
Оптический контроль: виды и их описание
Как уже упоминалось выше, оптический метод контроля – это часть ВИК, которая подразумевает использование специальных приборов для выявления глубинных дефектов. Он делится на три вида:
- Визуально-оптический, для которого применяются лупа и микроскоп
- Дифракционные, интерференционные, голографические, стробоскопические, нефелометрические, поляризационные методы. Они предполагают проверку тех изделий, которые полностью или частично пропускают световое излучение
- Телевизионные, спектральные, фотометрические, денситометрические методы НК. Они подразумевают использование соответствующего оборудования и значительно меньше зависят от человеческого фактора
Алгоритм выполнения и меры безопасности
Работы по выявлению дефектов и отклонений радиационным методом, регламентируются ГОСТ 7512-86 и поэтапно выполняются лабораториями, аттестованными в соответствии с ПБ 03-372-00 и ПБ 03-440-02:
- Подготовка объекта к просвечиванию посредством очищения его поверхности от мусора и ржавчины
- Визуальный осмотр с разметкой и маркировкой участков объекта для дальнейших исследований
- Контролируемые сварные швы размещают между излучателем и приемником устройства
- Аппаратура включается, после предварительной проверки ее работоспособности
- Рентгеновские лучи проникают сквозь шов и принимаются датчиком, размещенным с обратной стороны
- Полученная информация выводится на монитор или рентгеновскую пленку для дальнейшего анализа и хранения
Уровень чувствительности приборов зависит от множества факторов. Он проверяется путем размещения на контролируемом участке различных эталонов чувствительности в заданной последовательности:
- Проволочных
- Канавочных
- Пластинчатых
Работы, связанные с РК, проводятся с соблюдением правил безопасности, предусматривающих:
- Наличие технологической карты (с алгоритмом действий, схемами зарядки кассет, нормативами)
- Предварительную проверку исправности оборудования
- Экранирование задействованной аппаратуры для предотвращения распространения опасных для людей и экосреды излучений
- Соблюдение безопасной дистанции между специалистами и применяющимися в работе приборами
- Максимальное сокращение времени пребывания специалистов в потенциально опасных местах
- Применение СИЗ
- Ограждение рабочей зоны, определяемой с помощью дозиметров ДКС-АТ, специальной лентой и знаками
Тепловой метод
Первичный информативный параметр: теплометрический, термометрический.
Взаимодействие с контролируемым объектом физических полей: конвективный, контактный тепловой, собственного излучения.
Классификация теплового НК по способу получения первоначальной информации: калориметрический, термозависимых параметров, термобумаг, пирометрический, термокрасок, оптический, жидких кристаллов, интерференционный, термолюминофоров.
Тепловой метод неразрушающего контроля состоит в обнаружении дефектов, опираясь на анализ температурных или тепловых полей конструкции. Метод используется при наличии тепловых потоков в контролируемой конструкции или объекте.
Гель для УЗК «Сигнал-1»
Гель «Сигнал-1» производства НТЦ «Эксперт» используется для создания контакта ультразвукового преобразователя с объектом контроля. «Сигнал-1» применяется при проведении ультразвуковой дефектоскопии и толщинометрии различных материалов из металла, пластика и других. Применение геля (контактной жидкости) необходимо для устранения воздушного зазора, создающего помехи ультразвуковому сигналу. В практике УЗК вместо специального геля часто используют разные технические жидкости (глицерин, солидол, машинное масло, обойный клей и т.д.). Тем не менее, для контроля на ответственных участках, рекомендуется использовать специальную контактную жидкость, обеспечивающую оптимальную вязкость, морозостойкость, отсутствие вредных примесей и коррозионной активности.
Подробнее…
Образцы шероховатости
Образцы шероховатости поверхности (сравнения) – это образцы, имеющие известные параметры шероховатости. Под шероховатостью поверхности понимается совокупность неровностей, образующих ее рельеф. Образцы шероховатости (ОШС) получают определенным способом обработки – расточкой, точением, фрезерованием, строганием, шлифованием, полированием и т.д. Материал образцов – сталь, медь, алюминий, титан, латунь и другие металлы. Общие технические условия для эталонов шероховатости определены ГОСТ 9378. Образцы шероховатости могут поставляться в виде наборов или по отдельности.







