
Закрепление сверлильной установки на поверхности
Крепкая фиксация агрегата с магнитной подушкой и поверхностью возможна при строгом соблюдении ряда требований. Самым важным из них является масса детали с допускаемой толщиной более 6 мм. При работе станка возникает вибрация, которая при достаточной интенсивности может сдвинуть устройство с поверхности негабаритной заготовки.
Немаловажную роль играет площадь обрабатываемой детали. Для надёжной фиксации поверхность, к которой будет крепиться станок, должна быть не меньше площади магнита. Также магнит имеет менее сильную сцепку с окрашенными поверхностями.
Если надёжность крепления установки на детали не вызывает доверия, дополнительно используйте фиксирующие ремни. При работе с трубопроводами также нужно использовать дополнительные средства фиксации — цепную платформу. На её верхнюю, плоскую часть цепляется станок на магнитной подушке, а сама конструкция крепится с помощью пары цепей.
Сейчас существует большой модельный ряд сверлильных станков, которые можно закреплять на поверхностях из неметаллического материала. Сцепка обеспечивается вакуумом, который создаёт специальный насос. Работать такие установки могут только на идеально плоских поверхностях.
Элементы конструкции бытового сверлильного оборудования и их взаимодействие
Шпиндельный узел как производственного, так и бытового сверлильного станка приводится в действие посредством электродвигателя, сообщающего крутящий момент валу ременной передачи. Сверлильные станки, предназначенные для бытового использования, оснащаются электродвигателями, мощность которых составляет 250–1000 Вт.
Асинхронный двигатель настольного сверлильного станка Sturm BD7037 мощностью 370 Вт
На многих моделях бытовых станков сверлильной группы скорость вращения режущего инструмента можно регулировать, что обеспечивается за счет использования в их конструкции валов ременной передачи разного диаметра. Принцип регулирования скорости вращения шпинделя на таких станках достаточно прост: при выключенном приводном электродвигателе ремень просто перекидывается в канавку той части шкива, которая имеет другой диаметр. По такому принципу скорость вращения шпинделя можно регулировать в диапазоне 450–3000 об/мин.
Узел ременной передачи станка Proma PTB-16B230
На станках для бытового использования обычно устанавливаются сверлильные патроны, идентичные зажимным устройствам ручных электродрелей. Такие патроны с 3 самоцентрирующимися кулачками рассчитаны на фиксацию сверл, диаметр которых доходит до 12 мм. Для работы с этим патроном необходим специальный ключ, при помощи которого осуществляется зажим или ослабление фиксирующих кулачков.
При выборе станка обратите внимание на минимальный диаметр зажимаемого в патроне сверла – кулачки некоторых моделей не могут фиксировать сверла калибром менее 3 мм
Технические возможности сверлильных станков бытового назначения позволяют обрабатывать детали, высота которых находится в интервале 200–900 мм. Данный параметр зависит от того, на какую высоту сверлильная головка может подниматься на стойке оборудования. Принцип перемещения сверлильной головки по колонне станка у различных моделей может варьироваться. На самых простых и легких устройствах рабочая головка перемещается на требуемую высоту вручную, а на более крупном и тяжелом оборудовании для этого предусмотрена специальная рукоятка-штурвал, которая соединена с приводным механизмом.
Для фиксации сверлильной головки в требуемом положении и для ее установки на необходимой высоте перед началом обработки используется специальная рукоятка. Регулировать и фиксировать положение рабочей головки перед началом сверления необходимо потому, что величина вылета патрона из шпиндельного узла достаточно невелика и составляет в зависимости от модели агрегата 50–400 мм.
Органы настройки глубины сверления станка НС12А: 1 – гайка указателя; 2 – выступ указателя; 3 – штурвал; 4 – хомут; 5 – фиксирующий винт; 6 – гильза шпинделя
Важным параметром, по которому оценивают любой сверлильный станок, является вылет сверла. Этот параметр, который у разных моделей бытовых станков может находиться в интервале 100–200 мм, характеризует расстояние от оси вращения режущего инструмента до оси стойки-колонны (от него зависит то, на каком расстоянии от края детали можно просверлить отверстие).
Основным требованием к плите-основанию сверлильного станка, которая должна обеспечивать его устойчивое положение на любой горизонтальной поверхности, является ее массивность и габариты, достаточные для того, чтобы уравновешивать массу остальных конструктивных элементов оборудования.
