9 Сортаменты типоразмеров всех прессованных уголковых профилей
Как отмечалось ранее, номера профилей, их размеры и площадь сечения, а также массу 1 погонного метра и диаметр описанной вокруг поперечного сечения окружности следует смотреть в зависимости от вида изделия в соответствующем ГОСТе сортамента (13737, 13738, 13617, 13618 или Р 50077). В приложениях этих стандартов указано соответствие номеров уголковых профилей ранее использовавшимся обозначениям. Всю остальную информацию обо всей этой продукции следует смотреть в стандартах 8617, 19657 и Р 56855.
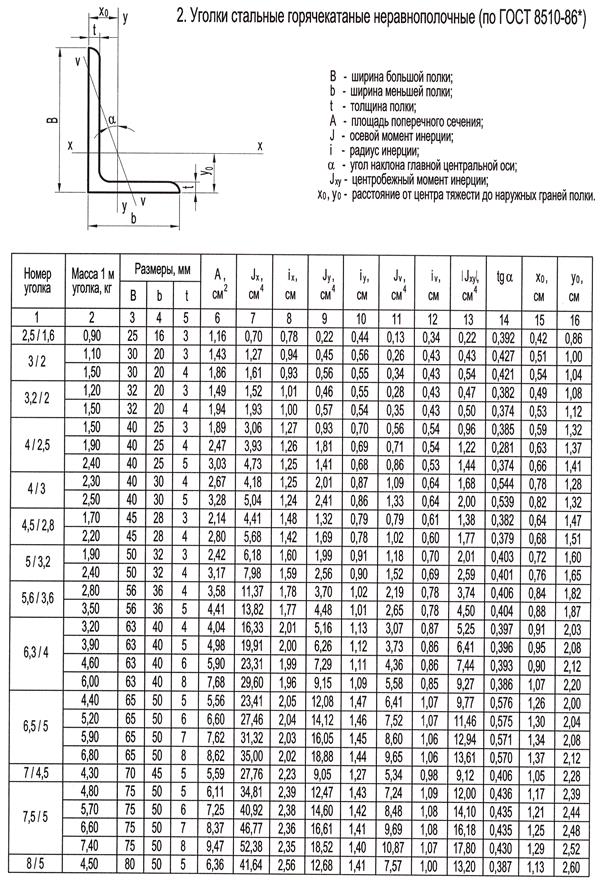
Прямоугольные равнополочные профили уголкового сечения ГОСТ 13737 производятся в соответствии с Рис. 5, условные обозначения на котором и в таблицах этого стандарта следующие:
- H – ширина полок, мм;
- S – обозначение толщины одной из полок, мм;
- S1 – обозначение толщины второй полки, мм;
- R – радиус закругления между полками с внутренней стороны профиля, мм;
- R1 – радиус закругления на кромках полок с внутренней стороны профиля, мм.
Рисунок 5
Согласно стандарта 13737 эти профили производят с номерами от 410001 до 410231 (то есть всего более 200 типоразмеров) и с размерами в мм от H = 10, S = 1, S1 = 1, R = 1 и R1 = 0,5 до H = 200, S = 43, S1 = 43, R = 20 и R1 = 8. Размеры указаны не в соответствии с номерами профилей, а минимальные и максимальные.
Прямоугольные неравнополочные профили уголкового сечения ГОСТ 13738 производятся в соответствии с Рис. 6, условные обозначения на котором и в таблицах этого стандарта следующие:
- H – ширина более широкой полки, мм;
- B – ширина менее широкой полки, мм;
- S – обозначение толщины более широкой полки, мм;
- S1 – обозначение толщины менее широкой полки, мм;
- R – радиус закругления между полками с внутренней стороны профиля, мм;
- R1 – радиус закругления на кромке менее широкой полки с внутренней стороны профиля, мм;
- R2 – радиус закругления на кромке более широкой полки с внутренней стороны профиля, мм.
Рисунок 6
Согласно стандарта 13738 эти профили производят с номерами от 410502 до 412017 (то есть всего более 900 типоразмеров) и с размерами в мм от H = 9,5, B = 9, S = 3, S1 = 3, R = 0,5, R1 = 0,5 и R2 = 0,5 до H = 265, B = 130, S = 66, S1 = 113, R = 15, R1 = 10 и R2 = 10. Размеры указаны не в соответствии с номерами профилей, а минимальные и максимальные.
Бульбообразные профили уголкового сечения ГОСТ 13617 производятся в соответствии с Рис. 7, условные обозначения на котором и в таблицах этого стандарта следующие:
- H – ширина более широкой полки, мм;
- B – ширина менее широкой полки, мм;
- S и S1 – одинаковая толщина обоих полок, мм;
- R – радиус закругления между полками с внутренней стороны профиля, мм;
- R1 – радиус закругления на кромке менее широкой полки с внутренней стороны профиля, мм;
- R2 – радиус закругления между более широкой полкой и бульбообразным утолщением на ее конце с внутренней стороны профиля, мм;
- d – диаметр бульбообразного утолщения, мм.
Рисунок 7
Согласно стандарта 13617 эти профили производят с номерами от 710002 до 710049 (всего 32 типоразмера) и с размерами в мм от H = 13, B = 12, S и S1 = 1, R = 1,5, R1 = 0,5, R2 = 1 и d = 3 до H = 90, B = 40, S и S1 = 6, R = 6, R1 = 3, R2 = 15 и d = 16. Размеры указаны не в соответствии с номерами профилей, а минимальные и максимальные.
Косоугольные профили уголкового фитингового сечения ГОСТ 13618 производятся в соответствии с Рис. 8, условные обозначения на котором и в таблицах этого стандарта следующие:
- H – ширина более широкой полки, мм;
- B – ширина менее широкой полки, мм;
- S – обозначение толщины менее широкой полки, мм;
- S1 – толщина профиля между внутренним закруглением и внешней поверхностью более широкой полки, мм;
- S2 – толщина более широкой полки, мм;
- R – радиус закругления между полками с внутренней стороны профиля, мм;
- R1 – радиус закругления на кромке менее широкой полки с внутренней стороны профиля, мм;
- R2 – радиус закругления на кромке более широкой полкой с внутренней стороны профиля, мм;
- R3 – радиус закругления между полками с внешней стороны профиля, мм;
- R4 – радиус закругления на кромке менее широкой полки с внешней стороны профиля, мм;
- R5 – радиус закругления на кромке более широкой полкой с внешней стороны профиля, мм.
Рисунок 8
Согласно стандарта 13618 эти профили производят с номерами от 511256 до 511343 (всего 83 типоразмера) и с размерами в мм от H = 25,4, B = 19,1, S и S1 = 2,4, S2 = 1, R = 1,6, R1 = 1, R2 = 1, R3 = 0,5, R4 = 1 и R5 = 1,5 до H = 166, B = 125, S = 35, S1 = 23,9, S2 = 15, R = 15, R1 = 5, R2 = 3, R3 = 10, R4 = 6 и R5 = 3. Размеры указаны не в соответствии с номерами профилей, а минимальные и максимальные.
Косоугольные профили уголкового сечения ГОСТ Р 50077 производятся 4-х видов и в соответствии с Рис. 9–12.
Рисунок 9
Рисунок 10
Рисунок 11
Рисунок 12
Характеристика равнобоких уголков
В качестве сырья для производства используют сталь с точностью повышенного уровня, легированный металл либо стойкие, жаропрочные соединения.
Преимуществом является доступная цена, а также универсальность качества и широкая сфера применения. Более того, такие изделия устойчивы к коррозийным процессам, не деформируются, не подвергаются воздействию температуры и хорошо свариваются.
- Сварка металлических конструкций
- Особенности холоднокатаного листа – технология производства, особенности, размеры, свойства и маркировка
- Технические особенности горячекатаного листа – классификация, способ изготовления, варианты применения и особенности обработки
Отличным вариантом равнобокие уголки являются для лестницы.
Уголок может быть произведен из цветных металлов, к примеру, это алюминиевые или магниевые изделия. Причем уголки из цветного металла будут прессованными либо гнутыми.
Разновидности стальных уголков равнополочного типа
Уголок равнополочный в зависимости от способа изготовления и используемого для его производства сырья подразделяется на несколько категорий. Все геометрические параметры, а также допустимые отклонения по ним регламентируются двумя нормативными документами:
- ГОСТом 8509-93 (производство горячекатаных уголков равнополочного типа);
- ГОСТом 19771-93 (изготовление равнополочных стальных уголков, полученных методом гибки).
ГОСТ 8509-93 Уголки стальные горячекатаные равнополочные. СортаментСкачать ГОСТ 19771-93 Уголки стальные гнутые равнополочные. СортаментСкачать
Отличие равнополочных и неравнополочных изделий состоит в том, что у первых полки имеют одинаковые размеры (ширину), а у вторых – разные. Горячекатаные угловые профили изготавливают по следующей технологии: раскаленную заготовку прокатывают между валами специального прокатного стана, где она, подвергаясь давлению, формируется в изделие с требуемой геометрической формой и размерами.
Для того чтобы изготовить уголок металлический гнутого типа, листовой прокат соответствующего размера сгибают на оборудовании профилегибочного типа или на трубных станах. Горячекатаные профили благодаря особенностям их производства отличаются более высокой прочностью, но и у гнутых уголков есть свои преимущества: высокая точность размеров, легкий вес, широкий сортамент.

Равнополочный уголок является востребованным материалом как в промышленном строительстве, так в частном хозяйстве
В сортаменте равнополочных уголков присутствуют изделия из:
- стали повышенной прочности;
- легированной, высоколегированной стали;
- сплавов, отличающихся повышенной жаропрочностью, жаростойкостью и устойчивостью к коррозии.
Наиболее распространенным материалом для производства гнутого уголка является также углеродистая сталь, характеристики которой должны соответствовать ГОСТу 380-94.
