
Содержание документа
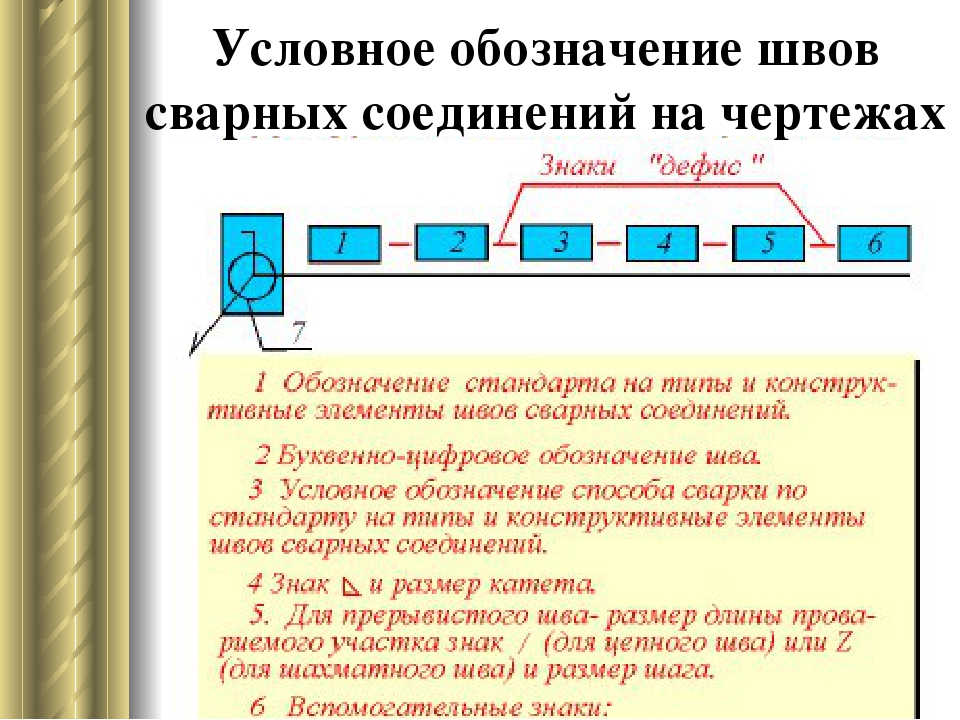
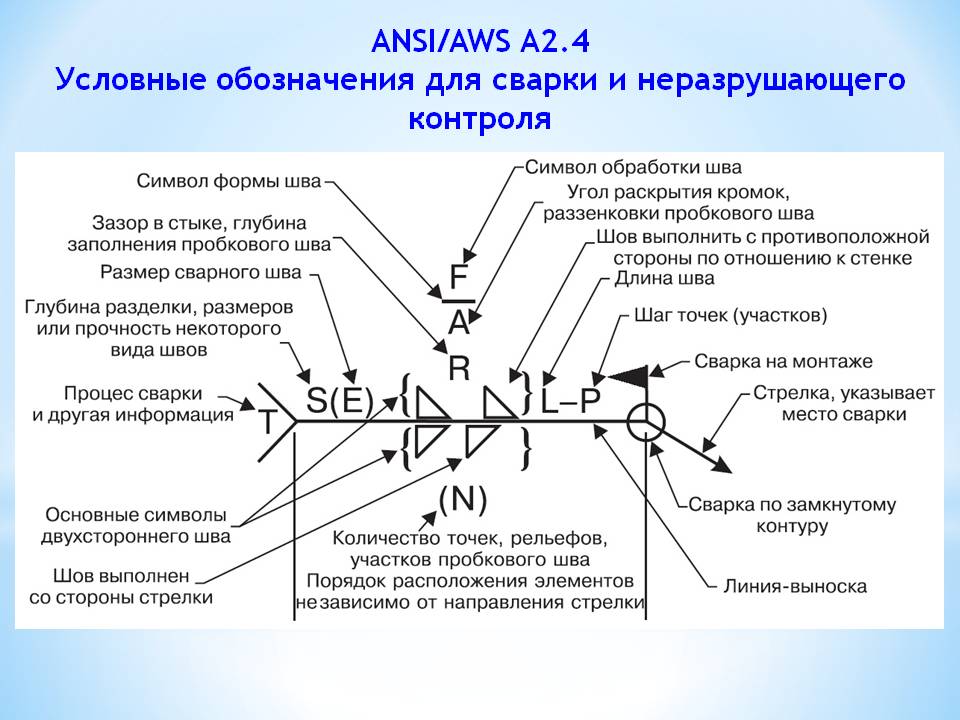
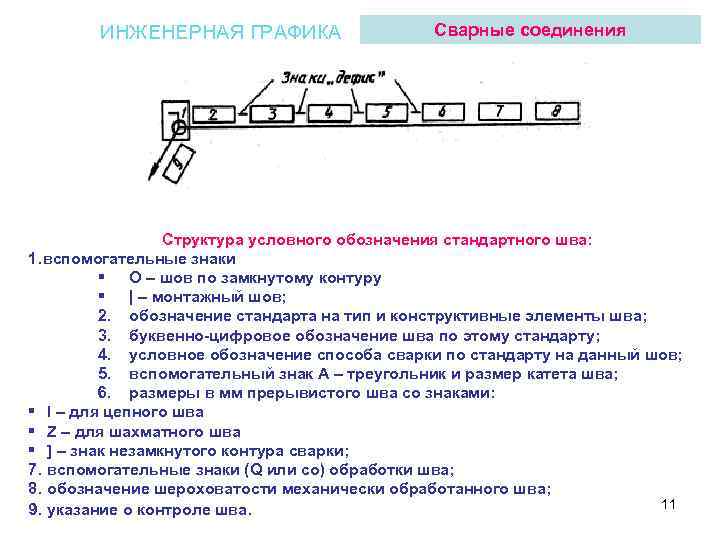
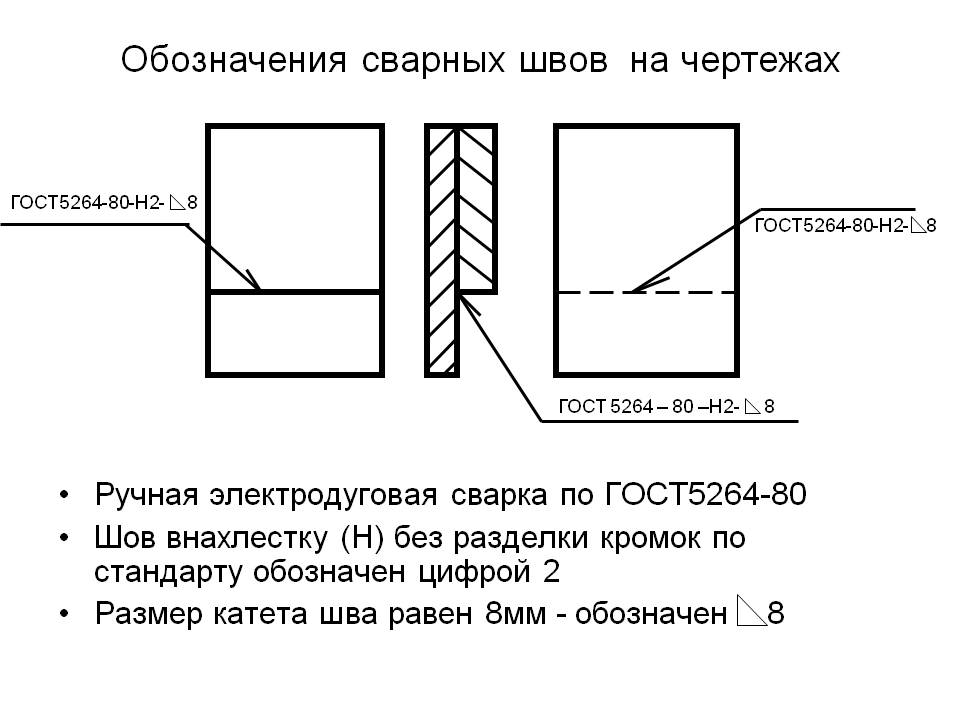
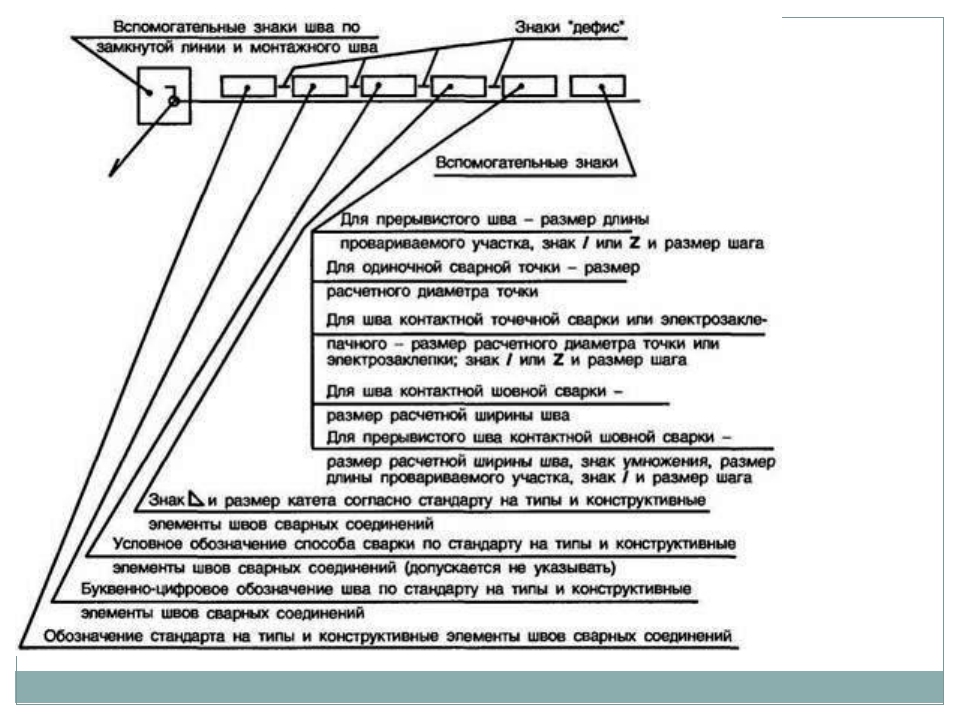
ГОСТом определена символьная структура, используемая для отображения на чертежах стандартных видов сварки. Условное обозначение состоит из нескольких блоков информации, разделённых знаком дефис.

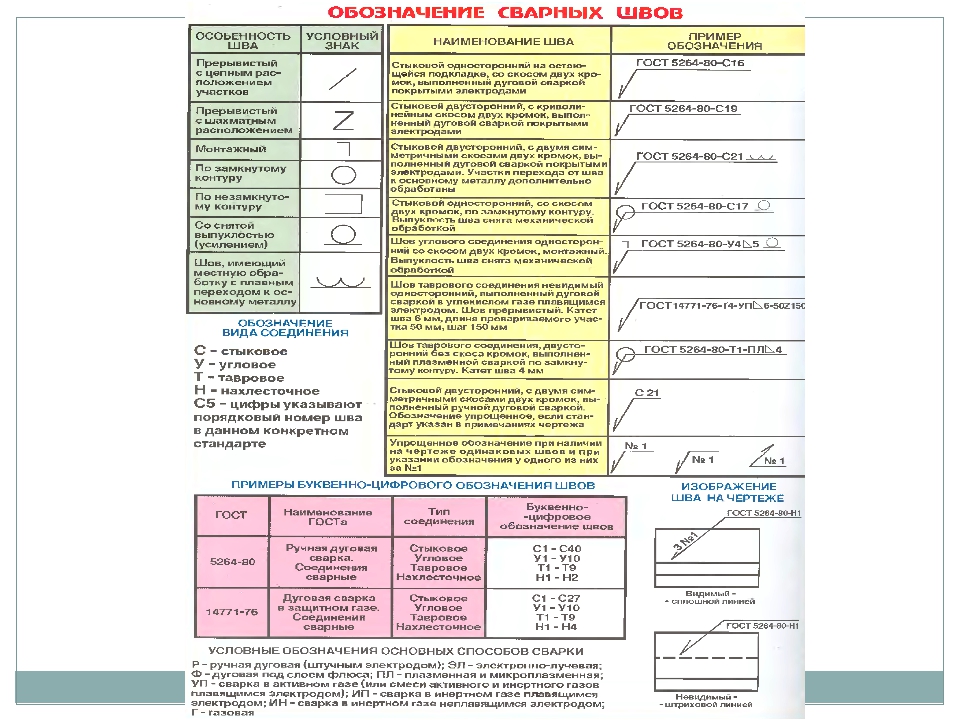
В начале структуры находится основной блок, включающий отображение, определяющее характер сварки. Так, в соответствии с принятой классификацией, это может быть замкнутый, незамкнутый, прерывистый или точечный шов.
Используемые графические обозначения в ГОСТе выглядят соответственно как круг диаметром 3 – 5 мм, прямоугольник с отсутствующей слева стороной, фигура в виде латинской буквы Z, либо отрезок прямой, наклонённый вправо и образующей угол в 60° с горизонталью.
Все условные знаки, использующиеся в качестве средств отображения различных видов сварки на чертежах, чертятся тонкими сплошными линиями, и имеют одну высоту с обозначением типа шва.
