Введение
Я буду на 100% прав, если скажу, что установка электропилы — самая важная задача. Если оборудование не настроено должным образом, может появиться так называемая «волна». Этот дефект может быть вызван распиловкой бревен, и здесь необходимо учитывать множество факторов. Я думаю, что все знают, как выглядит «волна» — удары по поверхности доски в точке распиливания.
В дополнение к волне, вы можете получить заниженную или завышенную толщину пиломатериалов, что также хорошо, потому что тогда после сушки невозможно укладывать доски на одни и те же четырехугольники без дополнительных операций и размеров.
Я подробно описал, как получить максимальную отдачу от лесопилки в моей новой книге «Как получить максимальную отдачу от лесопилки». Для получения дополнительной информации см. Раздел «КНИГИ» в разделе «Верхнее меню».
2 Разводка и заточка ленточных пил – суть процессов
Режущая кромка инструмента теряет свои свойства после каждого его использования по назначению. Исправить данную ситуацию невозможно, естественный износ пилы в процессе эксплуатации считается неизбежным
. В связи с этим разводка, осуществляемая перед заточкой приспособления для резки, и непосредственно заточка оказывают большое влияние на функциональность инструмента.
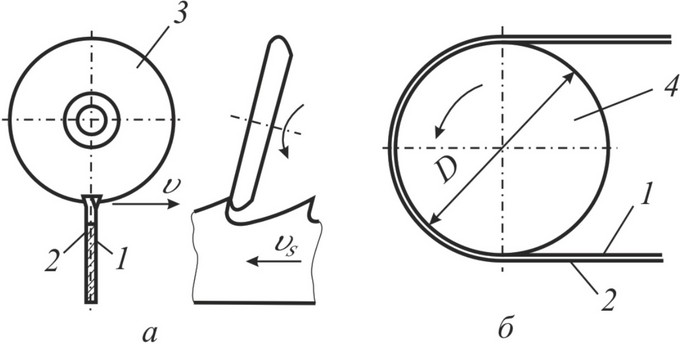
Разводка представляет собой процедуру по отгибу в стороны зубьев режущего приспособления, необходимую для снижения трения полотна и предотвращения его зажатия. Указанная операция выполняется по трем вариантам:
- зачищающий: в начальном положении оставляют каждый третий зуб пилы, такой способ разводки рекомендован в тех случаях, когда ленточнопильный станок обрабатывает очень твердые сплавы и материалы;
- классический: производится поочередный отгиб зубьев в левую и в правую сторону;
- волнистый: наиболее сложный вид процедуры, при котором показатель отгиба каждого отельного зуба является сугубо индивидуальным.
Разводка выполняется посредством разводных специальных приспособлений. Ее величина, как правило, не превышает показателя в 0,7 мм (на практике зубы разводятся и на меньшую величину – от 0,3 до 0,6 мм)
Обратите внимание на то, что отгибают 2/3 либо 1/3 зуба, а не весь зуб
После грамотно сделанной разводки можно отправлять инструмент на заточной станок для ленточных пил, и приступать к его заточке. Известно, что более 80 процентов случаев потери пилой своих рабочих параметров связано с неправильной их заточкой или же с тем, что таковая не была произведена своевременно. Определить необходимость выполнения процедуры несложно визуально – по повышенной шероховатости стенок пропила, либо по виду зубьев.
Твердость зубьев напрямую влияет на то, какие конкретно круги следует установить на станок для заточки ленточных пил. Для биметаллических приспособлений обычно выбирают боразоновые или алмазные круги, для сделанных из инструментальных сталей – корундовые. А вот форму изделий для заточки определяют по характеристикам пилы. С этой точки зрения круги могут быть:
- тарельчатыми;
- чашечными;
- профильными;
- плоскими.
Выполняя заточку зубьев, нужно придерживаться следующих обязательных требований:
- не должно появляться заусенцев;
- по профилю зуба съем металла должен быть равномерным;
- следует использовать жидкость для охлаждения агрегата для заточки;
- профиль зуба и его высота не должны изменяться в результате проведения процедуры;
- чрезмерно сильный нажим на круг недопустим, так как в данной ситуации высока опасность формирования отжига.
Перед проведением заточки желательно оставить инструмент на 10–12 часов в вывернутом подвешенном состоянии. Это значительно облегчит процесс.
В большинстве случаев заточка в домашних условиях выполняется по задней поверхности зубьев пил, хотя рекомендации производителей позволяют осуществлять операцию и по передней поверхности.