Виды стального уголка
Металлические уголки могут быть нескольких видов: равнополочными либо неравнополочными. Ширина стенок у первого варианта одинакова, у второго – отличается.
Неравнополочные изделия производятся с габаритами от 3 до 12 м. При необходимости можно заказать уголок с параметром длины около 21 м.

В соответствии со стандартами производства ГОСТ, стальные уголки могут быть горячедеформированными (горячекатанными) или гнутыми.
Различие производится по технологиям производства. Горячекатанный метод подразумевает раскаление заготовки и раскатку прокатным станом, формирование под давлением необходимых параметров. Результатом будет высокопрочный стальной прокат.

Гнутые изделия создаются путём сгиба листового металлопроката, который уже имеет нужную форму, для чего используются специальные станы. Итог – изделие с маленькой массой, для которого характерны максимальная точность и разнообразный сортамент.
Выбирать изделие нужно исходя из сферы применения. При высокой влажности лучшим вариантом будет оцинкованный уголок, который, однако, будет иметь более высокую стоимость.
Способы покрытия уголков цинком: погружение в специальные расплавы либо напыление. Во втором случае слои цинка будут толще.



Также можно обратить внимание на фото металлического уголка

Характеристика неравнобокого уголка
Сфера применения не менее широка. Более того, металлические уголки часто используют в качестве декоративного дополнения.
Основным предназначением является использование для усиления различных конструкций. А также использование в производстве военной техники. Довольно популярными являются мебельные металлические уголки.
- Инструкция, как выбрать двутавровую балку: характеристики, размеры, расчет параметров и нагрузок на балку
- Выбираем трубы ВГП по уму: типовые размеры, советы по выбору и характеристики водогазопроводных труб
- Как выбрать и рассчитать швеллер – правила использования, таблицы размеров, расчет нагрузок и подбор веса профиля
В качестве главного плюса хотелось бы назвать маленькую массу.
Как делается уголок – различия в изделиях
Для стандартного Г-образного профиля стального уголка придумано множество применений, что вполне объяснимо – место изгиба является в одно и то же время ребром жесткости и удобной формой для укладки уголков на другие поверхности. Изготавливают популярный вид проката, в основном, из обычной углеродистой стали, реже – из конструкционной стали высокого качества. За долгие годы производство уголка стального обросло множеством ГОСТов, например, общие требования и характеристики к изделию присутствуют в ГОСТ 19771-93, при этом для каждой разновидности и способа проката существует свой, отдельный ГОСТ.
Горячекатаный уголок производят путем прокатки блюма (слитка металла) через ряд вращающихся валов, которые оказывают на раскаленный металл нужное давление. В ходе движения формируется и Г-образная форма без радиуса с наружной стороны. С внутренней стороны радиус имеется – он выполняет важную роль дополнительного ребра жесткости. Согласно ГОСТу 8509-93, предельные отклонения от длины поступающих в продажу уголков должны быть не более 0,75 % от заявленного производителем, а коэффициент кривизны – не более 0,4 % длины.
Технология холоднокатаного производства существенно отличается – в основном, уголки изготавливают из металлических полос (рядовая сталь) на профилегибочных станках, или же заготовки полос прокатываются через ряд валов. Такие изделия из-за более высокой стоимости не пригодны для создания несущих и монолитных конструкций, сфера применения ограничена, в основном, отделочными работами. Сортамент представлен изделиями от 6 до 12 метров. Внешне отличить холоднокатаные изделия от горячекатаных очень просто – на первых отсутствует характерная для вторых окалина.
Как рассчитать вес 1 метра уголка 100х100х7 мм: инструкция
Уголки выполняются в соответствии с требованиями ГОСТов. В процессе их производства учитываются возможные отклонения, которые также прописаны в соответствующей нормативной документации. Для расчета уголка, имеющего габариты 100х100х7 мм, проще всего обратиться к специальной таблице. В ГОСТе, регламентирующем равнополочные изделия, масса 1 м данного изделия составляет 10,79 кг.

Проще всего для расчета веса уголка 100х100х7 мм обратиться к таблице.
Важно запомнить, что для правильного расчета массы необходимо точно определить толщину стенок изделия, иначе итоговое значение будет неправильным. Детали с такими габаритами могут иметь различную толщину
Например, вес уголка 100х100х8 мм будет больше, чем аналогичный показатель изделия, толщина которого составляет 7 мм.
Характеристики швеллера: вес швеллера, таблица размеров, стоимость профилей (прочитать подробнее)
Существуют таблицы, которые содержат информацию не только о теоретической массе 1 пог. м изделий, но и о том, сколько метров содержится в 1 тонне стали. Вычисления в таких таблицах производятся с учетов норм государственных стандартов. Документ, регламентирующий равносторонние изделия из стали, – ГОСТ 8509-93.
Большой популярностью пользуется стальной металлопрокат, ширина полок которого составляет 100 мм, а толщина – 8 мм. Вес 1 метра уголка 100х100х8 составляет 12,25 кг.

Для того чтобы правильно определить массу нужно знать толщину стенок уголка.
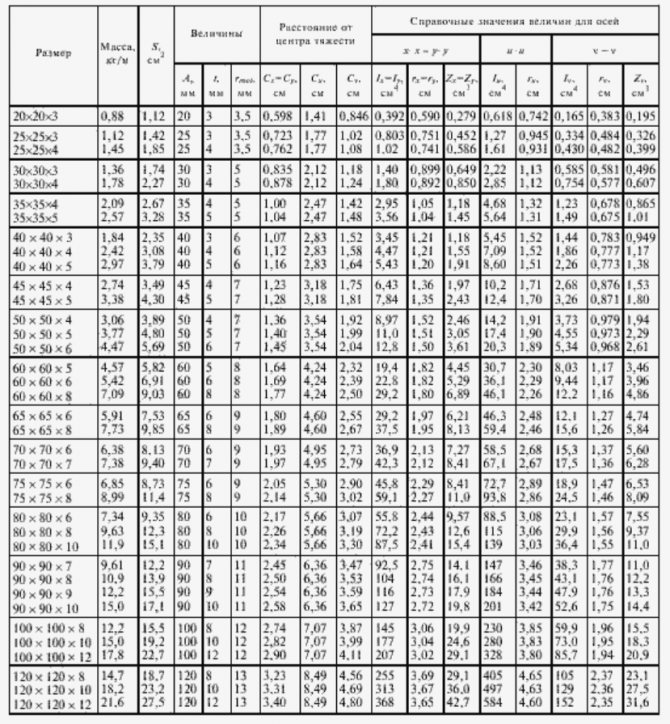
Неравнополочные изделия также имеют соответствующую стандартную документацию, которая содержит таблицы со всеми необходимыми данными. Для большей точности можно определить массу самостоятельно, воспользовавшись соответствующей формулой. Уравнение в этом случае выглядит следующим образом: ру = [(A + B — t) * t + (1 — π/4) * ( r² внутренний – 2 * r² внешний)] * ρ, где: t – показатель толщины стороны; А — ширина полки (большой); B — ширина полки (маленькой); ρ — плотность стали; r внутренний – радиус внутреннего закругления сторон; r внешний – радиус внешнего закругления.
При использовании формулы рекомендуется несколько раз проверить точность расчетов. Это связано с тем, что при самостоятельном вычислении нередко допускаются ошибки в числах.
Вес уголка: нюансы определения массы погонного метра
Перед началом строительства, независимо от его объемов, а также при заказе данных изделий возникает необходимость в определении массы партии. На сегодняшний день существует несколько способов, позволяющих рассчитать вес уголка. Масса изделия зависит от его типа и толщины сторон.
Производители, занимающиеся выпуском данной разновидности металлопроката, обязаны соблюдать требования и нормы, прописанные в соответствующих ГОСТах
Важно отметить, что в таблицах, которые можно найти в регламентирующей документации, указывается теоретическая масса 1 пог. м детали
В свою очередь, расчетный вес – это величина, которую практически невозможно получить.
Что такое швеллер: сортамент, характеристики, сферы применения (прочитать подробнее)
Для нахождения фактической массы изделия существует только один способ – взвешивание, что не совсем удобно. Наиболее распространенная разновидность изделий имеет две стороны, ширина которых составляет 50 мм. Вес уголка 50х50х4 за метр можно рассчитать самостоятельно или воспользоваться специальной программой для этого.
Стоит также понимать, что для проведения вычислений используются усредненные значения плотности металла. Для изделий, изготовленных из стали, применяется постоянное значение, которое составляет 7850 кг/м³. Однако в настоящее время существует множество марок стали, каждая из которых имеет индивидуальный показатель плотности, отличающийся от остальных. Таким образом, расчет веса партии уголков производится с использованием усредненных значений, что отражается на итоговой цифре.
Массу погонного метра уголка можно посчитать самостоятельно или с помощью специальной программы.
Помимо всего прочего, стальные уголки могут иметь разный класс точности (А, Б, В). Допустимые расхождения с принятыми габаритами, указанными в ГОСТах, также оказывают влияние на расчет массы. Из этого следует такой вывод: нормативная документация содержит информацию об удельной массе, которая, как правило, не соответствует фактической. Тем не менее, на ГОСТы опираются при проведении всех необходимых вычислений. Производители также ориентируются на данную документацию.
Самостоятельный расчет часто необходим при монтаже различных ограждений и каркасных конструкций своими руками. В этом случае особое место отводят изделию, которое имеет следующие геометрические показатели: 50, 50, 5. Вес уголка такого типа рекомендуется искать с помощью таблиц, которые указываются в нормативной документации.
На заметку! Производство стальных уголков учитывает процент брака, который в любом случае образуется в процессе изготовления. Недобросовестные производители специально снижают толщину стенки, делая изделие более восприимчивым к нагрузке. В случае приобретения некачественной продукции и при проведении ее расчета конечная цифра будет сильно отличаться от фактической массы изделия. Особенно это касается расчетов больших партий.