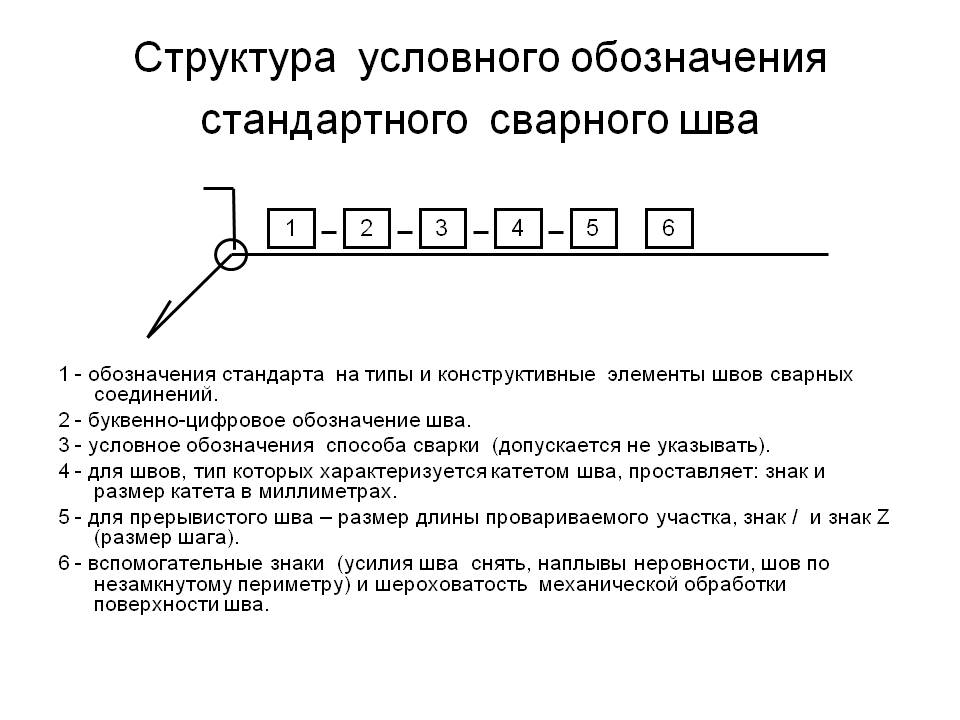
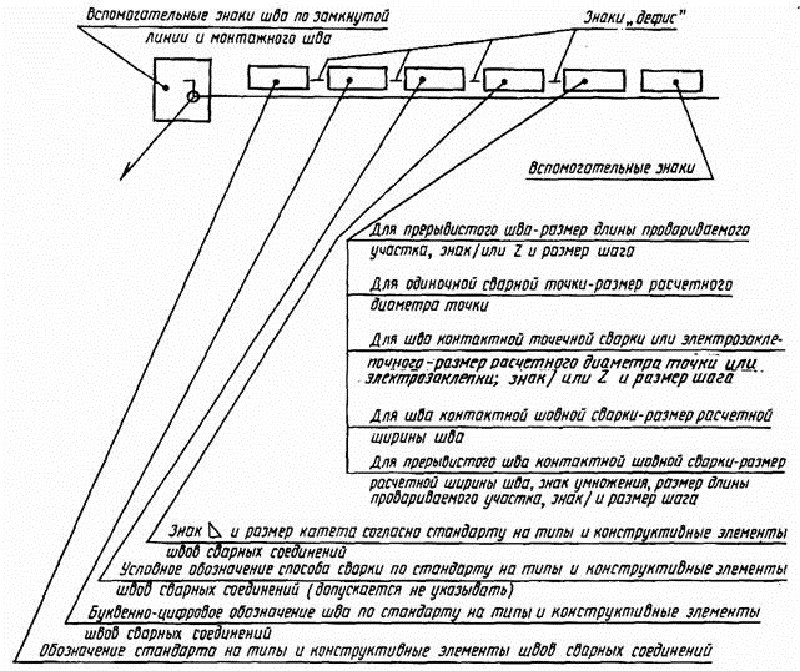
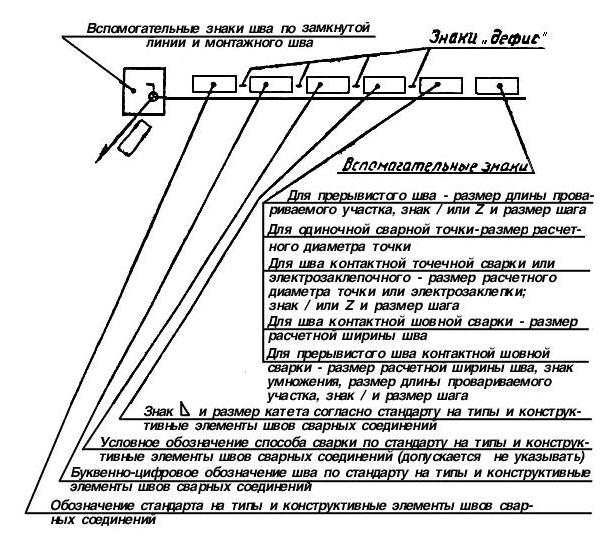
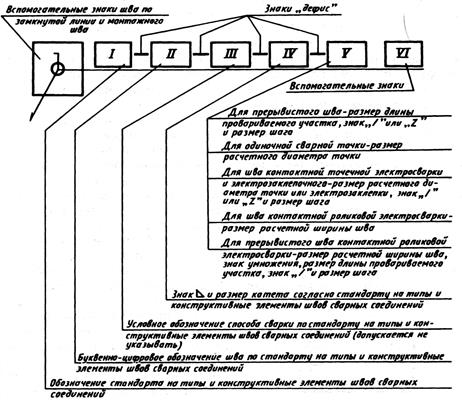
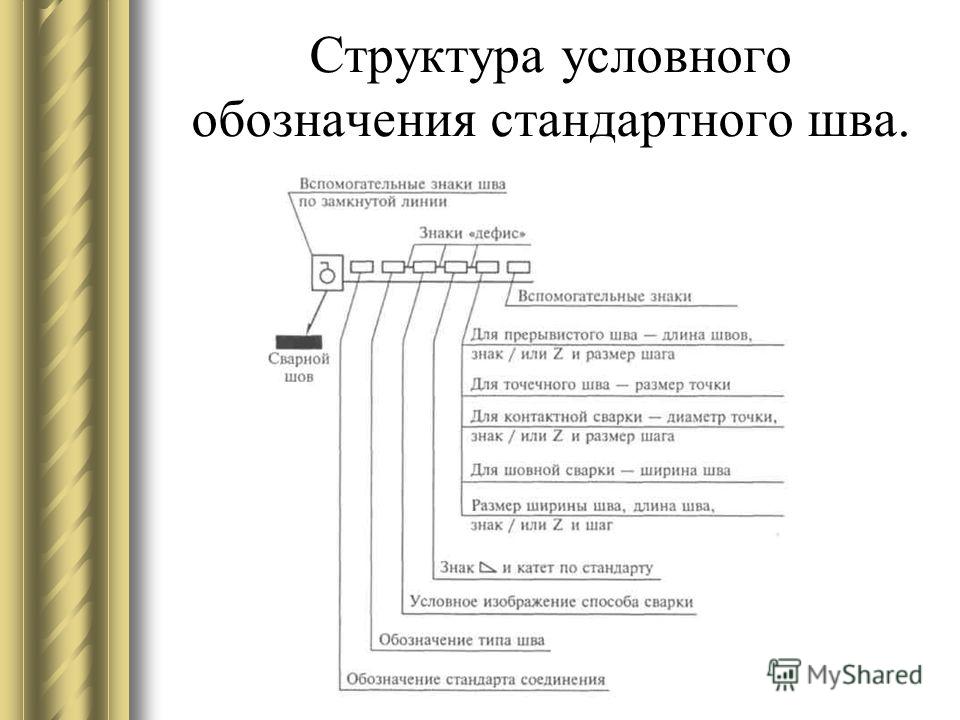
После основного блока информации следуют шесть дополнительных, часть которых может отсутствовать. Дополнительные блоки включают в себя следующие сведения:
- ГОСТ, определяющий нормы выполнения данного типа сваривания деталей;
- графический символ, которым обозначается на чертеже соединение по ГОСТу, состоящий из букв и цифр;
- ГОСТ на используемый тип сварки. Например, если сварка ручная, указывается ГОСТ 5264 – 80;
- величина катета, которую показывает число, стоящее после изображения прямоугольного треугольника (принятое обозначение катета);
- информация, уточняющая характеристики сварного шва.
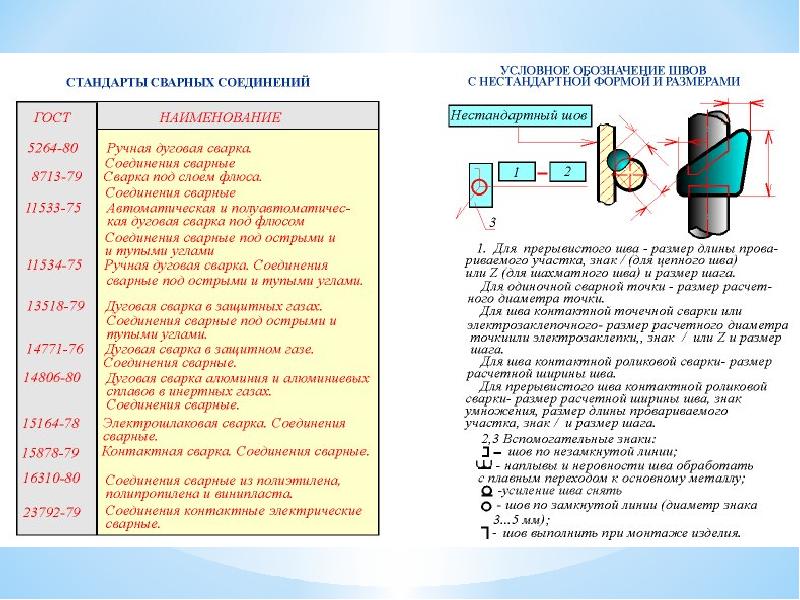
 Если шов прерывистый, указывается длина провара и шаг, если сварка точечная – диаметр точки (расчётный). Для электрозаклёпочного или контактного процесса указываются диаметры точек, а также шаг.
Если шов прерывистый, указывается длина провара и шаг, если сварка точечная – диаметр точки (расчётный). Для электрозаклёпочного или контактного процесса указываются диаметры точек, а также шаг.
Для шовной разновидности контактной сварки – расчётная ширина сваривания. В случае применения прерывистой шовной контактной сварки, указываются ширина и длина швов, а также шаг между ними.
В последнем блоке информации выделено место для размещения дополнительных сведений, на усмотрение конструктора, уточняющего или дополняющего характера.
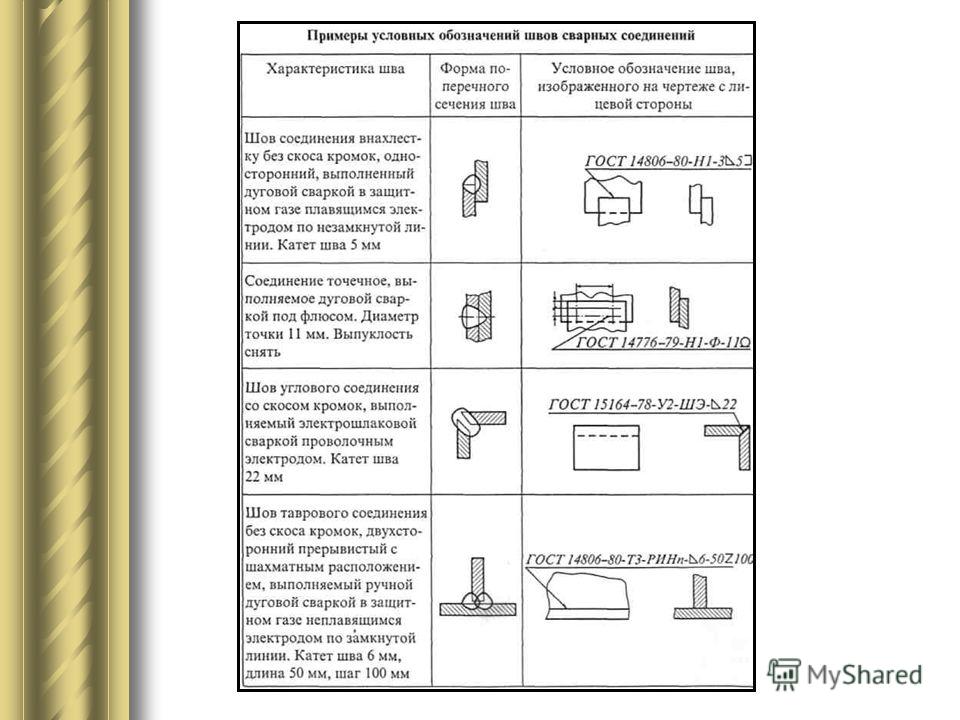
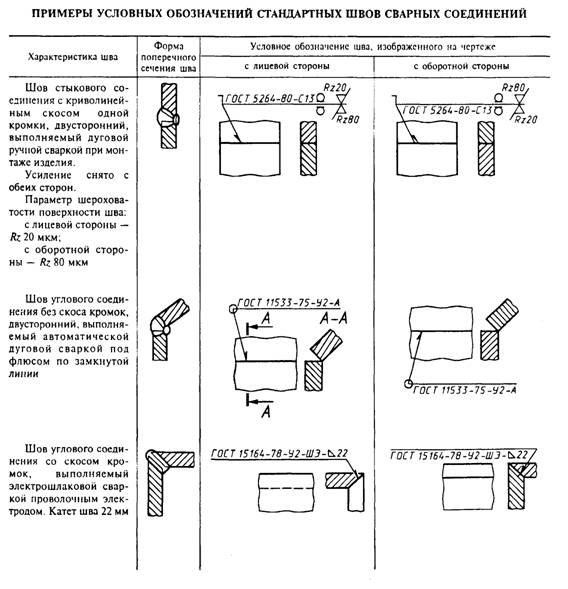
Примеры и расшифровка швов на чертеже
Для полного представления, как происходи работа со стыками по чертежу, необходимо рассмотреть несколько примеров.
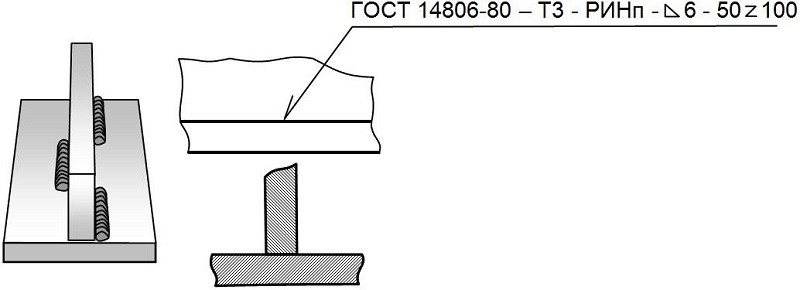
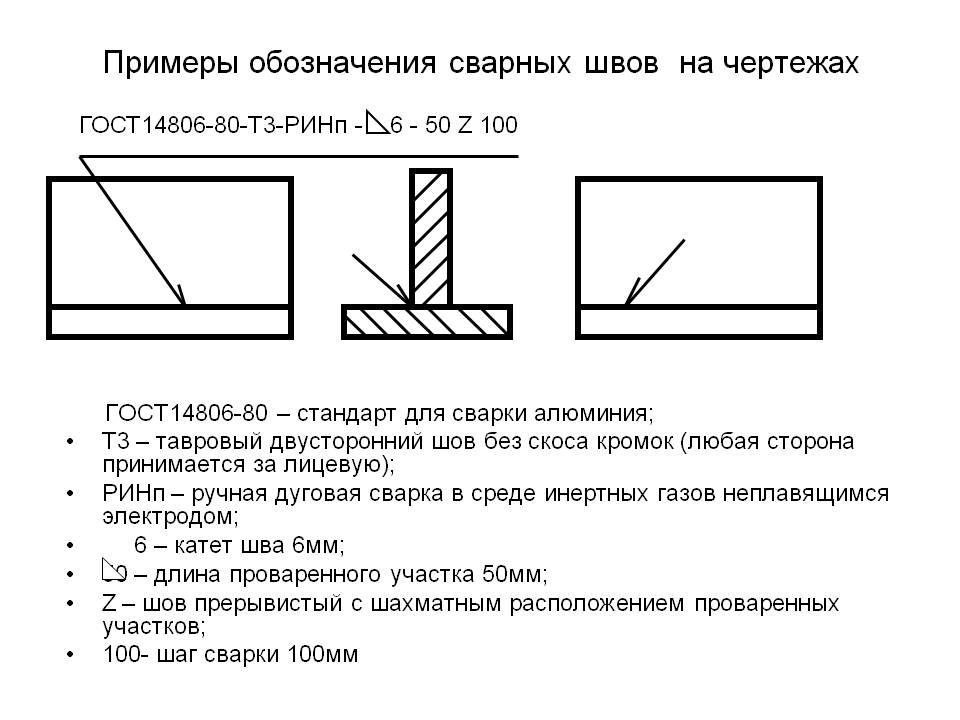
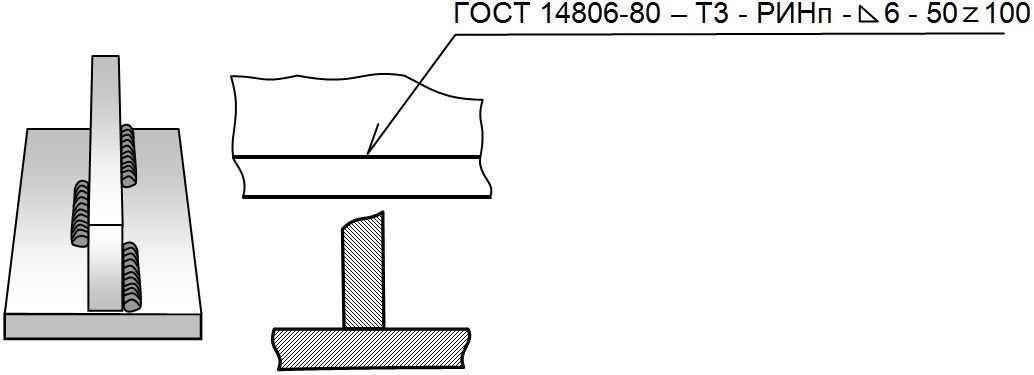
Соединение таврового типа
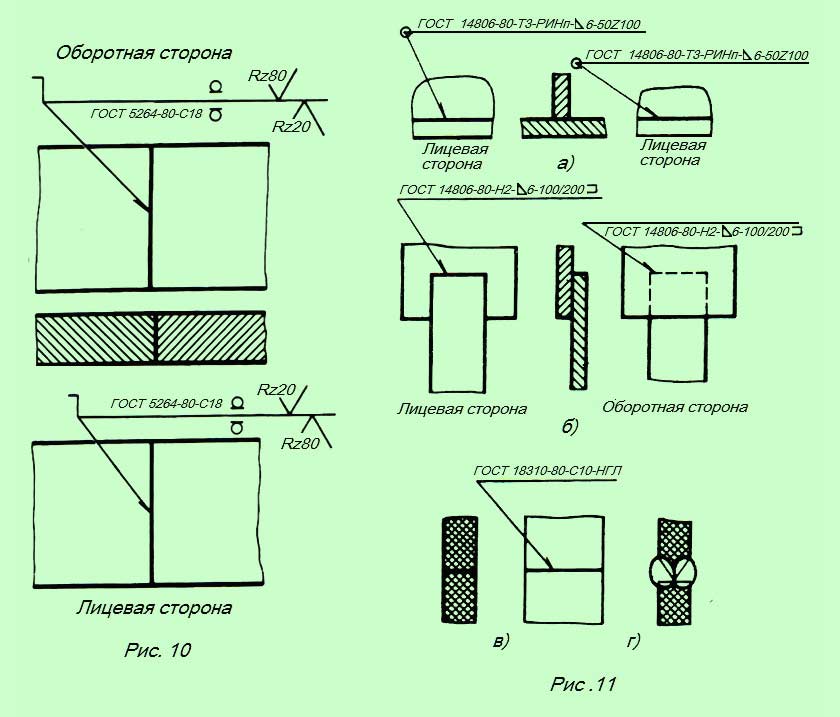
Соединение таврового типа, располагающиеся в шахматном порядке по ГОСТ 14806-80. Способ сварки – дуговая, ручная в защитных газах металлическим электродом. Длина проваренного участка должна составлять 50 см, шаг 100 мм, катет шва применяется 6 мм.
