
Свойства металлических порошков
Технологическая пригодность металлических порошков, как и любых других материалов, определяется их стандартными характеристиками, среди которых:
- пикнометрическая плотность, зависящая от химической чистоты и уровня пористости порошка;
- насыпная плотность, под которой понимают массу порошка, получаемую при свободном наполнении емкости заданного объема;
- текучесть порошков, определяемая в зависимости от скорости наполнения емкости определенного объема (этот параметр имеет существенное значение, поскольку влияет на производительность последующего прессования);
- пластичность, под которой понимают свойство порошка принимать и сохранять определенную форму.
Независимо от того, каким способом получен металлический порошок, его дальнейшая обработка выполняется за счет давления и применения специальных пресс-форм.
Форма изделиям из металлических порошков придается при помощи прессования с использованием пресс-форм, прокатки и шликерной формовки.
Технология шликерной формовки аналогична формовочному литью, с ее помощью изготавливают втулки, оси, штуцеры, валики и др.
Преимущества и недостатки порошковой металлургии
Преимущества процесса порошковой металлургии, среди прочих:
- способность контролировать качество и количество материала;
- обработка использует низкую температуру поэтому энергоэффективность производства высокая;
- скорость получения продукта высокая;
- процесс экономичный, потому что никакой материал не тратится впустую во время обработки.
Недостаток порошковой металлургии, в том числе:
- стоимость изготовления и хранения порошка дорогая;
- невозможно получить критически важные допуски, так как металлический порошок не способен перетекать в литейное пространство;
- трудно получить равномерную плотность.
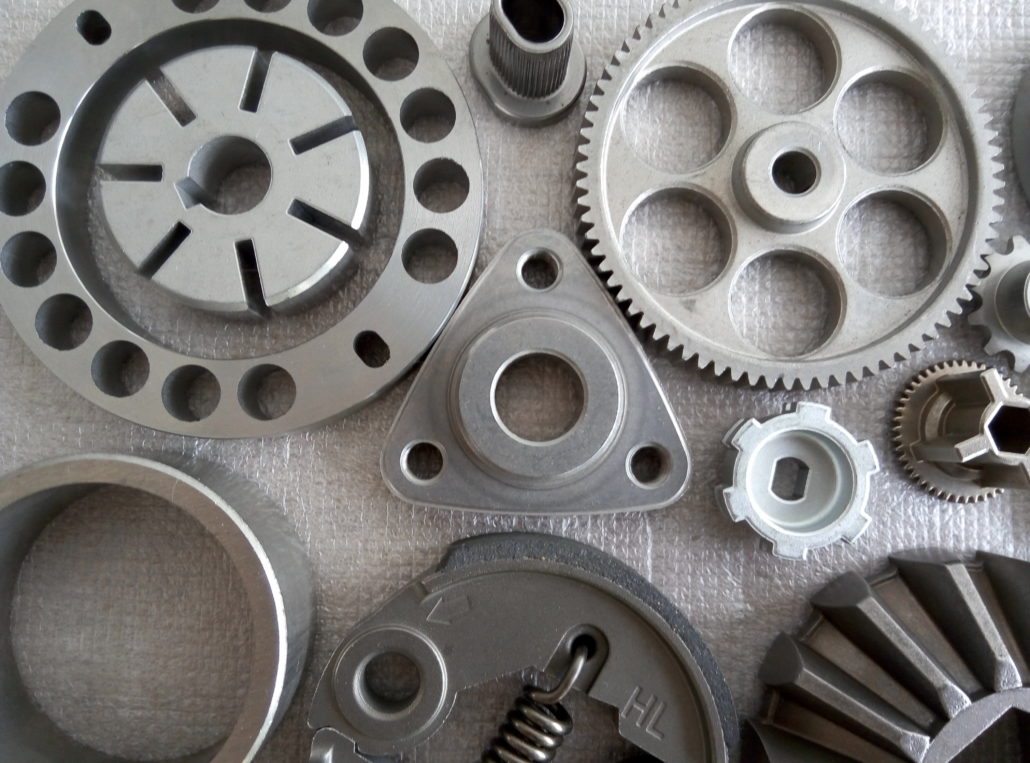
Применение продуктов порошковой металлургии
Порошковую металлургию применяют в авиации, электротехнике, радиотехнике и многих других отраслях промышленности. Это связано с тем, что применяемая технология производства позволяет получать детали сложной формы. Кроме этого, современные технологии порошковой металлургии позволяют получить детали, обладающие:
- Высокой прочностью. Плотная структура определяет повышенную прочность.
