
Ключевые особенности
Существует довольно много различных вариантов исполнения круглошлифовальных станков, которые позволяют проводить обработку цилиндрических и конических поверхностей. Вариант исполнения с шлифовальной бабкой 3м151 используется довольно часто, в паспорте указаны все важные технические характеристики, а также в схеме указываются важные моменты расположения элементов конструкции.
Круглошлифовальный станок модели 3м151 используются для обработки наружной цилиндрической поверхности. Зачастую обработке на станке 3м151 подвергают изделия типа вал. При этом также могут подвергать обработке конические заготовки при смещении шлифовальной бабки. Паспорт станка содержит информацию о том, какой конусности может быть поверхность. Стоит отметить, что круглошлифовальный станок модели 3м151 имеет повышенную точность. При его использовании можно осуществлять следующие типы работ:
- схема конструкции обуславливает возможность проведения продольного и поперечного шлифования при использовании ручной подачи. в паспорте указывается максимальная продольная и поперечная ручная подача;
- модель 3м151 может использоваться для врезного и продольного шлифования при полуавтоматическом цикле работы;
- некоторые варианты исполнения имеют систему ввода программы обработки заготовки, работа проводится в автоматическом режиме.
Производство модели 3м151 началось в прошлом тысячелетии. Информация с паспорта и схемы определяет возможность использования модели 3м151 в мелкосерийном, серийном и крупносерийном производстве. За многие годы использования оборудования было отмечено то, что установленная шлифовальная бабка позволяет проводить снятие металла с конической поверхности с большой точностью.
Типы шлифовальных станков
Обычные шлифовальные станки подразделяются в основном на четыре категории, которые вы сможете подобрать в гипермаркете Строймашсервис:
- Поверхностно-шлифовальный станок
- Цилиндрический шлифовальный станок
- Внутришлифовальный станок
- Специальные типы шлифовальных станков
Поверхностно-шлифовальный станок
Он используется для обработки в основном плоских и горизонтальных поверхностей.
Поверхностно-шлифовальные станки классифицируются в соответствии с положением шпинделя и рабочего стола следующим образом:
- Стол рециркуляционный с горизонтальным шпинделем.
- Стол рециркуляционный с вертикальным шпинделем.
- Поворотный стол с горизонтальным шпинделем.
- Поворотный стол с вертикальным шпинделем.
Цилиндрический шлифовальный станок
Он используется только для обработки цилиндрических деталей. Способен обрабатывать только внешние поверхности цилиндрических объектов, но может обрабатывать любые цилиндрические профили, такие как конические, прямые и ступенчатые.
Этот станок также классифицируется в соответствии с частью заготовки и шлифовальным кругом, которая выглядит следующим образом:
- Бесцентровый плоскошлифовальный станок с цилиндрической поверхностью.
- Универсальный плоскошлифовальный станок с цилиндрической поверхностью.
- Плоскошлифовальные станки — плоскошлифовальные круглошлифовальные.
Внутришлифовальный станок
В соответствии с названием этот станок используется для обработки внутренних поверхностей, которые должны иметь цилиндрическую форму и профили.
Тремя основными типами шлифовальных станков являются:
- Внутришлифовальный станок с зажимным патроном.
- Центральный шлифовальный станок за вычетом внутреннего шлифования.
- Планетарный внутренний шлифовальный станок.
Шлифовальный станок для инструментов и фрез
Это специальные типы шлифовальных станков, которые используются для обработки режущего инструмента для фрезерования, токарной обработки и сверления. Шлифование инструмента состоит из двух частей: изготовление нового инструмента и заточка старого.
Простой одноточечный режущий инструмент, используемый при токарной обработке, обрабатывается или затачивается с помощью пьедестала или ручной шлифовальной машины на столе, а многоточечные режущие инструменты, такие как буровые инструменты и развертки, обрабатываются на некоторых сложных шлифовальных машинах, таких как фреза и универсальный станок.
Резьбошлифовальные машины
Это тип специального шлифовального станка со специальным шлифовальным кругом. Этот станок практически аналогичен цилиндрическому шлифовальному станку, но имеет очень точный свинцовый винт для точного шага резьбовой части.
Основные сведения
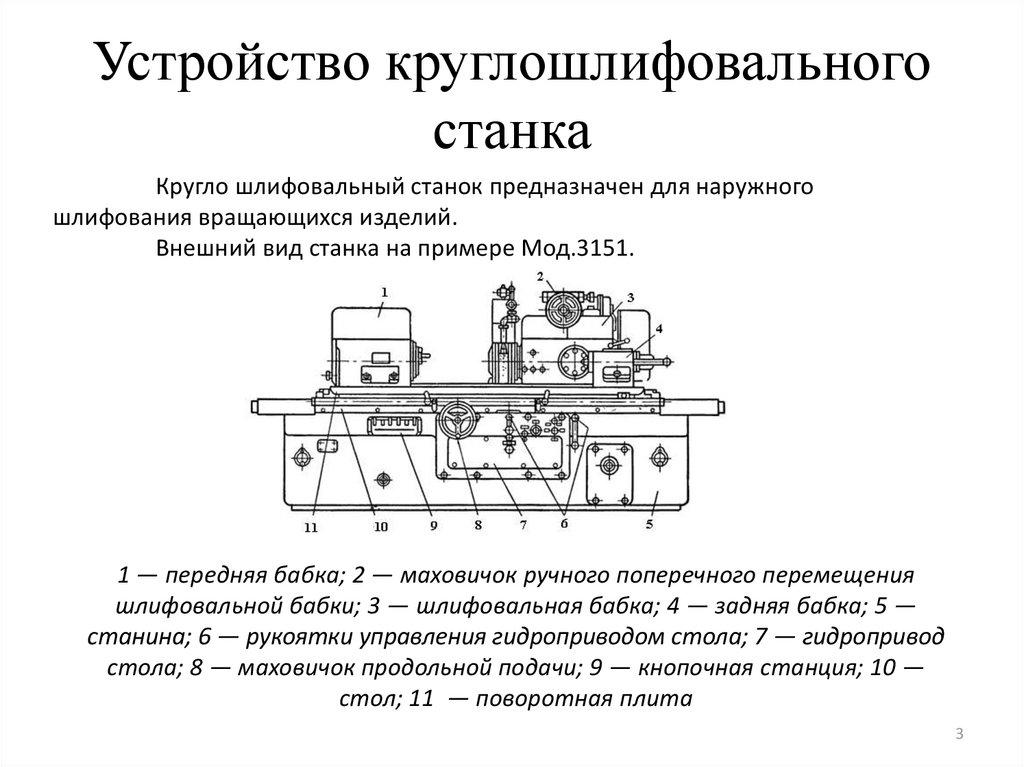
Круглошлифовальный станок — это устройство для автоматической шлифовки металлических изделий. Установка имеет вид большого стола, на который установлено дополнительное шлифовальное оборудование. Принцип работ круглошлифовальных станков прост. С помощью бабок или лафета в рабочей зоне устанавливается обрабатываемая металлическая деталь. После этого запускается шлифовальный круг, который вращается вокруг своей оси. Круг приближается к обрабатываемой детали, что приводит к зачистке металлической заготовки.
