
4 Стойкость и выбор ленточных пил по металлу
Пилы характеризуются стойкостью к износу как зуба, так и самого полотна, которое испытывает знакопеременные циклические нагрузки, возникающие в процессе его движения в лентопротяжном механизме станка. Для изделий большинства производителей срок службы ленточного полотна составляет 140–160 часов непрерывной работы оборудования (при соблюдении всех технологических этапов процесса изготовления полотна – от его заготовки до упаковки уже готового и условий хранения).
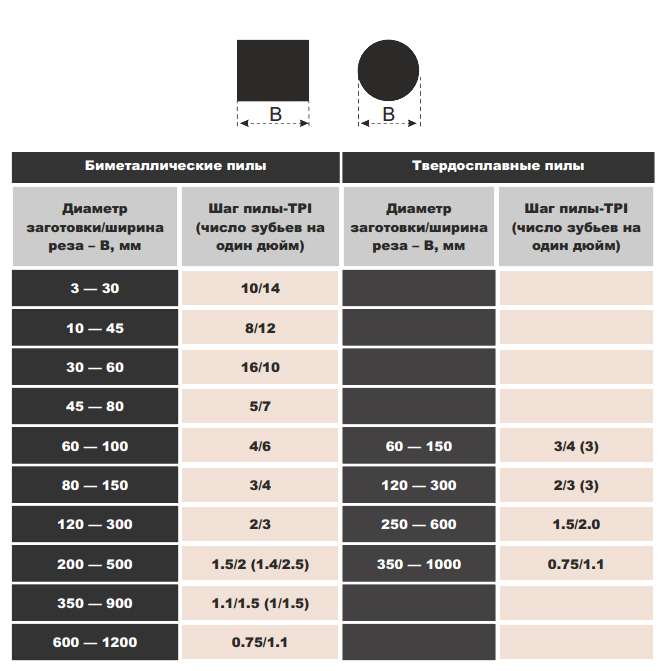
Снятие пилы во время перерывов в работе станка обеспечивает так называемую релаксацию полотна, что несколько продлевает срок его службы. На стойкость зуба существенное влияние оказывает грамотно подобранный его шаг, определяемый в зависимости от диаметра обрабатываемого материала. При разрезании пакета изделий за диаметр, толщину стенки принимают суммарную толщину всего металла, который будет распилен. При разрезании рядом лежащих труб используют удвоенное значение толщины стенки. Ниже даны таблицы для определения шага зуба пилы.

Для самостоятельного выбора типа биметаллических ленточных полотен руководствуются следующими простыми правилами:
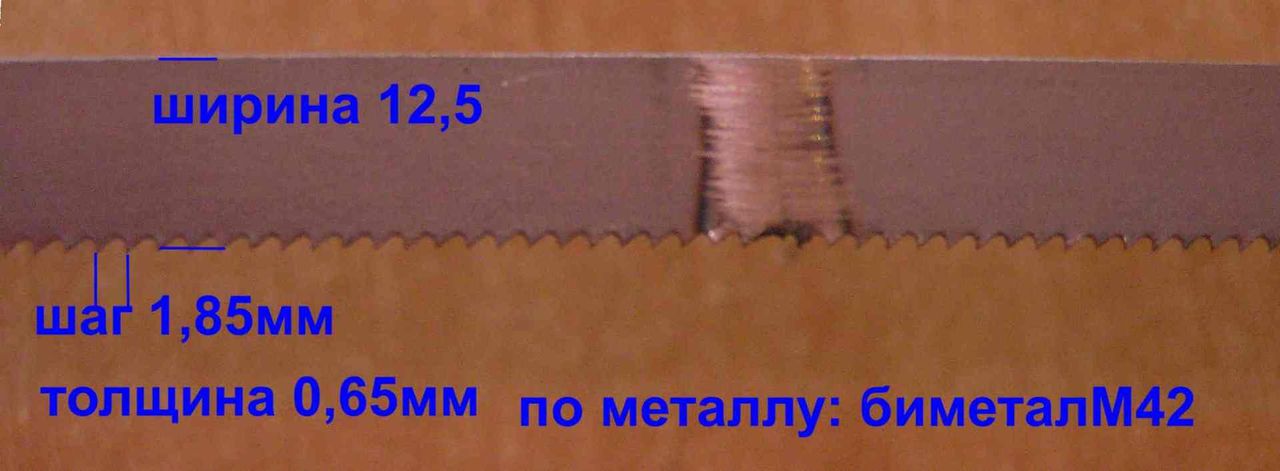
- для работ с низкоуглеродистыми и углеродистыми сталями применяют пилы PROFI M42;
- для обработки высокоуглеродистых сплавов и сталей – SUPER M51;
- для износостойких, жаростойких, жаропрочных и экзотических сплавов – типа SP.
Для резки плохо поддающихся механической обработке специальных сплавов, твердых и с неоднородной структурой материалов применяют твердосплавные пилы типа TCT.
Размер шага пилы для резки сплошного проката
Размер шага пилы для резки профиля и труб
Ленточный станок по дереву — пошаговое изготовление
Как только все инструменты и материалы будут собраны, можно переходить непосредственно к изготовлению.
Сборка каркаса
Для изготовления нужно использовать крепкие породы дерева. Часто используют доски из старой мебели. Для начала необходимо сделать чертеж ленточной пилы по дереву своими руками в соответствии с конкретными параметрами.
Монтаж штанги и опоры для шкивов
Самые простые станки можно изготовить из фанеры или брёвен. Толщина штанги должна быть 8 на 8 см. К ней нужно прикрепить несколько опор — для фиксации шкива. Желательно использовать многослойную жесткую фанеру.