Режимы резания
Чтобы функционирование ленточного полотна было надлежащим, необходимо обеспечить не только правильный зажим заготовки, наличие СОЖ, обкатку нового полотна и иные моменты, но и соблюдать конкретный режим резки металла.
Внимание! Оптимальный режим резания выбирается определением скорости движения полотна (скорость резания, в м/минуту), исходя из марки металла, и выставлением скорости подачи консоли (в мм/мин)
При обкатке
Важно! Режимы резки металла при обкатке нового полотна зависят от материала, из которого оно изготовлено: биметалл или твердые сплавы. Для биметаллического полотна, в целях исключения деформации зубьев (микросколы) величину подачи металлической заготовки регулируют таким образом, чтобы она не превышала половину скорости, предусмотренной для конкретного материала заготовки (автоматные, легированные и прочие виды сталей, чугуны и сплавы)
Для биметаллического полотна, в целях исключения деформации зубьев (микросколы) величину подачи металлической заготовки регулируют таким образом, чтобы она не превышала половину скорости, предусмотренной для конкретного материала заготовки (автоматные, легированные и прочие виды сталей, чугуны и сплавы).
Биметаллическое полотно BAHCO для ленточнопильного станка. Фото 220Вольт
Чтобы устранить при обкатке возможные вибрации, скорость резания дополнительно уменьшают, а затем при дальнейшем прохождении режима обкатки, скорость подачи заготовки постепенно увеличивают так, чтобы она к концу обкатки полностью совпадала с рекомендуемой производителем.
Продолжительность работы в режиме обкатки
Продолжительность режима резки металла новым полотном зависит от типа заготовок:
- при малой площади поперечного сечения режим обкатки проходит при разрезке заготовок общей площадью 0,3 кв. метра;
- иные типы заготовок обрабатывают в режиме обкатки в течение четверти часа.
Параметры выбора режима резки
В зависимости от того, какой именно вид материала будет подвергаться обработке на ленточном станке, и какой металл у самого плотна (биметалл или твердый сплав) индивидуально устанавливается режим, состоящий из трех основных параметров:
- скорость резки (в метрах в минуту);
- толщина заготовки, в мм;
- «шаг» зуба пилы.
Всего существует 18 отдельных режимов — по количеству типов обрабатываемого материала.
Ленточнопильный вертикальный станок с ЧПУ Opus AX3-R. Фото Стербруст
Например, для конструкционных сталей предусмотрено три основных режима, в зависимости от толщины:
- толщина меньше 100 мм – скорость подачи от 70 до 100 м/мин;
- толщина от 100 до 500 мм – скорость подачи от 50 до 90 м/мин;
- толщина более 500 мм – скорость подачи от 40 до 77 м/мин.
Напольный ленточнопильный станок METALMASTER BSM-912B для выполнения реза под разными углами. Фото 220Вольт
Для чугуна режимы обработки следующие:
- толщина меньше 100 мм – скорость подачи от 40 до 50 м/мин;
- толщина от 100 до 500 мм – скорость подачи от 40 до 45 м/мин;
- толщина более 500 мм – скорость подачи от 35 до 40 м/мин.
Самая низкая скорость резки предусмотрена для титановых сплавов: при любой толщине рекомендуется подавать материал со скоростью от 10 до 20 м/мин.
К сведению! «Чемпионами» по скорости резки являются автоматные стали — при толщине менее 100 мм резка происходит со скоростью 130 м/мин.
Шаг зубьев
Постоянный и переменный шаг зубьев ленточной пилы побирается по принципу: чем больше ширина разрезаемой заготовки из сплошного метала, тем меньше зубьев должно быть на одном дюйме полотна.
Ленточнопильный вертикальный полуавтоматический станок VTF 500 SHI-E. Фото НЕВАСТАНКОМАШ
Так, при толщине металла меньше 100 мм. число зубьев на полотне оптимально равно 14 (10/14 – для переменного шага), при толщине, равной 400 мм. среднее количество зубьев не превышает двух (1,4/2,5 для переменного шага).