Подробнее…
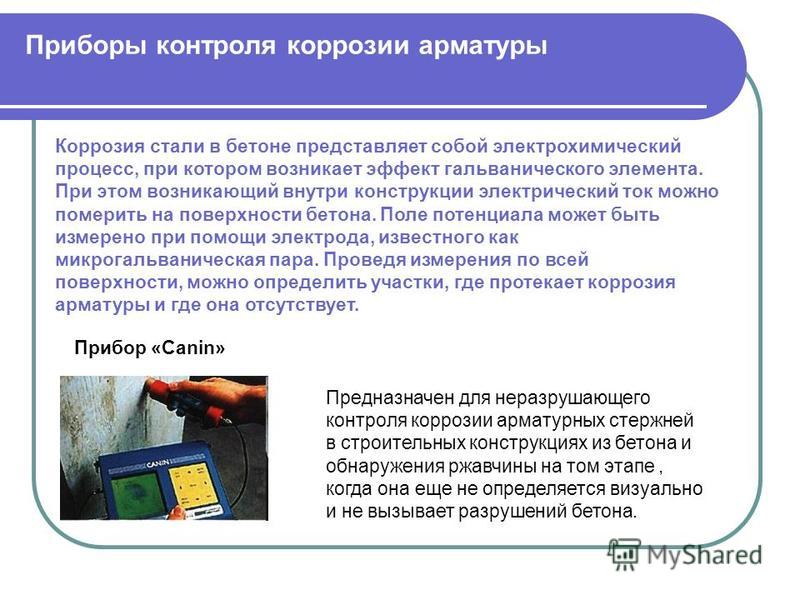
Устройства электрического НК
Электроизмерительные приборы регулируются ГОСТ 25315-82, которым предусматривается применение:
- Электрических преобразователей, конструктивно зависимых от агрегатного состояния контролируемой среды. При наиболее сложном жидком или газообразном состоянии выбор устройства осуществляется в соответствии с такими критериями, как его пропускная способность и характер взаимодействия среды с электродами.
- Измерители состава и структуроскопы применяются для определения состава и структуры проверяемого материала по значениям диэлектрической проницаемости, коэффициенту или тангенсу угла потерь.
- Электропотенциальные приборы, основанные на измерении разности потенциалов на проверяемом участке, когда через него пропускается ток, они применяются для измерения поверхностных пустот и трещин глубиной до 120 мм.
- Термоэлектрические устройства, используемые в сортировке изделий по маркам стали, экспресс-анализе металлов в процессе плавки или в слитках, измерении толщины гальванического покрытия, изучении механизмов усталости металлов.
- Электроискровые, электростатические и трибоэлектрические дефектоскопы, контролирующие сплошности диэлектрических материалов и покрытий трубопроводов.
Методы контроля проникающими веществами
Капиллярная дефектоскопия
Капиллярные методы НК предназначены для обнаружения открытых дефектов, выходящих на поверхность: трещин, пор, раковин, непроваров и других несплошностей поверхности изделий без их разрушения. Различают два основные метода капиллярной дефектоскопии: цветной и люминесцентный. Этими методами контролируют детали различной формы из аустенитных, титановых, алюминиевых, медных и других немагнитных материалов. Эти методы позволяют выявлять:
– трещины сварочные, термические, усталостные;
– пористость, непровары и другие дефекты типа открытых несплошностей различной локализации и протяженности, невидимые невооруженным глазом и лежащие в пределах чувствительности и надежности дефектоскопических средств.
Течеискание
Пузырьковый метод с использованием вакуумных камер
Вакуумный контроль сварных швов применяют в тех случаях, когда применение других способов почему-либо исключено. В частности, этот метод широко применяется при контроле сварных днищ резервуаров, газгольдеров, цистерн, гидроизоляционных ящиков. Он позволяет обнаружить отдельные поры диаметром до 0,004 0,005 мм, а производительность при его использовании достигает 40 – 60 м сварных швов в час. Вакуум создают при помощи переносной вакуум-камеры, которую устанавливают на наиболее доступной стороне проверяемого участка шва, предварительно обильно смоченной мыльным раствором. В результате разности давлений по обеим сторонам шва воздух будет проникать в камеру при наличии неплотностей в сварном соединении. В местах трещин, непроваров, газовых пор образуются стойкие мыльные пузырьки, хорошо видимые через прозрачный верх камеры. Отметив расположение дефектов мелом, цветным карандашом или краской, впускают атмосферный воздух, камеру снимают и сделанные отметки переносят на сварной шов.
