
Назначение и критерии выбора лазерной резки
Лазерная резка металла на заказ используется для обработки металлов. Она востребована при изготовлении деталей для различных приборов, электротехнических устройств, сельскохозяйственных машин, судов и автомобилей. Такой способ раскроя материала используют для получения жетонов, трафаретов, указателей, табличек, декоративных элементов интерьера и многого другого.
Основной критерий выбора вида лазерной резки – тип обрабатываемого материала. Так, углекислотные лазеры подходят для резки, гравировки, сварки разных материалов – металла, резины, пластика, стекла.
Твердотельные волоконные установки оптимальны при раскрое латунных, медных, серебряных или алюминиевых листов, но не подходят для неметаллов.
Преимущества и недостатки каждого вида резки металла: какой способ предпочтителен
Чтобы выбрать наиболее подходящий способ резки металла, следует опираться на следующие критерии:
- Толщина металла.
Металлы с толщиной от 0,5 до 25мм лучше раскраивать лазерной резкой, от 20 до 60мм – плазменной резкой, далее резка производится газокислородным или гидроабразивным способом в зависимости от требований к качеству реза.
- Точность раскроя и качество получаемых заготовок.
Самыми высокоточными, быстрыми и качественными считаются лазерная и гидроабразивная виды резки металла. Хотя и другие способы при сноровке позволяют получить достойный результат.
- Стоимость.
Данный пункт также важен при выборе способа резки, т.к. в некоторых сферах производства и промышленности не нужна идеальная точность, но важен экономный расход материала и небольшие затраты на покупку и обслуживание оборудования. Так, самыми экономичными видами резки металла являются абразивная и газокислородная технологии, а более дорогостоящими способами считаются лазерные и гидроабразивные методы.
Работа с тонким металлом
В настоящее время лазерная обработка металла гораздо чаще используется для работы с листовым типом металлического проката. Необработанные детали с большой толщиной практически не обрабатываются таким методом. Работа же с листовым металлом позволяет также экономить часть электроэнергии.
Стоит также выделить несколько преимуществ, которыми обладает данная операция по резке листового металла:
- обеспечение высокой точности подачи материала, а также самой работы лазера;
- на поверхности детали остается минимум загрязненного пространства после работы;
- довольно низкая вероятность того, что под воздействием лазера будет нанесен какой-либо ненужный вред заготовке;
- есть возможность создавать достаточно сложные и объемные детали с большой скоростью.

Способы повышения качества лазерной обработки
Существуют разные способы улучшения качественных показателей работы оборудования. Наиболее эффективными из них являются следующие действия.
- Использование чистой линзы или защитного стекла. При использовании волоконного лазера очистке подлежит стекло, которое защищает оптику рабочей головки.
- Настройка центровки сопла. Чтобы проверить, правильно ли отцентрована режущая головка, следует натянуть ленту и пробить ее маломощным импульсом, а затем сравнить расположение отверстия с геометрическим центром сопла. Любое отклонение снижает эффективность установки, причем падение может достигать 80 %.
- Тестирование фокуса луча. Как правило, в современном оборудовании присутствует функция автоматического тестирования фокуса. При обнаружении отклонений фокусировку корректируют. Существуют методики ручного тестирования.
Кроме того, повысить качество резки помогает настройка расхода газа, использование дополнительных средств защиты оптики и т. д. Точность работы оборудования зависит от множества индивидуальных факторов, учесть которые помогает профессионализм и многолетний опыт.
Если вам необходим лазерный раскрой металла, обратитесь в ПВЦ «Лазеры и Технологии». Предприятие более двадцати лет выполняет заказы крупных компаний, небольших мастерских и частных лиц по изготовлению различных изделий при помощи лазерного оборудования. Позвоните нам или запросите информацию, написав на наш электронный адрес. Мы с удовольствием ответим на все возникшие вопросы, а также бесплатно проконсультируем по нюансам лазерной резки любых металлов и их сплавов.