Подбор и настройка оборудования
Человек, который отвечает за качество распилки (оператор или может это технолог на большом производстве) обязан подобрать нужную пилу и установить скорость распиловки древесины. В зависимости от вида материала подбираются нижеперечисленные настройки:
- Опытные настройщики знают, что скорость распиливания должна быть немного меньше предельной. От скорости зависит качество материала на выходе: слишком большая приведет к «волнистой» поверхности, а если низкая — появятся выступы;
- Следующим параметров должно являться давление натяжки ленты. Его нужно смотреть в паспортных характеристиках станка. В среднем на станке ставится давление 170 бар, если же нету датчика силы натяжки ленты, то его нужно установить, так вы значительно сэкономите на качестве и расходе лент;
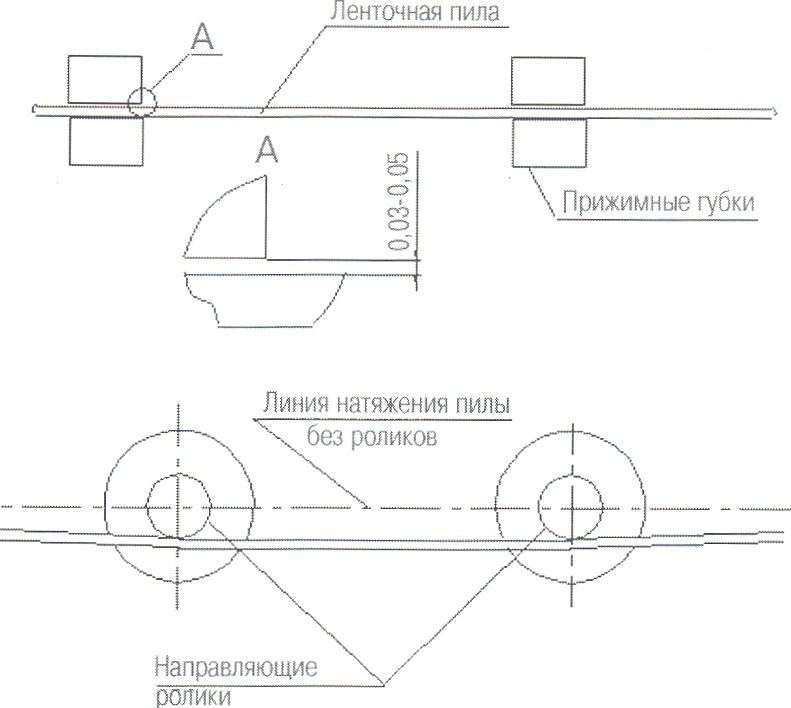
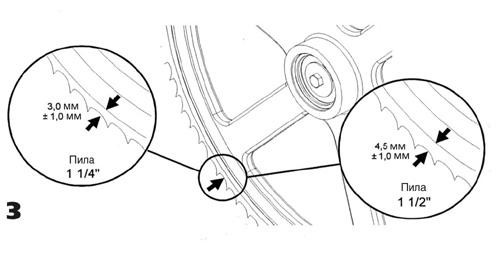
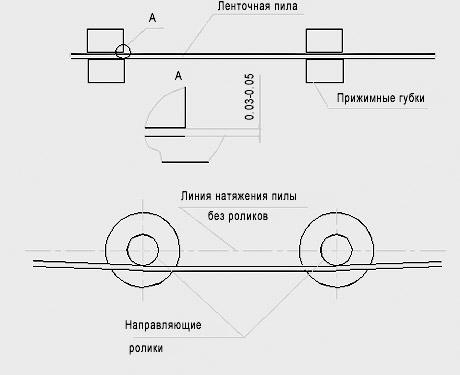
- Выступ ленточки над шкивом от 0 до 3 мм;
- Не забываем и о выставке шкивов параллельно друг другу;
- Ролики должны быть опущены на сантиметр ниже шкивов и придаю ленточке параллельность.
Такая настройка должна проводится раз на день. Если ленточную пилораму настраивать реже, например, 1 раз в 7 дней, то время самой настройки увеличится, а качество материала будет уменьшатся. После контакта древесины с опорным роликом, то лучше перепроверить регулировку станка.
Особенности заточки ленточных пил
Любой инструмент рано или поздно затупится, а перед мастером встанет вопрос о его заточке. Она может выполняться как вручную, так и на специальном оборудовании. Заточка ленточных пил предусматривает их разводку, то есть восстановление профиля режущей кромки. Существует три способа, как развести пилу:
- Классический . При этом зубья по очереди отклоняют в правую и левую сторону.
- Зачищающий . При таком способе 1-й и 2-й зубья отклоняют в разные стороны, а 3-й оставляют ровным. Это облегчает распил самых твердых материалов.
- Волнистый . В этом случае кромке придают эффект волны. Сложный вариант, который могут выполнить только профессионалы.
Заточной станок для ленточных пил
Существует масса разновидностей таких агрегатов. Прежде всего они отличаются типом точильных кругов, подбираемых под определенный вид режущего полотна. Не существует универсального станка, способного справиться с любой лентой, поэтому перед его покупкой необходимо убедиться, что он подходит к самой пиле. Небольшой режущий инструмент можно заточить и надфилем, но в условиях промышленного производства такой вариант неприемлем. Станок для заточки ленточных пил может быть ручным и автоматическим. В любом случае он требует применения охлаждающей жидкости.