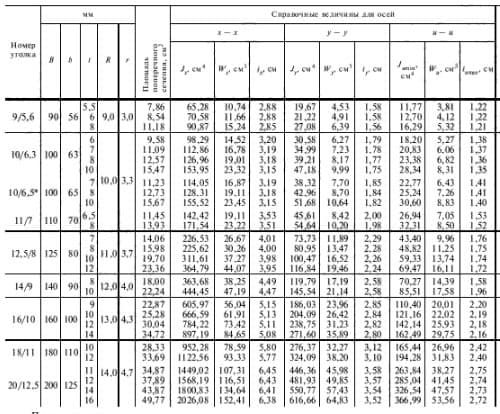
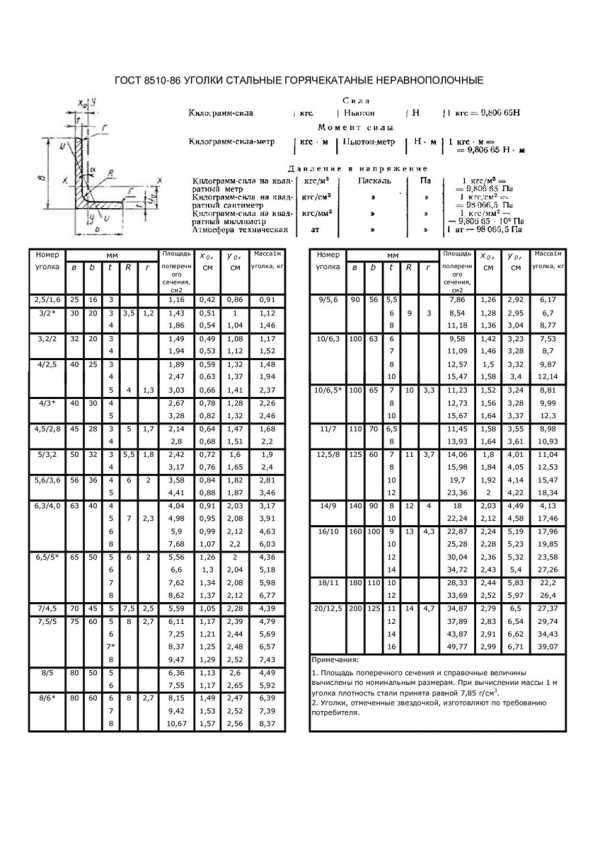
6 Сортамент типоразмеров неравнополочной гнутой стальной продукции ГОСТ 19772
Этот вид уголков, как и равнополочные гнутые изделия стандарта 19771, делится еще на несколько подвидов: по точности профилирования на 3 типа и по используемым для изготовления сталям – на 2. По точности профилирования выпускают продукцию:
- A – имеющую высокую точность профилирования;
- Б – повышенную;
- B – обычную.
Изделия из полуспокойных и кипящих углеродистых сталей
Размеры и масса 1 погонного метра продукции стандарта 19772 должны соответствовать следующим данным:
- для изделий, произведенных из полуспокойных и кипящих углеродистых сталей обыкновенного качества, а также качественных, обладающих временной сопротивляемостью разрыву не выше 47 кгс/мм2 (460 Н/мм2) – данным, представленным в Табл. 4;
- для изделий, произведенных из полуспокойных и спокойных углеродистых сталей обыкновенного качества, а также качественных, обладающих временной сопротивляемостью разрыву выше 47 кгс/мм2 (460 Н/мм2) – данным, представленным в Табл. 5.
Более подробную информацию об этих уголках (площадь сечения, длины, предельные отклонения и др.) можно посмотреть непосредственно в ГОСТ 19772.
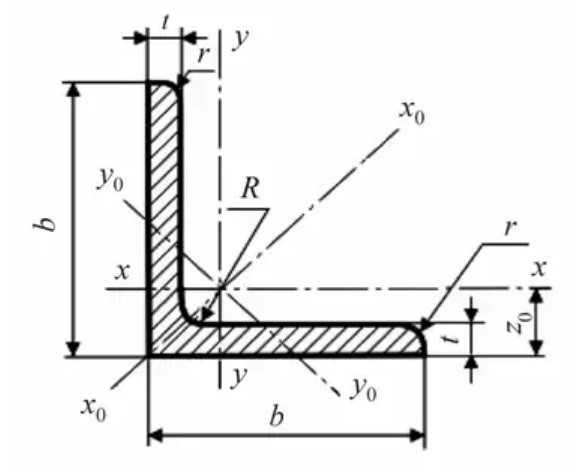
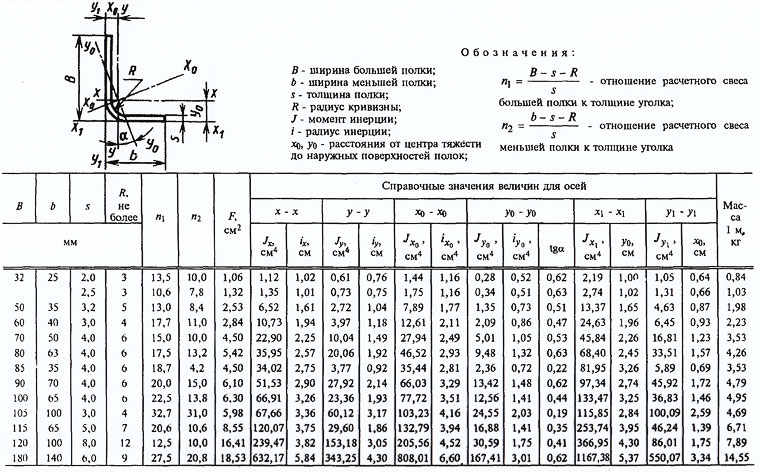
Поперечное сечение уголков этого стандарта должно соответствовать представленному на Рис. 4. Условные обозначения к Рис. 4, Табл. 4 и Табл. 5, приведенным ниже:
- B – ширина более широкой полки уголка, мм;
- b – ширина менее широкой полки, мм;
- S – обозначение толщины полок, мм;
- R – радиус закругления между полками с внутренней стороны уголка, мм.
Таблица 4
Обозначение (размер) уголка | Размеры, мм | Масса 1 м уголка, кг | |||
B | b | S | R | ||
32x25x2 | 32 | 25 | 2,0 | 3 | 0,84 |
32x25x2,5 | 32 | 25 | 2,5 | 3 | 1,03 |
50x35x3,2 | 50 | 35 | 3,2 | 5 | 1,98 |
60x40x3 | 60 | 40 | 3,0 | 4 | 2,23 |
70x50x4 | 70 | 50 | 4,0 | 6 | 3,53 |
80x63x4 | 80 | 63 | 4,0 | 6 | 4,26 |
85x35x4 | 85 | 35 | 4,0 | 6 | 3,53 |
90x70x4 | 90 | 70 | 4,0 | 6 | 4,79 |
100x65x4 | 100 | 65 | 4,0 | 6 | 4,95 |
105x100x3 | 105 | 100 | 3,0 | 4 | 4,69 |
115x65x5 | 115 | 65 | 5,0 | 7 | 6,71 |
120x100x8 | 120 | 100 | 8,0 | 12 | 12,88 |
180x140x6 | 180 | 140 | 6,0 | 9 | 14,55 |
Таблица 5
Характеристика неравнобокого уголка
Сфера применения не менее широка. Более того, металлические уголки часто используют в качестве декоративного дополнения.




Основным предназначением является использование для усиления различных конструкций. А также использование в производстве военной техники. Довольно популярными являются мебельные металлические уголки.
Инструкция, как выбрать двутавровую балку: характеристики, размеры, расчет параметров и нагрузок на балку
Выбираем трубы ВГП по уму: типовые размеры, советы по выбору и характеристики водогазопроводных труб
Как выбрать и рассчитать швеллер — правила использования, таблицы размеров, расчет нагрузок и подбор веса профиля

В качестве главного плюса хотелось бы назвать маленькую массу.
Применение стального уголка
Металлы сегодня встречаются практически на каждом шагу. При сочетании легкости и высокой прочности материал стал практически незаменим, применяется при строительстве различных сооружений и механизмов. Стальные уголки могут изготавливаться при применении различных металлов. За счет особой геометрии они могут воспринимать большую нагрузку, чем, к примеру, листовой материал. Прокат угловой или уголок стальной гнутый применяют:
- При строительстве несущих конструкций. Для того чтобы сооружение могло воспринимать большую нагрузку в качестве основного материала может применяться рассматриваемое изделие. Примером можно назвать возведение складских помещений, когда в качестве обшивки применяется легкий листовой металл, который покрывает устойчивый каркас. За счет этого существенно снижаются расходы и повышается прочность сооружения.
- В машиностроении и станкостроении. Особая форма определяет высокую жесткость и способность гашения вибрационной нагрузки. Именно поэтому рассматриваемый материал применяется для создания усиливающего каркаса, несущей рамы и других элементов.
Применение равнополочных уголков
Широкая область применения определила то, что в продаже можно встретить уголок с различной формой профиля и размерами.
Как определить вес равнополочного уголка
Многих людей интересует вопрос о том, как определить массу равносторонних и неравносторонних уголков. Данный параметр необходим во время планирования количества материала (перед началом строительства), а также с помощью него производятся и другие расчеты. Зная вес металлопроката, можно определить нагрузку, которая будет оказываться на будущую конструкцию. В любом случае вес погонного метра уголка является необходимой характеристикой.
На сегодняшний день существует несколько методов, позволяющих вычислить этот параметр. Самым простым из них является табличный способ. В нормативной документации, регламентирующей равнополочные и неравнополочные изделия, можно без труда найти нужную таблицу. В ней содержатся не только размерные данные, но и физические характеристики, к которым относят вес 1 метра уголка.
Однако табличный метод имеет некоторые недостатки. Не всегда есть возможность найти соответствующую документацию в интернете. Помимо этого, необходимо знать, что некоторые таблицы содержат округленные значения, использование которых повлечет за собой появление погрешности.