Контроль швов газоэлектрическими течеискателями
В настоящее время применяют два вида газоэлектрических течеискателей: гелиевые и галоидные. Чувствительность газоэлектрических течеискателей к выявлению неплотностей в швах очень высока, но ввиду сложности конструкции и значительной стоимости изготовления их применяют только для контроля особо ответственных сварных конструкций.
Принцип работы гелиевого течеискателя основан на высокой способности гелия при определенном вакууме проходить сквозь неплотности сварных швов. При контроле сварные швы снаружи испытуемой емкости обдувают из резинового шланга тонкой струёй гелия, находящегося под небольшим давлением в специальном сосуде – газометре. При наличии неплотностей в швах гелий или его смесь с воздухом попадает из емкости в масс-спектрометрическую камеру, в которой поддерживается высокий вакуум. При попадании гелия в масс-спектрометрическую камеру в ней возникает ионный ток, который подается на индикаторы – миллиамперметр и сирену. Величина отклонения стрелки миллиамперметра позволяет судить о размерах дефекта.
Методы неразрушающего контроля качества сварных соединений
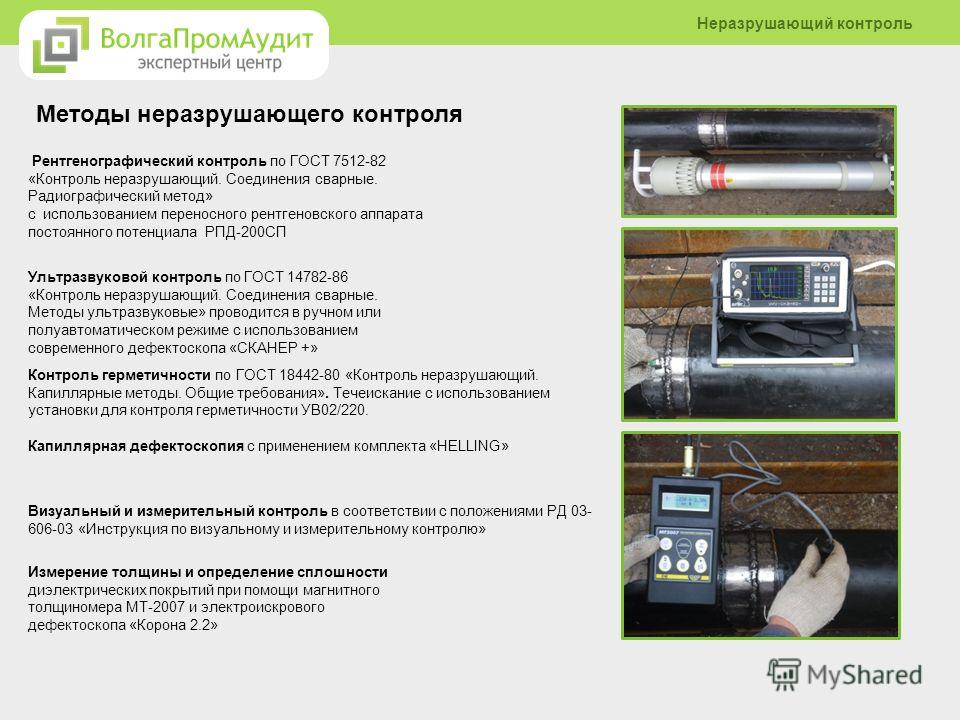
Визуальный контроль и измерения
Визуально-оптический контроль – это один из методов неразрушающего контроля оптического вида. Он основан на получении первичной информации об объекте при визуальном наблюдении или с помощью оптических приборов. Это органолептический контроль, т.е. воспринимаемый органами чувств (органами зрения) ГОСТ 23479-79 “Контроль неразрушающий. Методы оптического вида” устанавливает требования к методам контроля оптического вида. Визуальный метод контроля позволяет обнаруживать несплошности, отклонения размера и формы от заданных более 0,1 мм при использовании приборов с увеличением до 10х. Визуальный контроль, как правило, производится невооруженным глазом или с использованием увеличительных луп 2х до 7х. В сомнительных случаях и при техдиагностировании допускается увеличение до 20х.
