
На что обратить внимание при выборе тисков для гаража
Выбирая инструмент для работы, немаловажно принять во внимание ряд важных факторов. К таковым факторам относятся:
- Размеры губок — надо определиться, какие виды заготовок планируется зажимать в тиски. Лучше покупать инструмент с запасом, чтобы в случае необходимости его применения не понадобилось покупать тиски на размер больше
- Ход подвижной губки или расстояние между зажимами — чем больше эта величина, тем шире возможности инструмента
- Рукоятка — она должна соответствовать размеру инструмента. Если устройства большого размера, а рукоятка на них маленькая, то это вызовет некоторые неудобства при их эксплуатации
При покупке учитывайте стоимость и производителя тисков. Чем более популярен бренд, тем соответственно выше стоимость инструмента
При этом важно понимать, что известные производители не выпускают подделки, поэтому вы смело можете приобретать такие устройства, и пользоваться ими неограниченный промежуток времени
В завершении следует отметить, что срок службы инструмента зависит от особенностей его эксплуатации и ухода
После покупки обратите внимание на величину усилия зажима, которая не должна превышаться, иначе это повлечет за собой выведение из строя деталей и механизмов
Публикации по теме
Виды рубанков по дереву и как правильно пользоваться инструментом
Трубный клупп – ручной инструмент для нарезки резьбы на стальных трубах
Как пользоваться экстрактором или учимся правильно выкручивать сломанные болты
Ножницы по металлу ручные виды и как правильно выбрать
Технические требования
5.1. Характеристики
5.1.1.
Тиски должны изготавливаться в соответствии с требованиями настоящего стандарта
по рабочим чертежам, утвержденным в установленном порядке, следующих классов
точности:
Н – нормальной
точности;
П – повышенной
точности;
В – высокой
точности.
5.1.2.
Гидравлические и пневматические приводы должны быть прочными и выдерживать
давление Р = 1,5Рном, где Рном –
номинальное давление, устанавливаемое в конструкторской документации на тиски
конкретного типа.
Утечка рабочей
жидкости в гидроприводе не допускается.
Падение
давления в пневмоприводе не должно превышать 0,1 МПа в течение 1 мин.
5.1.3. Основные
и корпусные детали тисков следует изготавливать из следующих марок металла:
а) корпусные
детали – из чугуна по качественным показателям не ниже, чем у марки СЧ20 по ГОСТ 1412; или из
стали с пределом прочности sв не менее 500 МПа и
твердостью направляющих не менее 36,5 … 41,5 HRCэ;
б) ходовые
винты – из стали марки 45 по ГОСТ
1050;
в) гайки
ходовых винтов – из чугуна марки СЧ30 по ГОСТ 1412 или
бронзы Бр05Ц5С5 по ГОСТ 613;
г) накладные
губки – из сталей по ГОСТ
4543 с пределом прочности не менее 500 МПа и термической обработкой до
твердости не менее 52 HRCэ.
Допускается
замена материалов на другие, по механическим свойствам sв не уступающие указанным.
(Поправка).
5.1.4.
Подвижные части тисков должны перемещаться без рывков и заеданий.






5.1.5.
На рабочих поверхностях тисков не должно быть трещин, коррозии, раковин,
вмятин, заусенцев и других поверхностных дефектов.
5.1.6. Параметр
шероховатости Ra базовых поверхностей тисков должен быть не более
1,25 мкм по ГОСТ 2789 –
для класса точности Н; не более 0,8 мкм – для классов точности П и В.
5.1.7.
Допустимые отклонения основных параметров тисков должны быть указаны в
конструкторской документации на тиски конкретных типов.
5.1.8.
Неуказанные предельные отклонения размеров: Н14, h14, .
5.1.9. Цена
деления круговой шкалы в поворотных тисках с шириной губок 63 – 100 мм – не
более 2° и в тисках с шириной губок 125 – 400 мм – не более 1°.
Точность
расположения делений на поверхности круговой шкалы должна быть не ниже 15‘.
5.1.10.
Цифры на круговой шкале и на указателе делений поворотных тисков должны быть
четкими.
Качество
поверхности поворотной шкалы должно исключать появление бликов, затрудняющих
отсчет показаний.
5.1.11.
Установленный срок службы тисков до капитального ремонта – не менее 6 лет.
5.1.12.
Установленный ресурс по точности тисков – не менее 12 мес.
5.1.13.
Критерием отказа механизированных тисков является уменьшение установленного значения
усилия зажима губок на 20 %.
5.1.14.
Критерием предельного состояния является потеря установленной точности по 7.5 – 7.12.
5.1.15.
Тиски должны удовлетворять требованиям безопасности по ГОСТ 12.2.029.
5.2. Комплектность
5.2.1. В
комплект тисков входят:
– рукоятка – 1
шт.;
– шпонка по ГОСТ 14737 – 2 шт.;
– винт по ГОСТ
1491 – 2 шт.;
– паспорт на
тиски – 1 экз.
5.2.2. По
заказу потребителя тиски комплектуют:
– накладными
губками специального профиля (призматическими и фасонными) с различными видами
рифлений;
– тарельчатыми
пружинами, манжетами и (или) уплотнительными кольцами для гидравлического или
пневматического приводов.
По согласованию
с изготовителем тиски комплектуют винтовой парой (винт-гайка).
5.3. Маркировка
5.3.1. На тиски
следует наносить маркировку, содержащую следующие данные:
– обозначение
тисков;
– товарный знак
предприятия-изготовителя;
– заводской
номер;
– год выпуска.
5.3.2. Требования
к транспортной маркировке – по ГОСТ 14192.








5.4. Упаковка
5.4.1.
Эксплуатационная документация, отправляемая с тисками, должна соответствовать ГОСТ
2.601.
5.4.2. В
эксплуатационных документах должны быть указаны дата консервации и срок
хранения без переконсервации.
Консервация
тисков – по II группе изделий ГОСТ
9.014.
5.4.3. Тиски
должны быть упакованы в деревянные ящики по ГОСТ
2991 или по ГОСТ
10198 или в контейнеры, выстланные внутри водонепроницаемой бумагой по ГОСТ
8828 или по ГОСТ
515.
Упаковка должна
исключать возможность перемещения тисков и комплектов к ним.
При поставках
тисков на экспорт ящики должны соответствовать требованиям ГОСТ
24634.
Тиски,
отправляемые в районы Крайнего Севера и приравненные к ним местности, должны
быть упакованы по ГОСТ
15846.
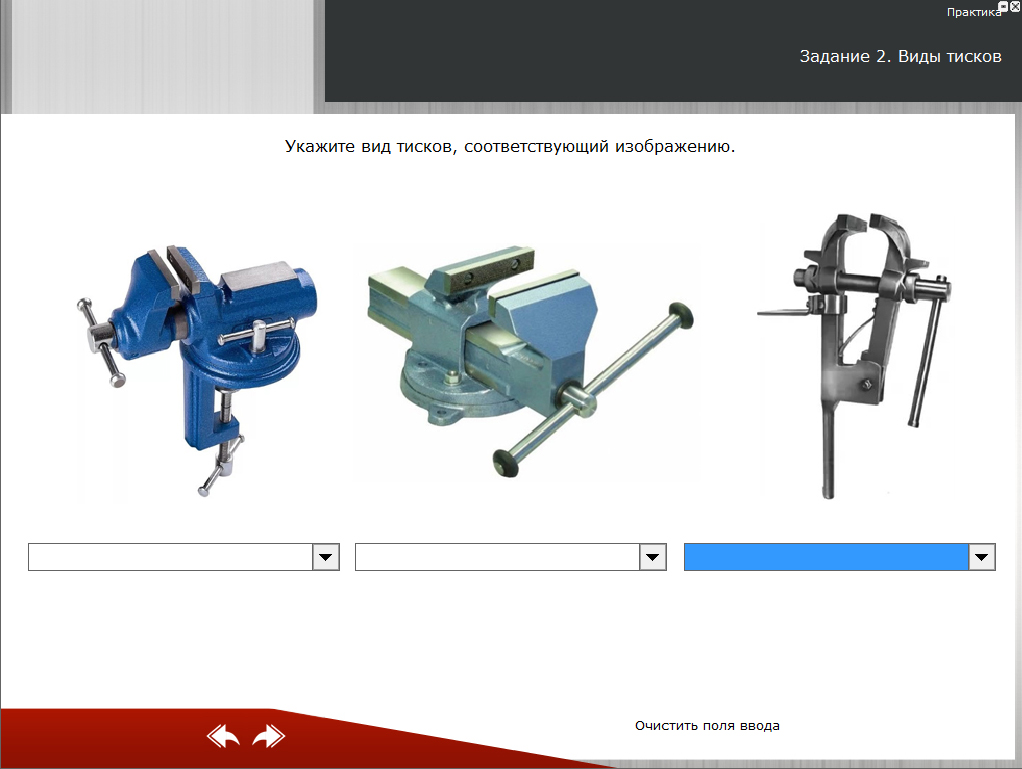
Виды
Различают несколько видов слесарных тисков.
