
Художественная ковка металла своими руками: последовательность работ

Вся процедура ручной художественной ковки по металлу состоит из ряда операций выполняемых последовательно.
Перед началом обработки, заготовку разогревают до температуры пластичного состояния. Если в процессе работы деталь остывает, её нагревают во второй раз.
После нагрева, производят необходимые операции по ковке:
- Осадку и вытяжку с помощью ударов молота различной направленности, придавая нужную высоту, ширину и длину.
- Рубку, для разделения на части или фигурную для придачи формы.
- Прошивку и закручивание, так делают нужные отверстия, углубления и витую, спиралеобразную форму.
- Сгибают и сваривают – гнут заготовки для придачи нужной формы кольцам и завиткам. С помощью сварки создают композицию или узор из отдельных декоративных элементов.
Окончив ковку, изделия опускают в емкость с водой или маслом, так металл охладится и получит нужную степень закалки.
Устройство станков для ковки по холодному типу
Каждое приспособление для того, чтобы можно было заниматься холодной ковкой, имеет свои особенности и параметры. Чтобы беспрепятственно можно было сделать станок для холодной ковки своими руками, необходимо разобраться, что представляет собой каждый из них.
| Станок | Устройство | |
Гибочные станки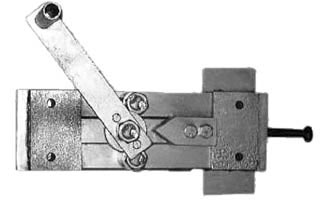 | Конструция этого устройсвта такова, что при помощи изменения роликов и клиньев меняется размер волн и изгибов. Им возможно изгибать прутья до 16 мм. Единственный нюанс этого устройства- его нельзя сделать самостоятельно, потому как требуется обрабатывать и вытачивать много деталей точного размера. Стоимость такого приспособления невелика. | |
Твистер | Работает агрегат благодаря оснащению его специальным шаблоном, к которому придавливается обрабатываемый кусок металла. Давление при этом должно быть очень большим, поэтому те, кто работают на твистере, должны обладать достаточной силой для этого. Кроме этого, сохранность самого шаблона обеспечена наличием упорного рога (концевого). Что касается серединного рога, который иначе назван обводящим, то его следует делать таким образом, чтобы он мог менять свое положение и быть в нем зафиксирован. От этого зависит эффективность работы, особенно для тех, кто приступает к процессу впервые. | |
| Основание с проставками | Такой агрегат позволит сделать узоры абсолютно любых вариаций. Сама по себе конструкция очень проста и представляет собой пластину из прочного и надежного материала, в которую вкручены проставки на определенном расстоянии. Для таких целей можно использовать болты с размерами от м8 до м24. Толщина металла при этом зависит только от мастерства того, кто работает на станке. В основном такое приспособление хорошо подходит для металла с толщиной 6 мм. | |
| Улитки Станок-твистер | С воротом | Такая установка представляет собой пластину-основу, на которой находится специальный виток. Такой виток используется в качестве шаблона для будущего изделия. Особенность станка в том, что «улитка»-шаблон разделена на несколько частей, которые закреплены между собой при помощи специальных соединительных элементов, что позволяет во время работы шаблону варьировать по форме, чем и создаются различного рода волны и изгибы. Минусы в такой конструкции тоже есть, поскольку для того, чтобы изготовить такой станок для холодной ковки своими руками необходимо подбирать очень прочный материал, которой не согнется со временем. Также продумывать соединительные петли, которые достаточно уязвимы, учитывая величину силы, с которой происходит весь процесс сгибания металла. |
Рычажного типа | В таком типе станка «улитка» шаблон прикреплен очень прочно к основанию. Производительность у него за счет такого факта меньше, однако, надежность больше. при помощи специального рычага осуществляется прижим металлической пластины к шаблону, одновременно в процессе необходимо перемещать передвижной ролик. Чтобы сделать такой станок для холодной ковки своими руками можно использовать стальной материал, который отличен свей прочностью, а ролик можно выполнить из обычного роликового подшипника. В целом конструкция схожа с трубогибом. | |
Торсионный станок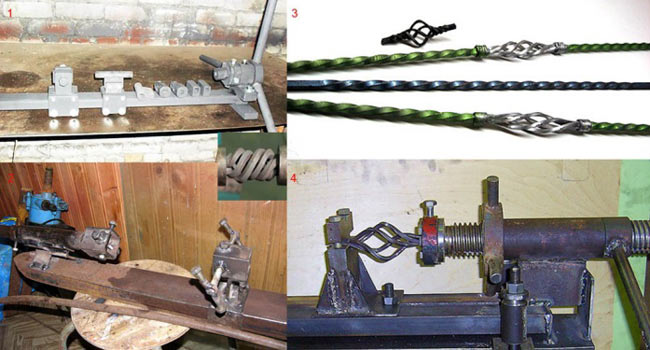 | Такое устройство хорошо поможет в винтовом скручивании прутьев. Такой станок делается из основы цилиндрической формы из металла и двух крепежных и одновременно скручивающихся элементов. Желательно оснастить такую конструкцию специальной парой лап, которые не будут давать обрабатываемому металлу гнуться не так как необходимо. Принцип работы на станке таков, что прут помещается в удерживающие его элементы, с одного конца зажимается, а с другого конца с помощью вращающегося шпинделя закручивается до нужного размера винтовой волны. |

Комплектация
- Силовой агрегат АС-1 – служит электромеханическим приводом к кузнечным блокам;
- кузнечный блок с комплектом усиленных эксцентриковых вальцов – предназначен для выполнения операции со сменной оснасткой и формовки окончаний: «Гусиная лапка» и «Лапка с двусторонним рисунком”, “Кованое окончание №1, 2, 3, 4”, “Граненая пика”, “Купольная пика”;
- приспособление «Барабан Ø 114» – предназначено для изготовления элемента кольцо Ø 114 мм. В качестве заготовки используется круг, квадрат 6, 8, 10, 12 мм;
- «Улитка-У2» – предназначено для изготовления «Завитков», «Волют» и «Червонок». В качестве заготовки используется подготовленная профильная труба 10*10, 15*15 и 20*20 мм, круг, квадрат 8, 10, 12, 14, 16 мм, полоса 6*12 мм;
- «Улитка М2» – предназначено для изготовления «Завитков», «Волют» и «Червонок». В качестве заготовки используется подготовленная профильная труба 10*10, 15*15 и 20*20 мм, круг, квадрат 8, 10, 12, 14, 16 мм, полоса 6*12 мм;
- «Улитка М2» – предназначено для изготовления элемента «Червонка» особо малого размера. В качестве заготовки используется профильная труба, круг, квадрат 8, 10, 12 мм;
- горн – предназначен для разогрева заготовок. Применяемое топливо – пропан или природный газ. Температура разогрева до 1000 градусов Цельсия. Размер разогреваемой части 150 мм;
- комплект роликов для изготовления лапки из профильной трубы 20*20 мм – в качестве заготовки используется профильная труба 20*20 мм;
- комплект роликов для подготовки профильной трубы 20*20 мм – в качестве заготовки используется профильная труба 20*20 мм.
