
Виды резьбомеров и их особенности
В силу того, что существует два основных вида резьбы — дюймовая и метрическая, то не сложно догадаться, что инструменты для ее определения бывают двух типов:
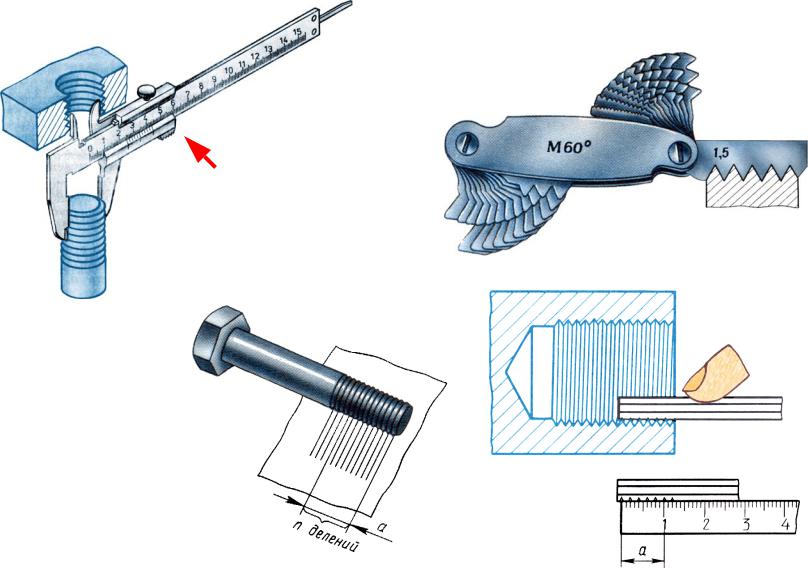
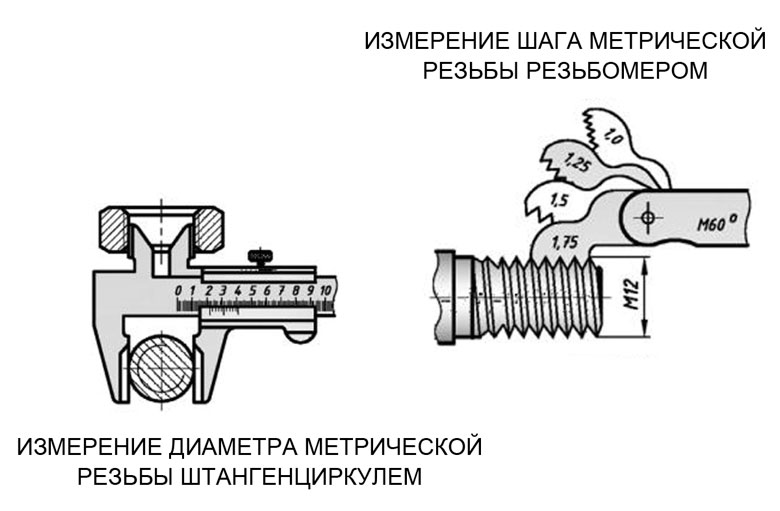
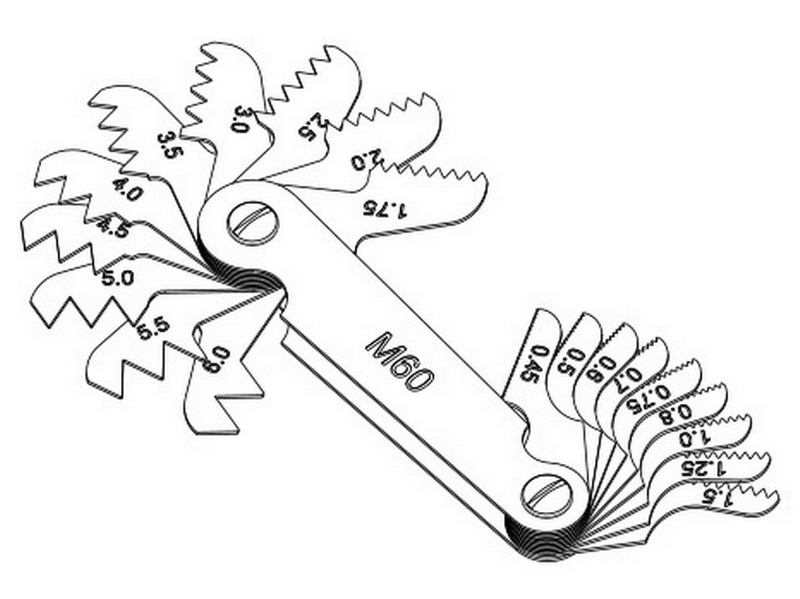
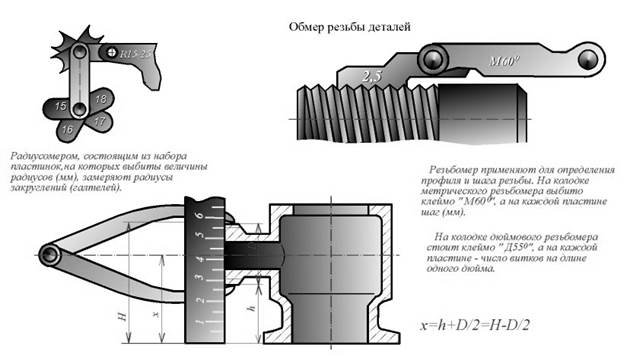
Метрический — предназначен исключительно для работы с заготовками, имеющие метрическую резьбу. Прибором выполняется измерение шага и профиля нарезки, диаметр которой составляет от 1 до 600 миллиметров. В конструкции инструмента присутствует до 20 гребенок, которые представляют собой стальные пластины с зубьями. При помощи этих пластин можно определить шаг нарезки от 0,4 до 7 мм. Называется такой прибор метрическим резьбомером, так как с его помощью осуществляется определение шага и профиля уже имеющейся на заготовках метрической резьбы. Приборы позволяют оценить правильность изготовления таких креплений, как гайки, болты, шпильки и т.п. Отличаются метрические приборы простой конструкцией изготовления, высокой прочностью, а также соответствующей маркировкой на корпусе в виде «М60». Сфера применения инструмента — машиностроение, приборостроение и т.п.
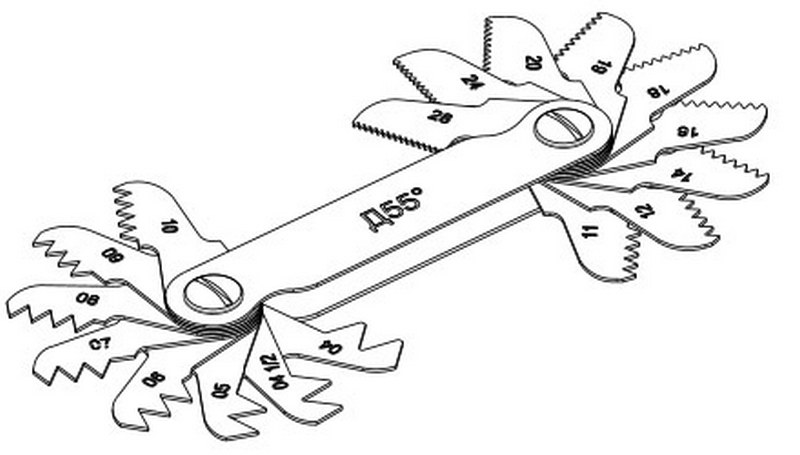
Дюймовый — предназначен только для работы с дюймовыми типами нарезок. Применяется прибор в сфере радиоэлектроники, авиастроении, сантехнике, а также при производстве различных станков. В наборе дюймового резьбомера присутствует 17 пластин с соответствующими зубьями, которые отличаются от метрического прибора углом расположения. Самая маленькая гребенка оснащена 28 витками, а самая большая имеет 4 грани. Определение шага осуществляется по количеству нитей на 1 дюйм. Отличительная особенность дюймового инструмента в том, что на корпусе присутствует маркировка в виде «Д55». В домашнем хозяйстве дюймовые резьбомеры применяются при работе с сантехническими приборами
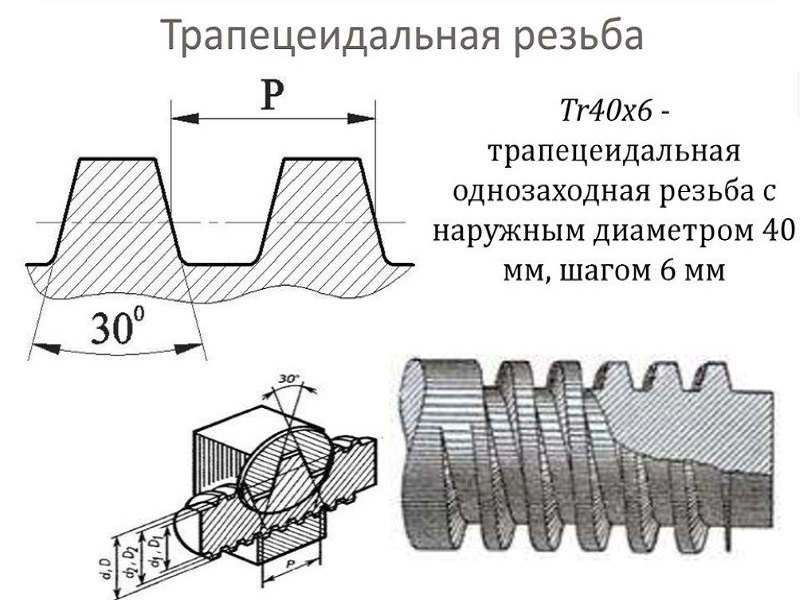
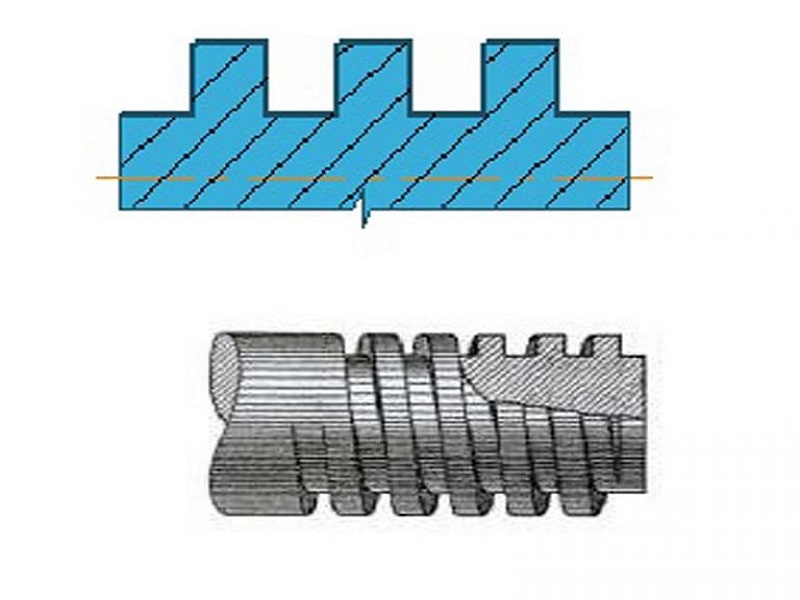
Трапецеидальный — специальный прибор, предназначенный для работы с трапецеидальными типами нарезок. Другое название этого прибора Т-резьбомер
Универсальные — приборы, на которых присутствуют пластины для калибровки дюймовой и метрической резьбы. Такие приборы позволяют одновременно работать с разными типами нарезок, что особенно актуально в слесарном деле
Когда известно, какие виды резьбомеров бывают, остается разобраться в вопросе их правильного применения. Если не знаете, как пользоваться резьбомером, тогда разберемся в порядке определения шага резьбы детально.