Зная вес металлопроката, можно определить нагрузку, которая будет оказываться на будущую конструкцию
Для определения веса 1 метра уголка можно воспользоваться ручным способом вычисления. Этот метод предполагает нахождение площади сечения детали. Чтобы определить это значение, нужно измерить длину одной стороны (полки). После этого необходимо выполнить умножение длины на толщину полки. Далее нужно измерить длину второй стороны и вычесть из нее толщину. Полученная цифра умножается на показатель толщины. Оба значения (для 1 и 2 полки) складываются между собой для нахождения площади сечения уголка.
На последнем этапе потребуется умножить показатель площади на плотность и на 1 м. Плотность можно посмотреть в таблице. Таким образом, в результате простого вычисления можно получить вес 1 м детали.
Кроме этого, существуют специальные онлайн-калькуляторы, которые позволяют быстро и точно рассчитать массу изделия, а также вычислить другие значения. Все, что для этого нужно, – вписать начальные данные в соответствующие им столбцы. Такую программу можно найти в интернете на профильных сайтах. После определения веса метра уголка появляется возможность проведения дальнейших расчетов.
Для определения веса 1 метра уголка можно воспользоваться ручным способом вычисления
Сортамент стальных уголков очень широк. На сегодняшний день выделяют несколько разновидностей этих изделий, каждая из которых активно используется в строительстве и на производстве. Для определения геометрических и физических характеристик существует специальная нормативная документация. ГОСТы значительно упрощают выбор и расчет количества стальных уголков.
Сортамент горячекатаного уголка

Высокая прочность этой продукции обеспечивает ее применение для создания конструкций, работающих под воздействием серьезных нагрузок. Сортамент равнополочного горячекатаного уголка регламентируется ГОСТом 8509-93. Стандартом предусмотрены два класса точности прокатки:
- А – повышенной;
- В – обыкновенной.
В производстве углового проката используется углеродистая сталь обыкновенного качества и качественная конструкционная. Для изготовления ответственных конструкций и элементов машин и механизмов используют уголок из низколегированных сталей типа 09Г2С, 10ХСНД. Такая продукция может эксплуатироваться в широком диапазоне температур (-70…+450°C), поэтому востребована в регионах с суровым климатом.
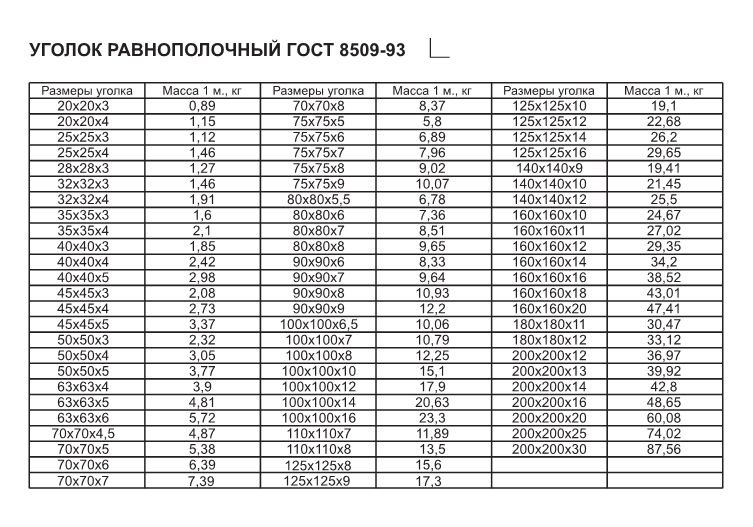
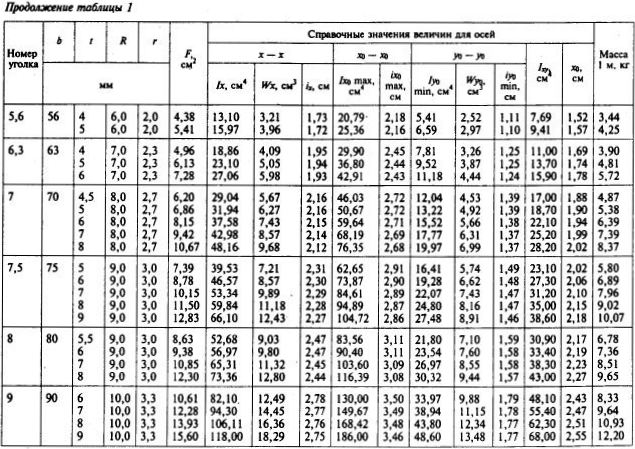
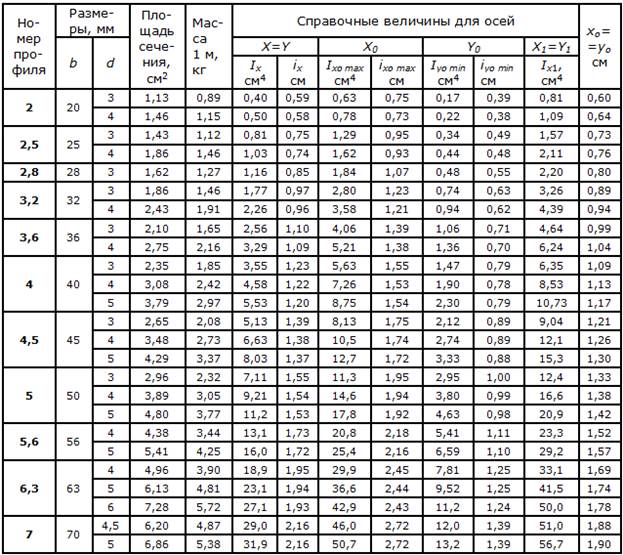
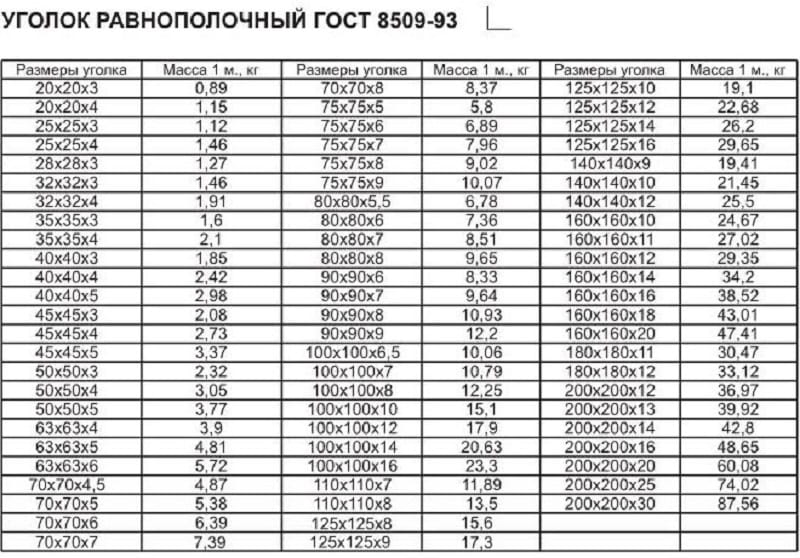
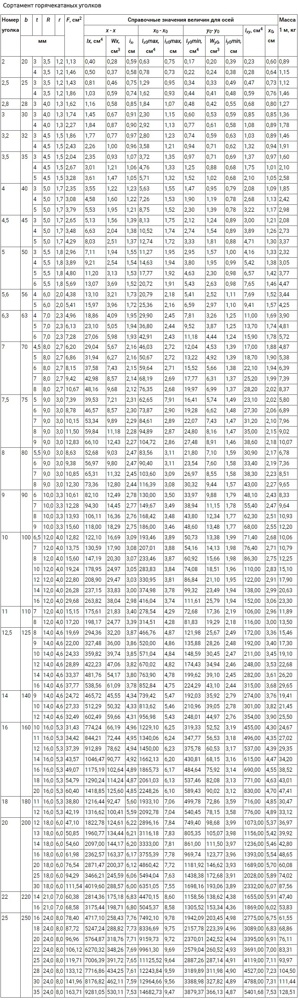
Таблица размеров и массы наиболее распространенного сортамента стального равнополочного уголка по ГОСТу 8509-93
| Ширина полки, мм | Толщина полки, мм | Масса 1 метра, кг | Ширина полки, мм | Толщина полки, мм | Масса 1 метра, кг |
| 20 | 3 | 0,89 | 63 | 4 | 3,9 |
| 4 | 1,15 | 5 | 4,81 | ||
| 25 | 3 | 1,12 | 6 | 5,72 | |
| 4 | 1,46 | 70 | 5 | 5,38 | |
| 30 | 3 | 1,36 | 6 | 6,39 | |
| 4 | 1,78 | 7 | 7,39 | ||
| 35 | 3 | 1,6 | 75 | 5 | 5,8 |
| 4 | 2,1 | 6 | 6,89 | ||
| 5 | 2,58 | 7 | 7,96 | ||
| 40 | 3 | 1,85 | 8 | 9,02 | |
| 4 | 2,42 | 80 | 6 | 7,36 | |
| 5 | 2,98 | 7 | 8,51 | ||
| 45 | 3 | 2,08 | 8 | 9,65 | |
| 4 | 2,73 | 90 | 7 | 9,64 | |
| 5 | 3,37 | 8 | 10,93 | ||
| 50 | 3 | 2,32 | 9 | 12,2 | |
| 4 | 3,05 | 100 | 7 | 10,79 | |
| 5 | 3,77 | 8 | 12,25 | ||
| 6 | 4,47 | 10 | 15,1 |
Особенность данного сортамента уголков
Группировка данных
По умолчанию, в каждой таблице показана информация по 15 уголкам, для удобства просмотра. Для перехода между группой профилей, в правой нижней части таблицы есть переключатели.
Адаптивность таблиц
Данные таблицы адаптивны и удобно открываются на любом типе устройства — подстраиваются под размеры вашего экрана. При просмотре сортамента со смартфона или планшета, предусмотрена горизонтальная прокрутка содержимого таблиц.