С помощью круглошлифовального станка можно обрабатывать цилиндрические, конические и торцевые заготовки, а также крупные отверстия. По конструкции различают центровые и бесцентровые модели. У центровых моделей заготовка закрепляется с помощью специальных бабок-пазов. Бесцентровых моделей заготовка фиксируется в рабочей зоне станка с помощью прижимного лафета. Круглошлифовальный станок выполняет такие задачи — абразивная затирка поверхности заготовки, удаление лишнего слоя металла, устранение неровностей на поверхности металла.
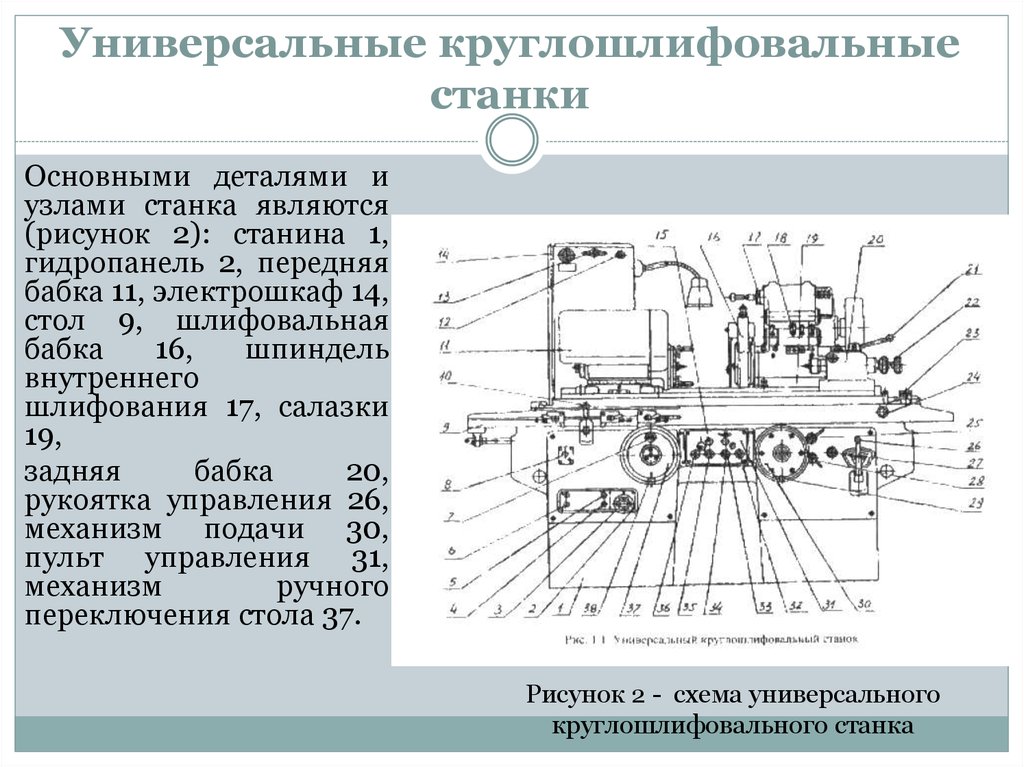
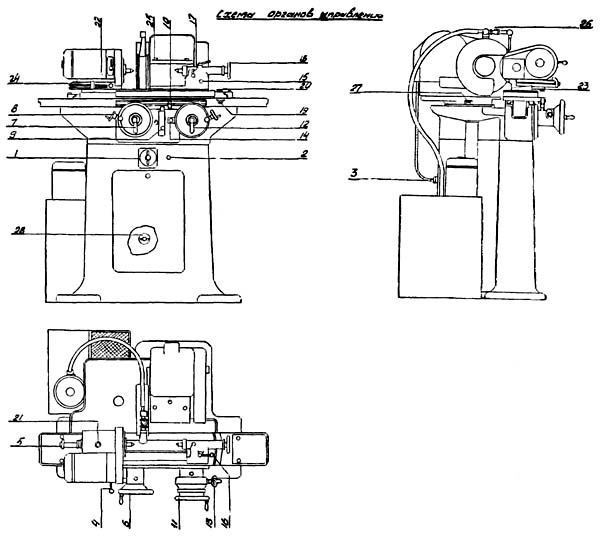
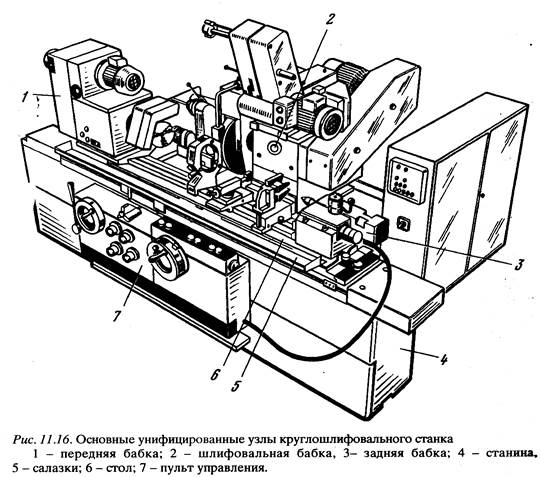
Элементы круглошлифовальных систем
- Рабочий стол. Выступает в качестве основы, на которую крепятся все основные элементы. У рабочего стола могут иметься небольшие колесики, которые используются для транспортировки установки. Рабочий стол делают из прочных металлических сплавов, как и другие элементы шлифовальной системы.
- Пазы-бабки (центровые модели). Используются для крепления деталей на рабочем столе. Пазы могут вращаться вокруг своей оси, что позволяет обрабатывать заготовку по всей своей площади + улучшает качество шлифовки. Некоторые пазы могут перемещаться также в продольном направлении, что позволяет изменять положение детали на рабочем столе прямо во время обработки. Пазы-бабки могут быть подвижными — это позволяет изменить угол расположения заготовки на рабочем столе. За счет этого становится возможным шлифовка конических заготовок.
