
Инструкция
Как сделать из бумаги солдатика своими руками
Изготовление бумажных игрушек доступно в принципе всем. Из бумаги можно все что угодно, например, солдатиков всех времен и народов — достаточно только подобрать подходящий силуэт и придумать, в какие мундиры одето войско. Конструирование бумажных солдатиков способно надолго занять ваших сыновей, а многие выдающиеся военные деятели начинали свою карьеру именно с такого занятия. Смотрите так же другие в этом разделе.
Для изготовления бумажного солдатика вам потребуется плотная бумага или тонкий картон, фломастеры, карандаши или краски, кусочек толстого картона. Мундир можно сделать из тонкой цветной бумаги, а можно и нарисовать. Запаситесь также клеем ПВА, ножницами, острым ножом, циркулем и линейкой.
Найдите подходящую картинку с солдатиком. Он должен быть изображен в полный рост. Очень желательно, чтобы солдатик стоял прямо. Можно, конечно, сделать солдатика и в профиль, и на лошади, и с пушкой, но все же бумага для этого — не самый подходящий материал, поскольку солдатики получатся плоскими. Вырежьте фигурку солдатика строго по контурным линиям.
Сложите лист ватмана или тонкого картона пополам лицевой стороной наружу. Положите на лист фигурку солдатика так, чтобы верхняя линия кивера или фуражки находилась на линии сгиба. Обведите фигурку строго по контуру.
Можете распечатать эту заготовку солдатиков, а потом просто вырезать и склеить их.
Заготовки солдатиков из бумаги
Для того чтобы солдатик стоял, ему потребуется подставка. Чтобы ее сделать, проведите прямую линию там, где у солдатика находятся подошвы сапог. Если солдатик маленький, то линию достаточно продолжить на 2 см от носка каждого сапога. Разделите получившуюся линию пополам, поставьте на середину линии иголку циркуля и соедините концы линии полуокружностью, радиус которой равен половине линии. На кусочке плотного картона начертите окружность такого же радиуса и вырежьте ее.
Вырежьте солдатика. Лист картона сложен вдвое точно так же, как и тогда, когда вы обводили фигурку. Дальше порядок работы зависит от вас. Можно сначала раскрасить солдатика, а потом склеить, а можно сделать наоборот. Полукруги, предназначенные для подставки, не закрашивайте и не склеивайте. На одной половинке заготовки нарисуйте лицо солдатика, волосы, козырек кивера, сделайте пуговицы и аксельбанты. На другой изобразите вид сзади — кивер закрашивается полностью, мундир и все остальное тоже. Можно сделать ментик или гимнастерку аппликацией, снова обведя рисунок, вырезав одежду по контуру и наклеив на заготовку.
Отогните подставку так, чтобы один полукруг оказался спереди, а другой — сзади. Намажьте подставку клеем и приклейте ее к кругу из плотного картона.
Дерево из фисташек. Чудо дерево
Солдат из бумаги — отличная идея для творческого досуга с детьми накануне Дня защитника Отечества. Такая хороша не только для развития мелкой моторики, но и для воспитания патриотизма у подрастающего поколения.
Сегодня мы сделали для вас большую подборку мастер-классов, посмотрев которые вы будете знать, как смастерить бумажного солдатика
Ищете идеи детских поделок к 23 февраля или 9 мая для творческого занятия или для детского сада? Сегодня мы предлагаем вам смастерить вместе с малышом солдата своими руками из бумаги
Прекрасный материал для рукоделия, недорогой и доступный для всех. Из готовых солдатиков своими руками можно сделать тематическую инсталляцию (пространственную композицию), украсить открытку к 9 мая своими руками или сделать подарок ветерану. И, конечно, каждый папа будет разд такому замечательному подарку от малыша, как солдатик из бумаги своими руками
В сегодняшней подборке вы найдёте бумажных солдатиков на любой вкус — плоское и объёмное оригами, идеи бумагопластики, сложные поделки к 9 мая из гофрокартона, и простые солдаты своими руками, с изготовлением которых справятся даже самые маленькие. Давайте смотреть фото и видео мастер-классы:
Принимаем олово, оловянные припои
Олово (лат. Stannum; обозначается символом Sn) — пластичный ( при деформации на изломе хрустит), ковкий и легкоплавкий блестящий металл серебристо-белого цвета, иногда имеет желтый отлив. Олово образует две аллотропические модификации: ниже 13,2 °C устойчивое α-олово (серое олово) с кубической решёткой типаалмаза, выше 13,2 °C устойчиво β-олово (белое олово) с тетрагональной кристаллической решеткой. Олово используется как безопасное, нетоксичное, коррозионностойкое покрытие в чистом виде или в сплавах с другими металлами.