Описание станка для лазерной резки

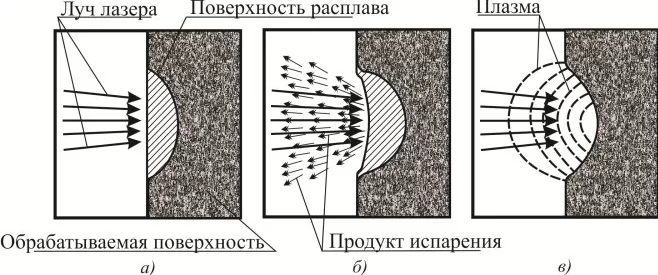
Лазерный луч оказывает следующее действие.
- Расплавление – свойственно металлическим изделиям и пластмассовым. Режим излучения – непрерывный, для улучшения качества реза применяют обдув воздухом, кислородом или нейтральным газом.
- Испарение – поверхность листа нагревается до температуры кипения, поэтому выбранный материал испаряется, а не накапливается в виде пыли или стружки. Режим – короткие импульсы, но высокой мощности.
- Разложение – при невысокой стойкости материала к термическому воздействию вещество может, не плавясь, разлагаться на газообразные продукты. Если продукты разложения относятся к вредным или опасным веществам, метод не применяется.
Для лазерной резки последний вариант – единственное ограничение по применению. Поэтому, например, ПВХ-стекло режут только механическим способом, так как при лазерной резке полимер разлагается с выделением хлора.
Возможности
Лазерный луч отличается чрезвычайно высокой концентрацией мощности по площади – до 10 000 000 Вт/кв. см, при толщине зоны воздействия в 0,1 мм. При обработке оргстекла мощности, конечно, используются меньшие и зависят от толщины листа.
Эта особенность позволяет получать детали исключительно сложной конфигурации и малых размеров.
- Резка – на сегодня эта технология не только самая эффективная, но и доступная, так как при столь сильном термическом воздействии потребляет лазерный резак намного меньше, чем плазменный. Отличительная особенность лазерной резки – острые точные края и сохранение оптических свойств материала: оргстекло остается прозрачным и цвета не меняет.
- Резка возможна сквозная и несквозная. Последний вариант часто применяется для декоративных объектов: лазером снимают верхний слой двухцветного пластика, чтобы второй слой сформировал изображение. Столь тонкая работа под силу только лазеру.
- Гравировка – заключается в последовательном нанесении тонких несквозных резов с тем, чтобы в итоге они составили линию требуемой толщины и глубины. Сложность рисунка и тонкость материала значения не имеют. При этом скорость процесса несравнима с любыми другими методами.
Технические характеристики и схема
Для гравировки и резки оргстекла используются только газовые лазеры. В общем виде он состоит из лазерной трубки с газовой средой – отсюда и название устройства, зеркал и головки излучателя. При подаче электротока иницируется лазерный луч – узконаправленное монохроматическое излучение. Оптический резонатор – зеркала, и фокусирующая линза на головке направляют луч на поверхность.
Схема конструкции лазерного станка включает в себя следующие элементы.
- Станина – неподвижная часть, на которую устанавливается все остальное оборудование.
- Координатный стол – линейные 3-координатные сервоприводы. Они обеспечивают перемещение лазерной головки. Это аналог шпинделя с фрезами на механическом станке.
- Рабочий стол с системой крепления – здесь размещается материал.
- Модуль подачи технологического газа – при работе с оргстеклом является элементом обязательным.
- Вытяжная система – удаляет продукты разложения и испарения.
- Модуль управления – аналоговое или цифровое ЧПУ.
Мощность лазерного станка колеблется в очень широких пределах. Наиболее значимым фактором для выбора является даже не производительность, а глубина прорезки. Для настольных вариантов она не превышает 12 мм. Современные промышленные станки способны резать неорганические армированные материалы толщиной в 50–60 мм.