Визуальный контроль выполняется до проведения других методов контроля. Дефекты, обнаруженные при визуальном контроле, должны быть исправлены до проведения контроля другими методами.
Радиографический контроль
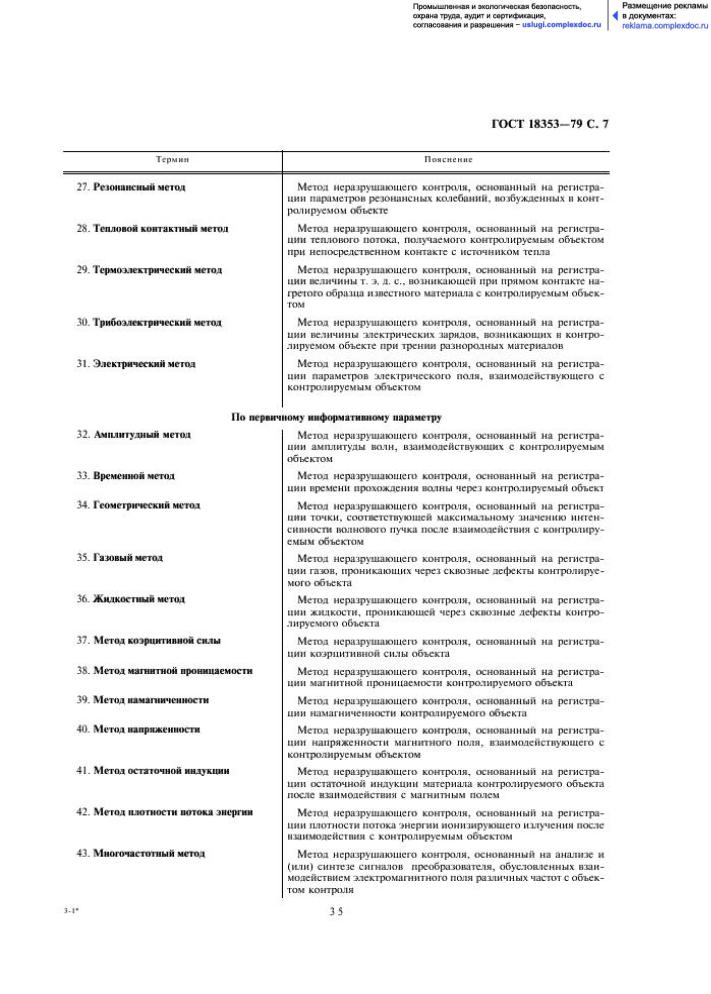
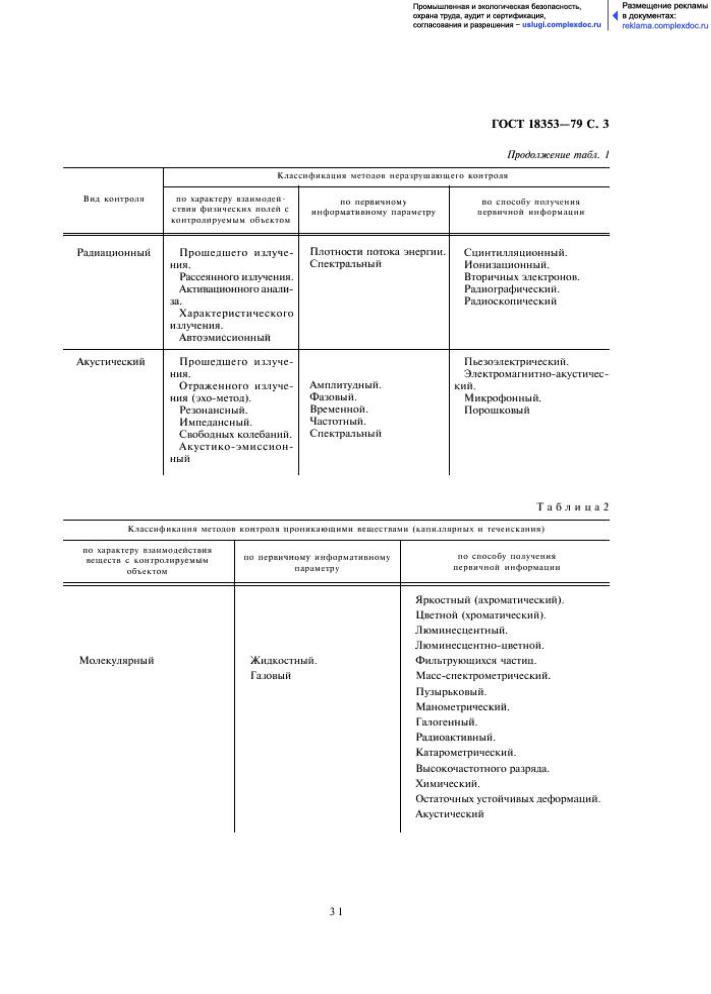
Радиационный вид неразрушающего контроля в соответствии с ГОСТ 18353-79 делится на методы: радиографический, радиоскопический, радиометрический. Радиографический метод контроля основан на преобразовании радиационного изображения контролируемого объекта в радиографический снимок. Требования к радиографическому контролю регламентированы ГОСТ 7512-82 “Контроль неразрушающий. Сварные соединения. Радиографический метод”.
Схема просвечивания рентгеновскими лучами:
1 – рентгеновская трубка; 2 – кассета; 3 – фотопленка; 4 – экраны.
Метод ультразвуковой дефектоскопии
Данный метод относится к акустическому виду неразрушающего контроля (ГОСТ 3242-79), применяется при толщине металла шва не менее 4 мм. Он основан на использовании ультразвуковых волн, представляющих собой упругие