
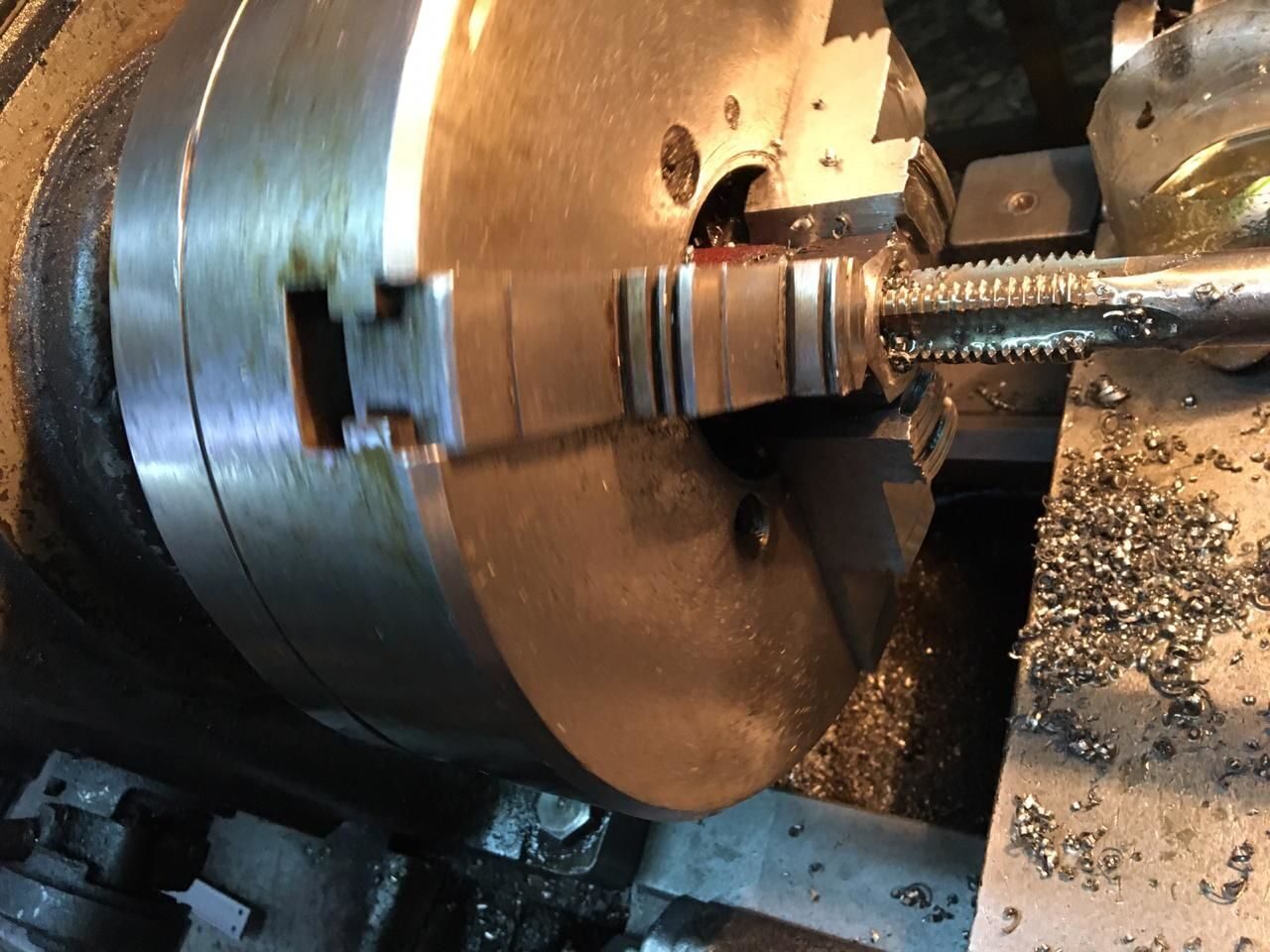
Резьбонарезной набор для труб и правила его пользования
Существенно упростить задачу по нарезанию резьбы можно приобретя специальный набор для труб. Он идеально подходит для применения в домашних условиях. Примером можно назвать клупп – немного измененная плашка, которая применяется вместе с трещоткой и направляющей. В набор могут включаться различные приспособления:
- Монолитные представлены корпусом цилиндрической формы с внутренним отверстием. Для работы также в комплект включают специальный плашкодержатель.
- Раздвижные состоят из резцов, расстояние между которыми можно регулировать при необходимости. Применяется для нарезания резьбовой поверхности в несколько проходов, за счет чего повышается качество.
Лерка выбирается в зависимости от диаметра трубы и направления резьбы. Процесс нарезания характеризуется следующими особенностями:
- Специальный инструмент, называемый клуппом, устанавливается в трещотку.
- На режущую часть также наносится масло, которое упрощает ход рабочей части.
- На край обрабатываемой трубы устанавливается направляющая.
- Трещотка вращается вокруг оси, за счет чего происходит образование резьбы.
- Во время механической обработки масло время от времени добавляется.
Резьбонарезной набор для труб
Стоит учитывать тот момент, что приспособление после длительной эксплуатации может затупится. Именно поэтому нужно следить за состоянием режущей кромки.
