
Стоимость ремонта
| Вид работ | Стоимость |
| Профилактика Шпинделя | 9,000 руб. |
| Устранение сбоев в работе зажимного устройства | 19,000 руб. |
| Перегорание (повреждение) обмотки статора | 30,000 руб. |
| Замена подшипников с балансировкой ротора | 50,000 руб. |
| Замена датчиков шпинделя | 10,000 руб. |
| Техническое обслуживание | 10,000 руб. |
| Нестандартные работы | 10,000 руб. |
| Капитальный ремонт | 50,000 руб. |
| Модернизация станочного оборудования | 30,000 руб. |
Основная наша специализация — ремонт станков
Если ваш станок не работает, наш специалист приедет в кратчайшие сроки и починит его. Позвоните и проконсультируйтесь по тел: 8
За счет использования современных приборов мы более точно определяем неисправности. И экономим ваши деньги на ремонте
Если с вашим станок сломался не стантартно. Мы отправим его нашим техническим специалистам и они решат любую проблему

Прочитайте полезную информацию:
Как правильно станок наладить
Но прежде, чем начать работу все станки необходимо наладить. О том, как это и происходит, и что значит, написано ниже в статье.
Далее
Капитальный ремонт станков
Не один агрегат не может работать вечно. Для восстановления работоспособности токарного оборудования, часто прибегают к капитальному ремонт. Произвести этот процесс самостоятельно онь сложно, поэтому стоит обратиться к компании, которая специализируется на ремонте данных агрегатов.
Далее
Самостоятельный ремонт вала станка и уход за ним
В современном мире использование сложного оборудования сопряжено с его износом и поломкой. В частности, валы различных станков подвергаются колоссальным нагрузкам из-за большого объема работы, а иногда и из-за условий в которых они эксплуатируются. В статье рассмотрены основные причины поломки, а так же способы профилактики и и ухода за оборудованием. Так же освещены вопросы, о починки при различных повреждениях валов станков.
Далее
Ремонт револьверного станка