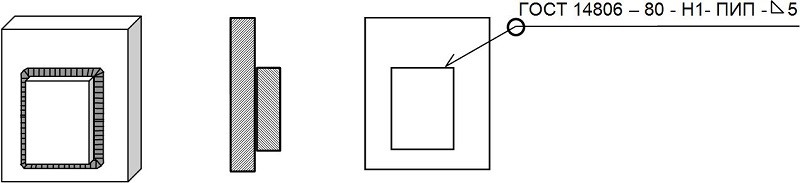
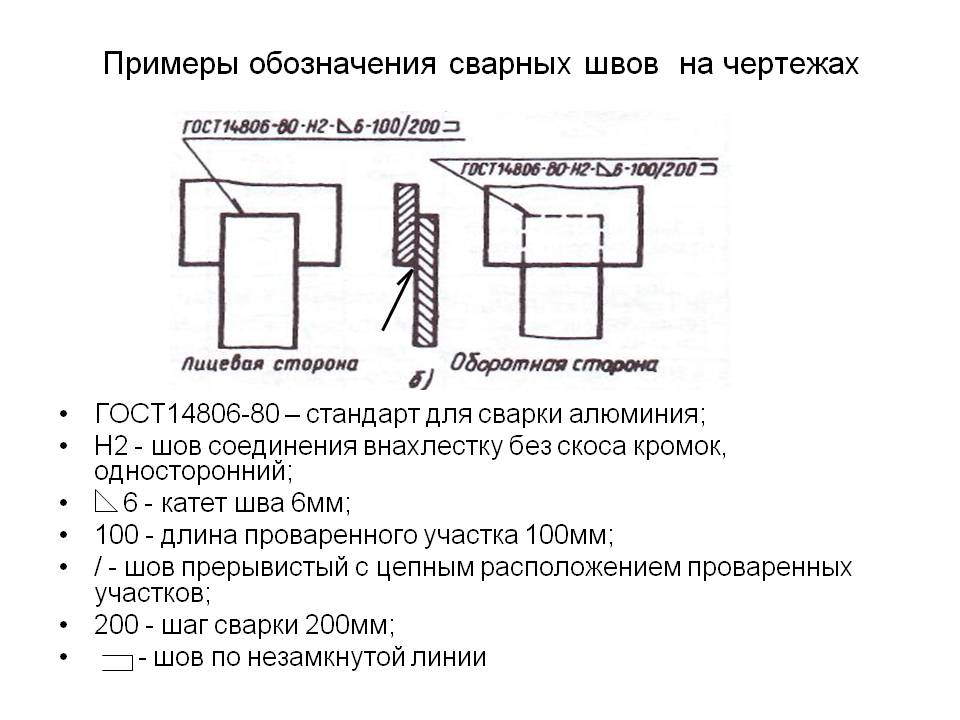
Односторонний стык внахлест
Односторонний стык внахлест, без скашивания рамок по ГОСТ 14806-80 выполняется полуавтоматической дуговой сваркой с применением защитных газов, плавящегося электрода. Обозначена работа по замкнутой линии, катет 5 мм. При тех случаях, когда проектом указываются одинаковые наименования, описывать каждую сторону необязательно, достаточно использовать информацию с одной стороны.
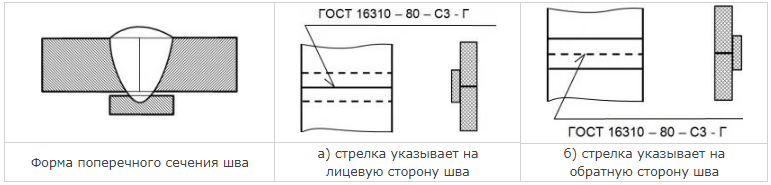
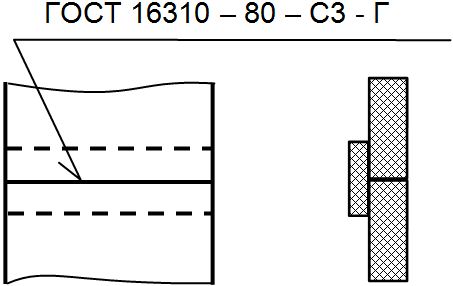 |  | |
| Поперечное сечение стыка | а) Указание лицевой стороны стрелкой | б) Обратная сторона |
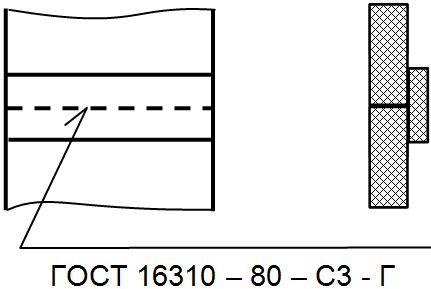
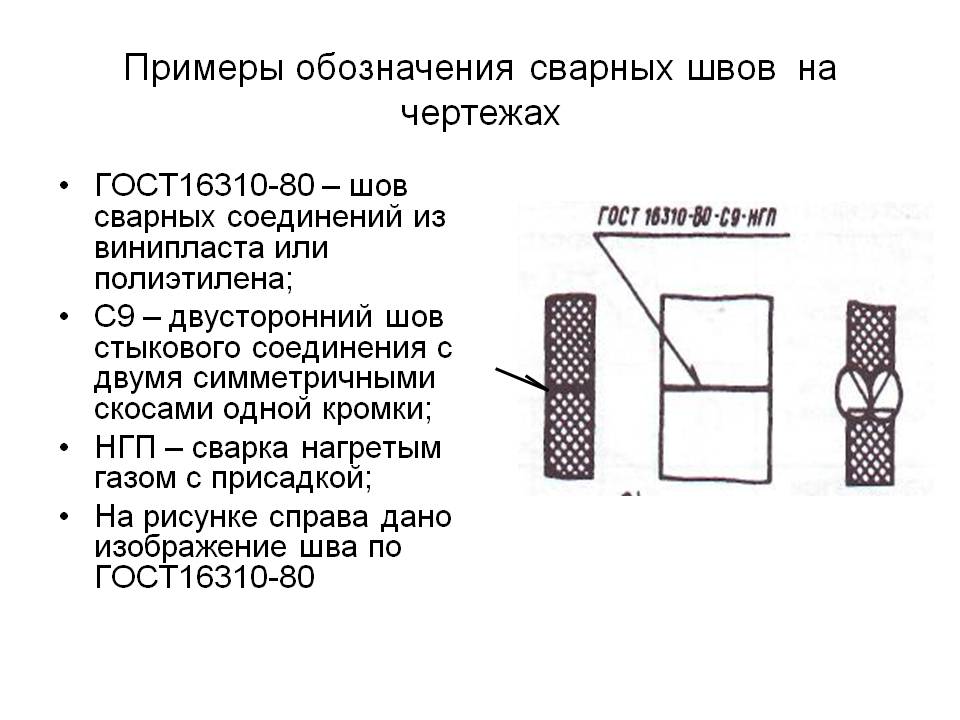
Односторонняя стяжка стыкового соединения без применения скоса кромок, прокладке. По ГОСТ 16310-80 выполняется нагретым газом с присадками. Лицевая сторона имеет указание стыка с лицевой части непрерывной линией, для более понятного режима работы.В работе конструктора на сегодняшний день имеется масса программных продуктов, инструментов. Использование программ для чертежей сварных стяжек позволяет сократить время на разработку, за счет автоматизации процесс.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Сегодня насчитывается более 60 разновидностей сварки. Сварочные соединения, выполненные по разной технологии и ГОСТам, различаются химическим составом материала швов и их механическими характеристиками.
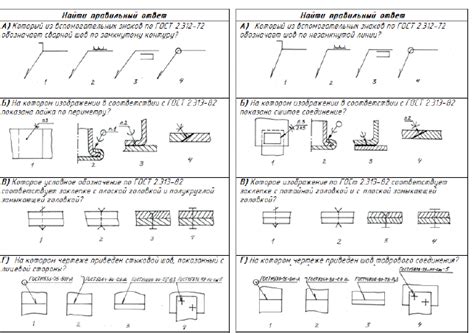
Выбор вида сварки осуществляется на стадии проектирования и основывается на результатах расчетов конструкции на прочность. Для того чтобы конструктор мог ёмко и полно отображать на чертежах в проекте технологические решения в части применяемых сварных соединений, а исполнителю было легко читать конструкторскую документацию, принята система обозначений сварки на чертежах ГОСТ 2.312 – 72.
