
Головка шлифовальная ВГР 100 для токарного станка купить по цене 49900 руб. в Санкт-Петербурге на PromPortal.Su (ID#20774826)
– 4 990 руб.

44 910 руб.
49 900 руб. Скидка 4 990 руб. (еще 4 дня)
Собственное производство
для токарных станков
запчасти/комплектующие
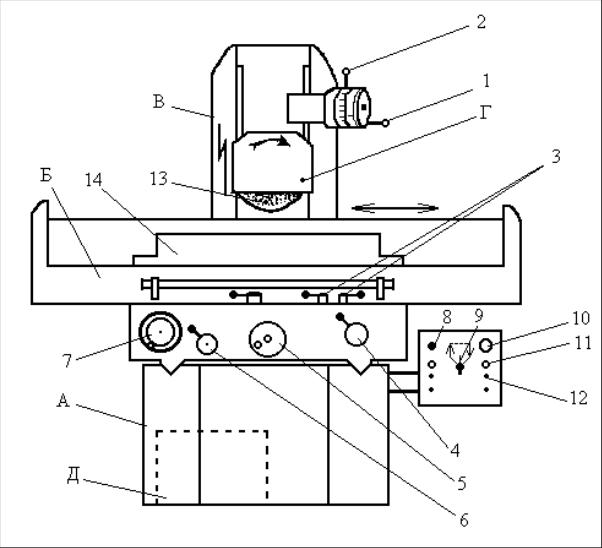
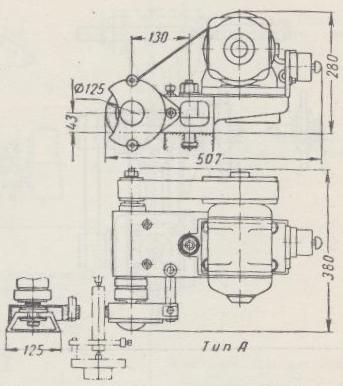
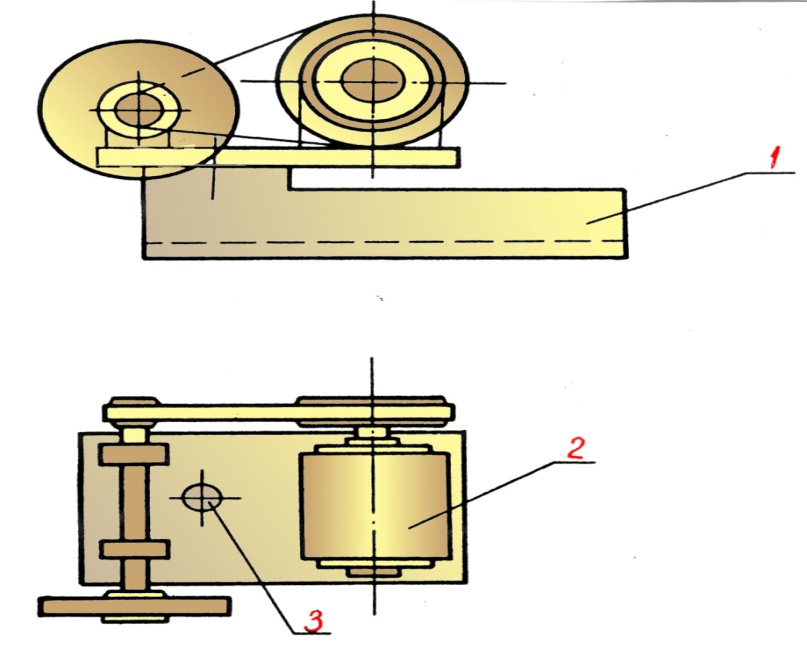
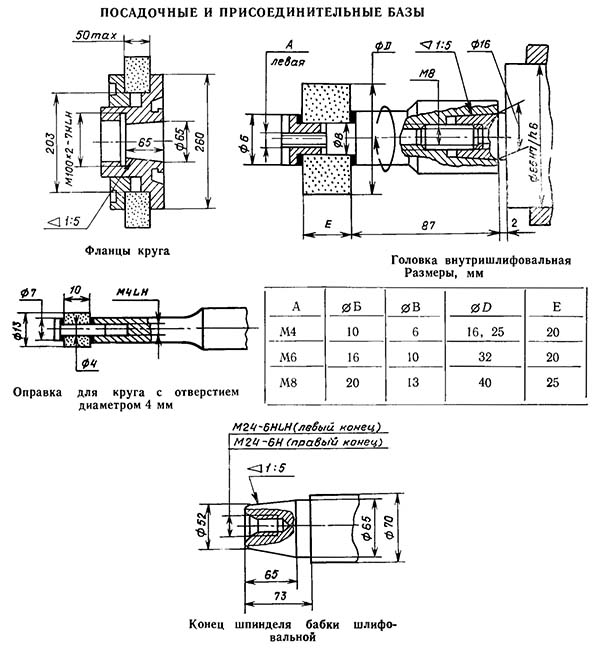
ВГР 100 Головка шлифовальная ВГР 100 для токарного станка с резцедержателем 75 мм. Оснастка для шлифовки шеек валов, посадок подшипников, втулок и внутренних каналов. Устанавливается на токарный станок в резцедержатель, без его снимания.
Станочная оснастка
| Наружный шлифовальный шпиндель | |
| размер круга | 125 мм x 20 x 32(∅ х Ш х отв.) |
| скорость холостого хода | 5600 об/мин. |
| Внутришлифовальный шпиндель | |
| диаметр шлифования | 8-40 мм |
| размер круга | 25 x 16 x 6 мм (∅ х Ш х отв.) |
| скорость холостого хода при 50Гц | 12 100 об/мин. |
| глубина шлифования | 70 мм |
| Длина станины станка (РМЦ) | 800 — 1500 мм |
| Мощность | 0,55 кВт |
| Напряжение | 220В (380В) |
Станок шлифовка
Особености:
- Устанавливатся на любой токарный станок с шириной резцедержателя 75 мм (100 мм под заказ)
- Приводные валы на прецизионных подшипниках
- Моторная база и шпиндельная втулка регулируются
- Частота вращения шпинделя в зависимости от типа задачи — две скорости на выбор, или частотный регулятор (под заказ)
- Низкая стоимость обеспечиваемая точность в пределах 0,01 – 0,02 мм (ограничена в основном точностью применяемого в качестве базы токарного станка)
- Шпиндель для наружной шлифовки абразивными кругами диаметром 125 мм и посадку для оправки внутренней шлифовки под шарошки диаметром от 8 до 40 мм.
- Возможность шлифовать рабочие поверхности от 20 мм во внутреннем диаметре (во многом зависит от оправки шлифовального камня) и до 8 мм минимально при наружней шлифовке.
- Максимальный диаметр наружней шлифовки зависит от габаритов вашего токарного станка, но рекомендуется, из соображений эффективной производительности, не более 250 мм.
- Кожух шлифовального камня приспособлен для пылеудаления, при наружном шлифовании.
- Абразивный круг выставляется на уровне оси центров, с помощью регулировочного винта.