Чем нарезается внутренняя резьба — общая информация
Приспособление называется метчик. Он может быть двух разновидностей – ручным и машинным, в соответствии со способами нанесения борозд. Материал, который подвергается обработке, – это металл, но не только он. Также есть облегченные модели, они создают нарезку в пластике или дереве. Последний вариант нельзя назвать самым распространенным.
На заводах применяется механизированная техника – металлические сверла делают сквозные отверстия (или несквозную полость), после лезвия наносят несколько витков с заранее определенным шагом. Достоинство такой обработки – высокая точность. Расчеты производятся с помощью компьютерных программ для автоматизированного проектирования, затем данные вводятся в модуль управления – вручную или с помощью ЧПУ. Второе преимущество – фактически невозможен перекос угла спирали, ошибки.
Но в домашних условиях и на мелких производствах чаще применяют более простую, но менее точную процедуру – нарезание внутренней резьбы метчиком вручную. Работу можно проводить на месте, для этого нужно купить само приспособление и сверло, чтобы сделать предварительное отверстие.
Инструмент напоминает по форме елочку из-за того, что рабочая поверхность – ребристое лезвие. Конструктивно изделие представляет собой довольно сложную конфигурацию из инструментальной стали. Такой материал используется из-за его прочности и возможности обрабатывать большинство сплавов, даже чугун. Не очень хорошо получается работать только с – он имеет внутренние напряжения, поэтому считается хрупким и может крошиться в процессе нарезки.
Пошаговая инструкция к нарезанию резьбы при помощи плашки
Наиболее распространенным можно назвать плашку самых различных видов. Он входит в число необходимых инструментов для нарезания витков. Среди его особенностей отметим нижеприведенные моменты:
- Плашка выглядит как гайка, изготавливаемая из закаленной стали. С торцевых сторон распроложены отверстия, выполненные в виде цветка. Для обеспечения механической обработки грани представлены острыми режущими кромками. За счет лепестковой формы обеспечивается отведение стружки от зоны резания.
- В корпусе есть отверстия, предназначенные для установки рукоятки. Расположены они по боковым сторонам, за счет чего обеспечивается равномерное воздействие.
Плашка получила большое распространение по причине того, что довольно проста в применении. Рекомендации по ее применению выглядят выглядит следующим образом:
- На момент обработки труба должна быть вертикально расположенной. При этом она фиксируется при помощи тисков.
- Рекомендуется провести очистку поверхности, а также создание фаски.
- На трубу следует нанести масло, которое упростит ход плашки по трубе.
- Стоит учитывать, что плашка должна быть расположена строго вертикально. Даже при отклонении всего на 10 градусов приведет к снижению качества получаемых витков.
- Рукоятку следует вращать по часовой стрелке.
- Для того чтобы повысить качество получаемой поверхности следует после двух витков делать один обратный, за счет чего обеспечивается отвод остатков металла от режущей части.

Нарезание резьбы плашкой
Во время проведения работы следует периодически смазывать рабочую часть и трубу маслом. Смазывающиеся вещества делают процесс резания более простым и плавным.
Как нарезать резьбу
Нарезание резьбы выполняется достаточно просто, но требует особой аккуратности при работе, точной последовательности действий. От выбора способа нарезки будет зависеть список используемых инструментов, особенности подготовки детали для обработки.
Понадобится технический справочник с данными о размерах используемых инструментов. Шаг резьбы можно найти на используемом метчике.
Подготовка к нарезке резьбы
Нарезают резьбу только после выполнения подготовительных работ:
- в справочнике ищут необходимую информацию о диаметрах режущих инструментов для дальнейшего подбора;
- собирают нужные для работы инструменты;
- керном намечают расположение отверстия для внутренней нарезки, затем просверливают его дрелью;
- для наружной нарезки следует подготовить на фрезерном станке заготовку по нужному диаметру и срезать фаску;
- очищают поверхность заготовки от грязи и масляных пятен, затем на неё и инструмент наносят смазку.
Порядок выполнения работ
Только после подготовительных работ следует приступать к обработке заготовки, так как иначе правильно выполнить нарезку резьбы не получится. Пошагово нарезка выполняется так:
- Нужно жёстко зафиксировать заготовку в тисках, чтобы предотвратить вращательные или поступательные движения с отклонением от первоначального положения.
- В зависимости от типа резьбы снять фаску (внешняя) или просверлить сквозное или глухое отверстие при помощи дрели. Применяются свёрла с углами заточки, зависящими от твёрдости материала, но не более 1400.
- В отверстии нужно снять фаску зенковкой. Глубина должна быть в пределах 0,5-1 мм, подбирается на основе размеров детали и резьбового диаметра.
- Выполняется нарезание метчиком или плашкой. Режущая часть обязательно должна быть смазана.
- Очистка поверхности от стружки при помощи ёршиков.
При нарезке нужно последовательно использовать инструменты по номерам от 1 до 3, входящие в комплект набора. Для повышения скорости работы не допускается использовать большие номера без использования предыдущих. Последний номер служит для формирования финишных витков, без создания которых винт при вкручивании может заклинить.