Как самостоятельно измерить шаг резьбы?
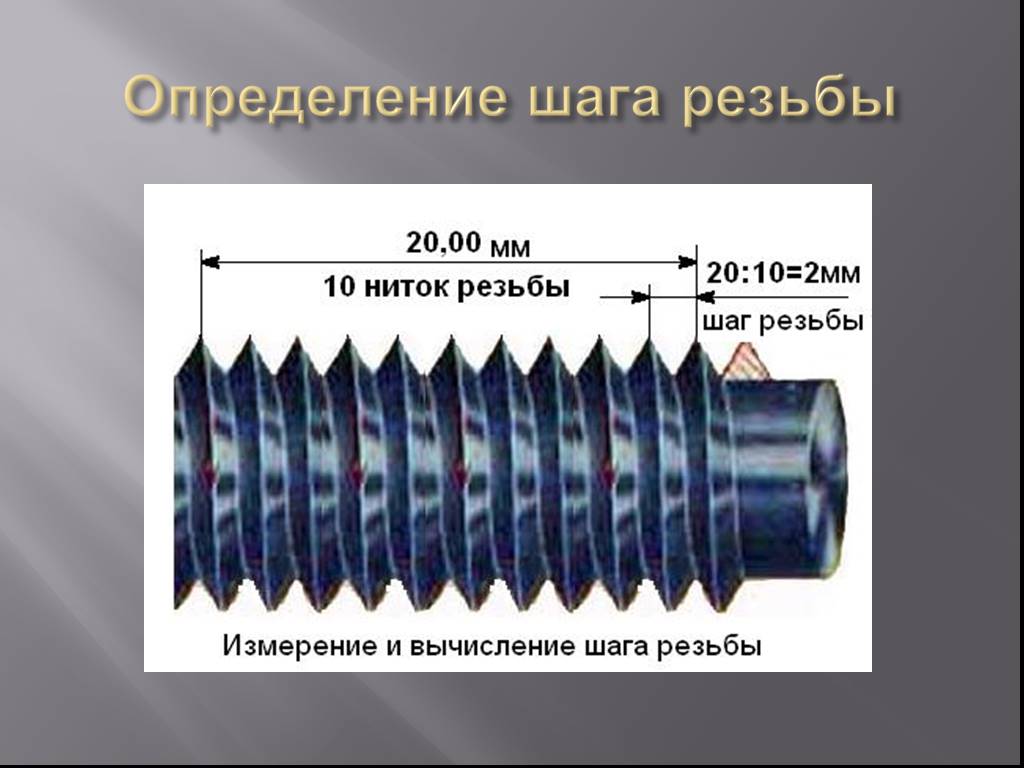
Иногда возникает необходимость измерения шага резьбы у имеющихся резьбовых соединений. Приходится использовать самые разные приспособления для выполнения подобной операции со специальным приспособлением и без резьбомера. Способов узнать значение шага несколько, освоить их несложно. Здесь показаны способы измерений шага резьбы:
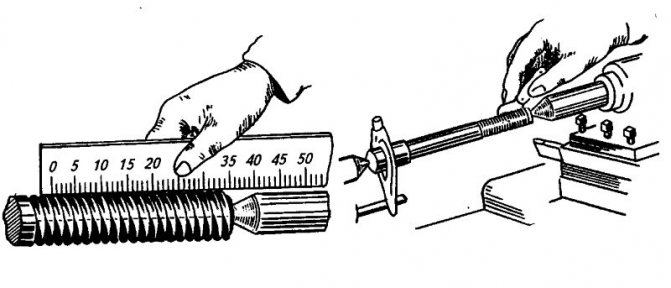
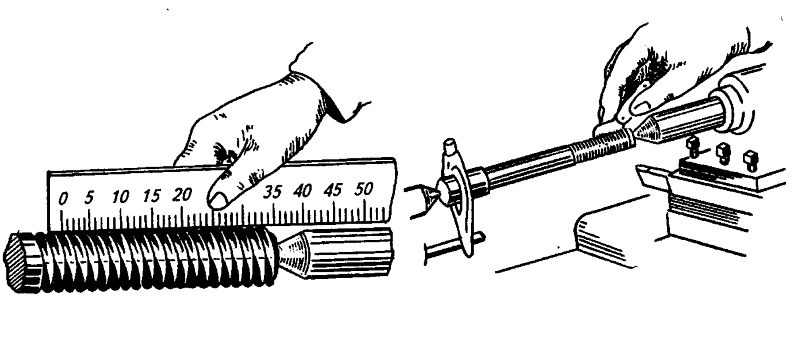
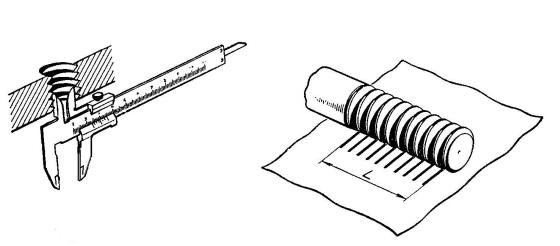
Использование линейки
- Нужно взять линейку.
- Положить болт (винт).
- Померить расстояние между пятью (десятью) витками.
- Разделить на количество канавок.
- Полученный результат нужно округлить до ближайшего стандартного.
Если для наружных резьб подобный способ подходит, то для внутренних может оказаться сложным вставить линейку внутрь отверстия. Поэтому приходится предпринять дополнительные действия.
Пластилиновый слепок
- Из пластилина (воска, парафина, стеарина) нужно скатать колбаску, которая будет соответствовать отверстию.
- Охладить заготовку. При наличии холодильника задача упрощается. Если нет, то на некоторое время оставить в тени, чтобы заготовка приобрела твердость.
- Ввернуть колбаску в резьбу. Стараться сильно не согревать дыханием и пальцами.
- Вывернуть наружу. Теперь на руках появилось «зеркальное» отражение резьбы. Остается измерить стержень так, как описано выше.
Использование бумаги
Бывает так, что сама резьба довольно загрязнена. Поэтому разглядеть, сколько витков, сложно. Поэтому используют метод «бумаги».
- Небольшой фрагмент бумажки берется в руки.
- По резьбе проводится так, словно заворачивается или отворачивается предмет.
- На листе остаётся оттиск.
- Нужно посчитать количество витков и замерить расстояние штангенциркулем или линейкой.