- Долговечностью. Получаемые изделия могут прослужить в тяжелых условиях эксплуатации на протяжении длительного периода.
- Износостойкостью. Если нужно получить поверхность, которая не истирается под механическим воздействием, то нужно рассмотреть технологию порошковой формовки.
- Пластичностью. Можно также получить заготовки повышенной пластичности.

Продукция порошковой металлургии
Также распространение этой технологии можно связать с низкой себестоимостью получаемых изделий.
Достоинства и недостаткиМетод получения изделий из порошков получил достаточно широкое распространение по причине большого количества достоинств:
- низкая стоимость получаемых изделий;
- возможность производства крупных деталей со сложными поверхностями;
- высокие физико-механические качества.
Металлургический порошковый метод характеризуется и несколькими недостатками:
- Получаемая структура обладает относительно невысокой прочностью.
- Структура характеризуется меньшей плотностью.
- Рассматриваемые технологии предусматривают применение специализированного оборудования.
- При нарушении технологии производства детали имеют низкое качество.
Сегодня порошковая металлургия активно применяется в самых различных отраслях промышленности. Кроме этого, ведутся разработки, которые направлены на улучшение качества получаемых изделий.
В заключение отметим, что при соединении мелких частиц различных металлов и сплавов получаются материалы с особыми эксплуатационными качествами.
Методы получения порошков
Разнообразие требований, предъявляемых к порошкам в зависимости от области их применения, а также свойства самих металлов объясняют существование большого числа различных методов производства металлических порошков. Общепринятым является условное деление этих методов на физико-химические и механические.




К физико-химическим методам относят технологические процессы производства порошков, связанные с глубокими физико-химическими превращениями исходного сырья. В результате получаемый порошок по химическому составу и структуре существенно отличается от исходного материала. Основными являются методы восстановления металлов, электролиз и термическая диссоциация карбонилов.
Механические методы обеспечивают превращение исходного материала в порошок без существенного изменения его химического состава. Чаще всего используют размол твердых материалов в мельницах различных конструкций и диспергирование расплавов.
Физико-химические способы получения порошков в целом более универсальны, чем механические. Возможность использования дешевого сырья (отходы производства в виде окалины, оксидов и т. д.) делает многие физико-химические способы экономичными. Порошки ряда тугоплавких металлов, а также порошки сплавов и соединений на их основе могут быть получены только физико-химическими способами.
Выбирая метод получения металлического порошка, учитывают, прежде всего, необходимость обеспечения требований, предъявляемых к конечной продукции из него, а также экономическую оценку соответствующих технологических процессов – себестоимость порошка, стоимость дальнейшей переработки порошка в изделия.
Механические методы получения порошков могут применяться как самостоятельные, а также входить в схему производства порошка физикохимическими методами (рис. 1).
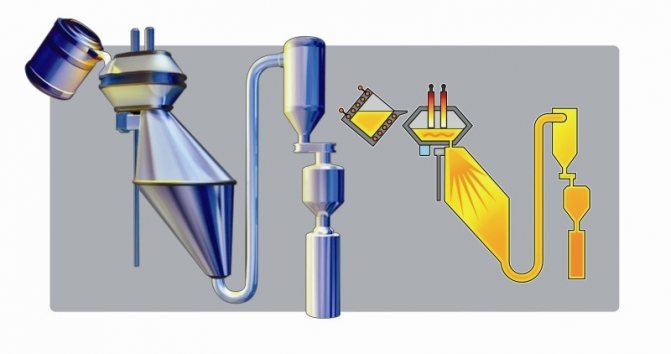
Диспергирование расплавов – это способ получения металлического порошка распылением расплавленного металла или сплава струей сжатого газа, жидкости или механическим путем.
Распылением получаются порошки железа, сталей, чистых металлов, в том числе легких и тугоплавких, а также сплавов на их основе. Распыление эффективно для получения порошков многокомпонентных сплавов и обеспечивает объемную равномерность химического состава; оптимальное строение и тонкую структуру каждой частицы. Методы диспергирования позволяют увеличить выпуск порошков с контролируемыми свойствами.