Специалисты не рекомендуют использовать большой зазор — при регулярном использовании станок будет раскачиваться из-за создаваемых зазоров.
Стол
Высота основы для самоделки зависит от роста конкретного человека
Важно обращать внимание, чтобы приводной и нижний шкивы, и создаваемая в работе стружка могли свободно помещаться в созданном пространстве. Форму можно выбрать любую, но обычно используют вариант закрытой тумбы, наподобие барабана. Он станет контейнером для сбора опилок
Он станет контейнером для сбора опилок.
Столешница должна быть смонтирована на нижней опоре.

Столешница-самоделка
Создание шкивов и их монтаж
Механизм натяжения требуется сварить. Диаметр шкивов можно выбирать в произвольном порядке, но, чем он больше, тем дольше прослужит ленточная пила без замены каких-то деталей.






Выбирать полотна следует с соотношением 1 к 1000 (по отношению к диаметру шкива). Если детали будут длиной в 40 см, то диаметр должен составлять 4 мм.
При выборе параметров нужно учитывать некоторые особенности:
- Рассчитывают длину окружности шкивов: Д=3,14*R.
- Режущий диск должен вращаться со скоростью не больше 30 м/с.
- Далее высчитывают число оборотов — 0=30 м/с.
- Теперь идет вычисление для оборотов движка к вращению шкива.
- Развод зубьев можно выбрать индивидуально.
Чтобы лента размещалась в центре и не уходила в стороны, требуется сделать кромку выпуклой с углом в 5-10 градусов. На шкиве должна быть маленькая канавка, куда помещается ремень. Сверху всё это обтягивается резиной.
Подобранный диаметр должен получиться меньше шкива (примерно в 2 раза), тогда полотно не соскользнет. Верхняя часть закрепляется к подвижному блоку, и ставится в горизонтальную позицию. Таким образом, натяжения кромки будет достаточным. Для этого необходимо применять механизм натяжения: кусок древесины под блоком, к которому подсоединяется пружина. Когда мастер жмет рычаг, аппарат поднимается и пила натягивается.
На нижнем блоке необходимо закрепить несколько шкивов: 1 — ведущий, 2 — ведомый. При этом нужно убедиться, что они качественно сбалансированы. Для закрепления верхнего шкива желательно использовать самоцентрирующийся подшипник.
Направляющие полотна
Теперь направляющие зафиксировать под углом в 90 градусов. Таким образом, срез будет получаться максимально ровным и без перекосов. Самое простое решение — прикрутить к брусу несколько подшипников: для фиксации плоской стороны, остальные нужны для крепления по бокам. Направляющие необходимо выровнять по отношению к точке фиксации опоры.
Завершающая отделка
Приступать к работе можно сразу после сборки, но желательно оснастить агрегат кожухом для закрытия шкива.
Чтобы древесина прослужила как можно дольше, её нужно покрыть лаком.
Описание ГОСТ Р 53924-2010
ГОСТ Р 53924-2010 подготовлен ОАО «ВНИИИНСТРУМЕНТ», внесен Техническим комитетом по стандартизации ТК 95 «Инструмент», утвержден и введен в действие Приказом Федерального агентства по техническому регулированию и метрологии от 12 ноября 2010 г. N 399-ст. ГОСТ распространяется на бесконечные ленточные пилы для резки сортового и фасонного проката, литья, листового материала, труб и других изделий из черных и цветных металлов, также неметаллических материалов на ленточнопильных станках. ГОСТ Р 53924-2010 содержит модифицированные главные нормативные положения следующих международных стандартов: – ИСО 4875-1:2006 «Полотна ленточных пил по металлу. Словарь» (ISO 4875-1:2006 «Metal-cutting band saw blades – Part 1: Vocabulary»); – ИСО 4875-2:2006 «Полотна ленточных пил по металлу. Характеристики и размеры» (ISO 4875-2:2006 «Metal-cutting band saw blades – Part 3.2: Characteristics and dimensions»). В реальном образце использованы следующие нормативы: ГОСТ 3882-74 Сплавы твердые спеченные. Марки (ИСО 513-75 «Материалы твердые инструментальные для обработки резанием. Обозначение основных групп стружкоудаления и групп внедрения», MOD). ГОСТ 5950-2000 Прутки, полосы и мотки из инструментальной легированной стали. Общие технические условия. ГОСТ 19265-73 Прутки и полосы из быстрорежущей стали. Технические условия.
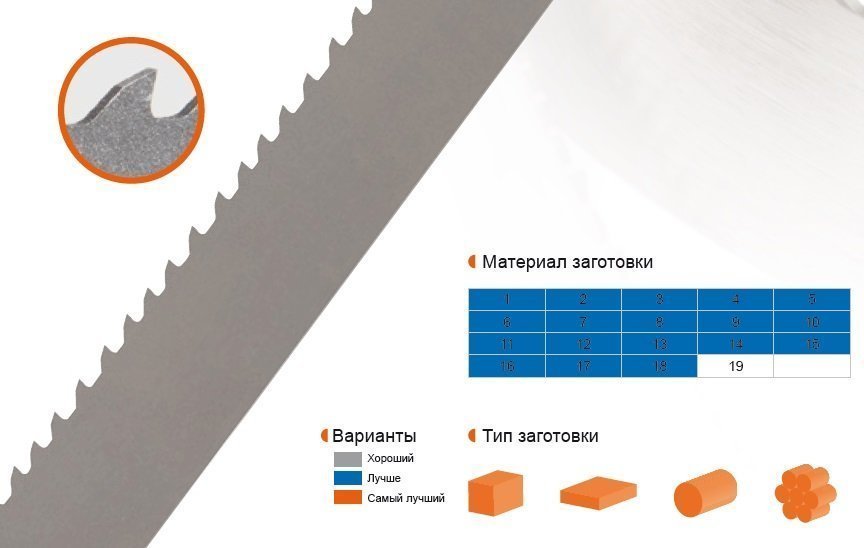
Варианты производства ленточных полотен:
1 – полотна из инструментальной легированной стали по ГОСТ 5950; 5 – полотна биметаллические (материал режущей части – быстрорежущая сталь по ГОСТ 19265); 3 – полотна из инструментальной легированной стали с зубьями, обустроенными жестким сплавом по ГОСТ 3882; 4 – полотна для фрикционной резки (под действием возникающего при трении нагрева) из стали, стойкой к усталостности.