Способы нарезки резьбы на водопроводной трубе
Способы нарезки делятся на два типа: ручной и автоматический. В первом случае потребуется комплект резьбонарезных устройств. Для нарезки наружной резьбы применяются плашки клуппы, для внутренней – метчики. Размеры инструментов определяют по справочным таблицам. Автоматическая нарезка происходит на станках или электроинструментом. Метод отличается точностью и подходит для труб любого диаметра. На станках выполняется фрезерование и накатка резьбы.
Нарезание плашкой
Выбор типа инструмента зависит от требований к качеству. Лучший результат достигается при использовании цельной плашки, которая обладает высокой жесткостью. Недостаток устройства – быстрый износ. Подпружиненные плашки (с разрезом в одном из осевых отверстий) позволяют менять диаметр резьбы в пределах 0,3 мм. Их жесткость снижена, резцы служат дольше, но чистота нитей теряется.
Подготовленная труба зажимается в тиски. Плашка помещается в держатель и фиксируется винтами. На обрабатываемый участок и резцы наносится смазка. Инструмент надевается на трубу под прямым углом. Вращение происходит плавно, по часовой стрелке. После изготовления нескольких витков удаляется стружка и возобновляется смазка. Для качественной нарезки после черновой плашки используется чистовая. Готовая резьба очищается ветошью.
Использование клуппа
Нарезка резьбы клуппом
Использование трубного клуппа удобнее, чем плашки. Инструмент стоит дороже, но для выполнения большого объема работы лучше выбрать его. Клупп дает чистый виток, раздвижная конструкция позволяет регулировать диаметр резьбы. Установка направляющих уменьшает риск появления перекосов, облегчает процесс нарезания. Если в конструкцию входит трещотка, около плашки располагают храповое колесо. При его повороте перемещается головка инструмента. Трещотка незаменима в стесненных условиях работы.
Труба зажимается в тиски, оставляется небольшой участок. Короткая выступающая часть не позволит металлу прогнуться от приложенных усилий. Труба и резцы смазываются машинным маслом. Выступающая часть вставляется в направляющую клуппа. Нарезка происходит короткими вращательными движениями. Периодически осуществляется поворот назад для отрезания стружки. В процессе работы добавляется смазка
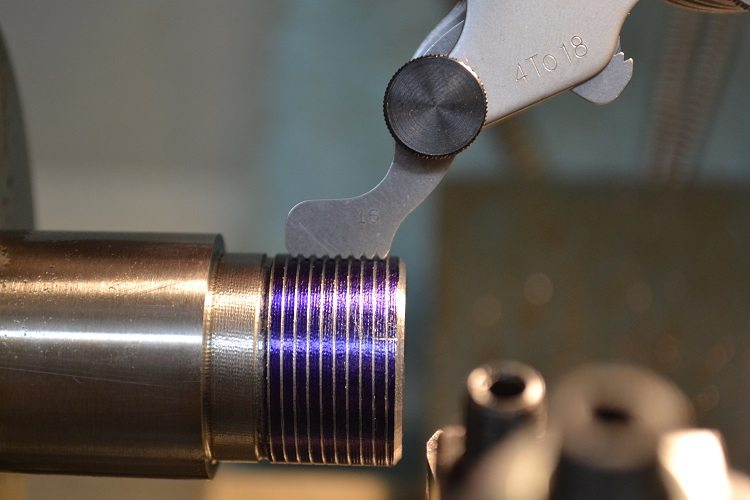
При нарезании резьбы на водопроводных трубах важно следить за количеством витков
Работа метчиком
Внутренняя резьба выполняется метчиком. Его диаметр должен быть чуть больше, чем трубы. При работе рекомендуется пользоваться комплектом из двух-трех деталей. Они выполняют черновую и чистовую нарезку. Первый инструмент проводит основную работу, удаляя до 70% стружки. У чистового метчика небольшая заборная часть и полный профиль нарезки. Инструменты различают по канавкам на хвостовике:
- одна – черной;
- две – средний;
- три – чистовой.
Внутренняя часть трубы требует очищения и смазки. Метчик вставляется вертикально, хвостовик закрепляется в воротке. Вращение ведется по часовой стрелке. При работе с мягким металлом инструмент периодически выворачивают и вычищают стружку. Обязательно применяется смазка. После окончания работы проводится проверка качества резьбы.
Стандарты резьб
Рассмотрим несколько вариантов. Стоит учесть, что некоторые вообще перестали применяться при изготовлении
Поэтому мы акцентируем ваше внимание на конкретных видах, востребованных во всем мире
G — Цилиндрическая (дюймовая) трубная резьба
В Русской системе стандартизации обозначается ГОСТ 6357-81, на мировой арене – BSPP. Именно такие изделия в большинстве случаев применяются в работе с газовыми или водопроводными трубами и продаются в любой торговой точке. Как правило, бронзовая, стальная, или латунная сантехническая арматура оснащается данным стандартом. Что касаемо самостоятельной нарезки, то вам придется пользоваться английской аббревиатурой.
Плюсы заключаются в следующем:
G – международный знак резьбы, понятный всем.
Исчисление диаметров производится в дюймовой системе от 1/16 до 6. Угол профиля составляет 55 градуса, а вверх несколько закруглен. Шаг имеет всего четыре позиции, которые мы и представляем вам в таблице.