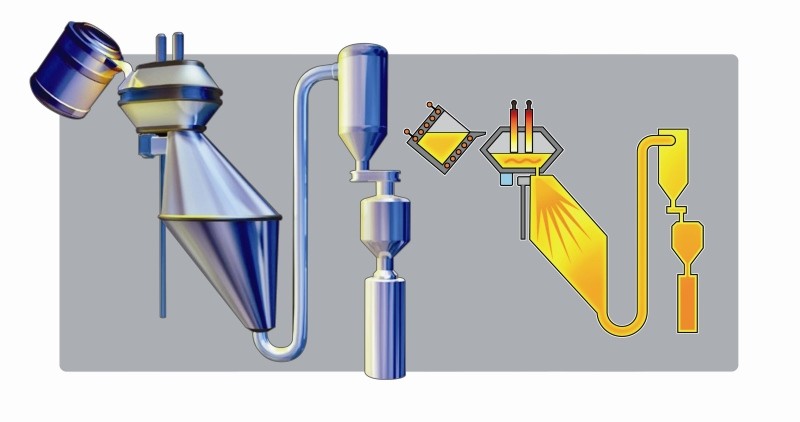
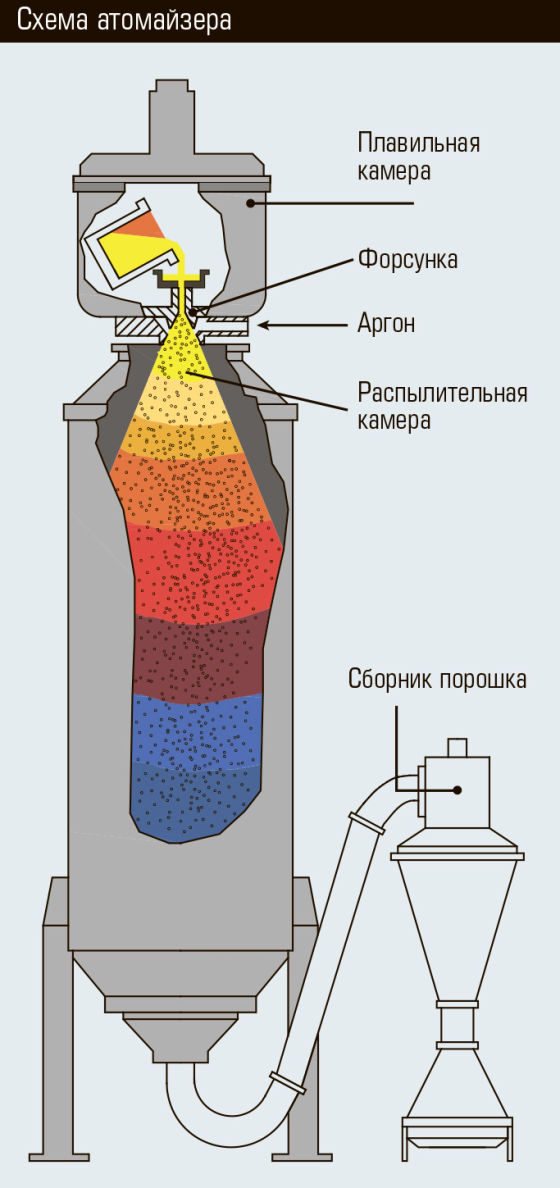
Одним из распространенных способов распыления для многотоннажного получения порошков быстрорежущих сталей является диспергирование газом (аргоном, гелием или азотом). Схема с вертикальным расположением форсунки, где на струю расплавленного металла под углами 60º направлены потоки подогретого газа с дозвуковой и сверхзвуковой скоростью, представлена на рис. 2.
Полученные порошки подвергаются восстановительному отжигу. Механические способы получения порошков, основанные на измельчении твердых тел, часто совмещают с приготовлением смесей порошков.
Из методов измельчения наибольшее распространение получили:
- обработка металлов резанием с образованием мелкой стружки или опилок;
- измельчение металлов в паровых, вихревых, центробежных, молотковых и других мельницах.
Одним из наиболее распространенных видов размольного оборудования являются барабанные мельницы.
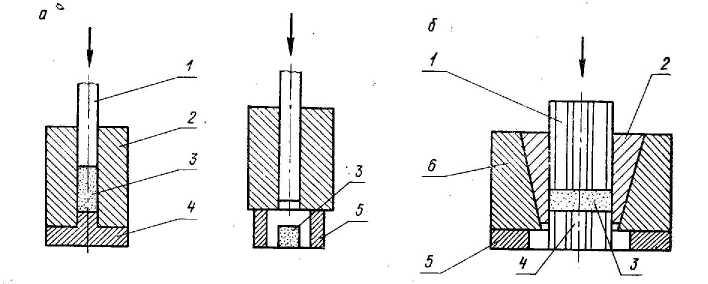
В простейшем конструктивном варианте такая мельница представляет собой вращающийся вокруг горизонтальной оси барабан 5, внутри которого находятся измельчаемый материал и мелющие тела (рис. 3, а). Мелющие тела чаще всего имеют форму шара и изготовлены из стали.