колебания материальной среды с частотой выше 0,5-0,25 МГц (выше той, которую способны воспринимать слуховые органы человека). В этом методе контроля (ГОСТ 14782-86) используется способность ультразвуковых волн отражаться от границы раздела двух сред, обладающих разными акустическими свойствами. Когда при прохождении через сварной шов ультразвуковые волны встречают на своем пути дефекты (трещины, поры, шлаковые включения, расслоения и т. д.), они отражаются от границы раздела металл–дефект и могут быть зафиксированы при помощи специального ультразвукового дефектоскопа.




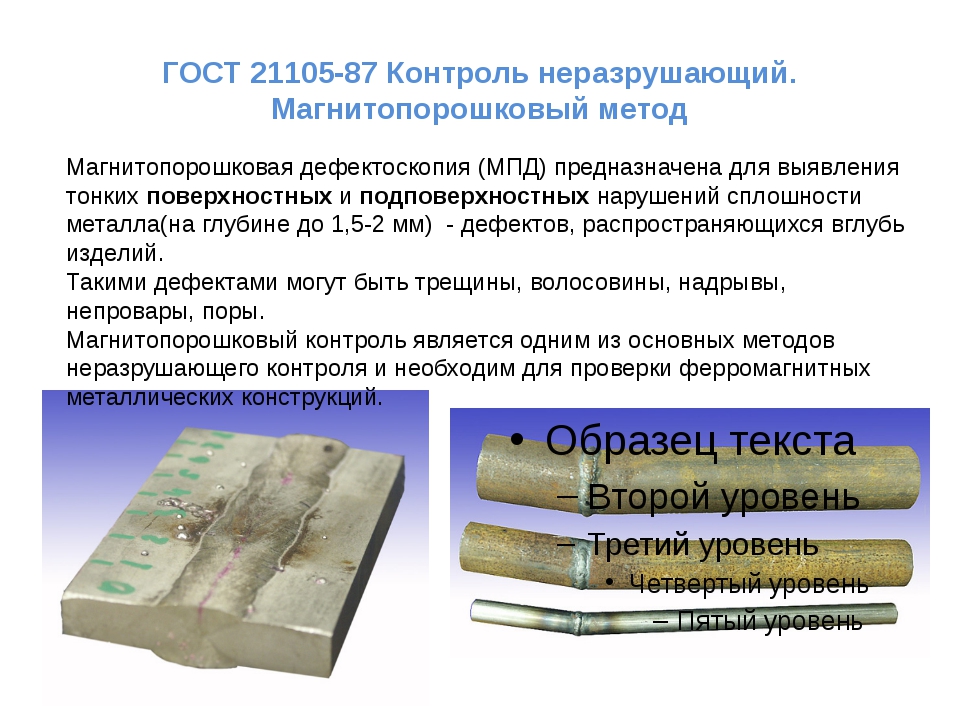
Магнитные методы контроля
Магнитные методы контроля основаны на принципе использования магнитного рассеяния, возникающего над дефектом при намагничивании контролируемого изделия. Например, если сварной шов не имеет дефектов, то магнитные силовые линии по сечению шва распределяются равномерно. При наличии дефекта в шве вследствие меньшей магнитной проницаемости дефекта магнитный силовой поток будет огибать дефект, создавая магнитные потоки рассеяния.