Главные промышленные применения олова — в белой жести (лужёное железо) для изготовления тары пищевых продуктов, в припоях для электроники, в домовых трубопроводах, в подшипниковых сплавах и в покрытиях из олова и его сплавов. Важнейший сплав олова — бронза (с медью). Другой известный сплав — пьютер — используется для изготовления посуды. Для этих целей расходуется около 33 % всего добываемого олова.
До 60 % производимого олова используется в виде сплавов олова с медью, медью и цинком, медью и сурьмой (подшипниковый сплав, или баббит), с цинком (упаковочная фольга) и в виде оловянно-свинцовых и оловянно-цинковых припоев.
НАШ ПРАЙС-ЛИСТ
Многие пункты приема готовы купить олово, но только наша фирма может предложить выгодную и честную цену в соответствии с современным состоянием рынка металлов.
Мировая потребность в олове, цена которого довольно высока, и его сплавах постоянно растет, появляется в огромных количествах и лом олова.
На этом фоне особое значение приобретает его вторичная переработка, тем более появились фирмы, подобные нашей, которые могут купить олово захорошую цену. Мы уже длительное время занимаемся приемом олова, помогая снабжать им пищевую, радио и автомобильную промышленность.










ООО «ВеКо» купит олово. Цена высокая!
Различают несколько основных марок производимого олова. Различие связано с содержанием основного элемента и наличием посторонних примесей. Соответственно, различаются и сферы применения. Металл олово бывает марок: ОВЧ000, ОВЧ00, 01ПЧ, О1, О2, О3, О4. Первые две марки имеют высокую чистоту содержания — 99,99 и 99,94% олова, соответственно, и находят применение в полупроводниковой технике. О1, О2, О3, О4 используются при изготовлении жести, припоев, кухонной утвари и поличения сплавов олова. Здесь содержание металла составляет от 99,6% до 99,9%
Одной из наиболее распространенных марок является О1ПЧ. металла олова — 99,91%, остальное примеси железа, меди, мышьяка, висмута. Выпускается, как правило, в виде чушек, прутка, оловяноного листа.
Мы принимаем олово содержащееся в оловянных изделиях, олово марки 01ПЧ, куски белой жести,оловосодержащие отходы, оловянную проволоку, посуду, различные изделия из олова Реже встречается олова кусок, которое, как правило, является отходом различных производств.