Оборудование для холодной ковки
Для изготовления холодной ковкой используют различные оправки на гибочном станке с ручным и с гидравлическим приводом. Заготовка обвивается по наружному диаметру, образуя дугу заданного диаметра. Шаблоны и упоры позволяют создавать одинаковые детали без разметки.
Применение универсального кузнечного оборудования для холодной ковки металла позволяет менять рабочий инструмент — валки, упоры и создавать несколько видов деталей разного размера.
Гнутик
Для красивого оформления угла используется ковка металла в открытом штампе с подвижным элементом, заменяющим пуансон.
Основанием служит прочная чугунная пластина с направляющими по центру и подвижной частью, которую перемещает винт. Подойдет суппорт с маленького станка.
Прут укладывается под шайбы на стационарных прижимах. Пуансон имеет форму ромба. Он перемещается вращением винта, сгибая острым углом заготовку. Перемещая прокат в разные стороны и переворачивая его, можно получить плоский зигзаг и пространственную фигуру.
Гнутик для холодной ковки
Улитка
Улитка
Станок представляет собой модернизированный гибочный рычаг для труб. Вместо цилиндрической насадки используется копир. Техника ковки основана на обвитии заготовки вокруг шаблона, приваренного к массивному основанию.
Один конец проката закреплен в центре витка. Второй свободный. За него поворачивают заготовку вокруг копира, заставляя ее плотно прилегать к его поверхности и принимать форму спирали — улитки.
В усовершенствованном варианте приспособления улитка, в основание вместо шаблона вкручиваются упоры. Конец детали зажимается в центре. Второй упирается в плоскость. Деформация производится вращением стола.
На улитке можно гнуть пруток, трубы, полосы листа.
Кондуктор,(улитка) своими руками,простейший вариант для профильной трубы,холодная ковка!
Волна
Пруток, красиво изогнутый в плоскости с одинаковыми радиусами по всей длине, напоминает волну на воде. Изготовить приспособление для холодной ковки можно различными способами. Установить вместо ромба круглый пуансон и гнуть прокат, переворачивая его на 180⁰, деформируя каждый следующий участок.
Поставить оправку на вращающийся стол с упором рядом с круглой насадкой. Второй фиксатор устанавливается на стационарной станине. Прокат или лента прижимается в насадке и вращается вместе с ней. Освободиться деталь не может, поскольку второй упор ограничивает ее движение.
станок холодная ковка плюс еще одна функция волна
Твистер
Простое устройство, позволяющее закручивать прут в спираль, точнее деформировать прокат, скручивая его вокруг своей оси. На станине из двутавра или швеллера, на одной стороне помещен корпус с втулкой и подшипниками. Снаружи, на вращающемся узле смонтирован ворот. Квадрат заводится в отверстие, фиксируется болтами во втулке и поворачивается.









Второй фиксатор двигается вдоль основания, регулируя длину спирали. Когда ворот начинают вращать, прут крутится и завивается вокруг своей оси.
Станок для холодной ковки. Твистер-фонарик
Фонарик
Для создания объемной детали используется инструмент для холодной ковки, на котором производится навивка проволоки. На ось одеваются круги с отверстиями для фиксации проволоки ближе к центру. Один из них крепится неподвижно, второй вращается вместе с валом.
Производится ковка сразу нескольких заготовок. После соединения торцов деталей вместе, получается красивый объемный фонарик со спиральными линиями.
Корзинка (шишка,фонарик) своими руками Холодная ковка Станок за пару часов!
Глобус
Устройство глобус позволяет гнуть прокат по окружности правильной формы, представляющей сегмент круга. На нем можно делать элементы для арок, навесов, объемных решеток.
Шаблон представляет собой окружность со втулкой для рычага в центре. Прут или труба одним концом фиксируются на краю дуги. Рычаг перемещается вдоль дуги и роликом прижимает заготовку к шаблону.
Мангал выполнен с помощью инструмента глобус
ОПИСАНИЕ
Гибочный станок «АУЖР-1М» — флагман продаж. Позволяет изготавливать все наиболее часто применяемые в художественной ковке элементы. Предназначен для гибки и скручивания металла без нагрева заготовки. Обрабатывает прокат круглого и квадратного сечения, полосы и профильные трубы. На «АЖУР-1М» вы легко изготовите «волюты», «червонки», «корзинки», «торсион», кольца и дуги различного диаметра.
| Технические характеристики | Значения показателей |
| Размеры сечения заготовки: | |
| для спиральной завивки «волюта» | — 8, 10, 12, 14, 16 мм, — 15х15, 20х20 мм |
| для продольного скручивания «торсион» | — 10, 12, 14, 16, 20 мм |
| для раскатки конца прутка («лапка») | — 8, 10, 12, 14, 16 мм, — 15х15, 20х20 мм |
| для изготовления «корзинки» | — 12 из заготовки 6 мм*4 |
| — 16 из заготовки 8 мм*4 | |
| — 20 из заготовки 10 мм*4 | |
| для навивки колец | — 10,12 мм |
| Частота вращения рабочих валов | 7.5 об/мин |
| Направление вращения рабочих валов | реверсивное |
| Мощность электродвигателя | 3.0 кВт |
| Напряжение сети | 380 В, 50 Гц (переменный, трехфазный). Возможно изготовление на 220 В |
| Габаритные размеры станка | 950х700х1200 мм |
| Масса станка | 514 кг |
| Топливо горна | пропан |
| Расход сжатого воздуха | 210 л/мин |
| Напряжение сети | 220В / 380В |
| Производительность за смену | от 480 сложных до 5000 простых элементов |
| Мощность электродвигателя | 3,0 кВт |
| Заводская гарантия | 3 года |
| Напряжение сети | 220В / 380В |
| Производительность за смену | от 480 сложных до 5000 простых элементов |
| Мощность электродвигателя | 3,0 кВт |
| Заводская гарантия | 3 года |
| Напряжение сети | 220В / 380В |
| Производительность за смену | от 480 сложных до 5000 простых элементов |
| Мощность электродвигателя | 3,0 кВт |
| Заводская гарантия | 3 года |
Виды станков Ажурсталь
Предприятие Ажурсталь давно проявило себя хорошим поставщиком широкой линейки станков для холодной ковки. Домашний умелец, маленькая мастерская и промышленное предприятие — все найдут для себя подходящий аппарат.