Фильтрация параметров
Функция фильтрации позволяет выделить нужную строчку в таблице. Для этого, достаточно в поиск (в правом верхнем углу) вбить уникальный параметр какого-либо уголка (можно использовать момент инерции или момент сопротивления), после чего таблица выдаст вам одну-единственную, нужную строчку. После чего вы можете с комфортом фиксировать себе нужные данные из сортамента и не отвлекаться на другие параметры.
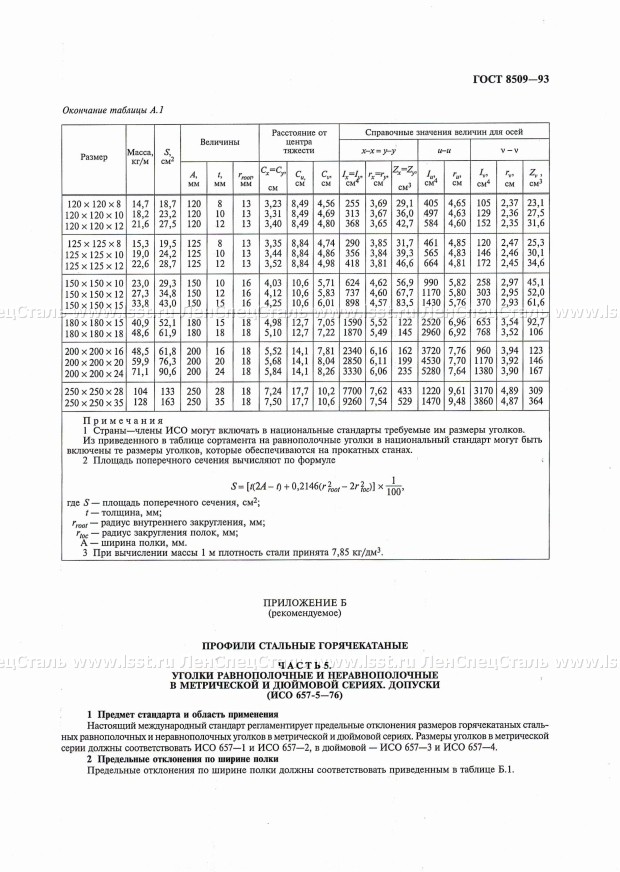
ПРИЛОЖЕНИЕ Б (рекомендуемое).ПРОФИЛИ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ
Часть 5. Уголки равнополочные и неравнополочные в метрической и дюймовой сериях. Допуски (ИСО 657-5-76)
1 Предмет стандарта и область применения Настоящий международный стандарт регламентирует предельные отклонения размеров горячекатаных стальных равнополочных и неравнополочных уголков в метрической и дюймовой сериях. Размеры уголков в метрической серии должны соответствовать ИСО 657-1 и ИСО 657-2, в дюймовой – ИСО 657-3 и ИСО 657-4.
2 Предельные отклонения по ширине полки
Предельные отклонения по ширине полки должны соответствовать приведенным в таблице Б.1.
Таблица Б.1
Предельные отклонения по ширине
| Метрическая серия, мм | Дюймовая серия, дюйм | ||||
|---|---|---|---|---|---|
| Ширина полки¹ | Предельные отклонения | Ширина полки¹ | Предельные отклонения | ||
| Свыше | От и до включ. | Свыше | От и до включ. | ||
| – | 50 | ±1,0 | – | 2 | ±0,04 |
| 50 | 100 | ±1,5 | 2 | 4 | ±0,06 |
| 100 | 150 | ±2,0 | 4 | 6 | ±0,08 |
| 150 | 200 | ±3,0 | 6 | 8 | ±0,12 |
| ¹ Для неравнополочных уголков как базовая берется ширина большей полки. |
3 Предельные отклонения по толщине полки
Предельные отклонения по толщине равнополочных и неравнополочных уголков должны соответствовать приведенным в таблице Б.2.
Таблица Б.2
Предельные отклонения по толщине
| Метрическая серия, мм | Дюймовая серия, дюйм | ||||
|---|---|---|---|---|---|
| Ширина полки¹ | Предельные отклонения | Ширина полки¹ | Предельные отклонения | ||
| Свыше | От и до включ. | Свыше | От и до включ. | ||
| – | 50 | ±0,5 | – | 2 | ±0,02 |
| 50 | 100 | ±0,8 | 2 | 4 | ±0,03 |
| 100 | 150 | ±1,0 | 4 | 6 | ±0,04 |
| 150 | 200 | ±1,2 | 6 | 8 | ±0,05 |
| ¹ Для неравнополочных уголков как базовая берется ширина большей полки.Примечание – Для уголков с длиной полки свыше 75 мм предельные отклонения по массе составляют ±2,5% на единицу длины и могут быть заменены предельными отклонениями по толщине. Масса единицы длины уголков приведена в приложении А. |
4 Предельные отклонения при порезке на длины
Предельные отклонения по длине при порезке на нормальные и точные длины равнополочных и неравнополочных уголков должны соответствовать приведенным в таблицах Б.3 и Б.4 соответственно.
Таблица Б.3
Предельные отклонения для нормальных длин
| Метрическая серия | Дюймовая серия | ||
|---|---|---|---|
| Длина | Предельные отклонения | Длина | Предельные отклонения |
| Все длины | ±100 мм | Все длины | ±4 дюйма |
Таблица Б.4
Предельные отклонения для точных длин
| Метрическая серия | Дюймовая серия | ||||
|---|---|---|---|---|---|
| Длина, м | Предельные отклонения, мм | Длина, фут | Предельные отклонения, дюйм | ||
| Свыше | От и до включ. | Свыше | От и до включ. | ||
| – | 12 | +750 | – | 40 | +30 |
| 12 | – | +100 | 40 | – | +40 |
5 Кривизна
5.1 Максимально допустимая кривизна для равнополочных и неравнополочных уголков должна соответствовать приведенной в таблице Б.5.