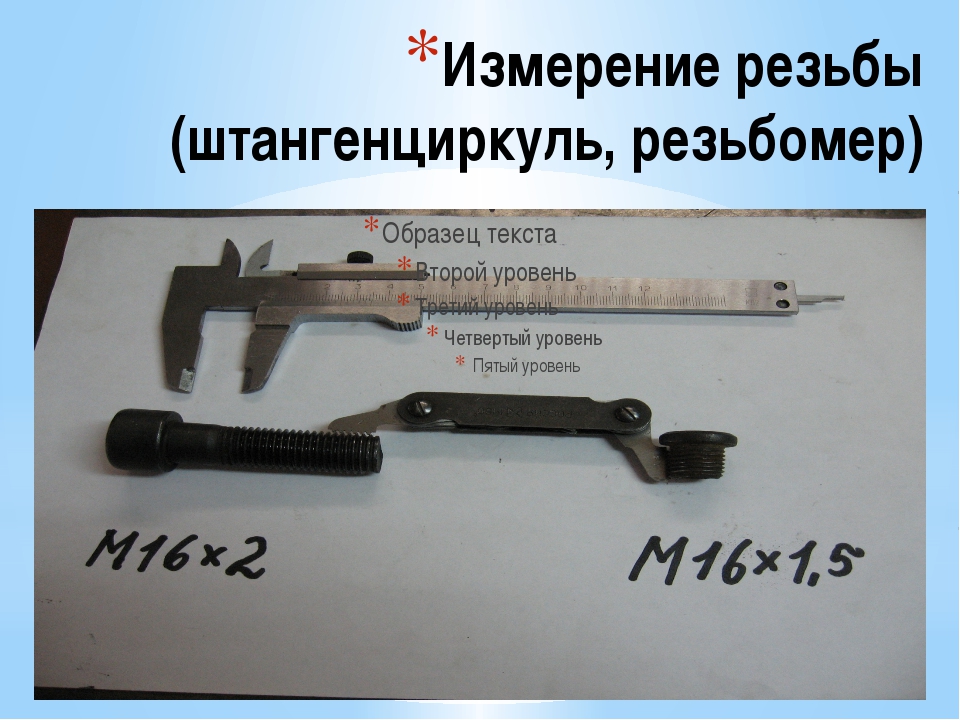
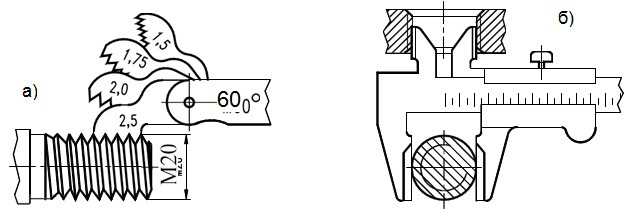
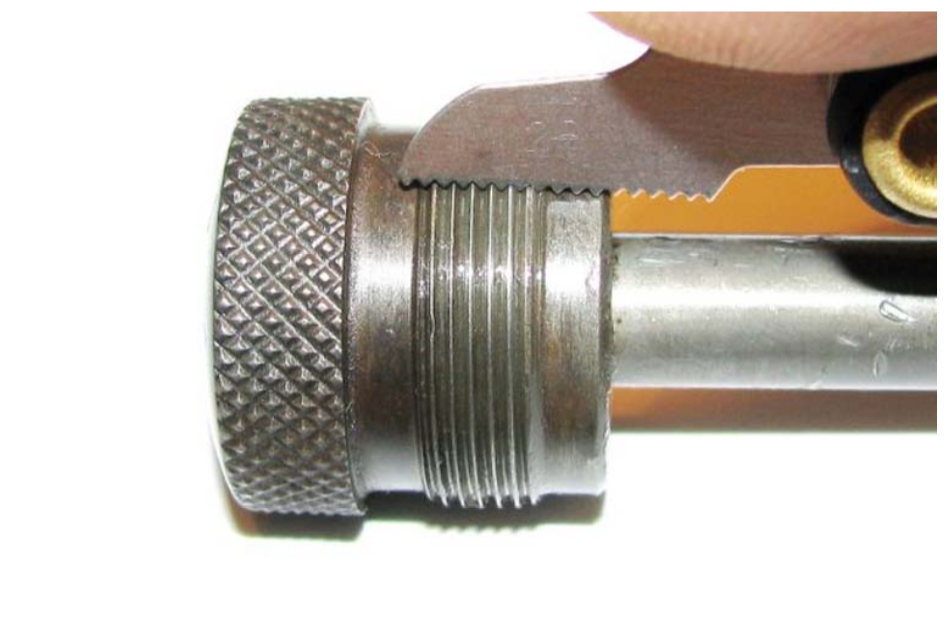
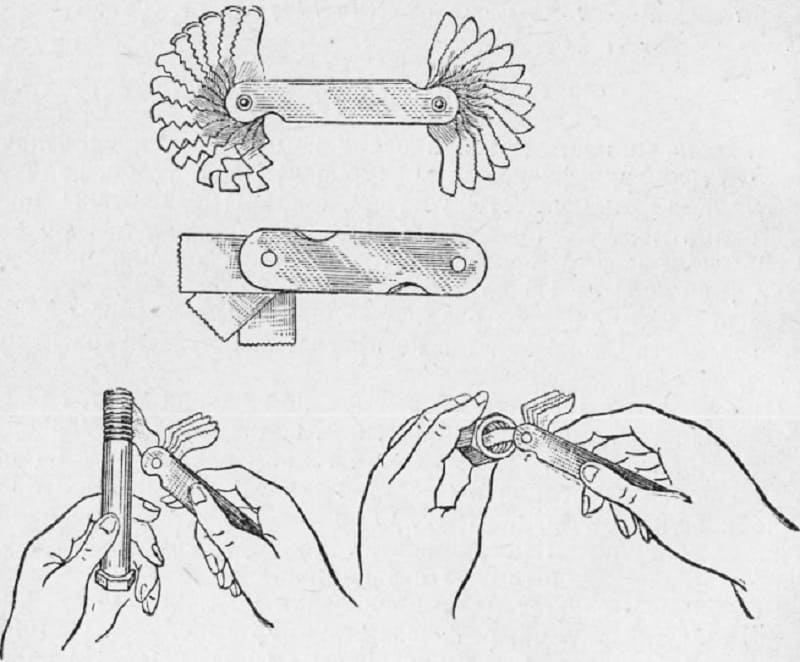
Использование резьбомера
В специализированных магазинах можно приобрести резьбомер. Количество измерительных пластин у этого устройства может быть различным. Чем больше, тем удобнее использовать резьбомер.

Остается только прислонять разные пластинки, подбирая наиболее подходящий образец.
 Пример определения размера шага резьбы резьбомером
Пример определения размера шага резьбы резьбомером
Когда возникает вопрос о том, какая нужна или имеется резьба, начинать желательно с производителя. Если США и Великобритания, то можно предполагать наличие дюймовых резьб. Для отечественных европейских и китайских изделий используют метрические резьбы.




Процесс измерения витков
При рассмотрении того, как определить шаг резьбы следует учитывать особенности выбранного метода. При использовании линейки достаточно:
- Замерить протяженность стержня, на который нанесли профиль. Стоит учитывать, что при замере всей длины стержня, а не только части можно определить более точный результат.
- Подсчитать количество витков.
- Провести замер глубины для определения основных параметров резьбового соединения.
Подобным образом можно определить лишь средний показатель. Если в процессе нарезания витков были допущены ошибки, то расстояние между ними может несколько отличаться.
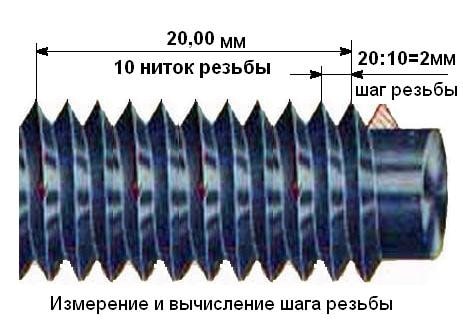
Пример проведения замеров выглядит следующим образом:
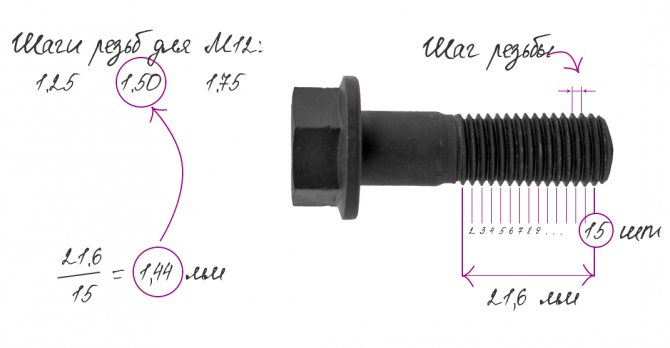
- Отсчитывается 20 витков.
- Проводим замер протяженности стержня, к примеру, показатель составил 127 мм.
- Проводим деление 20 витков на протяженность стержня, в результате получаем показатель 6,35 мм. Он соответствует шагу расположения нитей в миллиметрах.
Для перевода в дюймы достаточно поделить вычисленное значение в миллиметрах на 25,4. В итоге получится результат 0,25 или ¼ дюйма. При самостоятельном замере может быть погрешность, поэтому результат округляется к приближенному стандартному значению.
В продаже можно встретить и специальные шаблоны, которые можно использовать для проверки особенностей резьбы. Подобная процедура достаточно проста в исполнении:
- Подбирается наиболее подходящий шаблон. В продаже можно встретить просто огромное количество специальных шаблонов, которые представлены пластиной с определенным профилем. Стоит подобный элемент не дорого, приобрести его можно в различных специализированных магазинах.
- Он прикладывается к поверхности для контроля основных показателей. Шаблон должен заходить без препятствий, и между пластиной с рабочей поверхностью не должно образовываться свободного пространства.
Если шаблон легко заходит в бороздки, то можно определить основные параметры поверхности.
Измерение шага резьбы линейкой и резьбомером
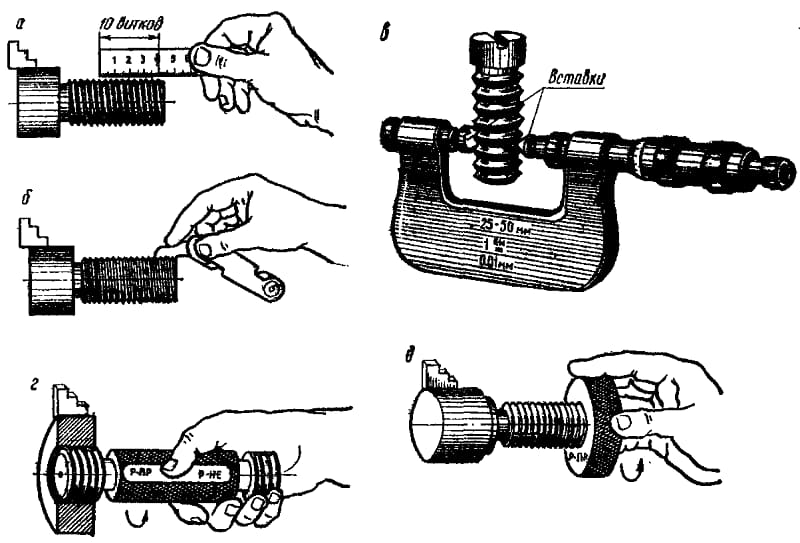
Кроме этого, можно провести измерения при применении штангенциркуля. Этот инструмент получил широкое распространение. Пошаговые действия выглядят следующим образом:
- Глубиномером устанавливается высота стержня.
- Следующий шаг заключается в подсчете количества витков. Сделать это достаточно сложно, можно использовать маркер для обозначения уже подсчитанных нитей профиля.
- Полученная информация позволяет рассчитать тангенса угла наклона.
Есть возможность определить рассматриваемый показатель при непосредственном измерении между смежными вершинами. Рекомендуется провести очистку поверхности. В противном случае получить точный результат практически невозможно.