- Лафет (бесцентровые модели). Лафет также используется для крепления деталей на рабочем столе. Основное отличие от пазов-бабок заключается в том, что лафет не имеет своей оси вращения (его можно перемещать только в горизонтальном направлении). Для обработки заготовки с разных сторон выполняется поворот самой заготовки на лафете.
- Абразивный диск-колесо. Расположен в перпендикулярном направлении относительно расположения заготовки на рабочем столе. Во время работы выполняет роль абразива, с помощью которого выполняется обработка. Абразивные диски бывают разной формы. Простые станки имеют фиксированное расположение диска. Универсальный круглошлифовальный станок имеет подвижное диск-колесо, что делает установку более универсальной.
- Привод. Используется для перемещения абразивного диска-колеса во время работы системы. Привод может быть механическим, гидравлическими и электрическим. Крупные системы обычно оборудованы электрическим приводом, что упрощает процедуру перемещения диска во время работы. Небольшие станки имеют механический или гидравлический привод, что позволяет снизить потребление электричества.
- Электродвигатель. Выполняет роль источника энергии, с помощью которого выполняется питание всех основных элементов установки (вращающиеся пазы-бабки, абразивный диск-колесо и другие). Если станок оборудован электрическим приводом, то двигатель также питает и этот элемент. Электродвигатели обычно имеют мощность в пределах от 5 до 15 киловатт, хотя встречаются и более мощные установки. Современные электродвигатели обычно имеют дополнительные защитные элементы, позволяет избежать перегрева системы.
- Охладительная система. Во время обработки происходит серьезный нагрев заготовки за счет трения. Чтобы избежать перегрева заготовки, многие современные станки оборудуются охладительной системой. Она имеет вид небольших краников, которые устанавливаются в активной зоне. Краники подключены к хладагенту (в качестве хладагента обычно выступает вода). Во время обработки детали происходит активация краников, что приводит к распылению хладагента в активной зоне.
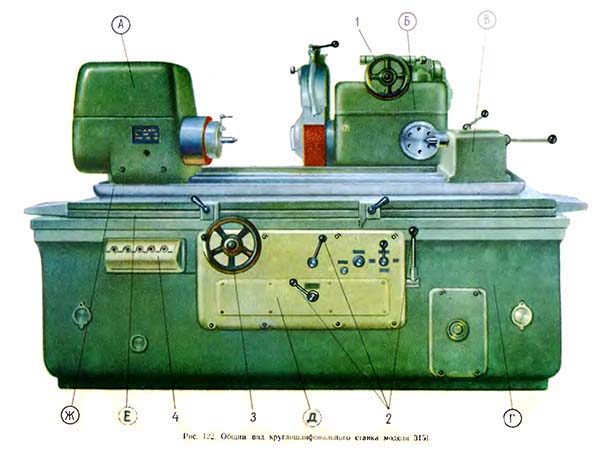
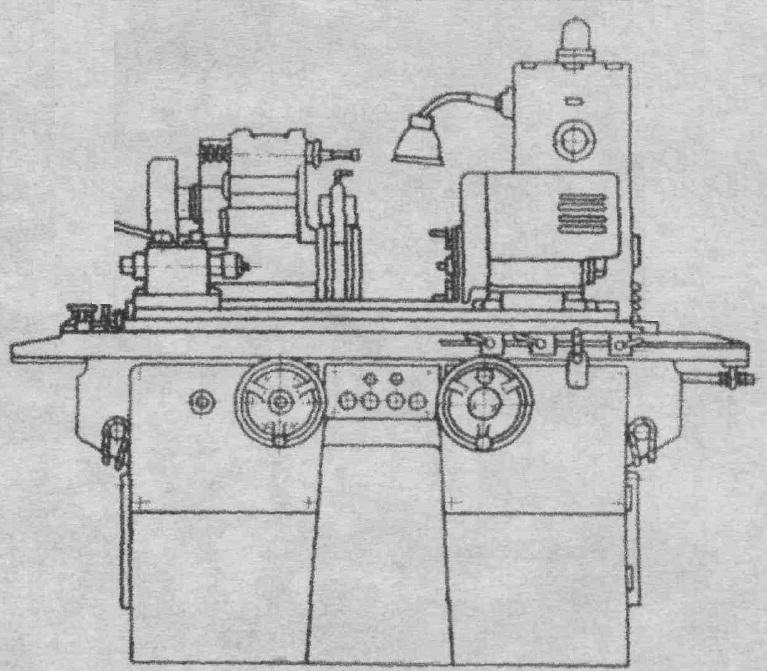
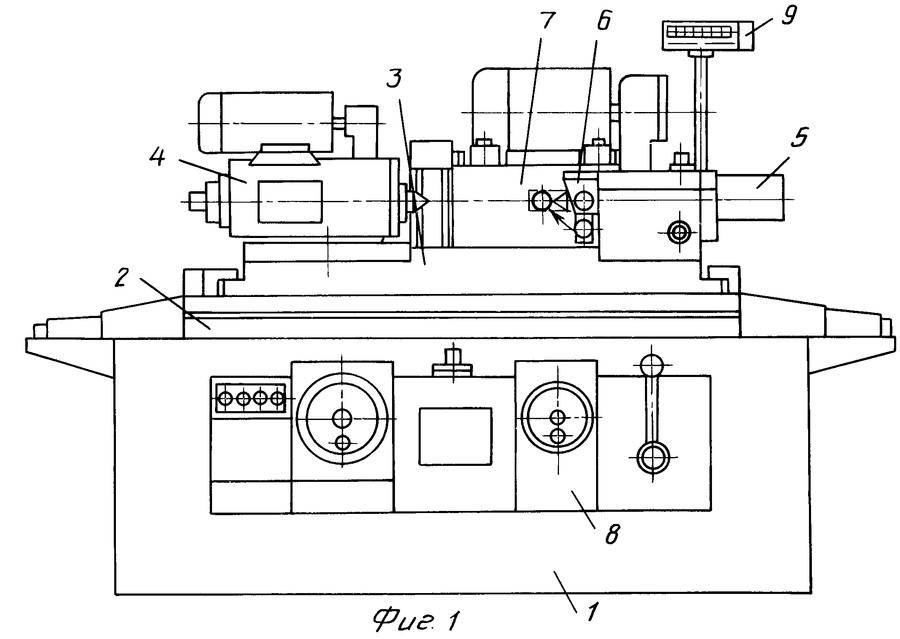
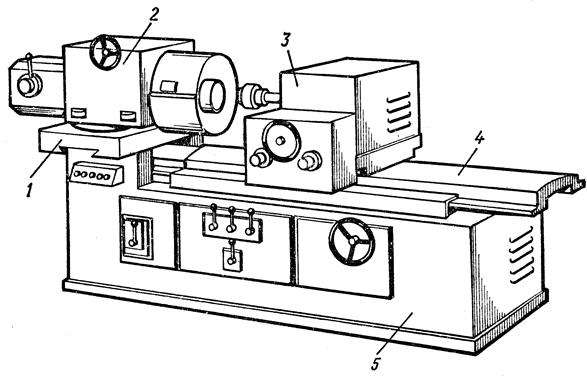
Устройство круглошлифовального станка по металлу
Конструкция станка включает:
- Систему управления: может быть автоматической или осуществляться в ручном режиме, в зависимости от стандартных циклов обработки.