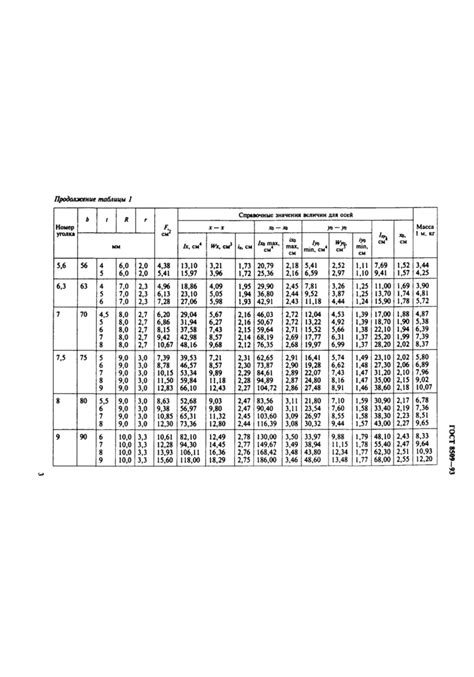
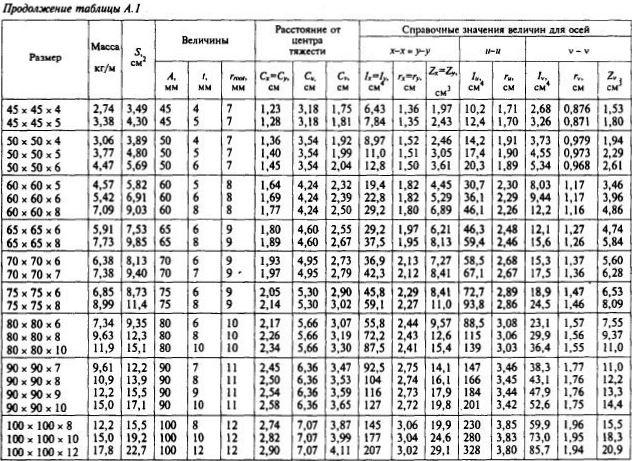
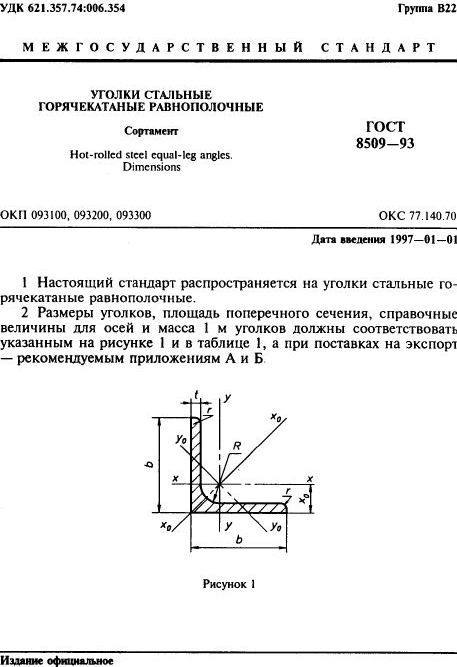


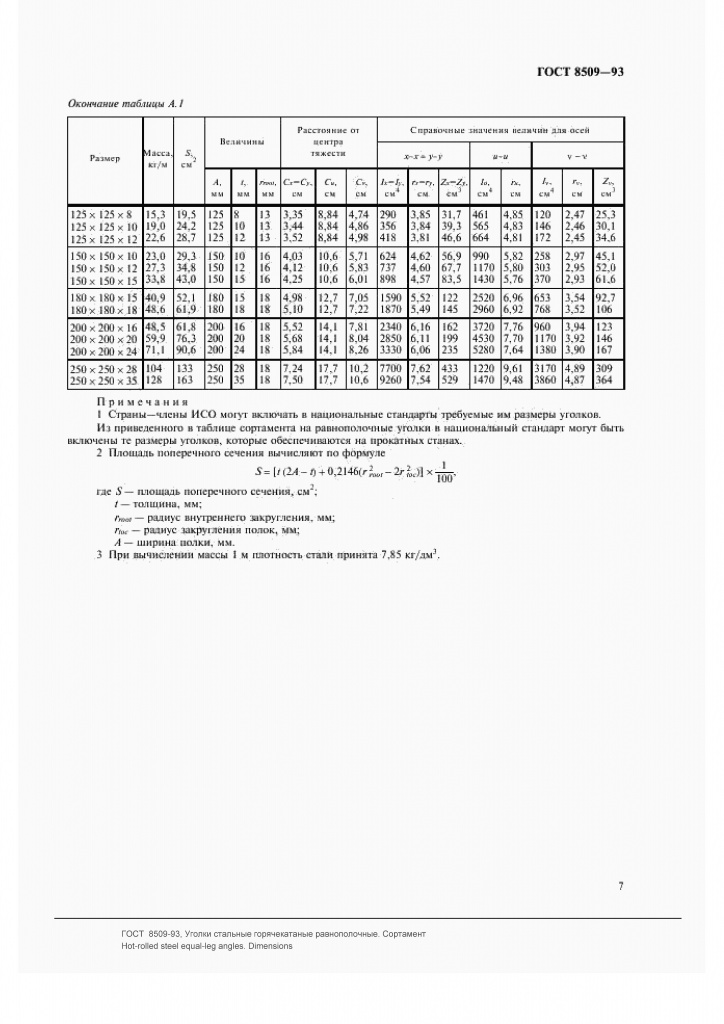
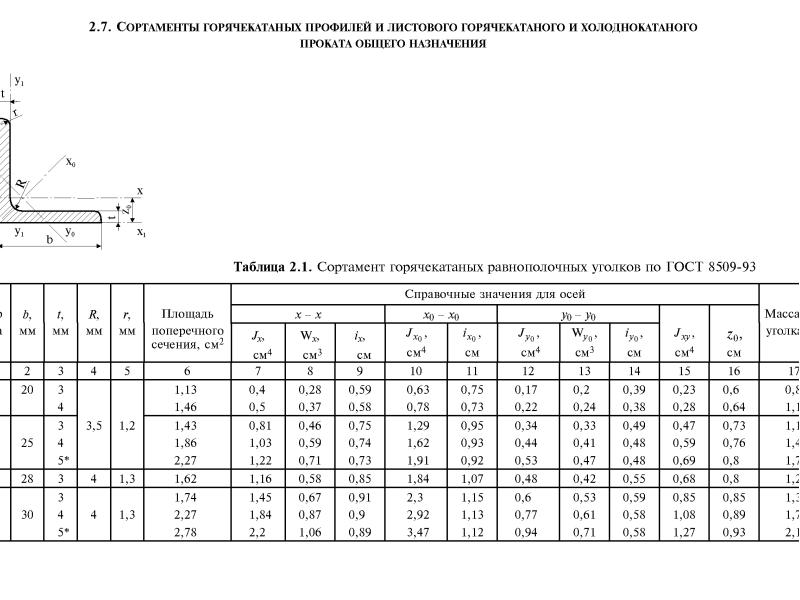
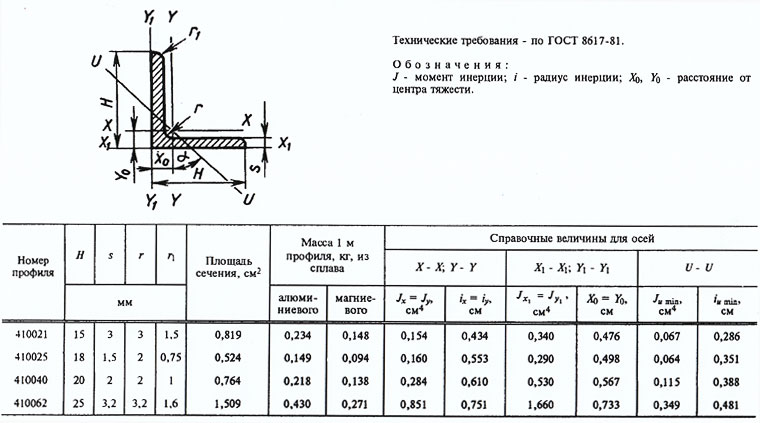
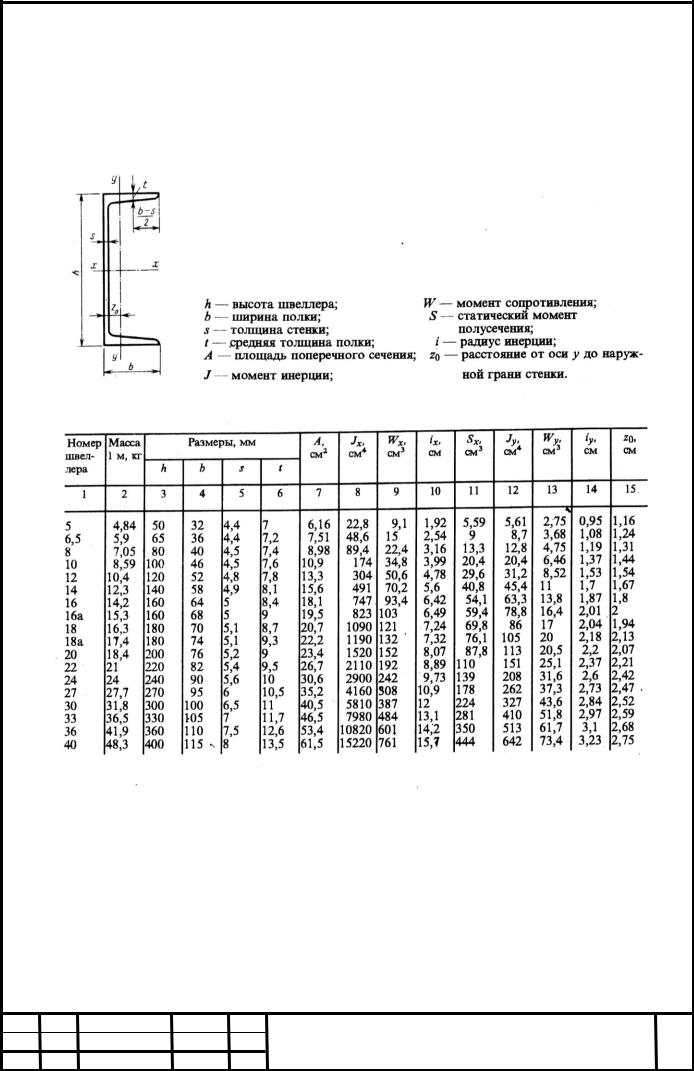
Таблица Б.5
| Метрическая серия, мм | Дюймовая серия, дюйм | ||||
|---|---|---|---|---|---|
| Ширина полки¹ | Кривизна | Ширина полки¹ | Кривизна | ||
| Свыше | От и до включ. | Свыше | От и до включ. | ||
| 50 | 150 | 0,4% длины | 2 | 6 | 0,4% длины |
| 150 | 200 | 0,25% длины | 6 | 8 | 0,25% длины |
| ¹ Для неравнополочных уголков как базовая берется ширина большей полки. |
5.2 Кривизна должна быть измерена как показано на рисунке Б.1.
Кривизна
Рисунок Б.1
6 Неперпендикулярность (непараллельность, отклонение от прямого угла)
6.1 Полки должны быть перпендикулярными относительно друг друга в пределах отклонений концов согласно таблице Б.6.
Таблица Б.6
Отклонение от прямого угла
| Метрическая серия, мм | Дюймовая серия, дюйм | ||||
|---|---|---|---|---|---|
| Ширина полки* | Отклонение | Ширина полки* | Отклонение | ||
| Свыше | От и до включ. | Свыше | От и до включ. | ||
| – | 50 | 1,0 | – | 2 | 0,04 |
| 50 | 100 | 2,0 | 2 | 4 | 0,08 |
| 100 | 200 | 3,0 | 4 | 8 | 0,12 |
| * Для неравнополочных уголков как базовая берется ширина большей полки. |
6.2 Отклонение от прямого угла измеряется на концах полок уголков (рисунок Б.2).
Рисунок Б.2
7 Предельные отклонения по массе
Имеющиеся предельные отклонения по массе на единицу длины являются контрольными предельными отклонениями и предварительно должны быть включены в соответствующие национальные стандарты.
Вычисление веса 1 метра уголка 63х63х5 мм: рекомендации
Равнополочные стальные изделия, имеющие такие габариты, применяются для монтажа разнообразных инженерных и строительных элементов. Стоит отметить, что длина подобных деталей по ГОСТу варьирует в пределах от 4 до 12 м. Для расчета теоретической массы изделия проще всего воспользоваться таблицей.
Вес изделия 63х63х5 мм за 1 м равен 4,81 кг, благодаря этим данным можно легко посчитать массу партии.
Вес уголка 63х63х5 (за метр) составляет 4,81 кг. Зная эту цифру, не составит труда определить массу партии. Уголки такого размера применяются как самостоятельные строительные элементы или в качестве дополнительных усилителей для разных конструкций. Многие используют данные изделия для возведения ограждений на частных участках.
Массу уголка, имеющего подобные размеры, следует знать. Этот показатель позволяет рассчитать транспортные затраты, а также определить количество деталей, необходимых для строительства той или иной конструкции. Как правило, фактический вес изделий такого типа отличается от удельного приблизительно на 5%. Это связано с тем, что в соответствии с ГОСТом допуск по ширине для уголка 63х63х5 мм может достигать 1,5 мм. Вес уголка 63х63х5 мм рассчитывается очень быстро, если использовать специальную документацию.
Продолжение статьи читайте на следующей странице. Для перехода к следующей части статьи используйте цифры постраничной навигации.
Страницы: 1 2
Предисловие
1 РАЗРАБОТАН Украинским научно-исследовательским институтом металловВНЕСЕН Еосстандартом Украины
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации(протокол № 3 от 17 февраля 1993 г.)