Прохождение магнитного силового потока по сварочному шву:
а – без дефекта; б – с дефектом
В соответствии с ГОСТ 18353-79 в зависимости от способа регистрации потоков рассеяния различают три магнитных метода контроля: магнитопорошковый, индукционный, магнитографический. Наиболее распространен магнитопорошковый метод или магнитопорошковая дефектоскопия (МПД).
Вихретоковый контроль
Методы вихретокового контроля основаны на регистрации изменения электромагнитного поля вихревых токов, наводимых возбуждающей катушкой в электропроводящем объекте контроля. Вихревые токи – это замкнутые токи, индуктированные в проводящей среде изменяющимся магнитным полем. Если через катушку пропускать ток определенной частоты, то магнитное поле этой катушки меняет свой знак с той же частотой. Интенсивность и распределение вихревых токов в объекте зависят от его геометрических, электромагнитных параметров и от взаимного расположения измерительного вихретокового преобразователя (ВТП) и объекта. В качестве преобразователя используют обычно индуктивные катушки (одну или несколько). Синусоидальный или импульсный ток, действующий в катушках ВТП, создает электромагнитное поле, которое возбуждает вихревые токи в электропроводящем объекте. Электромагнитное поле вихревых токов воздействует на катушки преобразователя, наводя в них ЭДС или изменяя их полное сопротивление. Регистрируя напряжение на зажимах катушки (трансформаторный вихретоковый метод) или ее сопротивление (параметрический вихретоковый метод) получают информацию о свойствах объекта и о положении преобразователя относительно него.
Установка для контроля герметичности
Установка предназначена для вакуумного контроля герметичности сварных соединений и основного материала в нефтегазовой, энергетической и других отраслях промышленности. Основные типы контролируемых объектов – резервуары, котлы, стальные и пластиковые трубопроводы, топливные баки, облицовки и прочие объекты с односторонним доступом. Установка контроля герметичности с комплектом вакуумных рамок входит в табель технической оснащенности ПАО «Транснефть» и одобрена для применения на объектах атомной отрасли. Контроль герметичности с применением установки основан на пузырьковом методе.
Подробнее…
Как правильно выбрать метод неразрушающего контроля соединений трубопровода?
Выбор оптимального способа проверки соединений трубопровода не составит труда. Нужно учесть всего лишь следующие факторы.
- Показатели экономии и технических свойств.
- Особенности изготовления сварной конструкции.
- Состояние, в котором находится поверхность.
- Сварное соединение по толщине и типу.
- Сам металл с определением физических свойств.
Видео
Сюжет про применение Неразрушающих Методов Контроля
 Watch this video on YouTube
Watch this video on YouTube
Неразрушающий контроль сварных соединений с помощью ультразвука
В основе метода – акустические изменения, которые происходят, когда сквозь исследуемое соединение проводят звуковые колебания, со сверхвысокой частотой. Степень ослабления обратного сигнала и скорость распространения становятся самыми важными свойствами звука для данного исследования.

Ультразвуковая дефектоскопия проводится на основе следующих принципов.
