
Предназначение кованых изделий
Художественная ковка, созданная своими руками, прочно заняла лидирующую позицию на современном рынке. Эти изделия можно встретить не только на заборах и воротах, но и на кроватях в обычных квартирах. Существует несколько видов изделий, где ковка используются чаще всего:
- Ворота.
- Заборы.
- Решетки.
- Лестницы.
- Беседки, мангалы.
- Мебель и ее принадлежности.

Из-за такого большого спроса на кованые изделия невольно стоит задуматься, почему людям так нравятся элементы художественной ковки. Ведь металл — материал холодный, тяжелый, подвергающийся коррозии в окружающей среде. В противовес этим негативным факторам есть множество благоприятных:
- Долговечность.
- Изысканная красота.
- Повышенные защитные функции.
- Возможность изготовления по любым габаритам и размерам.
- Полная возможность фантазии при изготовлении.
- Кованые изделия прекрасно сочетаются с другими материалами.
И это далеко не весь список достоинств кованых элементов. Если объединить все вышесказанные выражения, то предметы из металла — это долговечные, прочные и весьма красивые изделия.
Оснащение электроприводом торсионного станка для холодной ковки
Для того, чтобы повысить не только эффективность работы на агрегате для холодной ковки, закручивая в винтовую волну прутья, но и увеличить скорость, а также обеспечить стабильность и не подвергаться переутомлению, можно установить привод электрического типа.

Работая вручную достаточно непросто сделать все элементы декорирования из металлических прутьев одинаковыми, поскольку равномерность вращательного момента при такой ситуации будет сильно варьировать. Для того чтобы избежать ошибок при изготовлении изделий можно воспользоваться:
- полуосью от автомобиля, которая установлена на ведущем мосту;
- также понадобится зубчатая пара дифференциала;
- для защиты стоит воспользоваться кожухом.
Из перечисленных приспособлений можно соорудить электрический привод к торсионному станку. Такой двигатель лучше чтобы не превышал показатели мощности в 900 об/мин и 3 кВт.
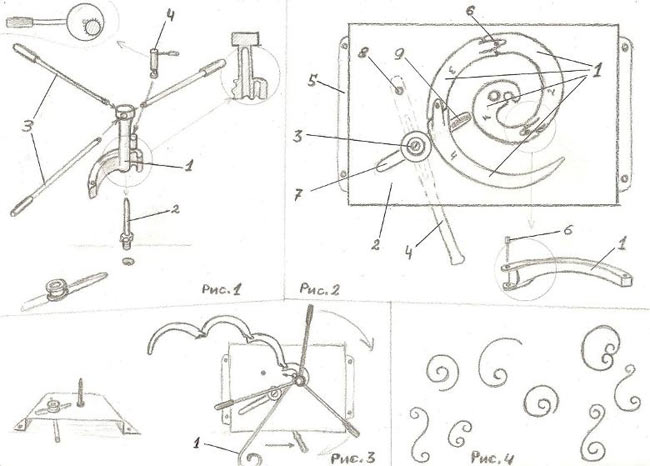
Пошаговый технологический процесс изготовления обратного завитка на станке «Улитка»
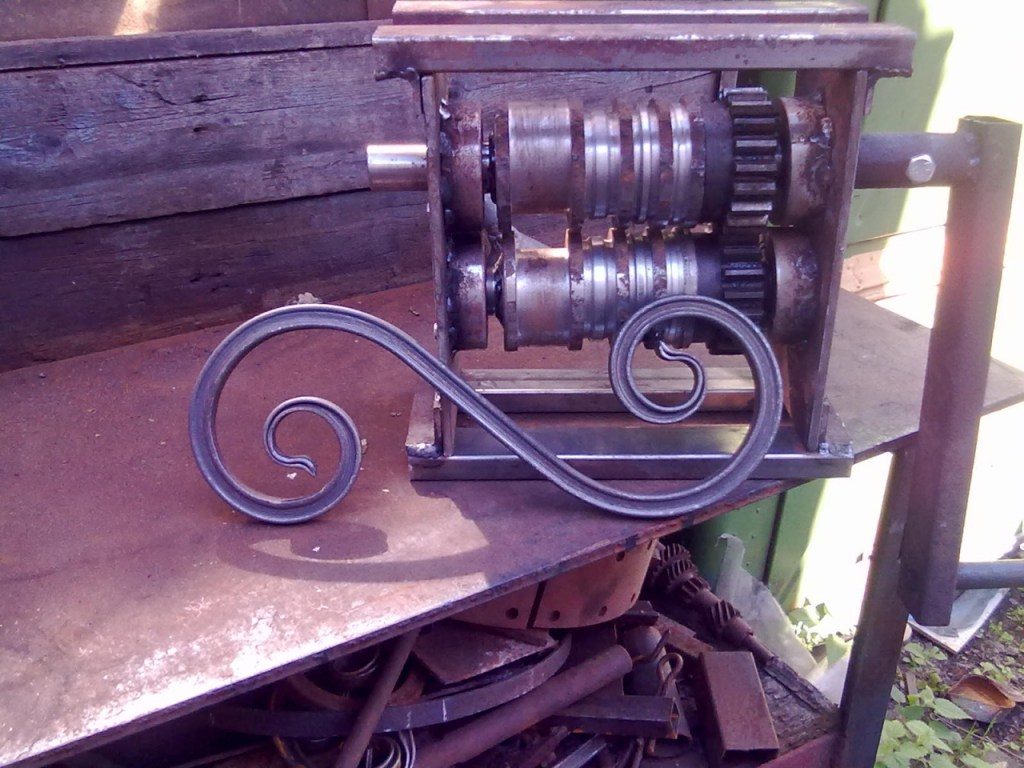
На прокатных роликах производится последовательный обжим трубы. Образуются выступающие ребра, а сварной шов остается внутри слоя, смещенного к центру.