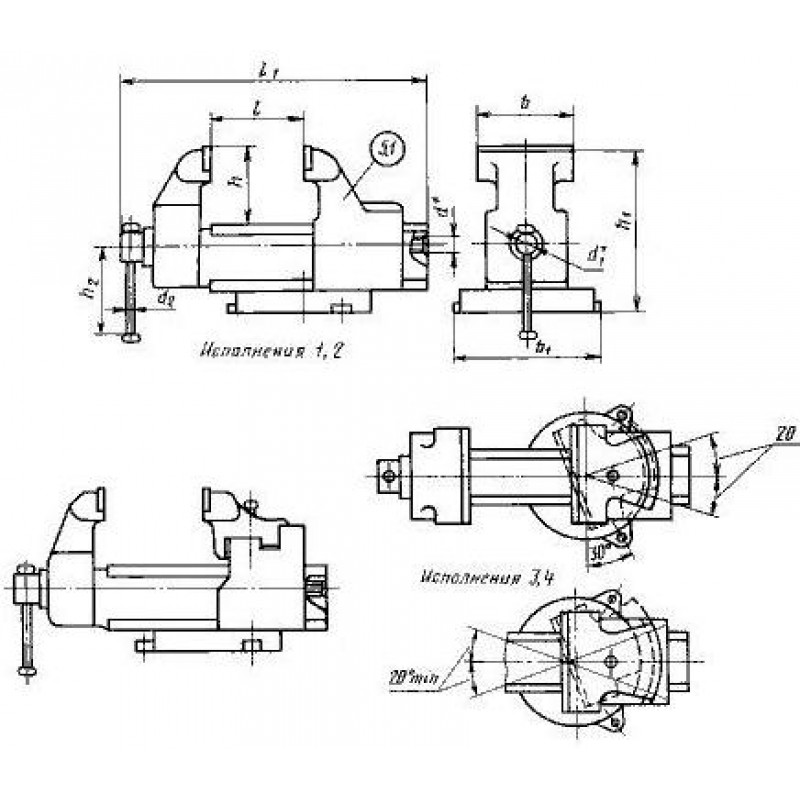
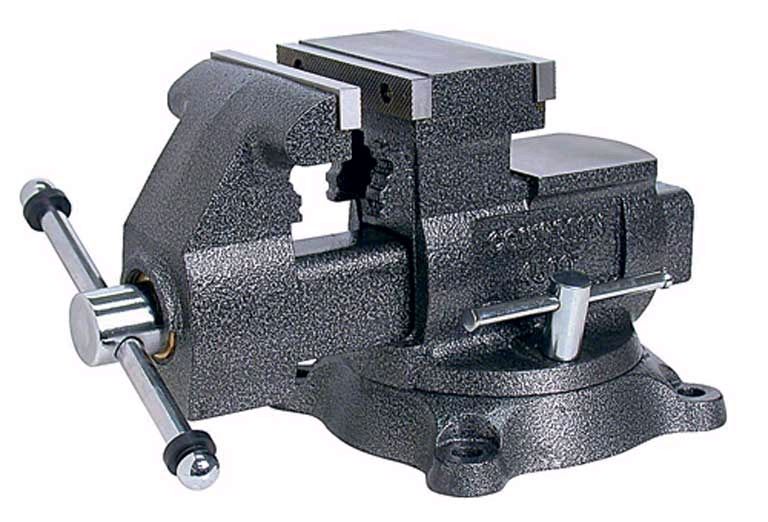
Параллельные
Данный вид относится к станочным тискам. Это самый популярный и востребованный вид тисков, поскольку позволяет обрабатывать деревянные, металлические, пластмассовые изделия, а также заготовки из других материалов и длинные детали. Тиски могут быть с ручным приводом, который вызывает движение ходового винта.
Существуют также усовершенствованные модели с модернизированной конструкцией, что позволяет их устанавливать не только на верстак, но и на пол. У данных моделей крепежный механизм обладает простым устройством, и их монтаж осуществляется легко и быстро.
Параллельные модели, в свою очередь, подразделяются еще на несколько типов.
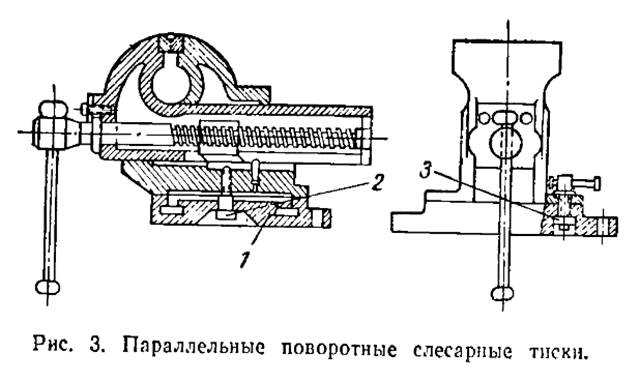
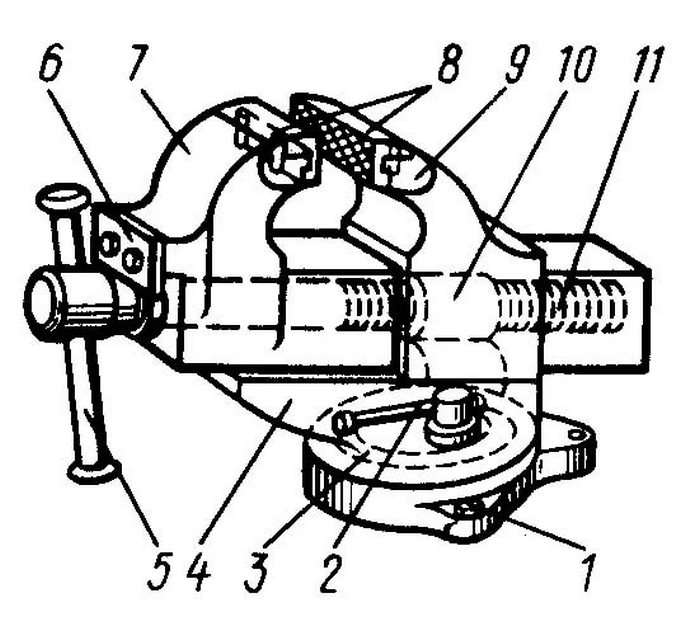
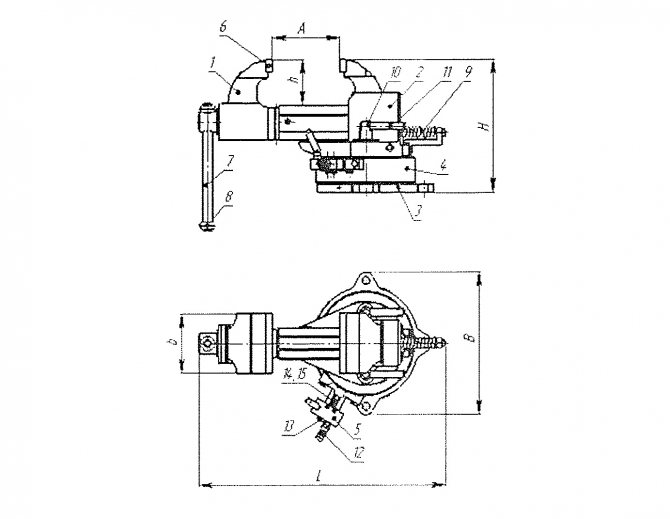
Поворотные тиски
Они имеют такую конструкцию, которая обеспечивает вращение прибора. Основание корпуса надежно и жестко фиксируется к рабочему столу. Неповоротная губка оснащена поворотной частью и соединяется с основанием посредством направляющего винта, имеющего рукоятку, что позволяет поворачивать тиски вокруг оси (вертикальной или горизонтальной) на угол 60-360 градусов. Таким образом, тиски можно повернуть в каждый угол рабочего стола.