Назначение верхней части такой плиты – служить рабочим столом, поэтому ее делают максимально ровной с несколькими пазами. Центральный из этих пазов используется при сверлении сквозных отверстий и необходим для того, чтобы в процессе выполнения такой технологической операции избежать повреждений сверла и поверхности рабочего стола. Остальные пазы на поверхности рабочего стола нужны для закрепления различных зажимных приспособлений.
Основание станка PROHHON-TBM-220 имеет прорези для закрепления тисков
Вертикальное перемещение сверла, закрепленного в патроне, осуществляется за счет рычажного механизма, приводимого в действие специальной рукояткой. Такая рукоятка, расположенная на боковой поверхности корпуса станка, специально подпружинивается, что обеспечивает ее автоматический возврат в исходное состояние после того, как воздействие на нее прекращается.
Электродвигатель на бытовых моделях питается преимущественно от электрической сети с напряжением 220 В. Он запускается и останавливается при помощи кнопочной станции. На отдельных моделях бытовых сверлильных станков, технические возможности которых позволяют нарезать внутреннюю резьбу, предусмотрен реверсивный запуск электродвигателя.
Перечень технических параметров
После выбора модели станка по конструктивным особенностям можно приступать к анализу его технических характеристик
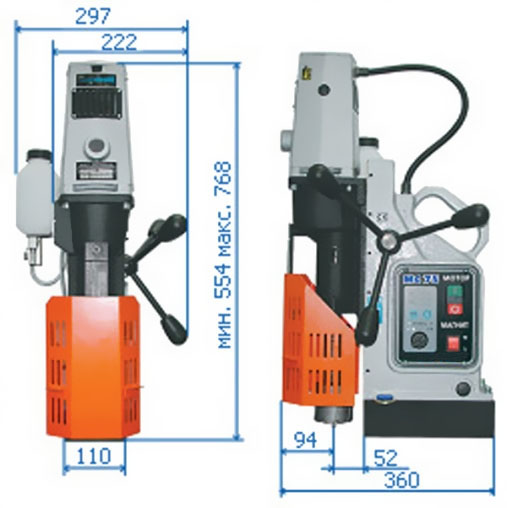
Прежде всего необходимо обращать внимание на габариты оборудования. Они определят возможность установки в труднодоступных местах металлоконструкций
Помимо основных технических характеристик уникальной является размер магнитной подошвы. Этот параметр определяет монтажные габариты площадки для установки оборудования. Также производитель указывает на возможность горизонтального или вертикального монтажа. Это необходимо знать для формирования отверстий в сложных по конфигурации конструкциях.





Перечень основных технических характеристик для сверлильного станка на магнитном основании во многом совпадает со стандартными параметрами подобного оборудования:
- электродвигатель. Его потребляемая и выходная мощность, тип;
- частота вращения шпиндельной головки без обработки поверхности заготовки. Возможность изменения этого параметра во время работы станка;
- максимальный и минимальный диаметр сверления;
- максимально допустимое усилие на сверлильную головку. Во избежание ее поломки в конструкции предусмотрен защитный механизм;
- сила притяжения магнитной подошвы;
- смещение сверлильного патрона по стойке;
- максимальный вылет сверла относительно поверхности обрабатываемой детали;
Эти характеристики подробно описываются в техническом паспорте устройства. Дополнительно следует учитывать комплектацию и условия эксплуатации. Практически все модели сверлильных станков с магнитными подушками рассчитаны для работы на открытом пространстве. Однако это следует проверить перед покупкой.
Конструкция и типы сверлильных установок на магнитном основании
Сверлильные станки, оснащенные стойкой с магнитным основанием, в зависимости от типа используемого привода основного движения, подразделяются на несколько категорий:
- электрические;
- пневматические;
- гидравлические.
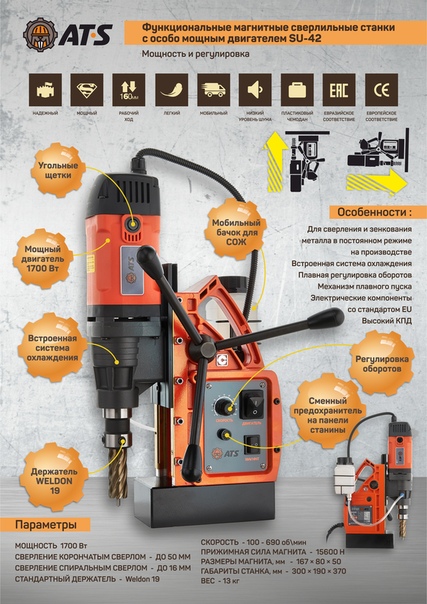
Электрические станки с магнитным основанием относятся к наиболее распространенным. Используются такие установки в тех местах, где есть доступ к электрической сети и отсутствует взрывоопасная среда. Приводом такого станка, обеспечивающим вращение режущего инструмента, является электродвигатель, от мощности которого напрямую зависят функциональные возможности оборудования. Среди станков данного типа наибольшей популярностью пользуются компактные модели, вес которых не превышает 16 кг, а мощность двигателя составляет 0,75–1,4 кВт.