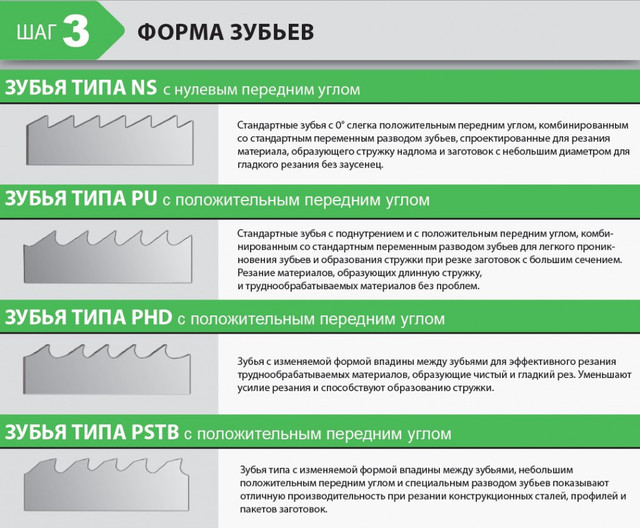
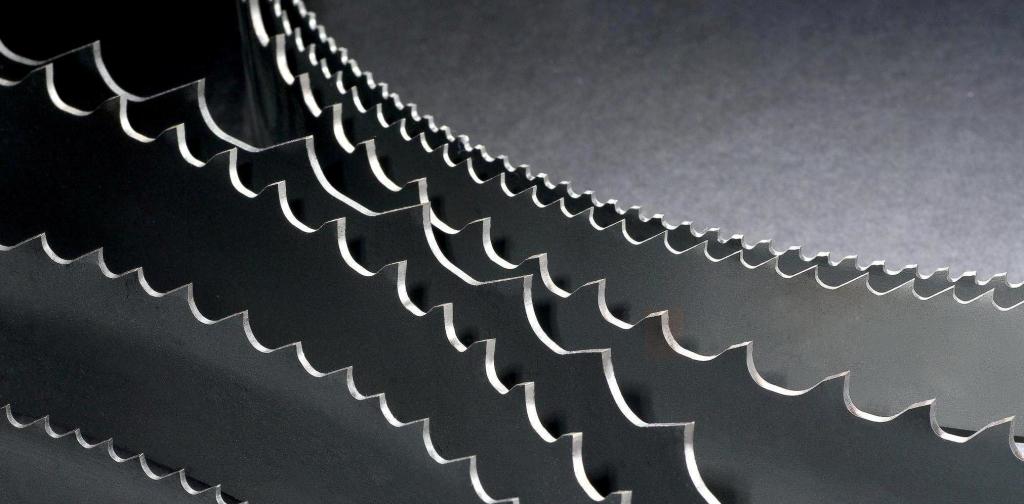
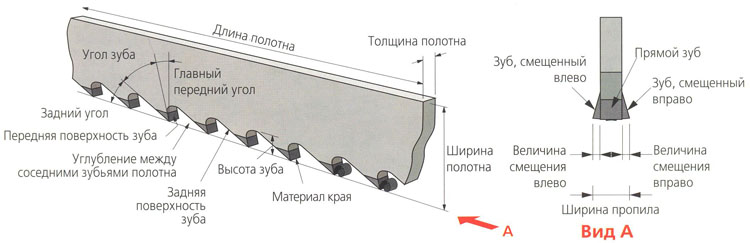
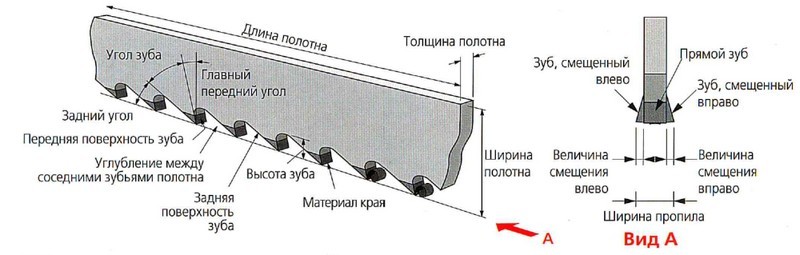
Типы разводки зубьев:
1.Стандартная разводка:Поперечная разводка каждого зуба попеременно на право и на лево. Примечание – не применяется для полотен, предназначенных для работ по черным металлам.
Рисунок – Разводка 2-ух смежных зубьев через один неразведенный.
4.5.Разводка 2-ух смежных зубьев через один неразведенный:Разводка одной книжки зуба на право, }учебника на лево, одной книжки – без разводки.
Рисунок – Разводка 2-ух смежных зубьев через один неразведенный
3.Волнообразная разводка:Поперечная разводка групп зубьев с неизменной переменой направления разводки на право и на лево.
Рисунок – Волнообразная разводка
4.Групповая разводка:Поперечная разводка нескольких зубьев попеременно на право и на лево, за ними один, по минимому, неразведенный.