При значимых поломках револьверного станка может возникнуть масса трудностей. В статье можно узнать о разновидностях такого оборудования, а также, как выполнить ремонт самостоятельно и во сколько обойдется помощь специалистов.
Далее
Точность повторного позиционирования
Точность повторного позиционирования станка с ЧПУ зависит от следующих факторов:
- механического воздействия фрезы;
- перпендикулярности установки шпинделя;
- режима резания, который установлен на станке;
- типа обрабатываемых материалов.
Превосходной точностью считается параметр, равный 0,05 мм. Станки с точностью 0,2 мм считаются всего лишь удовлетворительными.
Когда управляющий блок отдает команду для возврата рабочей головки в начальную точку координат, конечный результат всегда незначительно отличается от параметров, заданных первоначально. Различия зависят от возможных люфтов в передаче
Для производства важно понимание того, насколько стабильна возникающая при позиционировании ошибка. Чаще всего повторяемость в несколько раз превышает точность, что делает такой станок пригодным для работы

Современные станки, оснащенные модулями числового программного управления, позволяют обрабатывать детали из различных материалов с максимально возможной точностью, не снижая при этом производительность. Точность станков с ЧПУ – один из самых важных параметров, от которого напрямую зависит качество обработки любых изделий. На эту характеристику влияют самые разные факторы – от качества сборки станка до температуры, которая установлена в рабочем помещении.
- 23 ноября 2020
- 488
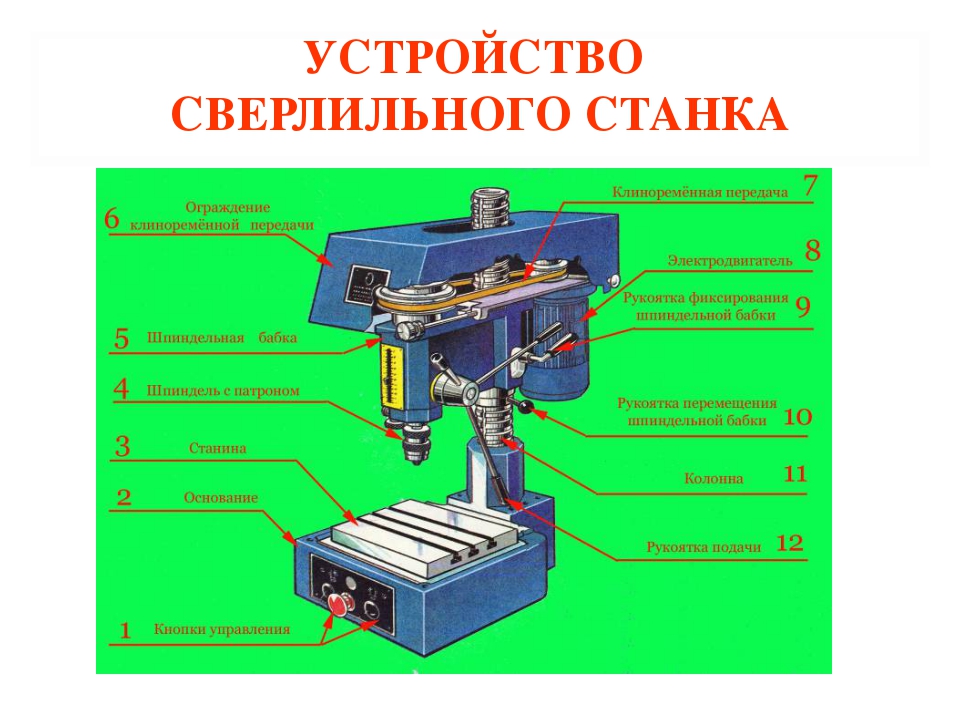
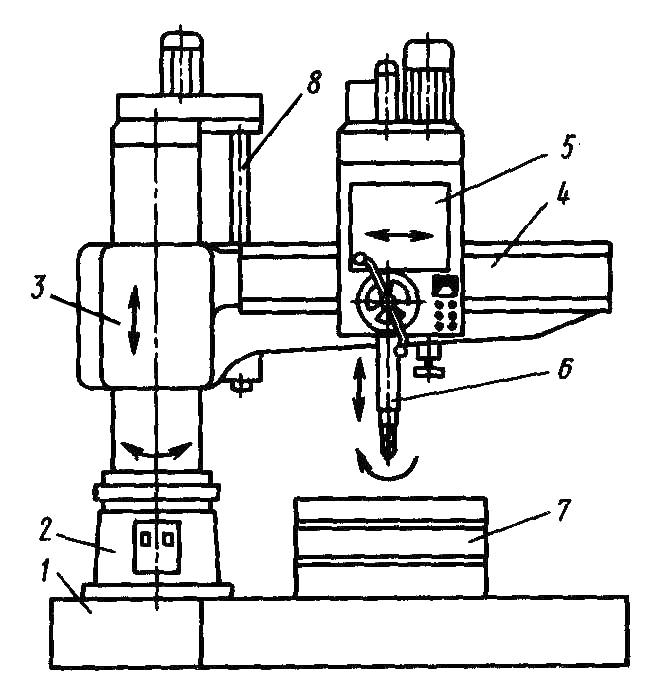
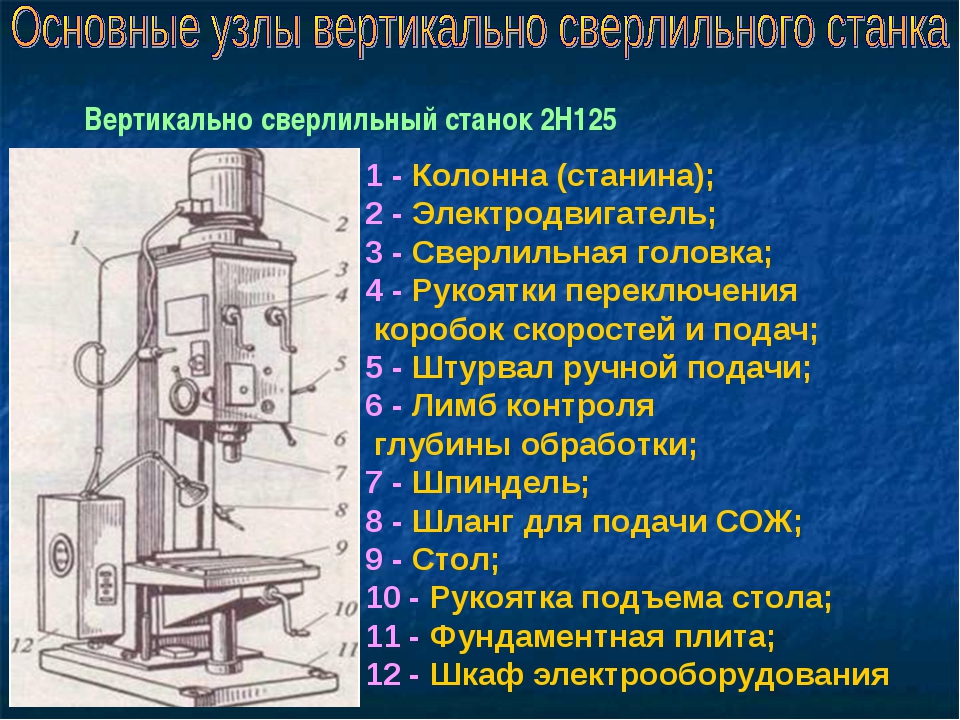
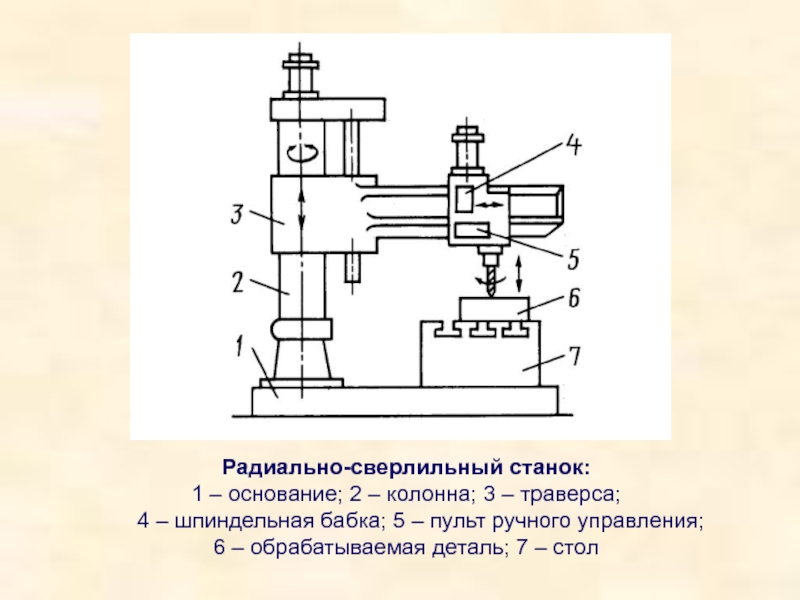
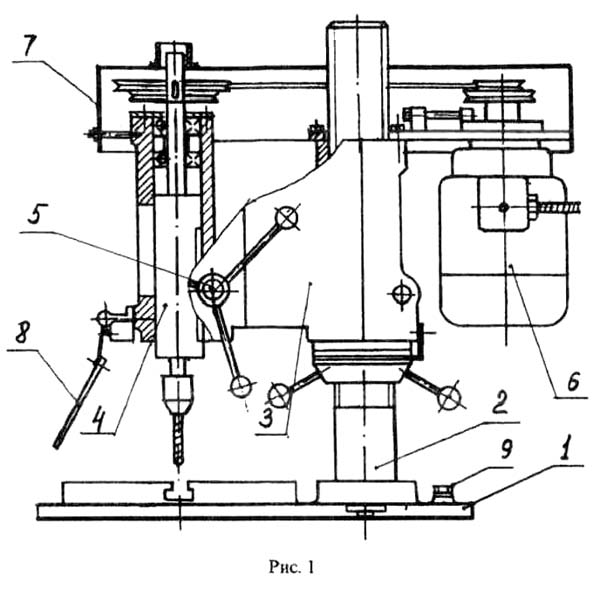
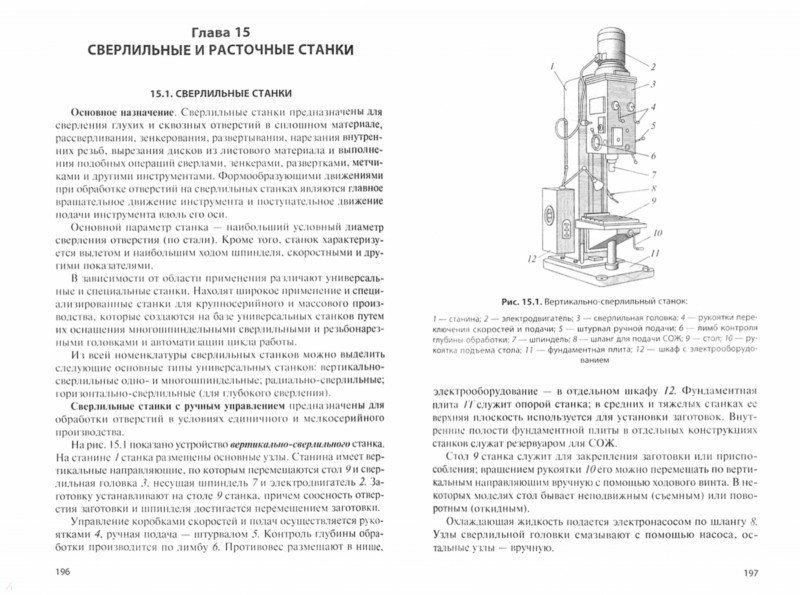
Общая компоновка и особенности настольно-сверлильного станка ВСН
Станина станка
Станина является одновременно столом станка, на котором устанавливаются и закрепляются тиски машинные для закрепления заготовок.