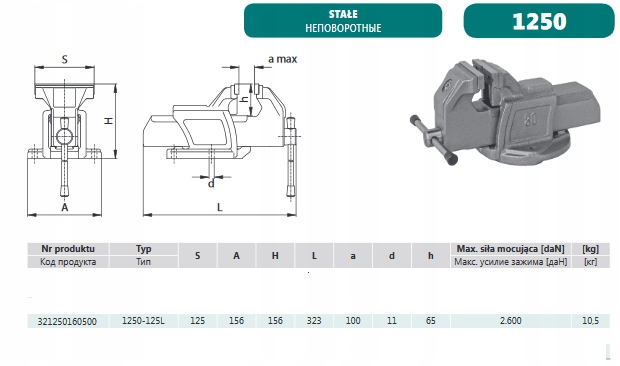
Неповоротные или стационарные
Данный вид имеет неповоротное основание, которое фиксируется на верстаке болтами. Такие тиски можно использовать только в одном положении. Для изменения положения обрабатываемого изделия следует сначала разжать губки, изменить вручную положение заготовки, а затем вновь ее зафиксировать.
Их используют для обработки мелких заготовок, когда деталь невозможно держать рукой, или для выполнения работ и одновременным удержанием тисков одной рукой. При необходимости обработки изделия 2 руками, ручные тиски дополнительно фиксируются параллельными моделями.
Стуловые модели
Такие тиски применяют для выполнения трудоемкой работы с применением ударной силы (например, клепки). Они устанавливаются на краю рабочего стола, а свое название получили благодаря фиксирующему элементу, похожему на стул.
Их конструктивной особенностью является двойная фиксация неподвижной губки. К горизонтальной поверхности губка фиксируется посредством лапки (специальной платины). Ее нижняя часть крепится к ножке верстака. Такой метод крепления отличается высокой устойчивостью к мощным ударам сбоку.
Другой особенностью является иное направление перемещения подвижной губки: оно происходит по дуге, а не по прямой траектории. Конструкция дает возможность работать с изделиями сложной конфигурации.
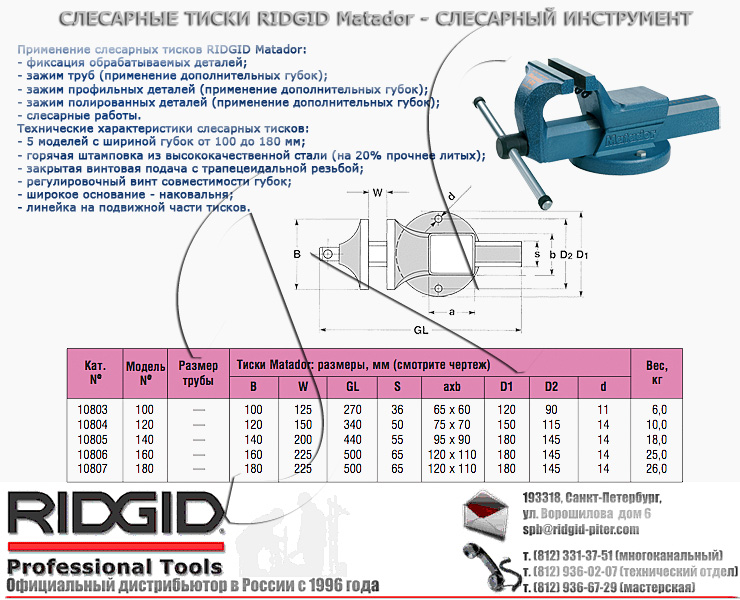
Трубные тиски
Детали круглой формы невозможно обработать в обычных слесарных тисках. Для этого существуют трубные модели. Данные тиски имеют губки с вогнутой формой, что позволяет надежно фиксировать трубки или круглые заготовки.
В зависимости от типа крепления, кроме стационарных, существуют еще переносные модели, фиксирующиеся к поверхности присосками или при помощи струбцин. Преимущества этих видов фиксации заключается в возможности использования без постоянного рабочего места.
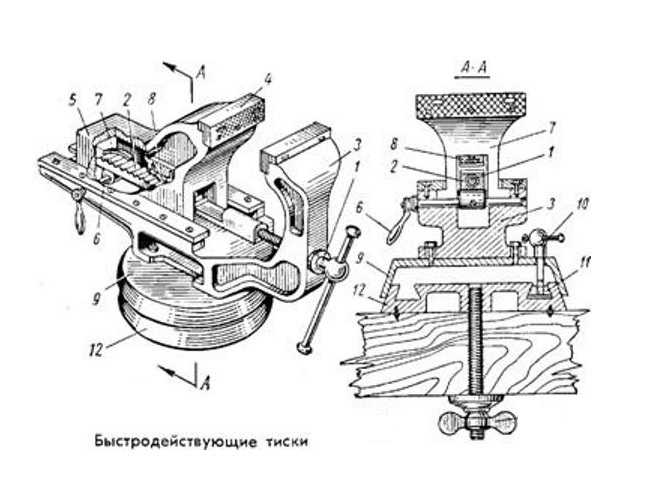
Существуют также и быстрозажимные виды инструмента. Их особенностью является наличие быстрозажимного механизма, который сокращает длительность установки и обеспечивает удобство во время работы. Чтобы установить губки в нужное положение или, наоборот, их разомкнуть, не требуется вручную вращать зажимное устройство, а следует только нажать на спусковой курок.


Профессиональные модели слесарных тисков могут отличаться более крупными габаритами, наличием наковальни большого размера, упорного подшипника на винте, который упрощает зажим детали, регулировочных винтов для устранения зазора.
Отличие станочных тисков от слесарных
В зависимости от специфики использования, устройства для закрепления деталей бывают станочными или слесарными. В чем их конструктивные и функциональные различия:
- Станочные тиски, как понятно из названия, используются для обработки изделий на сверлильных, фрезеровальных, токарных и других станках. Они могут крепиться на поворотную платформу оборудования, которая обеспечивает выбор удобного для работы угла фиксации детали. Конструкция таких тисков оптимальна для надежной установки на станок: плоская нижняя часть имеет длинные боковые разрезы для крепления болтами к поверхности. Сменные накладки на губки устройства часто имеют V-образные пазы, улучшающие вертикальную и горизонтальную фиксацию заготовок цилиндрической формы.