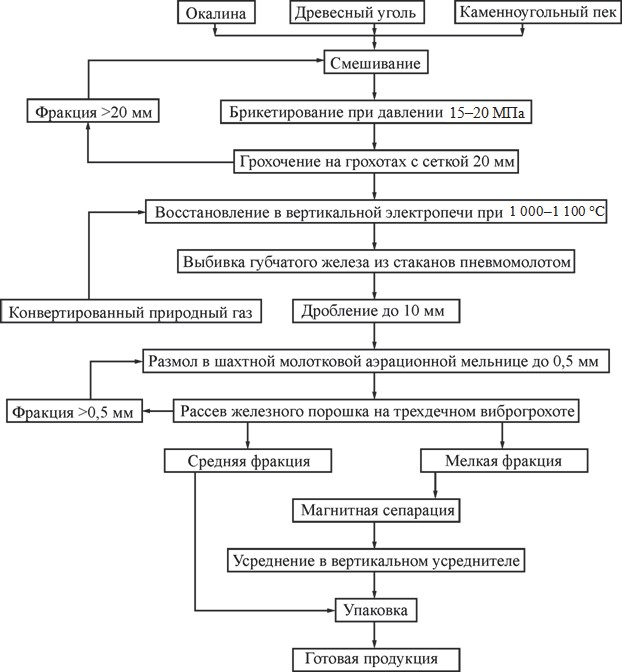
Рис. 1. Разновидность технологической схемы получения железного порошка методом восстановления окалины
Процессы, происходящие в рабочем объеме барабанных мельниц, сводятся к следующему: мелющие тела поднимаются на некоторую высоту в направлении вращения барабана до тех пор, пока угол подъема не превысит угол естественного откоса, после чего шары скатываются или падают вниз и измельчают материал, истирая и раздалбливая его.
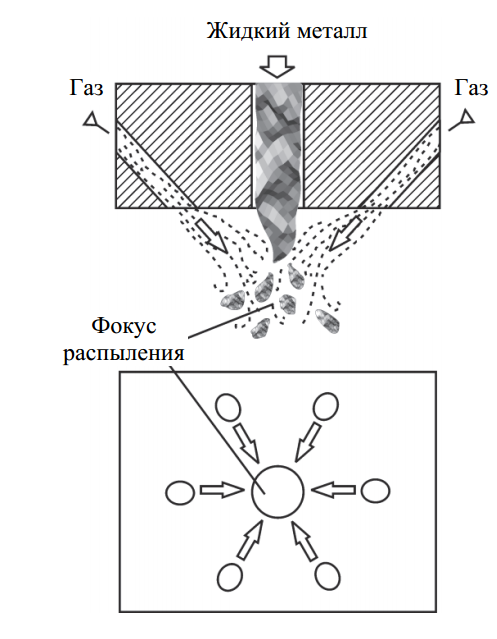
Рис. 2. Распыление жидкого сплава инертным газом

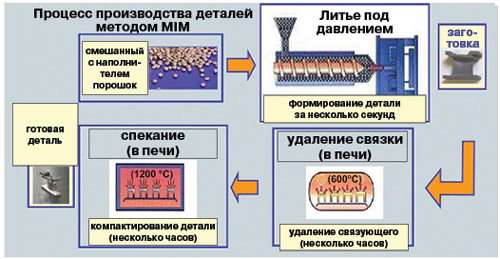

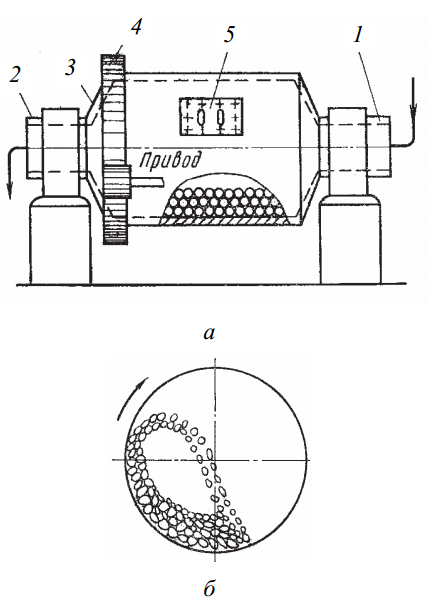
Рис. 3. Барабанная шаровая мельница: а – схема устройства: 1, 2 – подшипники; 3 – крышка; 4 – зубчатое колесо; 5 – люк; б – схема перемещения размольных тел и измельчаемого материала
Измельчение может быть мокрым и сухим. Считается, что мокрое измельчение более эффективно и улучшает экологические характеристики оборудования.