Сверлильный магнитный станок EBM-360 с питанием от встроенного аккумулятора
Пневматический сверлильный станок на магнитной плите – это оборудование, в котором режущий инструмент вращается за счет энергии сжатого воздуха. Работают с такими установками в тех местах, где нет доступа к электричеству, а также в тех случаях, где использование последнего просто недопустимо по требованиям безопасности (например, во взрывоопасной среде).
Элементы конструкции таких станков могут быть изготовлены из специальных сплавов, которые не дают искру, что значительно повышает безопасность данного оборудования.
Приводом магнитных станков гидравлического типа является гидромотор, который приводится в действие за счет давления специального масла. Такие станки, конструктивные элементы которых изготовлены из сплавов, не подверженных коррозии, используются при выполнении работ в условиях повышенной влажности или под водой.
Поскольку станки на магнитном основании применяют преимущественно для сверления отверстий в габаритных деталях значительной толщины, рабочий инструмент сильно нагревается в процессе работы. Для нейтрализации последствий сильного нагрева, который может привести к поломке инструмента, практически все модели магнитных станков оснащены эффективной системой охлаждения. В качестве рабочей жидкости в таких системах охлаждения чаще всего используется вода, которую заливают в специальную емкость. Подача воды в зону обработки осуществляется в автоматическом режиме, для чего в конструкции станка предусмотрены специальная трубка и компактный насос.

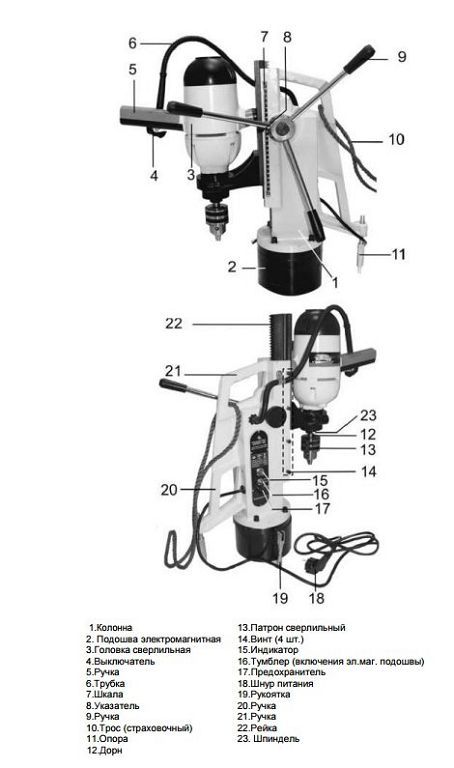
Устройство сверлильного станка на магнитном основании
Для защиты инструмента от поломки в экстренных ситуациях, а также для обеспечения безопасности оператора установки современные модели магнитных станков оснащаются предохранительными механизмами. Многие производители в качестве такого механизма используют проскальзывающие муфты, которые устанавливаются на редуктор оборудования. В тот момент, когда сверло или корончатая фреза застревают в обрабатываемой детали, разъединяются привод установки и узел, в котором зафиксирован инструмент.
ЧПУ: классификация и пояснения
ЧПУ сегодня в станках используется повсеместно, с той лишь оговоркой, что строго по технологическим нуждам: если есть возможность выполнить деталь, при этом нет требований по сверхточности ее исполнения, можно просто пригласить на работу опытного мастера, который выполнит ее на привычном ручном станке.
Хотя для работы дома (для ювелиров, художников по дереву и металлу) встречается миниатюрный настольный станок, но не менее профессиональный и надежный.