- Тиски слесарные для дома и производства актуальны при обработке деталей ручным или электрическим инструментом и устанавливаются на верстак. Устройство крепится к поверхности парой болтов через отверстия в основе. Слесарным тискам нет нужды быть настолько же жесткими и устойчивыми, как станочным, поэтому они подходят для работы с более мягкими материалами – деревом или пластиком.
Какой уход требуют тиски?
Как и большинство инструментов, тиски требуют особого ухода. Чтобы они хорошо работали, все детали должны быть чистыми. Инструмент необходимо протирать тканью, смоченной растворителем. Данную процедуру нужно повторять после каждого использования тисков.

Детали инструмента нужно обрабатывать смазкой. Можно использовать масло, предназначенное для двигателя. Такой уход поможет поддерживать губки в рабочем состоянии, в итоге они будут плавно открываться. После обработки снижается риск возникновения коррозии.
Если появилась ржавчина, то ее нужно снять с инструмента механическим путем. Если данный способ не помогает и налет уже прочно осел на тисках, тогда нужно воспользоваться специальными составами по борьбе с коррозией металла. Можно нанести чистящий состав и оставить его на ночь. Утром нужно смыть его водой и просушить инструмент.

Конструкция и принцип действия зажимных приспособлений
Поскольку станочные тиски необходимы для надежной фиксации детали в процессе обработки, они состоят из прочных стальных элементов. В зависимости от типа и назначения станочных тисков их конструкция может серьезно варьироваться.
В среднюю ценовую категорию входят поворотные модели, функциональность которых позволяет выполнять операции сверления более эффективно. Достоинства тисков первого и второго типа объединяются в универсальных приспособлениях для сверлильного станка, что, естественно, делает стоимость таких устройств достаточно высокой.
Даже тиски одного типа, но произведенные разными компаниями, могут иметь определенные конструктивные отличия. Это объясняется тем, что каждый из производителей старается наделить свою продукцию дополнительными опциями, сделать ее более надежной и удобной в работе.
Профессиональные станочные тиски могут комплектоваться различными зажимными планками
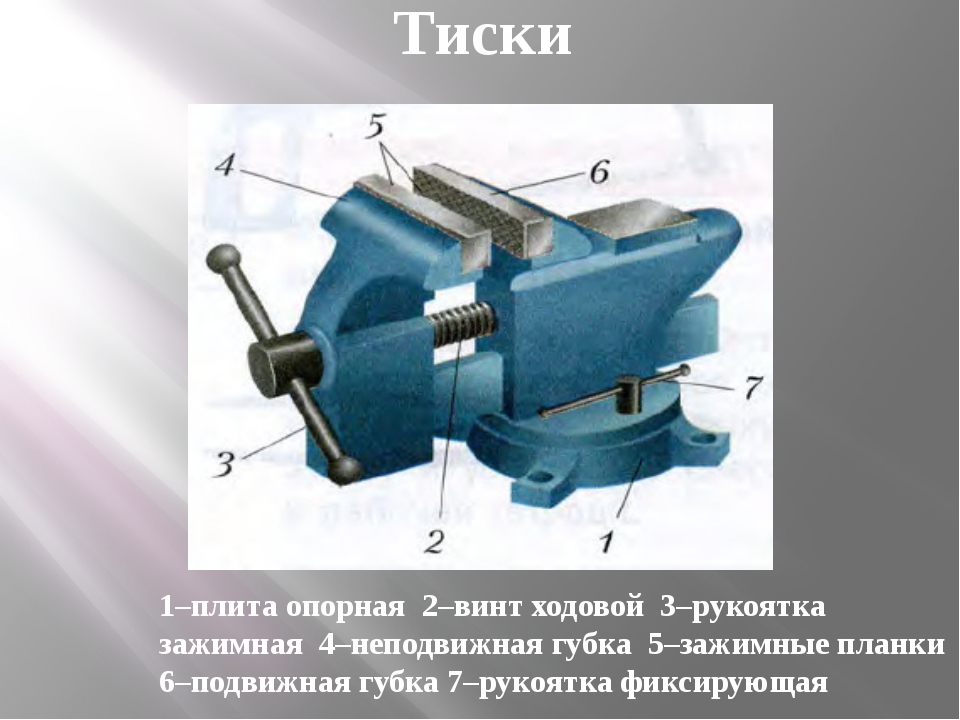
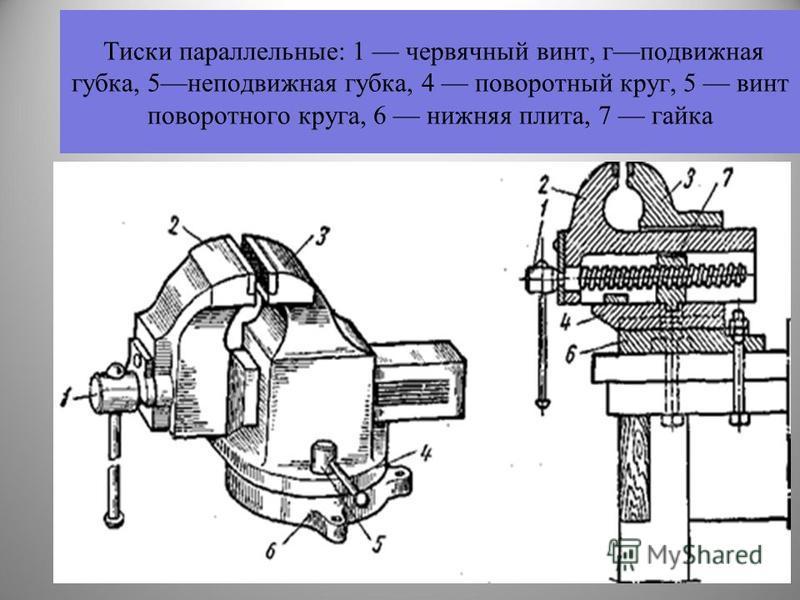
Какими бы функциональными возможностями ни обладали станочные тиски, основу их конструкции составляют обязательные элементы, к которым относятся:
- планки, выполняющие роль основания тисков;
- две губки, обеспечивающие зажим обрабатываемой заготовки;
- винт с ручкой, за счет которого обеспечивается перемещение подвижной зажимной губки;
- пластины, служащие рабочими элементами зажимных губок;
- ряд дополнительных деталей.
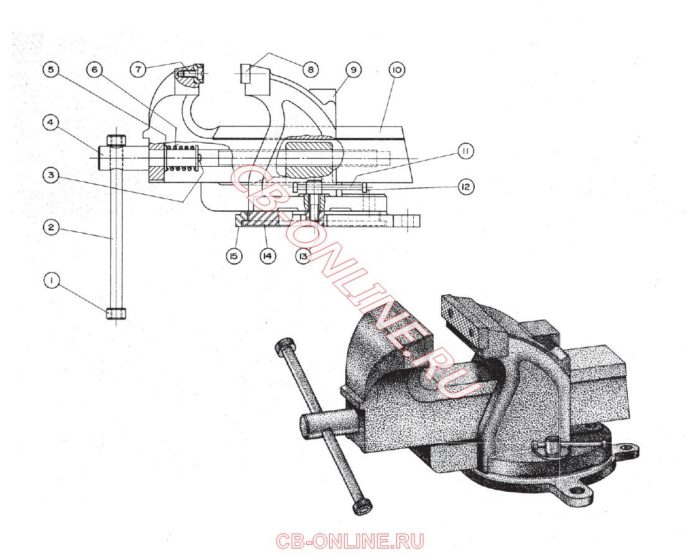
Устройство простейших станочных тисков
Планка, выполняющая роль основания, является несущим элементом, на котором фиксируются все остальные детали тисков. Именно на планке, которая изготавливается из жесткого и износостойкого металла, просверливается отверстие под винт, монтируются подвижная и неподвижная губки. Для обеспечения точности перемещения на нижней части подвижной губки имеется прямоугольный хвостовик, который вставляется в вырез, выполненный на неподвижной губке.