Процесс литья из олова
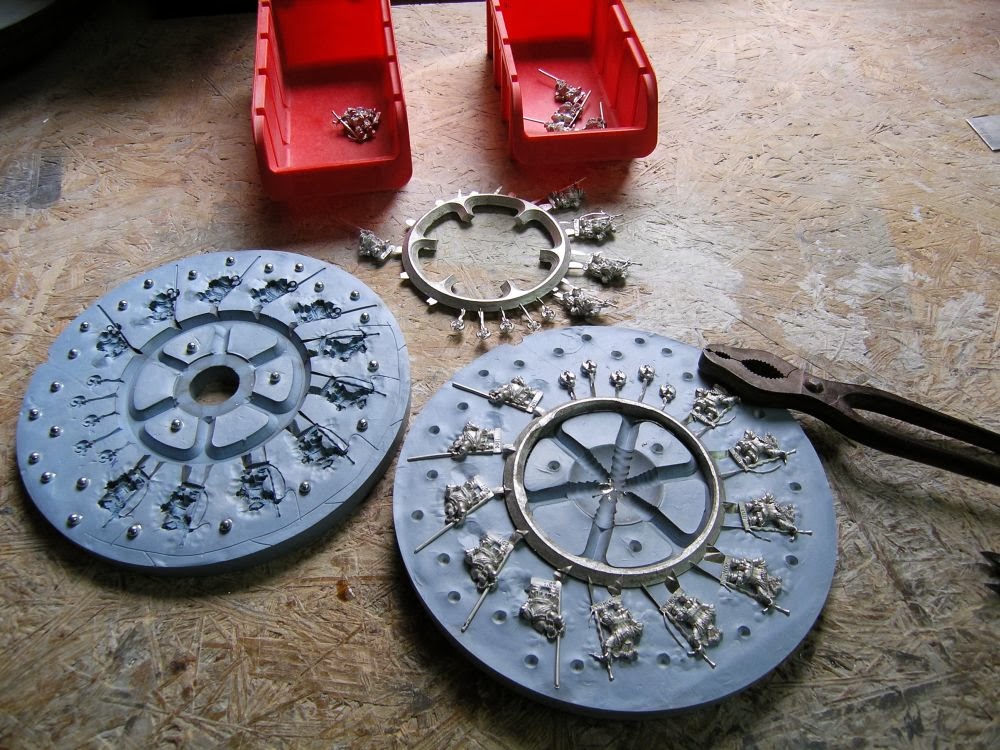
Температура плавления олова всего 231 °C. А вот точка его кипения находится в границах 2 300 °C. Температуру, при которой металл будет расплавлен, можно достигнуть дома. Другими словами можно вполне, конечно, при воплощении некоторых правил и техники безопасности, исполнять литье из олова дома.В условиях в промышленности для литья олова используют специализированные центробежные литейные машины. Для производства форм используют гипс, алюбастр, смолу на эпоксидной основе, силикон и конечно, металл.

Процесс литья из олова в промышленности
Создание формы, это, все таки, очень ответственный процесс. Для начала нужно создать эскиз будущей модели. После чего модель делают из полимерной глины. Для нанесения небольших деталей приходится задействовать шило.Другой, очень значительный процесс – изготовление литьевой формы. При ее изготовлении нужно обеспечить наличие правильного разъема. Он нужен для того, что бы можно было извлечь готовую отливку и при этом не нанести повреждений самому изделию.

Оснастка из силикона для литья из олова
Изготовление оснастки из силикона востребует большего численности материала и времени. Это потому, что ее следует подвергнуть процессу вулканизации. Но в результате всех забот будет получена многооборотная оснастка для литья оловянных изделий. Если например грядущая деталь будет очень не простой, то нужно будет рассчитать наличие закладных деталей. Нельзя забыть и о воздушных каналах, через них, по характеру заполнения формы оловом, должен выходить воздух.
https://youtube.com/watch?v=P_5SMZaFI9w
Центральным элементом конструкции оснастки считается отверстие, через которое будут исполнять заливку. Если оно будет небольшим, то металл будет поступать чрезмерно неторопливо и процесс застывания может начаться до ее полного наполнения.в начале литья нужно объединить полуформы вместе и поместить между фанерным листом. Лист должен быть толщиной не менее 12 миллиметров, размер должен превосходить размеры металлоформы. По завершении сборки всю конструкцию стягивают жгутом.