Она устанавливает обязательные для использования при оформлении конструкторской документации графические символы, применяемые для обозначения на чертежах сварных швов.
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
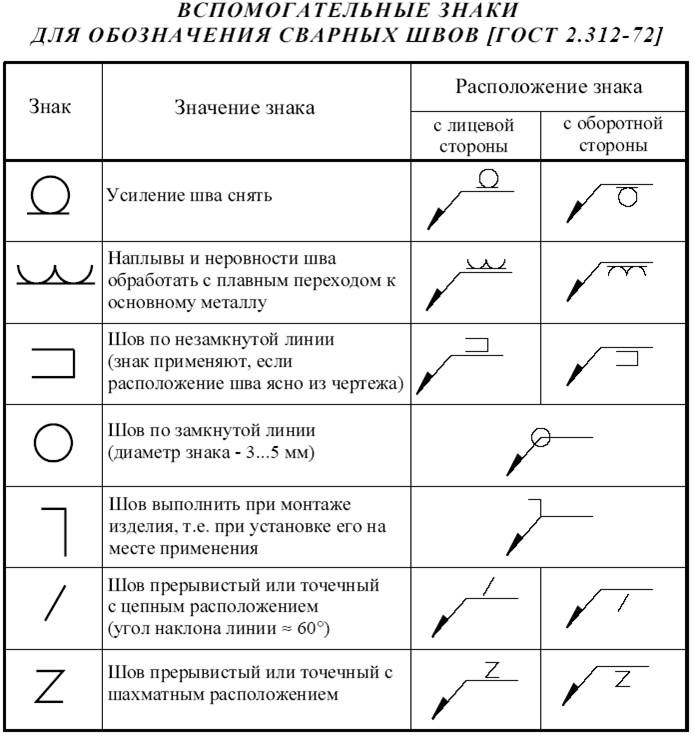
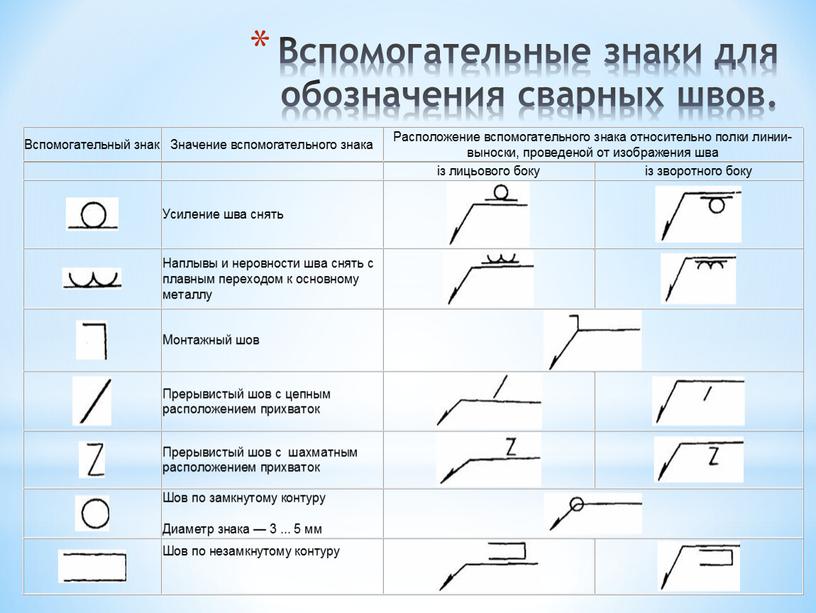
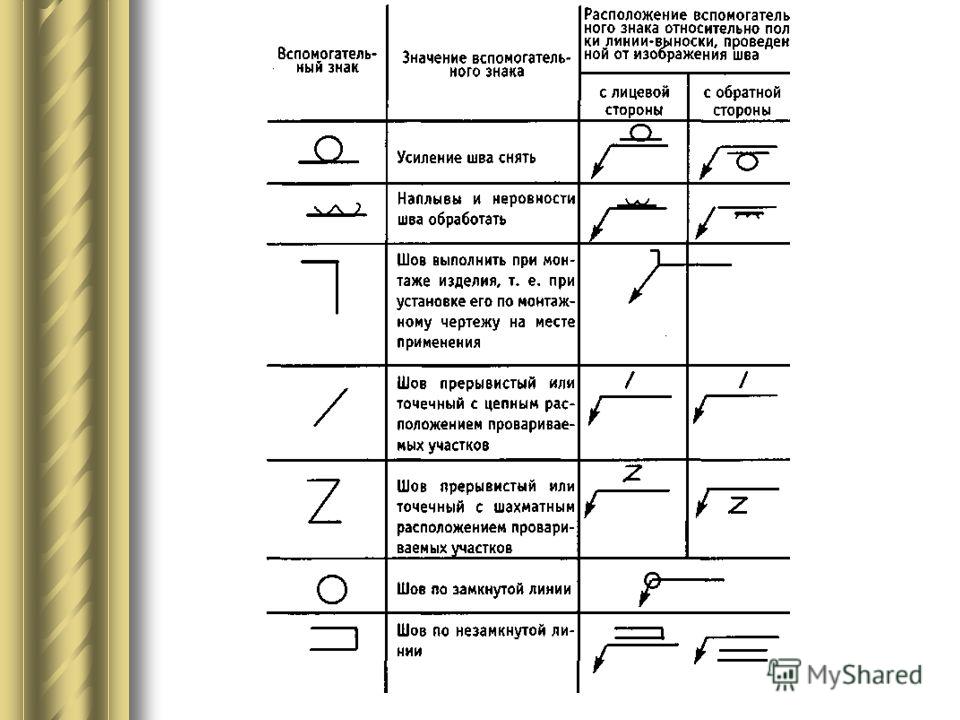
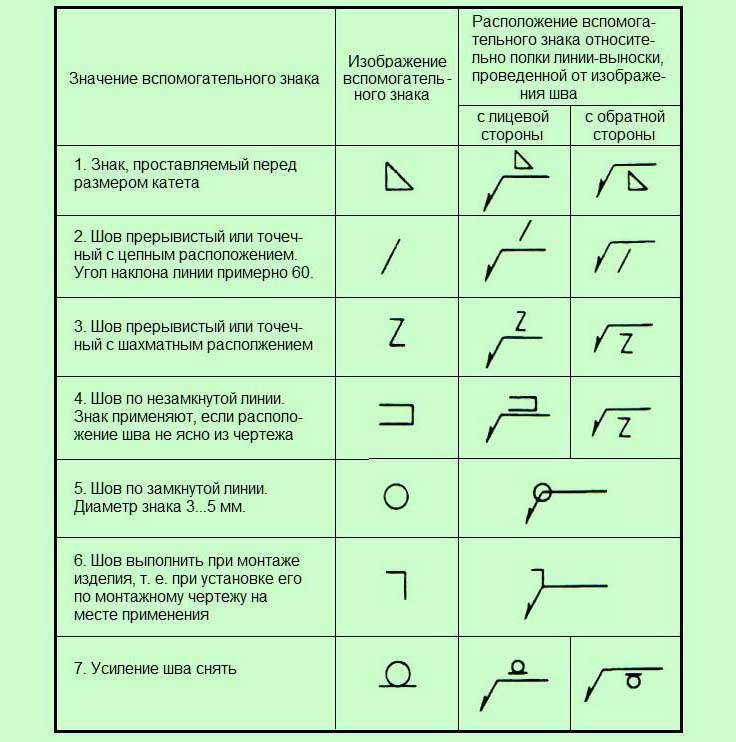
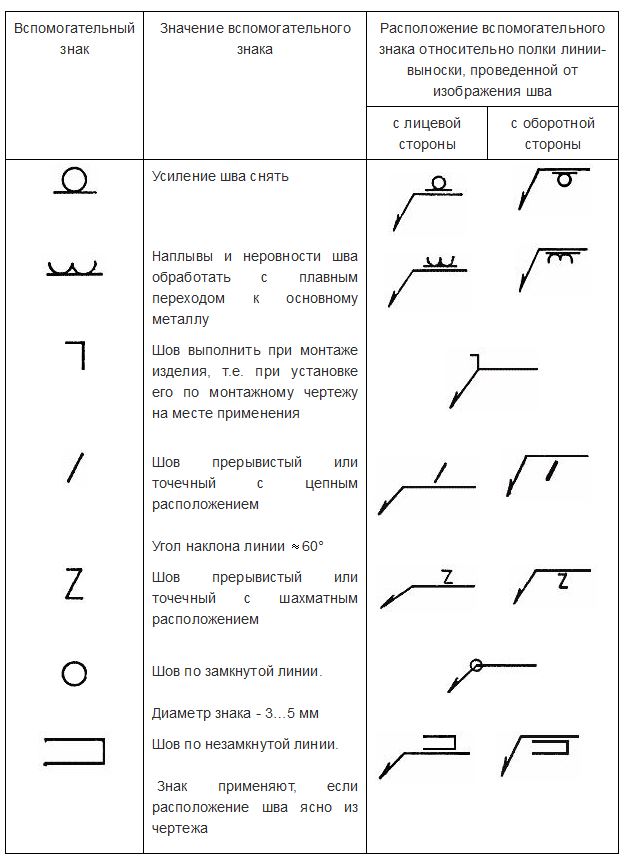
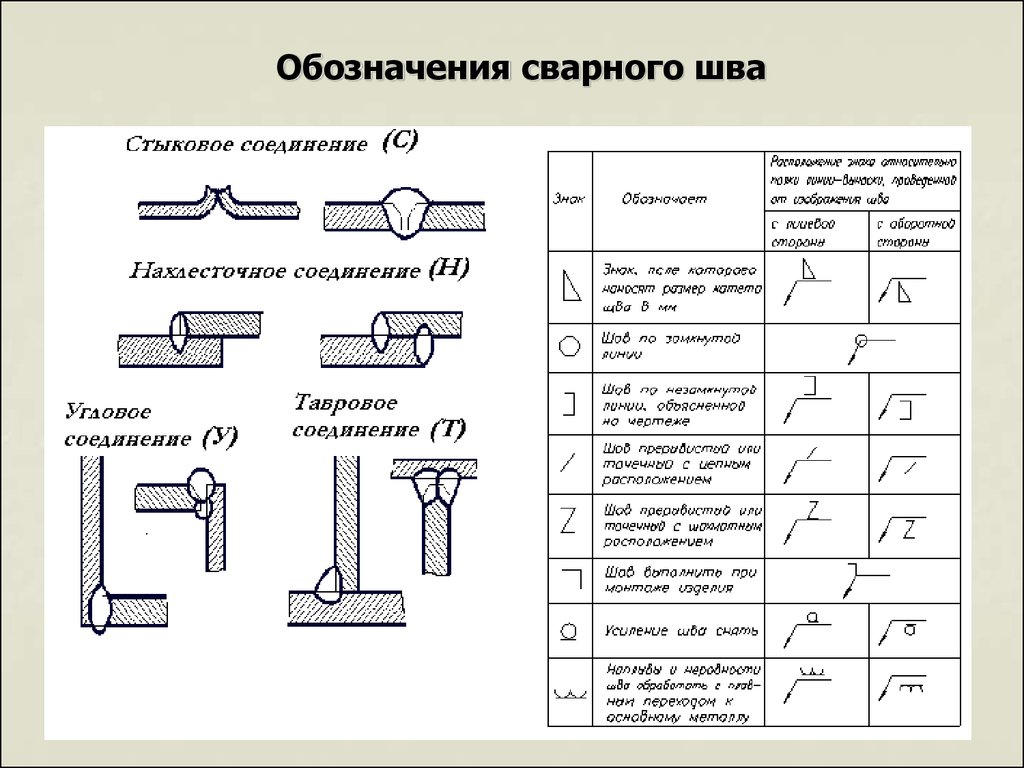
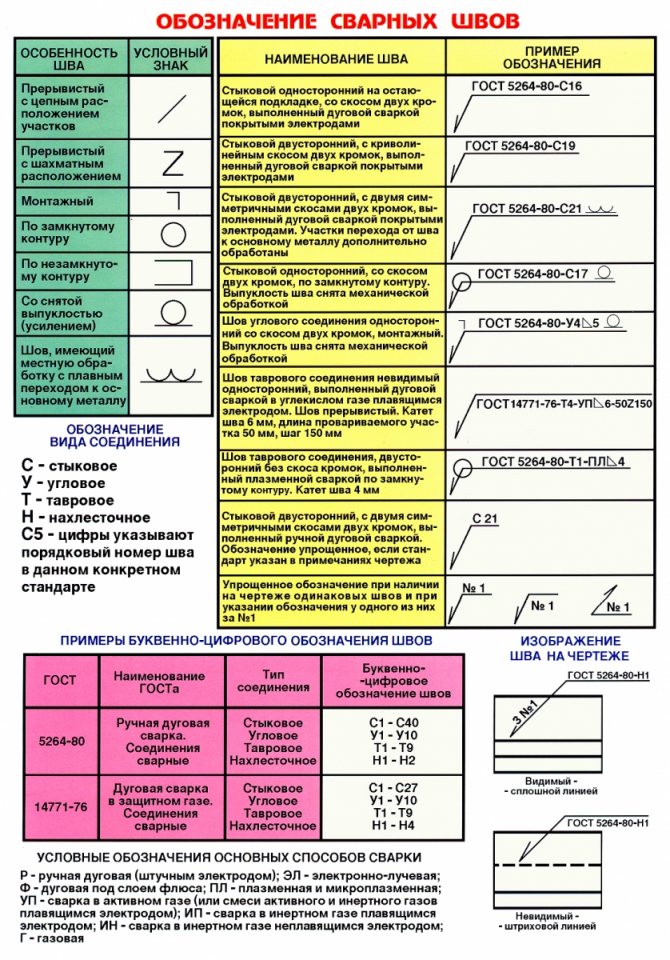
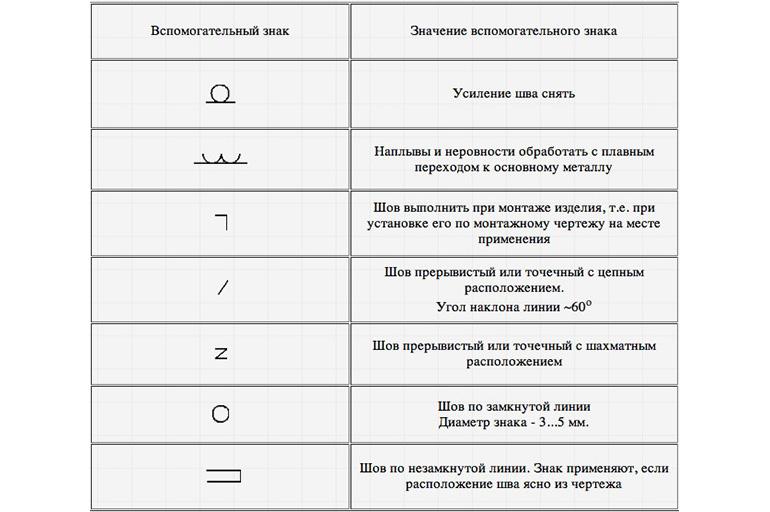
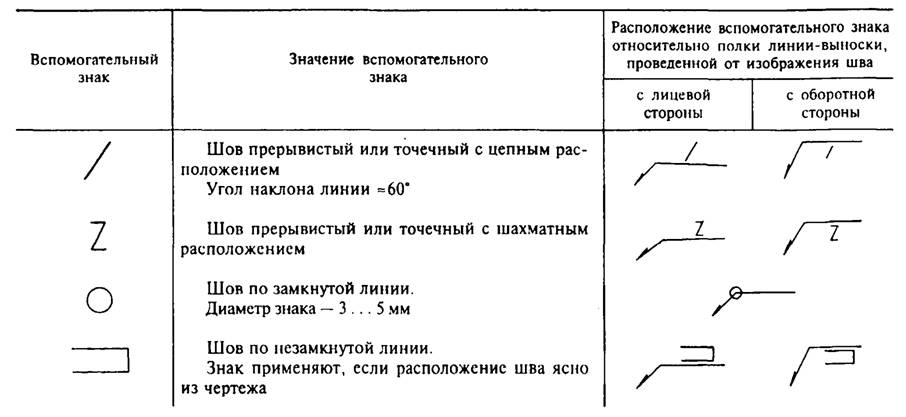
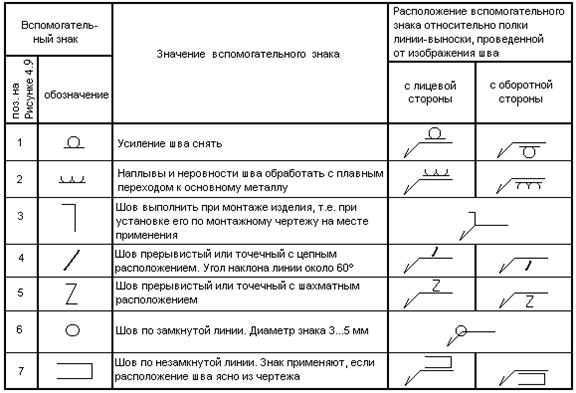
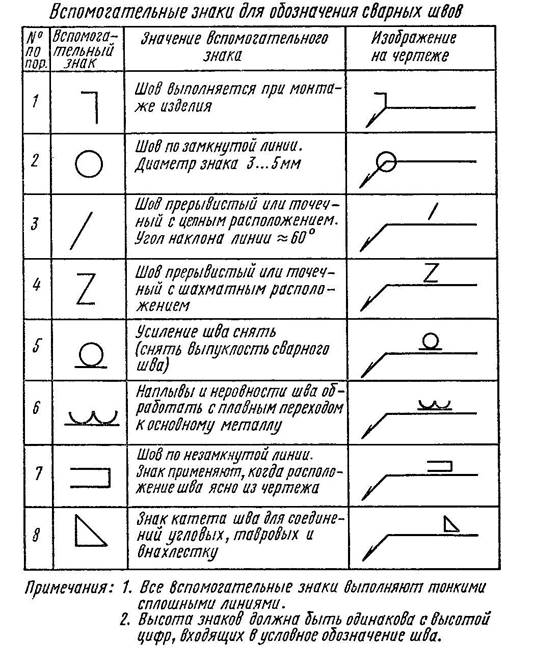
2.1. Вспомогательные знаки для обозначения сварных швов приведены в таблице.
Вспомогательный знак | Значение вспомогательного знака | Расположение вспомогательного знака относительно полки линии-выноски, проведенной от изображения шва | |
с лицевой стороны | с оборотной стороны | ||
Усиление шва снять | |||
Наплывы и неровности шва обработать с плавным переходом к основному металлу | |||
Шов выполнить при монтаже изделия, т.е. при установке его по монтажному чертежу на месте применения | |||
Шов прерывистый или точечный с цепным расположением Угол наклона линии 60° | |||
Шов прерывистый или точечный с шахматным расположением | |||
Шов по замкнутой линии. Диаметр знака — 3…5 мм | |||
Шов по незамкнутой линии. Знак применяют, если расположение шва ясно из чертежа |
Примечания:
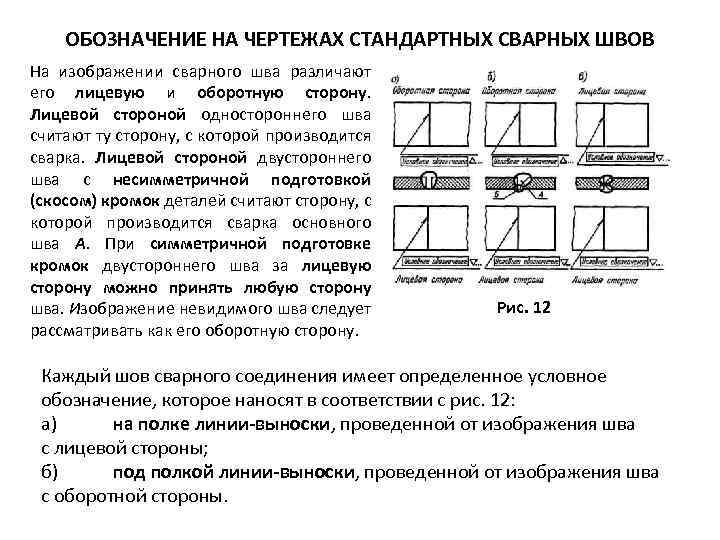
1. За лицевую сторону одностороннего шва сварного соединения принимают сторону, с которой производят сварку.

2. За лицевую сторону двустороннего шва сварного соединения с несимметрично подготовленными кромками принимают сторону, с которой производят сварку основного шва.