| Шаг в мм, P | Количество витков |
| 0,907 | 28 |
| 1,337 | 19 |
| 1,814 | 14 |
| 2,309 | 11 |
Расшифровка очень простая и по ней можно понять, какой параметр что обозначает. Итак:
Первая G говорит о виде стандарта. d или D – диаметры условного прохода в дюймах. А, В, С – класс точности исполнения от максимального до понижающего. LH говорит, что изделие с левой резьбой.
Для полного понимания необходимо ознакомиться с таблицей и в дальнейшем взять ее на вооружение, так как именно представленные значения наиболее часто встречаются в домашних инженерных конструкциях.
| Размер условного прохода резьбы G | Шаг в миллиметрах | Диаметры (мм) |
| Ряд 1 Ряд 2 | d=D d2=D2 d1=D1 | |
| 1/8 | 0,907 | 9,728 9,147 8,566 |
| 1/4 | 1,337 | 13,154 12,301 11,445 |
| 3/8 | 16,662 15,806 14,95 | |
| 1/2 | 1,814 | 20,955 19,793 18,631 |
| 5/8 | 22,911 21,749 20,587 | |
| 3/4 | 26,441 25,279 24,117 | |
| 7/8 | 30,201 29,039 27,877 | |
| 1 | 2,309 | 33,249 31,77 30,291 |
| 1/8 | 37,897 36,418 34,939 | |
| 1-1/4 | 41,91 40,431 38,952 | |
| 3/8 | 44,323 42,844 41,365 | |
| 1-1/2 | 47,803 46,324 44,845 | |
| 3/4 | 53,746 52,267 50,788 | |
| 2 | 59,614 58,135 56,656 |
R — стандарт трубной конической резьбы
BSPT является аббревиатурой международного значения и подчиняется отечественному нормативу по ГОСТу за номером 6211-81.
По своему устройству процесс напоминает действие с цилиндрической заготовкой, но только с небольшим уклоном в масштабе 1:16.
Согласно государственному стандарту данный процесс должен отвечать таким требованиям:
- Угол профиля составляет 55 градуса.
- Создание шага соответствует определенному размеру трубы.
- Максимально возможный диаметр используемого изделия – 6 дюймов. Более широкие образцы не подлежат винтообразному соединению, в таких случаях применяется сварка или фланцы.
Соединительная арматура данного стандарта используется в местах с повышенным давлением и температурой для максимальной герметизации системы. Поэтому необходимо в точности соблюдать установленный страной норматив по соотношению параметров.
Прочие стандарты
Существуют еще несколько видов, но мы о них напишем совсем немного, так как в быту гражданин, скорее всего, их не будет использовать:
- Метрическая нарезка, которая не подходит для монтажа труб. По названию понятно, что на схемах и чертежах единицей измерения является производная от метра, то есть миллиметр.
- Буквы Кр на изделии говорят о том, что это сантехнический товар со своеобразным профилем и плавной круглой резьбой.
- NPSM, NPT, NPTF являются обозначением американской системы стандартизации. Продукция имеет форму равнобедренного треугольника и отличается от своих аналогов углом профиля, который соответствует 60, а не 55 градуса.
Конечно, вряд ли вам в работе подойдут данные виды стандарта, но стоит напомнить параметры BSPP, чтобы вы смогли их отличить от других в случае необходимости.
| Обозначение условного прохода | Число витков на 1 дюйме | d=D | d2=D2 | d1=D1 |
| 1|8 | 27 | 10,272 | 9,510 | 8,766 |
| 1|4 | 18 | 13,572 | 12,443 | 11,314 |
| 3|8 | 17,055 | 15,926 | 14,797 | |
| 1|2 | 14 | 21,223 | 19,772 | 18,321 |
| 3|4 | 26,568 | 25,117 | 23,666 | |
| 1 | 11 1|2 | 33,228 | 31,461 | 29,694 |
| 1 1|4 | 41,985 | 40,218 | 38,451 | |
| 1 1|2 | 48,054 | 46,287 | 44,52 | |
| 2 | 60,092 | 58,325 | 56,558 |
Как нарезать резьбу на трубе своими руками: делаем резьбу
Очень часто во время установки магистралей трубопровода или же в процессе его ремонта необходимо старые трубы менять на новые. Для этого должна производиться нарезка на новых трубах подходящей резьбы.
У опытного мастера вряд ли будут со всем этим проблемы, ведь за годы работы он «набил себе руку» и может сделать все практически без усилий. Тем более, у профессионалов есть все необходимые для этого инструменты.
Что, если это нужно обычному человеку, который не знает, как сделать резьбу на трубе? Услуги сантехника часто имеют чрезмерно высокую стоимость.
Резьба необходима везде
Итак, для начала нужно запомнить, что на трубах всегда нарезается трубная резьба. Кроме этого, не стоит долго думать насчет размеров, ведь во всех квартирах трубы стандартные, и их размеры могут быть равны 1″, 1 1/4″, 3/4″ или 1/2″. Поэтому, для нарезки резьбы своими руками нужно обзавестись плашкой или трубным клуппом.
Как нарезать резьбу на трубе при помощи плашки
Сначала речь будет идти о плашке. Иногда можно услышать, как этот инструмент называют «леркой», хотя последний термин пришел еще со времен СССР. Это достаточно обычный инструмент, который можно приобрести в любом магазине с металлорежущим инструментом.