Две полуформы между фанерными листами, стянутые жгутом
Технология литья не выделяется особой сложностью, готовить металл к заливке есть смысл после финальной сборки формы. Для этого его стоит отлично прогреть. Как только на его поверхности появиться пленка желтоватого цвета можно считать, что олово готово к розливу. Если металл будет перегрет, то на поверхности расплава будет плавать синяя или фиолетовая пленка.Расплавленный металл заливают тонкой струйкой. При этом для убирания воздуха можно слегка стучать корпусу.Открывать форму можно исключительно после того, как отлитая деталь полностью остынет. Для изъятия отливки необходимо применять щипцы. Необходимо готовым быть к тому, что первое полученное изделие станет иметь некоторые недочеты поверхности.

Убирание избыток олова (облой)
Очередность обработки механическим способом выглядит так. В первую очередь убирают облой. Так, называют остатки расплава, которые затекают в шов формы. Для этого можно использовать шабер. Для убирания литников используют бокорезы. Для финишной обработки швов применяют абразивную шкурку с самым очень маленьким зерном (нулевку).
Как сделать форму для литья
Материал для формы (оснастки) в непромышленных условиях – песчаная или глиняная смесь (литье в «землю») и гипс.
Примеры смесей для литья в «землю»:
- песок, глина, каменноугольная пыль в соотношении 75% – 20% – 5%.
- глина, шамотный кирпич, тонкие древесные опилки, соотношение 40% – 40% – 20%.
Компоненты смешивают до получения однородной консистенции.
Также может использоваться модель изделия из дерева либо другого материала. Также это может быть готовая деталь, образец.
![2.4. оловянное литье. технико-технологические сведения. основы дизайна. художественная обработка металла [учебное пособие]](https://molibden-wolfram.ru/wp-content/uploads/3/8/9/3891db64e5c48e08822a840af7be15c7.jpeg)









Приспособление для подготовки песчаной оснастки – опока. Она состоит из двух ящиков без крышки, обычно деревянных. Нижний – с дном, верхний – без дна (по сути, рама). Части опоки имеют центрирующие элементы для их точного расположения относительно друг друга. Они иногда скрепляются между собой фиксаторами.

Оснастку изготавливают так:
Перед работой поверхность опок и образец изделия присыпают тальком.
В нижний ящик насыпают песчаную смесь до края и трамбуют.
Модель детали кладут в опоку на землю и вжимают.
На нижний ящик опоки кладут верхнюю раму.
На модель крепят усеченный конус узкой частью к изделию. Это модель литника, через него зальют расплав. Желательно, чтобы место расположения литника было самой толстой частью изделия. Нужно учитывать, что на готовой детали в месте заливки могут быть дефекты.
Верхнюю опоку заполняют доверху смесью. Снова трамбуют.
Достают из песка модель литника.
Острым тонким предметом разъединяют верхнюю и нижнюю половины, обозначая линию разъема
Верхнюю опоку с песчаной массой в ней снимают, изделие осторожно вынимают из песка.
Части формы сушат и вновь соединяют.
Линию разъема выбирают так, чтобы деталь вынималось из оснастки, не повредив ее. Кроме того, иногда в части изделия, противоположной литнику, делают «воздушник». Это такое же отверстие в оснастке, как и литник. Через него в процессе заливки воздух выходит из полости.
Как сделать оловянного солдатика в домашних условиях

Оловянные солдатики – это любимые игрушки мальчишек всех времен, но что делать, если у тебя есть только один солдатик определенной формы, а тебе для игры или в коллекцию их надо несколько? В этом случае можно попробовать изготовить их самостоятельно, правда, терпения и старания для этого понадобится немало.
Как сделать оловянного солдатика в домашних условиях? Почитай эту инструкцию, посмотри картинки и попробуй его изготовить. Если постараться, то солдатик должен получиться.
Для того чтобы сделать нового оловянного солдатика понадобится солдатик уже готовый, как образец. С него ацетоном надо смыть краску, если он окрашен, а затем приступить к изготовлению формы для отливки.