Колонка
Колонка – цилиндрическая стойка с внешней цилиндрической резьбой, на которой смонтирована шпиндельная бабка. Шпиндельная бабка поднимается и опускается по колонке с помощью гайки на которую опирается. После установки шпиндельной бабки на нужную высоту бабка зажимается на колонке.
Шпиндельная бабка
Основу шпиндельной бабки составляет чугунный корпус. В корпусе смонтированы:
- Шпиндельный узел
- Механизм подъема бабки
- Механизм зажима бабки
- Механизм натяжения ремня
- Местное освещение станка
Сзади к бабке прикреплен электродвигатель.
Механизм подъема бабки предназначен для перемещения бабки шпинделя по колонке.
Колонка прикреплена к плите кронштейном. В кронштейне колонка зажата двумя болтами. В случае необходимости поворота колонки вокруг своей оси, болты освобождаются, колонка совместно с бабкой поворачивается в требуемое положение, после чего болты зажимаются.
Шпиндельный узел настольно-сверлильного станка ВСН
Шпиндель
сверлильного станка – это многоступенчатый вал, изготовленный из качественной стали. Шпиндель – деталь дорогая и трудная в изготовлении
Нижний конец шпинделя – наружный конус морзе КМ2, обозначение В18 по ГОСТ 9953 (Конусы инструментальные укороченные) – конус укороченный: D = 17,780 мм, длина конуса 37,0 мм.
Верхний конец шпинделя – шлицевой вал на котором насажен приемный шкив ременного привода от которого получает вращение.
Опоры шпинделей – подшипники качения, воспринимают радиальную и осевую нагрузку от сил резания. Особо точно и надежно выполняют переднюю опору шпинделя, так как она воспринимает основную долю нагрузки и передает непосредственно на обрабатываемую деталь все погрешности своего монтажа. В качестве передней опоры шпинделей сверлильных станков часто применяют радиально-упорные шариковые подшипники, воспринимающие радиальную и осевую нагрузку, Этот подшипник имеет большую работоспособность, жесткость, высокую быстроходность.
Шпиндель смонтирован в стальной гильзе – пиноли. Пиноль перемещается вертикально на 100 мм внутри шпиндельной бабки вместе с вращающимся шпинделем.
Перемещение (подача) пиноли – ручная; осуществляется вращением штурвала на оси которого шестерня.
Привод станка ВСН
Электродвигатель, посредством подмоторной плиты, прикреплен к бабке шпинделя. На оси электродвигателя находится ступенчатый шкив, который соединяется со шкивом шпинделя клиновым ремнем.
Местное освещение станка ВСН
Станок укомплектован аппаратурой для местного освещения. В связи с тем, что настольно-сверлильный станок, модели ВСН чаще всего устанавливается на верстаках или столах, поэтому арматуру (кронштейн) и аппарат (трансформатор) местного освещения, при монтаже станка, требуется прикреплять вблизи станка, а если станок устанавливается у стены – то к последней.
ТОЧНОСТЬ ОБРАБОТКИ ОБРАЗЦОВ-ИЗДЕЛИЙ
2.1. Для проверок применяют стальные закаленные образцы-изделия, твердостью 41,5… 51,5 HRCэ формы и размеры которых даны на черт. 26, 30 и 31 и в табл. 16 и 21 и которые отвечают требованиям ГОСТ 25443-82.



2.2. Перед установкой образцов-изделий на станок проводят чистовое шлифование их базовых поверхностей, служащих для установки и крепления на станке, и предварительное шлифование поверхностей, подлежащих проверке. При этом шероховатость базовых поверхностей должна быть не грубее Ra
1,25 по ГОСТ 2789-73, а поверхностей, подлежащих последующей чистовой обработке и проверке, должна быть не грубееRa 2,5 по ГОСТ 2789-73.
2.3. Подлежащие проверке поверхности образцов-изделий обрабатывают на чистовых режимах. После чистового шлифования допускаемые отклонения проверяемых поверхностей не должны превышать значений, указанных в пп. 2.6 — 2.8 и 2.10 — 2.13.
2.4. Форма и размеры образца-изделия для всех станков для проверок 2.5 — 2.8 и 2.13 должны соответствовать черт. 26 и табл. 16.
Черт. 26
Таблица 16
мм
| Наибольшая длина обрабатываемой поверхности | Размены образца-изделия (предельные отклонения ± 5) | ||
| l | b | h | |
| До 160 | 65 | 30 | 40 |
| Св. 160 до 250 | 100 | 50 | 65 |
| » 250 » 400 | 160 | 50 | 65 |
| » 400 » 630 | 250 | 50 | 65 |
2.5. Плоскостность обработанной поверхности Б
(черт. 26 и 27).
Черт. 27
Таблица 17
| Наибольшая длина обрабатываемой поверхности, мм | Допуск, мкм, для станков класса точности | ||
| П | В | А | |
| До 160 | 6 | 4 | 2,5 |
| Св. 160 до 250 | 8 | 5 | — |
| » 250 » 400 | 10 | 6 | — |
| » 400 » 630 | 12 | 8 | — |
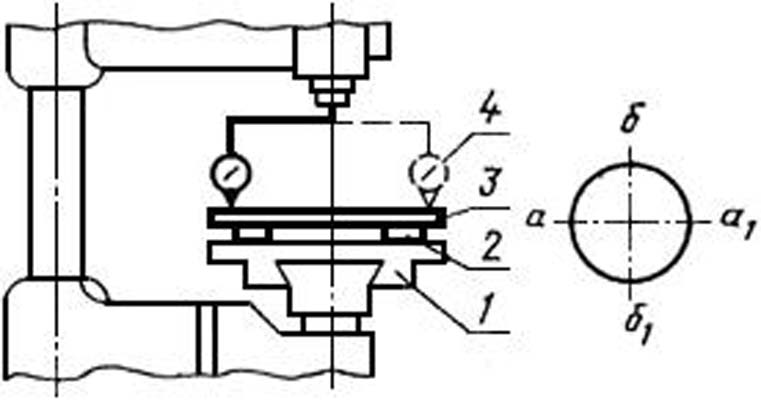
Проверку проводят при помощи приспособления, состоящего из поверочной плиты 3
и измерительного прибора2. Образец-изделие1 кладут проверяемой поверхностью на плиту3 и перемещают по ней возвратно-поступательными движениями. Отклонение равно наибольшей алгебраической разности показаний измерительного прибора.
2.6. Постоянство линейных размеров в сечениях, параллельных основанию Г
образца-изделия (черт. 26). Таблица 18
| Наибольшая длина обрабатываемой поверхности, мм | Допуск, мкм, для станков класса точности | ||
| П | В | А | |
| До 160 | 10 | 6 | 4 |
| Св. 160 до 250 | 12 | 8 | — |
| » 250 » 400 | 16 | 10 | — |
| » 400 » 630 | 20 | 12 | — |
Проверку проводят в трех сечениях по высоте, параллельных основанию Г
образца-изделия: посередине высоты и на расстоянии приблизительно 5 мм от верхнего и нижнего краев.