Станок ковки с применением художественных элементов «АЖУР-1М»
Станки производства Ажурсталь разделяют на несколько вариантов:
- Многофункциональные гибочные станки для холодной ковки ажур дают возможность изготовлять завитки, волюты и фактически все применяемые в ковке с художественными элементами фигуры.
- Прокатные станки предназначаются для формирования рельефного узора на гранях прутка или профильного проката, а еще для изготовления витой трубы с изменяемым шагом витка.
- Горизонтальные и вертикальные прессы, развивающие усилия до 100 тонн.
- Для мероприятий по подготовке: станок отрезной для нарезки полнотелого и профилированного проката и станок для поперечного разрезания рулонного металла.

Станок для ковки с применением художественных элементов «Ажур-3М»
Ажурсталь может если хочет клиент укомплектовывать многофункциональные станки:
- портативными горнами для разогрева кончиков заготовок при выполнении трудных компонентов;
- достаточным количеством специализированной оснастки — улиток, вальцов, оправок и др.

Станок ковки с применением художественных элементов «Ажур-1»
Это дает возможность сделать шире возможности оборудования или расширить самый большой размер и сложность изготавливаемых компонентов.
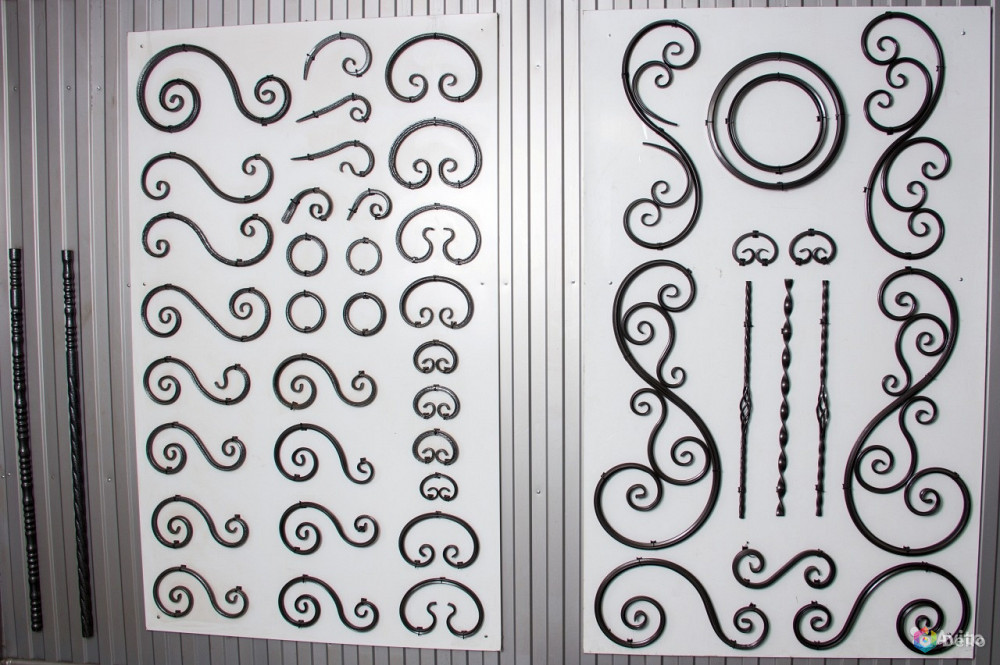
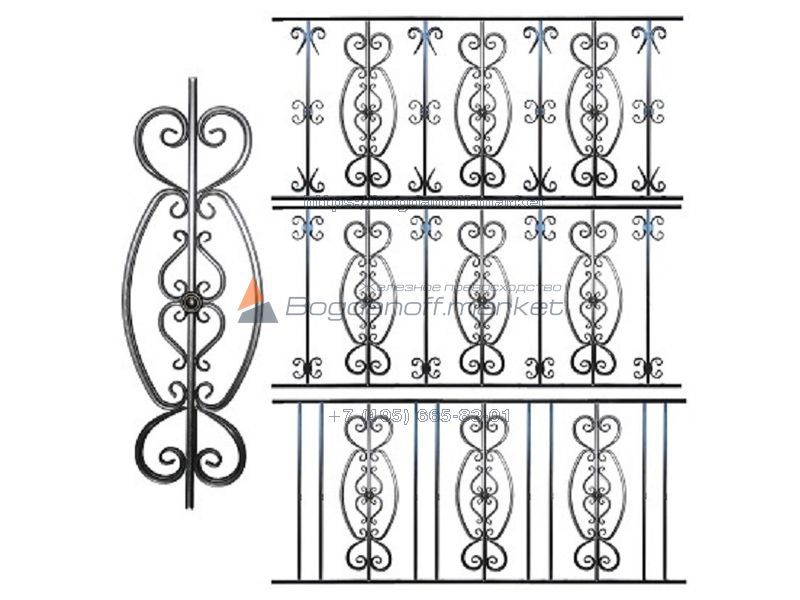
Стили и элементы узоров: фото художественной ковки
Создание красивого узора начинается с эскиза ковки. Мастер должен четко представлять картину, которую он хочет сделать. Изначально рисуется чертеж, рассчитываются материалы, количество необходимых элементов, выбираются станки и оснастки. Для того чтобы изделие смотрелось красиво, лучше сразу выбрать стиль, в котором оно будет выполнено. Пересматривая фото изделий холодной ковки, можно легко заметить, к какому направлению относится узор.
 Красивые кованые изделия могут быть выполнены в различных стилях.
Красивые кованые изделия могут быть выполнены в различных стилях.
Существует несколько стилей формирования кованого узора.