Регионы доставки:
- Россия
- Москва
- Санкт-Петербург
- Республика Адыгея
- Республика Башкортостан
- Уфа
- Белебей
- Белорецк
- Ишимбай
- Межгорье
- Мелеуз
- Нефтекамск
- Октябрьский
- Салават
- Сибай
- Стерлитамак
- Туймазы
- Учалы
- Кумертау
- Республика Бурятия
- Республика Алтай
- Республика Дагестан
- Ингушская Республика
- Кабардино-Балкарская Республика
- Республика Калмыкия
- Карачаево-Черкесская Республика
- Республика Карелия
- Республика Коми
- Республика Крым
- Республика Марий Эл
- Республика Мордовия
- Республика Саха (Якутия)
- Северо-Осетинская Республика
- Республика Татарстан
- Республика Тува
- Удмуртская Республика
- Республика Хакасия
- Чеченская Республика
- Чувашская Республика
- Алтайский край
- Краснодарский край
- Краснодар
- Абинск
- Адлер
- Анапа
- Апшеронск
- Армавир
- Белореченск
- Бетта
- Геленджик
- Горячий Ключ
- Гулькевичи
- Джубга
- Дивноморское
- Ейск
- Кореновск
- Кропоткин
- Крымск
- Курганинск
- Лабинск
- Новокубанск
- Новороссийск
- Пос. Кабардинка
- Приморско-Ахтарск
- Славянск-на-Кубани
- Сочи
- Ст. Варениковская
- Выселки
- Калининская
- Ст. Калниболотская
- Ст. Канеловская
- Ст. Марьянская
- Ст. Новолабинская
- Октябрьская
- Ст. Отрадная
- Полтавская
- Ст. Северская
- Ст. Староминская
- Ст. Старощербиновская
- Тбилисская
- Темрюк
- Тимашевск
- Тихорецк
- Туапсе
- Хадыженск
- Усть-Лабинск
- Брюховецкая
- Дагомыс
- Динская
- Каневская
- Крыловская
- Кущевская
- Лазаревское
- Ленинградская
- Мостовской
- Новокубанск
- Новопокровская
- Павловская
- Южный
- Красноярский край
- Пермский край
- Приморский край
- Ставропольский край
- Хабаровский край
- Амурская область
- Архангельская область
- Астраханская область
- Белгородская область
- Брянская область
- Владимирская область
- Волгоградская область
- Вологодская область
- Воронежская область
- Ивановская область
- Иркутская область
- Калужская область
- Калининградская область
- Кемеровская область
- Кировская область
- Костромская область
- Курганская область
- Курская область
- Ленинградская область
- Липецкая область
- Магаданская область
- Московская область
- Мурманская область
- Нижегородская область
- Новгородская область
- Новосибирская область
- Омская область
- Оренбургская область
- Орловская область
- Пензенская область
- Псковская область
- Ростовская область
- Рязанская область
- Самарская область
- Саратовская область
- Сахалинская область
- Свердловская область
- Смоленская область
- Тамбовская область
- Тверская область
- Томская область
- Тульская область
- Тюменская область
- Ульяновская область
- Челябинская область
- Забайкальский край
- Ярославская область
- Еврейская автономная область
- Камчатский край
- Ненецкий автономный округ
- Ханты-Мансийский автономный округ
- Чукотский автономный округ
- Ямало-Ненецкий автономный округ
- Беларусь
- Казахстан
Резьбонакатные головки, ВНГН, ВНГТ, ВНГН-трап, резьбонакатные ролики
Головки резьбонакатные (аксиальные): ВНГН, ВНГТ, ВНГН трап

Фотогалерея: Головки резьбонакатные ВНГН — ВНГН-трап.4М, ВНГН-3М,
Головки резьбонакатные ВНГН — ВНГН-трап. 4М, ВНГН-4М, ВНГН-3М
Резьбонакатная головка позволяет производить накатывание правых и левых резьб на универсальных станках, получили наименование резьбонакатных головок. Резьбонакатные головки могут применяться на токарных и сверлильных станках, станках-автоматах и станках с ЧПУ, давая возможность обработать резьбу на любой детали, которую можно закрепить на данном станке, с высокой производительностью.
ВИДЕО: ВНГН в суппорте станка — youtube
Резьбонакатные головки разделяются на три основных типа — аксиальные, радиальные и тангенциальные.
Резьбонакатные головки, оснащенны комплектом роликов для накатки резбы на заготовке: головки аксиального типа с осевой подачей заготовки; головки тангенциального типа с тангенсальной подачей; головки радиального типа с радиальной подачей роликов.
В странах СНГ наибольшее распространение получили раскрывающиеся аксиальные резьбонакатные головки типа ВНГН, ВНГТ, ВНГН-трап производства бывшего , предназначенные для накатывания метрических резьб М4.-.М52, трапецеидальных резьб Тр16.-.Тр42 и трубных цилиндрических G 1/2″ — G 2″.
Инструкции по Эксплуатации головок — завода ФРЕЗЕР им.М.И.Калинина
Аксиальная резьбонакатная головка оснащена, как правило, тремя, реже четырьмя или шестью, резьбонакатными роликами. Ролики имеют на периферии кольцевые шлифованные витки, а так же заборную и калибрующую части. Ролики установлены в головке под углом, примерно равным углу подъема накатываемой резьбы, вызывая тем самым перемещение детали или накатной головки на один шаг резьбы при полном обороте ролика. Поскольку ролики перемещаются вдоль детали в осевом направлении, с помощью осевых головок можно накатывать сколь угодно длинные резьбы, а также резьбы на несбалансированных деталях.
Накатка резьбы с использованием резьбонакатных головок производится, как правило, при самозатягивании головки, поэтому осевая подача инструмента на заготовку необходима только в начальный период, пока ролики не захватят заготовку. При накатывании поверхность резьбы получается с уплотненными слоями и без микронеровностей, характерных для обработки резанием, что повышает прочность резьбы детали.

- Головки резьбонакатные ВНГН
- Головки ВНГН -трап, резьбонакатные
- Головки резьбонакатные ВНГТ
Дополнительные устройства к токарным станкам
Державки, поворотные головки, шлифовальные головки.
Многорезцовые державки. Для обработки деталей, требующих большого числа переходов. Устанавливается на месте демонтированного резцедержателя.
Поворотные (револьверные) головки для задней бабки токарного станка. Для обработки отверстий небольших размеров, требующих применения нескольких инструментов.
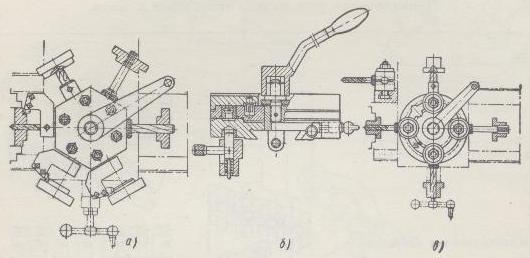
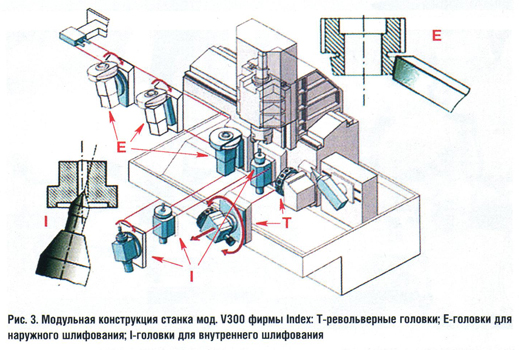
Поворотные (револьверные) головки суппортные головки.Для обработки наружных поверхностей и отверстий. Устанавливаются на месте демонтированного резцедержателя. Инструментодержатели устанавливаются: а) в гнездах; б) центрируются по калиброванным пазам; в) по кольцевому Т-образному пазу.