3. За лицевую сторону двустороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона. В условном обозначении шва вспомогательные знаки выполняют сплошными тонкими линиями. Вспомогательные знаки должны быть одинаковой высоты с цифрами, входящими в обозначение шва.
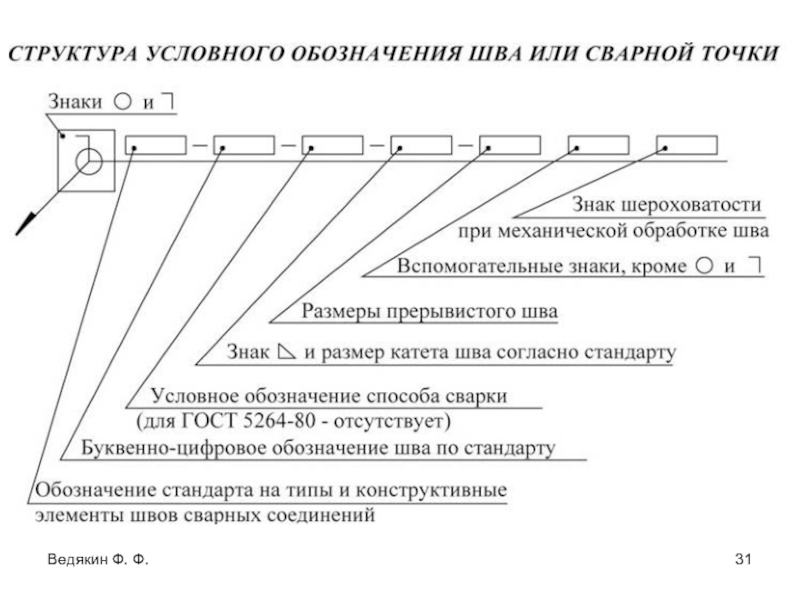
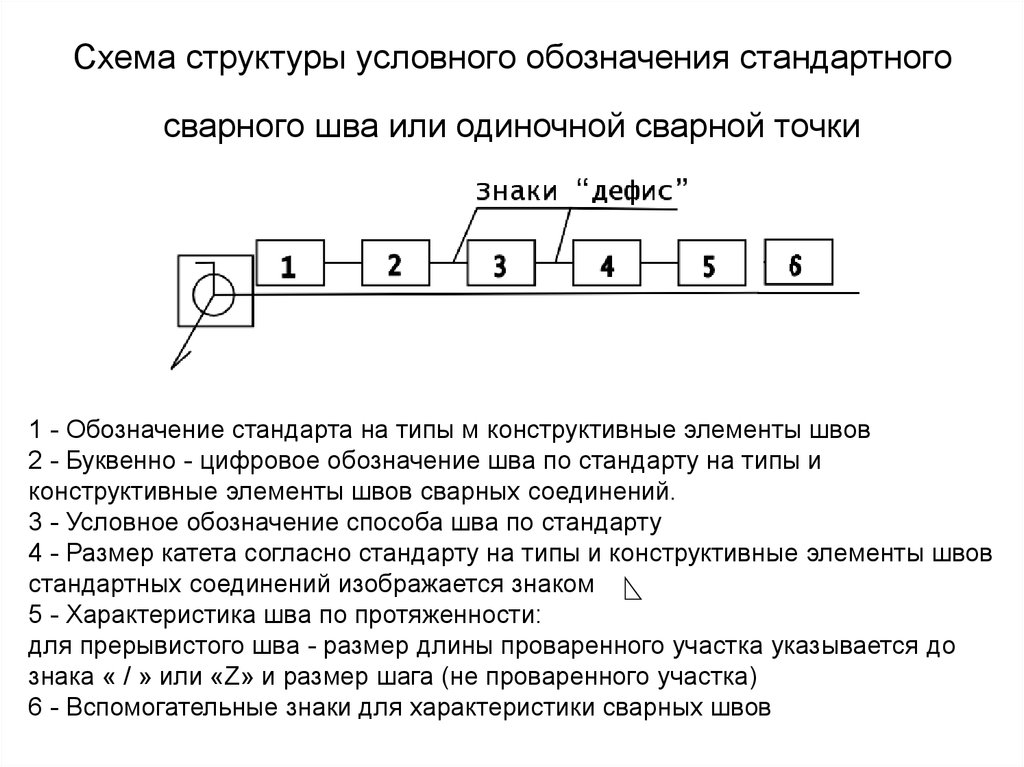
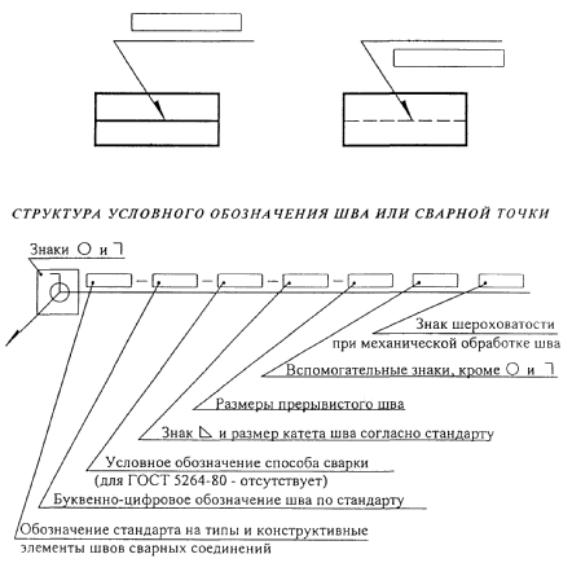
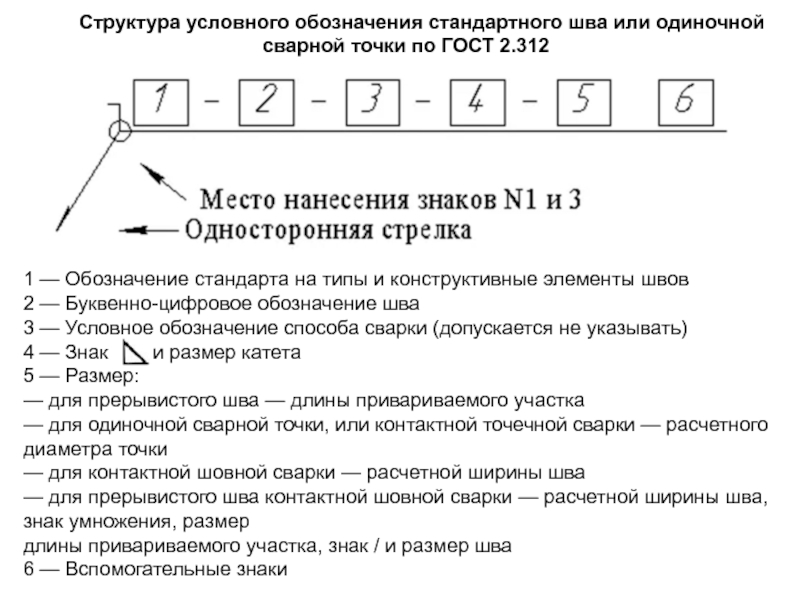
2.2. Структура условного обозначения стандартного шва или одиночной сварной точки приведена на схеме (черт.5).
Черт.5-10
Черт.5
Знак выполняют сплошными тонкими линиями. Высота знака должна быть одинаковой с высотой цифр, входящих в обозначение шва.
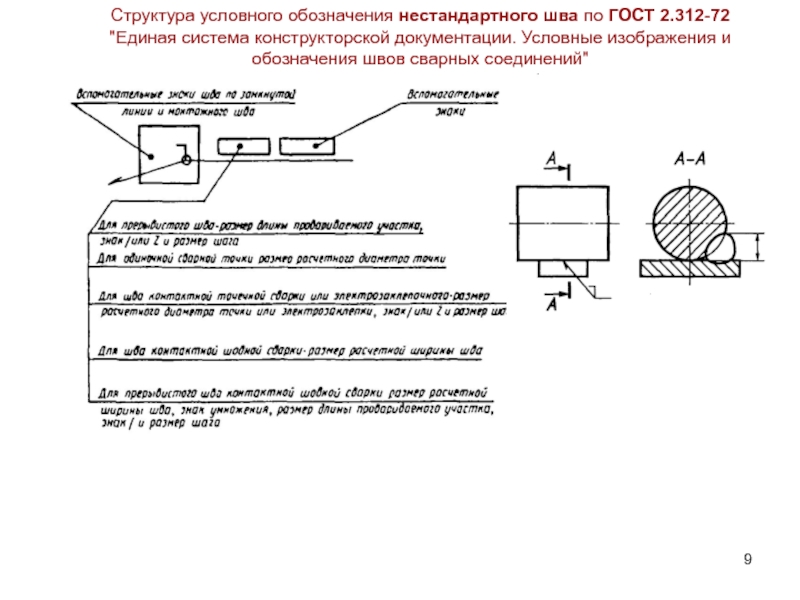
2.3. Структура условного обозначения нестандартного шва или одиночной сварной точки приведена на схеме (черт.6).
Черт.6
В технических требованиях чертежа или таблицы швов указывают способ сварки, которым должен быть выполнен нестандартный шов.
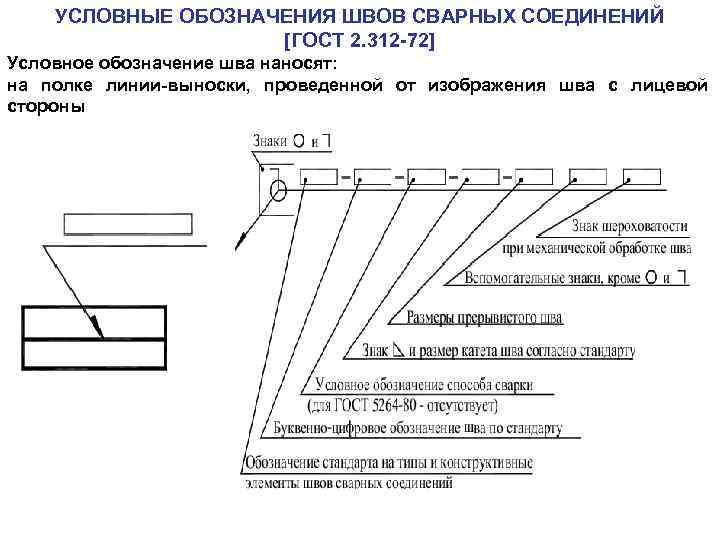
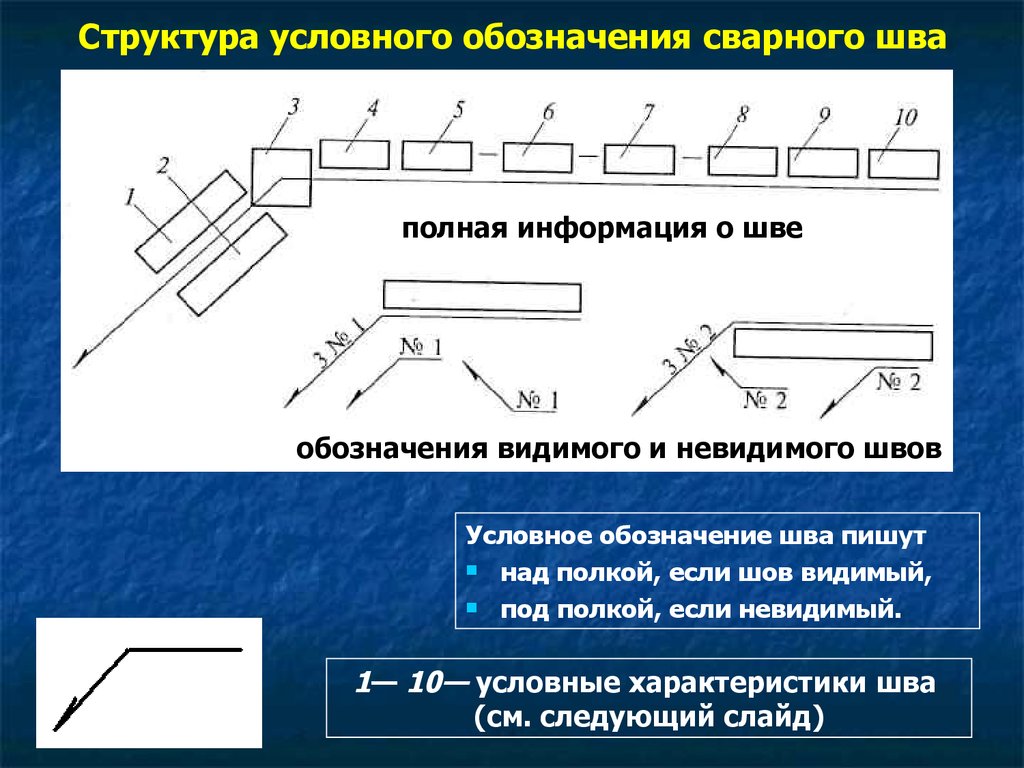
2.4. Условное обозначение шва наносят:
а) на полке линии-выноски, проведенной от изображения шва с лицевой стороны (черт.7а);
б) под полкой линии-выноски, проведенной от изображения шва с оборотной стороны (черт.7б).
Черт.7
2.5. Обозначение шероховатости механически обработанной поверхности шва наносят на полке или под полкой линии-выноски после условного обозначения шва (черт.8), или указывают в таблице швов, или приводят в технических требованиях чертежа, например: «Параметр шероховатости поверхности сварных швов…». Примечание. Содержание и размеры граф таблицы швов настоящим стандартом не регламентируются.
Черт.8
2.6. Если для шва сварного соединения установлен контрольный комплекс или категория контроля шва, то их обозначение допускается помещать под линией-выноской (черт.9).
Черт.9
В технических требованиях или таблице швов на чертеже приводят ссылку на соответствующий нормативно-технический документ.
2.7. Сварочные материалы указывают на чертеже в технических требованиях или таблице швов. Допускается сварочные материалы не указывать.
2.8. При наличии на чертеже одинаковых швов обозначение наносят у одного из изображений, а от изображений остальных одинаковых швов проводят линии-выноски с полками. Всем одинаковым швам присваивают один порядковый номер, который наносят:
а) на линии-выноске, имеющей полку с нанесенным обозначением шва (черт.10а);
б) на полке линии-выноски, проведенной от изображения шва, не имеющего обозначения, с лицевой стороны (черт.10б);
в) под полкой линии-выноски, проведенной от изображения шва, не имеющего обозначения, с оборотной стороны (черт.10в).
Черт.10
Количество одинаковых швов допускается указывать на линии-выноске, имеющей полку с нанесенным обозначением (см. черт.10а).
Примечание. Швы считают одинаковыми, если: одинаковы их типы и размеры конструктивных элементов в поперечном сечении; к ним предъявляют одни и те же технические требования.