Приборы контроля резьбы
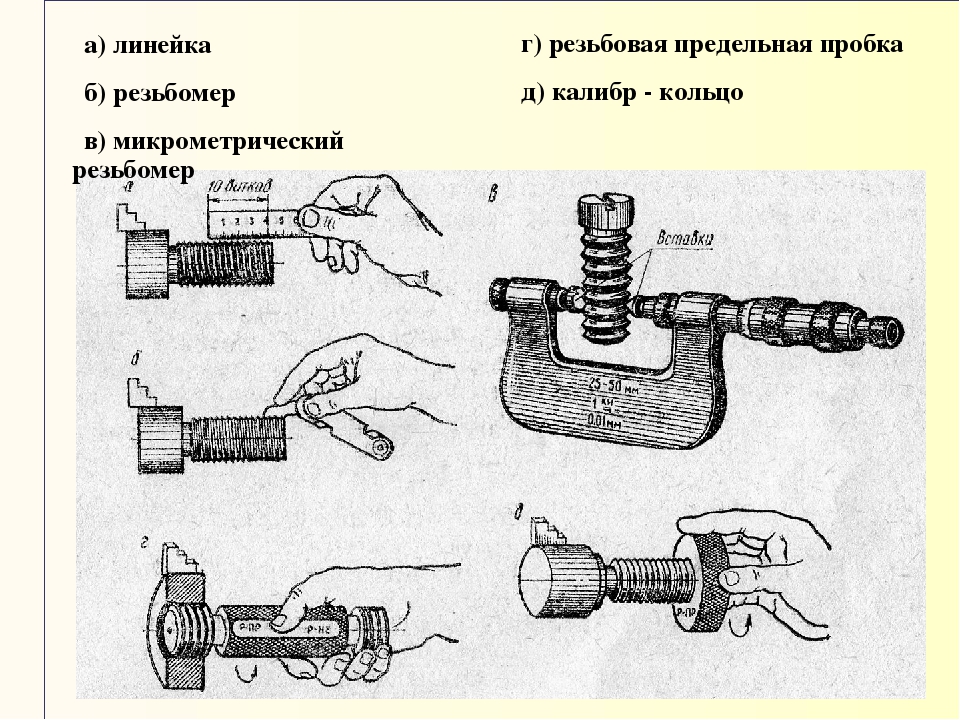
Для вычисления характеристик метрической разновидности резьбы при помощи комплексного метода контроля используются калибры в виде колец и скобы. Измерения проводятся в соответствии с ГОСТом 17763. Контроль внутреннего нарезания производится калибрами-пробками. Контроль нарезки с углом профиля 55° осуществляется при помощи микрометра со специальными вставки. На измерительный прибор устанавливается 5 комплектов вставок, размер которых определяется шагом резьбы. Существует 2 основных вида вставок:
- призматическая: устанавливается на место пятки микрометра;
- конусная: ставится в отверстие винта микрометра.
Работники ОТК для контроля угла профиля резьбы используют приспособления со встроенными индикаторами: микроскопы и проекторы. Они могут быть оснащены раздвижными вставками и наконечниками в виде шариков. Конструкция приборов с индикаторами представляет собой упорную планку, держатель и индикаторы. Главным преимуществом индикаторных приспособлений является их универсальность. С их помощью можно проводить измерительные работы как при расточке, так и при обточке детали. Они обеспечивают высокую точность измерений за короткий временной промежуток.
Сотрудники фабрик и заводов во время контроля резьбы применяют штангенциркуль и штихмассы, производящие замеры линейных единиц измерения. Они помогают определить размер резца, с помощью которого производится снятие необходимого количества стружки с заготовки. Эти измерительные приборы позволяют сэкономить время обработки отверстий средней и наибольшей степени точности.
Проблемы качества выпускаемых проводов
Многие производители кабельно-проводниковой продукции, стараясь выручить побольше, искусственно занижают толщину изоляции и завышают диаметр кабеля. Указывая большее, чем в реальности, сечение провода, производитель экономит очень большую сумму. К примеру, на производство тысячи метров медного провода сечением 2,5 мм2 требуется меди 22,3 кг, а при изготовлении провода в 2,1 мм2 требуется всего 18,8 кг. Вот и получается экономия в 3,5 кг меди.


Ещё один способ удешевления продукции – изготовление токопроводящей жилы из некачественного сырья. При добавлении дешёвых примесей снижается токопроводность, следовательно, расчёты длины кабеля должен быть изменены.
Виды резьбомеров
Выделяют 2 основных вида резьбомеров для измерения параметров нарезки:
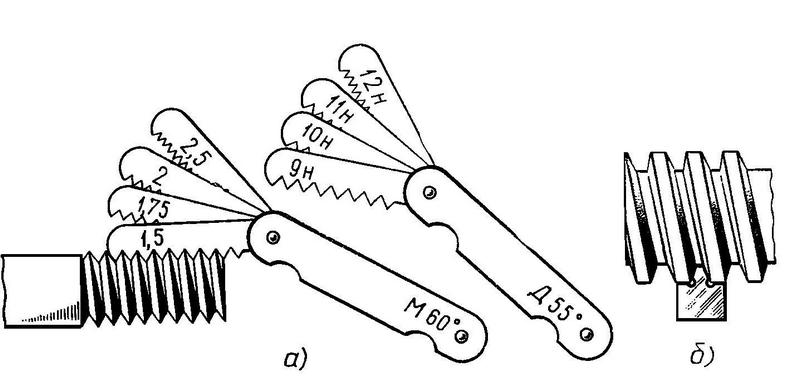
- Резьбомер метрический. Он измеряет шаг и профиль резьбы диаметром от 1 до 600 миллиметров. Профиль щупа метрического инструмента представляет собой треугольник с равными сторонами и острыми углами, равными 60°. Поэтому метрические резьбомеры обозначаются символами “М60”, где “М” обозначает метрический тип, а 60 – значение угла. Для проведения измерений используется набор метрических резьбовых шаблонов № 1 M60 ЧИЗ включает в себя 20 гребенок, представляющих собой тонкие стальные пластины. Приборы для калибровки метрической разновидности нарезки применяются при производстве машиностроительной конструкции, в сфере приборостроения. С их помощью оценивают правильность изготовления креплений (гаек, болтов, шпилек и гаек). Метрические резьбомеры отличаются простотой изготовления и высокой прочностью конструкции.
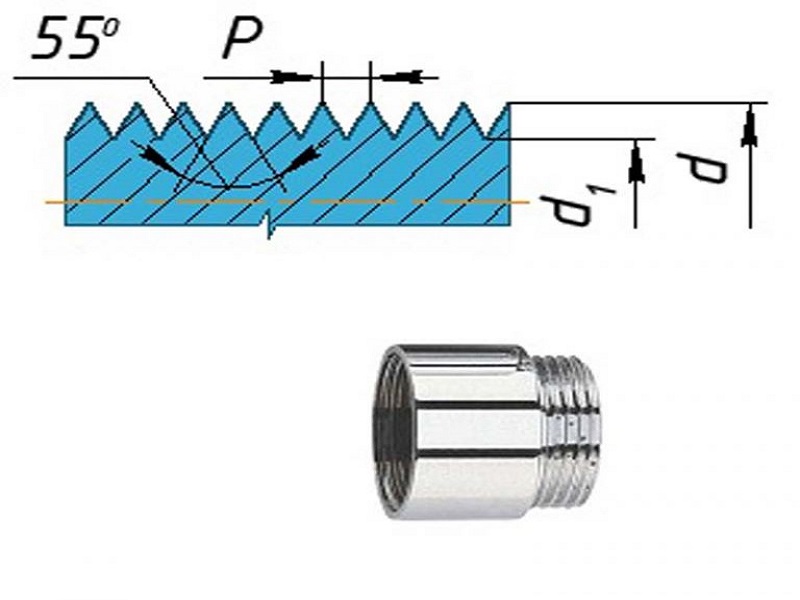
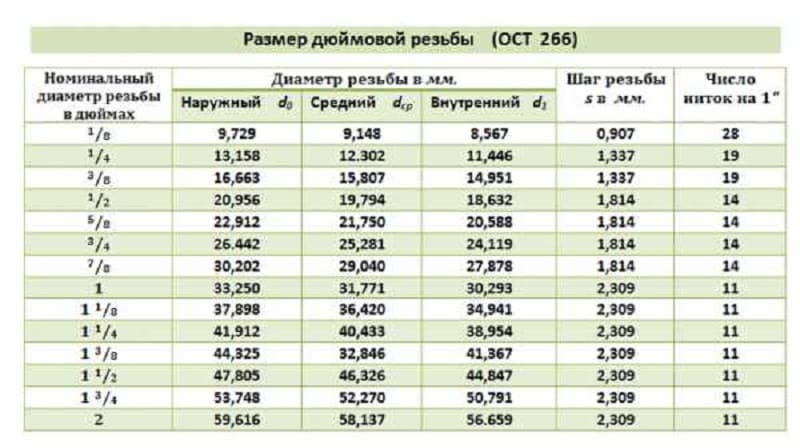
- Резьбомер дюймовый. Этот инструмент измеряет характеристики дюймовых нарезок. Он применяется в радиоэлектронной промышленности, авиастроении и производстве станков. Все расчеты производятся в дюймах (1 дюйм = 2,54 см или 25,4 мм). Стандартный набор гребенок дюймового резьбомера состоит из 17 пластин из стальных сплавов. Наименьшим размером обладает шаблон с 28 витками, наибольшим – шаблон с 4 витками. Угол профиля его гребенок составляет 55°, шаг определяется числом ниток на 1 дюйм. Поэтому данный вид резьбомеров изображается символами “Д55”, где “Д” – буква, указывающая на дюймовый вид, а 55 – значение угла.