Рисунок – Групповая разводка
Общая разводка зубьев ленточных пил всех выполнений – по усмотрению изготовителя. Разводка зубьев с боковых сторон полотна должна быть равной. Предельные отличия разводки – ±0,05 мм. Допуск прямолинейности боковых сторон полотна в поперечнике на всей ширине не разведенной части должен наименее 3.5 мкм/мм.









Главные размеры полотен должны} быть соответствовать обозначенным в таблице
Длина бескрайних ленточных пил определяется соответственно с типом используемого станка.
Полотно в конструкции ленточнопильного станка
Ленточное полотно – элемент станка, характеристики которого влияют на качество выполнения всех видов работ. Конструктивно полотно представляет собой цельносварную непрерывную ленту с оснащенной зубьями кромкой. В станках полотно устанавливается на два шкива, один из которых приводится в движение электродвигателем.
При выполнении работ на поверхности полотна возникает налипание опилок, смолы, частичек коры и т.д. Они оказывают негативное воздействие на качество реза и точность распила, поэтому большинство ленточнопильных станков оснащается механизмами очистки: металлическими щетками или скребками.
Разновидности
Модели вертикальных ленточных пил бывают профессиональными и бытовыми. Станки ленточного типа по металлу отличаются от аналогов по дереву использованием особых полотен. В отличие от станков по дереву, здесь отмечается меньшая скорость движения полотна. Кроме того, у данного оборудования установлен мотор с большей мощностью, способный выдерживать большие нагрузки. Профиль реза здесь может быть самым разнообразным.
Условно изделия такого типа делятся на 4 класса.
- Модификации 1 класса относят к разряду универсальных. Они дороже иных аналогов, рассчитаны на разный по плотности металл (от алюминия и меди до высоколегированной стали), характеризуются существенным весом и габаритами. По сути, это объемная техника автоматизированного типа, которая нередко оснащена подачей охлаждающей жидкости и автоматикой подачи обрабатываемой детали. Это агрегаты промышленного типа с максимальной эффективностью обработки металла.
- Аналоги второго класса несколько уступают предыдущим моделям, поскольку не могут дать идеального отрезного края. Однако и их используют в производстве, условно относя к универсальному оборудованию. Это станки, оснащенные автоматикой и полуавтоматические агрегаты, в которых заготовка подается вручную. Из двух разновидностей лучшими считают автоматические, поскольку именно у них точнее обработка края.


- Третья категория означает оборудование для пила металла с меньшей точностью реза. В линейку входят автоматические, полуавтоматические и ручные пилы. Такие станки используют преимущественно в небольших мастерских, им присуща невысокая производительность. Они не годятся для массового производства, так как имеют меньшую скорость обработки. Изделия этого класса менее долговечны и требуют бережного обращения.
- Модификации четвертого класса считаются бытовыми. Их отличают функционал и габариты. В линейке встречаются электрические отрезные пилы настольного типа. Это портативные переносные устройства или так называемые мини-пилы. Подача заготовки у них ручная, функционал минимальный, а потому и стоимость изделий заметно ниже аналогов первого класса.
Исходя из типа материала, ленточные пилы делят на 3 вида: варианты из углеродистой стали, биметаллические полотна, имеющие быстрорежущую сталь и модификации с твердосплавным зубом. Что касается лучшего варианта, то это последний тип, так как именно такие пилы справляются с особо тяжелыми металлами.


Рекомендации по использованию
Сразу после покупки работать пилой с максимальной нагрузкой нельзя. Перед тем как начать пользоваться ей в нормальном режиме, нужно настроить агрегат и провести обкатку оборудования. Перед этим выполняют регулировку рабочих элементов, проверяют режимы работы, осматривают пилу на предмет визуальных повреждений. Обкатка позволит придать форму новым зубьям, она же укрепит их.


Кроме того, данный процесс способствует продлению срока службы полотна. Выполняют ее на рекомендуемой производителем скорости движения пилы. Рез выполняют в темпе подачи заготовки (на 50% меньше чем обычно). Примерно через 20 минут можно увеличить темп реза, повышая интенсивность подачи до рекомендуемого резания. Чтобы достичь качественного реза и достаточного проникновения в твердый металл, нужно постепенно увеличивать силу подачи (ускорять темп).
Ленточная пилорама дома
Дерево является наиболее популярным в строительстве материалом, который использовали ещё наши предки. И, надо заметить, что он по-прежнему остаётся востребованным. Находится много желающих построить дома именно из дерева, а не из бетона.
Даже неспециалисту понятно, что работа по строительству подобных объектов занимает много времени и является довольно затратной. Именно для того, чтобы добиться экономии на этих операциях, и были придуманы деревообрабатывающие станки.
Хотя сегодня компании предлагают различные виды пилорам, каждая из них предназначена для решения одной задачи — обработки лесозаготовок. Но делает это каждая по-своему.
Если в вашем распоряжении будет ленточная пилорама, которую вы можете сделать своими руками, то вы можете не только заниматься обработкой древесины для личных целей, но и извлечь из этого дополнительный доход.
Вы можете договориться с заинтересованными лицами о производстве необходимого объёма продукции и легко справитесь с этой задачей. Вам по силам будет выполнить любой заказ вне зависимости, что это будет — беседка или баня. Всё, что вам для этого нужно сделать — взять заготовку и обработать её, после чего вы можете использовать её по назначению.
Что можно изготовить на ленточной пилораме
Этим вопросом задаются многие мастера, которые хорошо наслышаны о популярности ленточных пилорам. Ещё раз напомним, что сегодня подобные устройства представлены в большом количестве, но неслучайно именно ленточная пилорама пользуется наибольшей популярностью.