Но перед тем как идти и покупать себе плашку, стоит узнать размер труб, на которых будет нарезаться резьба. В основном это полдюйма, три четверти или дюйм. Когда размер известен, приобретается обычная плашка с трубной цилиндрической резьбой. На таких инструментах в маркировке имеется буква G, то есть плашка на полдюйма будет иметь маркировку G1/2″. С использованием таких инструментов резьба на трубах будет выполнена правильно.
Поскольку держа в руках плашку, резьбу не накрутить, нужно обзавестись плашкодержателем. Его стоимость может быть равной стоимости плашки, а может даже превышать ее. Если работа будет производиться всего один раз, тогда можно приобрести китайский плашкодержатель, цена которого ниже стоимости отечественного. Если же хочется купить качественный инструмент, тогда лучше заплатить больше денег, но стать владельцем отечественного держателя. Причиной низкой надежности китайской плашки является сырьевой материал силумин.
Плашка для нарезки резьбы
Как нарезать резьбу на трубе плашкой – достаточно сложный процесс. По крайней мере, для тех, кто никогда еще такого не делал. Все дело в том, что у плашки отсутствует направляющий, поэтому сразу же ровно нарезать резьбу очень сложно, и ее постоянно «закашивает», чего допускать нельзя. Именно поэтому, если нет опыта нарезания резьбы, то лучше запастись специальным инструментом под названием клупп.
Резьба на трубе при помощи клуппа
Теперь о том, как нарезать резьбу на трубе клуппом.
Этот инструмент является очень удобным. Причем правильно все сделать сможет даже тот человек, который никогда в жизни ничего подобного не делал.
Все очень легко, и причиной легкости является специальная направляющая, которой обладает инструмент. В эту направляющую вставляется труба, после чего человеку остается только крутить клупп, и резьба будет нарезаться самостоятельно почти без усилий.
Чтобы облегчить процесс, можно приобрести специальную трещотку, которая позволит не снимая инструмент, крутить клупп, даже если для этого будет мало пространства.
Если необходимо нарезать резьбу на трубе большого диаметра, то есть от одного дюйма, то лучше обзавестись специальным удлинителем для трещотки. Это сделает рычаг большим, а значит, усилия для нарезки будут меньшими. Кроме всего прочего, когда осуществляется нарезка резьбы на трубах вручную, нужно поливать трубу специальной жидкостью для нарезания резьбы или обыкновенным машинным маслом.
Такой шаг облегчит процесс. Причем этим приемом можно пользоваться при нарезке резьбы в любом материале и любым инструментом, будь то метчик, плашка или клупп. Как видно, нарезка резьбы клуппом существенно облегчает процесс создания резьбы, но в свою очередь, это ведет к повышению расходов.
Электрические машины облегчают труд
Существуют и специальные электрические клуппы, где нарезать резьбу на трубе не требует никаких дополнительных усилий.
Принцип действия такого инструмента полностью совпадает с принципом ручного клуппа, но вместо усилий, прикладываемых человеком, здесь работает электрический двигатель. Таким образом, нарезка резьбы вообще не составит для человека труда, поскольку все, что нужно будет ему сделать, это установить устройство на трубу, предварительно смазав его маслом, и включить электроклупп.
phoenix-master.com
Сложности при нарезке резьбы
Подобный процесс всегда связан с появлением следующих дефектов:
- Рваная нарезка. Это случается при отсутствии смазки и перекоса инструмента.
- Резьба имеет неполный профиль. Такая ситуация наблюдается при большем диаметре отверстия или меньшем сечении инструмента.
- Перекошенная резьба. Диаметры проема и специального приспособления были подобраны неправильно.
Когда нарезка выполняется в мягком или вязком сплаве, нужно постоянно очищать отверстие от стружки. Для этого инструмент вращается на несколько оборотов в обратную сторону.
Нарезка должна выполняться последовательными шагами с использованием всего набора метчиков
Важно не допускать перекоса инструмента
Особой осторожности нужно придерживаться при работе с глухими отверстиями. Деталь необходимо постоянно смазывать маслом
Следует отметить, что порой проще приварить трубу, чем нарезать резьбу на ней
Деталь необходимо постоянно смазывать маслом. Следует отметить, что порой проще приварить трубу, чем нарезать резьбу на ней.
Применение клупа
Клупп для нарезки не менее эффективен, чем плашка. Данное устройство для нарезания представляет более современный инструмент и является универсальным. Состоит клупп из держателя с пазами. В них размещают сменные резцы, которые легко можно поменять, если они во время работы затупились.
Особенностью данного устройства для резьбы является маленькая потребность усилий со стороны мастера. Так же следует подметить, что работать с таким приспособлением намного безопаснее, чем с остальными аналогичными инструментами. Все дело в том, что держатель клуппа внутри оснащен направляющими, которые в значительной мере повышают точность воспроизводимых действий данным устройством.








Основные параметры
Любая резьба характеризуется двумя параметрами:
- диаметром (D);
- шагом (P) — расстоянием от одного витка до другого.