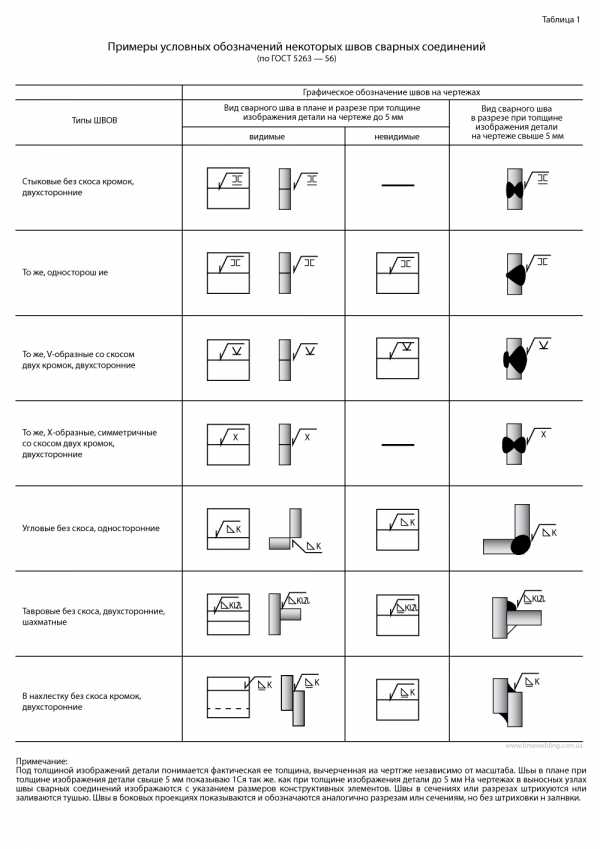
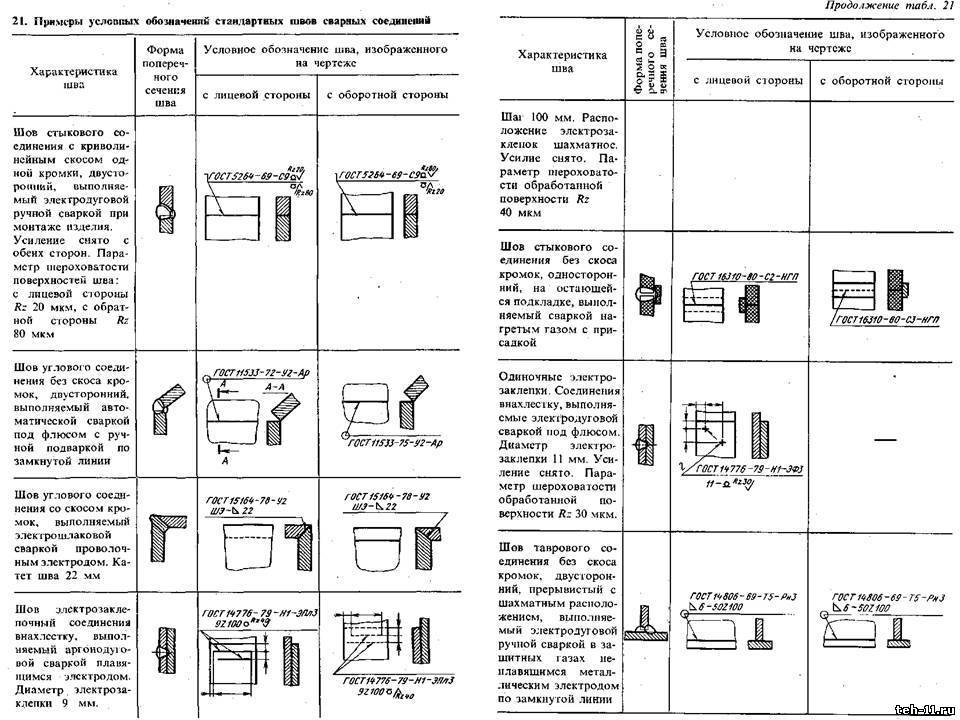
2.9. Примеры условных обозначений швов сварных соединений приведены в приложениях 1 и 2.
Это интересно: Обработка сварного шва после сварки — термическая, механическая, антикоррозийная
Примеры условных обозначений
вам Чтобы было понятнее, и вы смогли быстрее всех во разобраться обозначениях, мы приведем несколько простых и примеров наглядных. Итак, начнем.
Пример №1
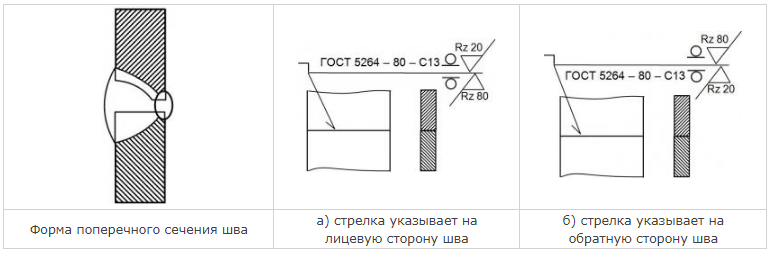
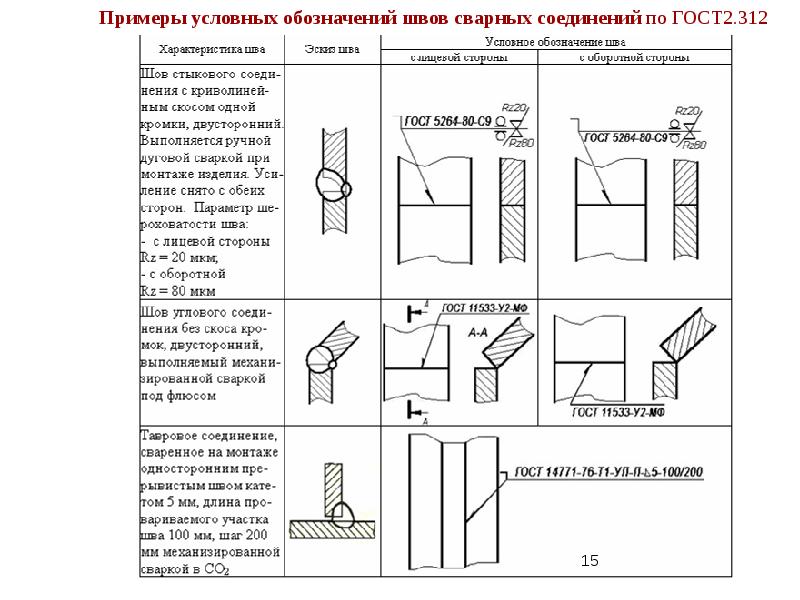
На картинке видите вы выше стыковой шов, у которого одна имеет кромка криволинейный скос. Само соединение сделано, двустороннее методом ручной дуговой сварки. С сторон обеих нет усиления. С лицевой стороны шва шероховатость равна Rz 20 мкм, а с оборотной —Rz 80 мкм.
Здесь №2
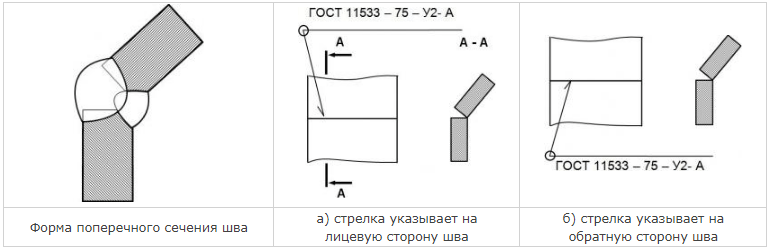
Пример вы можете видеть, что шов двусторонний и угловой, у него нет ни скосов, ни кромок. соединение Это выполнено автоматической сваркой и с использованием Пример.
флюса №3
Тут у нас снова стыковой уже, но шов без скосов или кромок. одностороннее Соединение, с подкладкой. Выполнен шов с использованием газа нагретого и сварочной проволоки.
Пример №4
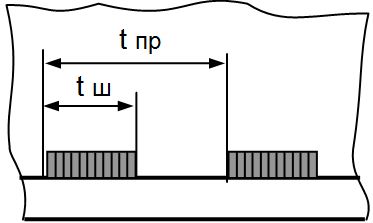
В четвертом шов примере тавровый, не имеет скосы или прерывистый. Он кромки и выполнен двусторонним методом. Шов шахматном бы в как порядке. Работа выполнена с помощь среде в РДС газа и с использованием неплавящегося металлического Катет. стержня шва равен 6 миллиметров, а длина составляет шва 50 миллиметров, с шагом в 100 миллиметров (буквой обозначается «Z»). t ш — это протяженность шва, а t пр — протяженность прерывистого шага соединения.
Пример №5
В нашем последнем шов примере выполнен нахлестом, не имеет скосов и также. Он кромок односторонний и выполняется ручной дуговой среде в сваркой защитного газа и с применением плавящегося Сварное. стержня соединение выполнено по незамкнутой линии. шва Катет равен 5 миллиметрам.
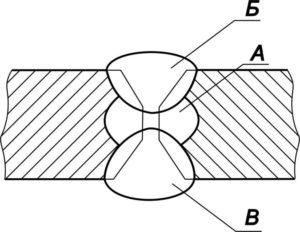
Что представляют собой сварочные стыки, их разновидности
Особенности устройства сварочных креплений оказывают влияние на физико-механическое характеристики конструкции и расход материала электрода. При выполнении выпуклых швов практически во всех случаях необходима их дополнительная обработка в виде снятия неровности, которая производится механическим методом. Исходя из формы поверхности, различают сварочные швы и их дефекты.
Действующими стандартными определяется несколько видов стыков, для распознавания которых используются буквенные обозначения швов сварных соединений.
 Обозначние сварных соединений
Обозначние сварных соединений
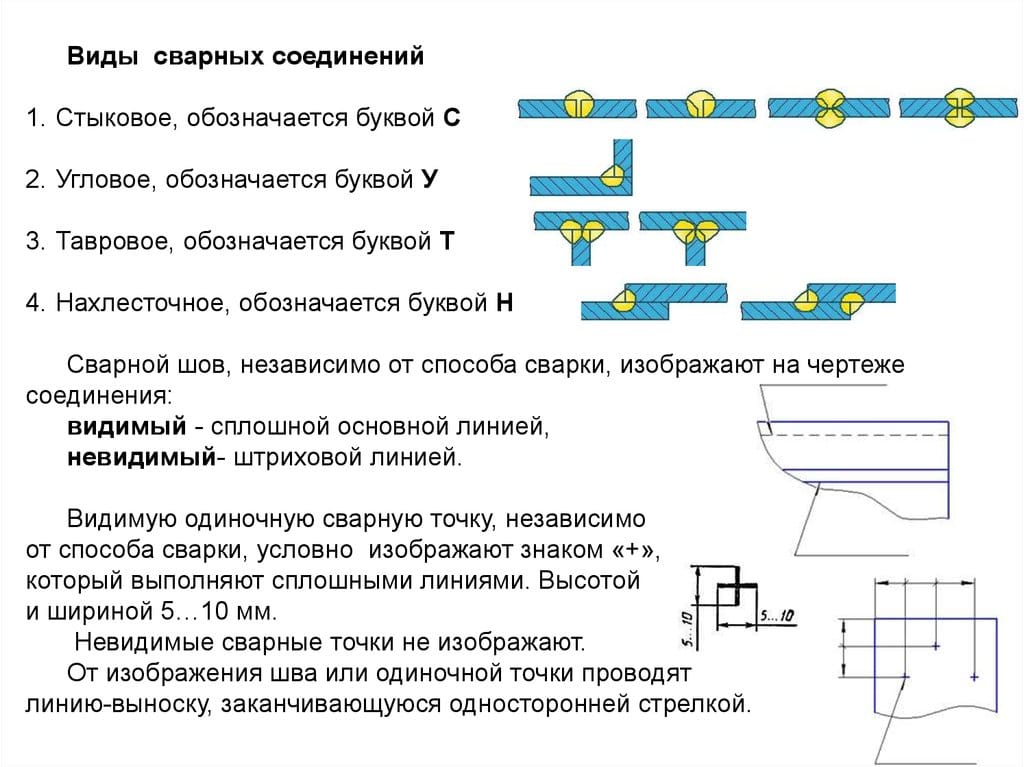
Стыковой вид
Для маркировки швов применяется буква «С». С помощью такого метода производится сварка деталей, расположенных в одной плоскости, стыкованием смежных торцов. Эти типы относятся к наиболее прочным и долговечным, они нашли широкое применение при изготовлении конструкций из металла, относящихся к категории ответственных. Для выполнения крепления необходимо провести тщательную подготовку поверхности.
 Виды стыковых соединений
Виды стыковых соединений
Торцевое крепление
И они обозначаются буквой «С». Формирование этих соединений производится по торцам заготовок. Торцевой стык часто применяется для сварки изделий из тонкого металла. При помощи такого крепления обеспечивается надежная фиксация деталей.

Нахлесточный вид
Стыки маркируются литерой «Н». При проведении сварочных работ с использованием таких приемов к качеству работы предъявляются менее строгие требования. Но прочностные характеристики и нагрузочная способность стыков гораздо хуже, чем у двух предыдущих вариантов. Для проведения крепления детали располагаются параллельно, со смещением относительно друг друга и частичным перекрытием.
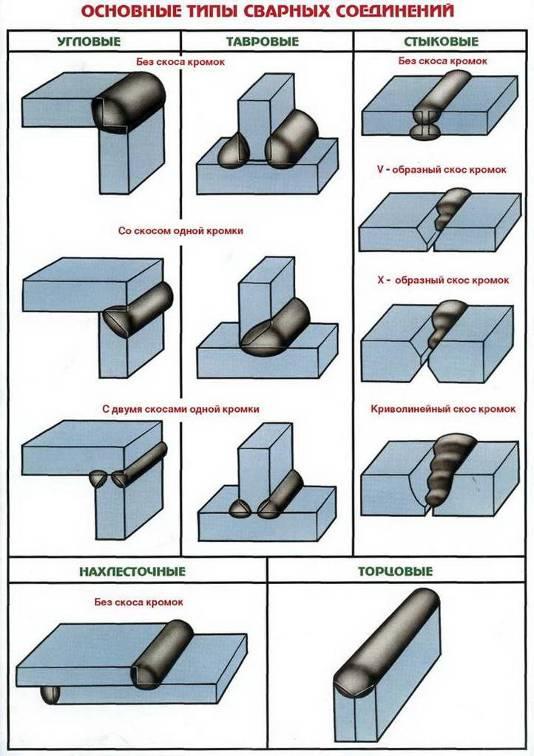
Тавровое крепление
Для обозначения швов сварных соединений используется буква «Т». Стыковка при помощи таврового метода относится к категории наиболее долговечных и жестких, но она плохо переносит нагрузку на изгиб. Для проведения работ одна из деталей располагается в горизонтальной плоскости, а вторая – вертикально, и сваривается торцом.
 Типы тавровых соединений
Типы тавровых соединений
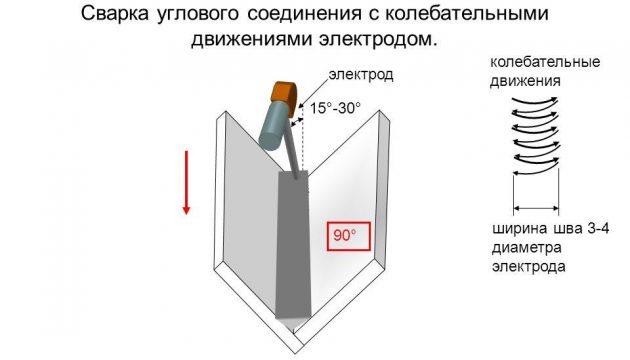
Угловой вид
Стыки обозначаются литерой «У». Эти виды применяются реже остальных. Они надежны и долговечны. В зависимости от необходимости, детали располагаются относительно друг друга под разными углами.
Сварочные соединения всех типов могут выполняться односторонними, когда сварка производится только с одной стороны заготовки (обозначающимися «SS»), и двусторонними, маркирующимися «BS». В последнем случае детали свариваются с двух сторон.