В следующей таблице приведены шаблоны для определения шага с помощью метрического или дюймового резьбомера. Данные указаны для резьбы с габаритными размерами 75х15х15 мм:
| Условное обозначение набора | Набор № 1 M60 | Набор № 2 D55 | Набор № 3 M60-Д60 |
| Число пластинок или шаблонов в наборе | 20 | 17 | 20 |
| Шаг, мм | От 0.4 до 6.0 | – | От 0,5 до 2.0 |
| Количество ниток на 1 дюйм | – | От 28 до 4 | От 28 до 10 |
| Масса, кг | 0.03 | 0.025 | 0.035 |
При проверке точности нарезки необходимо учитывать основные характеристики метрической и дюймовой резьбы, указанные в ГОСТ 6357–1981:
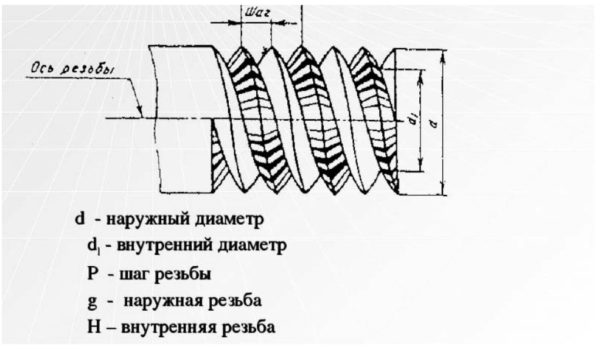
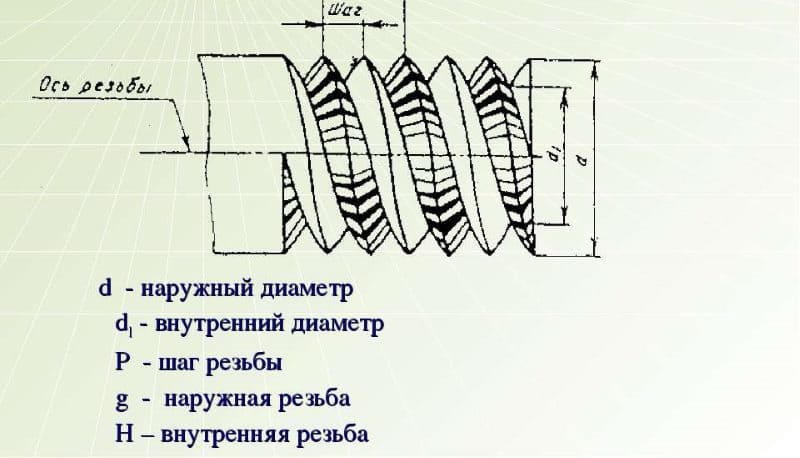
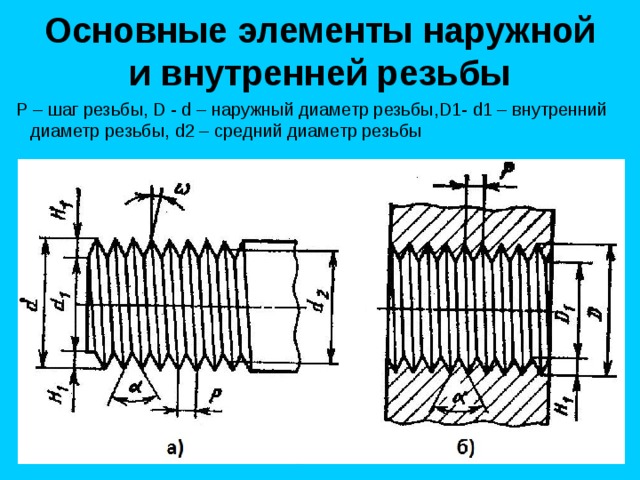
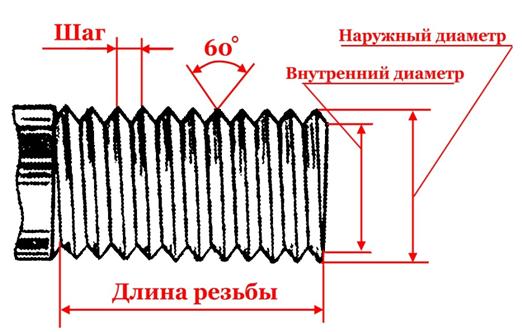
- Диаметр: характеризует расстояние между противоположными точками различных вершин. Наружный диаметр определяет дистанцию между верхними точками гребней, внутренний – расстояние между точками впадин канавок метрической или дюймовой нарезки.
- Высота профиля: определяет разность между наибольшим и наименьшим диаметрами.
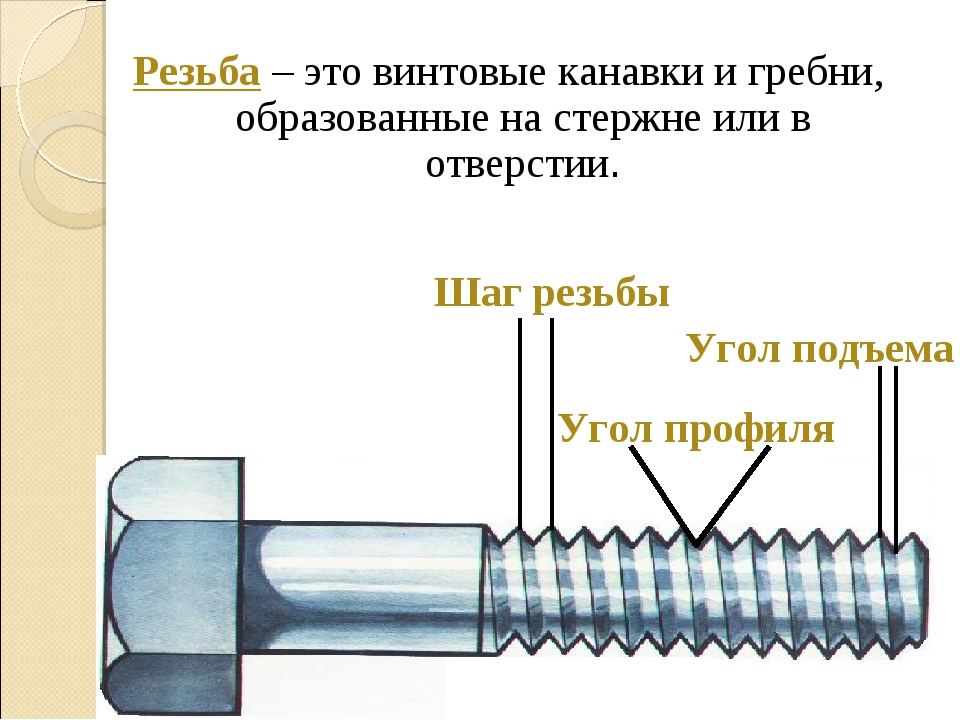
- Угол профиля: угол, располагающийся между профилем нарезки и плоскостью сечения, проходящего через ось детали.
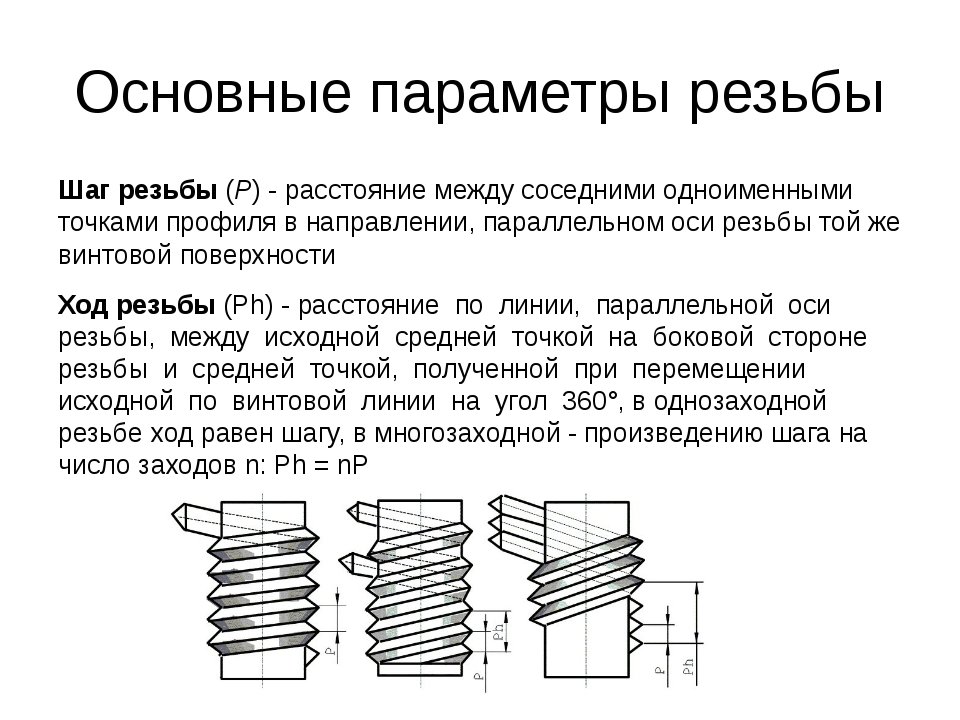
- Ход резьбы: характеризует дистанцию между боковыми сторонами профиля, находящимися в единой винтовой поверхности.
- Форма профиля: треугольная, прямоугольная, круглая и трапецеидальная.
- Расположение: указывает место, в котором была образована метрическая или дюймовая резьба. Она может располагаться как на внешней, так и на внутренней поверхности.
- Форма поверхности: определяет, на какой поверхности была образована метрическая или дюймовая резьба. Различают цилиндрическую и коническую формы поверхности.
Метрические и дюймовые резьбомеры обладают рядом параметров, определяемых ГОСТ 6111-52. Но во время их использования мастер должен учитывать вероятность срезания нескольких витков нарезки в нетвердых металлических сплавах и длину свинчивания
Во время калибровки важно определить, справится ли резьба с нагрузкой, возникающей при использовании измерительного инструмента
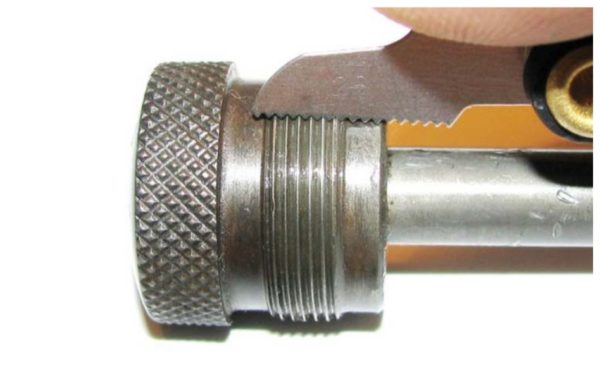
Как измерять гайку
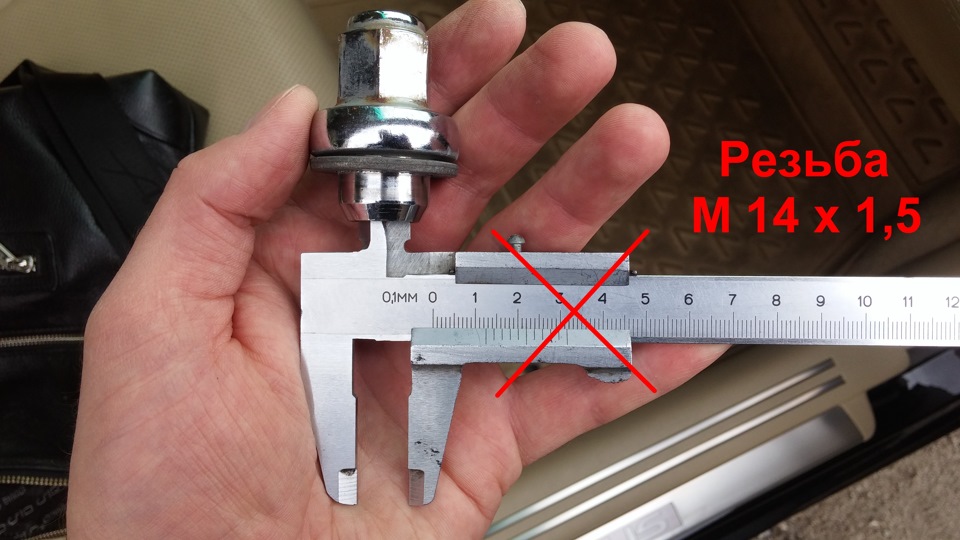
Большинство гаек имеют метрическую резьбу. Для измерения показателя диаметра резьбы потребуется чуть больше действий, чем в остальных случаях. По возможности рекомендуется проверять размер не самой гайки, а болта или винта, используемого для нее. Так можно добиться более точного результата.