Преимущество
- Сложность – ни механическим, ни термическим методами нельзя получить изображение или контур такой степени сложности и тонкости, как в случае применения лазера. Точность – практически абсолютная. Точность позиционирования составляет не более 0,01 мм. Ошибки исключены.
- Скорость – в среднем скорость гравировки составляет 1000 мм/сек, а максимальная скорость перемещения лазерной головки – до 25000 мм /сек. В итоге относительная дороговизна процесса – ведь здесь задействованы три системы обслуживания, многократно окупается скоростью выполнения работы.
- Минимальные потери материала – толщина резки колеблется от 0,1 до 25 мм. При раскрое оргстекла отсутствует стружка или пыль.
- Большинство станков оборудуется программным числовым управлением, что обеспечивает высочайшую точность обработки.
Резка и гравировка возможны не только на плоских поверхностях, но и на объемных предметах. Это стало возможным после появления лазерных маркеров.
Использование лазерной технологии для гравировки
Значительная доля рынка лазерной техники приходится на гравировальные системы, которые состоят:
- системы оптической, в которую входят лазер, фокусирующие линзы и зеркала;
- системы трансмиссионной, которая комплектуется электромоторами, направляющими, серводвигателями, приводами;
- системами охлаждения и контроля.
Лазерные гравировальные станки имеют мощность от 12 до 200 Вт.
Вся выпускаемая продукция разбита на 4 категории, которые можно классифицировать:
- настольные станки для производства лазерной гравировки, используются в основном для обработки мини изделий;
- станки универсальные, которые используют для гравировки и резки разнообразных материалов (оргстекла, древесины и т.д.);
- станки специализированные используются при проведении граверных работ по камню;
- станки профессиональные применяются при проведении скоростной резки и больших объемах работ.
Цена на продукцию варьирует в большом диапазоне в зависимости от страны производителя, компании, мощности и производительности. Все больший сегмент рынка лазерных станков занимает продукция из Китая.
Плазменная резка
Осуществляется плазменной дугой, с температурой до 30 000 градусов Цельсия. Сама физика данного процесса не позволяет резать металл без скоса (без конуса) даже в самых дорогостоящих источниках плазмы ( Hypertherm , Termal Dynamics и Kjellberg) с применением так называемой «узко-дуговой резки» не удастся достичь конусности менее 2-4˚. Зато станок плазменной резки с ЧПУ (в простонародье «плазмарез»
,«плазморезка» ,«резак» ,«плазма» ,«портальная плазменная резка» ) может резать недостижимые для лазера толщины металлов — до 160 мм для углеродистых («черных») сталей. Фактически плазменная установка позволяет резать любой токопроводящий металл (все виды сталей, чугун, медь, алюминий, латунь и т.д.).
Есть некоторые ограничения по резке отверстий, например, минимальный диаметр отверстия должен быть больше или равен полутора — двум толщинам метала.

То есть, если у нас стальной лист толщиной 12 мм, то минимальный диаметр отверстия (с сохранением круглой формы) будет равен 18-24 мм. Конечно здесь есть приятные исключения в виде запатентованной технологии True Hole от компании Hypertherm, позволяющей вырезать отверстия диаметром, равном толщине листа, причем отменного качества с конусностью не более 2˚. Технология применима на толщинах до 25 мм при использовании системы HyPerfomance Plasma HPRXD и XPR с автоматической системой управления газом.
 Стоит упомянуть об образовании окалины («грат»), на кромках разрезаемого металла, которая легко удаляется.
Стоит упомянуть об образовании окалины («грат»), на кромках разрезаемого металла, которая легко удаляется.

Машины термической резки , оснащенные источником плазменной резки , дешевле станков лазерной резки металла , себестоимость реза – дешевле, обслуживание дешевле (часто необходимо только электричество, сжатый воздух и «расходники»).