- Источник ультразвука генерирует звуковые волны. Они точно проходят через зону, которая и требует диагностики. Потом отражаются от тех мест, где вероятнее всего появление недостатков.
- Звуковая волна обязательно должна отражаться от чего-либо, иначе выявление изъянов будет невозможным. Угловая искательная головка – специальное приспособление, которое обеспечивает появление должного эффекта.
- Звуковая волна не только отражается от участка с изъяном, он способствует изменению в угле преломления. О величине внутренних дефектов судят по тому, насколько большими оказались подобные изменения.
Результат: устранение дефектов
Устранения требуют любые недочеты, не соответствующие начальным техническим условиям. Если это невозможно, то изделие просто считается бракованным.



Видео
Технологии сварки и контроль сварных соединений
 Watch this video on YouTube
Watch this video on YouTube
Плазменно – дуговая резка в обычной ситуации помогает справиться с проблемами. Для этого же проводят проверку, с последующей обработкой с применением абразивных кругов.
После отпуска сварных изделий исправляют дефекты, которые допускают проведение тепловой обработке. Главное – соблюдать определённые правила.
- Участки с недочетами должны оставаться меньшими по сравнению с удаляемыми участками по длине, с каждой из сторон.
- Разделка так же требует особой выборки. Двойная ширина швов до процедуры должна оставаться примерно такой же, как и после.
- Обязательно сохранение надёжности проваров.
- Наличие плавных очертаний без разрывов обязательно для поверхности при каждой выборке. Наличие острых заусенцев вместе с углублениями так же недопустимо.
Участок необходимо полностью очистить после того, как ремонтные работы завершатся. Переходы к основному металлу от дефектных участков должны быть плавными.
Видео
лаборатория неразрушающего контроля сварных соединений Симферополь
 Watch this video on YouTube
Watch this video on YouTube
Устраняя недостатки, берут те же материалы с технологиями, что использовались для наложения основного шва. После чего становится обязательным проведение повторного контроля.
Как определить, в каких объёмах требуется контроль качества соединений?
Это индивидуальная черта в каждом методе. Обычно опираются на нормативные документы, действующие в той или иной сфере. Объёмы контроля устанавливаются в процентах от общей протяжённости самих сварных соединений.
Обязательно надо учитывать, к какой категории относится то или иное сварное соединение трубопровода. А так же назначение вместе с условиями эксплуатации. И последствиями, к которым может привести разрушение на тех или иных участках.
Применение методов неразрушающего контроля стало привычным для многих отраслей промышленности. Причина того, что неразрушающий контроль сварных соединений трубопроводов стал таким популярным – в полном соответствии требованиям, которые предъявляются к самим методам контроля.
А таких требований тоже существует немало. Хорошо, если удаётся полностью автоматизировать контроль соединений. И использовать приборы, обладающие максимальной надёжностью.
Главное – чтобы они были доступными в условиях производства. Упрощёнными должны быть сами методики. А средства контроля нужно создавать так, чтобы они выдерживали продолжительную эксплуатацию.
Рамки вакуумные
Вакуумные рамки используются для контроля герметичности пузырьковым методом. Контроль позволяет выявить сквозные дефекты в сварных соединениях и основных изделий из стали и пластика. Рамки применяются для контроля таких объектов как – резервуары, котлы, трубопроводы, топливные баки, облицовки и прочие объекты с односторонним доступом.


Вакуумные рамки имеют свидетельство об испытании Головной материаловедческой организации ОАО «НИКИМТ-Атомстрой» о возможности применения при контроле трубопроводов атомных энергетических установок и объектов других отраслей промышленности. По результатам испытаний, чувствительность контроля с применением вакуумных рамок, соответствует IV классу герметичности согласно ПНАЭ Г-7-008-89 и ПНАЭ Г-7-019-89
Подробнее…
Где и зачем применяются?
Методы электрического контроля, востребованные в машиностроении, нефтегазовой и других отраслях промышленности, позволяют оценивать целостность поверхностных слоев и решать многочисленные практические задачи:
- Определять глубину несплошностей на металлических поверхностях, обнаруженных ранее с помощью других методов НК (применение электропотенциальной дефектоскопии).
- Контролировать и оценивать целостность изоляционных покрытий посредством применения электроемкостной и электроискровой разновидностей.
