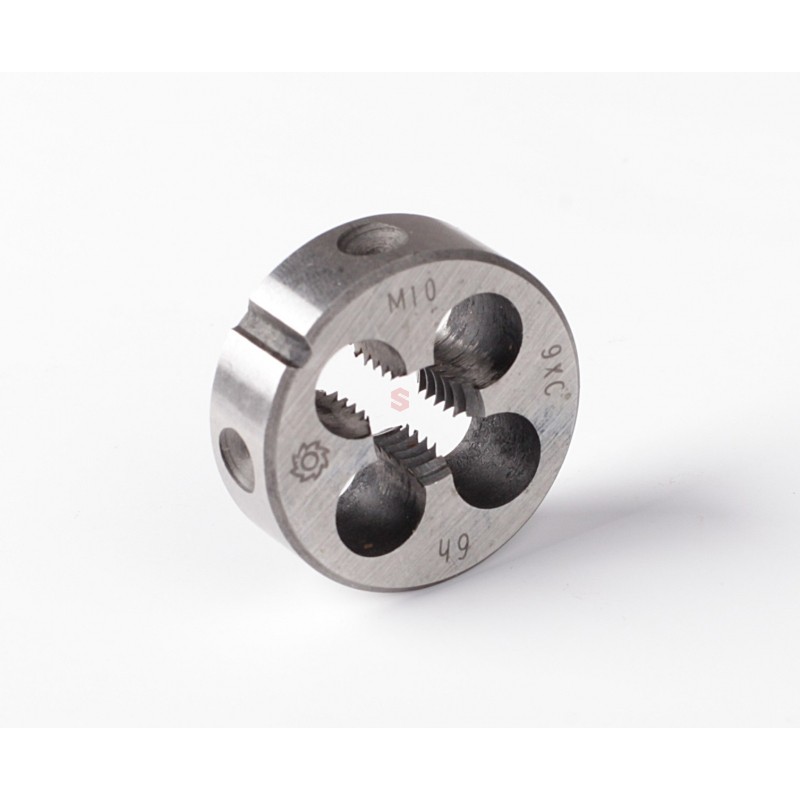
Вручную наружную резьбу нарезают плашками (5) и клуппами (4). Плашка представляет собой круглую гайку из быстрорежущей или инструментальной стали высокой твердости. С целью отвода стружки в ней предусмотрены специальные отверстия. Плашки бывают цельными и разрезными.










Разрезные плашки имеют прорезь величиной до 1,5 мм. Благодаря этому они позволяют регулировать диаметр нарезаемой резьбы в пределах 0,1—0,3 мм. Их недостатком является меньшая точность, поэтому использовать такой инструмент в ответственных соединениях не рекомендуется. Диаметры плашек представлены в таблице.
| Наименование резьбы | Номинальные диаметры |
| Метрическая | 1 — 76 мм |
| Дюймовая | 1/4” — 2” (дюйма) |
| Трубная | 1/8” — 2” |
Вращение плашек производят с помощью плашкодержателей (3) и трещоток. Эти устройства, как правило, позволяют использовать несколько размеров режущего инструмента, например M16 — M20, 1/2” — 1”. Трещотки применяются для нарезания трубной резьбы плашками в труднодоступных местах, например, у стены.
Клуппы предназначены для нарезания наружной трубной резьбы диаметром 1/2” — 3”. Благодаря своей конструкции, они надежно фиксируются на трубе, что обеспечивает удобство работы, а также высокое качество резьбового соединения. Клуппы обычно оснащаются сменными резцами или головками. Это значительно увеличивает срок их эксплуатации. В зависимости от конструкции, для вращения ручных клуппов могут использоваться как съемные рукоятки, так и держатели-трещотки.
Исполнения
В соответствии с ГОСТ 6111 трубная резьба используется в разъёмных соединениях трубопроводов, рассчитанных на прокачку жидких и газообразных рабочих сред. При этом относительно водогазопроводных труб (ГОСТ 3262) она может быть и конической, что объясняется практическими удобствами навинчивания/свинчивания соединительных деталей. Угол при вершине профиля конической резьбы составляет 60°, а угол конусности зависит от диаметра и шага резьбы, но не может быть меньше 26°, иначе возможно самоотвинчивание соединения.
Характерная особенность всех трубных резьб – метрических и дюймовых – является скругление вершины профиля резьбы, которое при стандартных способах нарезки резьбы составляет 10% от её радиуса. Это связано с удобствами нарезки трубной резьбы и снижением внутренних напряжений на сравнительно малом теле металла для труб любого вида и сортамента.
ГОСТ 6357 предусматривает также метрическую трубную резьбу, как цилиндрическую, так и коническую, хотя на практике они используются реже. Угол наклона профиля цилиндрической резьбы составляет 55°, что увеличивает количество витков на одном и том же участке нарезания. Это увеличивает трудоёмкость соединения частей трубопровода, хотя и повышает герметичность.
Остальные виды резьб (упорные, трапецеидальные) на трубах не нарезают, поскольку это связано с появлением дополнительных концентраторов напряжений, которые существенно ослабляют поперечное сечение материала.