За принятие проголосовали:
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 20.02.96 № 85 межгосударственный стандарт ТОСТ 8509—93 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 1997 г.
4 ВЗАМЕН ТОСТ 8509—86
5 ПЕРЕИЗДАНИЕ
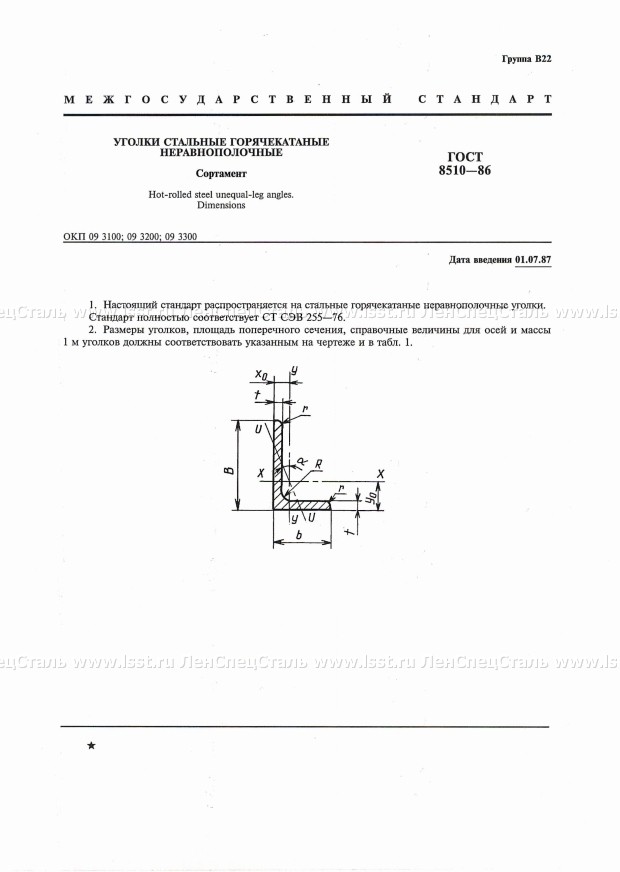
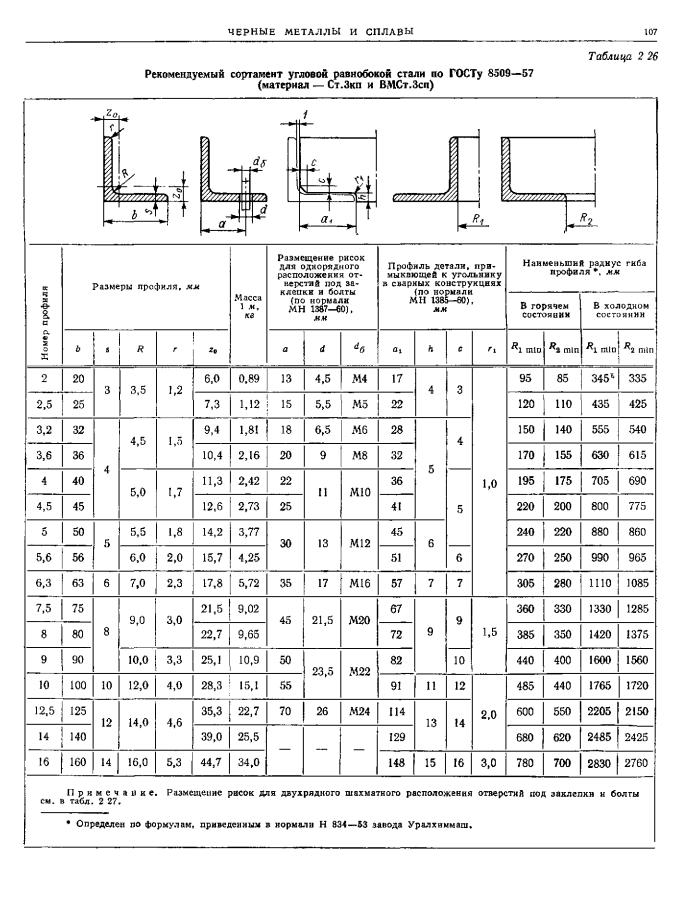
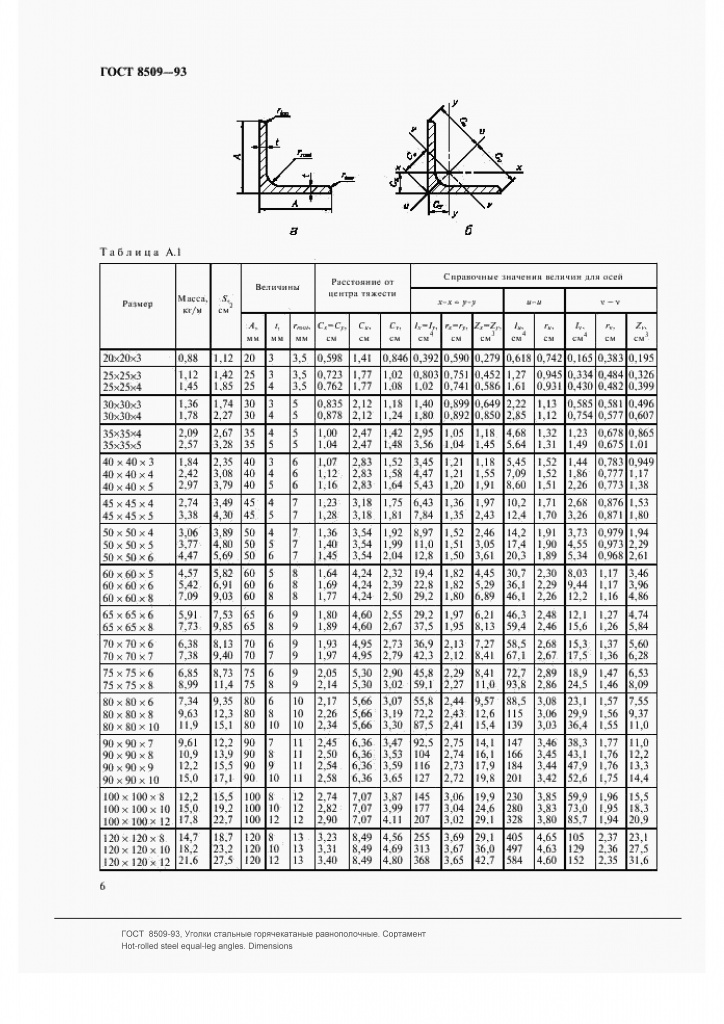
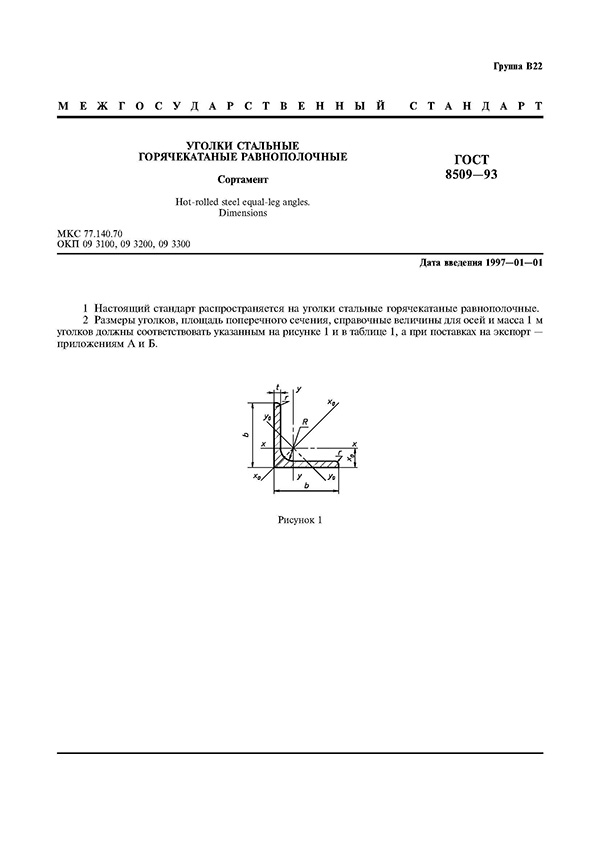
1 Настоящий стандарт распространяется на уголки стальные горячекатаные равнополочные.