Применяется на станках, где отсутствуют поворотные резцедержатели. Инструмент (резец, сверло, развертка, и т. д.) закрепляется в сменной державке 1, которая крепится рукояткой 2.
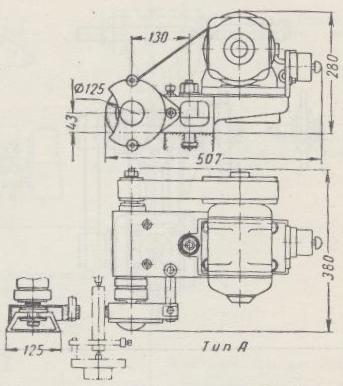
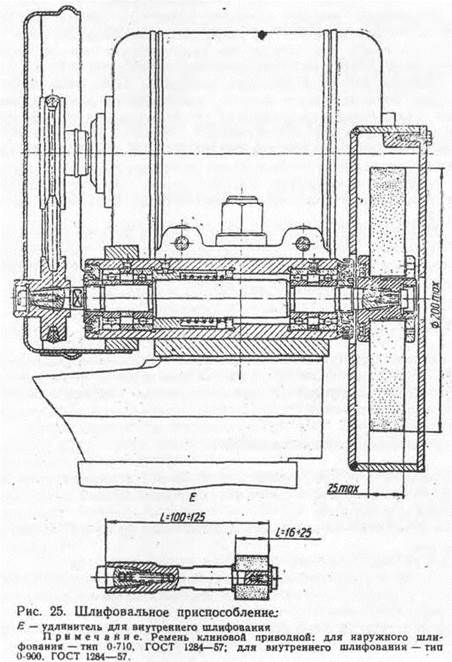
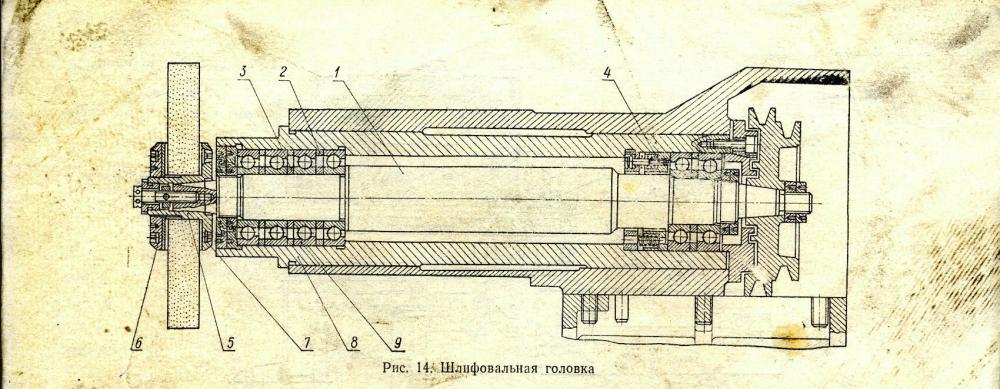
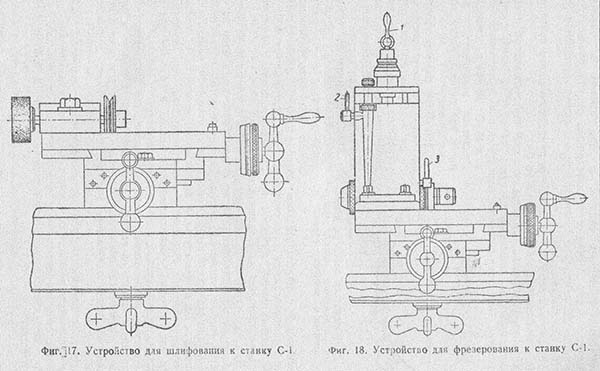
Шлифовальные головки для наружного шлифования. Для токарного станка ДИП-200. При незначительной переделке могут быть использованы и на станках других моделей.
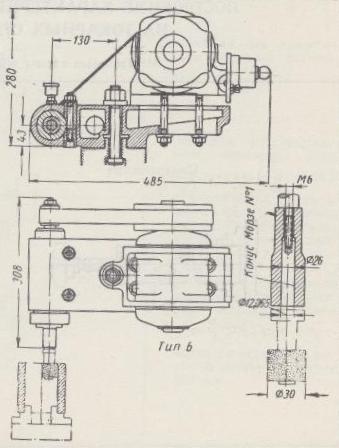
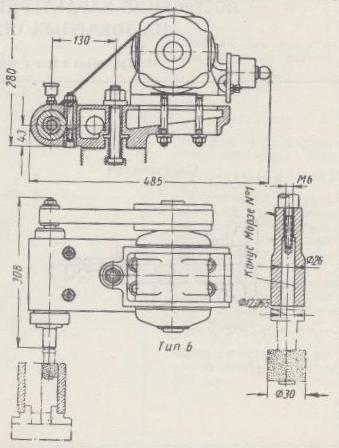
Шлифовальные головки для внутреннего шлифования. Для токарного станка ДИП-200. При незначительной переделке могут быть использованы и на станках других моделей.
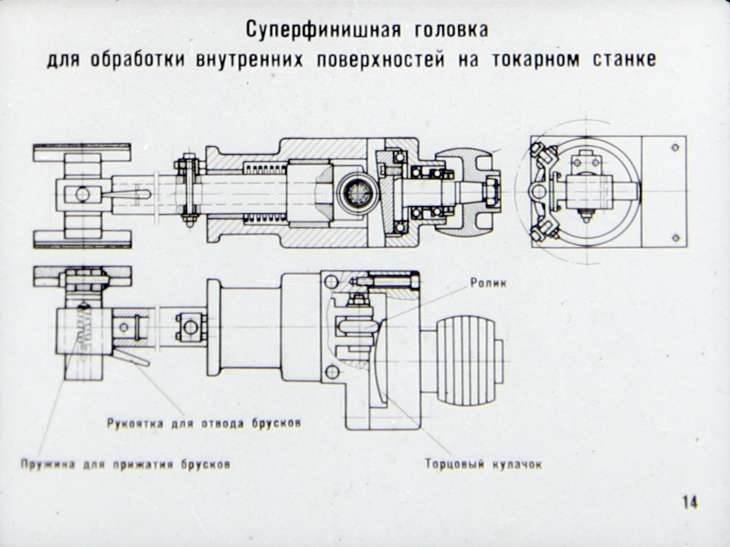
Универсальная шлифовальная головка. Применяется для наружного и внутреннего шлифования.
- Для полуавтоматов применяются резцы всех типов с пластинками из быстрорежущей стали и твердых сплавов. Широко применяются фасонные резцы круглые и призматические. Основные типы стандартных резцов для токарных полуавтоматов приведены ниже. Резцы быстрорежущие для токарных полуавтоматов. Резцы…
«>Резцы для токарных полуавтоматов
- Типы и характеристики токарных станков-полуавтоматов. Токарные станки-полуавтоматы предназначены для токарной обработки штучных заготовок, обычно крупных размеров. Установка заготовки, пуск станка и снятие готового изделия производятся вручную. весь остальной цикл обработки и останов станка по окон…
«>Обработка на токарных полуавтоматах
- Конструкции и размеры наиболее распространенных державок для крепления резцов на револьверных станках, а также некоторых других вспомогательных инструментов, приведены ниже. Держатели для косого крепления резцов квадратного сечения к револьверным головкам с вертикальной осью вращения. Держ…
«>Вспомогательный инструмент для работы на револьверных станках
- Основные типы резцов для револьверных станков.