Проверку проводят прибором для измерения линейных размеров.
Отклонение равно наибольшей разности показаний прибора.
2.7. Перпендикулярность вертикальных обработанных поверхностей А, Б
иВоснованиюГобразца-изделия (черт. 26 и 28). Черт. 28
Таблица 19
| Наибольшая длина обрабатываемой поверхности, мм | Допуск, мкм, для станков класса точности | ||
| П | В | А | |
| До 160 | 8 | 5 | 3 |
| Св. 160 | 10 | 6 | — |
Измерения — по ГОСТ 25889.3-83, метод 2.
Образец-изделие устанавливают основанием Г
на приспособление.
2.8. Перпендикулярность обработанных поверхностей А
кБиВкБ (черт. 26 и 29).
Черт. 29
Таблица 20
| Наибольшая длина обрабатываемой поверхности, мм | Длина измерения b 1, мм | Допуск мкм, для станков класса точности | ||
| П | В | А | ||
| До 160 | 25 | 20 | 12 | 8 |
| Св. 160 | 45 | 25 | 16 | — |
Измерение — по ГОСТ 25889.3-83, метод 2.
Образец-изделие устанавливают на приспособление поверхностью Б.
2.9. Формы и размеры фасонного образца-изделия (для станков с ЧПУ) для проверок 2.10 и 2.11 должны соответствовать черт. 30 и табл. 21.
Черт. 30
Таблица 21
| Наибольшая длина обрабатываемой поверхности, мм | l | b | a | h | R | α | β |
| мм | |||||||
| До 250 | 100 | 65 | 25 | 5 | 8 | 40° | 50° |
| Св. 250 до 630 | 160 | 100 | 35 | 10 |
2.10. Точность линейных и угловых размеров фасонного образца-изделия (для станков с ЧПУ)


Допуск для станков класса точности:
П
размер R
………………………………… 15 мкм
углы a, b……………………………….. 3′
В
размер R
………………………………… 10 мкм
углы a, b……………………………….. 2′
2.11. Прямолинейность поверхностей А
иБфасонного образца-изделия (для станков с ЧПУ) Таблица 22
| Наибольшая длина обрабатываемой поверхности, мм | Допуск, мкм, для станков класса точности | |
| П | В | |
| До 250 | 16 | 10 |
| Св. 250 до 630 | 25 | 20 |
2.12. Точность линейных размеров образца-изделия
(для станков с ЧПУ)
* Размер для справок.
Черт. 31
Допуски, мкм, всех обозначенных на чертеже размеров должны составлять для станков класса точности:
П…………………………………………… ± 16
В…………………………………………… ± 10
А…………………………………………… ± 6
Неуказанные предельные отклонения размеров: Н14, h14,±
Измерения проводят с помощью прибора для измерения линейных размеров.
2.13. Шероховатость обработанных поверхностей поГОСТ 2789-73 (черт. 26, 30, 31).
Параметр шероховатости Ra,
мкм, не более, для станков класса точности:
П…………………………………………… 0,63
В…………………………………………… 0,40
А…………………………………………… 0,25
Проверку проводят с помощью средств для контроля шероховатости поверхности.
Техническое обслуживание шпинделя.
Своевременное и регулярное проведение ТО шпинделя существенно уменьшает вероятность поломки, спасает его запчасти от износа раньше времени и позволяет предупредить более серьезные неисправности.
У каждого производителя станка в документации есть график проведения ТО. В большинстве случаев для шпинделей он разделяется на следующие:
- Ежедневное ТО (включает в себя проверку уровня и тока масла);
- Еженедельное ТО (Очистка инструмента его фиксаторов и конуса. Проверка уровня масла в емкости для масляного тумана, если таковая имеется.);
- Ежемесячное или через каждые триста часов (Проверка уровня масла в гидравлической станции и охлаждающей жидкости в холодильнике);
- Полугодовое или через каждые 1800 ч. работы (замена фильтрующего элемента воздушного фильтра. Измерение усилия зажима и в случае необходимости чистка и смазка цанги зажима);
- Ежегодное или через каждые 3600 ч. эксплуатации (Замена фильтрующего элемента масляного фильтра. В случае надобности заменить охлаждающую жидкость холодильника);
Ремонт вертикально-сверлильных станков
Многообразие выпускаемых моделей универсальных вертикально-сверлильных станков не привело к существенным конструктивным различиям между ними. Все эти станки имеют однотипную компоновку и мало отличающиеся от модели к модели базовые узлы: станину, коробку скоростей и настройки подач, шпиндельный блок, сверлильную головку и т.д.
Отметим, что основными ремонтными операциями, направленными на восстановление точности и надёжности станка, являются:
- восстановление взаимной параллельности плоскостей направляющих;
- восстановление перпендикулярности ориентации шпинделя к поверхности рабочего стола на всём протяжении траектории его движения;
- регулировка, восстановление жёсткости и надёжности регулирующих и блокирующих узлов и механизмов;
- проверка и подгонка зазоров, люфтов и геометрических отклонений к требуемым нормативным значениям;
- дефектовка и замена, при необходимости, износившихся подвижных деталей и узлов станка;
- проверка надёжности работы электро-коммутационной аппаратуры.
Следует отметить, что наши специалисты готовы выполнить ремонт настольного сверлильного станка любой модели как отечественных, так и зарубежных производителей.
Широкое применение в современном мебельном производстве нашли сверлильно-присадочные станки. Их популярность обусловлена повсеместным применением плитовых материалов при изготовлении мебели. Такие станки позволяют создавать отверстия для крепежных элементов щитовой мебели. Ремонт присадочных станков, произведённый профессионалами , позволяет повысить точность сверления отверстий и, как следствие, качество изготовления мебельных конструкций.
Обратившись в нашу компанию, каждый заказчик получит квалифицированную консультацию, бесплатный первичный осмотр оборудования и его качественный ремонт.
ОСНОВНЫЕ ПОЛОЖЕНИЯ
1.1. Точность металлорежущих станков определяется тремя группами показателей: показатели, характеризующие точность обработки образцов-изделий; показатели, характеризующие геометрическую точность станков; дополнительные показатели.
1.2. К показателям, характеризующим точность обработки образцов-изделий, относятся: точность геометрических форм и расположения обработанных поверхностей образцов-изделий; постоянство размеров партии образцов-изделий; шероховатость обработанных поверхностей образцов-изделий.