На параллельных эксцентричных вальцах выполняется обжатие концов трубы. Она становится похожей на полосу. В таком виде ее проще фиксировать на станке.

В специальном приспособлении формируется хвостовик. Теперь заготовки будут фиксироваться на станке одним движением.

Заготовку фиксируют в центре. Там имеется паз, который закрепляет хвостовик. Видно, что спираль имеет равномерный спуск по высоте.

После фиксации хвостовика включается электродвигатель. Начинается формование детали.

Петля образуется при касании заготовки в специальный опорный элемент. Его чаще называют опорным валом. Чтобы снизить усилие, его оснащают подшипником. Деталь свободно проворачивается вокруг опоры.

Часть спирали образована. Но при необходимости обрабатывать на большую длину, будет установлен съемный элемент.

Формируется заготовка и с другого конца. Здесь мастер определяет, в какую сторону производить изгибание детали.

Калитки своими руками?
Уже давно прошли времена, когда практически каждый знал как и умел держать в руках тяжелый молот. Благодаря современным технологиям появилась возможность производства кованых элементов для калиток без специального оборудования и знаний.
Для производства кованой калитки своими руками вам понадобится небольшая комната, где можно будет приступать к работе, наковальня, машинка для шлифовки, тиски, болгарка, а также сварочный аппарат, станки для холодной ковки.
Первоначально нужно определиться с дизайном будущей калитки и нарисовать эскиз либо чертеж. Постарайтесь с максимальной точностью передать все детали. Не забывайте про соблюдении масштабирования.