«>Основные типы резцов для револьверных станков.
- Типы револьверных станков. По виду револьверной головки револьверные станки разделяются на две группы: Станки с вертикальной осью поворота револьверной головки. Головка имеет обычно только продольную подачу. Для инструментов, работающих с поперечной подачей, станки снабжены одним или двумя попер…
«>Обработка на револьверных станках
Архив новостей:
- На рисунках 1-4 приводятся необходимые справочные данные по оправкам и вспомогательному инструменту, который используется для установки и закрепления режущего инструмента на токарных станках. Рис.1.Размеры резцедержателей токарных станков. Рис.2. Державки суппортные для инструмента с конусом М…
«>Вспомогательный инструмент и приспособления для работы на токарных станках
- Основные типы стандартных токарных резцов приведены в таблице 2 и 4. Формы пластины из быстрорежущей стали и твердых сплавов для токарных резцов приведены в таблице 3 и 5. Пластинки из твердых сплавов соединяются со стержнем пайкой или механическим способом. Способы механического крепления пласти…
«>Резцы для токарных станков.
- Установка токарных резцов.
- Резцы состоят из рабочей части (головки) и стержня (тела) Рис.2. На рабочей части путем заточки образуются: передняя поверхность, по которой сходит стружка; задняя главная поверхность, обращенная к поверхности резания; задняя вспомогательная поверхность, обращенная к обработанной поверхности. Пере…
«>Резцы для точения
- Точением могут быть получены наружные цилиндрические, конические и фасонные поверхности (обтачивание), внутренние цилиндрические, конические и фасонные поверхности (растачивание), торцовые плоские и фасонные поверхности (подрезание, прорезание, отрезание). На обрабатываемой детали различают Рис.1: …
«>Точение | Общие сведения.
Daoist Yoga
Типы шлифовальных головок
Головки шлифовальные абразивные могут быть разделены на несколько категорий по форме. Соответственно ГОСТ 2447-82 есть такие головки:
- Рабочая часть абразивной оснастки имеет цилиндрическую форму с плоским торцом. Цилиндр может быть разных размеров и длины.
- Форма выполнена в виде укороченного цилиндра со ступицей. Торцевая часть такого абразива имеет также плоскую поверхность.
- Шлифовальный инструмент угловой, угол которого раскрывается в направлении металлического шпинделя. Торцевая часть здесь плоская, тело имеет небольшую относительно диаметра толщину.
- Угловой шлифовальный инструмент, где угол идет на раскрытие в направлении от металлического шпинделя. Абразив имеет сходные пропорции с описанным на позицию выше.
- Инструмент шлифовальный конической формы с острой вершиной. Здесь присутствует цилиндрическое основание, которое затем переходит в конус на торце.
- Головки для шлифовальных работ с формой сводчатого типа. Их основание в профиле напоминает округлую пику.
- Инструмент с основанием в форме шара.
- Оснастка для шлифовки, которая имеет цилиндрическое основание, переходящее в шар.
- Элемент абразивный в форме конуса, вершина у которого имеет закругленный вид.
Категория головок шлифовальных по материалу, из которого они изготовлены:
- Карбид.
- Электрокорунд.
- Корунд.
- Смеси представленных материалов с добавками и без них.
Абразивные элементы различаются еще по твердости и зернистости.






Круглое шлифование валов
Отделку валов можно производить точным обычным круглым шлифованием или тонким. Шлифовка валов на круглошлифовальных станках может осуществляться либо с продольной, либо с поперечной подачами. В первом случае заготовка должна быть довольно длинной. Из-за этого способ шлифования валов с поперечной подачей (методом врезания) используют для шлифовки недлинных или коротких по длине поверхностей. Профилированные шлифкруги помогут при работе с фасонными поверхностями методом врезания.
Обычное тонкое круглое шлифование позволяет достичь чистоты обработки 8-9 класса и точности 2 класса. В таком случае поверхность «выхаживают». Тогда деталь вращается некоторое время без поперечной подачи круга. Так можно устранить небольшие погрешности и дефекты в форме заготовки.
Особенности тонкого шлифования:
- небольшая глубина резания;
- большая скорость вращения шлифкруга (не менее 40 м/сек);
- малая скорость вращения детали, подвергаемой обработке (менее 10 м/мин);
- мягкие мелкозернистые шлифовальные круги;
- усиленное охлаждение;
- длительный процесс выхаживания.
Если выпускаются небольшие валы, их шлифуют на бесцентровых шлифовальных станках. Довольно часто применяют шлифование врезанием.
Особенности шлифования на бесцентровых шлифстанках:
- жесткая система аппарата повышает производительность шлифовки. В таких случаях специалист может обрабатывать детали при значительных глубинах резания и подачах, в том числе непрерывно шлифовать заготовки одну за другой при сквозной подаче;
- не нужно делать центровые отверстия в деталях.
Ассортимент оснастки от инструментальной
Мы предлагаем широкий спектр разнообразных оснасток: кулачки, втулки, тиски, цанги, сверлильные патроны и многое другое. Каждое наименование представлено несколькими производителями и в максимально возможных вариациях. К примеру, имеется два вида сверлильного патрона — его можно приобрести не только в традиционном исполнении, но также и самозахватывающий сверлильный патрон. Помимо этого, имеется возможность выбора патрона от различных производителей.
Огромный многолетний опыт на инструментальном рынке позволяют нам наилучшим образом обеспечить потребности покупателей. , купить токарную оснастку, тме оснастка.
Безопасность эксплуатации
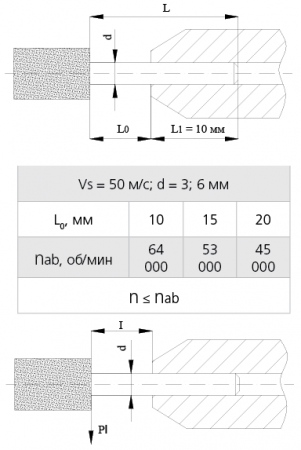
Эксплуатационные характеристики шлифовальных головок на оправках помимо прочностных свойств абразивного слоя включают в себя так же прочностные свойства оправок. Согласно ГОСТ Р 52588-2011, частота вращения шлифовальных головок nab, мин-1 или 1/мин (об/мин; в зарубежной практике – RPM) определяется числом оборотов в единицу времени, при которых оправка изгибается под действием центробежной силы.
Независимо от всей длины оправки L цанга машины должна захватывать минимум 10 мм длины хвостовика (L1 ≥ 10мм).
Согласно EN 12413 и DIN 69170 на максимальное число оборотов влияют следующие факторы: форма и размеры шлифовальной головки, диаметр d, материал оправки и свободная длина оправки L. Их необходимо учитывать для исключения разрушения шлифовальной головки и изгиба оправки.
В процессе шлифования на открытую длину оправки действует сила прижима шлифовальной головки к обрабатываемой поверхности. При этом прочность оправки будет определяться её диаметром d (мм), длиной вылета l (мм) и материалом оправки, характеризующимся модулем упругости E (модуль Юнга в МПа) и предельным значением прочности на изгиб и (МПа).
Изгиб оправки на величину f (стрелу прогиба в мм) при приложении силы Pl (Н) определяется по формуле:
где J – момент инерции поперечного сечения оправки (J = πd4/64, мм4). Величина прогиба оправки непосредственно влияет на точность обработки. Для точных работ (внутреннее и координатное шлифование) она не должна превышать 25 % от поля допуска, на исполняемый размер. Максимальная приложенная сила Plmax, при которой произойдёт поломка оправки, рассчитывается по формуле:
Для предельной силы Plmax наибольшая величина прогиба fmax будет определяться:
Оправки для шлифовальных головок могут изготавливаться из конструкционных сталей, быстрорежущих закалённых сталей и твёрдых сплавов.