Значение, которое получилось после измерения внутренней резьбы, является показателем внутреннего диаметра dвн.
Для того, чтобы точно определить диаметр метрической резьбы метиза, потребуется узнать соответствие dвн наружному диаметру используемого болта. Это производится с помощью специальной таблицы.
Точность контролируется за счет применения определенных калибров “проход-непроход”. Одна часть должна хорошо соединяться с гайкой, вторая часть наоборот, не должна.



Гайки отличаются по своему виду, и его легко определить при детальном осмотре. Чтобы узнать стандарт крепежного элемента, может потребоваться измерение высоты метиза, поскольку встречаются высокие, низкие, особо высокие и другие варианты.
Также для классификации шестигранных гаек используются габариты “под ключ”. Это объясняется тем, что метизы также различаются своими видами.
Для точного измерения шага резьбы допускается применение способа, рассматриваемого в случае с болтом. Понадобится резьбомер или придется посчитать количество витков на необходимом промежутке.
Определение размеров дюймовых гаек
Чтобы проверить размеры резьбы дюймовой гайки, необходимо рассмотреть резьбу болта или другого метиза, используемого с ней. Если подходящего нет под рукой, но есть информация о наличии дюймовой резьбы, то воспользуйтесь соответствующим резьбомером. При этом не забывайте разделять полученное значение на 25,4 мм.
Определение размеров шайбы
Для шайб используется короткое обозначение в виде D, что расшифровывается как диаметр метрической резьбы метиза, который применяется для крепежного элемента.
Чтобы точно измерять показатели, подойдет линейка или штангенциркуль. В результате получается значение, которое немного превышает показатель в обозначении. Это объясняется тем, что при монтаже требуется свободный ход, для чего выполняется небольшой зазор.
Итак, у вас есть болт или гайка с неизвестными параметрами резьбы, а под рукой кроме линейки нет никакого измерительного инструмента. Сразу предупредим, что с помощью линейки можно получить только грубый результат, поэтому если вы собираетесь регулярно проводить подобные измерения, лучше приобрести резьбомер или штангенциркуль.
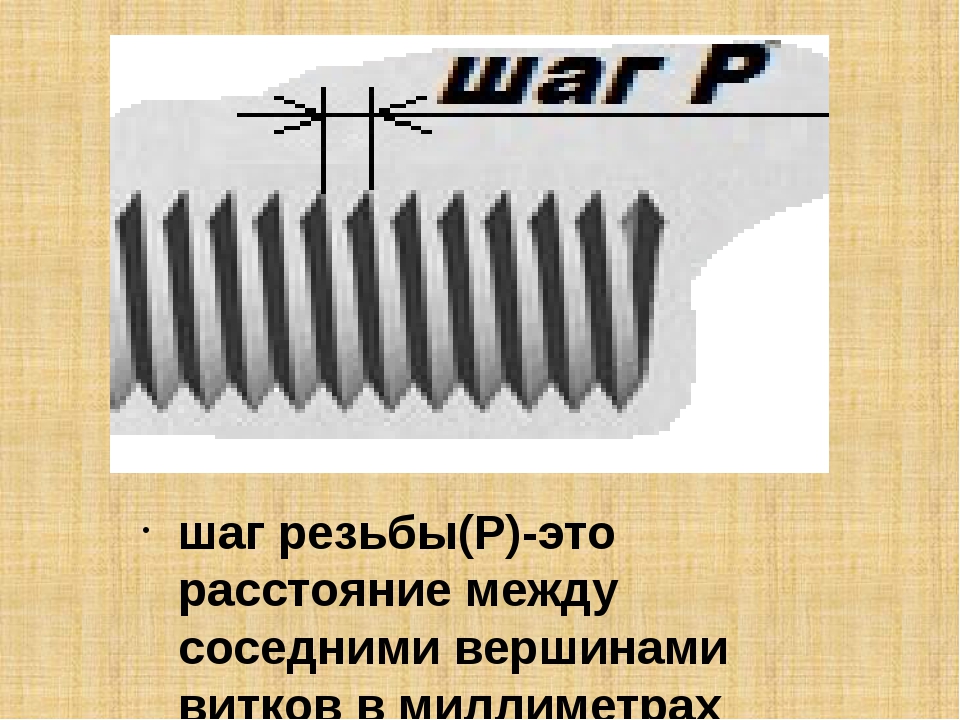
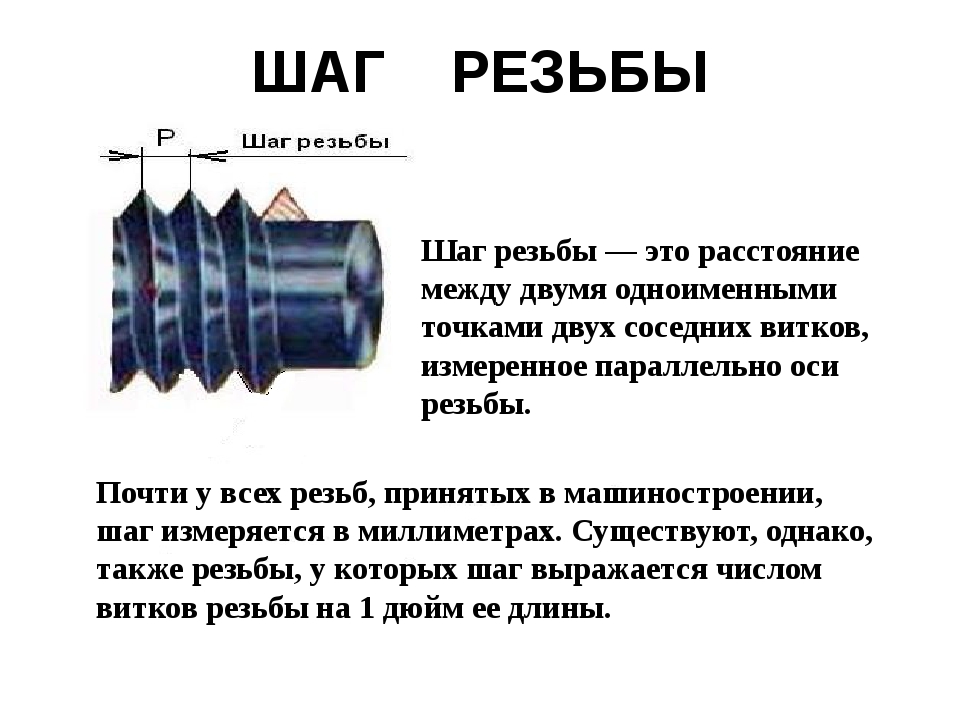
Резьбы выполняются по утвержденным стандартам, что позволило унифицировать все резьбовые соединения. Шагом метрической резьбы называют расстояние между соседними вершинами или впадинами резьбового профиля. Именно это расстояние нам и предстоит измерить.
Существующие виды резьбомеров-шаблонов
Метрические образцы
Обычно они имеют обозначение на своей рабочей части в виде надписи «М60», что означает величину градусов к профилю метрической нарезки. Процесс применения данного прибора достаточно прост – нужно всего лишь путем перебора имеющихся шаблонов, подобрать именно тот, который наилучшим образом встанет в паз по глубине измеряемой канавки на детали. Далее остается лишь считать маркировку, которая нанесена на подошедшем шаблоне. Также можно сочетать использование шаблона вкупе со штангенциркулем и в итоге получить более полную информацию о характеристиках измеряемой винтовой нарезки. Стоит отметить, что параметры используемой резьбы всегда должны быть уже зафиксированы государственными стандартами – в противном случае, нанесенная резьба будет считаться браком.
Дюймовые образцы
Они применяются для измерения характеристик дюймовых и трубных винтовых сочленений. С помощью этих инструментов измеряется именно количество витков по длине определенной единицы расстояния. На корпусе таких резьбомеров нанесена маркировка «Д55», а это означает, что угловой градус профильных трубных/дюймовых резьб имеет показатель 55.
Метрические резьбы и их применение
Резьбовые соединения очень распространены в строительстве, технике, машиностроении, аэрокосмической промышленности и в повседневной жизни. Что такое винт и гайка знают даже дети в детском саду, так как занятия с конструктором не могут обойтись без этих деталей. Несмотря на то, что первый винт был придуман еще Архимедом, а наши древние предки широко использовали винтовые передачи в прессах для отжима масла из оливковых косточек и семян подсолнуха, а так же для подъема воды для орошения полей, идея создать настоящее винтовое соединение нашла свою реализацию только в 15 веке, когда один из швейцарских часовщиков впервые сумел при помощи простейших приспособлений выточить первый винт и гайку.
Вместе с тем, к разумной мысли о том, что резьба должна быть одинаковой во всех странах мира человечество пришло не скоро. Так, широко распространенная и привычная всем, кто хоть немного сталкивался с техникой, метрическая резьба появилась и была описана в стандартах лишь после введения единой Системы Измерений, основанной на эталонах метра, килограмма и секунды. Так что появление и широкое распространение метрической резьбы датируется концом 19 века. До того времени в мире господствовали дюймовые резьбы.