После этого можно при помощи болгарки вырезать необходимые детали. Раму нужно собрать на сварочном столе либо на полу, если такого стола у вас нет. Самое главное – не забывайте смотреть на эскизы кованых калиток, чтобы не ошибиться с размерами, рисунком и пропорциями.
Для ковки – нагрейте болванку примерно до 300 градусов и разогрейте до максимальной температуры. Вытащите из печи. При помощи ударов молотка – уплотните болванку. Во время обжимки удаляется окалина, которая появляется при нагреве.
Калитка –это несколько элементов – каркас, навес, рисунок, опора и замки. Опора – это металлические элементы, которые нужны для того, чтобы закрепить калитку. Основной конструкцией – это каркас. Все навесы – это связующие элементы. При помощи кованых деталей вы можете украсить свое изделие.
Чтобы сделать небольшие завитки – необходимо немного крутить заготовки. Самое главное соблюдать симметричность завитков с двух сторон.
Сделав все необходимые процедуры с ковкой, можно будет приступить к покраске изделий. Отнеситесь к этому с большой ответственностью. Непосредственно перед нанесением краски на ограду необходимо протереть калитку от осевшей на нее пыли. Обязательно обезжирьте все элементы. Нанесите хороший слой грунтовки.
Для того, чтобы покрасить изделие, используйте качественную краску для металла. Несмотря на то, что такие краски стоят дороже, будьте уверены – их срок эксплуатации окупит все вложенные в краску средства.
Не забывайте про места крепления хомутов и завитушек – такие места лучше «залить» краской. Если вы хотите, чтобы ваша калитка выглядела состаренной, можете нанести поверх краски патину. Такое изделие выглядит гораздо эффектнее. Патину наносите полусухую, небольшим слоем при помощи широкой кисти.
Калитку можно навешивать практически в самом конце. Для этого необходимо воспользоваться точечными навесами. Один из таких навесов должен быть оборудован штырем, другой – пазом. Сегмент со штырем соединяйте сваркой с вертикальным профилем основы.
Элемент с пазом нужно будет соединить с установочной частью калитки. Не забывайте, что все швы, которые появляются после использования сварки, нужно обязательно зачищать.
Если вам все эти процессы кажутся достаточно длительными и трудоемкими – вы можете воспользоваться более легким вариантом – приобретите все детали в магазине. Таким образом, все кованые элементы (завитушки или узоры) можно приобрести заранее. Далее их нужно будет прикрепить на каркас уже готовой калитки. Разложите все детали в нужном вам рисунке. Следите за симметричностью.
Выбираем металл
Заготовки, которые подвергают горячей ковке металла, должны быть изготовлены из таких материалов, которые при определенной температуре получают высокую пластичность, при некотором снижении прочностных параметров.
Для получения изделий по технологии горячей ковки вполне допустимо применять такие металлы как стальные, алюминиевые, медные сплавы. Широко применяют латунь марки Л90, Л80 и пр. Наибольшей популярностью заслуженно пользуются такие материалы как сплав железа с углеродом. Этот сплав (сталь) обладает прочностью, которая возрастает по мере роста объема углерода. Но с другой стороны при насыщении его углеродом сталь может потерять пластичность и ковкость.
В середине ХХ века, перед производственниками встали задачи по обработке титана и его сплавов. Они были решены после того, как были разработаны технологии по горячей ковке и штамповке этого материала.
Самодельное оборудование для холодной ковки
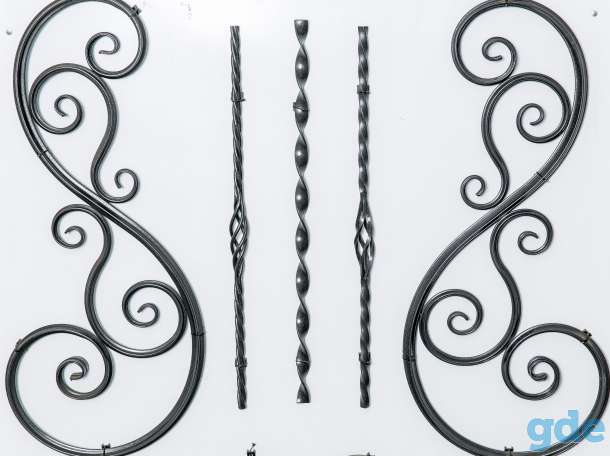
Станки можно изготовить самостоятельно. Начинающему мастеру в первую очередь следует обзавестись «улиткой», так как спирали и завитки являются наиболее востребованным декоративным элементом. Меняя радиус изгиба и число навивок, можно с помощью только этого станка создать множество красивых оригинальных изделий.
Что потребуется
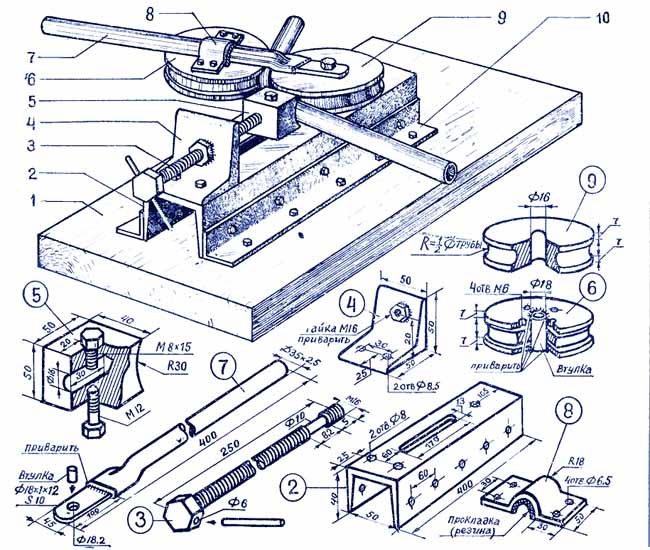
Для холодной деформации стальных заготовок нужны большие усилия. Поэтому все компоненты станка должны быть прочными и массивными. Для их изготовления используют следующие материалы:
- Столешницу — лист толщиной от 10 мм.
- Гибочный рычаг — профилированную трубу сечением 40х25х3 (мм). Допускается применение изделия со стенкой в 2 мм.
Некоторые части невозможно изготовить на дому. Примеры:
- Станина и подвижный упор «гнутика». Материалом служит высокопрочная сталь, поэтому для изготовления нужны фрезерный и сверлильный станки.
- Центральный и обводной ролики «волны». Испытывают большие нагрузки, поэтому изготавливаются из инструментальной стали. Для ее обработки тоже требуется промышленное оборудование.
Такие детали следует заказать на производственном участке с хорошим парком металлообрабатывающих станков.
Изготовление станка
Приспособление «улитка» делают в следующей последовательности:
- Из листовой стали вырезают круглую столешницу.
- В центре приваривают ножку из толстостенной трубы с кронштейнами для крепления к полу. Для придания устойчивости ее можно усилить подкосами.
- Устанавливают гибочный рычаг. Одним концом его крепят к ножке так, чтобы оставалась возможность вращения. С другой стороны рычаг оснащают прижимными роликами на подшипниках.
- На столешнице крепят шаблон из толстой полосы. Он должен повторять форму будущей детали с небольшим допуском (определяется опытным путем). К шаблону приваривают штифты, а в столешнице под них сверлят отверстия. Такой способ фиксации позволит изготавливать элементы с разным радиусом закругления.
Крепление гибочного рычага к ножке станка можно выполнить 2 способами:
- С помощью подшипника. Это наилучший вариант, он обеспечивает легкое вращение.
- Посредством втулки, выполненной из трубы большего диаметра. Снизу наваривают поддерживающее кольцо. В этом случае вращение рычага потребует больших усилий, но при наличии смазки операция будет доступна даже человеку средней комплекции.
Холодная ковка своими руками под прессом: создание заготовок для формирования изделий
На кованых ограждениях и заборах часто можно заметить не только геометрические узоры, но и цветы, бабочек, листья и прочие элементы декора. Они также выполнены путем применения техники холодной ковки, но методом вальцовки, а не штамповки.