Видео:
Так что цена и вопрос уместности хоть и банальны, но насущны. Технологически систему ЧПУ можно поделить на 2 группы:
- Позиционная: сверло и заготовка движутся прерывисто – точка за точкой. При этом позиции находятся либо далеко (скажем, при растачивании и сверлении), либо близко друг от друга (как при точении и фрезеровании);
- Непрерывное перемещение: контурная работа в одно движение.
Позиционная система ЧПУ – самый простой вид управления, только используется в основном в сверлильных и координатно-расточных станках, где не требуется фигурное движение – только по прямой.
Прямоугольная система ЧПУ перемещает сверло по очереди вдоль конкретной оси координат, при этом скорость перемещения задана самой программой.
Такая система используется также ограниченно (сравнительно) на заготовках, которые можно класть параллельно к осям координат (точение, фрезерование).
Формообразующая ЧПУ
Об этом типе ЧПУ нужно сказать отдельно. Это более продвинутый вариант позиционирования и работы в целом, так как инструмент движется по двум координатам и более, что позволяет выполнять обработку заготовок любой формы.








Интерполятор одновременно выдает координаты в трехмерном пространстве в виде определенного числа приводов подач. Сегодня все больше выпускается станков именно с формообразующей ЧПУ.
Видео:
Да, они дороги, но такое профессиональное оборудование быстро окупается, так как позволяет производить сложнейшие детали, которые стоят недешево.
Но даже такой инновационный станок может предложить выбор опций: 2D и 3D формообразование.
2D формообразование управляется по двум осям координат, значит можно перемещать сверло по дуге и прямой линии. Частный вариант этого типа – 2½D формообразование.
Сверло движется уже по 3 осям координат, но разница в том плане, что управляемыми являются всего 2 оси, а третья служит для установки, подвода и отвода инструмента.
После исполнения команды на движение в некой плоскости, система может перейти на движение в другой.
Такая система ЧПУ используется в простых станках, которые оснащены шаговым приводом подачи.
Что примечательно, обрабатывать на станке можно сложные контуры и поверхности, но объемная деталь обрабатывается послойно в конкретной вертикальной или горизонтальной плоскости, а не непрерывно.
3D формообразование – венец станкостроения, который производит высокоточные детали, причем с гладкой поверхностью.
Видео:
Инструмент станка движется сразу по 3 осям, а значит можно обработать любой пространственный контур непрерывно. По большей части используется метод фрезерования, чем сверления.
Впрочем, если станок универсальный, да еще и с 3D, то он выполнит любую деталь, не говоря уже про обычное сверление. Цена на такой агрегат достигает порой нескольких тысяч евро.
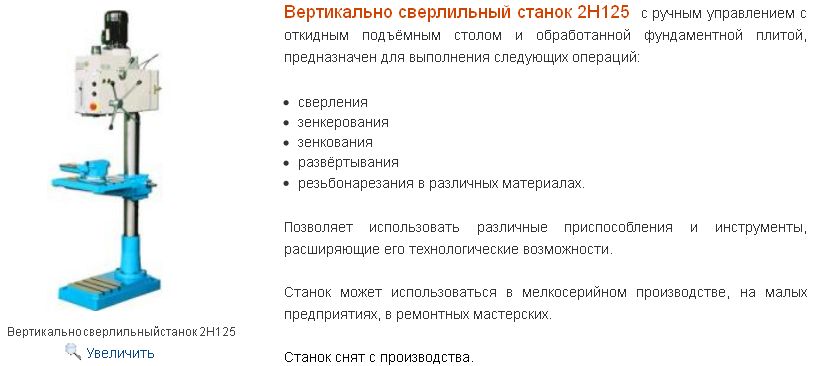
Особенности вертикальных сверлильных станков
Вертикально-сверлильный станок можно использовать для обработки металла, дерева или пластика. Такой станок можно встретить на многих производственных предприятиях.
В этих станках шпиндель располагается вертикально. Вертикально-сверлильные станки могут быть настольными, или же установленными на колоне. Первая группа станков способная обработать небольшие детали, а также сделать отверстие диаметром от 3-х до 18-ти мм. А вот станки, установленные на колоне, используют для сверления отверстий диаметром 18-75 мм.
Частоту вращения шпинделя на таком оборудовании можно регулировать через клиноременную передачу от установленного на станке электродвигателя.