Статические характеристики шлифовальных головок
При выборе зернистости для шлифовальных головок учитывается диаметр и форма головки. Чем меньше диаметр шлифовальной головки, тем меньше должно быть зерно абразива. Нами рекомендуются следующие зернистости:


Твёрдость абразивного инструмента характеризует способность связки инструмента удерживать абразивные зёрна. Чем твёрже круг, тем выше сила связки, т. е. твёрдость соответствует силе, необходимой на отделение абразивных зёрен от связки и определяется прочностью мостиков связки и прочностью пограничного слоя зерно-связка.
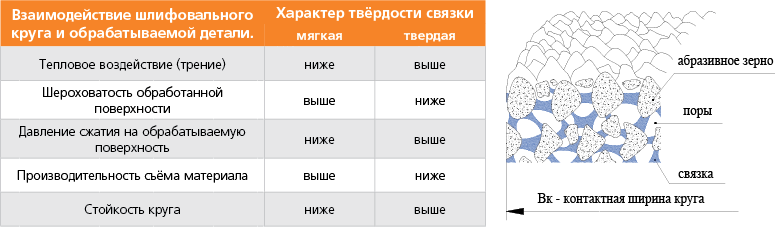
При выборе твёрдости необходимо руководствоваться следующими условиями:
- для более твёрдого шлифуемого материала выбирается более мягкий круг;
- чем больше контактная поверхность между шлифовальным кругом и обрабатываемым изделием, тем более низкая твёрдость круга выбирается;
- для шлифования материалов, чувствительных к изменениям температуры, выбирается более мягкий круг;
- при шлифовании заготовок торцом круга выбирается более мягкий круг, чем для шлифования периферией круга;
- для шлифования прерывистых поверхностей выбирается более твёрдый круг
Рабочая (окружная) скорость V определяется числом оборотов n (об/мин) приводного устройства и диаметром D (мм) шлифовальной головки
Чем больше величина окружной скорости, тем более мягкой степени твёрдости должен быть инструмент. Для обработки твёрдых материалов применяются низкие рабочие скорости.
При отсутствии соответствующего приводного устройства и невозможности обеспечить требуемую окружную скорость необходимо использовать шлифовальные головки более твёрдой степени.
Шлифовальные материалы
Наша компания выпускает шлифовальные головки из обычных абразивных материалов на керамических связках с типоразмерами по ГОСТ 56578-2015, DIN 69170 и ISO 2933.
Из обычных абразивных материалов мы используем различные марки электрокорундов и карбида кремния. В соответствии с ISO 525, EN 12413 , шлифовальным материалам из электрокорунда присваивается обозначение – A; шлифовальным материалам из карбида кремния – С.
Для решения специальных задач в шлифовальных порошках используются также смеси различных разновидностей абразивных материалов.
Для обычных абразивных материалов в разных странах сложились свои национальные и торговые обозначения типов и марок:

Описание токарного станка
Токарный станок по дереву обладает одной ограничительной функцией: он способен лишь вращать заготовку из дерева. Столяр же способен из обычного куска дерева потихоньку вытачивать законченный предмет, к примеру:
В отличие от иных машин для обрабатывания дерева, использующихся только на тех или иных промежуточных этапах, токарный станок подходит для любых операций: от предварительной обработки до полировки. Необходимый инструмент — это желобчатые (в виде буквы «V» или цилиндрические) и плоские скребки, резцы, стамески всевозможных форм и размеров. Станок вертит заготовку, а рука мастера осуществляет контроль над движением резца. Исходя из того, какой предмет необходимо сделать, выделяют два варианта крепления заготовки.
В первом случае деревянная деталь крепится в горизонтальном положении между средоточиями передней и задней стенок. Второй метод учитывает то, что токарь по дереву крепит установку заготовки только лишь в передней «бабке» при помощи планшайбы или патрона. Если вы новенький в работе на данном станке, будет разумно приступать к работе через первый способ.
Токарный станок с электронной регулировкой (комплектация):
Вариант комплектации:
- желобчатая стамеска,
- резец-майсель (2 мм),
- полукруглый резец,
- отрезной резец,
- скошенная стамеска (косяк),
- полукруглая стамеска — для отделки фасонной поверхности,
- желобчатая стамеска (рейер) — для черновой обработки.
Принцип работы
Все устройство станка укреплено на станине, которая сделана из алюминиевых, чугунных либо профильных балок или двух стальных брусьев. С одной стороны станины токарь по дереву размещает переднюю бабку, а внутри нее расположен электродвигатель (0,5−1,5 лошадиных силы). Он вращает шпиндель, имеющий конус Морзе, по необходимости вставляется поводковый центр (с одним острием и 2-мя, 3-мя или 4-мя ножами), планшайба или патрон. С противоположной стороны станка располагается задняя бабка, а ее центр поджимает заготовку, закрепляя ее в горизонтальном положении.
Подручник, поворачивающийся в любую сторону
, располагается как можно ближе к болванке, направляет резец и поддерживает его.
На станках с ручной регулировкой частота (скорость) движения способна переключаться за счет рычага коробки передач, скорость которой от 450 до 2000 оборотов в минуту. В ней расположены шкивы с подшипниками.

В намного более сложных модификациях станков вместо коробки передач стоит электронный вариатор, дающий возможность мягко регулировать быстроту хода.
Приспособления для токарного станка по металлу
Функциональные возможности токарного станка во многом определяются применением специальных приспособлений. С их помощью можно выполнять дополнительные операции (фрезерование, шлифовка, нарезка резьб и т. д.), упростить выполнение работ или обеспечить фиксацию деталей со сложной конфигурацией.
Приспособления для фиксации заготовок
Для крепления заготовок используются универсальные приспособления – центры, втулки и оправки. Центры применяются для деталей длиной более трех метров с базовыми поверхностями в форме центровых отверстий. В зависимости от конструкции они подразделяются на вращающиеся и неподвижные, устанавливаются в пиноли передней и задней бабки. Угол конуса переднего центра зависит от типа работ. Для обычных операций он равен 60°, для тяжелых работ – 90°. Материалом является инструментальная сталь с твердостью HRC 55-58.
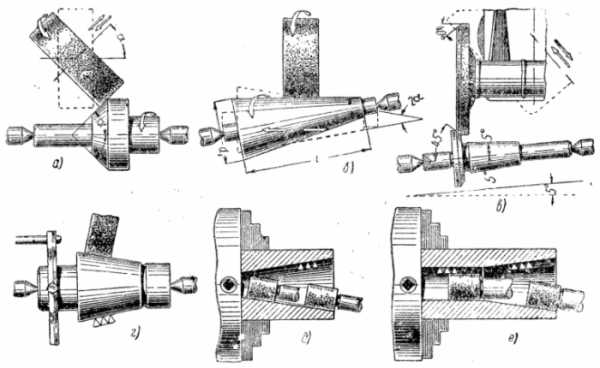
Существуют различные варианты конструкции центров для выполнения специальных операций:
- Рифленые центры для обработки пустотелых заготовок.
- Центры с выточкой. Применяются для подрезки торца.
- Подпружиненные или «плавающие центры – для точной установки деталей по торцу.