Из минусов хочется отметить худшее качество реза, конусность реза, более высокое потребление электроэнергии, большее потребление расходных материалов («расходки») и сложность при резке тонких металлов (менее 1 мм), вызванную более толстой дугой (ширина реза 0,8-1,5 мм). А также в несколько раз меньшую скорость реза тонких металлов, в сравнении с лазером.
| Прожиг на не качественной плазме толщина лист 0,9 мм
| Качественная плазма , лист толщиной 0,9 мм
|
| Прямолинейная резка лист толщиной 0,7 мм. Плазма. | |
| |
|



Что представляет собой станок (установка, оборудование) для лазерной резки металла?
В настоящее время видов лазерных установок, обладающих достаточными показателями мощности для работы с металлическими листами и изделиями, имеется немало. Их принято делить на три типа:
- Газовые. Могут быть с поперечной либо с продольной прокачкой смеси газов (чистых газов – гелий, азот, углекислый газ), применяемых в качестве рабочего тела. Принцип работы данных лазеров такой: газовая композиция через специальную трубку прокачивается под действием насоса, а электроразряд для ее накачки обеспечивают атомы газа, находящиеся в энергетически активном состоянии. Достаточно мощными и при этом компактными лазерами являются углекислотные щелевидные установки. Они признаются самыми простыми и эффективными в работе.
- Твердотельные. В их конструкции обязательно имеется лампа накачки, без которой на рабочее тело невозможно будет передать требуемое излучение. Рабочим телом при этом выступает стержень (в промышленном оборудовании его обычно делают из высокочистого искусственного рубина, легированного неодимом иттриевого граната или из специального неодимового стекла). Как правило, твердотельные станки функционируют в импульсном режиме, но при необходимости их можно настроить и на непрерывную работу.
- Газодинамические. Похожи на газовые установки (по сути, являются их разновидностью), но в них газ требуется нагревать до 2–3 тысяч градусов, после чего пропускать через специальное сопло на сверхзвуковой скорости, а затем охлаждать. Весь процесс из-за множества операций получается дорогостоящим и сложным, поэтому газодинамическое оборудование используется крайне редко.
В конструкции любого станка для резки лазером предусмотрено наличие:
- комплекса образования и передачи газа и излучения (в его составе – сопло, механизм подачи газа, поворотные зеркала, юстировочный лазер, система фокусировки, оптический затвор, механизм стабилизации зазора и фокальной поверхности и другие элементы);
- излучателя с зеркалами резонатора, активной средой, элементами комплекса накачки и устройством модуляции, если таковое необходимо для работы установки;
- автоматической системы управления с рядом подсистем, которые управляют и контролируют все параметры станка;
- координатного устройства, необходимого для перемещения в пространстве детали и луча лазера.
Какие лазеры используют для резки
Линейка лазерных установок достаточно велика. В основе классификации обычно лежит вид активной среды (лазеры могут быть твердотельными, газовыми, полупроводниковыми), тип подачи энергии (импульсные установки или имеющие постоянную мощность), размеры оборудования, мощность излучения, назначение и т. п.

Выбирая подходящий вид лазерной резки следует исходить из типа материала, который необходимо обработать. При помощи углекислотных лазеров можно выполнять многочисленные операции (резку, гравировку, сварку) с различными материалами (металлами, резиной, пластиком, стеклом).
При необходимости раскроя листов латуни, меди, серебра, алюминия лучшим выбором станет твердотельная волоконная установка. С ее помощью обрабатывают только металлы.
В зависимости от типа рабочей среды существует следующая классификация лазеров:
Твердотельные.
Основной элемент твердотельных лазерных установок – осветительная камера, в которой расположены источник энергии и твердое рабочее тело. В качестве источника энергии выступает мощная газоразрядная лампа-вспышка. Рабочее тело представляет собой стержень, выполненный из неодимового стекла, рубина или алюмоиттриевого граната, легированный неодимом или иттербием.