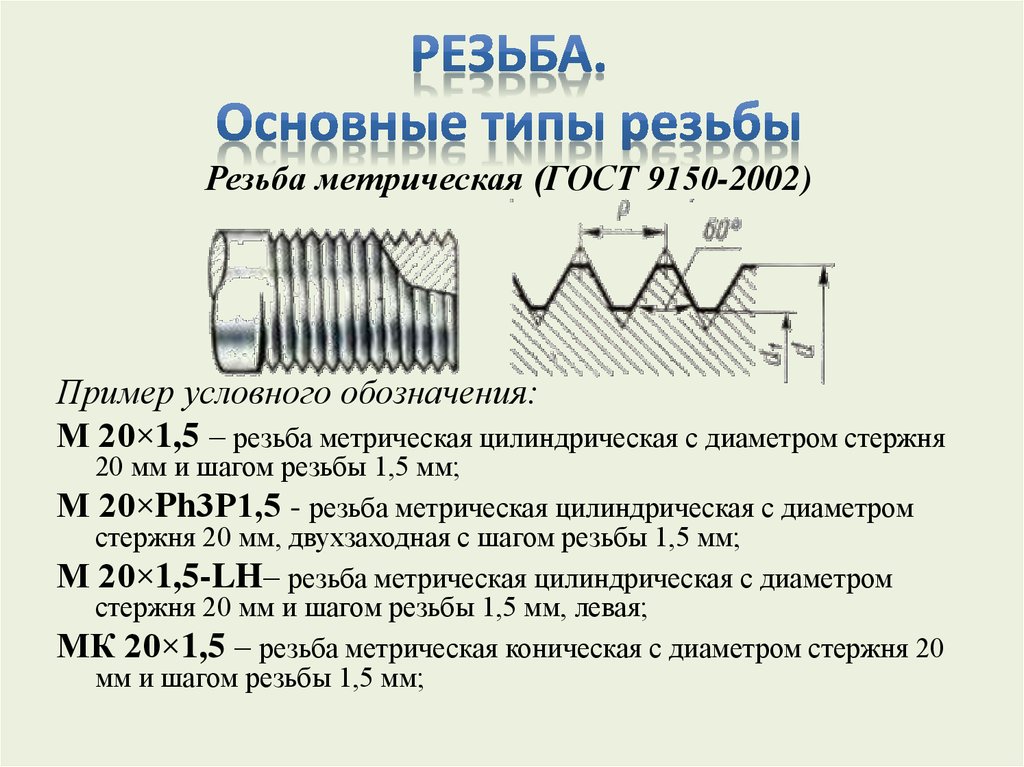


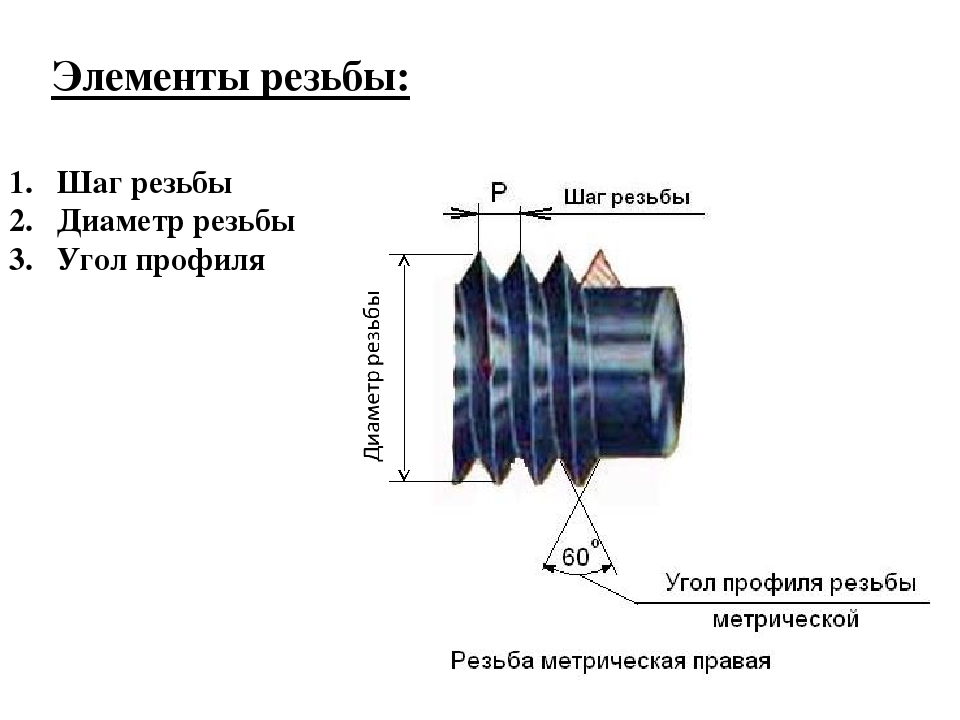
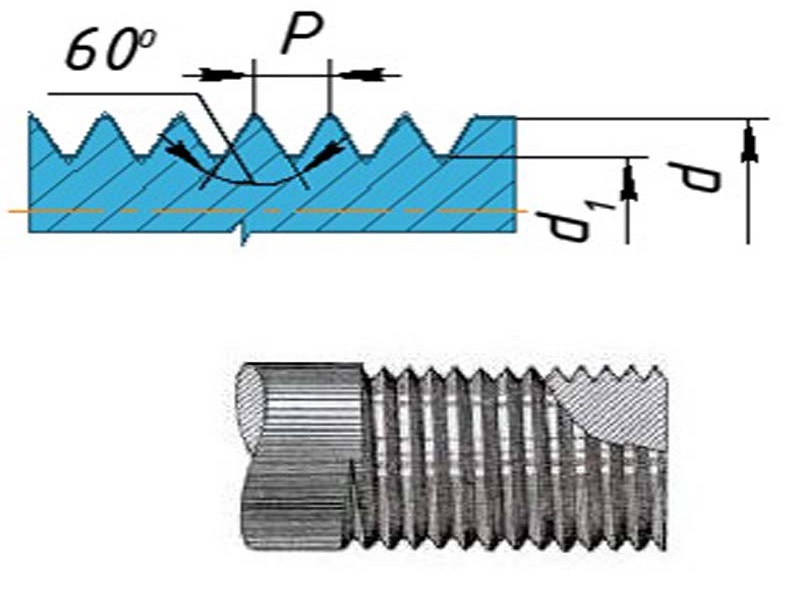
Главное отличие метрической резьбы от дюймовой состоит в том, что все её параметры привязаны к миллиметру, а за основу профиля самой резьбы взят равносторонний треугольник, так как все его угловые размеры одинаковы и равны 60 градусам
В стандартизации метрических резьбовых соединений важно, чтобы у гайки и болта совпадали не только угловые размеры резьбы, но и ее диаметр и шаг. Многие, особенно те, у кого имеются автомобили, сталкивались с непонятным явлением, когда винт и гайка имеют одинаковый диаметр, но винт вкрутить в гайку невозможно
Это говорит о том, что в данном месте используется резьба с меньшим шагом и для того чтобы винт вкрутился без проблем, его шаг резьбы должен быть тоже уменьшенным.
В стандартах, описывающих метрические резьбы, указано, что они должны обозначаться буквой M, а далее указывается диаметр резьбы и её шаг. Диапазон диаметров метрической резьбы лежит в пределах от одного до шестисот миллиметров. Разброс шага резьбы составляет от 0,075 до 3,5 мм. Резьбы с малым шагом применяют для измерительного инструмента, резьбы со средним шагом для нагруженных и работающих в условиях вибрации деталей и узлов, а резьбы с большим шагом применяют для крепления тяжелых несущих конструкций.
При создании стандартов метрических резьб были учтены различные допуски, которые задают степень округлости наружной кромки резьбы и отклонения от профиля, чтобы винт и гайка могли быть свободно закручены до момента упора при помощи руки.
Хоть метрические резьбы и не нашли широкого применения в уплотняемых соединениях, однако такая возможность заложена в стандарты. Так, резьба с обозначением MK применяется для самоуплотняемых соединений за счет конусности наружной и внутренней резьбы. Причем, для герметичного соединения необязательно чтобы винт и гайка были с конусной резьбой. Достаточно того, чтобы эта резьба была нарезана на винте.
Цилиндрическая метрическая резьба встречается достаточно редко. Её обозначение MJ. Главное отличие в винте, который имеет увеличенный радиус впадины на резьбе, что придает резьбовому соединению на основе цилиндрической метрической резьбы более высокие жаростойкие и усталостные качества. Такую резьбу применяют в аэрокосмической промышленности. Впрочем, в гайку с такой резьбой можно закрутить обычный метрический винт.
Несмотря на поголовное преобладание правой резьбы во всех устройствах и механизмах, все же бывает необходимо для реализации определенных функций применять левую резьбу. Метрическая левая резьба не отличается ничем от правой резьбы, кроме направления вращения, которое противоположно правым винтам. Если обычный винт закручивается по часовой стрелке, то левый в эту же сторону откручивается.
Также иногда можно встретиться с многозаходной метрической резьбой. Она отличается тем, что на болте и гайке одновременно нарезают не одну спираль, а две или даже три. Многозаходную резьбу часто применяют в высокоточном оборудовании, например, в фототехнике, чтобы однозначно позиционировать положение деталей при взаимном вращении. Такую резьбу можно отличить от обычной по двум или трем началам витков на торце.
Несмотря на очень широкое применение метрической резьбы, во многих развитых странах мира традиционно в большем ходу остаются так называемые дюймовые резьбы. А трубная резьба повсеместно измеряется в дюймах. И, несмотря на сильные отличия таких видов резьбы, сантехникам во всем мире на нужно объяснять отличия полудюймовой трубы от трехчетвертной.