- Станину: материал — качественный чугун, имеющий коробчатое сечение, благодаря чему конструкция остается устойчивой к вибрации и обладает высокой степенью жесткости. Состоит из верхнего поворотного стола, прикрепленного к нижнему столу. Нижний стол осуществляет V-образное и продольное движение вдоль направляющих скольжения.
- Шлифовальную бабку: установлена на подвижные салазки, которые перемещаются по направляющим нижних поворотных салазок. Для ручного перемещения на верхних салазках предусмотрены дополнительные направляющие, т.н. «ласточкин хвост».
- Переднюю бабку: состоит из плиты и поворотного корпуса.
- Заднюю бабку: фиксирует изделия в центрах, с помощью подпружинивания пиноли задней бабки создается необходимое усилие для фиксации заготовки.
Параметры круглошлифовального станка
При выборе станков обращайте внимание на следующие основные параметры:
- Размеры стола
- Диаметр круга шлифовального
- Бабку
Различают следующие варианты компоновки станка:
Центровой
Патронный
Бесцентровой
Компоновка зависит от того, снабжено ли оборудование вторым столом. Отсюда, и основные типы станков.





Круглошлифовальные виды станков
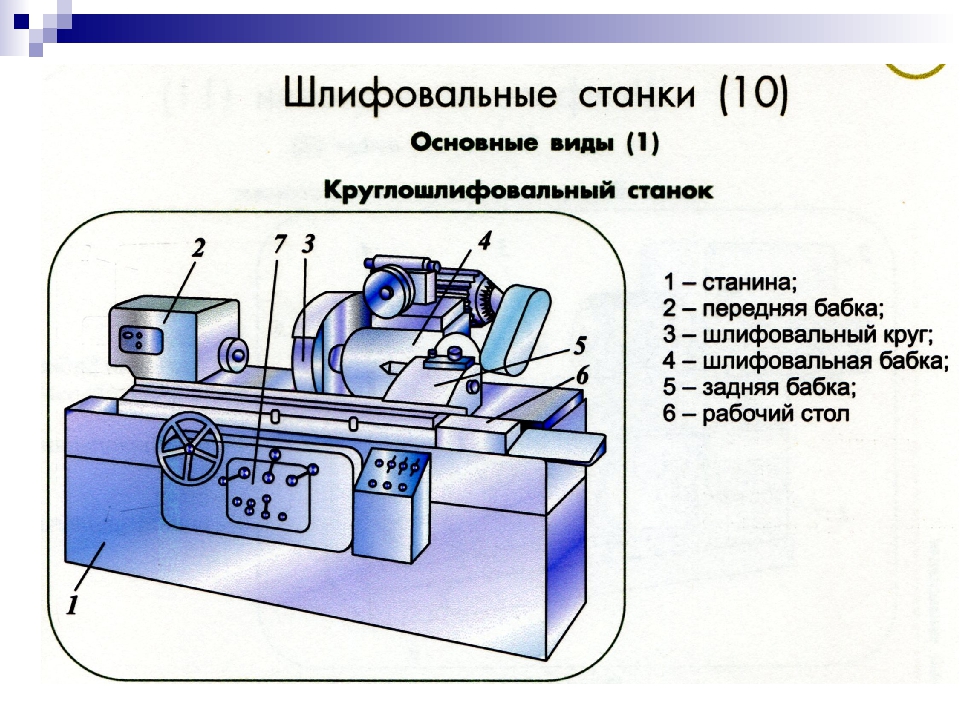
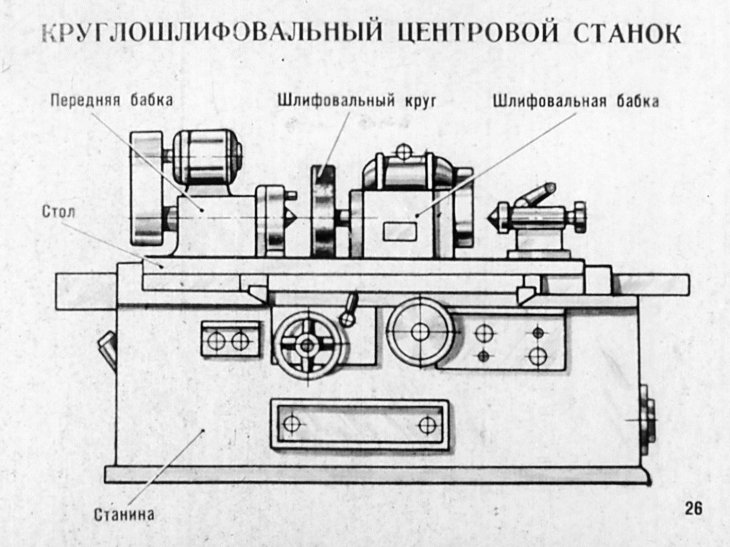
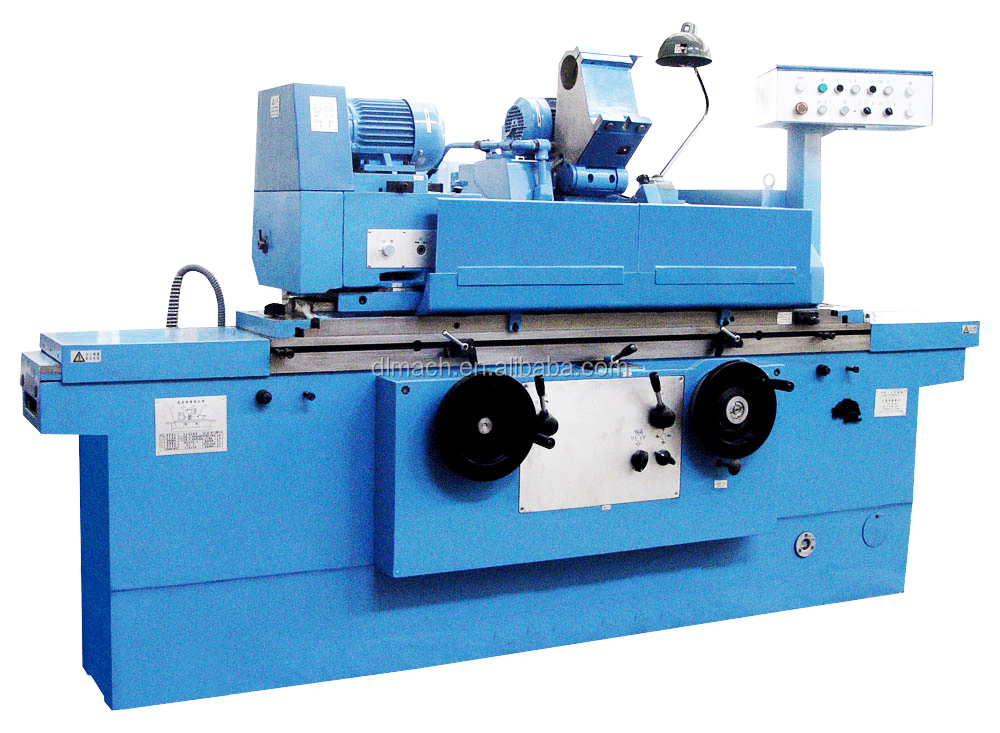
Эти станки предназначены для шлифовальной обработки деталей цилиндрической формы методом продольного и врезного шлифования. Круглошлифовальные станки имеют очень высокая точность обработки. Конструкция его представляет собой что-то среднее между токарным и шлифовальным станком. По сути он похож на точный токарный станок, где вместо резца шлифовальный круг.