Формовка
Формование порошков – подготовительная операция, предваряющая процесс прессования. Включает в себя термообработку, подготовку смеси и дозировку. Повысить свойства пластичности порошков помогает термический отжиг.
Термообработка проходит в среде защитных газов при температуре от 40 до 60 процентов от температуры плавления металла. Для получения однородности состава порошков, они подвергаются обязательно операции сепарирования: просеивания металлических частиц через специальные сита. Только после того, как порошок просеян, следует переходить к приготовлению смеси порошков нужного состава.
Свойства металлических порошков
Порошки, как и любой другой материал, имеет ряд стандартных свойств, которые влияют на его технологическую пригодность. Специалисты к ним относят следующие свойства:
- плотность порошков, именуемая пикнометрической, определяется химической чистотой порошка и степенью его пористости;
- насыпной плотностью порошков называется его масса, полученная при свободном наполнении емкости определенного объема;
- текучестью порошков считается быстрота наполнения емкости определенного объема. Это очень важный технологический параметр, потому как от него зависит производительность последующего прессования;
- пластичность – свойство порошков принимать заданную форму и сохранять ее после прекращения нагрузки.
Формовка
Формование порошков – подготовительная операция, предваряющая процесс прессования. Включает в себя термообработку, подготовку смеси и дозировку. Повысить свойства пластичности порошков помогает термический отжиг.
Термообработка проходит в среде защитных газов при температуре от 40 до 60 процентов от температуры плавления металла. Для получения однородности состава порошков, они подвергаются обязательно операции сепарирования: просеивания металлических частиц через специальные сита. Только после того, как порошок просеян, следует переходить к приготовлению смеси порошков нужного состава.
Области применения продукции из порошкового алюминия
Большинство порошковых алюминиевых сплавов могут подразделяться на три основных области применения изделий и деталей:
- пониженная плотность;
- высокая прочность;
- высокая температура эксплуатации.
Снижение плотности достигается путем добавления лития. Известно, что некоторые промышленные алюминиево-литиевые сплавы (например, 2090 и 8090) производят классическим методом с выплавкой слитков. Однако методами порошковой металлургии достигают:
- сверхпереохлаждения за предел равновесной растворимости лития в алюминии
- повышения прочности путем дисперсного упрочнения очень мелкими частицами вторичной фазы.
Эти порошковые алюминиево-литиевые сплавы во многом способны заменить классические сплавы 2024 и 7075.
Высокопрочные сплавы производят:
методом сверхбыстрого затвердевания сплавов серии 7ххх с дополнительным легированием переходными элементами, таким как кобальт, цирконий или никель
механического легирования карбидами алюминия или оксидами алюминия чистого алюминия или сплавов алюминий-магний.
Эти сплавы предназначают для замены сплава 7075-Т6.
Сплавы для работы при повышенных температурах получают сверхбыстрым затвердеванием алюминиевых сплавов с добавками редкоземельных или переходных металлов путем механического легирования.
Несмотря на интересные технические возможности, фактический экономический интерес к порошковому алюминию в алюминиевой промышленности весьма незначительный. Главным барьером для широкого применения изделий из порошкового алюминия является их высокая стоимость – грубо в 1,5-2 раза больше, чем изделия из классических алюминиевых слитков. Это происходит из-за необходимости применения специального оборудования и мер безопасности при обращении с металлическими порошками.







Другим препятствием является малый размер заготовок, которые могут перерабатываться в изделия методами обработки металлов давлением, и ограниченная доступность. Определенным препятствием для применения компонентов из порошкового алюминия в критических несущих конструкциях из-за отсутствия надежных неразрушающих методов испытания для обнаружения малых пор или других дефектов. Промышленное применение изделий из порошкового алюминия в настоящее время в основном ограничивается :
- высокопрочными сплавами для деталей военных самолетов
- износостойкими сплавами для автомобильных двигателей
- сплавов с высоким модулем упругости для повышения жесткости деталей и изделий
- высокотемпературными сплавами для двигателей, а также фюзеляжей самолетов.