Виды разводки. Нюансы выполнения операции
Перед тем как сделать развод на ленточной пиле, следует сначала определиться с видом отгиба. Всего используется несколько типов:
- классический развод. Отличается тем, что зубья поочерёдно отгибаются в разные стороны. То есть один элемент загибается влево, второй — вправо;
- зачищающий. Несколько отличается от первого варианта. Суть его в том, что два зуба разводятся в разные стороны, а третий остаётся без изменений. Развод ленточной пилорамы таким способом делается в случае разделки дерева твёрдых пород;
- волнистый. Самый сложный в исполнении метод. Здесь величина отгиба каждого зуба индивидуальна, что обеспечивает волнистую конфигурацию режущей кромки.
Перед тем как делать развод на ленточных пилорамах, следует учесть несколько важных нюансов:
- величина отгиба на всех зубьях должна быть одинаковой (не относится к волнистому методу);
- изгибаться режущий элемент должен не в основании, а только в его части;
- усилие должно прикладываться в строго определённую точку.
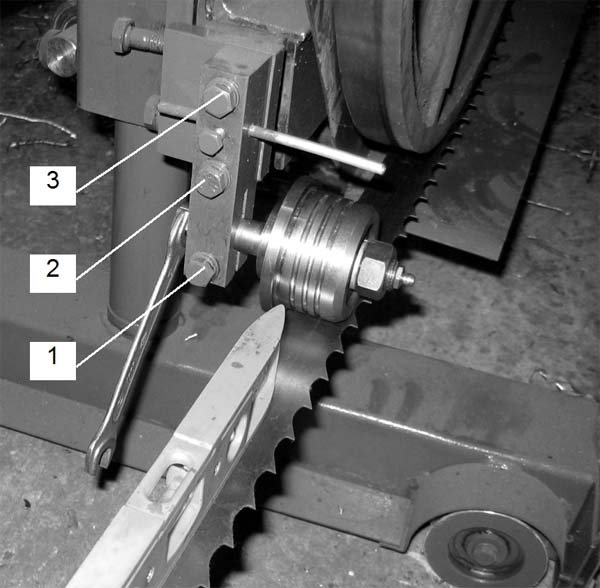
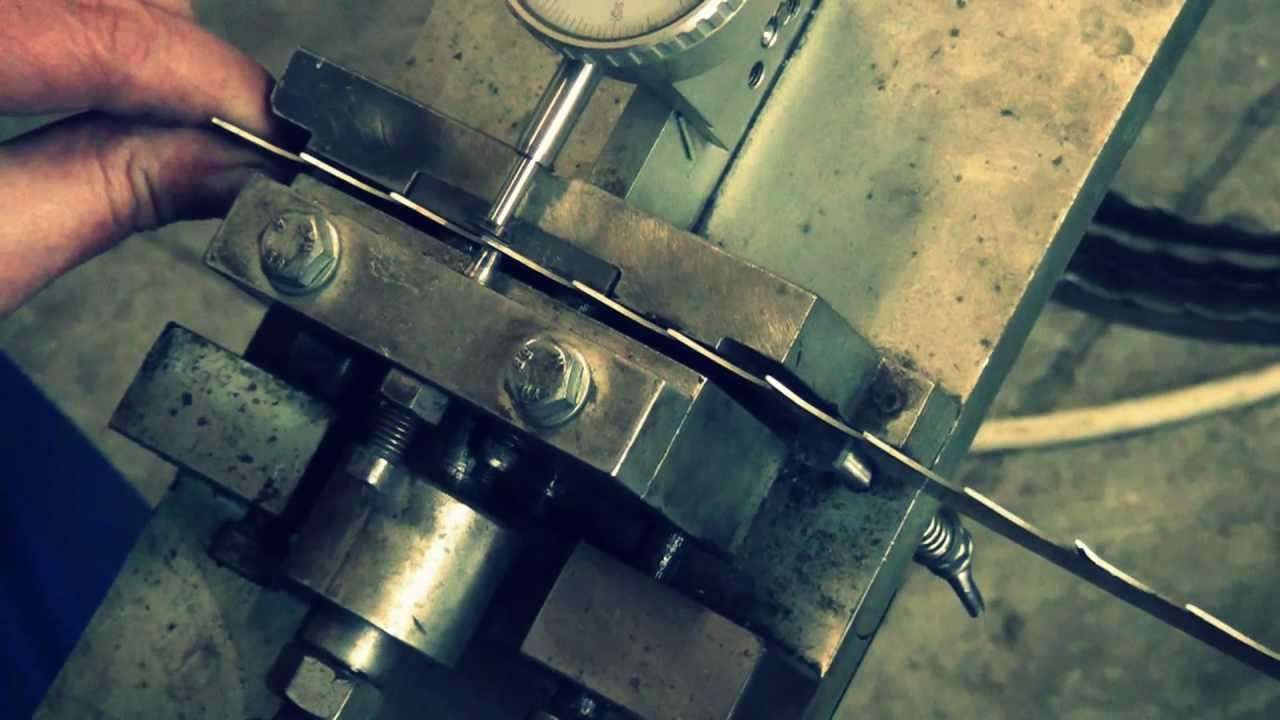
Теперь о том, как правильно разводить ленточные пилы для пилорам. Как уже отмечено, эта операция выполняется на специальном станке. Суть работы сводится к тому, что полотно закрепляется в станине. Затем осуществляется калибровка индикатора. Далее проводится установка рычага, которым будет осуществляться изгиб (выбирается место прикладывания усилия).