Хвостовик, отвечающий за параллельный ход губок
Винт, отвечающий за перемещение подвижной губки, находится с ней в соединении, что обеспечивается специальным стопорным кольцом. Вращаясь в резьбовом отверстии планки-основания, винт перемещает подвижную губку, обеспечивая тем самым зажим обрабатываемой на сверлильном станке заготовки. Чтобы понять, как работают тиски, можно посмотреть соответствующее видео.
И серийные модели, и самодельные тиски для сверлильного станка могут быть выполнены по различным схемам воздействия винта на подвижную губку. В простейших моделях тисков, которые несложно изготовить своими руками, винт напрямую соединен с подвижной губкой, которую он либо тянет (разжимает губки), либо толкает (сжимает губки), что зависит от направления его вращения. В более сложных моделях, к числу которых могут относиться как неповоротные, так и поворотные тиски, вращение винту передается за счет шестеренных передач, что облегчает работу оператора сверлильного станка. Благодаря шестеренным передачам требуется совсем небольшое усилие, чтобы сжать или разжать губки тисков.
Следует иметь в виду, что наличие шестеренного механизма совсем не является критерием, на котором следует акцентировать внимание при выборе зажимных приспособлений для сверлильного станка. Многие известные производители, продукция которых пользуется успехом у специалистов во всем мире, выпускают устройства, принцип действия которых реализован по стандартной схеме, что не делает их менее эффективными или неудобными в использовании
Тиски с гидравлическим усилением обеспечивают стабильное сжатие, независимое от ударов и вибраций
Важными конструктивными элементами тисков любого типа, испытывающими значительные нагрузки в процессе работы и обеспечивающими надежность фиксации обрабатываемой заготовки, являются прижимные пластины, или планки. Такие элементы, изготавливаемые из прочного металла, крепятся к рабочим поверхностям зажимных губок при помощи винтовых соединений.





В стандартном исполнении прижимные планки имеют плоскую рабочую поверхность, на которую нанесена крестовая насечка. Используются и более специализированные типы планок, которые необходимы для обработки заготовок определенной формы. Рабочие поверхности таких планок могут быть выполнены в различной форме (угловая, вогнутая и др.). В некоторых современных моделях тисков прижимные планки могут быть подпружиненными. Такая конструкция позволяет несколько повысить удобство фиксации деталей в зажимном приспособлении сверлильного станка.
Тиски с призматическими губками
Как выбрать?
Перед тем как покупать тиски для дома, следует определиться со стоимостью. Экономить на тисках не рекомендуется. В крайнем случае, на модели, стоимость которых не составляет более 3 тысяч рублей, внимания обращать не стоит. Недорогие модели часто имеют плохое качество, поэтому быстро придут в негодность. Также с таким устройством будет не совсем комфортно работать, поскольку надежной фиксации детали обеспечено не будет.


Также следует определиться с производителем. Производством тисков занимаются такие компании: Wilton, Stanley, NEO, «Дело техники», «Кобальт», «Калибр» и некоторые другие. Здесь выбор зависит от сугубо индивидуальных предпочтений. Конечно, немаловажным критерием при выборе является размер устройства. Здесь все зависит от того, какие детали планируется обрабатывать. Естественно, что маленькие тиски просто не выдержат тяжелых и габаритных деталей, а фиксировать маленькие в массивных тисках будет крайне неудобно.
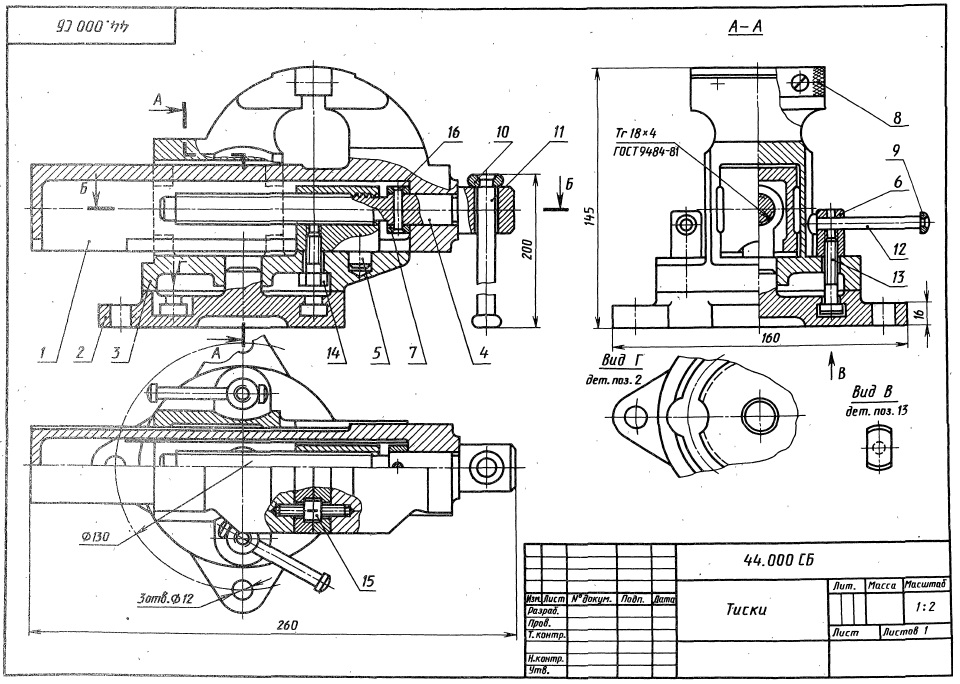
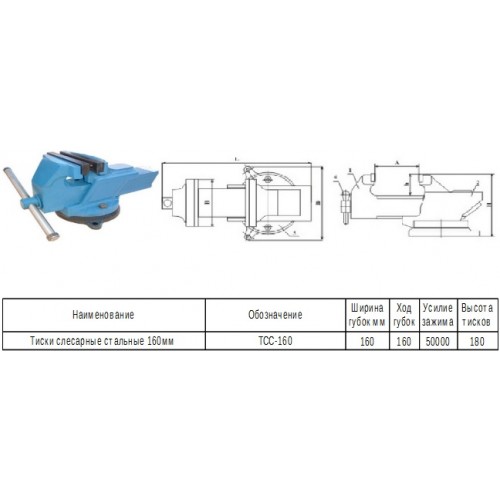
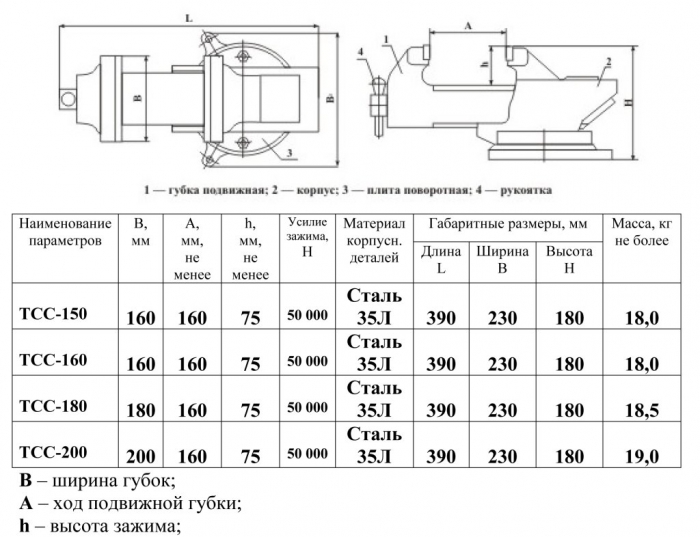
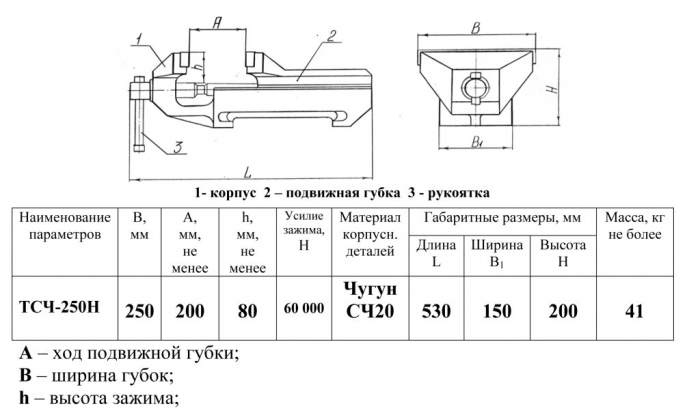
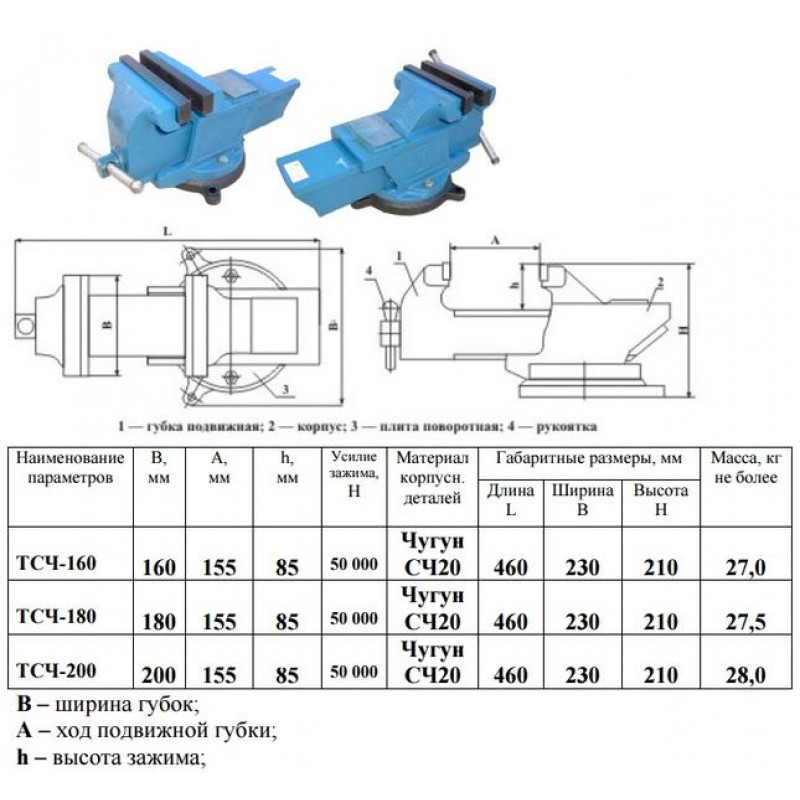
Для слесарных тисков есть ГОСТ 4045-75. Он распространяется на те модели, которые имеют ширину губок от 63 до 200 мм.

Обзор тисков лекальных прецизионных представлен в следующем видео.
Гарантия

Гарантийные обязательства распространяются на оборудование с корректным набором документов:
- Талон с заводским номером, указанием даты приобретения, штампом продавца. В отдельных случаях требуется подпись покупателя.
- Документы, подтверждающие покупку: накладная, кассовый или товарный чек.