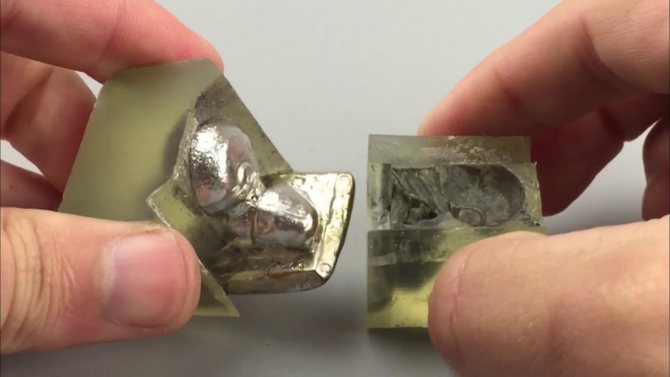
Как сделать форму для литья оловянных солдатиков
Форму для литья оловянных солдатиков делают из трех составных частей: две части гипсовые, а третья – брусок из металла.1. Возьми ровный брусок пластилина и вдави в него солдатика-образец до половины, а металлический брусок прижми к подставке солдатика так, как это показано на рисунке 1.2.
Сделай из стенок спичечного коробка заборчик и огради им пластилиновую заготовку – просто воткни его в пластилин так, как на рисунке 2. Проделай в пластилине два или три углубления, как на рисунке. Эти ямки понадобятся при стыковке двух половинок будущей гипсовой формы.3.
Намажь растительным маслом всю поверхность пластилина, вдавленного в него солдатика, ямки и металлический брусок, и приступай к изготовлению формы из гипса. Для этого высыпь в чашку просеянный через сито порошок гипса или алебастра и, помешивая, залей в него столько холодной воды, чтобы смесь была похожа на жидкую сметану.4.
Вторая половинка гипсовой формы изготавливается так же, как и уже сделанная первая, только вместо заготовки из пластилина возьми первую половинку формы вместе с уложенным в неё солдатиком. Подставь к подставке солдатика брусок из металла и прилепи пластилином заборчик (рис. 6).
Смажь маслом поверхность внутри заборчика, залей жидким гипсом, а когда он остынет, разними половинки формы, аккуратно вынь солдатика-образец, и оставь форму сохнуть на неделю.7. Для того чтобы залить олово в форму в ней надо сделать литник – специальную канавку, которую нетрудно прорезать ножиком от края формы к основанию фигурки в обеих её половинках.
Также кончиком ножа надо процарапать от краев фигурки к краям формы царапины-канавки. Это – воздухи’, через них из формы будет выходить вытесняемый расплавленным оловом воздух. Воздухи’ не надо делать слишком широкими, иначе заливаемее олово через них будет вытекать из формы.
8. Перед отливкой между крепко стиснутыми половинками формы и бруском из металла проложи для теплоизоляции гладкий лист бумаги.
Как сделать оловянного солдатика в домашних условиях, отливка солдатика
Для отливки фигурки солдатика найди чистую баночку (подойдет из-под вазелина) и плоскогубцами выгни её в виде ковшика (как на рисунке). Из такого ковшика будет удобнее выливать жидкое олово в форму.
Приспособь к ковшику вместо ручки плоскогубцы, надень варежку или перчатку и аккуратно расплавь в нем кусочки олова на плите.
Когда олово расплавится, крепко зажми в руке сложенные вместе две половинки формы (держать их надо литником вверх) вместе с бруском из металла (как на рисунке) и вылей жидкое олово в форму.
ДЕЛАЙ ЭТО ОСТОРОЖНО, НЕ ПРОЛЕЙ РАСПЛАВЛЕННОЕ ОЛОВО НА РУКУ ИЛИ НА НОГУ, СЛУЧАЙНО НЕ БРЫЗНИ ИМ В ЛИЦО И НЕ ОБОЖГИСЬ!!!
Затем дай олову хорошо остыть, аккуратно раскрой форму и оловянный солдатик почти готов. Остается только кусачками удалить лишнее и обработать фигурку надфилем. Если фигурка неудачна, то её можно расплавить и отлить солдатика снова.