У такого станка рабочий стол расположен в горизонтальном положении. Он предназначен для фиксации обрабатываемой металлической детали в центрах. Рядом расположен, так же горизонтально, шлифовальный круг. Такие станки бывают как с ЧПУ так и без.
Процесс обработки деталей на круглошлифовальном станке
Зафиксировать заготовку в центрах. Эту операцию как правило производят вручную;
Произвести настройку нужного положения шлифовальной бабки относительно детали;
Произвести старт вращательно-поступательного движения заготовки нажав на кнопку или рычаг станка;
Снятие станком верхнего припуска с заготовки с последующим смещением шлифовального круга на глубину следующего припуска.
Круглошлифовальный станок может выполнять операции как черновое и чистовое шлифование. Вид операции зависит от скорость вращения шлифовального круга и соответственно припуск на операцию.
Современные станки обладают рядом дополнений:
На одном шпинделе находится 2 или 3 шлифовальных круга. Это позволяет вести разную обработку без останова и замены инструмента. Смена шлифовального круга который будет сейчас обрабатывать происходит путем вращения “головы”.
Станок может иметь щуп для определения начального положения шлифования и проверки полученного размера детали после обработки.
Автоматическая балансировка шлифовального круга, что значительно упрощает наладку и делает процесс шлифования более точным.
Автоматическая правка при достижении определенной нагрузки на шпиндель. Крайне полезное приспособление как при чистовой так и при черновой обработке.
Основные технические характеристки круглошлифовального станка
Возможные максимально допустимые габариты, а также масса обрабатываемой детали;
Возможные диаметры обработки шлифованием, а именно максимальный и минимальный.
Параметры рабочего стола шлифовального станка:
Возможное смещение стола или максимальная длина обработки;
Возможная скорость быстрого хода;
Возможные углы поворота против и по часовой стрелке шпинделя шлифовального круга.
Методы круглошлифовальной обработки
-Продольная обработка
Сама заготовка базируется в центрах и при помощи привода передней бабки она начинает вращаться. В это время механизм подачи рабочего стола подает продольное перемещение заготовки относительно шлифовального круга.






-Глубинная шлифовальная обработка
Используется для шлифования коротких заготовок. За один проход может удалять весь припуск. При этом способе заготовка с помощью рабочего стола перемещается только в направлении шлифовального круга. Шлифование производится только торцом круга. Чем шире круг тем большую длину можно обработать этим методом. Уступами