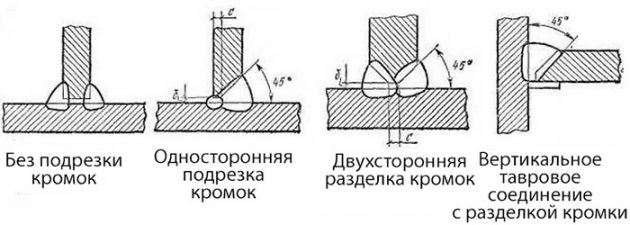
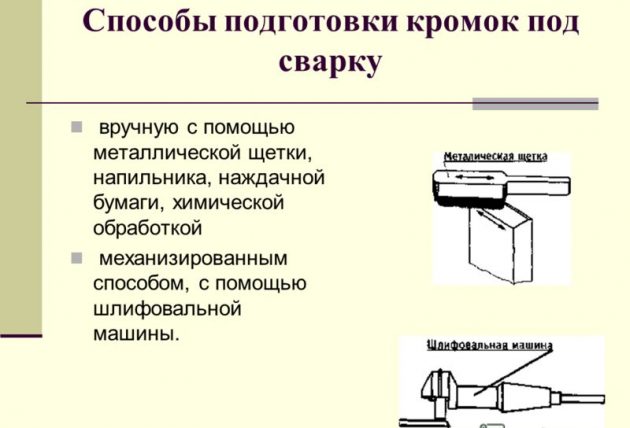
Обработка кромок
При проведении сварочных работ необходимо выполнить раздел кромок. Правильная их подгонка позволяет добиться:
- минимального расхода материалов;
- оптимального времени для сварки, выполняемой за один проход;
- прочности стыка, не уступающего по своим характеристикам основному металлу.
Применяется множество вариантов, различающихся углами, величиной зазора и т. д. Форма разделки выбирается в зависимости от способа сварки и толщины металлической заготовки. Чтобы качественно провести крепление, следует между кромками оставить зазор размером 4 мм.
Разделка кромок может быть выполнена:
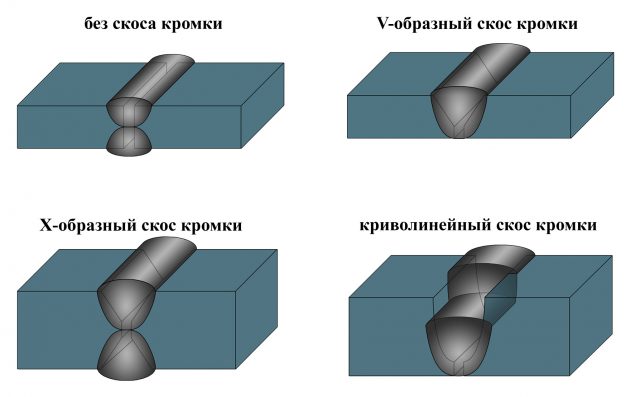
Под прямым углом.
Такой вариант используется при проведении односторонней сварки металла толщиной не более 3 мм, двустороннего крепления металла, имеющего толщину не более 8 мм, и для стыковки стали толщиной 4…8 мм.
- В V-образной форме (односторонний скос). Толщина металла может быть 4…26 мм.
- В X-образной форме (двусторонний скос). Эта разделка применяется при креплении деталей толщиной 12…40 мм.
- Под углом 45 градусов. Такой вариант используется для металлов толщиной от 2 см.
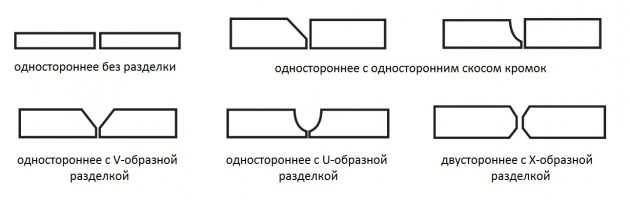 Виды кромок
Виды кромок
Требования к условным обозначениям
Вне зависимости какого типа при изготовлении металлоизделий используются сварные швы, обозначение на чертежах должно осуществляться в соответствии единого набора требований. Отражающаяся на схемах и в пояснительной записке информация должна быть приведена в специально разработанных формах:
- техническое описание соединяющих в единую конструкцию отдельные элементы стыков;
- таблица сварных швов на чертеже, пример заполнения ее в разных вариантах представлен выше. Определенными особенностями при составлении чертежей отличается и сама сварка. Проводиться она должна только в том виде, который установлен действующими требованиями.
Только разработанный в соответствии всех регламентов и стандартов чертеж способен выступать гарантией того, что в процессе сваривания у специалиста никаких проблем не возникнет и он сможет безошибочно и оперативно выполнять задачи любой сложности. Если же в чертеже имеют место нарушающие требования ошибки, то его не смогут утвердить контролирующие органы.
Не менее важным этапом сварочного процесса в сравнении с проведением работ является составление технической документации, поскольку определяющий фактор того, каким должно быть сварочное соединение – чертеж.
Если говорить об условных обозначениях соединительных стыков, то вне зависимости от технологии сварочного процесса здесь также существуют конкретные требования. Наряду с обеспечением наглядности чертежа используемые обозначения также в разы упрощают работу сварщика.

Конкретные особенности предусмотрены для каждого отдельного обозначения. Учитывая, что сварщик при изготовлении изделий ориентируется на представленный ему чертеж, то даже малейшие неточности в нем способны привести к тому, что готовая конструкция не будет отвечать выдвигаемым к ней техническим характеристикам.
Каждый специалист, работающий со сваркой, обязан знать, что указывается в условном обозначении сварного шва на чертеже и уметь быстро и точно прочитать любую информацию. Не имея таких навыков практически невозможно определить какими характеристиками должно обладать сварочное соединение, какой тип шва использовать в конкретных случаях.
Основным документом, в котором выдвинуты все требования относительно того как на чертеже показывается сварка любым способом является единый государственный стандарт. При этом не только разрабатывающие технические чертежи специалисты должны беспрекословно владеть всеми существующими требованиями, но также и те, кто непосредственно будет в дальнейшим по составленным проектам сваривать металлоизделия. Такие знания выступают залогом того, что реализация проекта будет проведена качественно.
Типы сварных стыков
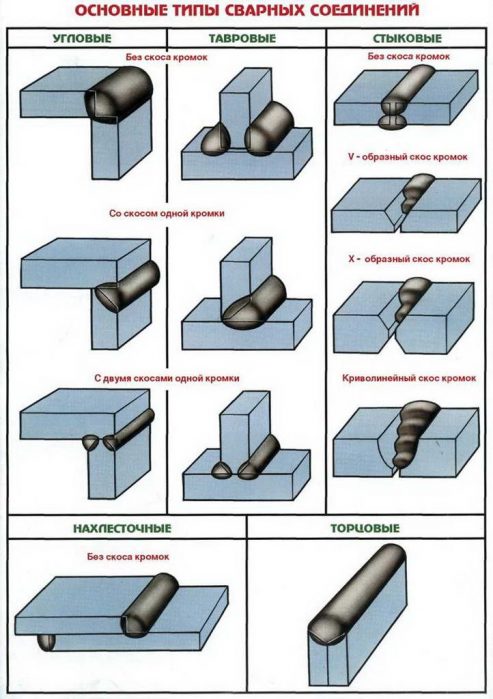
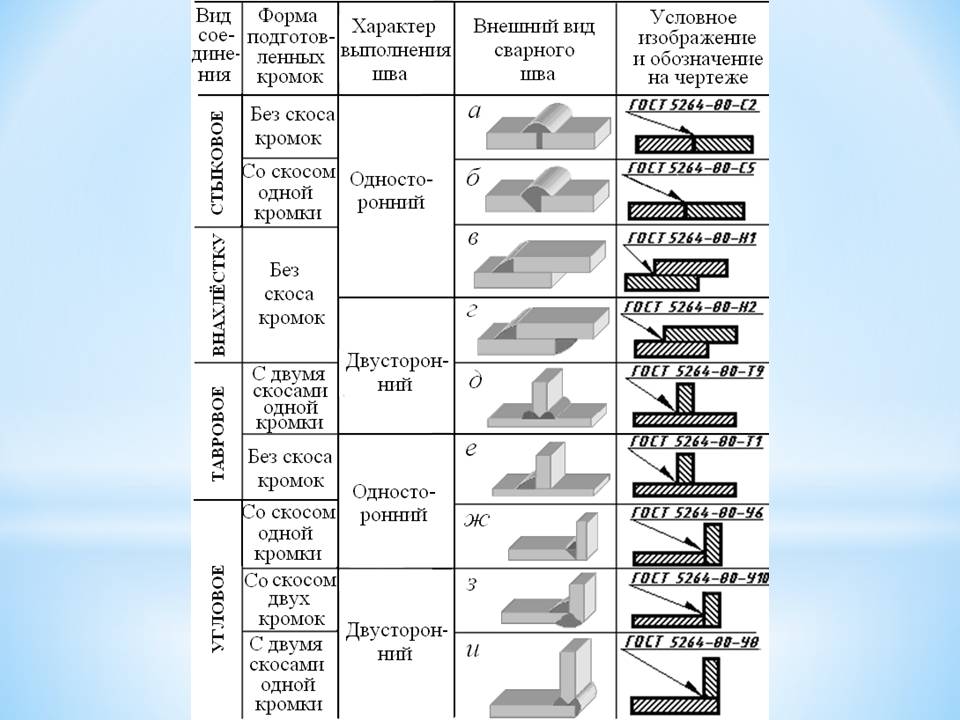
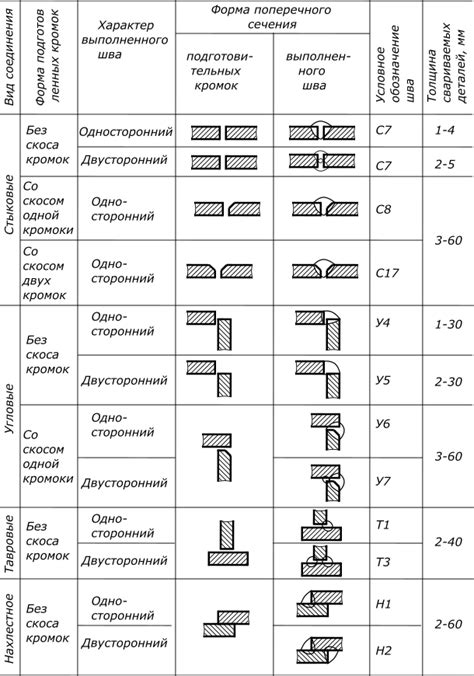
Вид определяется взаиморасположением соединяемых деталей. Согласно ГОСТ 5264-80 и ГОСТ 14771-76, различают пять видов сварных стыков:
| № п/п | Наименование | Описание | Маркировка |
| 1 | Стыковой | Соединяемые элементы помещаются в одной плоскости, свариваются по прилегающим торцам, возможна обработка кромок. Требует точной подгонки стыкуемых деталей, отличается высокой прочностью. | С |
| 2 | Нахлесточный | Параллельные плоскости деталей накладываются друг на друга. Уступают стыковым в надежности при нагрузке, не так требовательны к точности подгонки. | Н |
| 3 | Тавровый | Торец детали приваривается к поверхности другой части конструкции вертикально или под углом. Не рекомендуются при изгибающих нагрузках. | Т |
| 4 | Угловой | Поверхности соединяемых узлов наклонены по отношению друг к другу (угол соприкосновения кромок — более 300), сварку проводят по торцам изделий. | У |
| 5 | Торцевой | Соединяются торцы узлов, чьи боковые поверхности соприкасаются. Для этого на торцы наплавляется слой металла. Применяется при соединении тонких элементов, чтобы избежать прожигания. | С |
По ГОСТ сварные стыки могут иметь одностороннюю (SS) или двустороннюю обработку (BS), в зависимости от наплавления металла с одной или двух сторон. Различают также однослойную и многослойную сварку.
Выбор сварочного шва определяется конструктивными требованиями к соединению.
Типы сварных соединений
Создание сборки
Для создания сборки, необходимо выполнить 3d модели всех деталей, входящих в нее.
Желательно все документы, относящиеся к сборке сохранять в одной папке.
Для каждой детали добавляем объект спецификации: Спецификация→Добавить объект→Детали→Создать .
Создаем сборку: ориентация XYZ, первой вставляем Плиту, затем Цилиндр и Ушко . Подробнее и наложении сопряжений.
Затем создаем объекты спецификации для сборки: Спецификация→Создать объекты спецификации.
Теперь в папке с документами на сборку появился новый документ — спецификация, содержащая сведения о компонентах сборки.
Сборочный чертеж сварного соединения
Создадим ассоциативный сборочный чертеж изделия Опора.
Отключаем вид слева изделия и вставляем два вида в поле чертежа формата А4.
Как видите, виды слишком громоздки, поэтому установим для них масштаб 1:2. Выделяем их, в контекстном меню (ПКМ) выбираем команду Масштаб, выбираем 1:2.
Вид спереди должен быть заменен фронтальным разрезом, поэтому удаляем его.
Создаем разрез.
Этот разрез необходимо откорректировать, т. к. ушко не должно быть заштриховано.
Вызываем окно Дерево чертежа: Вид→Дерево чертежа . Добираемся до компонента Ушко и в Контекстном меню выбираем команду Не разрезать. Перестраиваем сборку
Также необходимо удалить буквенное обозначение разреза и следа секущей плоскости. Для этого создаем невидимые слои, на которые переносим эти обозначения.
Работа со спецификацией
Теперь расставляем позиции деталей на чертеже произвольно, мы их отредактируем позже.
Чтобы отредактировать позиции на чертеже сварного соединения нужно связать его с файлом спецификации. Открываем спецификацию, вызываем окно Управление сборкой →жмем «+» Подключить документ и добавляем ссылку на сборочный чертеж.
Контактная сварка
Для конструктивных элементов приняты следующие обозначения (рисунки 7, 8):
t – расстояние между центрами соседних точек в ряду (шаг),
c – расстояние между осями соседних рядов точек при цепном расположении,
c1 – расстояние между осями соседних рядов точек при шахматном расположении,
u – расстояние от цента точки или оси шва до края нахлестки.
Для контактной точечной сварки в обозначение шва сварного соединения попадают: диаметр литого ядра сварной точки и шаг между центрами соседних точек в ряду. Остальные параметры сварного соединения выбираются в соответствии с ГОСТ 15878-79 Контактная сварка. Соединения сварные.
На рисунке 7 схематично изображен шов контактной точечной сварки с цепным расположением точек.
Пример обозначения стандартного сварного шва: “ГОСТ 15878-79-Кт-5/20”, где диаметр сварной точки = 5, шаг = 20.
| Рисунок 7 |
На рисунке 8 схематично изображен шов контактной точечной сварки с шахматным расположением точек.
Пример обозначения нестандартного сварного шва: “5Z20”, где диаметр сварной точки = 5, шаг = 20.
| Рисунок 8 |
Для контактной шовной сварки в обозначение шва сварного соединения попадают: ширина литой зоны шва (ширина), длина литой зоны шва (длина) и шаг шва. Остальные параметры сварного соединения выбираются в соответствии с ГОСТ 15878-79 Контактная сварка. Соединения сварные.
На рисунке 9 схематично изображен шов контактной шовной сварки с шахматным расположением точек.
Пример обозначения стандартного сварного шва: “ГОСТ 15878-79-Кш-3×20/50”, где ширина шва = 3, длина шва = 20, шаг шва = 50.
| Рисунок 9 |
Электрозаклепки
Для конструктивных элементов приняты следующие обозначения (рисунки 10, 11):
t – расстояние между центрами соседних точек (шаг),
u – расстояние от цента точки или оси шва до края нахлестки.
Для электрозаклепок в обозначение шва сварного соединения попадают: диаметр литого ядра сварной точки и шаг между центрами соседних точек в ряду. Остальные параметры сварного соединения выбираются в соответствии с ГОСТ 14776-79 Дуговая сварка. Соединения сварные точечные.