С обоих торцов стержня размещены зеркала, одно из которых является отражающим, второе – полупрозрачным. Рабочее тело создает лазерный луч, который, многократно отражаясь и при этом усиливаясь, проходит сквозь полупрозрачное зеркало.
Рекомендовано к прочтению
- Резка меди лазером: преимущества и недостатки технологии
- Виды резки металла: промышленное применение
- Металлообработка по чертежам: удобно и выгодно
Волоконные установки также входят в число твердотельных. В качестве источника энергии в таком оборудовании выступает полупроводник, а для усиления излучения используется стекловолокно.
Чтобы понять принцип лазерной резки и работы установки в целом, обратимся к оборудованию, в котором рабочая среда представлена гранатовым стержнем, в качестве легирующего материала выступает неодим. Ионы неодима играют роль активных центров. За счет поглощения излучения газоразрядной лампы они возбуждаются, то есть получают излишнюю энергию.
При возвращении ионов в первоначальное состояние происходит отдача ими фотонной энергии, т. е. электромагнитного излучения (света). За счет фотонов в обычное состояние переходят и другие возбужденные ионы. Этот процесс носит лавинообразный характер. Благодаря зеркалам лазерный луч движется в заданном направлении. Отражаясь, фотоны много раз возвращаются в рабочее тело и вызывают образование новых фотонов, усиливая тем самым излучение. Отличительными чертами луча являются его узкая направленность и значительная концентрация энергии.
Газовые.
В качестве рабочего тела таких установок выступает углекислый газ в чистом виде либо в смеси с азотом и гелием. Посредством насоса газ поступает в газоразрядную трубку. Для возбуждения используются электрические разряды. Усилению отражения также способствуют зеркала – отражающее и полупрозрачное. В соответствии с конструктивными особенностями установки могут иметь продольную и поперечную прокачку или быть щелевыми.
Газодинамические.
Газодинамические лазеры относятся к самым мощным установкам. В качестве активной среды в них выступает углекислый газ, температура которого варьируется от 1 000 до 3 000 К (+726…+2726 °С). Для возбуждения используют вспомогательный маломощный лазер. Проходя со сверхзвуковой скоростью сквозь сопло Лаваля (канал с сильным сужением посередине), газ подвергается резкому расширению и охлаждению. Атомы газа, возвращаясь в первоначальное состояние, активируют излучение.
Наше высокотехнологичное оборудование
Компания «Страж-Лазер» располагает всем комплексом современного производственного оборудования для осуществления раскроя листового металла различной толщины. Высокотехнологичные лазерные комплексы, используемые на нашем предприятии, позволяют производить качественную резку листов с минимальными отходами благодаря тонкой линии реза и технической документации, разработанной на высоком профессиональном уровне.
Получаемая в результате раскроя листа торцевая часть не требует дополнительной обработки, зачистки от окалины и заусенцев. Изготовленные детали имеют металлургически безупречную линию резка. Благодаря оперативному процессу перепрограммирования станков, высокой скорости реза возможно производство различных видов изделий в кратчайшие сроки, сохраняя при этом низкую себестоимость продукции.
Конструкторская документация, на основании которой производится раскрой металла, разрабатывается в программе AutoCad, позволяющей максимально точно очертить любые самые сложные контуры, применяемые в ходе лазерной резки, сокращая временные затраты и отходы листового проката, что в конечном итоге приводит к повышению экономической эффективности размещенного заказа.
Наше предприятие имеет значительный опыт и глубокие знания в области раскроя металла. В компании трудятся опытные конструктора, технологи, занимающиеся проектными работами, написанием программ для оборудования и оптимизацией схемы технологического процесса, применяемой при изготовлении различных металлоизделий.