Это разновидность глубинного шлифования разных поверхностей на разную глубину.
-Профильное
При этом процессе шлифования рабочий стол перемещается по двум координатам. Таким образом можно получить не очень плавные углы при переходе одной обработанной поверхности к другой. При использовании чпу возможно получение радиусов с незначительными ступеньками.
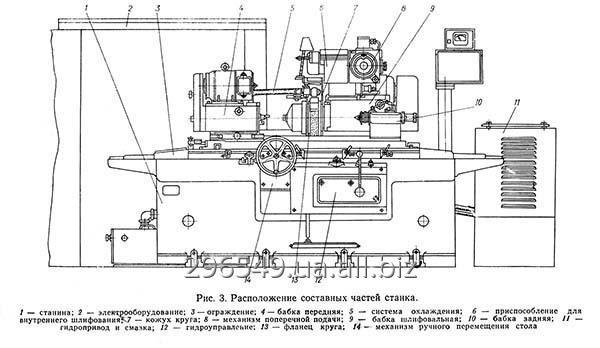
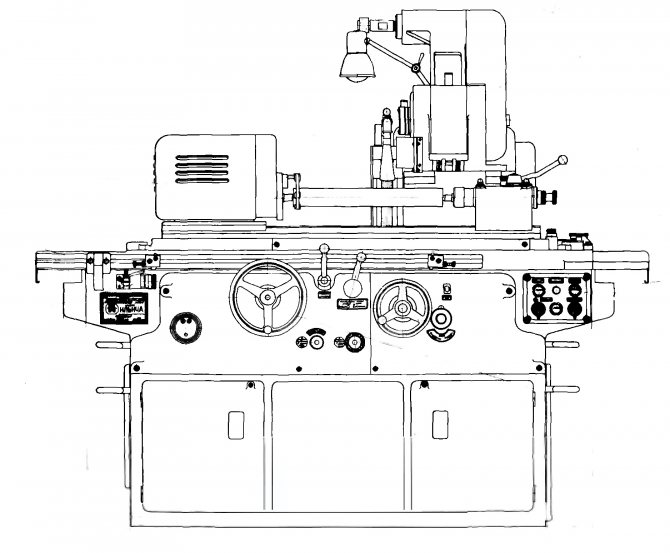
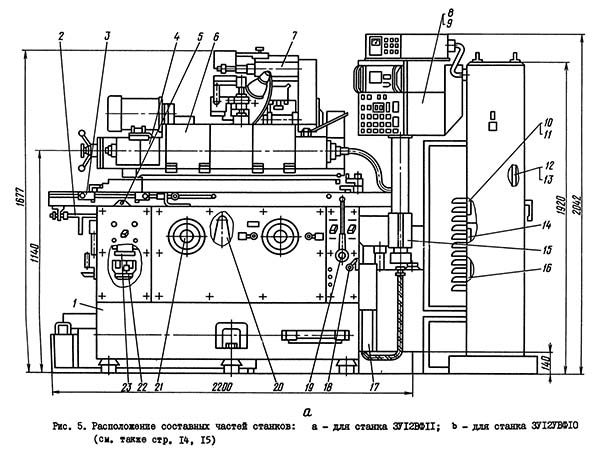
Виды круглошлифовальных станков
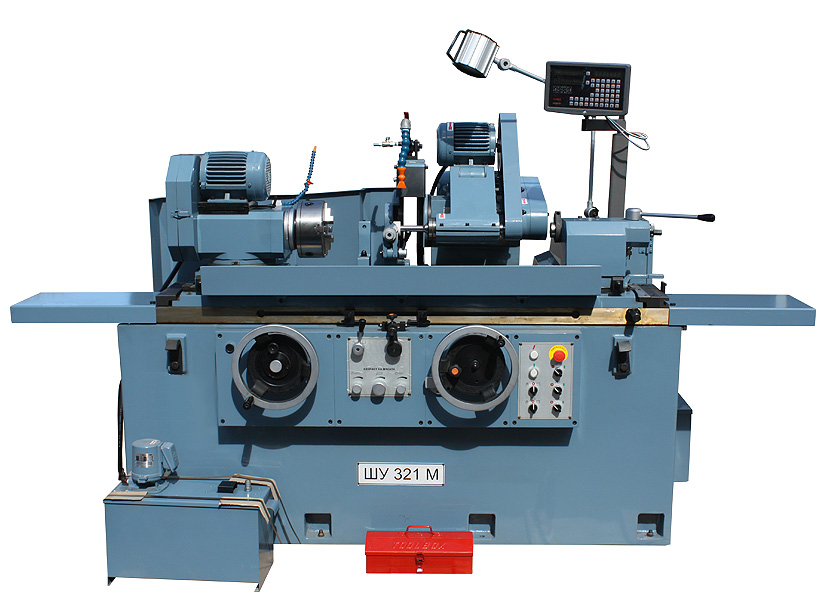
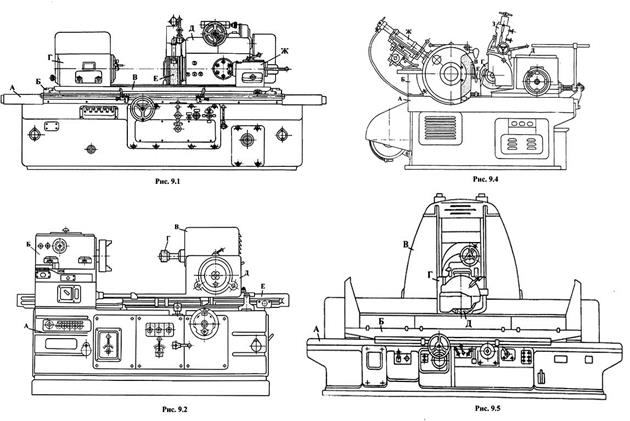
Пример компоновки станка ЗМ151
На практике на круглошлифовальных станках подвергаются обработке заготовки круглого или овального сечения. Шлифовка сложных деталей на этом оборудовании невозможна из-за специфики его конструкции. Это нужно учитывать при выборе модели станка.
Наиболее распространенными моделями круглошлифовальных станков является оборудование, в котором детали устанавливаются в центрах. Фиксация заготовки выполняется между передней и задней бабкой. Для повышения качества шлифования происходит вращение тела. При контакте его с абразивным диском происходит снятие излишка материала в виде металлической пыли стружки.
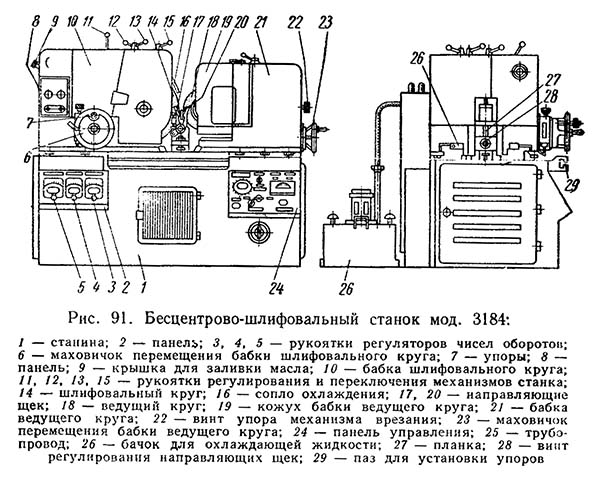
Кроме этой методики в последнее время набирают популярность так называемые бесцентровые круглошлифовальные станки. В них заготовка помещается на рабочий лафет и с одной стороны удерживается вспомогательным кругом, а другой подвергается шлифованию основным абразивом. Таким образом можно выполнить качественную тонкую обработку тонкостенных цилиндров или конусов. Степень прижатия регулируется с помощью системы автоматики.
Дополнительно необходимо учитывать такие особенности, которыми обладает круглошлифовальный станок:
- наличие поворотного стола. С его помощью можно осуществлять смещение заготовки относительно абразивного диска в горизонтальной и вертикальной плоскости;
- устройство механизма подач. Это может быть автоматизированный комплекс или его механический аналог. В последнем случае станки подобного типа применяют для чернового шлифования;
- возможность фиксации заготовки в центрах, патроне. Этот параметр относится только к оборудованию центрового типа.
В настоящее время выпускается большое количество моделей круглошлифовальных станков. Поэтому помимо выбора по конструктивным параметрам необходимо учитывать технические и эксплуатационные качества оборудования.