Объяснить сложившуюся ситуацию можно наличием у этого оборудования множества актуальных для мастеров преимуществ. Прежде всего, пилорама подобной конструкции может обрабатывать заготовки из любых пород древесины, в том числе лиственные и высокосмолистые.
Ещё одна особенность ленточной пилорамы заключается в том, что она может производить довольно широкий ассортимент изделий:
- Обрезные и не обрезные доски.
- Брусья.
- Шпон.
- Лафет и др.
При желании вы можете создавать заготовки для последующего их использования в изготовлении мебели, клеёного бруса, щитов и другой продукции. Имея в своей мастерской ленточную пилораму, вы намного упростите процесс обработки древесины.
Конструкция подобного типа многими ценится в том числе тем, что позволяет свести к минимуму потери бревна на опилки. Поэтому, если вы сможете сделать ленточную пилораму своими руками с соблюдением всех правил, то можете быть уверены, что после обработки заготовок на них не появится неприятных волн или щетины.
Ленточная пилорама своими руками: чертежи и конструкция
Не стоит торопиться и сразу же переходить к практической части изготовления ленточной пилорамы своими руками. Прежде вам необходимо изучить конструкцию и составить простенький чертёж. Это нужно сделать и в том случае, если вы хотите изготовить дисковую или шинную пилораму.
Конструктивная схема этого оборудования является достаточно понятной и простой. Поэтому вы легко сможете добавить в неё необходимые вам компоненты для выполнения дополнительных операций, которые у вас будут возникать в процессе работы.
Иными словами, у вас есть возможность изготовить самый простой вариант пилорамы, предусматривающий возможность ручной подачи заготовки. Или же вы можете остановить выбор на более сложной версии, создав по индивидуальному чертежу высокопроизводительное устройство, оснащённое автоматикой и специальными датчиками, упрощающими работу по обработке заготовок.
Основным элементом пилорамы как дисковой, так и шинной, является рама с направляющими. Для её изготовления используются сварные подошвы, в которых размещаются передвижные ролики. При любом варианте ленточной пилорамы станина всегда получается П-образной, а изготавливается она путём сварки двух швеллеров между собой.
При этом ведущий шкив приваривают на одной стороне рамы в неподвижном состоянии, а второй крепится на другом конце в подвижном положении. Установка направляющих осуществляется строго по центру и сами они являются разборными.
Об этом обязательно нужно подумать в том случае, если вы собираетесь в будущем перевозить оборудование. В общем, изготовление этой ленточной конструкции своими руками — процесс довольно длительный по времени. Однако, если вам удастся всё сделать правильно, то вы получите очень полезного помощника в свою мастерскую.
Как выбрать полотно по металлу, дереву или мясу
Перед тем как приступить к выбору ленточной пилы для станка, нужно прочитать инструкцию по эксплуатации. В ней производитель указывает параметры изделия, его максимальную и минимальную ширину. Для длины всегда задан диапазон, который нельзя менять, тогда как ширину можно регулировать.
Выбирать изделие следует в соответствии со сферой использования. Например, максимальная ширина подходит, если не предполагается, что заготовку придется распиливать по радиусу.
Подбирая параметры для пилы ленточного типа, нужно определиться со следующими критериями:
- какими будут объемы работ;
- учитывать частоту использования;
- с какими материалами придется работать;
- размеры самого полотна.
Нужно обратить внимание на зубцы. Имеет значение их форма и размер
Для каждого материала требуются разные виды ленточных пил. Инструменты марки М-51 подойдут, если нужно выполнить резку высокоуглеродистых сталей. Пила марки М-42 требуется для низкоуглеродистых сталей, биметаллического полотна. Она нужна для работы со среднеуглеродистой сталью.
Модели SP предназначены для длительной работы с жаростойкой сталью. Инструменты типа ТСТ требуются для обработки заготовок из титана, они же рассчитаны на работу с никелевыми сплавами.






Если выбор пильного полотна для ленточной пилы сделан правильно, произойдет следующее:
- линия среза будет ровной;
- будет отсутствовать вибрация при распиловке материалов;
- не появится трещин и сколов в месте среза.
Для резки камня, металла, дерева и синтетического полотна применяют разные ленточные пилы. Их стоимость зависит от назначения и вида полотна. Для обработки древесины используют полотно для ленточной пилы «Зубр 350».
Резка пластика, стекла и древесины осуществляется полотнами 1425 мм, стоит приобрести полотно по мясу 1650 мм. Для распиловки дерева можно купить лезвия 2240 мм.
Где купить ленточнопильные станки
Купить ленточнопильные станки вы можете у нас — на выгодных условиях. Мы сами производим указанное оборудование, или заказываем его у наших партнеров, что позволяет нам быть на 100% уверенным в высоком качестве моделей.
Также покупка станков непосредственно у завода-производителя или его прямого представителя позволяет вам получить агрегаты по одной из самых выгодных цен на рынке, так как в их стоимость уже не входят торговые накрутки различных посреднических организаций.
Кроме того, ассортимент ленточнопильных станков у нас представлен очень широко. В нем вы обязательно найдете модели, которые точно будут соответствовать всем заявленным вами требованиям.
Проанализируйте технические характеристики и стоимость наших станков, закажите нужные вам модели, и тогда вы на практике сможете убедиться, что наши слова с делами не расходятся.
Технические параметры.