Обязательства производителей не распространяются на следующие элементы:
- сменные аксессуары – в зависимости от модели чаще это губы или кулачки;
- устройства для поверхностной механической защиты – кожухи, муфты;
- детали с быстрым износом или ограниченным ресурсом – направляющие или ролики из пластика и резины, подшипники.
В гарантийном обслуживании откажут, если инструмент имеет следы механических повреждений, использовался не по назначению или подвергся износу в результате неправильного ухода.
Как выбрать тиски

При выборе тисков учитывается сфера их применения и размеры заготовок, которые планируется в них устанавливать.
Слесарные – предполагают повышенное усилие зажима при обработке деталей, поэтому предпочтительны жесткие модели из стали, а не из порошкового металла.
- Ходовой винт с треугольной метрической резьбой быстро изнашивается, а усилия зажима недостаточно для обработки габаритных заготовок.
- Вес конструкции косвенно характеризует его прочность.
- Для обработки деталей в вертикальном положении выбираются модернизированные слесарные тиски. Их основание вращается на 360°. Чаще оснащены увеличенной наковальней.
- Для круглых заготовок предпочтительны модели, корпус которых оснащен призмами. Эти тиски чаще применяются с ползунком.
Столярные – обращайте внимание на диаметр шнека и равномерность выравнивания стержней. Предполагается параллельное движение при вкручивании
Если инструмент идет неравномерно, риск повреждения заготовок увеличивается.
Дополнительно осматриваются накладки зажимов, при выборе проверяются на куске пластика
Важно, чтобы не оставалось следов и вмятин на поверхности.
В моделях с верстаком или станиной визуально проверяется ровность плоскости. Для этого нужно встать таким образом, чтобы ближайший угол станины оказался на уровне глаз – изъяны становятся заметными, когда плоскость выглядит как струна.
Фронтальные тиски доступны лишь с винтовым механизмом и направляющим стержнем
Стоит продумать, удобно ли это для текущих эксплуатационных нужд.

Станочные – выбираются для обработки материалов повышенной жесткости, поэтому в приоритете находится функциональность.
- Губки для фиксации заготовки меньшей высоты, чем в других типах.
- По сравнению со слесарными тисками конструкция является более жесткой.
- Инструмент крепит деталь под конкретным углом и поддерживает поворачивание вокруг вертикальной оси.
При выборе учитывается материал, из которого изготовлен инструмент. Предпочтительны модели из закаленной стали.
Если подобный вариант не укладывается в бюджет, старайтесь выбрать устройство со стальными подвижными деталями, так как они подвержены наибольшему износу.
Важна антикоррозийная обработка инструмента – покрытие чаще всего наносится на резьбовые детали, но встречается и цельное.

Двойные станочные – поддерживают одновременную обработку нескольких деталей, но для постоянной бытовой эксплуатации неудобны.
Синусные – используются при сложной обработке деталей. Они поддерживают уклон крепления детали в нескольких взаимноперпендикулярных плоскостях.



Ручные – при выборе стоит проверить параллельность губок, качество схождения и размер зазора.
- Люфт рукоятки – признак инструмента, с которым будут сложности.
- Ширина рабочего зазора в открытом состоянии – параметр, определяющий, войдет ли заготовка в инструмент. Зазор в ручных моделях, как правило, небольшой, поэтому стоит тщательно примерять габариты.
- Проверьте, оставляют ли зубцы вмятины на мягком металле. В таком случае предпочтителен инструмент с меньшей высотой резьбы зажимов.

Поворотная основа фиксации инструмента удобна в работе, но снижает жесткость конструкции. Механизм поворота – самое слабое звено инструмента, поэтому такая функциональность выбирается только в случаях, когда без нее работа невозможна.
При выборе стоит определить величину угла, который чаще требуется во время работ. Доступны вариации с минимальным углом поворота и модели, вращающиеся на 180 или 360 градусов.
Статичные модели надежнее, но подбор точки крепления затрудняется параметрами верстака. С нестандартными заготовками чаще используются дополнительные устройства для фиксации: наживление с помощью болтов или захват струбциной.