Они определяются ГОСТ 1973257-73. Нормальным считается крупный шаг, но ему соответствует несколько более мелких. Малый шаг используют при нанесении на тонкостенные изделия (трубы с тонкой стенкой). Также делают мелкий виток если нанесенная резьба — способ подстройки каких-либо параметров. Также малый шаг между витками делают для повышения герметичности соединения и для преодоление явления самовывинчивания детали. В остальных случаях нарезается стандартный (крупный) шаг.
Типы резьбы и ее основные характеристики
Видов резьбы много, так как каждая имеет свои особенности формирования, диаметр отверстия под резьбу в каждом случае отличается. Все они прописаны в ГОСТах, но чаще всего используют треугольную метрическую и коническую метрическую резьбу. Дальше говорить будем о них.
Треугольную резьбу мы обычно наблюдаем на болтах и других подобных крепежных элементах, коническую — на большинстве сантехнических изделий, предполагающих разъемное соединение.
Нарезка резьбы
Инструменты

Лерка

Клупп с трещоткой
- Как вы понимаете, основным приспособлением, которым производится нарезание резьбы на трубах, является лерка, но сама по себе она не эффективна, так как для неё нужен рычаг, чтобы привести её в действие. Сразу можно оговориться, что рычаг должен быть специализированным, например, если вы зажмёте её газовым ключом и попытаетесь резать резьбу, то лерка, скорее всего, лопнет.
- Режущий инструмент закрепляется в клуппе – это рамка с рукоятками – так, рамка обжимает призматическую или квадратную лерку, усиливая её прочность, а ручки, завинченные по бокам, служат в качестве рычага. Но такое приспособление удобно в тех случаях, когда для рычагов есть простор, но если болванка находится у стены, то их приходится постоянно откручивать и закручивать заново. Поэтому, здесь гораздо удобнее использовать трубный клупп с трещоткой, как на фото вверху – наличие стенки с одной или даже с двух сторон (угол) в этом случае не будут серьёзной помехой.

Электрический резьбонарезной клупп SQ30-28
Электрический клупп или станок для нарезания резьбы на трубах тоже является ручным инструментом, который можно использовать в любой плоскости, к тому же головку можно вставлять с любой стороны, следовательно, обе стороны у него рабочие. Благодаря мощному редуктору, вы практически не будете прилаживать усилий при нарезке резьбы, но его цена, соответственно, тоже гораздо выше той же трещотки. Несмотря на универсальность, такой инструмент, по сравнению с рычажным клуппом достаточно громоздкий и требует оперативного простора для нарезки резьбы на болванке.
Практические советы

Снимаем фаску
Прежде всего, инструкция требует ровно обрезать трубу, так как в противном случае лерка будет продвигаться наискосок, следовательно, резьба получится нечёткой, со сбитым шагом или же вы вообще не сможете зацепиться за край.
Здесь, особенно, если болванка находится у стены, вам не поможет никакая разметка – для ровного реза нужно вырабатывать точный глазомер. Даже если вам не удался ровный срез с первого раза, то вы всегда сможете тем же диском подровнять более высокий край, чтобы по отношению к стенке трубы получился угол 90⁰.
Очень важно обратить внимание на состояние металла – учитывая то, что обычно такие работы производятся со старым водопроводом или отоплением, стенки могут быть изъедены коррозией, а нарезанная резьба сделает их ещё тоньше. Поэтому, вам следует либо добраться до “живого металла”, как это обычно называют мастера, либо вообще заменить старую трубу новой
На ровном срезе вам нужно снять фаску, которая позволит лерке “зацепиться” за металл, только постарайтесь, чтобы скос был равномерным по всей окружности – так головка будет накручиваться ровно.

Применяем клупп с трещоткой
После того, как вы убедились, что срез получился ровный и фаска с него снята правильно, смазываете рабочую поверхность болванки (желательно салом) и насаживаете на её конец станок (резьбонарезной трубный набор). После этого прикладываете стенок головкой к обрезанному концу строго под прямым углом и, надавливая сверху, потихоньку, без резких движений, начинаете вращать ручку.
Давить следует до тех пор, пока лерка основательно не закусит металл – для этого нужно нарезать хотя бы полтора-два кольца. После этого давление можно прекратить – станок будет продвигаться благодаря полученному зацепу.
После нарезки первых шагов вам нужно прокрутить станок в обратную сторону – это позволит сколоть стружку, так как в противном случае движение будет сильно затруднено.
Кроме того, не стремитесь пройти весь оставшийся после зацепа участок за один раз – через два-три витка давайте обратный ход, чтобы избавится от стружки, и по мере надобности добавляйте смазки. Если вы пользуетесь трещоткой, то перед началом работ обязательно проверьте её холостой ход и в случае необходимости отрегулируйте его своими руками.
От теории к практике – нарезка внешней резьбы
В «полевых» условиях для такого случая лучший вариант, это нарезать резьбу плашкой. Процесс формирования резьбового соединения проходит следующим образом.
Схема работы плашками
- Вначале нужно обеспечить свободный доступ к рабочему месту. В нашем случае обрезаем трубу под прямым углом. Для надёжности и получения ровного среза используйте болгарку или специальный труборез.
- Затем на трубу нужно накрутить «черновую плашку», которая сформирует профиль нарезки. Перед накручиванием, обязательно очистите место нарезки, и смажьте его машинным маслом.