Сферы использования процесса лазерной резки металла
В основном это заводское применение, в домашних условиях это нецелесообразно – не окупится стоимость оборудования и затраты на энергию. С помощью лазера создают:
- детали для машиностроения;
- полки, стеллажи, иные металлические конструкции;
- части котлов, дымоходов и других агрегатов для отопительной системы;
- элементы дверей, ограждений.
В целом этот способ используют в любых случаях, когда нужно быстро и эффективно, с минимальными затратами и высокой точностью, разделить стальной лист на две и более частей, вырезать отверстие в чугуне, нержавейке, инструментальных сплавах, алюминии.
Лазерная и плазменная резка
Одним из главных достоинств, кроме высокой производительности плазменной и лазерной резки металлов является возможность выполнения сложного фигурного реза в листовом материале.
Раскрой проката плазморезом
Плазменный раскрой металла выполняется посредством интенсивного нагревания металла вдоль реза энергией электродуги с последующим удалением расплава плазменным потоком. За счет высокой температуры режущего потока ионизированного газа (15-30 тыс. градусов Цельсия), метод обладает высокой скоростью резки. Это наиболее эффективный термический способ резки листового металла.
https://youtube.com/watch?v=mOLcpYHuffY
Перечисляя достоинства плазменного раскроя металла, кроме высокой точности реза, стоит отметить:
- Возможность раскроя заготовок сложной формы, в том числе по шаблону;
- Отсутствие термальной деформации листа;
- Высокую повторяемость для однотипных деталей, с допуском по контуру до 0,5мм;
- Экологичность и безопасность процесса;
- Возможность обработки черного и цветного проката, нержавейки с большим диапазоном толщин.
Плазменный раскрой листового металла возможен для:
- Алюминиевого проката толщиной до 120 мм;
- Меди и сплавов (бронзы) до 80 мм;
- Легированных сталей — до 50 мм.
Различия по максимально возможной толщине обработки связаны с различной теплопроводностью цветных и черных металлов. С увеличением толщины листа, экономическая целесообразность снижается в связи с большим расходом ресурсов (электротока).
К недостаткам плазменного раскроя можно отнести:
- Увеличение твердости кромок в результате термического нагрева;
- Зону побежалости, радужного изменения цвета, по краям реза.
На рынке представлено оборудование разного класса, в том числе и для ручной плазменной резки. Раскрой черного и цветного металла выполняется контактными аппаратами, электродуга возникает между электродом и обрабатываемым листом.
Устройство для плазменной резки состоит из:
- Плазмотрона, преобразовывающего энергию электродуги в тепловую энергию плазмы;
- Источника питания;
- Компрессора или газового баллона для обеспечения струи газа или воздушной смеси
Лазерный раскрой листового проката
Лазерный раскрой металла обеспечивается за счет сфокусированного излучения с концентрацией тепловой энергии в области резки. В результате — высокоточные тонкие резы, позволяющие раскроить лазером множество деталей с минимальными зазорами между разметкой. Процесс резки роботизирован. Лазер выполняет сложные перемещения согласно электронному чертежу, заложенному в программное управление без малейших отклонений по контуру.
К преимуществам лазерного раскроя можно отнести:
- Воспроизведение замкнутых криволинейных контуров любой сложности;
- Экономия материала за счет плотного расположения деталей на листе и программного раскроя с минимальной вероятностью ошибки;
- Отсутствие механического и продолжительного термического воздействия, края деталей не деформируются, отсутствуют цвета побежалости;
- Перпендикулярность кромки, низкий коэффициент шероховатости поверхности.
https://youtube.com/watch?v=H5GAk_L_sR8
Негативными параметрами являются:
- Максимально возможная толщина резки — 20мм;
- Снижение производительности при резке металла с высокими отражающими свойствами, например, полированной нержавеющей стали, уменьшающие мощность воздействия лазера.
Лазерный раскрой листовой стали широко используется при изготовлении деталей с максимальными требованиями к точности геометрической формы и повторяемости, в автомобилестроении, точном приборостроении, а также для создания эксклюзивных элементов декора, резных решеток и держателей.