Объемные кованые изделия своими руками делаются из листовой заготовки. Работа с прессом в домашних условиях менее распространенная, чем вальцовка. Выдавливание листов под прессом может быть как ручное (выбивное и вдавливаемое), так и автоматическое. В домашних условиях дешевле использовать ручную штамповку. Для этого мастеру необходимо сделать несколько заготовок, которые под давлением будут отпечатываться на металлическом листе.
 Чертеж будущего кованого изделия существенно облегчит труд мастера.
Чертеж будущего кованого изделия существенно облегчит труд мастера.
Оборудование для ковки металла:
- Пуансон (пресс-штемпель или шплинтон) – верхняя часть пресса, она продавливает лист внутрь. Давящая сторона штампа может быть рисующей или гладкой.
- Матрица – элемент, который выполнен по форме необходимого объекта. Нанесенный рельеф под действием давления деформирует пластину, придавая ей необходимую форму.
- Рычаг пресса – ручка или реле для сближения матриц и регулировки силы пресса.
Перед началом работы необходимо создать рисунок будущего изделия. Эскизы художественной ковки переносятся на заготовку, она обрезается и стачивается по краям. В качестве верстака для прессования можно использовать обычные тиски. Удобнее всего разместить их в вертикальном положении, чтобы пластина лежала горизонтально плоскости. Таким образом, пластина будет располагаться точно между матрицами и не выскользнет во время вращения рычага.
 Различные типы верстаков позволяют создавать уникальные кованые элементы.
Различные типы верстаков позволяют создавать уникальные кованые элементы.
Простую ковку металла в домашних условиях можно выполнить зубилом и молотком. В таком случае зубило выступает как пуансон, наковальня – матрицей, а молоток – рычагом. Для лучшего пропечатывания рисунка под лист можно положить пластину с насечками. Так рельеф будет более четким и красивым.
Обратите внимание! Металл, который используется при штамповке, должен быть мягче, чем пуансон и матрица. В противном случае инструменты быстро сломаются.. Чтобы сделать элемент «лист», из металлической пластины толщиной 20-30 мм вырезают заготовку нужной формы
На ней карандашом по центру рисуется продольная линия. Боек зубила ставится под углом к этой прямой. После удара по ручке на пластинке отпечатывается линия, похожая на жилки у листочков
Чтобы сделать элемент «лист», из металлической пластины толщиной 20-30 мм вырезают заготовку нужной формы. На ней карандашом по центру рисуется продольная линия. Боек зубила ставится под углом к этой прямой. После удара по ручке на пластинке отпечатывается линия, похожая на жилки у листочков.
 Методом холодной ковки можно создавать объемные элементы.
Методом холодной ковки можно создавать объемные элементы.
Сформировать необходимый объем изделия холодной ковки можно плоскогубцами. Деталь зажимается между тисками и выгибается в нужной форме. Такая работа хорошо подходит для выполнения небольшого количества элементов в целях личного использования. Процесс отбивания рисунка вручную занимает много времени, он довольно монотонный и требует большой точности.
Штампы для постоянной работы (в виде листьев, лепестков, цветов и т.д.) выгоднее приобрести, так как точное обтачивание двух одинаковых элементов – очень сложный процесс. Основные части вытачивают из болванки или отливают методом горячей ковки. Такая работа требует большого опыта и высокой точности. Пуансон и матрица должны совпадать. При сильном давлении неровности будут отпечатываться на изделии. Если несоответствие очень большое, то пресс раздавит заготовки – и придется начинать работу с нуля.
Какие для ковки нужны инструменты
Ключевыми инструментами, применяемыми при горячей ковке являются молот, щипцы и некоторые другие.