- После чернового прохода, очистите место нарезания, и снова, смажьте его маслом. Затем накручиваете чистовую плашку на два витка, после чего нужно провернуть её на половину витка назад, чтобы плашка срезала стружку. Весь процесс нарезки проводится таким образом: закручивая плашку на два-три витка и проворачивая на половину обратно для снятия стружки
Нарезание резьбы плашкой
В принципе, ничего сложного в этой работе нет. После нарезания проверьте результат работы накручиванием резьбовой муфты.
Технология и приемы нарезания резьбы вручную
При нарезании резьбы метчиками и плашками часть металла не удаляется вместе со стружкой, а выдавливается вдоль режущих граней инструмента, образуя профиль резьбы на детали. С учетом этого диаметры отверстий и стержней под резьбу должны изготовляться не по номинальному размеру резьбы, а несколько ниже его. Для метрической резьбы диаметром 6–10 мм эта разница составляет 0,1–0,2 мм; диаметром 11–18 мм – 0,12–0,24 мм; диаметром 20–30 мм – 0,14–0,28 мм.
Диаметры отверстий под наиболее распространенные размеры метрической резьбы приведены в табл. 1.
Для образования захода резьбы на торце детали необходимо снять фаску, соответственно высоте профиля резьбы.
Таблица 1. Диаметры отверстий под нарезание метрической резьбы
| Материал | Диаметр метрической резьбы, мм | |||||||
| 5 | 6 | 8 | 10 | 12 | 16 | 20 | 24 | |
| Сталь и латунь | 4,2 | 5,0 | 6,7 | 8,4 | 10,1 | 13,8 | 17,3 | 20,7 |
| Чугун и бронза | 4,1 | 4,9 | 6,6 | 8,3 | 10,0 | 13,7 | 17,1 | 20,5 |
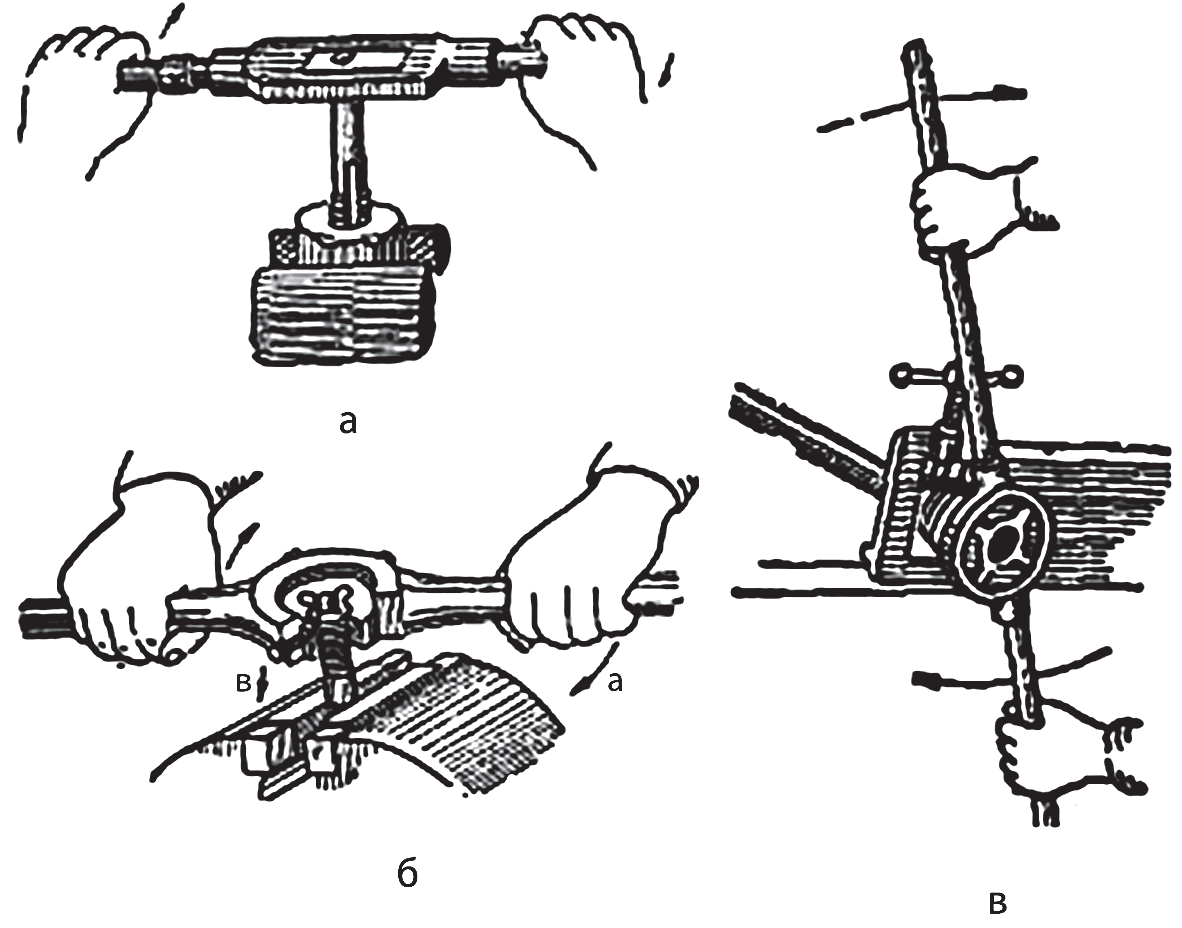
Смазанный смазкой метчик вставляют в просверленное отверстие и, слегка прижимая его к детали левой рукой, осторожно поворачивают вороток правой рукой до тех пор, пока метчик не захватит металл и его положение в отверстии не станет устойчивым. После этого вороток берут двумя руками и вращают с перехватом рук через каждые полоборота (рис. 10, а)
10, а).