1.3. К показателям, характеризующим геометрическую точность станка, относятся: точность баз для установки заготовки и инструмента; точность траекторий перемещений рабочих органов станка, несущих заготовку и инструмент; точность расположения осей вращения и направлений прямолинейных перемещений рабочих органов станка, несущих заготовку и инструмент, относительно друг друга и относительно баз; точность взаимосвязанных относительных линейных и угловых перемещений рабочих органов станка, несущих заготовку и инструмент; точность делительных и установочных перемещений рабочих органов станка; точность координатных перемещений (позиционирования) рабочих органов станка, несущих заготовку и инструмент; стабильность некоторых параметров при многократности повторений проверки, например, точность подвода на жесткий упор, точность малых перемещений подвода.
1.4. К дополнительным показателям точности станка относятся способность сохранения взаимного расположения рабочих органов станка, несущих заготовку и инструмент, при условии: приложения внешней нагрузки (показатели жесткости); воздействия тепла, возникающего при работе станка на холостом ходу; колебаний станка, возникающих при работе станка на холостом ходу. (Измененная редакция, Изм. N 2).
1.5. Объем испытаний станков на точность должен быть минимальным, но достаточным для получения необходимой достоверности результатов испытаний и оценки точности станка.
1.6. При выборе проверяемых параметров точности следует отдавать предпочтение наиболее значимым из них, с учетом степени воспроизводимости результатов измерения, стабильности и точности измерения.
1.7. Перечень показателей точности станков определяется стандартами на нормы точности станков конкретных типов и техническими условиями.
1.8. Нормы точности станка после среднего и капитального ремонта должны соответствовать требованиям стандартов и технических условий, действовавших в период изготовления станка.
1.9. Классификация станков по точности
1.9.1. Устанавливаются пять классов точности станков по абсолютной системе классификации, обозначаемые в порядке возрастания уровня точности: Н, П, В, А и С. Разделение станков на классы точности проводится по типам станков, исходя из требований к точности обработки. К одному классу точности должны относиться станки, обеспечивающие одинаковую точность обработки соответствующих по форме и размерам поверхностей образцов-изделий. Для отдельных типов станков, предназначенных только для обдирочных работ, классы точности не устанавливаются. (Измененная редакция, Изм. N 1, 3).
1.9.2. Значения допусков показателей точности при переходе от одного класса точности к другому принимаются предпочтительно по геометрическому ряду со знаменателем 1,6. Для конкретных показателей геометрической точности допускается принимать другие значения от 1,0 до 2,0. (Измененная редакция, Изм. N 3).
1.9.3. Классы точности для отдельных типов станков должны устанавливаться в стандартах на нормы точности этих типов станков, а при отсутствии стандартов — в технических условиях на станки.
1.9.4. (Исключен, Изм. N 3).
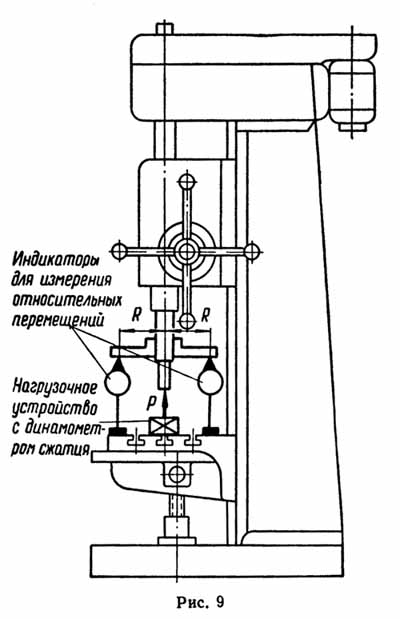
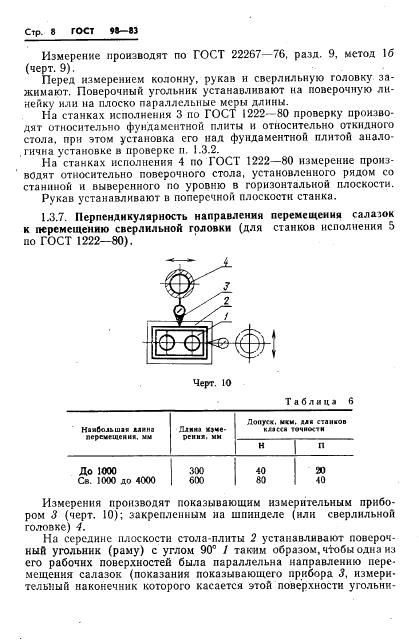