Инструменты для горячей ковки
Ковка заготовок выполненных из стали требует от мастера определенных навыков и знаний в части термической обработки металлов. Все дело в том, что если заготовки передержать в горне, то последующая ковка может привести к образованию некоторых дефектов, например, трещины.
Если нагрев произведен до строго определенной температуры, например, 1 000 °, то применение специального кузнечного инструмента позволяет выполнять контролируемое изменение размеров и формы металла.
Для достижения необходимой температуры заготовки применяют горн или муфельную печь. Для повышения ее эффективности некоторые мастера устанавливают системы дополнительной подачи воздуха.

Наковальня — ключевой инструмент
Наковальня, как правило, выполняется в заводских условиях, так как в домашних условиях практически невозможно обработать кусок стали марки 45Л весом от 70 до 250 кг. Именно такие наковальни выпускает отечественная промышленность. Для работы с небольшими заготовками применяют ж/д рельс марки Р65.
Кроме описанного оборудования в кузне должен находиться набор инструмента, включающий в себя:
- молотки разной массы и формы бойка;
- клещи с разной длиной рукоятей и формы губ;
- различного вида прижимы и пр.
Надо учитывать и то, что процесс охлаждения чаще всего выполняют непосредственно в кузне, для этих целей в помещении мастерской устанавливают емкость с жидкостью для охлаждения разогретой заготовки.
Довольно часто в кузне можно встретить сварочный аппарат. На самом деле, сварку можно выполнить и с применением кувалды и при соблюдении определенных температурных режимов. Но это весьма трудоемкий и длительный процесс, поэтому многие мастера применяют традиционную электродуговую сварку. Другими словами, набор оборудования, который устанавливается в современной кузнечной мастерской, способен обеспечить полный производственный цикл, начиная от разработки эскиза и заканчивая сборкой готового изделия.
Красивые и простые металлические ворота из штакетника своими руками.
(фотографии, идея для создания, инструкция, видео мастер-класс)
Давайте рассмотрим вопрос – как сделать красивые и одновременно простые садовые ворота своими руками? Если вас мучает данный вопрос, то вы зашли прямо по адресу! Ведь следующая модель ворот, про которую я хочу вам рассказать, сочетает в себе именно эти два качества: красоту и простоту.
Давайте же рассмотрим инструкцию по собственноручному созданию таких ворот из металлического штакетника:
- Первым делам создаётся каркас рамы полотна ворот. Для этого на ровную поверхность укладываются параллельно друг другу три профильных трубы (украшенные пиками на концах), которые будут играть роль вертикалей ворот. На эти будущие вертикали накладываются четыре горизонтальные перемычки: две снизу (прямые) и две сверху (изогнутые). Проверяются размеры конструкции и её ровность, затем все детали соединяются между собой(свариваются). Такую раму вы можете увидеть на седьмом снимке фото-инструкции;
- На следующем этапе подготавливается штакетник. В роли штакетника выступят длинные тонкие металлические рейки. Они нарезаются таким образом, чтобы от крайних до средней рейки длины их постепенно увеличивалась. На рейки прикрепляются всё те же декоративные металлические пики (снимки 19-21). Такие заготовки выкладываются параллельно друг другу на уже созданной раме на одинаковом расстоянии друг от друга (это расстояние называется шагом штакетника). В данном случае мастер поступает интересным и необычным образом: шаг штакетника он регулирует декоративными металлическими кольцами (снимки 22-23), которые, таким образом, и полезную задачу выполняют, и украшают композицию ворот, ну не здорово ли? В конечном итоге, все заготовки привариваются к металлической раме;
- Ну и заключительным этапом является окончательное украшение ворот: закрепление декоративных элементов, шлифование, обмывка и покраска. В результате должно получиться что-то подобное изображённым на пятнадцатом снимке воротам;
На этой инструкции продемонстрированно только создание полотна ворот, но не показаны ворота в установленном виде, всё дело в том, что их можно установить так, как вам самим будет удобно: в виде откатных или же распашных ворот.
Пошаговые фото изготовления мастером
Источник идеи и фотографий, видео мастер-класс: https://www.youtube.com/watch?v=25yisjvulOcОригинальное название: Кованый забор своими руками быстро легкоАвтор видео: Ruslan Fadeyeff