Как сделать оловянного солдатика в домашних условиях, если нет образца
Если нет готового солдатика для образца, то можно срисовать с понравившейся картинки на плотную бумагу точный профиль солдатика и вырезать его.
Чтобы сделать вырезанный профиль рельефным, на него можно наклеить бумажки-толщинки. Клеить их надо одна на другую с обеих сторон профиля (как на картинке), а края толщинок можно сравнять пластилином.
Мелкие детали можно процарапать в уже готовой гипсовой форме.
Вот такая инструкция, как сделать оловянного солдатика в домашних условиях. Остается только раскрасить его с помощью тонкой кисточки масляными красками, разведенными масляным лаком или скипидаром. Только красить надо сначала все одноцветные детали, а затем, дав им просохнуть, детали других цветов.
Свойства Sn
Stannum (Sn) — латинское наименование этого гибкого, пластичного, легкоплавкого металла. Имеет № 50 в периодической таблице Менделеева.
По химическим свойствам металл подобен своим «соседям» — германию и свинцу.
В реакциях проявляет степени окисления +2, +4.
С водой или воздухом не реагирует. Причина этому — пленка оксида на поверхности металла.
Растворяется в разбавленных кислотах; с неметаллами реагирует при нагреве.
Физические свойства олова:
- плотность β-Sn 7,3 г/см3;
- плотность жидкого олова 6,98 г/см³;
- удельная электропроводность 8,69 МСм/м.
Металл обладает редким свойством: плавится при низкой температуре (232°С), а кипит при высокой (2620°С).
В природном олове 10 стабильных изотопов — это рекорд среди всех элементов таблицы Менделеева.
| Свойства атома | |
| Название, символ, номер | О́лово / Stannum (Sn), 50 |
| Атомная масса (молярная масса) | 118,710(7) а. е. м. (г/моль) |
| Электронная конфигурация | 4d10 5s2 5p2 |
| Радиус атома | 162 пм |
| Химические свойства | |
| Ковалентный радиус | 141 пм |
| Радиус иона | (+4e) 71 (+2) 93 пм |
| Электроотрицательность | 1,96 (шкала Полинга) |
| Электродный потенциал | −0,136 |
| Степени окисления | +4, +2 |
| Энергия ионизации (первый электрон) | 708,2 (7,34) кДж/моль (эВ) |
| Термодинамические свойства простого вещества | |
| Плотность (при н. у.) | 7,31 г/см³ |
| Температура плавления | 231,91 °C |
| Температура кипения | 2893 K, 2620 °C |
| Уд. теплота плавления | 7,19; кДж/моль |
| Уд. теплота испарения | 296 кДж/моль |
| Молярная теплоёмкость | 27,11 Дж/(K·моль) |
| Молярный объём | 16,3 см³/моль |
| Кристаллическая решётка простого вещества | |
| Структура решётки | тетрагональная |
| Параметры решётки | a=5,831; c=3,181 Å |
| Отношение c/a | 0,546 |
| Температура Дебая | 170,00 K |
| Прочие характеристики | |
| Теплопроводность | (300 K) 66,8 Вт/(м·К) |
| Номер CAS | 7440-31-5 |
История технологии
По мнению историков, возраст, который имеет бронзовое литье, составляет 12 тысяч лет. Изначально при помощи такой технологии из бронзы изготавливались украшения и простейшие орудия труда. С течением времени данная технология совершенствовалась, и сегодня она представляет собой метод, при помощи которого создают множество уникальных изделий из данного сплава.
Современный уровень развития литья из бронзы позволяет получать из данного сплава меди различные предметы не только в производственных, но и в домашних условиях. Благодаря изобретению бронзы, а также развитию технологий ее обработки, основной из которых является литье, мы и сегодня можем наслаждаться видом произведений искусства, которые были созданы мастерами еще в Средние века и в античные времена.