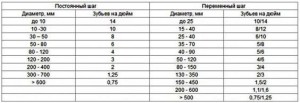
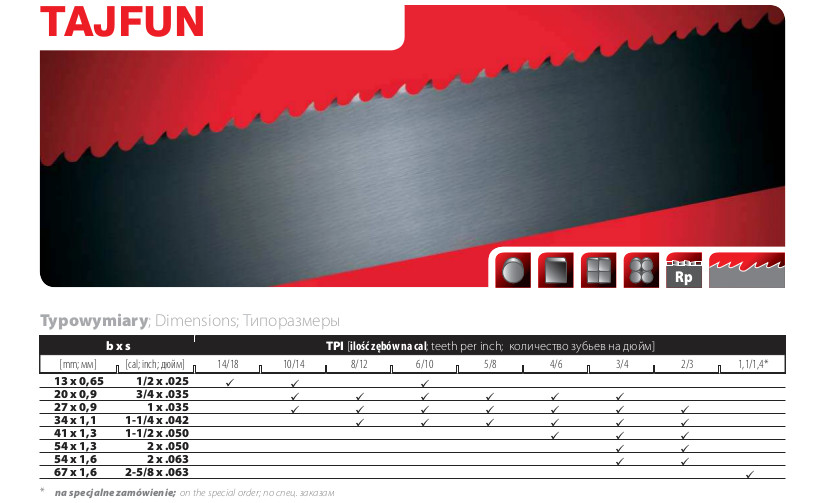
Для достижения оптимальных условий при работе с определёнными группами материалов и формой заготовок необходимо точно подбирать параметры полотна пилы: шаг, форму и разводку зуба, а также режимы работы ленточнопильного станка – скорость и подачу ленточной пилы.
Число зубьев на дюйм (TPI) Число зубьев на дюйм определяет шаг зуба полотна и может изменяться от 1 до 32 для пил с постоянным шагом и от 10/14 до 0,75/1,25 для пил с переменным шагом зуба. Фирмы – производители ленточных пил и их дистрибьюторы прилагают руководство по выбору шага зуба при распиловке цельных заготовок, труб и профилей.
Постоянный шаг (например 14) | Переменный шаг (например 8/12) |
Эксплуатация ручной ленточной пилы по металлу
После того, как инструмент изготовлен и протестирован, важно соблюдать простые правила по безопасному использованию устройства. Это гарантия долгой службы станка, высокого качества работ, безопасности пилы для вас
Советы мастера
- В процессе работы не тяните заготовку назад: это может привести к соскакиванию пилы с рельсов.
- Обрабатывая мелкие детали, используйте подающую доску: так вы обезопасите руки.
- При разрезе крупных конструкции смотрите за тем, чтобы деталь не проворачивалась.
- В процессе работы не допускайте попадания стружек и опилок в двигатель.
- Перед началом использования инструмента проверяйте возможность его быстрого отключения.
Правила безопасности
- Первые 180 часов работы ручной ленточной пилы недопустимы её предельные нагрузки: избегайте пиления слишком твердых материалов, заготовок максимальной толщины.
- Каждые 2 часа работы необходимо делать перерыв, иначе высока вероятность перегрева двигателя.
- Во время работы на ручном станке необходимо использование защитной экипировки:
- специальные очки;
- головной убор (особенно при наличии длинных волос);
- плотно прилегающая одежда;
- закрытая обувь на нескользящей подошве.
- В процессе работы не прикасайтесь к пильной ленте, не держите заготовку в руках, используйте дополнительные подставки, опоры, крепежи.
- После окончания работы очищайте станок от пыли, грязи, масла, опилок, отключайте его от сети.
Мы рассмотрели специфику использования различных модификаций инструмента, а также их различия, разобрались в технических характеристиках и принципе работы станка. Множество преимуществ ленточнопильных станков делает их незаменимыми при работе с металлом, в том числе в домашних условиях. Не обязательно идти в магазин и тратиться на дорогую профессиональную модель: для большинства работ подойдет классическая ленточная пила по металлу, сделанная своими руками. Теперь вы знаете пошаговую инструкцию изготовления станка, а также правила ее безопасного и продуктивного использования.
- Элементы теории процесса резания металлов / А.М. Розенберг, А.Н. Еремин. — Москва
- Справочник молодого фрезеровщика / В.Л. Косовский. — М.: Высшая школа
- Сварка, резка, пайка металлов. — Москва: Машиностроение, 2005.
- Статья на Википедии
Таб. 2 Заготовки профильного сечения и трубы
Выбираем максимальный размер отрезаемой детали. Затем выбираем толщину стенки. Пересечение этих двух параметров в таблице показывает рекомендуемый шаг зубьев. Для более быстрой резки можно использовать ближайший больший шаг. Более мелкий шаг использовать не рекомендуется, так как переполнение впадин между зубьями стружкой ведет к выходу из строя пилы.
| Диаметр заготовки, мм | Наружный диаметр, мм | |||||||||
| 20 | 40 | 60 | 80 | 100 | 120 | 150 | 200 | 300 | 500 | |
| 2 | 14 | 14 | 14 | 14 | 14 | 14 | 10/14 | 10/14 | 8/12 | 8/10 |
| 3 | 14 | 14 | 14 | 10/14 | 10/14 | 10/14 | 8/12 | 8/12 | 6/10 | 5/8 |
| 4 | 10/14 | 10/14 | 10/14 | 8/12 | 8/12 | 8/12 | 6/10 | 6/10 | 5/8 | 4/6 |
| 5 | 10/14 | 8/12 | 8/12 | 8/12 | 6/10 | 6/10 | 5/8 | 5/8 | 4/6 | 4/6 |
| 6 | 8/12 | 8/12 | 6/10 | 6/10 | 5/8 | 5/8 | 5/8 | 5/8 | 4/6 | 3/4 |
| 8 | 8/12 | 6/10 | 6/10 | 6/10 | 5/8 | 5/8 | 5/8 | 5/8 | 4/6 | 3/4 |
| 10 | 6/10 | 5/8 | 5/8 | 5/8 | 5/8 | 4/6 | 4/6 | 3/4 | 3/4 | |
| 12 | 5/8 | 5/8 | 5/8 | 4/6 | 4/6 | 4/6 | 3/4 | 3/4 | 3/4 | |
| 15 | 5/8 | 5/8 | 4/6 | 4/6 | 4/6 | 4/6 | 3/4 | 2/3 | 2/3 | |
| 20 | 4/6 | 4/6 | 4/6 | 3/4 | 3/4 | 2/3 | 2/3 | 2/3 | ||
| 30 | 3/4 | 3/4 | 3/4 | 3/4 | 3/4 | 2/3 | 2/3 | 2/3 | ||
| 50 | 2/3 | 2/3 | 2/3 | 2/3 |

При резке пакета труб используйте удвоенное значение толщины стенки.