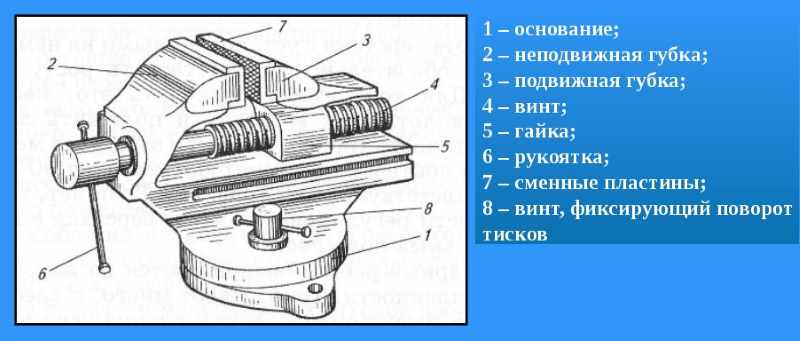
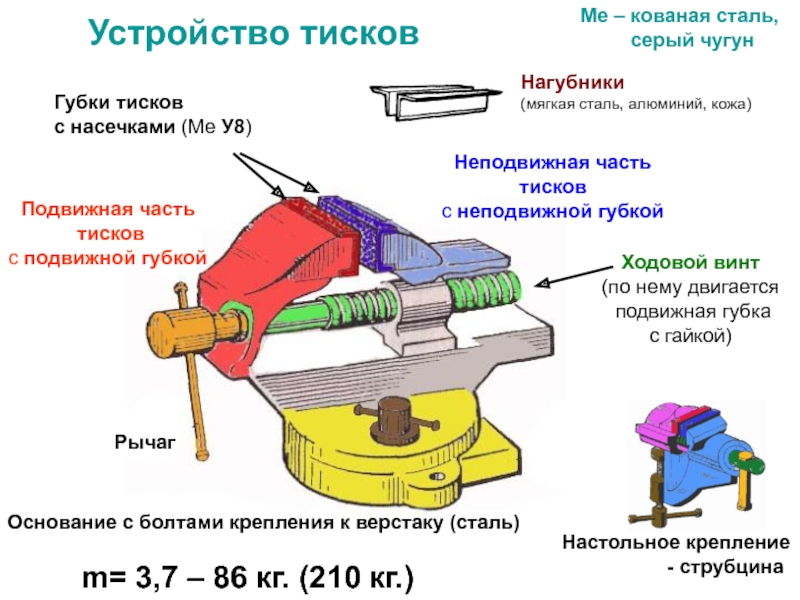
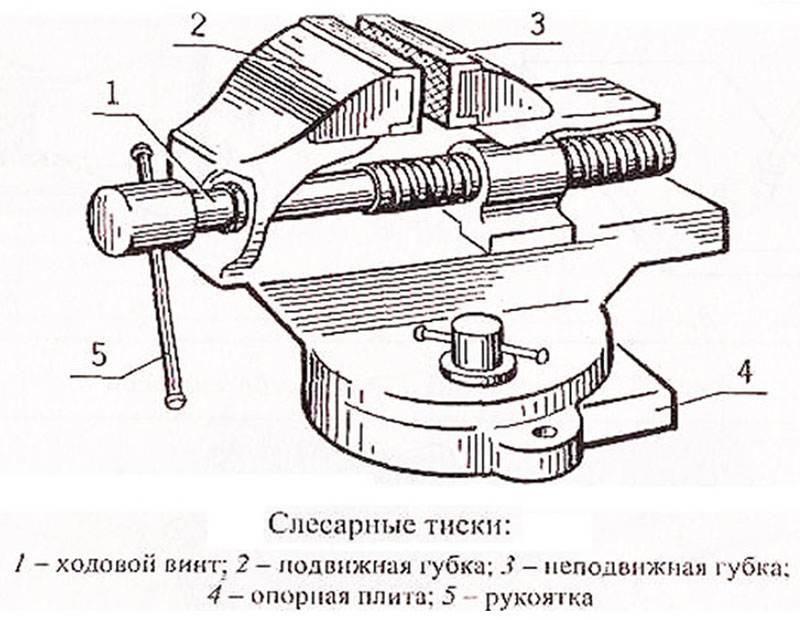
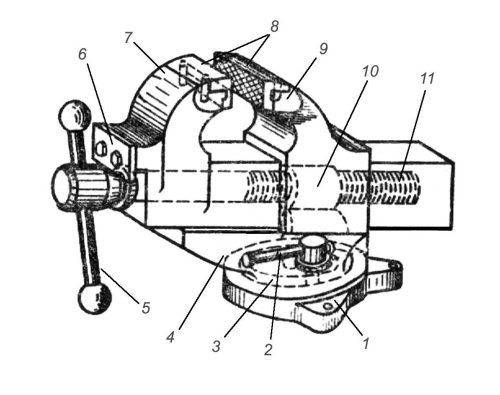
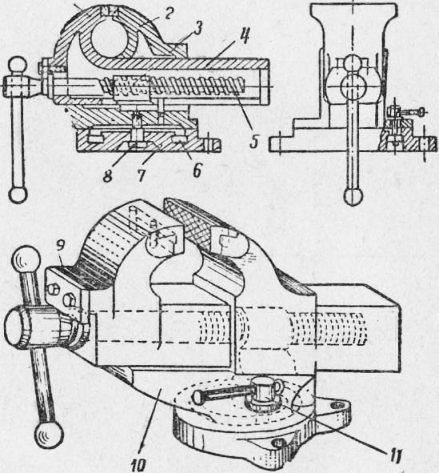
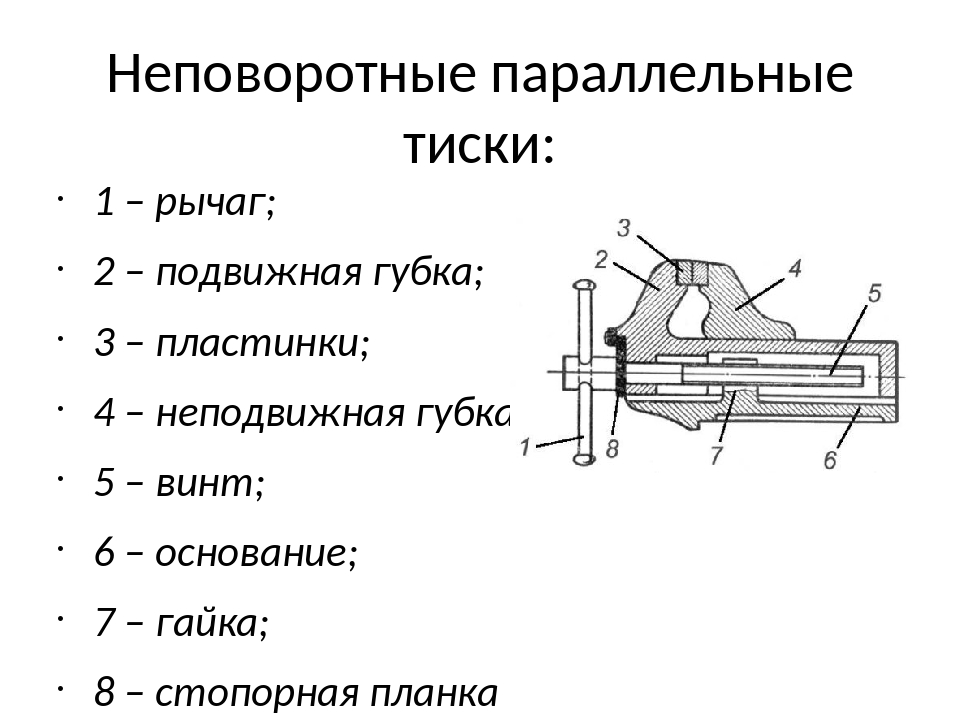
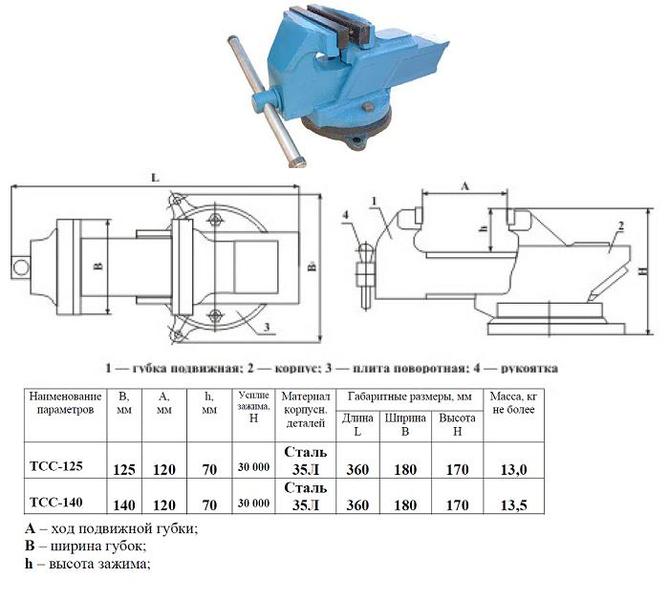
Поворотные параллельные слесарные тиски — конструкционные особенности
Массивное основание устройства имеет три уха с отверстиями. Их назначение – это закрепления устройства на верстаке с помощью болтов. Основание может быть стальным или чугунным, так как оно не несёт ударных нагрузок. Верстак, стол или бревно, к которому будут крепить устройство, должно иметь большой вес, быть устойчивым и труднопереворачиваемым. Устанавливать приспособление нужно на горизонтальной поверхности поворотной рукояткой к краю. Самое удобное положение – это, когда поворотная рукоятка свободно вращается без перекидывания и не задевает за край верстака.