Старинный бронзовый набор письменных принадлежностей
Наибольшую популярность бронзовое литье, а также литье латуни – еще одного сплава, основу которого составляет медь, приобрело в эпоху классицизма и европейского барокко. Именно в те времена люди научились использовать эти материалы для того, чтобы создавать уникальные интерьерные элементы и декор.
Такие сплавы, созданные на основе меди, и сегодня активно применяются при изготовлении:
- предметов, служащих для оформления интерьера;
- ворот и заборов, выполняющих не только декоративную, но и защитную функцию;
- скульптурных композиций и сувенирной продукции;
- барельефов и элементов оформления осветительных приборов – люстр и бра;
- элементов лестничных конструкций и входных групп.
Литьё из бронзы для изготовления рукоятей ножей
Литье из серебра в домашних условиях
Важно! Литье серебра своими руками — сложный и пожароопасный процесс. В вашей мастерской должны иметься огнеупорными подставками и огнетушителями, предназначенными для тушения электрооборудования под напряжением. Обязательно пользуйтесь огнеупорными перчатками, фартуком и очками
Обязательно пользуйтесь огнеупорными перчатками, фартуком и очками.









Для литья серебра в домашних условиях начинающие мастера обычно выбирают следующие технологии
- моделирование из воска
- литье в земляные формы
- нагрев тигля газовой горелкой.
Разумеется, если у вас есть муфельная печь с регулировкой и поддержанием заданной температуры, вибростол и центрифуга — ваши отливки станут только лучше.
Литье серебра в домашних условиях — сложный, но вполне осуществимый при должной подготовке и настойчивости процесс. Успехов вам в освоении этого раздела металлургии!
При какой температуре плавится латунь
Без знания о том, при скольких градусах плавится латунь и как ее плавить, невозможно будет не только отлить детали из сплава меди и цинка, но и осуществить лазерную резку латуни. Неправильно подобранная температура для обработки приведет к ухудшению качеств сплава и излишним энергозатратам.

Температура плавления латуни составляет 880-950 °C. Этот показатель изменяется в зависимости от химического состава сплава. Удельная теплота плавления латуни не совпадает с температурой литья. Особенно хорошо это заметно при плавке свинцовых латуней, которые имеют сниженную текучесть. Разница между температурами их плавления и литья составляет 145-185 °C. Например, латунь марки ЛС59-1В плавится при температуре 900° C, но литье можно осуществлять при 1030-1080 °C. Для марок ЛС59-1 и ЛС74-3 эти показатели составляют 885-895 °C / 1030-1080 °C и 965° C / 1120-1160 °C соответственно, и т. д. У двухкомпонентных латуней температуры плавления и литья совпадает. Например, у Л60 это 885-895 °C, Л80 -965-1000° C, Л96 – 1055-1070 °C.
Удельная теплоемкость латуни составляет 380 Дж/(кг °С). Иначе говоря, чтобы нагреть 380 кг до температуры 1 °С, необходимо потратить 1 Дж энергии.
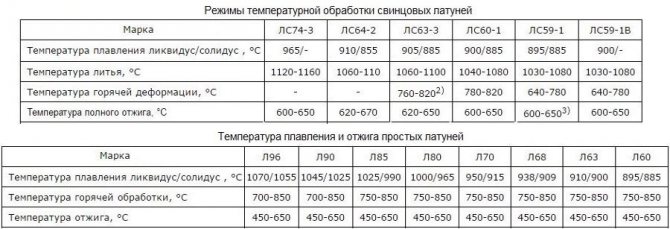
- режимы обработки простых и свинцовых латуней
Обратите внимание: чем больше находится в латуни свинца и висмута, тем проблематичней ее будет расплавить. Наиболее быстро плавится латунь, содержащая в себе большое количество цинка
Сплавы, где количество этого элемента доходит до 32,5 %, можно обрабатывать и без нагревания, с помощью протяжки или прокатки.