Приемы и способы технологии
В холодной ковке используют простые приемы деформации металла:
- гибка;
- кручение;
- протяжка;
- чеканка.
Технология изготовления простая. Необходимо прочно закрепить конец заготовки и гнуть его с помощью инструмента вокруг оправки определенной формы и размера. В зависимости от диаметра выбранной оправки, гибка позволяет создавать вензеля и завитки разного размера и направления.
Кручение вдоль оси требует большого усилия и самых простых тисов для перекручивания проката. Смотрится витой прут только если прокат ребристый. На круглом ничего не видно.
Протяжка меняет сечение заготовки. Ею чаще всего выполняют заостренные края прута. При навивке просто оттягивают, чтобы элемент выглядел красиво. На верхний край оград сплющивают и заостряют, делая пики и увеличивая неприступность своего участка.
Чеканка делается по листу. Ударами с обратной стороны, постепенно изменяется форма материала, создается объемный рисунок или элемент для большого полотна.
Горячий метод ковки
Горячая ковка обеспечивает изготовление оригинальных и зачастую индивидуальных изделий. Металл необходимо разогреть до температуры порядка 1000 °C. При таких температурах, стальные заготовки теряют свою прочность, но зато приобретают повышенную пластичность и это позволяет мастерам кузнечного дела выполнять самые разные детали, которые затем применяют и в производстве, и в украшении интерьера.
Для выполнения горячей обработкой заготовки необходим следующий минимальный набор оборудования:
- печь;
- наковальня.
Кроме этого мастеру потребуется определенное количество инструмента и приспособлений – молотки, молоты, щипцы, прижимы и пр.

Процесс работы с горячим металлом
Процесс работы с горячим металлом можно условно разделить на следующие основные операции:
- Разделение заготовки на части определенного размера.
- Обработка заготовки с наружной поверхности, такую операцию называют прорубка.
- Получение чернового варианта заготовки. Для этого мастер должен отсечь от нее лишний материал.
- Вытяжка – это удлинение заготовки путем уменьшения ее поперечного сечения.
- Пробой отверстий разной формы, для этой операции применяют специальный инструмент или отверстия уже проделанные в наковальне.
- При необходимости мастер в состоянии придать заготовке необходимый изгиб. Эта операция может выполняться и с применением шаблона, и без него.

Мастер чеканки по металлу
Надо отметить это далеко не полный список операций, которые выполняет кузнец во время работы над деталью. В любом случае, завершающая операция – отделочная. То есть во время ее выполнения можно создавать надписи, рельеф и чеканку и пр.
Основные приемы
Для каждого из видов ковки металлов и сплавов существуют свои технологии и приемы обработки. Ковка декоративных элементов использует в своем арсенале практически все основные приемы кузнечного мастерства, с помощью которых в металле можно выразить любой творческий замысел.
Высадка
Целью операции является уменьшение длины заготовки с одновременным увеличением поперечного сечения. При горячей ручной ковке нагретую деталь ставят вертикально на наковальню и отбивают молотом по верхнему концу. Нагревая отдельные места и удерживая деталь щипцами, на ней можно выполнить утолщенные узлы, изгибы, объемные или плоские элементы задуманного украшения.
Протяжка
Протяжка представляет собой операцию, противоположную высадке, и применяется для удлинения заготовки. Направление удара при протяжке — поперек оси детали с ее проворотом или продвижением по длине.
В зависимости от формы заготовки (плоской, круглой, пустотелой, кольцевой) и применяемой оснастки техника протяжки включает в себя множество приемов. Отдельные приемы протяжки могут называться своими терминами — разгонка, расплющивание или раскатка.