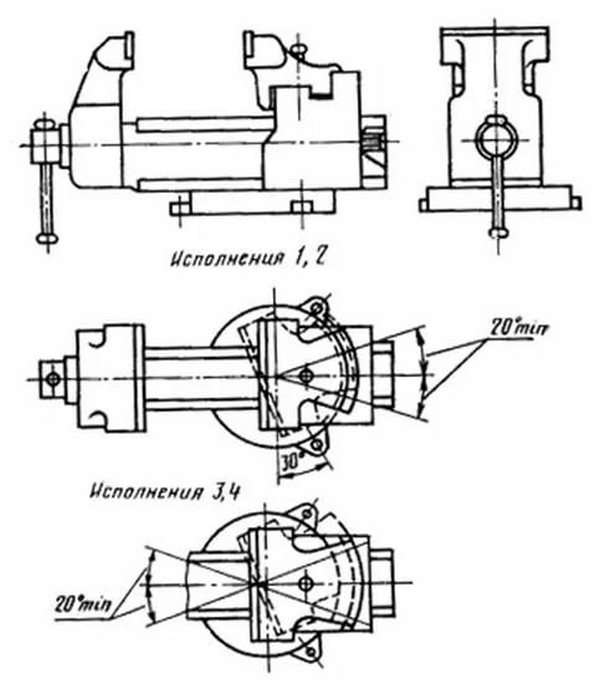
Неподвижная губка в своём основании имеет два винта, которые предназначены для фиксирования её положения относительно основания. После ослабления обеих винтов, механизм слесарных тисков можно поворачивать за и против часовой стрелки на произвольный угол (до 120°) относительно основания. После установки необходимого рабочего положения, фиксирующие винты необходимо затянуть.
В верхней части неподвижная губка переходит в плоскость, которая имеет назначение наковальни. Именно пользование слесарными тисками, изготовленными по ГОСТ 4045-75, как наковальней обуславливает использование стальных составляющих.
Часть верхней губки в месте зажима заготовки оборудована сменной щёчкой. Она крепится посредством двух винтов с потайными головками. Полное закручивание винтов не приводит к неподвижности накладки. Это необходимо для того, чтобы заготовка не повреждалась при сильном закручивании зажимного винта. Щёчки всегда стальные, даже если другие части выполнены из чугуна. Сменные накладки закаляются и могут иметь насечки двух видов: крестообразной или точечной. При закреплении мягких материалов, их поверхность может повреждаться насечкой. Если это критично, то можно использовать на щёчках мягкие прокладки (из дерева, алюминия). Кроме того, при закреплении деталей, имеющих форму близкую к сферической или цилиндрической, рекомендуется устанавливать щёчки специальной геометрической формы вместо обычных плоских, которые тоже предусмотрены ГОСТом.
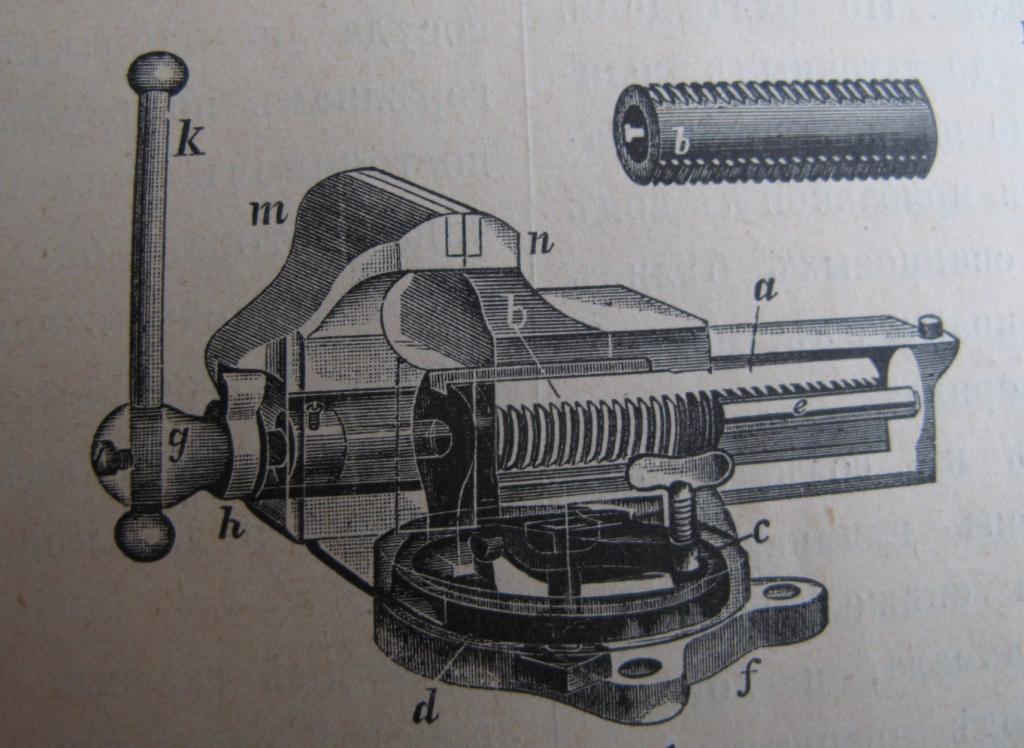
Подвижная губка тоже оборудована аналогичной стальной щёчкой с насечкой. Своё прямолинейное перемещение она обеспечивает наличием направляющим пустотелым прямоугольным параллелепипедом (хоботом), который движется сквозь прямоугольное отверстие в неподвижной губке (направляющий хобот и отверстие могут быть и другой формы – полукруглой, трапецевидной).
Фиксация заготовки и перемещение подвижной губки осуществляется благодаря винту, который вращают с помощью поворотной рукоятки. Винт может иметь различный шаг резьбы. Чем он мельче, тем более точно можно зажать заготовку.
Пневматические параллельные слесарные тиски
Выпуск таких приспособлений регламентирован ГОСТ 12.2.029-77. Конструкционно это приспособление отличается от обычного зажимного слесарного механизма (изготовленного по ГОСТ 4045-75) только наличием пневматического привода, который обеспечивает высокую скорость работы (2-3 с для одного закрепления), одинаковое зажимное усилие и исключает применение большой физической силы. Управление осуществляется с помощью рычага или педали.