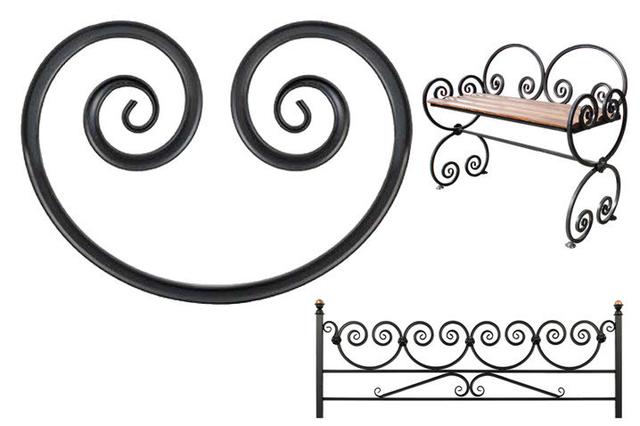
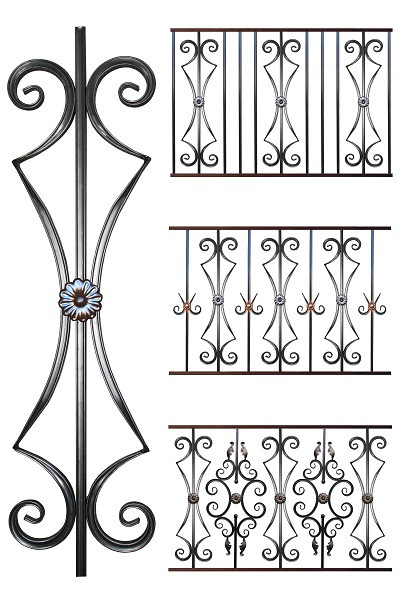
Романский стиль характеризуется строгостью и симметричностью. На ограждениях можно увидеть плотное расположение спиралей в одинаковом порядке, детали часто повторяются и однотипны. Это монументальный узор с использованием элемента волюта (С-образно закрученные односторонние завитки).







Готический орнамент. Мало кто знает, что современные ограждения и заборы чаще всего выполняются именно в этом стиле. Характерная черта – стремление вверх. Прутья заостренные, заканчиваются навершиями в виде стрел, копий или острых шипов. Спиральные элементы, применяемые в этом стиле, называются просечками, и выглядят они как разветвленный в разные стороны стебель. Для разнообразия между прямыми прутьями добавляются фонарики или объемные спирали.
 Изделия в стиле барокко являются наиболее распространенными.
Изделия в стиле барокко являются наиболее распространенными.
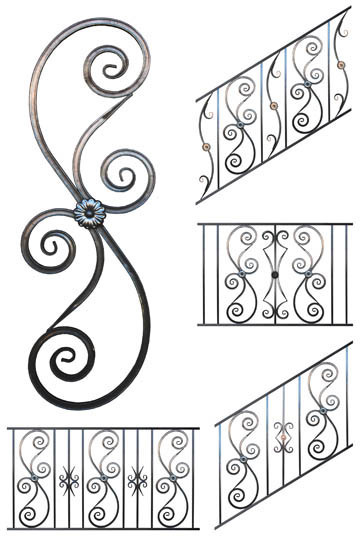
Ренессанс встречается очень редко. В этом стиле заостренные угольчатые элементы практически не используют. Основа – круглые дуги, спирали и волны. Разветвление металлических прутьев украшают листьями или цветами, изящные изгибы приобретают форму восьмерки. Характерные элементы – просечка, спираль, волюта и восьмерка. Стиль очень гармоничен, детали устанавливаются симметрично в виде переплетенных линий.
Барокко – полная противоположность ренессансу. Стиль ажурный и очень пышный. Используются С-образные спирали, волюты, завитки, изогнутые линии и замысловатые узоры. К плетениям добавляют объемные листья и цветы, создается динамичность формы.
Рококо. Для этого направления характерно использование тонких прутьев и двусторонних завитков. Рокайльный орнамент создает постоянное движение, отличается филигранностью и объемными узорами. На фото холодной ковки заметны ассиметричность и дробный орнамент. Неприемлемо применение прямых прутьев и плоских решеток.
 Классический стиль позволяет сочитать в себе различные кованые элементы.
Классический стиль позволяет сочитать в себе различные кованые элементы.
Классицизм. Красивый, хотя и простой стиль, который вернул в моду симметрию. Для создания орнамента применяют завитки, просечки, спирали и прямые прутья. В использование вводят еще один элемент – меандр (ломаные линии или изогнутые под прямым углом прутья). В ограждениях всегда строго выдерживается вертикальная архитектоника.
Ампир характеризуется наличием геометрического орнамента, длинных гладких прутьев. Основной элемент (волюта) видоизменен: удлиненная прямая линия с односторонними завитками на концах. Главное для данного стиля – это строгая простота, симметричная геометрия в сочетании со спиральными элементами.
Ар-нуво, или модерн, добавил в художественную ковку своими руками биологические мотивы. В стиле не используются прямые линии, только разнообразные изгибы, меандры, завитки и спирали. Симметричность уходит на задний план. Орнамент повторяет силуэт человека или животного, добавляются листья и цветы. Узор построен таким образом, что завитки равномерно перетекают друг в друга по всему орнаменту.
 Красивый кованый узор сложно создать без чертежа.
Красивый кованый узор сложно создать без чертежа.
Если человек начнет работу без предварительного чертежа, он быстро запутается в создании изделия холодной ковки. Каждый узор должен быть максимально продуман, а правки, которые вносятся во время работы, лучше сразу переносить на эскиз, чтобы четко представлять, каким должен быть результат.
На заметку! Даже при наличии фото кованых узоров нужно делать чертеж и разметку для точного размещения всех деталей.
Холодная ковка своими руками под прессом: создание заготовок для формирования изделий
На кованых ограждениях и заборах часто можно заметить не только геометрические узоры, но и цветы, бабочек, листья и прочие элементы декора. Они также выполнены путем применения техники холодной ковки, но методом вальцовки, а не штамповки.
Объемные кованые изделия своими руками делаются из листовой заготовки. Работа с прессом в домашних условиях менее распространенная, чем вальцовка. Выдавливание листов под прессом может быть как ручное (выбивное и вдавливаемое), так и автоматическое. В домашних условиях дешевле использовать ручную штамповку. Для этого мастеру необходимо сделать несколько заготовок, которые под давлением будут отпечатываться на металлическом листе.
 Чертеж будущего кованого изделия существенно облегчит труд мастера.
Чертеж будущего кованого изделия существенно облегчит труд мастера.
Оборудование для ковки металла:
- Пуансон (пресс-штемпель или шплинтон) – верхняя часть пресса, она продавливает лист внутрь. Давящая сторона штампа может быть рисующей или гладкой.
- Матрица – элемент, который выполнен по форме необходимого объекта. Нанесенный рельеф под действием давления деформирует пластину, придавая ей необходимую форму.
- Рычаг пресса – ручка или реле для сближения матриц и регулировки силы пресса.
Перед началом работы необходимо создать рисунок будущего изделия. Эскизы художественной ковки переносятся на заготовку, она обрезается и стачивается по краям. В качестве верстака для прессования можно использовать обычные тиски. Удобнее всего разместить их в вертикальном положении, чтобы пластина лежала горизонтально плоскости. Таким образом, пластина будет располагаться точно между матрицами и не выскользнет во время вращения рычага.