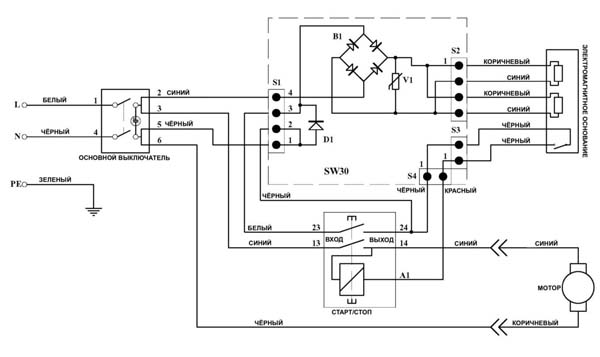
Электрическая защита
Чтобы предотвратить нежелательные перегрузки производителем предусмотрена защита – автоматический выключатель АСТ – 3. Заземление станка обеспечивается катушкой магнитных пускателей. Сверлилка, равно как и контактная плата, должны быть подключены в соответствии с требованиями и нормами, которые относятся к производственному оборудованию.
Составные электрической части: электрический силовой агрегат, электрический насос для подачи жидкости в систему охлаждения, механизмы пуска и автоматического отключения, выпрямители, локальный осветительный прибор для улучшения рабочего процесса.
В обязательном порядке каждый сотрудник, особенно который работает за станком, должен строго соблюдать нормы и требования инструкции по охране труда. В противном случае рабочий не допускается на рабочее место.
НС-12А станок сверлильный настольный. Назначение и область применения
Станок предназначен для сверления отверстий и нарезания резьбы в мелких деталях из чугуна, стали, цветных сплавов и неметаллических материалов в условиях промышленных предприятий, ремонтных мастерских и бытовых мастерских.
Шпиндельный узел сверлильного станка нс-12а — самый сложный и точный узел в станке. Шпиндельный узел монтируется в шиндельной бабке. Основные детали шпиндельного узла:







- Шпиндель — вал, который вращается на 2-х радиально-упорных подшипниках внутри гильзы шпинделя;
- Гильза шпинделя (пиноль) — цилиндр, который смонтирован в шпиндельной бабке и имеет возможность осевого перемещения в пределах 100 мм.
Простота конструкции обеспечивает легкость управления, надежность и долговечность станков.
Отсчет глубины сверления производится по плоской шкале или упору.
Пятиступенчатые шкивы привода позволяют получать пять скоростей вращения шпинделя, что обеспечивает свободный выбор скоростей резания.
Оригинальная конструкция натяжения ременной передачи позволяет быстро менять положение ремня на шкивах для получения нужной скорости резания.
Станки НС-12А позволяют выполнять следующие операции:
- сверление
- зенкерование
- развертывание
- рассверливание
- нарезание резьб
Верхняя часть шпинделя имеет шлицы, для получения вращения от приемного шкива, нижняя часть имеет конус Морзе для крепления сверлильного патрона.
Шпиндель станка НС-12а получает пять скоростей вращения от пятиступенчатых шкивов привода, что обеспечивает выбор скоростей резания в диапазоне — 450, 710, 1400, 2500, 4500 об/мин.
Конец шпинделя — наружный конус морзе КМ2, обозначение В18 по ГОСТ 9953 (Конусы инструментальные укороченные) — конус укороченный: D = 17,780 мм, длина конуса 37,0 мм.
Укороченному конусу В18 соответствует сверлильный трехкулачковый патрон 16-го типоразмера по ГОСТ 8522 (Патроны сверлильные трехкулачковые) с диапазоном зажима от 3 до 16 мм.
Пример условного обозначения сверлильного 3-х кулачкового патрона, типоразмера 16, с присоединительным конусным отверстием В18:
Патрон 16-В18 ГОСТ 8522-79
Основные параметры сверлильного станка нс-12а:
- Максимальный диаметр сверления: Ø 12 мм
- Наибольшая глубина сверления: 100 мм
- Наибольшая высота обрабатываемой детали: 400 мм
- Расстояние от оси шпинделя до колонны (вылет шпинделя): 200 мм
- Скорость вращения шпинделя: 450, 710, 1400, 2500, 4500 об/мин
- Мощность электродвигателя: 0,65 кВт
- Масса станка: 120 кг
Конус Морзе инструментальный укороченный
Конус инструментальный — Конус Морзе — одно из самых широко применяемых креплений инструмента. Был предложен Стивеном А. Морзе приблизительно в 1864 году.Конус Морзе подразделяется на восемь размеров — от КМ0 до КМ7 (на английском: MT0-MT7, на немецком: MK0-MK7).