- Выявлять сквозные пробои изоляции.
- Сортировка металлов по маркам с помощью электрохимического, электроиндуктивного или термоэлектрического метода.
- Измерение толщины гальванического покрытия до 30 мм, количественно-качественная оценка сцепления биметаллов, выявление повреждений металлических слитков и экспресс-анализ стали (электротермический метод).
- Выявление несплошностей в поверхностных слоях неметаллических изоляционных покрытий (электростатический метод).
Принцип действия электрического контроля
Стандарт ГОСТ 25315-82 определяет разнообразие методов электрического НК, суть которых наиболее наглядно отражает электропотенциальная разновидность, предусматривающая четкую регистрацию и анализ падения потенциала. С этой целью исследуемый участок вводится в электростатическое поле, чтобы определить искомые характеристики материала по его обратной реакции на источник данного поля.
Этим источником является электрический конденсатор, одновременно исполняющий роль электроемкостного преобразователя (ЭП). Изменение интегральных параметров ЭП, характеризующих емкостные свойства и диэлектрические потери, являются проявлениями обратной реакции и изначальными информативными показателями электро дефектоскопии.
Радиоволновой метод неразрушающего контроля
Первичный информативный параметр: фазовый, временной, амплитудный, поляризационный, частотный, геометрический.
Взаимодействие с контролируемым объектом физических полей: резонансный, рассеянного, отраженного, прошедшего излучений.
Классификация радиоволнового неразрушающего контроля по способу получения первоначальной информации: термисторный, термолюминофоров, диодный (детекторный), калориметрический, жидких кристаллов, болометрический, полупроводниковых фотоуправляемых пластин, голографический, термобумаг и интерференционный.
Суть радиоволнового НК заключается в фиксировании изменений показателей радиомагнитных волн, которые взаимодействуют с исследуемой конструкцией (объектом).
ISO 9712: 2012 – Неразрушающий контроль – квалификация и сертификация персонала по неразрушающему контролю
Этот международный стандарт устанавливает требования к принципам квалификации и сертификации персонала, выполняющего промышленный неразрушающий контроль (NDT).
Система, указанная в этом международном стандарте, может также применяться к другим методам неразрушающего контроля или к новым методам в рамках установленного метода неразрушающего контроля при условии, что существует комплексная схема сертификации и метод или техника охватываются международными, региональными или национальными стандартами или новым методом неразрушающего контроля. или метод продемонстрировал свою эффективность к удовлетворению органа по сертификации.
Сертификация распространяется на владение одним или несколькими из следующих методов: a) испытание на акустическую эмиссию; б) вихретоковый контроль; в) инфракрасный термографический контроль; г) испытание на герметичность (за исключением гидравлических испытаний под давлением); д) магнитные испытания; е) пенетрантное тестирование; ж) радиографический контроль; з) испытание тензодатчиками; и) ультразвуковой контроль; j) визуальное тестирование (прямые визуальные тесты без посторонней помощи и визуальные тесты, проводимые во время применения другого метода неразрушающего контроля, исключаются).
Комплекты для ВИК
Комплекты ВИК применяются для визуального и измерительного контроля основного металла и сварных соединений на стадиях входного контроля, подготовки к сварке и оценки их состояния в ходе эксплуатации. Постоянный контакт с заказчиками и изучение нормативной базы, позволили нашей компании подготовить комплекты, наиболее подходящие для специалистов различных отраслей промышленности. Калибровка наборов ВИК осуществляется собственной метрологической службой.



Помимо учета специфики контроля в различных отраслях, преимуществом наших наборов является собственное производство и постоянный контроль качества комплектующих. Выбор комплектующих для наших наборов, проводится по результатам испытаний собственной метрологической службы. Каждый измерительный инструмент, включенный в набор, соответствует требованиям нормативной документации и имеет метрологическое свидетельство. Все наборы кроме базового содержат флешку, содержащую образцы техкарт, актов и журналов ВИК, учебники по визуальному контролю и сварке, а так же нормативные акты по данной теме. Приобретенные ранее наборы могут быть откалиброваны повторно. Срок действия сертификата – 1 год.
Подробнее…