После установочных работ оператор отгибает зуб, при этом контролируя по индикатору величину его отгиба. Затем лента перемещается в станине и операция повторяется, но уже с другим режущим элементом.
Не маловажным в подготовке ленточной пилы является ее развод зубьев.Очень много вопросов от наших клиентов поступает по этому поводу
Отвечаем на Ваши вопросы: 60 м3 вместо 20-30, а так же он снимает напряжение с пилы что очень важно, каждый зуб будет иметь одинаковый профиль, что повысит устойчивость пилы в пропиле
ООО «ПилорамCервис» 2004–2019
Информация на сайте ни при каких обстоятельствах не является публичной офертой. При использовании материалов с данного сайта – ссылка на него обязательна!
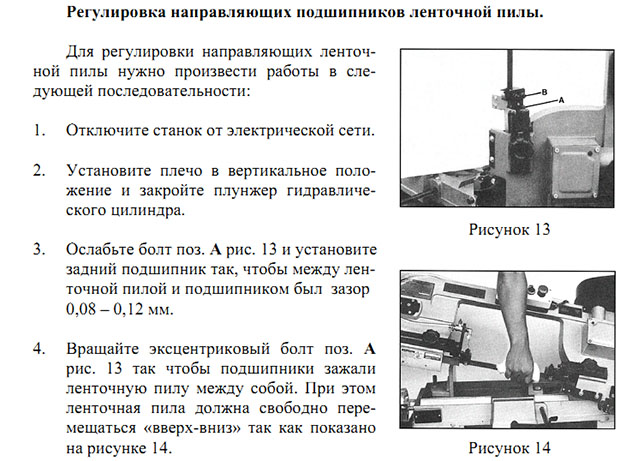
Этапы настройки ленточной пилорамы
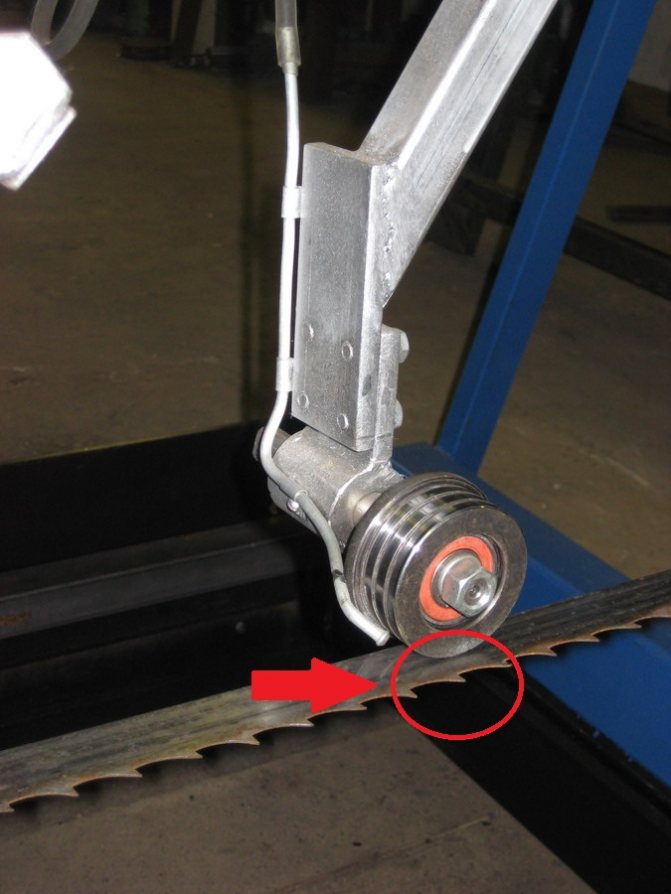
Очерёдность настройки узлов ленточнопильного станка требует специальных навыков и знаний, но не представляет особой сложности.C помощью регулировочных болтов, колёс и отвеса, шкивы выставляются в плоскости по вертикали.Выставление шкивов по горизонтали. Делается это при натянутой ленте специальной нитью, проходящей вдоль пилорамы. После установки колёс в горизонтальной плоскости происходит фиксация «ведущего» колеса, которое далее в наладке не участвует.Установление люфта между передним краем «ведомого» шкива и межзубовым зазором полотна ленточной пилы проводят при натянутой ленте с помощью раскачивания «ведомого» шкива по горизонтали.Зазор выставляется между межзубовым зазором ленты и передней кромкой «ведущего» шкива пилорамы методом раскачивания «ведомого» колеса по вертикали.