Какие ленточные пилы бывают
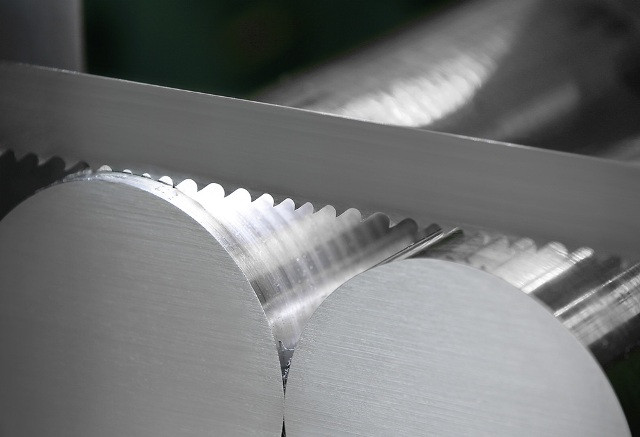
Ленточная пила представляет собой инструмент, в котором главным рабочим элементом является остро заточенная пильная лента, замкнутая кольцом. Она с высокой скоростью вращается благодаря движению специальных роликов, и за счет этого происходит распил.








Пилы принято разделять на две основные категории:
- По дереву. В таких устройствах пильная лента расположена вертикально, а заготовку нужно устанавливать на специальные упоры и передвигать по ним в направлении режущего полотна.
- По металлу. Чаще всего пильное полотно расположено горизонтально — инструмент выглядит, как стол с тисками для заготовки и подвижной рамой с заточенной лентой.
Деление на категории не строгое, некоторые ленточнопильные станки для древесины справляются с резом мягких металлов. Большинство устройств для распила стали и алюминия могут обрабатывать дерево.
Конструкция ленточной пилы
Станок с ленточной пилой
Ленточная пила относится к разряду режущих инструментов и является неотъемлемой частью специализированного оборудования по обработке древесины. Она представляет собой замкнутую ленту, на внешней кромке которой расположены зубья.
Для изготовления применяются специальные сорта стали – 9ХФ, Б2Ф или С75. В процессе производства зубья подвергаются обработке высокочастотными токами. Это увеличивает их твердость. Именно этот факт влияет на развод режущих кромок и ремонтопригодность. Нередко при изготовлении применяют несколько типов стали. Основная лента изготавливается из пружинной, а режущая часть – из стали с большим содержанием вольфрама или кобальта.
Особенности применения ленточных пил для дерева:
- требования к древесине. Чем она тверже – тем быстрее затупится лезвие;
- условия установки. Обязательно соблюдается показатель натяжения. Если он будет меньше требуемого – произойдет обвисание. При сильном натяжении увеличится вероятность поломки полотна;
- периодическая заточка. Для этого потребуется специальный станок.
Выполнение последнего пункта позволит увеличить срок службы ленточной конструкции. Однако сделать заточку самостоятельно проблематично – необходимо подобрать правильную разводку, соблюсти угол обработки лезвий.
Материал пил
Ленточные пилы изготавливают из разных материалов — в зависимости от того, для резки какого материала они предназначаются.
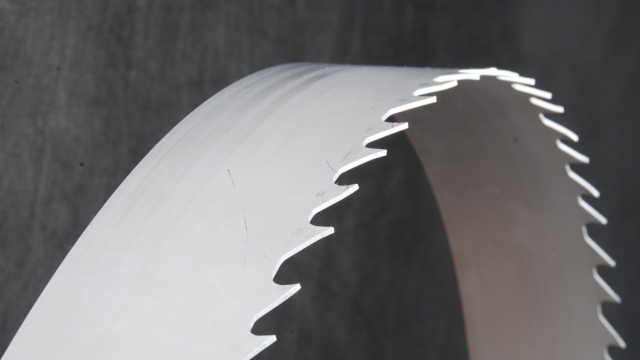
Пилы для дерева производят из инструментальной легированной стали, имеющей твердость 40-45 HRC. Отечественные производители используют стали 9ХФ, В2Ф (для ленточных пил по металлу) и др., зарубежные — свои стали (C75, Uddeholm UHB 15 и пр.). При закалке зубьев таких пил токами высокой частоты они могут приобретать твердость до 64 HRC и выше.