Кузнец работает
Округление
Операция применяется при горячих методах ковки и заключается в закруглении граней профильных заготовок. Первоначально углы заготовки расковывают, доводя ее до восьмигранного сечения. Окончательное округление выполняют с помощью специальных обжимок или вырезных молотков.
Продевание
Продевание проводится двумя способами — сборкой по принципу цепных звеньев или прошивкой отверстия в одном из элементов. В этом случае для операции используют зубила нужной формы и размера.
Оформление уступов
Уступы различной формы выполняют как с декоративной, так и с технологической целью, чтобы закрепить детали между собой. Выполняют уступы, используя острые ребра наковальни или специальную подкладную оснастку.
Гибка
Гибка — распространенная технология, активно применяющаяся в художественной ковке. Для гибки разработаны специальные станки и приспособления, позволяющие мастерам работать по собственным шаблонам.
Сборка устройства
Такой вариант станка используется для примера по причине его простоты. Зная основные принципы и последовательность конструирования оборудования, его можно модернизировать по своему желанию. Чтобы собрать все части оборудования в единое целое, необходимо будет воспользоваться:
- дрелью с твердосплавным типом сверл;
- аппаратом для сварки;
- пилой, разрезающей металл, либо ножовкой;
- металлическим полотном выбранного размера;
- круглой трубой из металла;
- прутом металлическим;
- разной величины подшипниками;
- болтами размером м8.
Чтобы собрать станок для холодной ковки своими руками необходимо воспользоваться проверенной последовательностью действий:
- Изначально необходимо собрать стойку, которая будет служить опорой. Для этого все ее составляющие (отрезы трубы одинакового размера и сочленения между ними с верхнего и нижнего краев) необходимо соединить в единое целое. Конструкция по внешнему виду может напомнить табуретку. Соединение проводить при помощи аппарата для сварки, а нарезаются отрезки пилой.
- Следующим шагом является нарезка листов из металла. Должны получиться круги равных диаметров и четыре треугольника, имеющих равные стороны. Элементы треугольной формы необходимо приварить на низ соединенной конструкции труб таким образом, чтобы подучилось нечто подобное пирамиде. Основание, которое имеет более широкую площадь необходимо приварить в центральной точке вырезанной окружности.
- Четыре планки, которые расположены горизонтально необходимо присоединить к кругу с уже приваренным элементом. Произвести это следует, используя болты, для этого понадобится дрель, чтобы проделать отверстия.
- Следующий шаг – сооружение рукояти. Чтобы это сделать нужно воспользоваться двумя прутьями различной длины. Определить их размеры можно, соотнеся их с диаметром круга. Один прут должен быть соизмерим с диаметром, другой немного превышать его размер. Сгибая первый прут, следует соблюдать угол в 30 градусов при этом. Оба прута после этого приварить друг к другу, после чего в нижнюю часть вварить еще один прут. Также должна быть перемычка между первыми двумя отрезками, к которой присоединяется сваркой рычаг, который должен сохранять направление в сторону сооружения из прутьев.

Подшипник для будущей вариабельности направлений в устройстве необходимо прикрепить к концу присоединенного рычага, а также к отрезку, находящемуся внизу конструкции. Верхний отрез служит креплением для катушки из металла, устанавливать которую необходимо горизонтально – она дает возможность загибать металл. С нижней стороны отрезка, где имеется свободный конец, следует проделать отверстие, равное по диаметру размеру сечения трубы.










Последнее действие в алгоритме действий при сооружении станка для холодной ковки своими руками будет соединение сконструированной рукояти с частью устройства похожей на «пирамиду». Фиксация этих элементов после одевания рукояти производится гайкой широкого диаметра, к которой предварительно необходимо приварить металлический круг, который позволит крепить сам шаблон для станка. Далее «улитка»-шаблон присоединяется сваркой.

Заключение
Кто решил всерьез заняться ковкой и сделать станок для холодной ковки своими руками, следует быть очень скрупулезными на этапе создания чертежей и расчетов. В остальном процесс создания достаточно прост, а разобравшись в принципе конструкции оборудования, можно придумывать ему различного рода вариации, которые помогут совершенствовать изделия.
Основные приемы холодной ковки
Основных приемов холодной ковки несколько:
Сгибание. Включает простое сгибание прутка или профиля, сгибание в разных направлениях, сгибание в завиток, кольцо или пружину. Реализуется на таких станках, как гнутик, улитка, волна, твистер.

Процесс сгибания
Скручивание. Проводится скручивание заготовки или их группы по продольной оси. Позволяет получать витые элементы и навершия в виде фонариков. Реализуется на станках торсионного типа.

Процесс скручивания
Расплющивание. Представляет собой доведение формы конца прутка или трубы до вида «в гусиную лапку», двухстороннюю полуволну и «вчистую». Выполняется на штамповочных прессах и ручных прокатных станах.