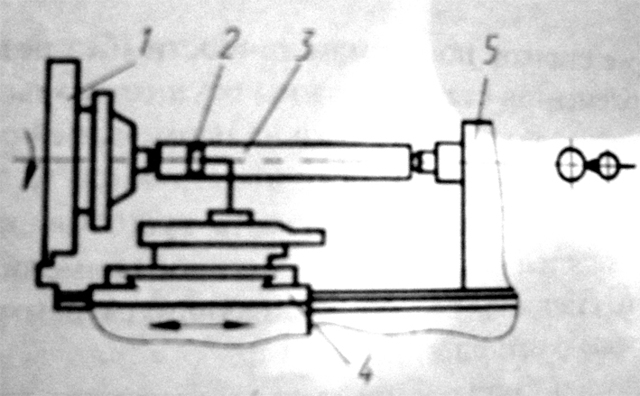
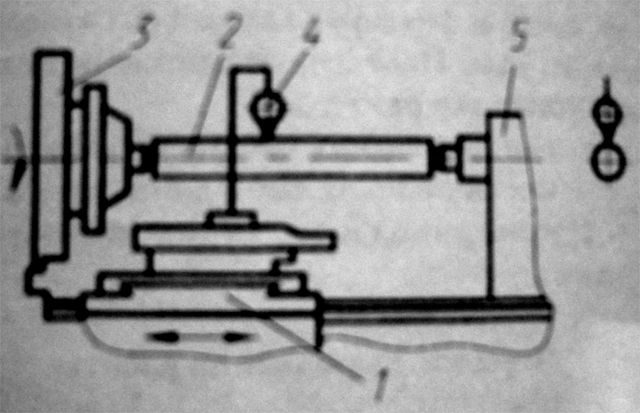
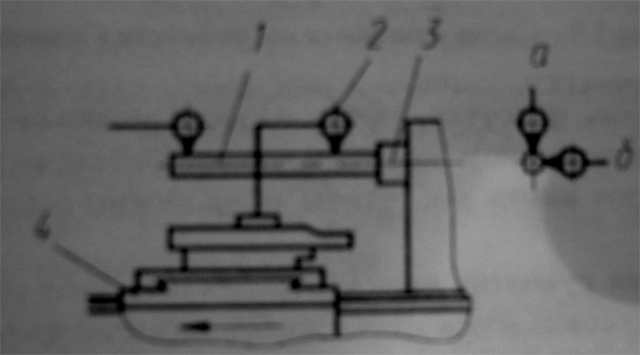
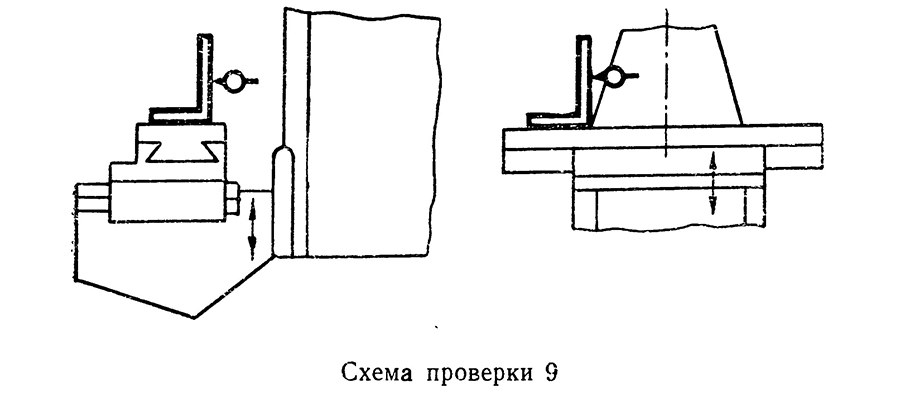
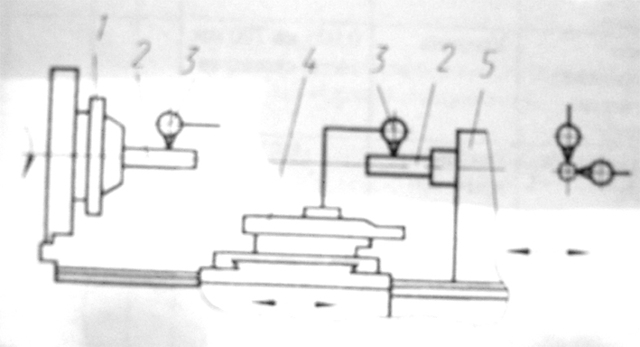
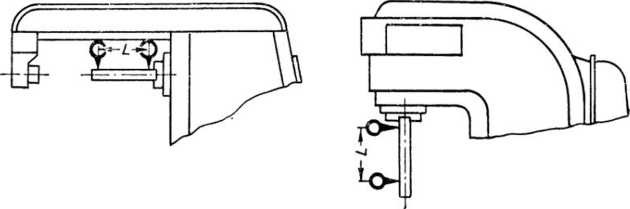
Методы проверки нормы жесткости вертикально-сверлильных станков общего назначения

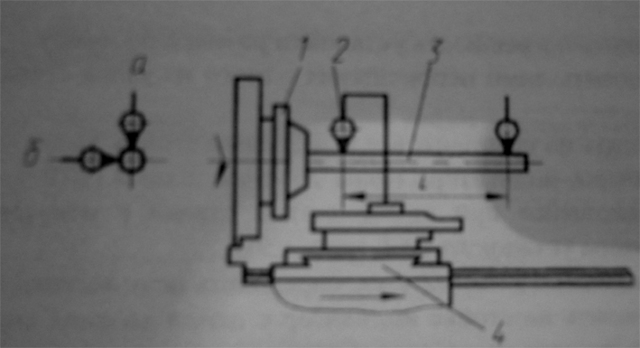
Проверка жесткости вертикально-сверлильного станка Рис.9
Жесткость сверлильного станка определяется путем проверки:
а) перпендикулярности оси нагруженного шпинделя к рабочей поверхности стола в продольной плоскости;
б) относительного перемещения шпинделя и стола под нагрузкой.
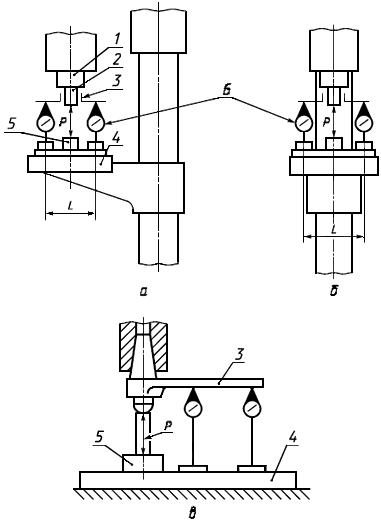
Метод проверки. Положение узлов станка, точки приложения и направление действия нагружающей силы должны соответствовать рис. 9 и определяться величинами, указанными ниже (табл. 100).
- В отверстие шпинделя вставляется оправка, а на шпинделе укрепляется поперечина.
- На рабочей поверхности стола устанавливается устройство для создания нагружающей силы Р, для измерения которой используются рабочие динамометры.
- Сверлильная головка и стол устанавливаются в их средние положения по высоте.
- Шпиндель выдвигается на половину своего хода.
- Перед каждым испытанием сверлильная головка подводится в положение проверки перемещением сверху вниз, стол – перемещением снизу, а шпиндель – рабочей механической подачей сверху вниз.
- При испытании сверлильная головка и стол закрепляются. Между столом и шпинделем создается плавно возрастающая до заданного предела сила Р, направленная по оси шпинделя. Рис. 9
- Одновременно с помощью двух индикаторов, расположенных симметрично относительно оси шпинделя на расстояниях R от нее, измеряются перемещения шпинделя относительно стола.
Таблица 100
| Наибольший диаметр сверления | 18 | 25 | 35 | 50 | 75 |
| Расстояние от оси шпинделя до точки измерения перемещений R, мм | 100 | 125 | 150 | 175 | 200 |
Отклонение от перпендикулярности оси нагруженного шпинделя к рабочей поверхности стола (проверка а) определяется разностью показаний индикаторов.
Относительное перемещение под нагрузкой шпинделя и стола (проверка б) определяется алгебраической полусуммой показаний индикаторов. За величины относительных перемещений принимаются средние арифметические из результатов двух испытаний. Проверка станков со сверлильной головкой, имеющей рабочую подачу, производится при среднем положении ее по высоте без закрепления.
Допускаемые отклонения. Нормы жесткости вертикально-сверлильных станков определяются величинами, указанными ниже (табл. 101).
Таблица 101
| Наибольший диаметр сверления, мм | Величина прилагаемой силы P, кг | Наибольшее допускаемое отклонение шпинделя относительно стола, мм | |
| Проверка а | Проверка б | ||
| 18 | 400 (360) | 0,20 (0,13) | 0,6 (0,4) |
| 25 | 750 (600) | 0,25 (0.17) | 0,9 (0,6) |
| 35 | 1250 (1000) | 0,30 (0.20) | 1.3 (0,9) |
| 50 | 2000 | 0.35 | 2,0 |
| 75 | 3200 | 0,40 | 3.0 |
В скобках приведены данные для станков повышенной точности. Для станков на круглой колонне величина прилагаемой силы Р уменьшается на 40%.
Примечание. Приведенные выше нормы жесткости соответствуют ГОСТ 370—67.