Закаленные зубья ленточной пилы
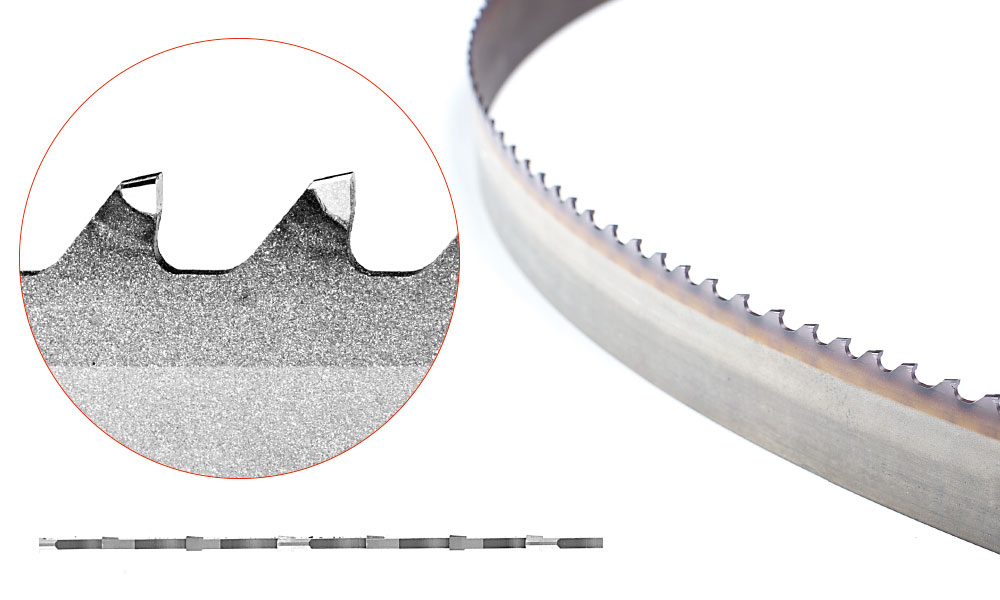
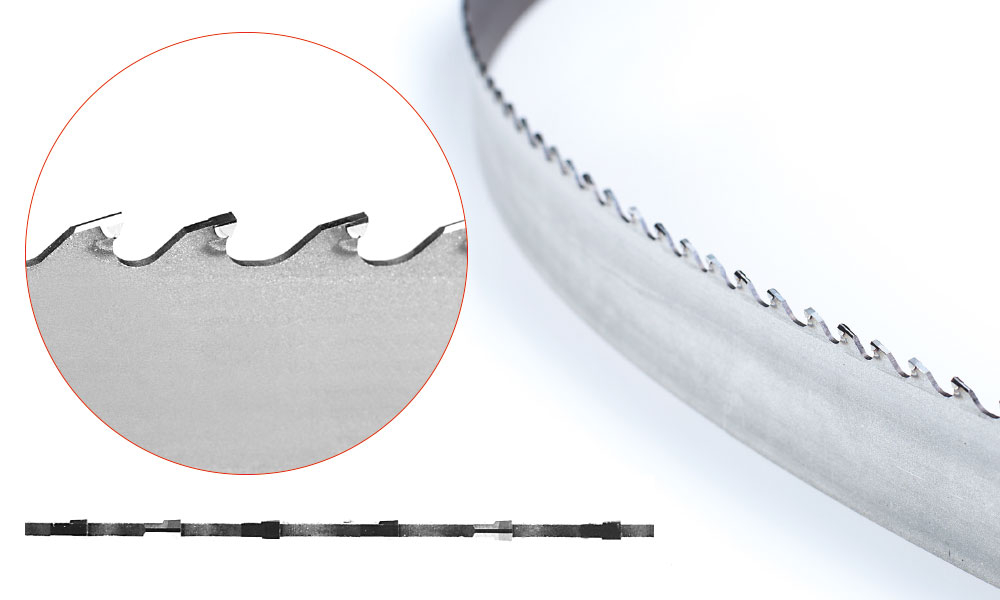
Пилы для резки углеродистых сталей и цветных металлов небольшой толщины также изготавливают из инструментальной стали с обязательной закалкой зубьев токами высокой частоты. Однако чаще для резки металла используют биметаллические пилы, у которых полотно изготовлено из пружинной стали, а полоска, на которой нарезаются зубья, из быстрорежущей стали с высоким содержанием вольфрама и кобальта. После закалки она приобретает твердость до 65-69 HRC. Быстрорежущую сталь приваривают к основанию пилы электронным лучом.
Изготовление биметаллической ленточной пилы
Биметаллические пилы способны резать толстый металл из инструментальных, нержавеющих, жаростойких и других сталей, сплавов титана и прочих металлов.
Биметаллическая ленточная пила
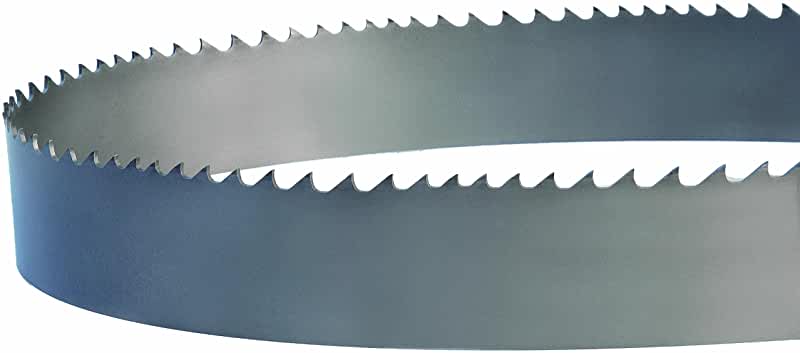
Зубья с большей износостойкостью получают наплавляя их стеллитом (сплавом на основе хрома и кобальта с добавками вольфрама и/или молибдена) или припаивая к ним пластинки из твердых сплавов. Такие пилы превосходят по своим режущим способностям биметаллические. Их используют для резки стекловолокна, автопокрышек, кабелей, армированных пластмасс, жаропрочных сплавов, графита, газобетона, кирпичей и прочих трудно поддающихся обработке резанием материалов.
Ленточная пила с твердосплавными зубьями
Это интересно: Заклепочник для резьбовых заклепок — классификация, виды, использование