На рисунке выше представлены конструкции центров: а — обыкновенный; б — рифленый; в — с выточкой, г — вращающийся для заготовок с центровыми углублениями; д — вращающийся для заготовок с коническими концами.
В том случае, если деталь не может быть зафиксирована в патроне, например по причине неправильной геометрической формы, используется специальное приспособление для закрепления заготовок на станках – планшайба. Это плоский диск с радиальными или концентрическими пазами, который крепится к шпинделю станка через фланец. Пазы могут иметь Т-образную или фигурную форму в поперечном сечении. Заготовка центрируется и фиксируется на планшайбы с помощью сменных прихватов и наладок.
Для точения некоторых заготовок с внутренними сквозными отверстиями применяется фиксация с помощью оправки. Данные приспособления подразделяются на центровые и шпиндельные. В свою очередь центровые подразделяются на цельные и разжимные.
На рисунке выше показаны оправки в разрезе: а — центровые; б — шпиндельная; 1 — стержень; 2 — заготовка; 3 — разрезной элемент; 4 — гайка.
Дополнительные опоры
При обработке заготовок большой длины и малого диаметра, для обеспечения надежной фиксации применятся дополнительные опоры – люнеты. Они необходимы для повышения жесткости обрабатываемых заготовок. В зависимости от конструкции люнеты могут быть:
- подвижными;
- неподвижными;
- модернизированными с самоустанавливающейся муфтой;
- самоцентрирующимися, с встроенными в кулачки подшипниками.
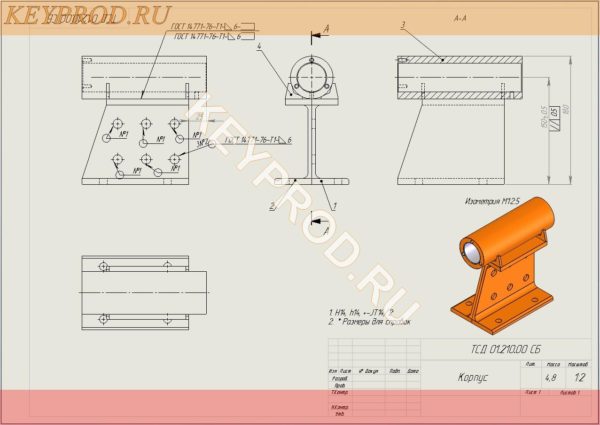
Неподвижные приспособления применяются для обработки заготовок валов, длина которых превышает 10 диаметров изделия. Перед установкой люнета необходимо закрепит заготовку в центрах и проточить шейку под кулачки. Сам люнет состоит из чугунного корпуса с откидной крышкой для облегчения фиксации заготовки. Корпус крепится к станине планкой и болтом. Кулачки перемещаются с помощью регулирующих винтов, для их фиксации в нужном положении используются специальные винты. В некоторых конструкциях вместо кулачков используются ролики для снижения силы трения.
Подвижные люнеты устанавливаются непосредственно на каретку суппорта. Данное приспособления также используется для точения длинных валов, в частности для чистовой обработки, нарезки резьбы и других операций. Регулируемая кулачковая система позволяет настроить люнет под размер вала.
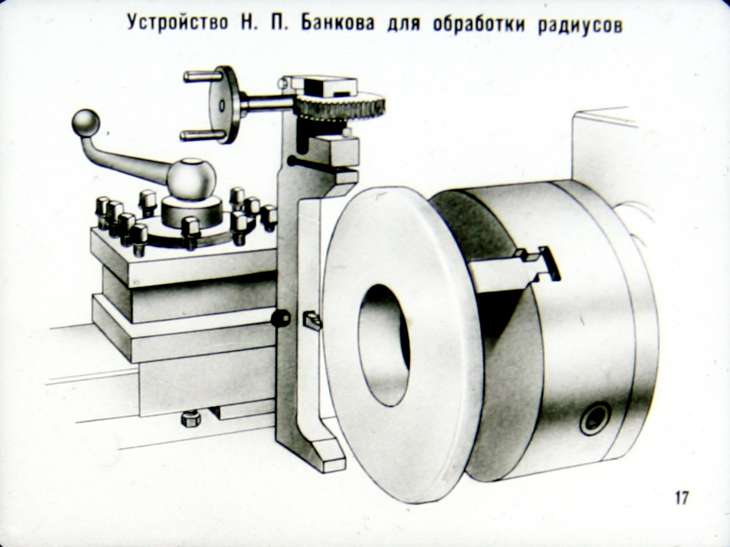
Приспособления для фрезерования и шлифовки
В современной металлообработке широко применяются приспособления для фрезерования поверхности обрабатываемой детали. С его помощью можно производить выборку пазов и канавок, контурную обработку и фрезерование плоскостей. На приспособление можно устанавливать торцевые и концевые фрезы для соответствующих операций.
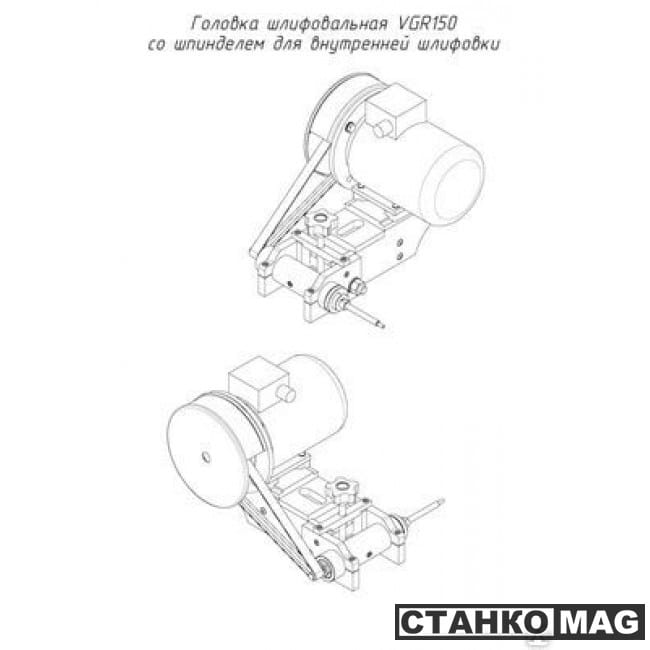
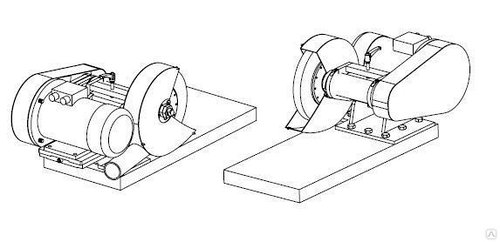
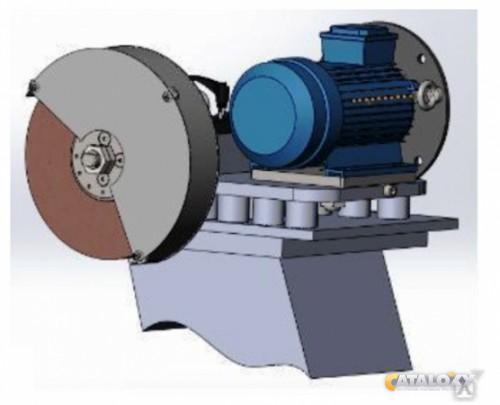
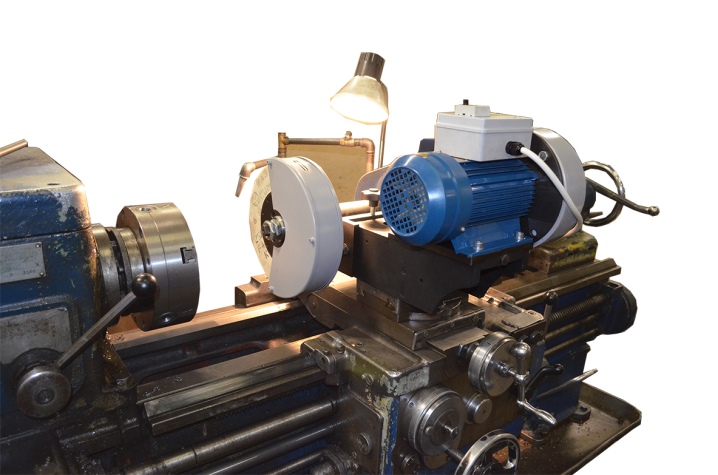
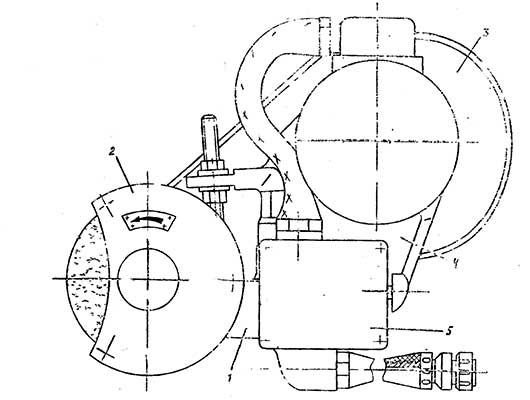
Специальные шлифовальные приспособления применяются при штучном и мелкосерийном производстве, когда экономически нецелесообразно приобретать специальный станок для данной операции. Приспособление для шлифовки имеет собственный электродвигатель который подключается к цепи токарного станка. Головка приспособления имеет собственную станину, которая крепится вместо резцедержателя. Вращение осуществляется с помощью ременной передачи.