Стандарты на конус Морзе: ГОСТ 25557 (Конусы инструментальные. Основные размеры), ISO 296, DIN 228. Конусы, изготовленные по дюймовым и метрическим стандартам, взаимозаменяемы во всём, кроме резьбы хвостовика.
Для многих применений длина конуса Морзе оказалась избыточной. Поэтому был введён стандарт на девять типоразмеров укороченных конусов Морзе (B7, B10, B12, B16, B18, B22, B24, B32, B45), эти размеры получены удалением более толстой части конуса. Цифра в обозначении короткого конуса — диаметр толстой части конуса в мм.
Российский стандарт на укороченные конуса ГОСТ 9953
Конусы инструментов укороченные.
Российский стандарт на сверлильные патроны ГОСТ 8522
Патроны сверлильные трехкулачковые.
- B7 — конус Морзе КМ0, D = 7,067 мм;
- B10 — конус Морзе КМ1, D = 10,094 мм. Патрон 4-В10 (0,5÷4 мм);
- B12 — конус Морзе КМ1, D = 12,065 мм. Патрон 6-В12 (0,5÷6 мм), Патрон 8-В12 (1÷8 мм);
- B16 — конус Морзе КМ2, D = 15,733 мм. Патрон 10-В16 (1÷10 мм), Патрон 13-В16 (1÷13 мм);
- B18 — конус Морзе КМ2, D = 17,780 мм. Патрон 16-В18 (3÷16 мм);
- B22 — конус Морзе КМ3, D = 21,793 мм. Патрон 20-В22 (5÷20 мм);
- B24 — конус Морзе КМ3, D = 23,825 мм;
- B32 — конус Морзе КМ4, D = 31,267 мм;
- B45 — конус Морзе КМ5, D = 44,399 мм.
Где D — диаметр конуса в основной плоскости.
Для чего и где используется сверлильное оборудование на магнитной подошве
Обычные сверлильные станки, хотя и отличаются универсальностью, не могут быть использованы в определенных ситуациях. Так, это оборудование из-за его конструктивных особенностей применяют только для сверления отверстий в негабаритных деталях, которые размещаются непосредственно на рабочем столе устройства. Даже у самых больших сверлильных станков максимальная высота подъема сверла над поверхностью рабочего стола ограничена, что определяет жесткие требования к высоте обрабатываемой детали.

Модели магнитных станков с «плоской» компоновкой могут работать в ограниченном по высоте пространстве
Всех вышеперечисленных ограничений лишен магнитный сверлильный станок – переносное компактное устройство, позволяющее эффективно выполнять различные технологические операции. Такой станок за счет наличия в его конструкции специальной магнитной подушки может надежно фиксироваться на любых металлических поверхностях, которые необходимо обработать. Используя такую установку, можно эффективно выполнять целый перечень технологических операций:










- сверление отверстий различного диаметра;
- нарезание внутренней резьбы;
- фрезерование;
- развертывание;
- зенкерование.
Сверлильный станок на магнитной подошве в зависимости от функциональных возможностей конкретной модели может использоваться в комплекте с инструментами различного типа. Так, для формирования отверстий диаметром до 32 мм в деталях небольшой толщины применяют спиральные сверла и корончатые фрезы. А для создания отверстий значительного диаметра (до 150 мм) в деталях большой толщины на магнитный сверлильный станок устанавливают корончатые сверла и фрезы усиленной конструкции.

Кольцевые фрезы из быстрорежущей стали
В основании стойки станков данного типа размещаются магниты мощностью до 26 кН, что позволяет надежно фиксировать такие установки на горизонтальных, наклонных и даже вертикальных металлических поверхностях. Если поверхность, на которой необходимо закрепить сверлильную установку на магнитном основании, не отличается требуемой плоскостностью и устойчивостью, то надежность крепления станка обеспечивают за счет использования вакуумных или цепных фиксаторов.
Наибольшее распространение сверлильные станки, оснащенные магнитной подушкой, получили в тех отраслях, где необходимо выполнять сверление отверстий в крупногабаритных конструкциях. Сюда относится судостроение, строительство высотных конструкций и мостов, возведение плотин и других металлических конструкций. Компактные размеры и небольшой вес, которыми обладает сверлильный станок на магнитном основании, позволяют эффективно использовать его в труднодоступных местах, где применение обычного оборудования просто невозможно.