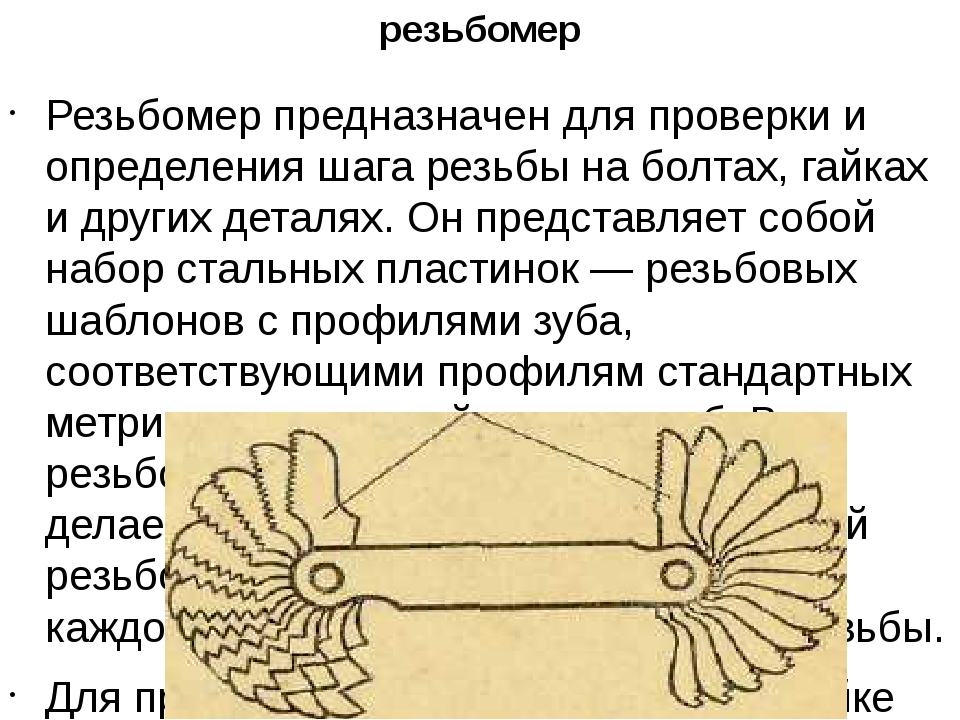
Устройство и функционал
Резьбомер – это набор шаблонов, изготовленных из прочных металлических пластин. Их толщина около 1 мм. Один конец пластин имеет вырезы, калибром сопоставимые с измеряемой резьбой – шагом и профилем. Такие пластинки с зубчиками мастера называют гребенками. Метрические гребенки имеют обозначение шага резьбы, дюймовые — количество ниток помещающихся в одном дюйме.
Основной функционал приспособления – достаточно точно установить:
- Износ резьбы.
- Шаг резьбы.
- Число ниток резьбы на единицу расстояния.
- Изготовление резьбы по ГОСТу.
Прежде, чем начать работу с устройством, необходимо убедиться в его исправности. Повреждения и деформация должны исключаться. Исследуемый участок резьбы освобождается от масла и иных грязных компонентов. Заусеницы и дефекты устраняются. Из всей массы выбирается одна гребенка, которая плотно совпадет с профилем изучаемой резьбы. При этом никаких просветов быть не должно. Замеры невозможно сделать без штангенциркуля. Он определяет диаметр резьбы.






Какие бывают приспособления
На что нужно обратить внимание, чтобы не допустить ошибки при выборе продукции? Лучшие производители выпускают два типа популярных моделей:
| Вид | Описание |
|---|---|
| Метрические | Применяется при работе с заготовками, которые обладают метрической градацией. Приспособление используется для измерения шага и профиля нарезки с диаметром от 1 до 600 мм. Количество пластин в наборе – 20 штук. Представляют собой зубчатые гребенки, изготовленные из прочной стали. Главная их функция – выяснить коэффициент нарезки от 0,4 до 7 мм. Правильное название инструмента – метрический прибор. В состоянии дать оценку правильности креплений (гаек, болтов, шпилек и так далее). Несмотря на простоту конструкции, она достаточно прочная. На корпусе нанесена соответствующая маркировка «М60». Входит в перечень основных инструментов в приборостроении, машиностроении и иных аналогичных направлениях деятельности. |
| Дюймовые | Рассчитан на работу с дюймовыми нарезками. Незаменимая вещь в сантехнике, авиастроении, радиоэлектронике, станкостроении. Вне зависимости от того, продукция от отечественного или иностранного производителя, в наборе имеется 17 зубчатых пластин. От метрического приспособления отличаются углом расположения. У наименьшей гребенки количество витков – 28. Наибольшая обладает 4 гранями. Шаг определяется исходя из количества нитей в расчете на 1 дюйм. На корпус нанесена маркировка «Д55». Выпускаются устройства для профессионального и бытового применения. Незаменимый помощник при починке сантехнических приборов в домашних условиях. |
Какой лучше купить товар, зависит от многих факторов. В продаже можно встретить, помимо основных, и другие варианты популярных моделей:
- Универсальные. По мнению покупателей, самый идеальный прибор для тех, кто постоянно сталкивается с необходимостью измерения резьбы и выяснения ее состояния. Набор состоит из пластин для калибровки метрической и дюймовой шкалой. Предназначен для работы с любым типом нарезки. Изготавливается из прочного и износостойкого материала. Пользуется большой популярностью у слесарей.
- Трапецеидальные. Устройство создано специально для работы с трапецеидальными нарезками. Носят название «Т-резьбомеры».
Характеристики устройств
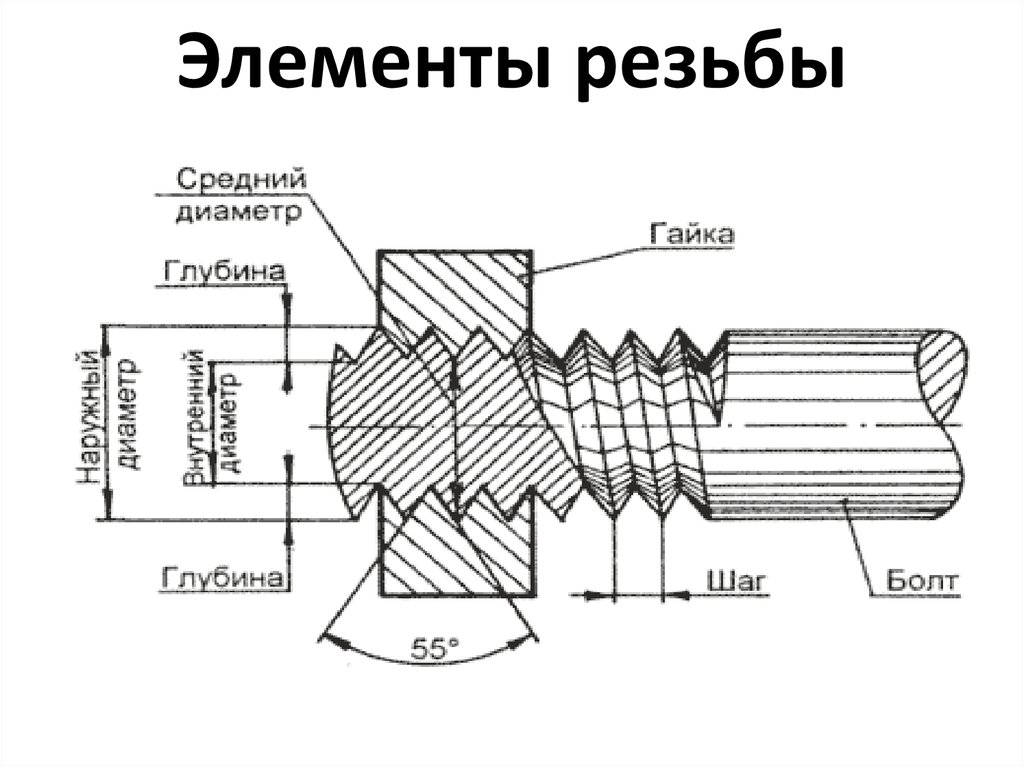
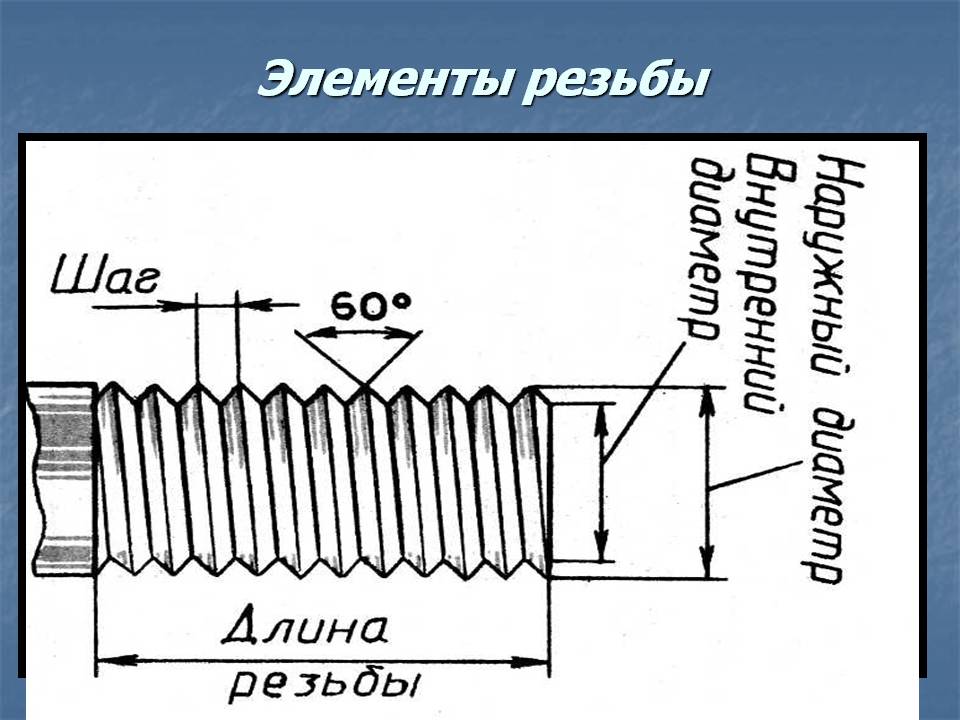
Резьба, вне зависимости от того, метрическая она или дюймовая, бывает наружной или внутренней. Основными параметрами принято считать:
- Глубину. Расстояние между вершиной и основанием.
- Шаг. Представляет собой расстояние между вершинами соседних витков.
- Внутренний диаметр. Размер цилиндра с имеющимися витками.
- Наружный диаметр. Измеряется по вершинам витка. Параметр заготовки в месте нарезки.
- Угол профиля. Расстояние между боковыми частями профиля в осевой плоскости. Измерение осуществляется в градусах.