Применение различных приспособлений позволяет использовать весь потенциал токарного станка, является экономически оправданным с точки зрения уменьшения эксплуатационных расходов.
Хайтек Головка шлифовальная для токарного станка ВГР-300
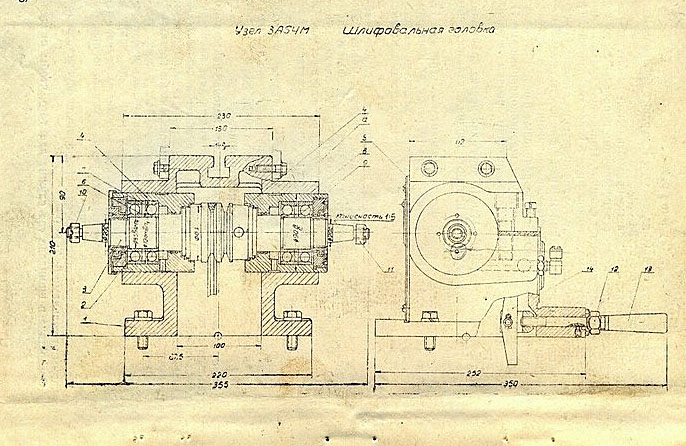
Шлифовальная головка ВГР-300
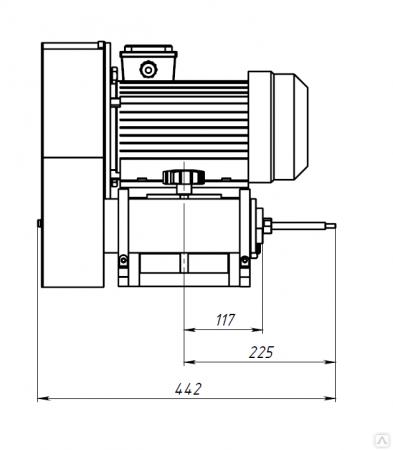
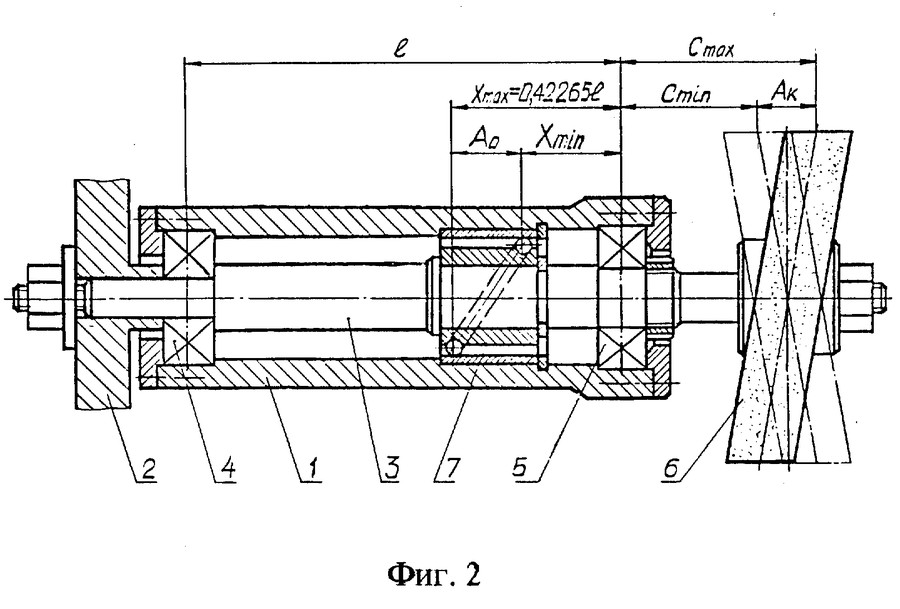
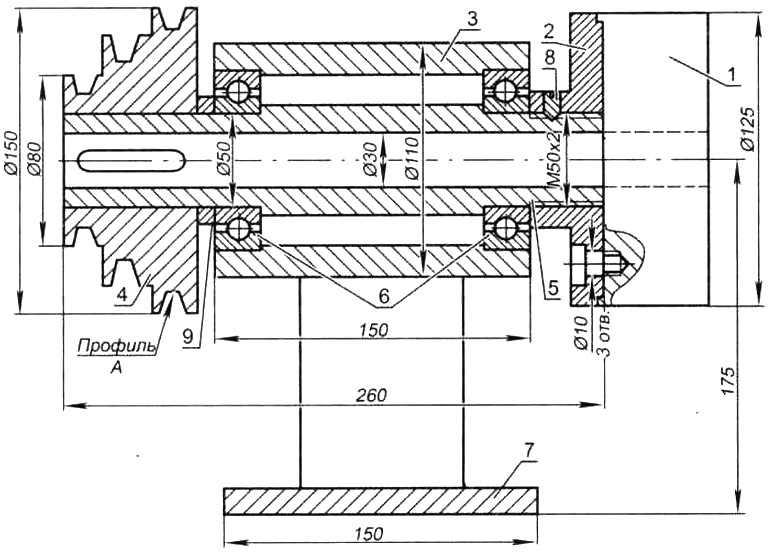
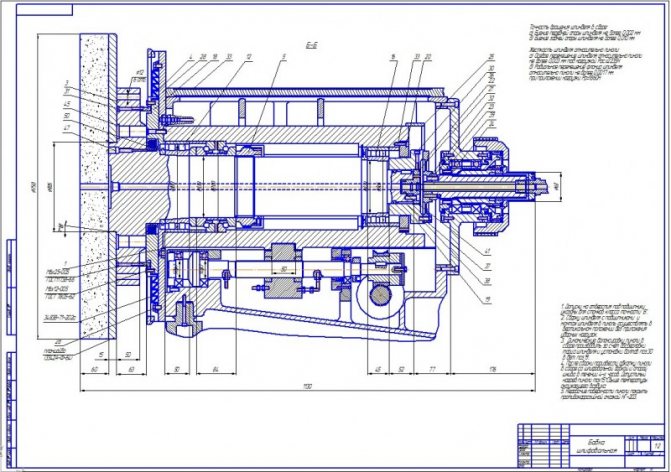
Для расширения возможностей токарного станка выпускается специальная механизированная оснастка — шлифовальная головка ВГР-300. Она состоит из электродвигателя мощностью 3 кВт, подключаемого в электросеть токарного станка, станины, устанавливаемой на универсальном токарном станке вместо штатного резцедержателя, и скоростного шпинделя.