Химико-металлургические методы
Чаще остальных применятся метод восстановления железа. Выполняется он из рудных окислов или окалины, образующейся в процессе горячей прокатки. Во время реакции восстановления металла нужно постоянно отлеживать количество газообразных соединений в составе порошка.
Превышение предельно допустимой нормы их содержания, приведет к повышенной хрупкости порошка. А это, в свою очередь, делает невозможным операцию прессования. Если избежать этого превышения не удалось, применяют вакуумную обработку, удаляющую большое количество газов.
Способ, основанный на распылении и грануляции – самый дешевый и простой при получении порошков. Дробление происходит под воздействием струй расплава или инертного газа. Распыление осуществляется с помощью форсунок. Регулируемые параметры процесса распыления – температура и давление газового потока. Охлаждение – водяное.
Применение электролиза как метода производства порошков наиболее целесообразно для задачи получения медных порошков, которые имеют высокую степень чистоты.
Производство порошковых изделий
Металлургия порошкового алюминия
Алюминиевые сплавы, которые создаются методами порошковой металлургии, предлагают значительные преимущества по сравнению с традиционными деформируемыми и литейными сплавами, а также обеспечивают экономичное производство изделий, которые не требуют или почти не требуют дальнейшей обработки. Однако для алюминия, как весьма реактивного металла, применение методов порошковой металлургии связано с определенными трудностями и проблемами и требует намного более пристального внимания по сравнению с традиционными порошковыми материалами на основе железа, меди или никеля .
Большинство традиционных алюминиевых порошковых материалов состоят из различных порошковых ингредиентов, которые смешиваются вместе в виде предварительной смеси («premix»), как показано на рисунке 2. Для изготовления изделия из порошкового металлического материала этот «премикс» сначала спрессовывается в компактную форму, которая близка или почти близка по размерам к готовому изделию. Эта форма затем спекается при повышенной температуре, что соединить частицы порошка друг с другом и может быть подвергнута другим технологическим операциям.
Изделия из алюминиевых порошковые сплавов также могут изготавливаться из смеси порошков или предварительно легированных порошков, как показано на рисунке 2. В этом случае применяется сфокусированный лазерный луч, который локально спекает или сплавляет тонкий слой порошка в заданных местах изделия. Этот процесс повторяется многократно. Эта технология называется «аддитивной» в том смысле, что изделие изготавливается путем путем добавления слоя за слоем.
Алюминиевые сплавы, которые получают путем классической технологии разливки в слитки, обычно оптимизируют путем тщательного выбора химического состава, легирующих элементов, методов изготовления и термической и термомеханической обработок. Однако возможности традиционной технологии производства алюминиевых сплавов по повышению механических, физических и химических свойств весьма ограничены из-за ее сложности и многостадийности. Такие возможности дают технологии порошковой металлургии алюминия.
Применение порошковой металлургии для производства алюминиевых сплавов имеет следующие преимущества:
- Благодаря быстрому охлаждению могут быть получены более рафинированные и гомогенные микроструктуры алюминиевых сплавов.
- Более широкий выбор химических составов сплавов делает возможным получение заданных свойств, таких как плотность, термическое расширение и т. п.
- Технология порошковой металлургии может обеспечивать практически точные размеры готовых изделий и более высокую термическую стабильность, а также повышенное сопротивление коррозии и высокие трибологические свойства.
Композитные материалы
Большое развитие порошковая индустрия получила с развитием высокотехнологичной техники, требующей изделий из композитных материалов. Отличие композитов от сплавов состоит в возможности получать прочные соединения разнородных металлических и неметаллических компонентов.
Выплавка традиционным способом в металлургических печах не создает растворов, например, вольфрама и меди. После возникновения композитных материалов эта проблема была решена.
Достигается такой результат обыкновенным смешиванием нужных компонентов, приданием формы на прессе с последующим спеканием.
Ядерное топливо также является композитным материалом.