Все, что нужно знать о жидком олове, изготовление раствора своими руками

Олово — один из химических элементов, нашедшее применение в различных промышленных сферах и быту. Это легкий металл, пластичный, ковкий и легкоплавкий. Имеет серебристо-белый оттенок и блеск. Одна из форм вещества — жидкая. Используется в основном в радиостроении. Жидкое олово прекрасно подходит для химического лужения медных деталей, в частности печатных плат. Подобный способ обработки значительно увеличивает срок их службы и предотвращает образование коррозии.
Подробно про жидкое олово
Жидкое олово представляет собой раствор, которым покрывают печатные платы. Таким образом, деталь становится защищенной от негативных воздействий. К тому же, подготовленная подобным методом поверхность, полностью готова к пайке, т.к. припой на нее ложится гораздо лучше.
Преимущества жидкого олова очевидны:
- с его помощью можно залудить плату больших размеров, со сложной схемой или с особо тонкими дорожками и расстояниями. Сделать это обычным паяльником порой очень трудно, а иногда совсем невозможно;
- поверхность, обработанная жидкостью, не будет плавиться под воздействием высоких температур, т.к. показатели плавления олова составляют 220 градусов;
- процесс лужения безопасен и довольно прост, поэтому справиться с ним сможет даже человек, далекий от работы с химическими реактивами.
Как выглядит жидкое олово
Жидкое олово можно приобрести в любом специализированном магазине или сделать самому, тем более что все компоненты находятся в полной доступности.
Состав и способы применения жидкого олова
Продается химическое вещество в пластиковых бутылках различного объема. В состав жидкого олова входит: восстановитель, стабилизатор, деионизированая вода и соль олова.
Лужение лучше проводить непосредственно перед пайкой платы. Перед процедурой деталь подготавливают. Ее очищают и обезжиривают с помощью спирта. Не рекомендуется зашкуривать плату, но если необходимо, то можно провести шлифовку пастой ГОИ с последующей очисткой.








![2.4. оловянное литье. технико-технологические сведения. основы дизайна. художественная обработка металла [учебное пособие]](https://molibden-wolfram.ru/wp-content/uploads/a/1/6/a16f7ef64961e710a2268860a1b56bd7.jpeg)

Далее проводят непосредственно само лужение. Олово в жидком состоянии хорошо взбалтывают, выливают в подготовленную пластиковую емкость и нагревают до комнатной температуры на водяной бане. Плату погружают в раствор на 20-30 минут. В результате получают слой в 1 мкм. Если необходим слой потолще, процедуру лужения повторяют. После этого изделие промывают проточной водой и вытирают насухо чистой тряпкой. Готовую плату до использования хранят в канцелярском файле или полиэтиленовом пакете.
Формы для литья олова
Для производства литьевой оснастки используют такой материал, как гипс или силикон. Все будет зависеть от детали и ее назначения. К незамысловатой можно отнести гипсовую. Для ее изготовления понадобится деревянная коробка, определенное количество гипса и кусочек железной трубки.
Создание оснастки делается в несколько шагов:
- Приготовление смеси из гипса. Она по внешнему виду должна напоминать густую сметану.
- Смесь вываливают в заблаговременно приготовленную коробку и выравнивают.
- Для получения полуформы нужно взять деталь и частично загрузить ее в приготовленный гипс. Подобную операцию нужно выполнить со второй частью детали. В результате будут получены 2 полуформы.
- Полуформы нужно объединить, или скрепить при помощи замков или же просто перетянуть тугой резинкой. В то место, через какое будет заливаться расплав олова нужно вставить приготовленную трубу из металла.
Как правило литьевая оснастка готова к работе. Расплав олова можно без зазрения совести заливать в получившуюся форму.
В чем отличие гипсовых форм от прочих – основное они имеют меньшую устойчивость. Если поверхность их не готовить, то такая оснастка может выдерживать один – два цикла.