Класс точности станков с ЧПУ высокой точности
Точность станков с компьютерным управлением напрямую зависит от показателей суммарной погрешности, которая складывается из нескольких параметров:
- точность самого устройства;
- точность управляющей системы станка;
- погрешности, которые допускаются при креплении заготовки на рабочем столе;
- неточности, допущенные при отладке инструментов;
- погрешности, допущенные при производстве фрез;
- износ рабочего оборудования, в том числе фрез;
- жесткость системы СПИД.
Точность позиционирования оси станка с ЧПУ является обобщенной величиной, которая показывает пределы нахождения реальных координат после того, как процедура позиционирования завершена. Точность этого показателя зависит от повторяемости, но при этом включает в себя не только размер разброса ошибок позиционирования, но и их промежуточные значения. Все это делает точность позиционирования универсальной характеристикой.
Этот параметр предназначен для того, чтобы показать, насколько большой может быть ошибка позиционирования координатных осей устройства.
Точность – основополагающая характеристика станка с ЧПУ. Этот параметр зависит от большого количества факторов, в том числе – вероятного люфта направляющих и передач, неточности направляющих осей, нарушение их перпендикулярного расположения и др. На характеристику также напрямую влияют качество станины и ее жесткость.
В зависимости от того, насколько высока эта характеристика, станки с ЧПУ делятся на четыре группы:
- нормальной точности;
- повышенной точности;
- высокой точности;
- особо высокой точности.
В зависимости от класса точности, который присвоен станку, различается и качество обработки деталей.
Станки с повышенной точностью обеспечивают точность обработки изделий в пределах 0,6 отклонений, получаемых на станках с нормальной точностью.
У станков с высокой точностью этот параметр равняется 0,4, а станки особо высокой точности позволяют обрабатывать детали с точностью в пределах до 0,25 отклонений.
Особо точные и станки с высокой точностью создаются в результате применения специальных конструктивных решений.
Для проверки точности станков с ЧПУ проводится оценка следующих параметров:
- точности линейного позиционирования рабочего инструмента;
- размера нечувствительной зоны;
- возвратной точности рабочего инструмента;
- стабильности выхода рабочих органов в заданную точку координатной сетки;
- точности круговой обработки;
- стабильности положения фрез после их смены в автоматическом режиме.
Эти проверки направлены на выявление не только точности работы станка, но и на оценку стабильности в ходе производственного процесса, то есть многократности прихода рабочих органов станка в заданное положение. При этом показатели стабильности нередко оказываются более важными, чем непосредственно точность. Именно от стабильности во многом зависит качество обработки изделия.

Параметры допустимой ошибки при определении положения рабочего инструмента определяются по формуле Δр = Δ + δ.
Для того чтобы сохранить точность станка во время его длительной эксплуатации, характеристики геометрической точности на все возможные проверки ужесточают в сравнении с нормативными более чем на 40 %. Это позволяет производителю оборудования заложить запас на возможный износ станка.

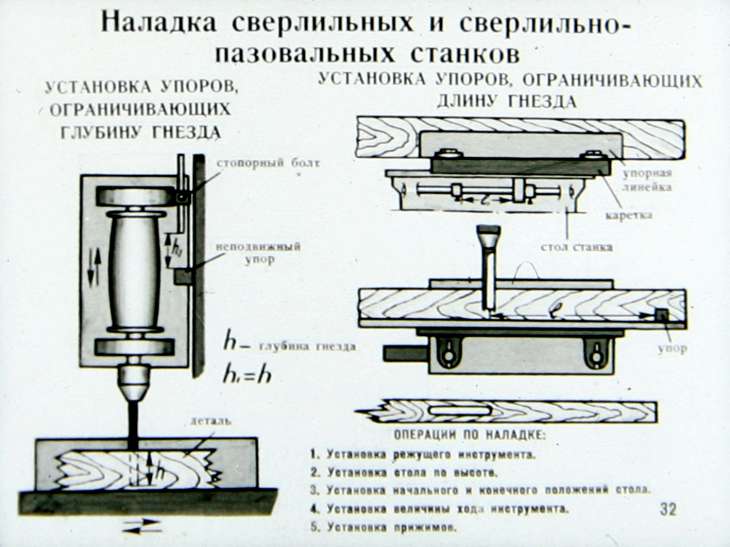
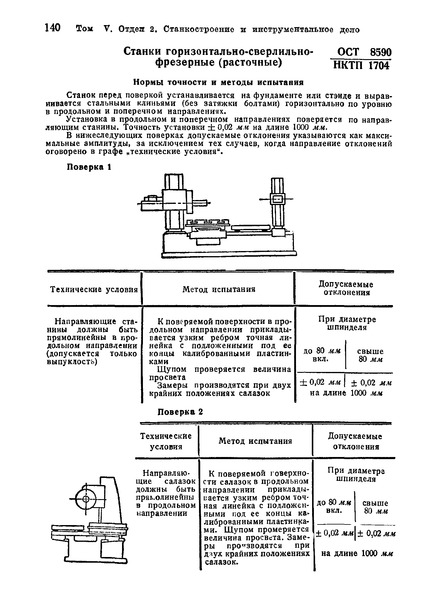
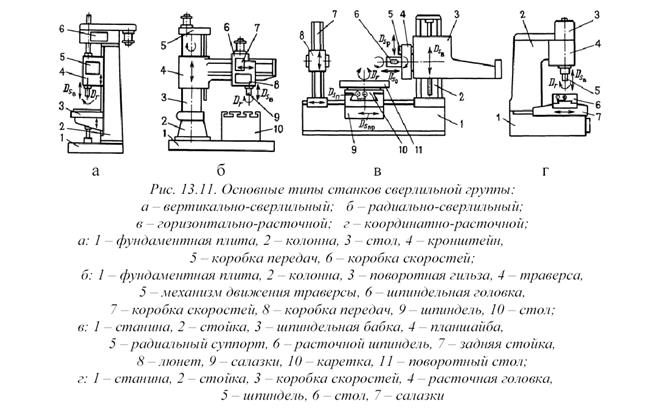
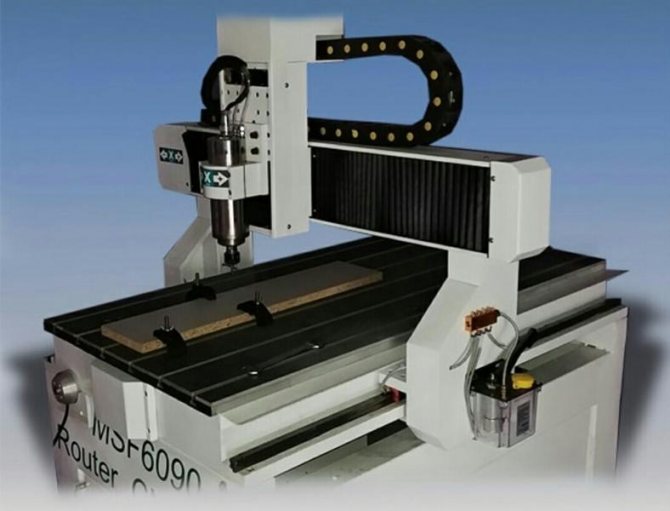
Наладка сверлильно-фрезерных (пазовальных) станков
Сверлильные станки различных типов и конструкций широко используются во всех отраслях современного машиностроения для выполнения разнообразных работ по сверлению, нарезанию резьбы, зенкерованию, развертыванию отверстий и др. технологических операций.