Краткий справочник инструментальщика
Ленточные пилы для резки металлов
Для современных ленточнопильных технологий обработки металлов рынок предлагает сегодня ленточные пилы из углеродистых сталей и биметаллические — с пружинной основой и зубьями из быстрорежущей стали или твёрдого сплава. Многообразие конструктивных параметров ленточных пил в сочетании с применением оптимальных режимов резания позволяет обеспечить высокую производительность и снизить себестоимость технологического процесса обработки на ленточнопильных станках по сравнению с другими способами разделительной резки заготовок.
Виды ленточных пил
Ленточные пилы, изготовленные из качественной высокоуглеродистой инструментальной стали, предназначены для экономичной резки широкой гаммы легированных и нелегированных сталей с прочностью на разрыв до 80 кПа/мм?, но по своим техническим и эксплутационным показателям они уступают биметаллическим полотнам.
Самое широкое распространение в современной ленточнопильной технологии получили биметаллические пилы, особенно с зубом из быстрорежущей стали. Режущая часть зубьев изготовлена из быстрорежущей стали М42 (аналог 11Р2М10К8). Эта сталь, высоколегированная молибденом и кобальтом, имеет высокую твёрдость (до 950 НV) и красностойкость. Специально подобранная пружинная сталь основы пилы обеспечивает ей прочность и долговечность, а надёжное электронно-лучевое сварное соединение с режущими зубьями, позволяет использовать эти пилы в самых тяжёлых условиях производства. Пилы новой конструкции с комбинированным шагом наиболее применимы для резки труб, профилей и заготовок переменного сечения. Переменный шаг зуба пилы позволяет значительно уменьшить вибрацию, повысить устойчивость и эффективность процесса резки заготовок переменного сечения.
Ленточные полотна с твёрдосплавным зубом применяются для самых трудных условий резания. Они используются на высокопроизводительных и жёстких двухколонных ленточнопильных станках для резания таких труднообрабатываемых материалов, как чугунное литьё, неферромагнитные сплавы, редкоземельные металлы и сплавы типа Монель, Инконель, Хастелой и др. с высоким содержанием никеля и титана, и при этом существенно снижают себестоимость разделительной резки. Конструкция гнезда для размещения твёрдосплавной пластины гарантирует прочность ее соединения с полотном пилы. Зубья пил имеют разводку, которая обеспечивает необходимый зазор при пилении и удаление стружки. Эти пилы применяются для резки только сплошных сечений диаметром от 60 мм.
Как правильно заточить ленточную пилу
Сразу отметим, что если опыта и навыков выполнения таких работ нет, доверить заточку пил лучше профессионалам. Нарушение геометрии зубьев режущей кромки, появление окалины на металле или неправильная разводка заметно сокращают срок службы полотна.
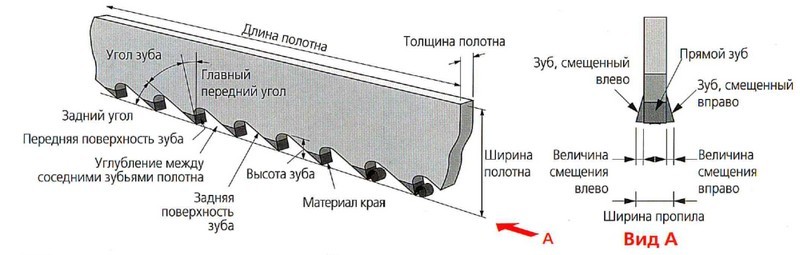
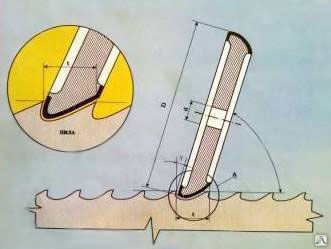
Решив заточить ленточную пилу своими руками, нелишним будет предварительно ознакомиться с ключевыми определениями, знание которых может потребоваться в процессе работы. Итак, для правильного формирования режущей кромки потребуется:
- разводка – отклонение зубьев от плоскости основного полотна пилы;
- высота зубьев – расстояние между верхней точкой и основанием;
- шаг – расстояние между зубьями, обычно варьируется в пределах 19-25 мм.