 Различные типы верстаков позволяют создавать уникальные кованые элементы.
Различные типы верстаков позволяют создавать уникальные кованые элементы.
Простую ковку металла в домашних условиях можно выполнить зубилом и молотком. В таком случае зубило выступает как пуансон, наковальня – матрицей, а молоток – рычагом. Для лучшего пропечатывания рисунка под лист можно положить пластину с насечками. Так рельеф будет более четким и красивым.
Обратите внимание! Металл, который используется при штамповке, должен быть мягче, чем пуансон и матрица. В противном случае инструменты быстро сломаются.. Чтобы сделать элемент «лист», из металлической пластины толщиной 20-30 мм вырезают заготовку нужной формы
На ней карандашом по центру рисуется продольная линия. Боек зубила ставится под углом к этой прямой. После удара по ручке на пластинке отпечатывается линия, похожая на жилки у листочков
Чтобы сделать элемент «лист», из металлической пластины толщиной 20-30 мм вырезают заготовку нужной формы. На ней карандашом по центру рисуется продольная линия. Боек зубила ставится под углом к этой прямой. После удара по ручке на пластинке отпечатывается линия, похожая на жилки у листочков.






 Методом холодной ковки можно создавать объемные элементы.
Методом холодной ковки можно создавать объемные элементы.
Сформировать необходимый объем изделия холодной ковки можно плоскогубцами. Деталь зажимается между тисками и выгибается в нужной форме. Такая работа хорошо подходит для выполнения небольшого количества элементов в целях личного использования. Процесс отбивания рисунка вручную занимает много времени, он довольно монотонный и требует большой точности.
Штампы для постоянной работы (в виде листьев, лепестков, цветов и т.д.) выгоднее приобрести, так как точное обтачивание двух одинаковых элементов – очень сложный процесс. Основные части вытачивают из болванки или отливают методом горячей ковки. Такая работа требует большого опыта и высокой точности. Пуансон и матрица должны совпадать. При сильном давлении неровности будут отпечатываться на изделии. Если несоответствие очень большое, то пресс раздавит заготовки – и придется начинать работу с нуля.
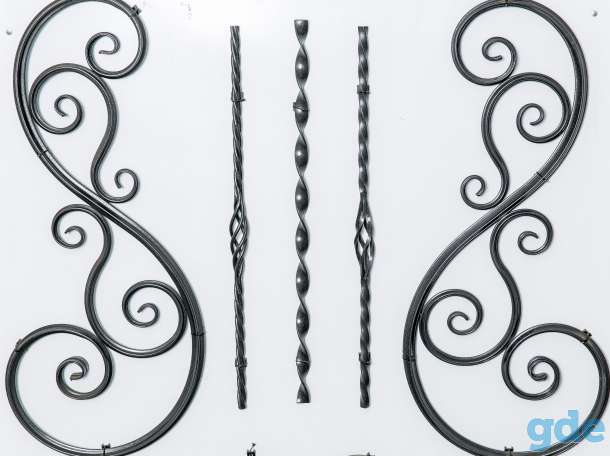
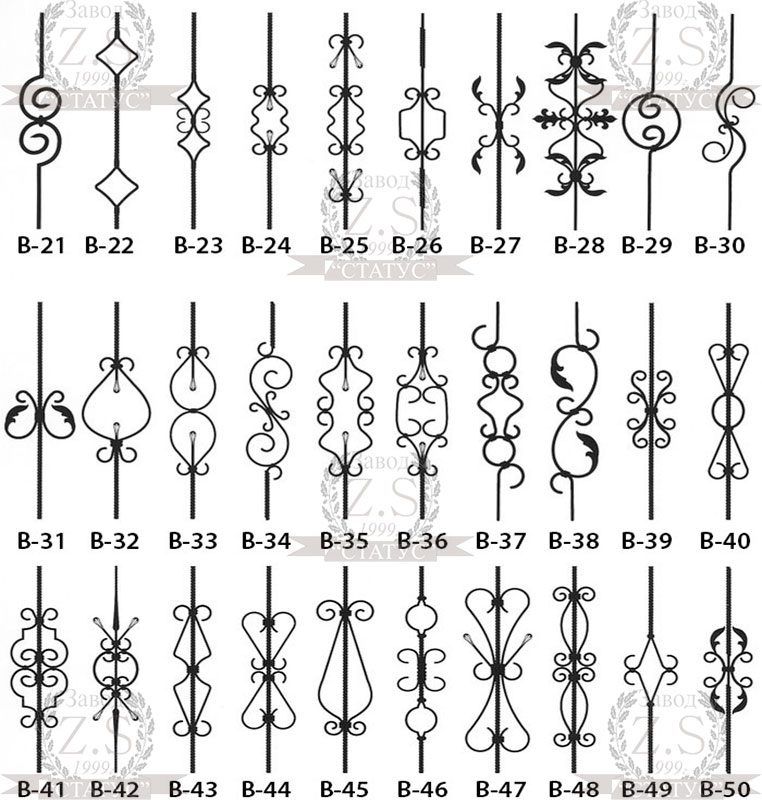
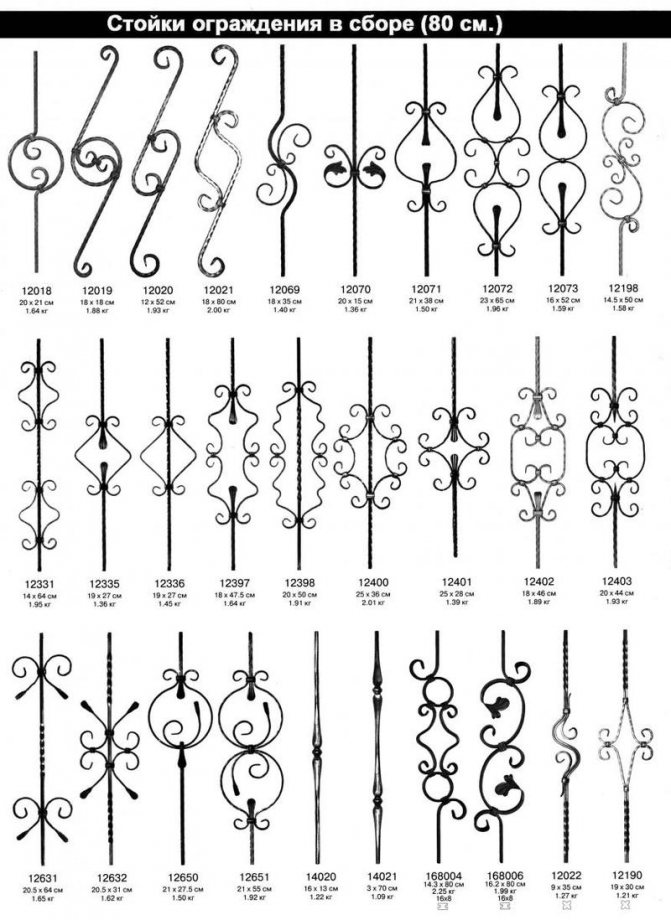
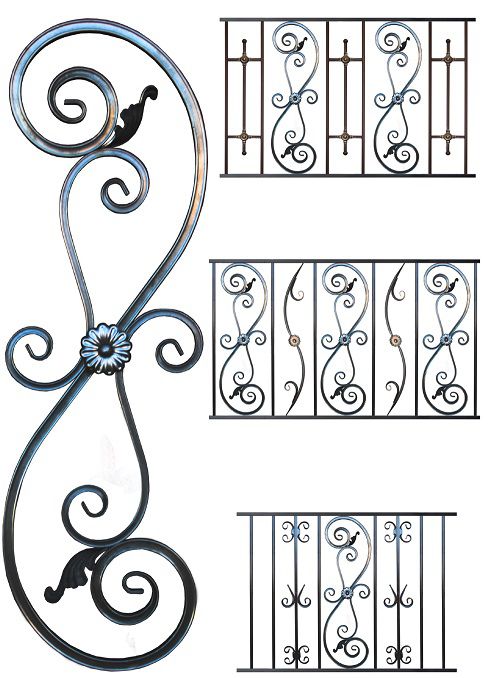
Элементы
Посредством холодной ковки выпускаются также и элементы различных форм и размеров. Нередко для изготовления или декорирования предмета из металла требуется большое количество одинаковых деталей. В таких случаях холодный метод является лучшим решением.