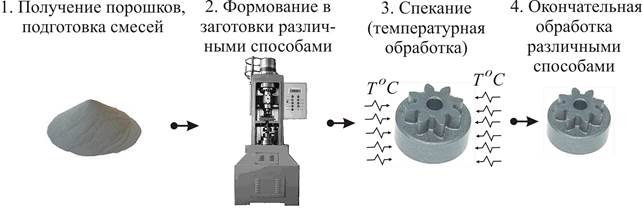
Этапы технологии порошковой металлургии
1. Получение порошков
– Механическое измельчение металлов в вихревых, вибрационных и шаровых мельницах (получение крупных (100 и более мкм) порошков неправильной формы); – распыление жидких металлов в воздух, либо в воду: его достоинства — возможность эффективной очистки расплава от многих примесей, высокая производительность; – получение порошков железа, меди, вольфрама, молибдена высокотемпературным восстановлением металла (обычно из окислов) углеродом или водородом; – электролитическое осаждение металлов; – термическая диссоциация летучих карбонилов металлов (карбонильный метод). Преимущества- получение мелкодисперсного (0-20 мкм) порошка железа правильной формы, с определёнными радиотехническими свойствами.









2. Формование порошков
Основной метод формования металлических порошков — прессование в пресс-формах из закалённой стали под давлением 200—1000 Мн/м2 на быстроходных автоматических прессах. Прессовки имеют форму, размеры и плотность, заданные с учётом изменения этих характеристик при спекании и последующих операциях. Возрастает значение таких новых методов холодного формования, как изостатическое прессование порошков под всесторонним давлением, прокатка и МIМ-технология.
3. Спекание порошков
Спекание проводят в защитной среде (водород; атмосфера, содержащая соединения углерода; вакуум; защитные засыпки) при температуре около 70—85% от абсолютной точки плавления, а для многокомпонентных сплавов — несколько выше температуры плавления наиболее легкоплавкого компонента. Защитная среда должна обеспечивать восстановление окислов, не допускать образования нежелательных загрязнений продукции, предотвращать выгорание отдельных компонентов (например, углерода в твёрдых сплавах), обеспечивать безопасность процесса спекания. Конструкция печей для спекания должна предусматривать проведение не только нагрева, но и охлаждения продукции в защитной среде. Цель спекания — получение готовых изделий с заданными плотностью, размерами и свойствами или полупродуктов с характеристиками, необходимыми для последующей обработки. Расширяется применение горячего прессования (спекания под давлением), в частности изостатического.
Композитные материалы
Большое развитие порошковая индустрия получила с развитием высокотехнологичной техники, требующей изделий из композитных материалов. Отличие композитов от сплавов состоит в возможности получать прочные соединения разнородных металлических и неметаллических компонентов.
Выплавка традиционным способом в металлургических печах не создает растворов, например, вольфрама и меди. После возникновения композитных материалов эта проблема была решена.
Достигается такой результат обыкновенным смешиванием нужных компонентов, приданием формы на прессе с последующим спеканием.
Ядерное топливо также является композитным материалом.
История и возможности
Порошковая металлургия существовала в Египте в III веке до н. э. Древние инки из драгоценных металлических порошков делали украшения и другие артефакты. Массовое производство изделий порошковой металлургии начинается с середины 19-го века. В 1826 году Пётр Григорьевич Соболевский и Василий Васильевич Любарский разработали способ аффинажа сырой платины и превращения её в ковкий металл.
Порошковая металлургия развивалась и позволила получить новые материалы — псевдосплавы из несплавляемых литьём компонентов с управляемыми характеристиками: механическими, магнитными, и др.
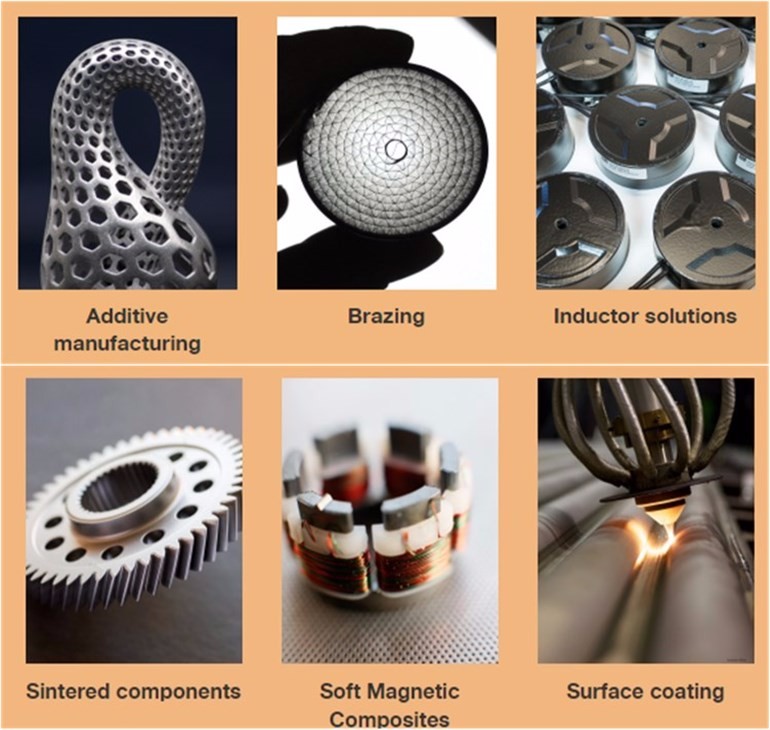
Изделия порошковой металлургии сегодня используются в широком спектре отраслей, от автомобильной и аэрокосмической промышленности до электроинструментов и бытовой техники. Технология продолжает развиваться.