Поиск записей с помощью фильтра:
Технологические особенности лазерного раскроя металла
Функциональность и быстрота работы станочного парка обеспечивается благодаря четкой работе квалифицированных технических специалистов, производящих своевременный ремонт и замену комплектующих в случае возникновения необходимости.
Современные технологические возможности раскроя листового проката при помощи лазера позволяют обеспечить:
- высокую скорость и точность обработки поверхности;
- возможность раскроя по фигурному контуру детали любой формы;
- ввиду отсутствия физического контакта, качественный раскрой любых тонких и хрупких материалов;
- идеально ровную торцевую часть детали;
- получение минимального количества отходов в ходе лазерной резки листа.
Помимо раскроя листового металла, наше производственное предприятие осуществляет гибку изделий, их дальнейшую сварку и покраску.
Все работы выполняются на высоком профессиональном уровне в сжатые сроки.
Лазерная резка тонкого железа
 Промышленным изготовителям удобнее применять листы металла для нарезки, чем необработанные части большой толщины. При этом можно экономить электроэнергию и применять методы резки листового железа с большей мощностью.
Промышленным изготовителям удобнее применять листы металла для нарезки, чем необработанные части большой толщины. При этом можно экономить электроэнергию и применять методы резки листового железа с большей мощностью.
Методы нарезки железа, лист которого подготовлен к обработке, — это кислородная нарезка (выжигание), резка группой газов (аргон, азот) и сжатым воздухом. Среди достоинств лазерной нарезки листового железа перед прочими видами обработки возможно выделить:
- Большую точность отдачи и нарезки лазерного луча.
- Возникает меньше пыли на плоскости детали.
- Маленькая вероятность нанесения повреждений листу железа.
- Понижение энергетических затрат.
- Формирование объемных простых конструкций с высокий скоростью и наименьшей площадью отделываемого материала.
Благодаря своим плюсам и применению точного передового оборудования, резка железа используется для создания:
- Частей машиностроительной техники.
- Декоративных подставок, полок, стеллажей и оснащения для торговой промышленности.
- Составляющих котлов, емкостей, дымоходов и печей.
- Звеньев дверей и ворот, кованных ограждений.
- Личного дизайна шкафов и корпусов.
- Своеобразных вывесок, букв и трафаретов.
Использование резки имеет массу преимуществ перед иными видами отделки металла. Потому все больше предприятий употребляют в своем производстве именно лазерную обработку железа.
Особенности резки металла в различных областях промышленности
Результатом процесса резки становится получение раскроенного на отдельные детали металла. С помощью резки можно сделать заготовки различного размера и формы (в т.ч. получить нестандартные детали), а также обеспечить близкий к безотходному производственный процесс.
Классификация процесса резки металла основывается на многих факторах.
Так, все виды резки металла условно делятся на две большие группы и зависят от способа воздействия на обрабатываемый материал:
- Механическая.
- Термическая.
Исходя из способа управления, процесс резки металла может быть:
- Ручным.
- Автоматизированным.
На крупных производствах чаще всего применяется бесконтактная резка металла термическим способом.
Для осуществления раскроя металла используется специализированное оборудование – станки:
- отрезные;
- фрезерные;
- лазерные станки с ЧПУ и пр.
- плазменные;
- гидроабразивные;
Совершенствование технологии резки металла позволяет использовать современные станки с высокой степенью производительности, которые в сжатые сроки помогают получить заготовки с идеальными линиями разреза и минимальными отходами.
Для резки листового материала используются специально выверенные технологии, в которых учтены толщина, вид, состав и физические свойства металла. Одна из целей резки – получить деталь нужной формы и размера с сохранением химических свойств материала.
Разновидности лазерных приборов
 Лазер состоит из элементов:
Лазер состоит из элементов:
- Особенного ключа энергии (системы накачки).