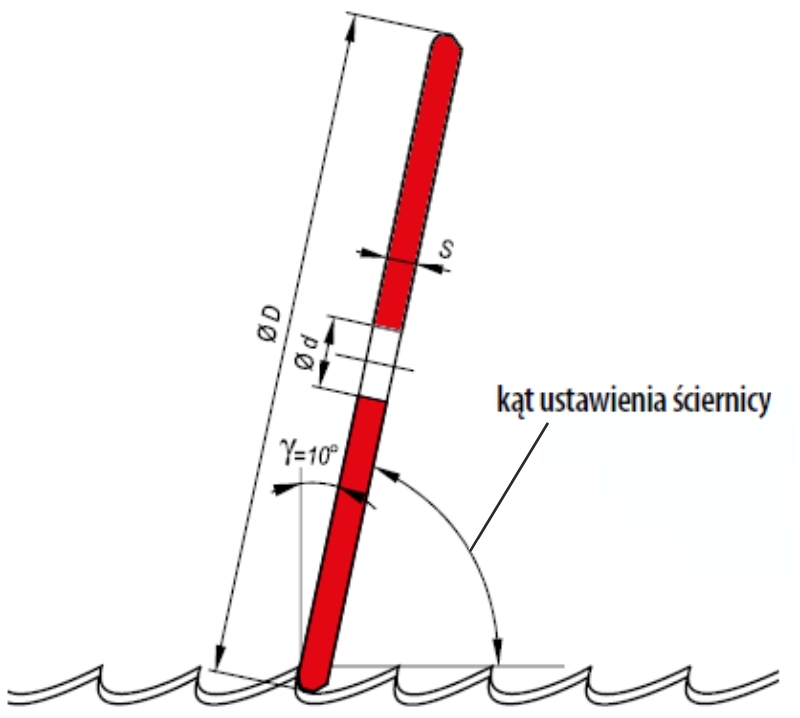
- угол заточки – зависит от целевого предназначения инструмента; например, рекомендуемый угол заточки столярных пил составляет 35°, делительных – 18-22, предназначенных для распиловки бруса – не более 15°.
Угол заточки определяется производителем, поэтому при самостоятельной правке пилы рекомендуется придерживаться этих параметров.
Приведём детальную инструкцию, которая поможет правильно заточить замкнутую пилу, не прибегая к услугам специалистов.
Разводка
Развод ленточных пил по дереву – это первый этап восстановления профиля режущей кромки. В процессе эксплуатации расположение зубьев может изменяться, поэтому пока не достигнута правильная геометрия, затачивать пильную часть не имеет смысла.





Существует 3 способа развести пилу:
- классический – зубья попеременно отклоняются в правую и левую сторону;
- зачищающий – 1-й и 2-й зубья отклоняются в разные стороны, третий остаётся ровным. Такой профиль создаётся для распиловки твёрдых материалов;
- волнистый – наиболее сложный вариант, напоминающий по форме волну. Здесь каждому зубу придаётся индивидуальная форма, и такой тип разводки обычно выполняется только в специализированных мастерских.
Нужно отметить, что при разводке огибается не весь зуб, а примерно 2/3 верхней части. Процедура выполняется на специальном станке для разводки ленточных пил. Стоимость такого инструмента довольно высока, потому его покупают, если требуется налаживать несколько инструментов. Его наличие может стать основой бизнеса по заточке.
Разумеется, с первого раза правильно все сделать даже на разводном станке может не получиться, поэтому как минимум геометрия профиля должна остаться такой же, как до начала выполнения работ.
Заточка
Это основной этап правки режущей кромки, который может выполняться двумя способами.
Полнопрофильная заточка пил выполняется эльборовым кругом, установленным в специальном точильном станке.
Это полностью автоматизированная операция, которой пользуются профессионалы. Работой станка для заточки ленточных пил по дереву управляет электроника, и заточной круг за один проход обрабатывает всю ленту. Недостаток такого способа заключается в том, что эльборовый круг подбирается индивидуально к профилю пилы, поэтому для правки разных инструментов заточной элемент должен присутствовать в ассортименте.