Шлифовальная головка для токарного станка выпускается нашим предприятием уже более 5 лет. За это время конструкция этого приспособления неоднократно усовершенствовалась, отвечает строгим требованиям машиностроительных норм и эргономики. Основные особенности шлифовальной головки ВГР-300:
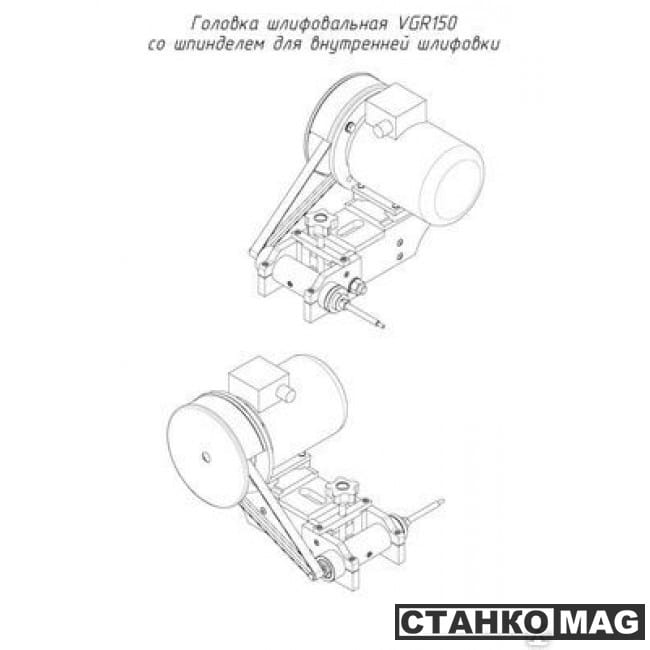
- большая мощность и производительность, по сравнению со шлифовальной головкой ВГР-150
- приводные валы на двойных радиально-упорных прецизионных подшипниках с высокой несущей способностью;
- высокая частота вращения у внутришлифовального шпинделя и низкая — у шпинделя для наружной шлифовки
- максимальный диаметр шлифовального круга для наружной шлифовки — 350 мм
- точность в пределах 0,01 – 0,02 мм;
- высокая чистота поверхности;
Базовая комплектация
- головка шлифовальная, 1 шт.
- шпиндель для внутренней шлифовки, 1 шт.
- оправка с абразивным кругом Ø 17, 1 шт.
- оправка с абразивным кругом Ø 25, 1 шт.
- ремень плоский бесшовный, 1 шт.
- шпиндель для наружной шлифовки, 1 шт.
- круг абразивный 350х32х127 1 шт.
- ремень клиновой Z(0) 750 мм, 1 шт. .
- карандаш алмазный для правки кругов, 1 шт.
- держатель алмазного карандаша, 1 шт.
- ключ шестигранный 4 мм, 1 шт.
- ключ шестигранный 5 мм, 1 шт.
- ключ шестигранный 10 мм, 1 шт.
- ключ гаечный 24, 1 шт.
- ключ гаечный 30, 1 шт.
- ключ гаечный 36, 2 шт
Шлифование валов врезанием
Шлифование врезанием существенно отличается от других методов. В этом случае в работе применяется шлифкруг, высота которого равняется длине шлифования или больше ее, поэтому нет нужды осуществлять подачу на глубину.
Наиболее производительным и качественным способом обработки считают врезное шлифование при работе с жесткими заготовками. Это касается тех ситуаций, когда ширина шлифкруга может перекрывать ширину детали. Так, шлифовальный диск перемещается с постоянной поперечной подачей (м/об. заг), пока не будет достигнут нужный размер заготовки.
Данный способ действенен при обработке кольцевых канавок, фасонных поверхностей. Тогда шлифкруг заправляют в соответствии с формой поверхности или канавки.
Шлифовка направляющих станин
Политика нашего предприятия направлена на диалог с партнерами для сокращения сроков согласования вопросов производства и стоимости работ, а также на точное и качественное исполнение технического задания в короткие сроки.
Мы осуществляем шлифовку станин различных типов станков:
- направляющие станин токарных станков с РМЦ до 6 метров (1М63, 1М65, 16К20, 16М30, 1А983 и т. д.);
- направляющие станин фрезерных станков (6Т13, 6К81, 6Т83 и т. д.);
- направляющие станин шлифовальных станков (3Л722, 3Б724 и т. д.);
- кареточные группы, консоли, стойки, столы.
- Средний срок исполнения работ – пять рабочих дней.
Максимальные параметры обрабатываемых изделий:
- Наибольшая длинна шлифования, мм – 8590
- Ширина стола, мм – 1800
- Проход между стойками, мм – 2020
- Высота шлифования, мм – 1580
- Наибольший вес обрабатываемого изделия, кг – 12500
ООО «ФЕНИКС» готово выполнять работы по шлифовке направляющих любых деталей, которые позволяют исполнить технические возможности нашего оборудования.
В процессе эксплуатации любого станка все его детали подвергаются износу, в том числе и станина. Износ станины – образование трещин, перепадов уровня и т.д. крайне сильно влияет на качество изготавливаемых на данном станке изделий. Ввиду чего станина, каретка, стойки, консоли и некоторые другие элементы станков нуждаются в периодическом восстановлении геометрии путем шлифовки направляющих.


Шлифовка направляющих станины, она же шлифовка станины токарного станка, занимает особое место. Она должна быть выполнена с высочайшей точностью. Мы рады сообщить Вам, что теперь ООО “ФЕНИКС” оказывает различные услуги шлифовки станин в Рязани.
Цены на шлифовку направляющих станин
Станок для фрезеровки и шлифовки плоскости ГБЦ и блока цилиндров с ЧПУ
http-equiv=”Content-Type” content=”text/html; charset=utf-8″>ass=”full_description”>Станок предназначен для мокрого шлифования плоскости, при этом есть опциональная возможность фрезеровки плоскостей деталей как из чугунных так и из алюминиевых сплавов. Допустимые габариты обрабатываемой детали позволяют работать практически с любым двигателем наземного транспорта и многими деталями от силовых установок водного транспорта. Данный станок значительно увеличит возможности любого предприятия, связанного с металлообработкой, при этом не создаст сложностей и приятно удивит простотой обращения и скоростью производимых работ. Станок оснащен числовым программным управлением, что позволяет производить обработку с наибольшей точностью.
Подробнее
Доступно для заказа.
3 200 000 руб.*
* – цена актуальна на дату: 21.06.2021