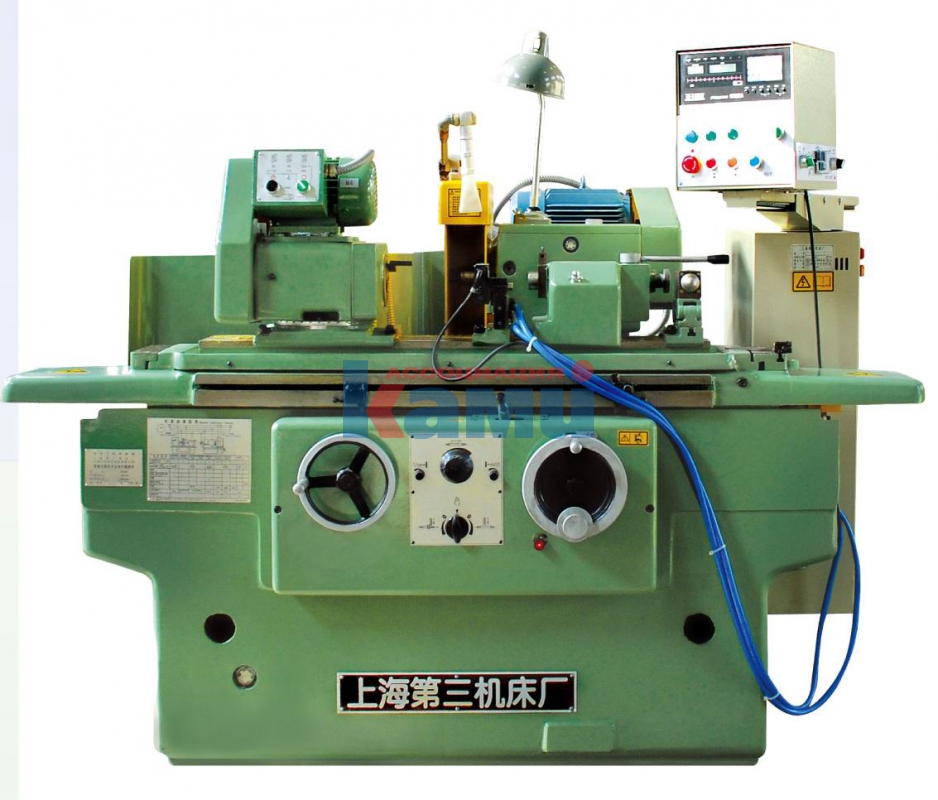
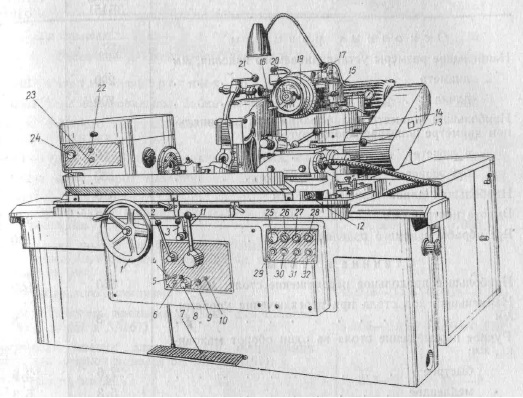
Круглошлифовальный станок 3м151
Этот агрегат работает в нашей стране уже очень долго. Он помогает на высшем уровне обрабатывать цилиндрические, прерывистые цилиндрические части, а также поверхность разных конусов.
Благодаря своей уникальности, агрегат 3м151 помогает работать с самыми сложными заготовками. Способ шлифовки, который применяется в таком станке, называют продольным или врезным. Приборы, которые устанавливают на этом станке, дают возможность полностью контролировать как размер заготовки, так и процесс самой обработки.
Дополнительно нужно учитывать следующие тонкости, которыми обладает круглошлифовальный агрегат:
- Наличие поворотного столика. Благодаря этому столу можно делать смещение изделия относительно абразивного диска в горизонтальной и вертикальной части;
- Прибор механизма подач. Это может быть автоматический комплекс или его специальный аналог. В последнем случае агрегаты такого типа используют для черновой шлифовки.
- Возможность фиксации изделий в центрах, патроне. Этот фактор относится лишь к оборудованию центрового типа.
 Агрегат помогает специалисту быстро работать с изделиями длиной в 700 мм, и диаметром 200 мм. Частота, с которой начнет вращаться шлифовальный круг агрегата, будет равняться 1590 мин-1. Получается, что скорость перемещения столика (которую можно регулировать бесступенчато) составит 0,05−500 мин-1. В последнее время выпускается огромное количество моделей таких станков. Поэтому помимо выбора по стандартным параметрам нужно смотреть на технические и эксплуатационные качества.
Агрегат помогает специалисту быстро работать с изделиями длиной в 700 мм, и диаметром 200 мм. Частота, с которой начнет вращаться шлифовальный круг агрегата, будет равняться 1590 мин-1. Получается, что скорость перемещения столика (которую можно регулировать бесступенчато) составит 0,05−500 мин-1. В последнее время выпускается огромное количество моделей таких станков. Поэтому помимо выбора по стандартным параметрам нужно смотреть на технические и эксплуатационные качества.
Такие круглошлифовальные агрегаты приносят огромную пользу и сейчас очень сложно без них обойтись, они требуются практически везде.
Круглошлифовальные станки: характеристики
Разбираемся дальше. Главный инструмент, который имеет круглошлифовальный станок — это, конечно же, шлифовальный круг. Он может быть самой разной формы и предназначается для обработки разных деталей. В зависимости от характера работ, которые выполняет круглошлифовальный станок, он может относиться к разным группам такого оборудования. Например существуют круглошлифовальные агрегаты центровые и бесцентровые, внутришлифовальные и плоскошлифовальные. Кроме этих групп, также есть станки, которые применяются на предприятиях машиностроения. При их помощи обрабатываются всевозможные резьбы, зубья колес и шестеренок, а также шлицы.

Самые современные автоматические круглошлифовальные агрегаты имеют очень большие возможности. Они обеспечиваются системами, которые позволяют человеку запрограммировать технологический процесс и до минимума свести вмешательство в работу оборудования. В некоторых агрегатах объем памяти позволяет загружать в нее большое количество программ. Например, в японских станках есть семь стандартных способов шлифования. Кроме того, в них есть автоматическая наладка агрегата под конкретную деталь.








Принцип работы зубошлифовальных станков
Зубошлифовальный станок позволит получить зубчатые колеса, отличающиеся высокой точностью, а также высоким качеством поверхности. Процедура шлифовки может происходить с помощью методики обката или копирования.
1. Если во время шлифования зубьев используют методику обката, то будут воспроизводиться движения, которые выполняются зубчатым колесом и рейки, которая находится в сцеплении с ним. Данная методика относится к самым производительным. В ходе обработки происходит воспроизведение движения взаимного отката абразивного червяка и зубчатого колеса. Благодаря вращательным и возвратно-поступательным движениям происходит работа зубшлифовального станка. Происходит обкатывание по зубчатому колесу, которое способно поворачиваться во все стороны, во время чего шлифовальный круг своим торцом способен отшлифовать поверхность.