Заточка зубьев выполняется вручную или на специализированном оборудовании.
В первом случае можно восстановить остроту зубьев в кратчайшие сроки, но работа требует определённых навыков. Во втором – кропотливый труд: 4-5 движений по грани каждого зуба.
Для автоматической заточки используются алмазные, эльборовые и корундовые круги
Важно понимать, что при выполнении этой процедуры зубьям придаётся только острота, созданная после разводки полотна геометрия должна остаться неизменной
Домашняя ленточная пила
Ленточные пилы являются обязательным инструментом в каждой мастерской. Ленточные пилы также используются на лесопильных, ленточных и режущих пилах.
Качество и надежность ленты предоставляют отличную возможность для ее повторного использования и позволяют использовать ее во всех областях строительства.
Ленточная пила Это режущий инструмент, используемый для ленточных пил. По своей конструкции ленточная пила имеет форму гибкой стальной ленты, плотно зацикленной, с несколькими зубцами на одном краю.
Ремень установлен на двух шкивах, которые вращают электродвигатель ленточной пилы.
Используя ленточную пилу, вы можете делать как прямые, так и фасонные разрезы. Именно поэтому сфера его использования очень разнообразна и не ограничивается строительными работами и производством мебели.
Краткий справочник инструментальщика
Ленточные пилы для резки металлов
Для современных ленточнопильных технологий обработки металлов рынок предлагает сегодня ленточные пилы из углеродистых сталей и биметаллические — с пружинной основой и зубьями из быстрорежущей стали или твёрдого сплава. Многообразие конструктивных параметров ленточных пил в сочетании с применением оптимальных режимов резания позволяет обеспечить высокую производительность и снизить себестоимость технологического процесса обработки на ленточнопильных станках по сравнению с другими способами разделительной резки заготовок.
Виды ленточных пил
Ленточные пилы, изготовленные из качественной высокоуглеродистой инструментальной стали, предназначены для экономичной резки широкой гаммы легированных и нелегированных сталей с прочностью на разрыв до 80 кПа/мм?, но по своим техническим и эксплутационным показателям они уступают биметаллическим полотнам.
Самое широкое распространение в современной ленточнопильной технологии получили биметаллические пилы, особенно с зубом из быстрорежущей стали. Режущая часть зубьев изготовлена из быстрорежущей стали М42 (аналог 11Р2М10К8). Эта сталь, высоколегированная молибденом и кобальтом, имеет высокую твёрдость (до 950 НV) и красностойкость. Специально подобранная пружинная сталь основы пилы обеспечивает ей прочность и долговечность, а надёжное электронно-лучевое сварное соединение с режущими зубьями, позволяет использовать эти пилы в самых тяжёлых условиях производства. Пилы новой конструкции с комбинированным шагом наиболее применимы для резки труб, профилей и заготовок переменного сечения. Переменный шаг зуба пилы позволяет значительно уменьшить вибрацию, повысить устойчивость и эффективность процесса резки заготовок переменного сечения.
Ленточные полотна с твёрдосплавным зубом применяются для самых трудных условий резания. Они используются на высокопроизводительных и жёстких двухколонных ленточнопильных станках для резания таких труднообрабатываемых материалов, как чугунное литьё, неферромагнитные сплавы, редкоземельные металлы и сплавы типа Монель, Инконель, Хастелой и др. с высоким содержанием никеля и титана, и при этом существенно снижают себестоимость разделительной резки. Конструкция гнезда для размещения твёрдосплавной пластины гарантирует прочность ее соединения с полотном пилы. Зубья пил имеют разводку, которая обеспечивает необходимый зазор при пилении и удаление стружки. Эти пилы применяются для резки только сплошных сечений диаметром от 60 мм.
Технические характеристики
Оборудование, используемое для обработки металла, имеет ряд технических характеристик
У ленточнопильных машин есть несколько параметров, на которые необходимо обратить внимание при выборе:
- Мощность — от этого показателя зависит производительность оборудования. Нельзя забывать, что чем он выше, тем больше электроэнергии будет потреблять ленточная пила. От мощности двигателя зависит работа охлаждающей системы.
- Максимальная глубина, ширина реза. От этих показателей зависит то, насколько большие заготовки можно обрабатывать с помощью ленточных пил.
- Вариант расположения ленточного полотна. Оно может быть горизонтальным, вертикальным. От расположения рабочей части изменяется конструкция оборудования.
- Скорость движения пилы.
Нельзя забывать обращать внимание на вес, габариты конструкции