Рис. 10. Движения при нарезании резьбы: а — метчиком, б — плашкой, в — клуппом








После одного-полутора оборотов метчик, покачивая в горизонтальной плоскости, вращают в обратную сторону примерно на четверть или пол-оборота. Это необходимо для того, чтобы стружка сломалась и по канавкам метчика удалилась из отверстия, не заклинив метчик. Закончив нарезание, пропускают его насквозь или вращением воротка в обратную сторону вывертывают метчик из отверстия.
Второй и третий метчики смазывают маслом и вводят в отверстие без воротка; только после того, как метчик правильно установится по резьбе, накладывают вороток и продолжают нарезание резьбы.
Таким же образом следует вести нарезание резьбы плашками. Здесь, однако, кроме круговых движений по стрелке а (рис. 10, б), воротку следует сообщать также некоторый нажим вниз по стрелке в. В процессе нарезания необходимо следить, чтобы давление на обе ручки было одинаковым.
На первом этапе нарезания резьбы следует следить за правильным положением метчика и плашки по отношению к осям отверстия и стержня. Непараллельность осей и неперпендикулярность их к торцу детали контролируются угольником и устраняются изменением положения инструмента.
Нарезать резьбу в мелких и глухих отверстиях небольшого диаметра нужно особенно осторожно, не перегружая метчик и часто очищая его от стружки. При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза). При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза)
При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза).
Если необходимости получить точные и чистые резьбы на стержнях, то их нарезание следует выполнять черновой и чистовой плашками.
Если нарезание резьбы выполняется клуппами с раздвижными плашками, то их сжатие (подачу) следует производить только в начале прохода. После каждого прохода по всей длине нарезаемого стержня клупп сгоняют в обратную сторону и затем вновь поджимают плашки винтом и вновь прорезают резьбу по всей длине нарезаемого стержня до получения нужного диаметра резьбы. Поджимать плашки на середине стержня не следует. Раздвижными плашками резьбу нарезают за несколько проходов.
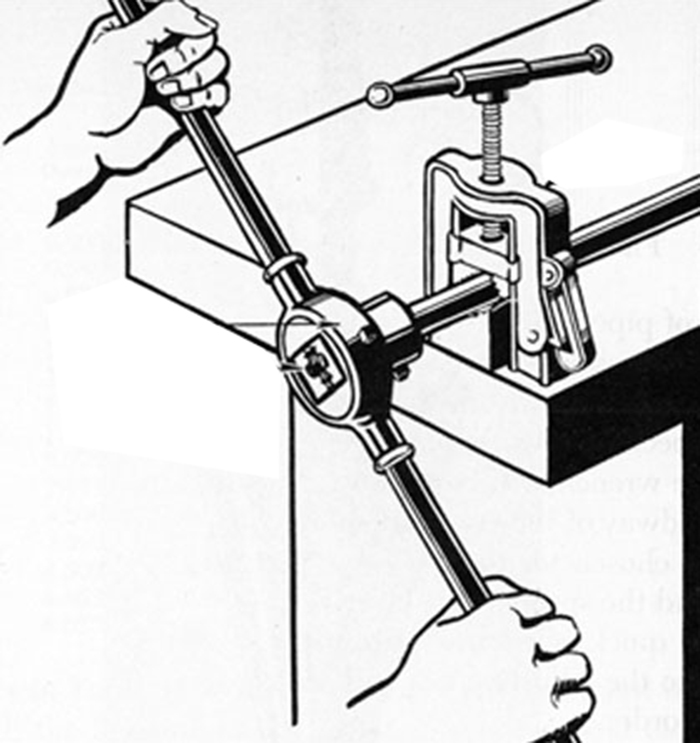
Для нарезания трубной резьбы клуппом трубу необходимо надежно закрепить в специальном зажиме для труб (рис. 10, в).
Нарезаемый конец трубы смазывают маслом (олифой), а затем на длине не более 2–3 ниток устанавливают клупп, сближая плашки с таким расчетом, чтобы резьба была нарезана на полную глубину в 2–3 прохода. Для диаметров до 1» ограничиваются двумя проходами; при диаметре свыше 1 » хорошую резьбу можно получить только за 3–4 прохода. Перед каждым повторным проходом поверхность нарезаемой резьбы и резьбу плашек необходимо тщательно очищать кистью от стружки и вновь смазывать маслом.
Вращение клуппа вокруг трубы обычно производят качательным движением в четыре приема; за каждый прием нужно повернуть клупп на 1/4 оборота.
Резьбу диаметром до 1½» нарезает один слесарь; при больших диаметрах резьбы работают вдвоем. При спаренной работе полный оборот клуппа также нужно делать в четыре приема.
Просмотров: 9 187