Сверление магнитным станком технологических отверстий в металлических балках эстакады
Это интересно: Сверлильный станок 2н135 — назначение, принцип действия, характеристики
2СС1М станок сверлильный настольный. Назначение и область применения
Сверлильный настольный станок 2СС1 изготавливался по ТУ 2-024-4345-83 с 1983 года.
Сверлильный настольный станок 2СС1м изготавливался по ТУ 2-024-5748706-002-88 с 1988 года.
Станок предназначен для сверления отверстий и нарезания резьбы в мелких деталях из чугуна, стали, цветных сплавов и неметаллических материалов в условиях промышленных предприятий, ремонтных и бытовых мастерских.
На станке 2сс1м возможно, также, фрезерование неметаллических материалов концевыми фрезами.
Основные технические характеристики сверлильного настольного станка 2сс1м
Изготовитель — Саратовский завод тяжелых зуборезных станков.
- Максимальный диаметр сверления: Ø 6 мм
- Наибольшая глубина сверления: 70 мм
- Наибольшая высота обрабатываемой детали, установленной на рабочем столе: 250 мм
- Пределы чисел оборотов шпинделя в минуту — (3 ступени) 600, 1000, 1600 об/мин
- Конец шпинделя — В16, наружный укороченный конус Морзе 2 по ГОСТ 9953
- Стандартный сверлильный патрон — Патрон 10-В16 или Патрон 13-В16 по ГОСТ 8522-79
- Мощность электродвигателя: 0,18 кВт
- Масса станка: 53 кг
Шпиндель станка 2СС1М получает 3-и скорости вращения от трехступенчатых шкивов привода, что обеспечивает свободный выбор скоростей резания в диапазоне от 600 до 1600 об/мин.
Конец шпинделя — наружный укороченный конус морзе КМ2, обозначение В16 по ГОСТ 9953 (Конусы инструментальные укороченные) — конус укороченный: D = 15,733 мм.
Укороченному конусу В16 соответствует сверлильный трехкулачковый патрон 10-го и 13-го типоразмера по ГОСТ 8522 (Патроны сверлильные трехкулачковые) с диапазоном зажима 1..10 мм и 1..13 мм соответственно.
Пример условного обозначения сверлильного 3-х кулачкового патрона, типоразмера 10, с присоединительным конусным отверстием В16:
Патрон 10-В16 ГОСТ 8522-79
Патрон 13-В16 ГОСТ 8522-79
Конус Морзе инструментальный укороченный
Конус инструментальный — Конус Морзе — одно из самых широко применяемых креплений инструмента. Был предложен Стивеном А. Морзе приблизительно в 1864 году.
Конус Морзе подразделяется на восемь размеров — от КМ0 до КМ7 (на английском: MT0-MT7, на немецком: MK0-MK7).
Стандарты на конус Морзе: ГОСТ 25557 (Конусы инструментальные. Основные размеры), ISO 296, DIN 228. Конусы, изготовленные по дюймовым и метрическим стандартам, взаимозаменяемы во всём, кроме резьбы хвостовика.








Для многих применений длина конуса Морзе оказалась избыточной. Поэтому был введён стандарт на девять типоразмеров укороченных конусов Морзе (B7, B10, B12, B16, B18, B22, B24, B32, B45), эти размеры получены удалением более толстой части конуса. Цифра в обозначении короткого конуса — диаметр толстой части конуса в мм.
Российский стандарт на укороченные конуса ГОСТ 9953 Конусы инструментов укороченные.
Российский стандарт на сверлильные патроны ГОСТ 8522 Патроны сверлильные трехкулачковые.
Где D — диаметр конуса в основной плоскости.
Отсчет глубины сверления производится по лимбу, установленному на вале-шестерне. Цена деления лимба — 1 мм подачи сверла.
Конструкция натяжения ременной передачи позволяет быстро менять положение ремня на шкивах для получения нужной скорости резания.
Использование тумбы для установки станка дает возможность для сверления торцов длинных деталей, например валов.
Сверлильный станок 2СС1М позволяет выполнять следующие операции:
- сверление
- зенкерование
- развертывание
- рассверливание
Частота вращения шпинделя зависит от диаметра сверла, установленного в патрон:
- 1..5 мм — 1600 об/мин
- 5..7 мм — 1000 об/мин
- 7,5..13 мм — 600 об/мин
Сверление отверстий больше 6 мм производится с последующим рассверливанием.
С увеличением твердости обрабатываемого материала частота вращения должна быть снижена.