Компактирование
Порошковая металлургия также предусматривает проведение процедуры, которая основана на получении полуфабрикатов в виде прутков и лент. После прессования можно получить практически готовое к применению изделие.
К особенностям процесса компактирования можно отнести нижеприведенные моменты:
- В качестве сырья при проведении рассматриваемого процесса применяется сыпучее вещество.
- После прохождения компактирования сыпучий порошок становится компактным материалом с пористой структурой. Прочность получаемого изделия приобретается в ходе проведения других процессов обработки.
Принцип порошковой металлургии
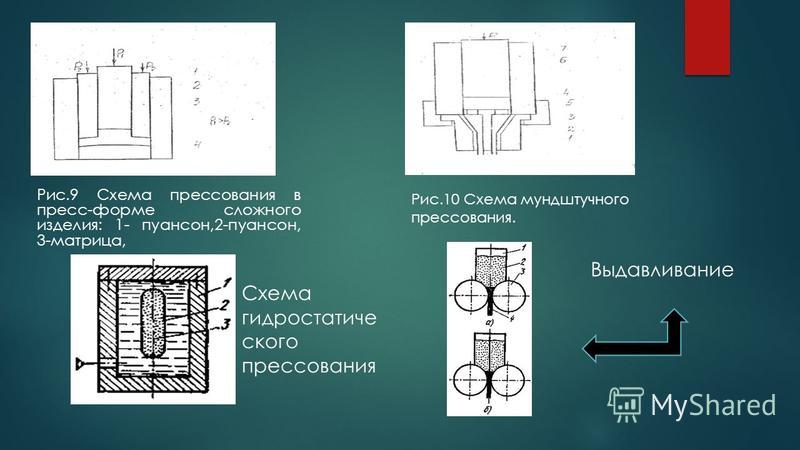
Рассматривая процесс прессования порошка, отметим применение следующих технологий:
- прокатывание;
- шликерное литье;
- изостатическое прессование за счет оказания давления газом или жидкостью;
- прессование с одной или обеих сторон при применении специальных металлических матриц;
- инжекционный метод.
Для того чтобы ускорить процесс компактирования, изделия порошок подвергается воздействию высокой температуры. В большинстве случаев расстояние между отдельными частицами уменьшается за счет воздействия высокого давления. Большой прочностью обладают порошки, изготавливаемые из мягких металлов.









Детали узлов трения
Специфика применения металлокерамических изделий обусловлена их свойством хорошо удерживать смазочные материалы. Эта их особенность определяется пористой структурой.
Это свойство способствует изготовлению из порошков деталей, испытывающих в своей работе трение: подшипники скольжения, направляющие втулки, вкладыши, щетки электродвигателей.
Пористая структура подшипников из порошков позволяет пропитывать их маслом. Впоследствии смазка попадает на трущиеся поверхности. Такие подшипники получили название самосмазывающиеся.
 Самосмазывающиеся подшипники
Самосмазывающиеся подшипники
Они имеют следующие достоинства:
- экономичность – применение таких подшипников позволяет уменьшить расход масла;
- износостойкость;
- экономия на материале. Замена дорогостоящей бронзы и баббита на железо.
Свойство пористости металлокерамических деталей специалисты могут усилить, если при изготовлении добавлять в них графит, который, как известно, обладает высокими смазывающими свойствами. Подшипники с повышенным содержанием графита не нуждаются в применении масла.