2. Метод копирования заключается в следующем: происходит заполнение шлифовального круга с использованием алмазов, чтобы достичь совпадения профиля радиального сечения и впадины зуба, которые предстоит отшлифовать.
Стоит отметить, что зубошлифовальный станок является малопроизводительным, достаточно дорогостоящим (от 190 тысяч до 260 тысяч рублей) и довольно сложным, поэтому требуют обслуживания рабочими, которые обладают высокой квалификацией.
Хонинговальные станки
Окончательной операцией почти каждого технологического процесса изготовления детали из металла это хонингование. Как Вы можете понять лучше всего для этой операции подходит именно хонинговальный станок.
Конструкция оборудования и принципы его работы очень похожи на работу внутришлифовального станка. Отличие этих двух станков только одно это то, что деталь не закрепляется на столе и он имеет более длинный шпинделя
На шпиндель крепится приспособление для крепления различных абразивных материалов и разной формы.При работе нужно обращать внимание на плвность возравтно поступательного движение шпинделя ходинговального станка-это самое важное движение этого оборудования, поэтому при малейшем изменении лучше устранить его нарушение. Причины таких проблем у ходинговальных станков это или износ направляющих или появление пыли под ними
В процессе обработки в зону обработки подается СОЖ для удаления частицы абразива и охлаждения детали.

Плоскошлифовальные станки
Плоское шлифование часто применяют вместо чистового строгания, чистового фрезерования и шабрения. Плоские поверхности можно шлифовать периферией и торцом круга (рис. 2). Разновидностью плоского шлифования является профильное шлифование, выполняемое на плоскошлифовальных станках (см. рис. 2, ж). При работе периферией круга на станках с прямоугольным столом припуск снимают следующими способами.
При поперечном шлифовании рабочими ходами поперечная подача круга (детали) вдоль оси шпинделя осуществляется за каждый ход стола; круг снимает слой материала толщиной, равной глубине резания, а по ширине, — равным поперечной подаче круга за один ход стола. После рабочего хода вдоль всей шлифуемой поверхности круг устанавливают на определенную глубину и снимают следующий слой. Рабочие ходы повторяются до полного удаления припуска.
При глубинном шлифовании круг снимает основную часть припуска за каждый ход стола. После каждого хода стола круг (стол) перемещается вдоль оси шпинделя на расстояние Н = 3/4…4/5 мм. Оставшуюся часть припуска (0,01…0,02 мм) снимают предыдущим способом.
При шлифовании ступенчатым кругом основная часть припуска распределяется между отдельными ступенями круга и снимается за один рабочий ход; последняя ступень снимает небольшой слой материала; затем выполняют чистовое шлифование поперечными рабочими ходами.

Рис. 2. Схемы обработки поверхностей при плоском шлифовании периферией и торцом шлифовального круга: а, ж — с прямоугольным столом; б — с круглым столом, торцом шлифовального круга; в — с прямоугольным столом; г — с круглым столом; д — с двумя вертикальными шпинделями и круглым столом; е — с двумя горизонтально расположенными шпинделями при одновременном шлифовании двух торцов заготовки; 1 — заготовка; 2 — верхняя линейка; 3 — нижняя линейка






Плоскошлифовальные станки по принципу работы делят на станки для шлифования периферией и торцом круга; по форме стола и характеру его движения — на станки с возвратно-поступательным и вращательным движением стола; по степени универсальности — на универсальные, полуавтоматические и автоматические. Плоскошлифовальные станки с прямоугольным столом выпускают с горизонтальным и вертикальным шпинделями; неавтоматизированные и полуавтоматические станки — с приборами активного контроля.
В мелкосерийном и среднесерийном производстве наиболее часто используют плоскошлифовальные станки с прямоугольным столом и горизонтальным шпинделем. В массовом производстве наибольшее распространение получили станки с круглым столом, а также двусторонние торцешлифовальные станки с горизонтальным и вертикальным расположением шпинделей (табл. 3 и 4).
Таблица 3. Технические характеристики плоскошлифовальных станков
| Модель | Размеры заготовки, мм | Мощность привода, кВт | Габариты (Д Ш В), мм | Масса, кг |
| ЗД711АФ10 | 230 450 | 2,2 | 1780x1480x1820 | 1735 |
| ЗД711ВФ11 | 240 630 | 4,0 | 2595x1775x2030 | 2850 |
| ОШ450 | 280 630 | 4,0 | 2340x1785x2030 | 2400 |
| ЗЛ722В (А) | 320 1250 | 11,0 | 4810x2630x2030 | 7000 |
| ЛШ324 | 800 1600 | 11,0 | 5580x3480x3900 | 12 000 |
Таблица 4. Технические характеристики профилешлифовальных станков
| Модель | Размер заготовки, мм | Перемещение стола, мм | Габариты (Д Ш В), мм | Масса, кг |
| 3951ВФ1У | 150 60 78 | 150 60 | 1955x1650x1960 | 2400 |
| 3952ВФ1У | 250x100x130 | 200 100 | 2035x1960x2035 | 3000 |
Плоскошлифовальный станок мод. 3Е711ВФ3-1 предназначен для шлифования заготовок различных профилей методом врезания, а также плоских поверхностей периферией или торцом шлифовального круга.
Переход с предварительного на чистовое шлифование обеспечивается датчиками. Класс точности станка В. Точность обработанной поверхности: отклонение от плоскости 4 мкм, параллельности 2 мкм, шероховатость Ra = 0,16 мкм. Станок применяют в условиях единичного и мелкосерийного производства.
Технические характеристики станка мод. 3Е711ВФ3B1
Размеры рабочей поверхности стола, мм . . . . . . . . . . . . . . . . . 400 200
Наибольшая скорость резания, м/с . . . . . . . . . . . . . . . . .35
Скорость, м/мин:
продольного перемещения стола . . . . . . . . . . . . . . . . . . . . 2…35
вертикального перемещения шлифовальной головки
(бесступенчатое регулирование) . . . . . . . . . . . . . . . . . . . . . . . . . . . 0,015…1,5
Автоматическая вертикальная подача, мм
ступенчатая . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0,002…0,01
в диапазоне 0…0,01 мм . . . . . . . . . . . . . . . . . . . . . . . . . . Через 0,002 мм
в диапазоне 0…0,1 мм . . . . . . . . . . . . . . . . . . . . . . . . . . . Через 0,02 мм




Автоматическая поперечная подача (бесступенчатое регулирование),
м/мин . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0,16…10,0
Габаритные размеры станка, мм . . . . . . . . . . . . . . . . . . . . . . 303x2360x2080