Процесс расплющивания
Оборудование для холодной ковки
Для изготовления холодной ковкой используют различные оправки на гибочном станке с ручным и с гидравлическим приводом. Заготовка обвивается по наружному диаметру, образуя дугу заданного диаметра. Шаблоны и упоры позволяют создавать одинаковые детали без разметки.
Применение универсального кузнечного оборудования для холодной ковки металла позволяет менять рабочий инструмент — валки, упоры и создавать несколько видов деталей разного размера.
Гнутик
Для красивого оформления угла используется ковка металла в открытом штампе с подвижным элементом, заменяющим пуансон.
Основанием служит прочная чугунная пластина с направляющими по центру и подвижной частью, которую перемещает винт. Подойдет суппорт с маленького станка.
Прут укладывается под шайбы на стационарных прижимах. Пуансон имеет форму ромба. Он перемещается вращением винта, сгибая острым углом заготовку. Перемещая прокат в разные стороны и переворачивая его, можно получить плоский зигзаг и пространственную фигуру.
Гнутик для холодной ковки
Улитка
Улитка
Станок представляет собой модернизированный гибочный рычаг для труб. Вместо цилиндрической насадки используется копир. Техника ковки основана на обвитии заготовки вокруг шаблона, приваренного к массивному основанию.
Один конец проката закреплен в центре витка. Второй свободный. За него поворачивают заготовку вокруг копира, заставляя ее плотно прилегать к его поверхности и принимать форму спирали — улитки.
В усовершенствованном варианте приспособления улитка, в основание вместо шаблона вкручиваются упоры. Конец детали зажимается в центре. Второй упирается в плоскость. Деформация производится вращением стола.
На улитке можно гнуть пруток, трубы, полосы листа.
Кондуктор,(улитка) своими руками,простейший вариант для профильной трубы,холодная ковка!
Волна
Пруток, красиво изогнутый в плоскости с одинаковыми радиусами по всей длине, напоминает волну на воде. Изготовить приспособление для холодной ковки можно различными способами. Установить вместо ромба круглый пуансон и гнуть прокат, переворачивая его на 180⁰, деформируя каждый следующий участок.










Поставить оправку на вращающийся стол с упором рядом с круглой насадкой. Второй фиксатор устанавливается на стационарной станине. Прокат или лента прижимается в насадке и вращается вместе с ней. Освободиться деталь не может, поскольку второй упор ограничивает ее движение.
станок холодная ковка плюс еще одна функция волна
Твистер
Простое устройство, позволяющее закручивать прут в спираль, точнее деформировать прокат, скручивая его вокруг своей оси. На станине из двутавра или швеллера, на одной стороне помещен корпус с втулкой и подшипниками. Снаружи, на вращающемся узле смонтирован ворот. Квадрат заводится в отверстие, фиксируется болтами во втулке и поворачивается.
Второй фиксатор двигается вдоль основания, регулируя длину спирали. Когда ворот начинают вращать, прут крутится и завивается вокруг своей оси.
Станок для холодной ковки. Твистер-фонарик
Фонарик
Для создания объемной детали используется инструмент для холодной ковки, на котором производится навивка проволоки. На ось одеваются круги с отверстиями для фиксации проволоки ближе к центру. Один из них крепится неподвижно, второй вращается вместе с валом.
Производится ковка сразу нескольких заготовок. После соединения торцов деталей вместе, получается красивый объемный фонарик со спиральными линиями.
Корзинка (шишка,фонарик) своими руками Холодная ковка Станок за пару часов!
Глобус
Устройство глобус позволяет гнуть прокат по окружности правильной формы, представляющей сегмент круга. На нем можно делать элементы для арок, навесов, объемных решеток.
Шаблон представляет собой окружность со втулкой для рычага в центре. Прут или труба одним концом фиксируются на краю дуги. Рычаг перемещается вдоль дуги и роликом прижимает заготовку к шаблону.
Мангал выполнен с помощью инструмента глобус
Инструменты
Многие века стандартный набор оборудования и инструментов кузнеца не изменялся. Горн с углями, меха для их раздувания, молот и наковальня, клещи и бочка с водой являлись основными инструментами кузнеца. Развитие средневекового производства привнесло в этот набор элементы механизации, а промышленная революция превратила кузнечное дело в отрасль, направленную на массовое производство продукции.

Молот и наковальня
Это направление получило в свое распоряжение целый ряд специального оборудования для художественной ковки — станков и приспособлений, облегчивших труд кузнеца и позволяющих выполнять сложные изделия.
Классический угольный горн по-прежнему остается в кузнечном арсенале, но на помощь ему пришли еще и муфельные печи, индукционные нагреватели. Многие кузнечные станки сохранили свои исторические названия, соответствующие их назначению — гнутики, улитки, волны, твистеры и торсионы — но получили мощный электрический привод или превратились в универсальные многофункциональные станки.