Накладка, штамповка. Фото АртМеталл
Заготовкам посредством гибки и опрессовывания придается нужная форма. Подобные декоративные элементы, называемые штампованными, отличаются низкой стоимостью и типовым дизайном. Однако с их помощью возможно собирать (сваривать) интересные композиции, прекрасно дополняющие разные изделия.
Станок для витой трубы «Ажур-4»

станок «Ажур-4»
На этом станке можно производить витые трубы поперечником 10 — 160 мм, с заданным углом витка. Такой элемент очень украшает готовое изделие, применяется в качестве стойки для фонаря, мебели, заборов.
Станок производит до 4 погонных метров витой трубы в минуту. Он оснащен электродвигателем мощностью 3300 Вт, работающим от трехфазной электросети. Скорость вращения валов составляет 18 оборотов в минуту.
На основании располагается опорная плита с пазами (3 шт.), находящимися под углом. К опорной плите прикреплены ползуны (3 шт.), снабженные передвижными кронштейнами. На тыльной поверхности плиты размещены линейки для контроля над движением. Каждый кронштейн снабжен поворотными плитами, которые по осям вращаются относительно кронштейна. Можно задать позицию плиты с помощью фиксатора.
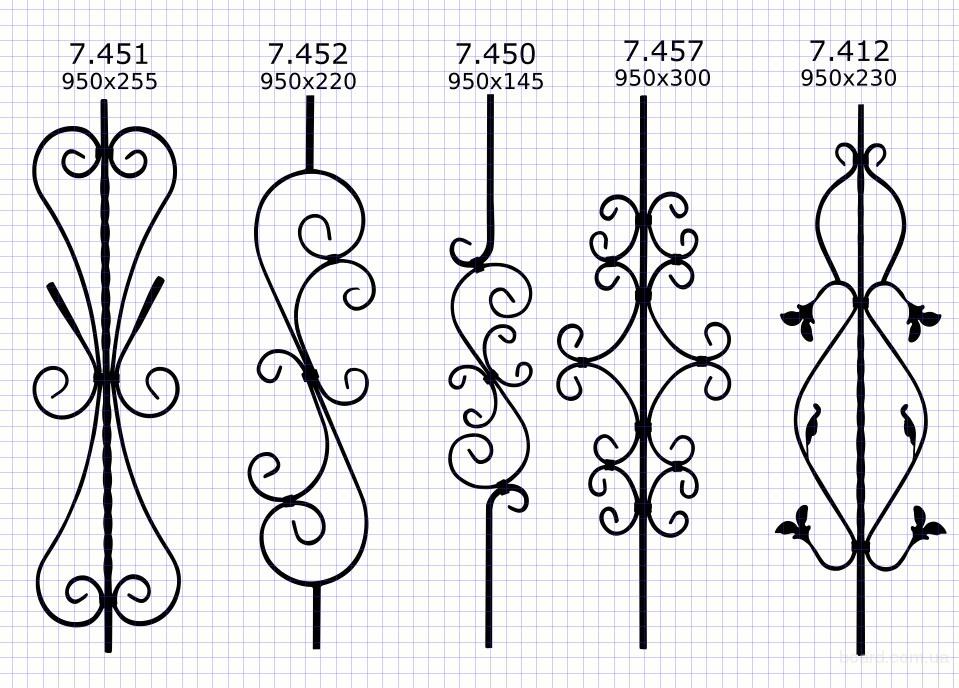
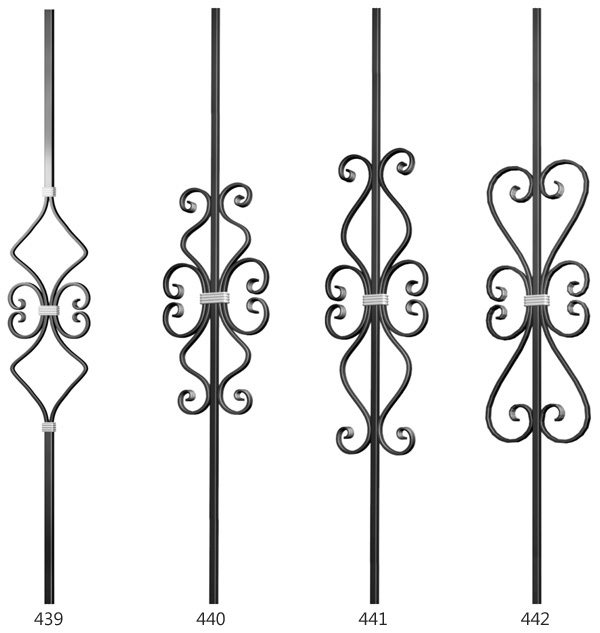
Изготовление элементов, как делать
Начинать изготовление нужно с эскиза элемента. Если это возможно, то выполнить его в натуральную величину.