Сложность ремонта и объём проведения необходимых восстановительных работ определяется многими факторами:
- конструктивными различиями между разными типами сверлильных станков;
- наличием или отсутствием механизмов позиционирования плиты стола либо шпиндельного узла;
- использованием одно- или многошпиндельной головки;
- оснащением датчиками контроля и автоматики и т.д.
Ремонт сверлильного станка нацелен на повышение надёжности и восстановление работоспособности узлов, деталей и их поверхностей, от которых зависит точность и качество выполняемых производственных работ.
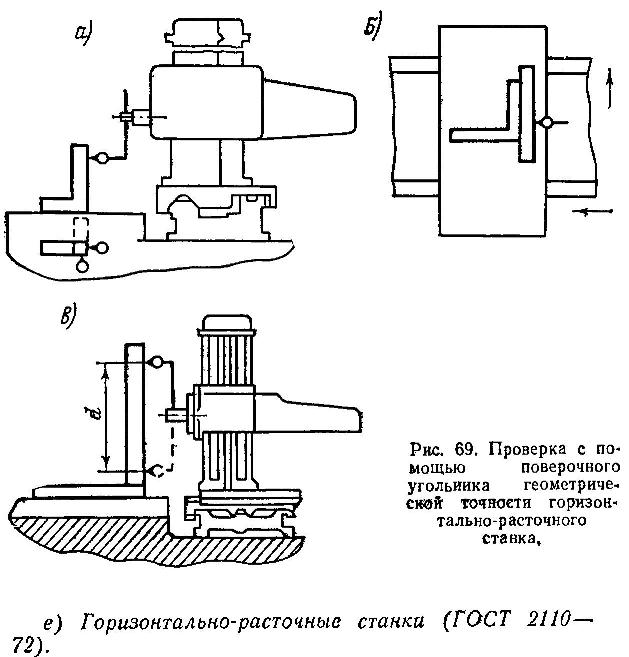
Специалисты имеют многолетний опыт работы по ремонту, восстановлению и модернизации различных металлорежущих и деревообрабатывающих станков, в том числе, сверлильных. Развитая материально-техническая база и высокий уровень подготовки инженерно-технического персонала позволяет проводить ремонт сверлильных станков любых типов: радиально-сверлильных, вертикально-сверлильных, горизонтально-расточных и координатно-расточных. Особенности ремонта некоторых из них рассмотрены ниже.
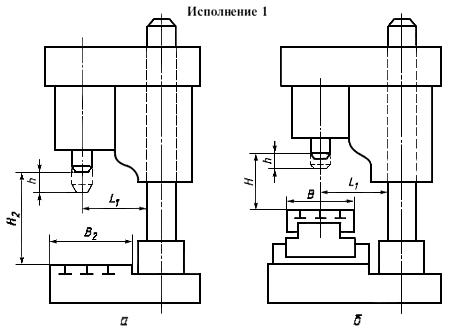
Черт.3. Основные размеры концов шпинделей исполнений 4-8
________________* Для станков с ручной сменой инструмента допускается принимать предельное отклонение положения основной плоскости относительно ее теоретического положения равным ±0,4 мм.
1
– шпонка; 2
– винт по ГОСТ 11738; 3
– штифт по ГОСТ 3128Черт.3
Таблица 3
Размеры, мм
Ис-пол-не-ние | Размеры | 3начения размеров для конуса конца шпинделя | |||||||||||
3-й ряд (поле допуска h5) | |||||||||||||
(поле допуска Js12) | |||||||||||||
М16(М12) | |||||||||||||
Не менее | |||||||||||||
(поле допуска Н12) | |||||||||||||
М24(М20) | М30(М24) | ||||||||||||
Не менее | |||||||||||||
Не менее | |||||||||||||
Не менее | |||||||||||||
Не менее | |||||||||||||
Не более | |||||||||||||
/2, не менее | |||||||||||||
Паз(поле допуска М6) | |||||||||||||
Шпонка (поз.1) (поле допуска h5) | |||||||||||||
Не более | |||||||||||||
(пред. откл. ±0,2) | |||||||||||||
106(109) | |||||||||||||
Винт (поз.2) по ГОСТ 11738 | М6-616.56.05 | М8-620.56.05 | М10-630.56.05; М12-625.56.05 | М16-635.56.05(М12-645.56.05) | М16-645.56.05 (М12-645.56.05) | М20-655.56.05 | М20-665.56.05 (М20-660.56.05) | ||||||
М6-625.56.05 | М8-625.56.05 | М10-635.56.05; М12-630.56.05 |
Примечания:
1. 1-й ряд размера – для концов шпинделей со шпонками (поз.1), выполненными зацело со шпинделем, или с привертными шпонками, имеющими максимальную длину, уменьшенную по сравнению с указанной в табл.4 и определяемую размером .2-й ряд размера – для концов шпинделей с привертными шпонками, размеры которых соответствуют указанным в табл.4.3-й ряд размера – для концов шпинделей с привертными шпонками и возможностью закрепления инструмента с базированием по наружному диаметру шпинделя.
2. Для станков с автоматической сменой инструмента размеры , и , а также резьбовые отверстия не регламентируются.
3. Допускается увеличение длины винта и размера до значений, определяемых расчетом.
4. Для концов шпинделей с размерами по 1-му ряду значения размеров и не регламентируются.
5. Допускается изготовление концов шпинделей исполнения 5 без стопорных штифтов (поз.3) и с резьбовыми отверстиями в торце шпинделя.
7. Допускается применение винтов (поз.2) по ГОСТ 11738 с механическими свойствами, соответствующими классу прочности 6.8 по ГОСТ 1759.4, с покрытием 06 по ГОСТ 1759.0.
8. Допускается исполнять концы шпинделей станков с ручной сменой инструмента с резьбой по наружной поверхности для крепления инструмента.
Пример условного обозначения конца шпинделя исполнения 1 с конусом Морзе 1:
Конец шпинделя 1-1
К ГОСТ 30064-93
То же, исполнение 1 с метрическим конусом 80:
Конец шпинделя 1-80М ГОСТ 30064-93
То же, исполнение 5 с конусом 30:
Конец шпинделя 5-30
ГОСТ 30064-93
5. Шпонки (поз.1), используемые в конструкциях концов шпинделей исполнений 4-8, должны изготавливаться следующих исполнений:
1 – для концов шпинделей исполнений 4 и 6;
2 – для концов шпинделей исполнения 5;
3 – для концов шпинделей исполнений 7 и 8.Конструкция и размеры шпонок должны соответствовать указанным на черт.4 и в табл.4.