- Рабочего объекта, обладающего возможностью вынужденного излучения.
- Оптического резонатора (набор специализированных зеркал).
Принадлежность обработки к той или иной вариации определяется по методу применяемого лазера и его мощи. Сейчас имеется следующее классифицирование лазеров:
- Твердотельные (мощь не более 7 квт).
- Газовые (мощь до 22 квт).
- Газодинамические (мощь от 110 квт).
В производственных целях большей известностью пользуется обработка железа с твердотельным прибором. Светоизлучение может подаваться в импульсном или сплошном режиме. В качестве трудового тела применяется рубин, стекло с добавкой неодима или CaF2 (флюорит кальция). Главным достоинством твердотельных лазеров считается способность создания мощного импульса энергии за несколько секунд.
Газовые лазеры используются для обработки железа в технологических и научных целях. Активным катализатором выступает смесь газообразного азота, углекислого газа и гелия, элементы которых активизируются электрическим разрядом и дают лазерному лучу монохромность и направленность.
Огромной мощностью отличаются газодинамические устройства. Рабочее тело — углекислый газ. Сначала газ прогревается до самой высокой температуры, потом он пропускается через небольшой канал, где случается расширение и последующее охлаждение углекислого газа. В результате этой процедуры выделяется энергия, применяемая для лазерной обработки железа.
Газодинамические устройства можно применять для обработки железа с любой поверхностью. Благодаря небольшому расходу лучевой энергии, их можно разместить на расстояние от обрабатываемой части и при этом сберечь качество резки железа.
Влияние поляризации излучения
Наиболее высоки показатели скорости и качества резки при совпадении плоскости поляризации луча с плоскостью резки. В этом случае на передней поверхности реза наиболее высоко поглощение излучения. Ели плоскость поляризации перпендикулярна плоскости реза, то большая часть излучения поглощается боковыми поверхностями реза. Скорость и качество резки могут значительно различаться в зависимости от изменения направления перемещения оптического резака при вырезке фигурных деталей. Влияние эффекта поляризации ослабляется при повышении температуры металла, а также при его окислении химически активным вспомогательным газом в процессе резки. Для обеспечения наибольшей эффективности резки целесообразно плоскость поляризации луча с помощью специального устройства автоматически поворачивать при изменении направления резки, чтобы она совпадала с плоскостью резки. Хорошие результаты достигаются в результате превращения линейно поляризованного излучения в излучение с круговой поляризацией с применением фазовращающего зеркала, которое устанавливают перед входом в оптический резак. Этот способ применяется ведущими фирмами в современных машинах лазерной резки.
Общие принципы работы лазерного станка
Основной инструмент в лазерном станке — луч лазера. Именно он разрушает металлические поверхности при помощи высоких показателей плотности энергии. Лазерный луч в инструменте имеет свои нюансы, за счет которых достигается результат по резке металлических конструкций:
- Луч лазера монохроматичен — равные параметры длины и частоты волны.
- Лазерный луч легко сконцентрировать даже на небольшой точке обрабатываемой поверхности.
- Рассматриваемый луч способен увеличивать мощность за счет различных видов колебаний.
По сути, луч концентрируется на рабочей поверхности и нагревает место разреза до температуры плавления металла.
Важно. Резка металлических конструкций может происходить по двум разным схемам: при помощи плавления и при помощи испарения. При помощи процесса испарения осуществляется разрезание тонкой стали
Для толстых листов крепкого металла такая процедура не целесообразно, за счет высокого уровня энергозатрат
При помощи процесса испарения осуществляется разрезание тонкой стали. Для толстых листов крепкого металла такая процедура не целесообразно, за счет высокого уровня энергозатрат.
Использование метода плавления более распространенный метод, при котором используется особая технология.
Лазерный луч всегда идеально направлен, а потому работает с минимальными потерями. Результат всегда мощнее, чем от любого даже слишком сильного светового прожектора.