Холодная ковка и сварка, решетка из завитков с хомутами
В зависимости от имеющегося оборудования подбирается материал. Ручная оснастка не может согнуть пруток толще 14 мм.
На специальной оснастке изготавливаются:
- лапки, пики (завершающие элементы концов деталей);
- спирали, завитки;
- кольца;
- корзинки (два прутка закрученные вокруг продольной оси по винтовой поверхности);
- прутки или полосы закрученные вокруг своей оси.
Технология изготовления основана на трех основных операциях: вытяжка, гибка, кручение.
Сборку элементов в единую композицию собирают при помощи заклепок, хомутов или сварки. Сварка самый простой и эффективный способ.
При окончательной отделке изделие зачищают и наносят декоративное покрытие.
Длина, размеры заготовок
Важно! Для изготовления элементов холодной ковкой необходимо правильно рассчитать размеры заготовки. Ошибку при выполнении работы исправить будет зачастую невозможно.. С помощью эскиза, выполненного в натуральную величину, легко рассчитать длину заготовки
На линию, образующую контур элемента, наложить мягкую проволоку. Размер длины вытянутой проволоки будет соответствовать размеру развертки элемента. Если добавить небольшой припуск, то получим размер заготовки







С помощью эскиза, выполненного в натуральную величину, легко рассчитать длину заготовки. На линию, образующую контур элемента, наложить мягкую проволоку. Размер длины вытянутой проволоки будет соответствовать размеру развертки элемента. Если добавить небольшой припуск, то получим размер заготовки.
Для измерения длины кривых линий применяется прибор под названием курвиметр. Зубчатым колесиком повторяют путь кривой, а на шкале выносится искомый показатель.
В проектировании деталей все больше применяются компьютерные программы. В них закладываются данные, которые оказывают влияние на геометрию детали при обработке холодной ковкой. Такая программа выдает готовые размеры заготовки.
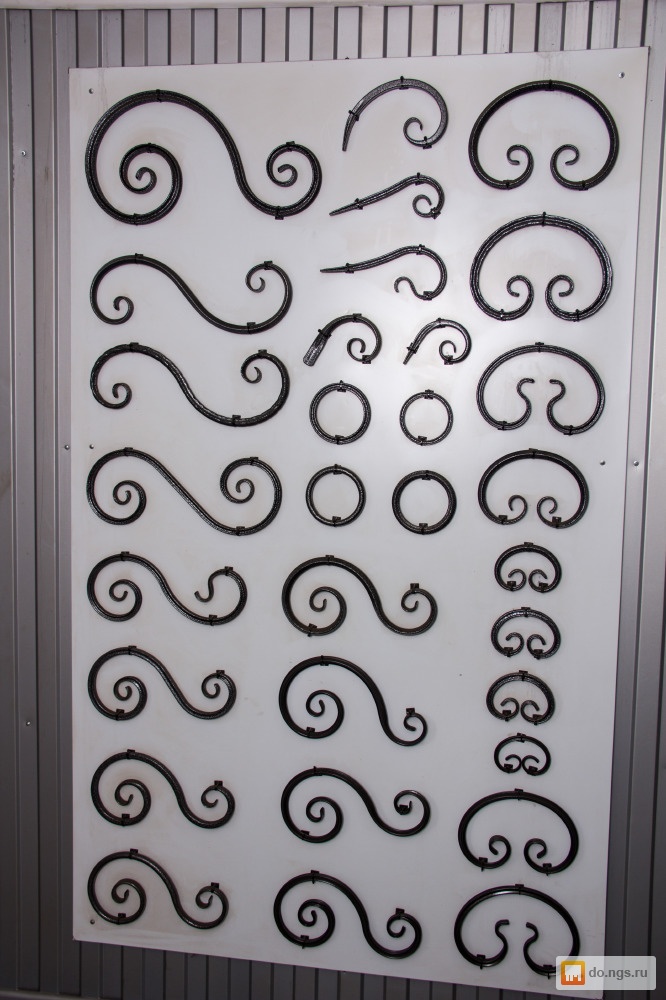
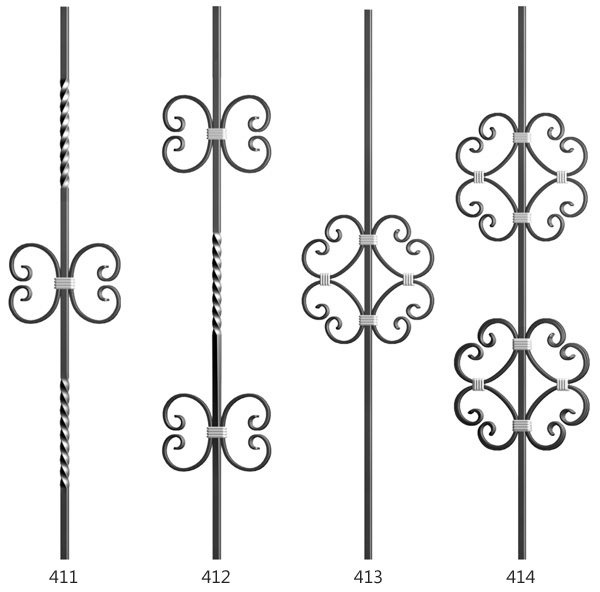
Завитки
В видеообзоре представлен процесс гибки круглых прутков диаметром 10 мм. Мастером используется станок типа улитка со съемными кондукторами разных форм и размеров.
Цветы
В обзоре представлен полная и подробная инструкция изготовления цветка: от прорисовки элемента на металле до крепления детали в общую композицию.
Розы
В видео представлен процесс изготовления розы по методу холодной ковки, с помощью бумажных шаблонов, самодельных ножниц по металлу, двери, болгарки, электродов, а также дополнительных инструментов и приспособлений, сделанных из подручных средств.
Инструкция по гибке круглых (диаметр 6 мм.) и квадратных (6х6 мм.) прутков на станке фонарик для изготовления одноименных элементов.
3М
Но для производства более сложных изделий из металла используют, как правило, такой горизонтальный агрегат, как «Ажур-3М».
С помощью данного станка выполняют:
- ограждения из металла;
- прутиковые решетки с диаметром до 20 мм;
- полосные элементы с шириной не менее 15-20 мм.
Электромотор отличается высоким уровнем мощности, не менее 5500 Вт, при частоте вращающего момента 1450 оборотов. Функционирует исключительно от сети 380 В. Усилие пресса очень велико – не менее 30 тонн и отличается высоким уровнем надежности.