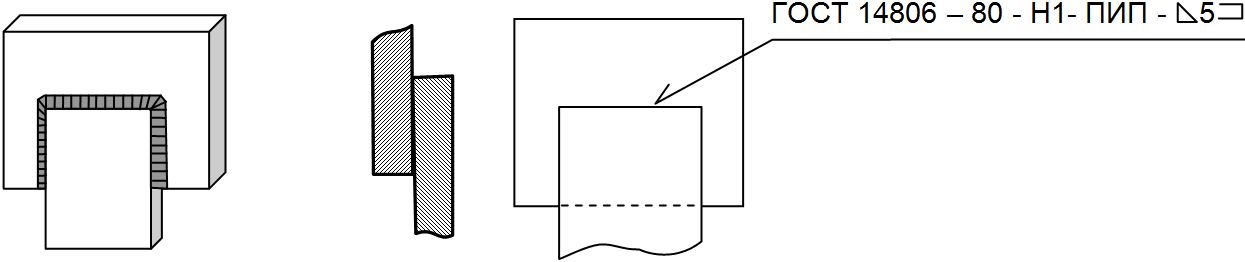
На рисунке 10 схематично изображен электрозаклепочный шов с цепным расположением заклепок.
Пример обозначения стандартного сварного шва: “ГОСТ 14776-79-Н1-5/20”, где диаметр электрозаклепки = 5, шаг = 20.
| Рисунок 10 |
На рисунке 11 схематично изображен электрозаклепочный шов с шахматным расположением заклепок.
Пример обозначения стандартного сварного шва: “ГОСТ 14776-79-Н1-5Z20”, где диаметр электрозаклепки = 5, шаг = 20.
| Рисунок 11 |
Изображение сварных швов на чертеже
Для стандартизации сварки разработана система ЕСКД – единая система конструкторской документации, в которой указаны все возможные обозначения, а также требования к оформлению нормативной документации. Данной системой предусмотрено взаимодействие всех участников технологического процесса. Номер межгосударственного стандарта, содержащего основные требования к графическим обозначениям – 2.312-72.
Согласно требованиям данного стандарта, все сварочные соединения изображают следующим образом:
- Наружный шов. Обознается сплошной линией основного типа. Обязательно наличие выносной линии со стрелкой, которая указывает на шов.
- Многопроходное соединение. В этом случае на изображении должны быть контуры зоны контакта со специальными обозначениями.
- Нестандартные швы. В документ вносят всю информацию, необходимую для качественного выполнения работ.
Выносная линия показывает не только место будущего соединения. При помощи вспомогательных знаков уточняется следующая информация:
- характер шва;
- тип обработки;
- требования к монтажу;
При этом отсутствуют требования к применяемому сварочному оборудованию – это может быть как аппарат для ручной дуговой сварки, так и автоматическая контактная линия система.
Очередность расположения информации на выноске имеет следующий вид:
- Информация по замкнутой линии.
- Номер межгосударственного стандарта.
- Порядковый номер соединения.
- Технология выполнения работ.
- Катет шва.
- Величина точечных швов.
- Дополнительные обозначения.
После второй позиции информацию разделяют с помощью дефиса.
Катет шва – количественная характеристика углового соединения. Она обозначает расстояние между поверхностями заготовок. Максимально допустимую нагрузку на узел рассчитывают с учетом данного параметра.


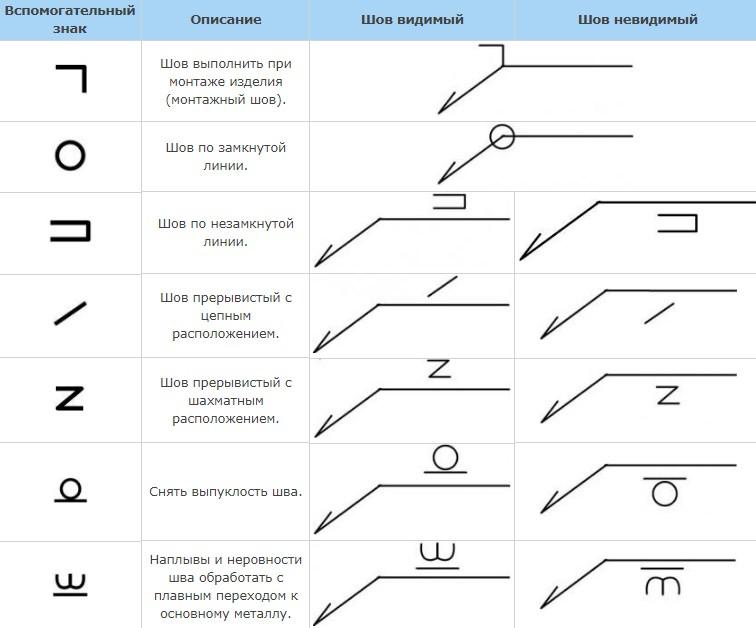
Вспомогательные знаки и примечания
Для обозначения видимых сварных швов используются сплошные тонкие линии, а для невидимых – пунктирные. В примечаниях вспомогательные символы должны иметь такую же высоту, как у цифр. Особенности монтажа сварных конструкций в технической документации часто обозначаются с помощью дополнительных знаков. Они облегчают чтение чертежа и уточняют условия обработки торцов деталей.
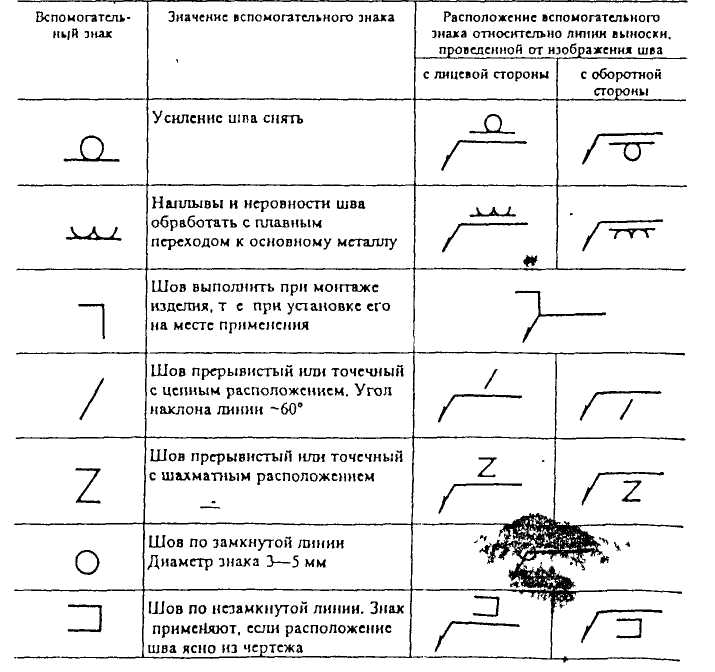
В разделе 2 ГОСТ 2.312-72 приведен перечень графических символов, означающих:
- Устранение выпуклостей до уровня основной плоскости.
- Обработку неровностей и формирование плавного перехода к поверхности соединяемых деталей.
- Создание шва по разомкнутой линии. Знак применяется когда его положение понятно из чертежа.
- Формирование точечного или прерывистого шва (цепное размещение) и с наклоном, равным 60°.
- Монтаж конструкций с шахматным размещением свариваемых участков.
- Формирование замкнутого сварного контура. На это будет указывать знак диаметром до 5 мм.
- Сварное соединение создается в ходе монтажа конструкции, т. е. в месте ее постоянной эксплуатации.
Вспомогательные знаки и значение.
Наиболее часто в примечаниях указывается сторона для формирования основного соединения:
- поверхность считается лицевой, если на ней расположен односторонний шов;
- для двустороннего соединения та поверхность считается лицевой, на которой сделан основной шов;
- для двустороннего стыка с симметричными кромками лицевой может считаться любая поверхность.
Типы сварных стыков
Вид определяется взаиморасположением соединяемых деталей. Согласно ГОСТ 5264-80 и ГОСТ 14771-76, различают пять видов сварных стыков:
| № п/п | Наименование | Описание | Маркировка |
| 1 | Стыковой | Соединяемые элементы помещаются в одной плоскости, свариваются по прилегающим торцам, возможна обработка кромок.Требует точной подгонки стыкуемых деталей, отличается высокой прочностью. | С |
| 2 | Нахлесточный | Параллельные плоскости деталей накладываются друг на друга.Уступают стыковым в надежности при нагрузке, не так требовательны к точности подгонки. | Н |
| 3 | Тавровый | Торец детали приваривается к поверхности другой части конструкции вертикально или под углом.Не рекомендуются при изгибающих нагрузках. | Т |
| 4 | Угловой | Поверхности соединяемых узлов наклонены по отношению друг к другу (угол соприкосновения кромок — более 300), сварку проводят по торцам изделий. | У |
| 5 | Торцевой | Соединяются торцы узлов, чьи боковые поверхности соприкасаются. Для этого на торцы наплавляется слой металла.Применяется при соединении тонких элементов, чтобы избежать прожигания. | С |
| 6 | Особые виды швов, не предусмотренные ГОСТ | О |
По ГОСТ сварные стыки могут иметь одностороннюю (SS) или двустороннюю обработку (BS), в зависимости от наплавления металла с одной или двух сторон. Различают также однослойную и многослойную сварку.
Выбор сварочного шва определяется конструктивными требованиями к соединению.
Виды швов по ГОСТам (квадраты 2 и 3 примера)
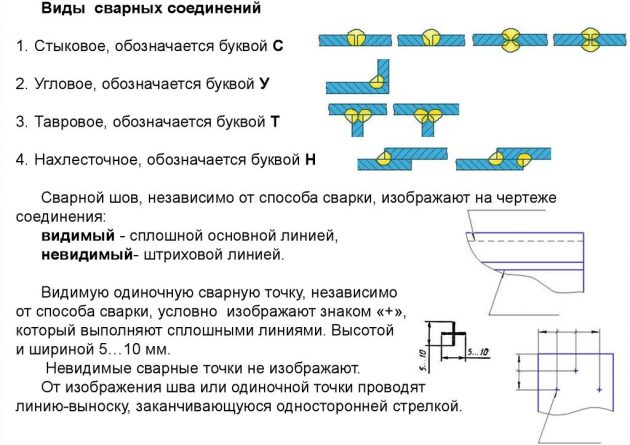
Возможные способы соединения двух элементов вплотную рассматриваются в ГОСТах 14771-76 и 5264-80. Есть такие виды сварочных соединений:
- С – стыковой шов. Два соединяемые элемента находятся в одной плоскости и на одном и том же уровне. Они состыкуются между собой смежными торцами. Это один из наиболее востребованных вариантов соединения. Его особенность заключается в том, что механические характеристики сварного шва очень высоки, а внешний вид готовой конструкции эстетичен. Наряду с положительными сторонами есть и отрицательные. Такой вид соединения остается сложным в техническом плане. Качественно он может быть исполнен только опытными специалистами.
- Т – тавровый шов. Подразумевается соединение двух элементов, расположенных один относительно другого под углом 90 градусов, а место соединения имеет Т-образную конфигурацию. Это наиболее жесткий вариант соединения из всех рассматриваемых. Поэтому его не применяют в случаях, когда для готовой конструкции важна некоторая эластичность.
- Н – нахлесточный шов. Две заготовки располагаются параллельно, но не в одной плоскости. Они соприкасаются с некоторым перекрыванием плоскости. Достаточно прочный и надежный способ соединения, но по жесткости уступает тавровому варианту.
- У – угловой шов. Две заготовки торцами располагаются под углом 90 градусов. Плавятся торцы, в результате чего образуется достаточно прочное и жесткое соединение.
- О – особые типы. Так обозначаются все другие варианты сваривания заготовок, которые не описаны в стандарте.
Оба упомянутые в начале раздела ГОСТа имеют общие черты и перекликаются между собой. Для ручного дугового соединения по ГОСТу 5264-80:
- С1 – С40 стыковые;
- У1 – У10 угловые;
- Н1 – Н2 нахлесточные;
- Т1 – Т9 тавровые.
Выполнение сварочных работ в инертной среде по ГОСТу 14771-76:
- У1 – У10 угловые;
- С1 – С27 стыковые;
- Н1 – Н4 нахлесточные;
- Т1 – Т10 тавровые.
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ ШВОВ СВАРНЫХ Вспомогательные
2.1. СОЕДИНЕНИЙ знаки для обозначения сварных приведены швов в таблице.
Вспомогательный знак | Значение знака вспомогательного | Расположение вспомогательного знака относительно линии полки-выноски, проведенной от изображения шва | |
с стороны лицевой | с оборотной стороны | ||
Усиление шва Наплывы | |||
снять и неровности шва обработать с плавным основному к переходом металлу | |||
Шов выполнить при изделия монтаже, т.е. при установке его по монтажному месте на чертежу применения | |||
Шов прерывистый или цепным с точечный расположением Угол наклона линии 60° | |||
прерывистый Шов или точечный с шахматным расположением | |||
замкнутой по Шов линии. Диаметр знака — 3…5 мм | |||
Шов по линии незамкнутой. Знак применяют, если расположение ясно шва из чертежа |
Примечания:
1. За лицевую сторону шва одностороннего сварного соединения принимают сторону, с производят которой сварку.
2. За лицевую сторону двустороннего сварного шва соединения с несимметрично подготовленными кромками сторону принимают, с которой производят сварку основного лицевую.
3. За шва сторону двустороннего шва сварного симметрично с соединения подготовленными кромками может быть любая принята сторона. В условном обозначении шва знаки вспомогательные выполняют сплошными тонкими линиями. знаки Вспомогательные должны быть одинаковой высоты с входящими, цифрами в обозначение шва.
2.2. Структура условного стандартного обозначения шва или одиночной сварной приведена точки на схеме (черт.5).

Черт.5-10
Черт.5
выполняют Знак сплошными тонкими линиями. Высота должна знака быть одинаковой с высотой цифр, обозначение в входящих шва.
2.3. Структура условного обозначения шва нестандартного или одиночной сварной точки схеме на приведена (черт.6).
Черт.6
В технических требованиях или чертежа таблицы швов указывают способ которым, сварки должен быть выполнен нестандартный Условное.
2.4. шов обозначение шва наносят:
а) на полке выноски-линии, проведенной от изображения шва с лицевой черт (стороны.7а);
б) под полкой линии-выноски, изображения от проведенной шва с оборотной стороны (черт.7б).
Обозначение.7
2.5. Черт шероховатости механически обработанной поверхности наносят шва на полке или под полкой выноски-линии после условного обозначения шва (или.8), черт указывают в таблице швов, или технических в приводят требованиях чертежа, например: «Параметр поверхности шероховатости сварных швов…». Примечание. Содержание и граф размеры таблицы швов настоящим стандартом не Черт.
регламентируются.8
2.6. Если для шва сварного установлен соединения контрольный комплекс или категория шва контроля, то их обозначение допускается помещать под выноской-линией (черт.9).
Черт.9
В технических требованиях таблице или швов на чертеже приводят ссылку на нормативно соответствующий-технический документ.
2.7. Сварочные материалы чертеже на указывают в технических требованиях или таблице Допускается. швов сварочные материалы не указывать.
2.8. При чертеже на наличии одинаковых швов обозначение наносят у изображений из одного, а от изображений остальных одинаковых швов линии проводят-выноски с полками. Всем одинаковым присваивают швам один порядковый номер, который линии:
а) на наносят-выноске, имеющей полку с нанесенным шва обозначением (черт.10а);
б) на полке линии-выноски, изображения от проведенной шва, не имеющего обозначения, с лицевой черт (стороны.10б);
в) под полкой линии-выноски, изображения от проведенной шва, не имеющего обозначения, с оборотной черт (стороны.10в).
Черт.10
Количество одинаковых швов указывать допускается на линии-выноске, имеющей полку с обозначением нанесенным (см. черт.10а).
Примечание. Швы считают если, одинаковыми: одинаковы их типы и размеры конструктивных поперечном в элементов сечении; к ним предъявляют одни и те же требования технические.
2.9. Примеры условных обозначений швов соединений сварных приведены в приложениях 1 и 2.