Составные части устройства:
- Фондовое заземление.
- Насос гидравлики с шестеренчатым основанием.
- Распределитель гидравлики с механическим приводом.
- Бак для гидравлики.
- Фильтр масляной очистки.
- Электрощитовая платформа.
Чаще всего для обеспечения работы используют масло для машин 403 под маркой Shell Tellus 46. Специальный протектный клапан защищает механизм от перегрузок во время работы. Пресс станка для ковки инсталлируют на твердую неподвижную поверхность, как правило, на асфальт и бетон. Все работы проводятся строго по инструкции.
Republished by Blog Post Promoter
Самодельный гнутик для ковки арматуры и других материалов дома, как сделать из тисков, профильной трубы, подшипников и не только, размеры, видео
Далее представлены обзоры самостоятельного производства устройства для гибки, делаем механизмы своими руками.
Мастер демонстрирует готовый станок, выполняется гибка полосы 4 см.
- Механизм выполнен из металла толщиной 10 мм., валики — из каленого металла, крепление и фиксация осуществляется с помощью болтов.
- Размеры: ширина — 120, длина — 210 мм., диаметр трех валов, один из которых с насечками — 30 мм.
- С нижней стороны приварены две щечки, толщина которых 10 мм., диаметр и высота вала — 60 и 40 мм. соответственно.
Гнутик из каленого металла, чертеж и размеры устройства, сборка своими руками
Мастер демонстрирует подробный чертеж устройства на бумаге. Все элементы станка: пластины, болты и валы — выполняются из каленого металла, их производство заказывается у специалистов. Данный станок является усовершенствованной модификацией устройства из предыдущего ролика.
Размеры всех элементов прописываются и оговариваются, исполнитель объясняет, какое строение имеет станок, каким образом выполняется крепление деталей.
Демонстрируется каркас станка, сваренный из трех элементов и объясняется процесс дальнейшей сборки устройства.








Самодельный гнутик со съемными роликами для гибки полосы, квадрата, профиля
Механизм позволяет проводить гибку заготовок разной формы и сечения, является незаменимым инструментом для кузнеца.
С помощью съемных роликов выполняется гибка двух 12-ых и 14-ых квадратов, полосы 25 на 4. В результате получаются заготовки полукруглой формы.
https://youtube.com/watch?v=jGqd1KTG1lk
Любуясь красотой ажурной металлической ограды или восхищаясь невероятным витым узором на перилах железной лестницы, мало кто задумывается о том, что изготовлены они методом холодной ковки. Научится воплощать красоту в металле можно без особых усилий. Для этого достаточно обладать минимальными навыками работы с металлом и иметь специальные станки для холодной ковки. Что такое холодная ковка? Какие нужны для неё станки? Что можно изготовить на этих станках? Ответы на эти вопросы вы найдёте в нашей статье. Холодную ковку правильнее будет назвать — механическим сгибанием металлического прута на специализированных станках, для придания ему формы задуманной производителем. Сгибание прутьев в станке, можно производить как в ручную с помощью рычагов, так и с применением электромоторов. Помимо металлического прута, методом холодной ковки можно сгибать трубы небольшого диаметра, узкие железные полосы и арматуру. С применением метода холодной ковки производятся:
- Витые ограды.
- Украшения для жилых сооружений.
- Узорные ворота.
- Ограждения для балконов и лестниц.
- Металлические садовые скамейки.
- Украшения для беседок и фонарей.
- Большое количество вариантов решёток.
Элементы изготовленные методом холодной ковки Освоив метод холодной ковки, в с лёгкостью сможете начать своё дело по производству изделий из металла. При этом, первоначальные финансовые вложения вам потребуются только на закупку станков, а если вы изготовите станки своими руками, то можно обойтись минимальными затратами.
Отличия холодной ковки
Существует такое понятие как «штамповка», которое иногда путают с холодным типом ковки. Сама же холодная ковка имеет 2 принципа, по которому может происходить этот процесс. В таблице указаны различия процессов.
| Процесс | Описание |
| Штамповка | Процесс штамповки можно описать как выдавливание определенных фигур при помощи пуансона, который работает при высоком уровне давления. Примером процесса штамповки служит алюминиевая банка. Нагрев металла при этом не используется. Возможность применить такую технологию дома вряд ли возможно, поскольку невозможно создать для этого необходимые условия. |
| Холодный тип ковки (наклепывание) | Такая разновидность холодной ковки, по сути, есть наклеп, а именно проводится в процессе определенное число ударов очень большой силы, что позволяет структуре металл изменяться и становиться необходимых параметров по размеру и форме. Такая манипуляция проводится при помощи молота, который также можно соорудить своими руками. |
| Холодный тип ковки (гнутье) | Иная разновидность – это гнутье. При такой технологии металл по структуре остается прежний, не меняя своих характеристик. Этот тип ковки возможен для использования дома, для него лишь нужно заняться созданием станка для холодной ковки своими руками. |
Ковкой холодного типа, которая проводится по принципу гнутья заниматься довольно просто, особенно если имеется специальное оборудование стационарного типа, которое облегчает существенно процесс. Преимуществом такой разновидности является и то, что собрать практически любой станок для холодной ковки своими руками можно без больших затрат на это.
Особенности различных моделей станков
Ко всем выпускаемым агрегатам Ажурсталь предлагает большой выбор оснастки и дополнительных приспособлений.

Продуктовая линейка начинается с компактного «Ажур-мини». Несмотря на небольшую мощность — 1.1 квт и скромные размеры, он подходит для работы с прутком до 16 мм. Это отличный выбор для начинающего мастера.

Универсал «Ажур-1» обладает втрое большей мощностью и для него гораздо больше выбор дополнительных оснасток и приспособлений. Он рассчитан уже на профессиональное применение и позволяет выпускать до 5000 гнутых элементов в месяц.
Прокатный станок «Ажур-2» предназначен для формирования объемного рисунка на полосе, круглом и прямоугольном прокате.
Универсальный «Ажур-универсал» объединяет в себе и гибочный, и прокатный агрегат. Это небольшой технологический комплекс, позволяющий заметно экономить рабочее время.
Также поставляются агрегаты «Ажур-4» для получения витой трубы с различным шагом витков.
Прессы выпускаются в 3 исполнениях: горизонтальный «Ажур-3», вертикальный «ПВ-100» и вертикальный ковочный пресс — «Ажур-7». Они оснащаются электромеханическим или гидравлическим приводом и развивают рабочее усилие до 100 тонн.
Оборудование Ажурсталь покрывают практически все мыслимые потребности производителей в области ажурной ковки.