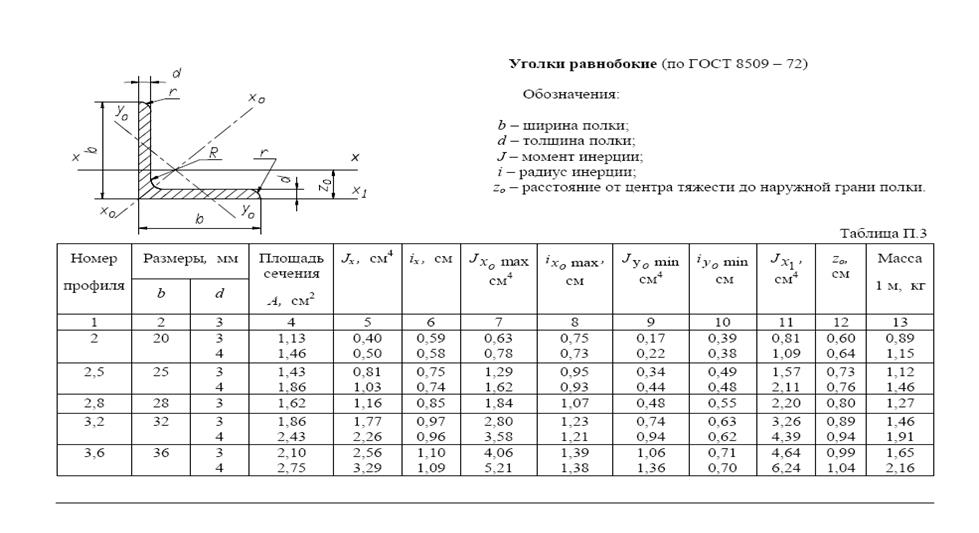
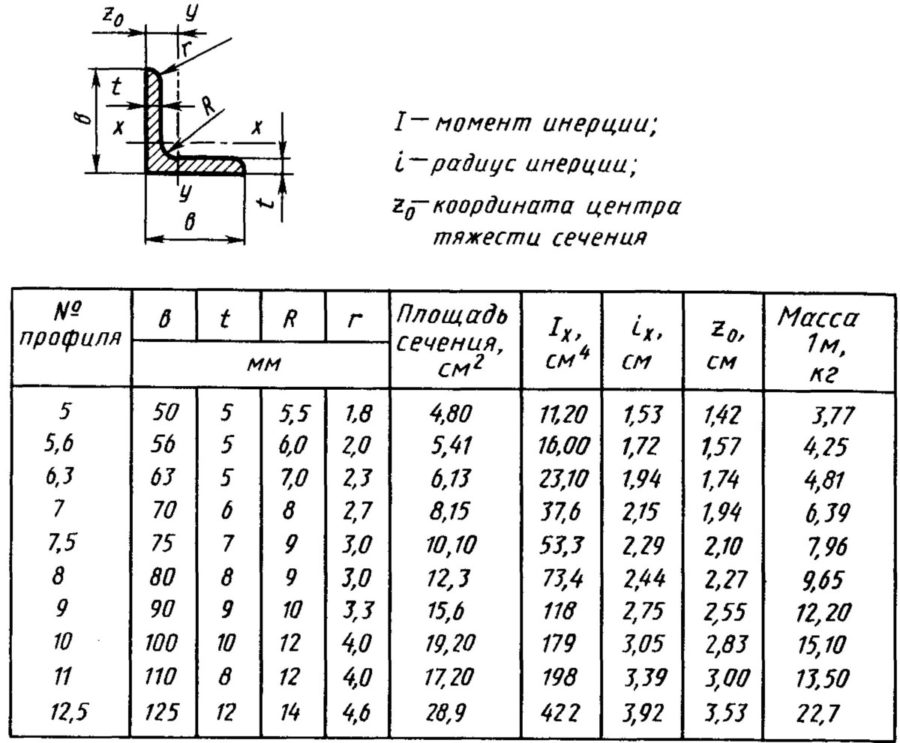
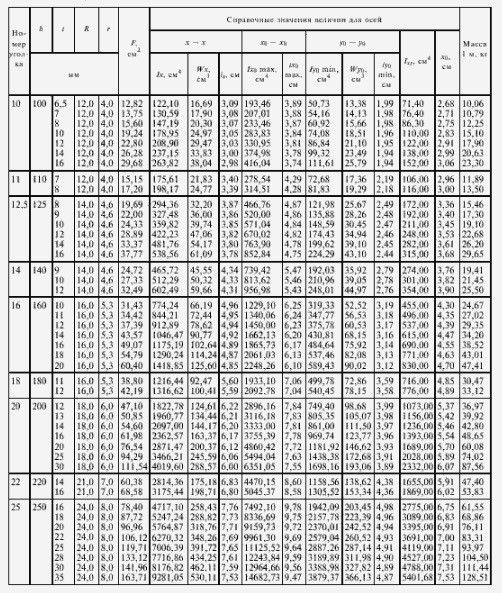
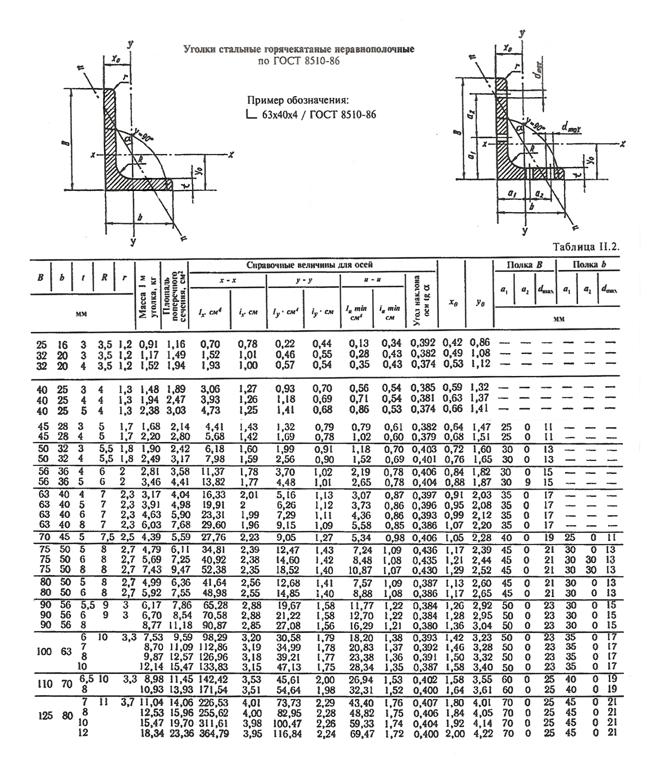
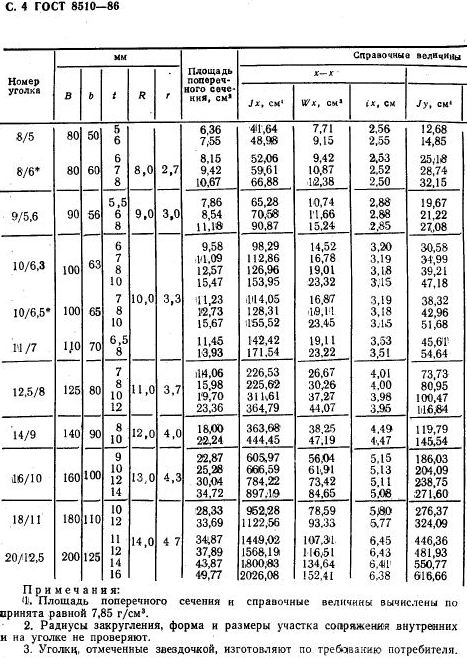
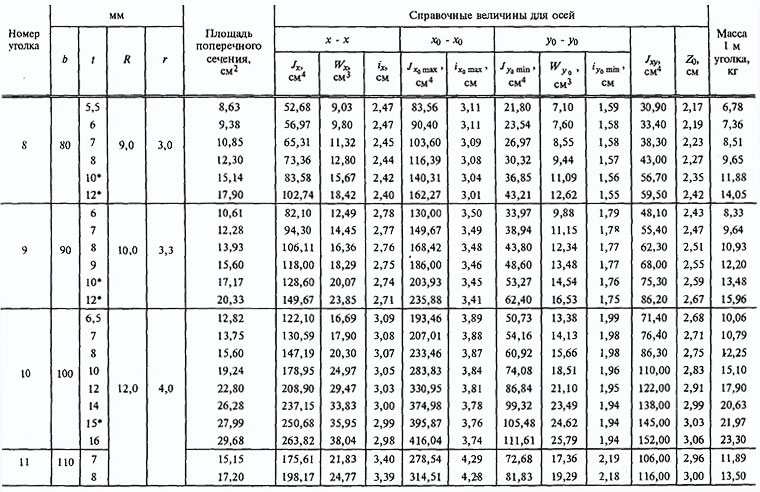
2 Размеры уголков, площадь поперечного сечения, справочные величины для осей и масса 1 муголков должны соответствовать указанным на рисунке 1 и в таблице 1, а при поставках на экспорт —приложениям А и Б.
Рисунок 1
Таблица 1
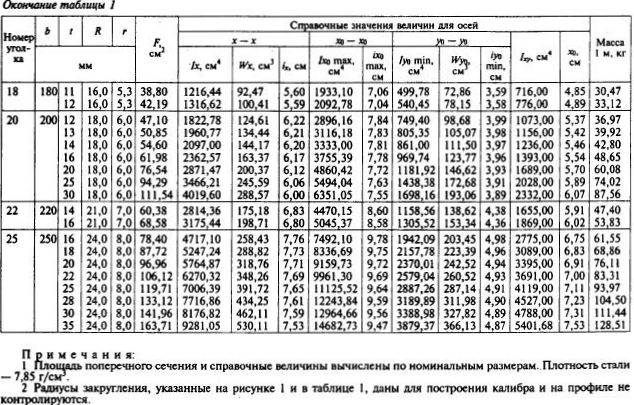
Окончание таблицы 1
Примечания
- Площадь поперечного сечения и справочные величины вычислены по номинальным размерам. Плотность стали — 7,85 г/см3.
- Радиусы закругления, указанные на рисунке 1 и в таблице 1, даны для построения калибра и на профиле не контролируются.
Условные обозначения к рисунку 1 и таблице 1:
b — ширина полки;
t — толщина полки;
R — радиус внутреннего закругления;
r — радиус закругления полок;
F — площадь поперечного сечения;
I — момент инерции;
x — расстояние от центра тяжести до наружной грани полки;
Ixy — центробежный момент инерции;
i — радиус инерции.
3 По точности прокатки уголки изготавливают:
- А — высокой точности;
- В — обычной точности.
4 Предельные отклонения по размерам уголков не должны превышать указанных в таблице 2.
Таблица 2
5 По согласованию изготовителя с потребителем допускается изготовление уголков со смещением предельных отклонений по толщине полки в пределах допускаемых отклонений соответствующей точности.
6 По согласованию с потребителем отклонения по толщине полки допускается заменятьпредельными отклонениями по массе в соответствии с таблицей 3.
Таблица 3
7 Отклонение от прямого угла при вершине не должно превышать 357
По согласованию изготовителя с потребителем отклонение от прямого угла при вершине не должно превышать:
- 1.0 мм — для уголков с шириной полки до 50 мм включительно;
- 2.0 мм — для уголков с шириной полки свыше 50 до 100 мм включительно;
- 3.0 мм — для уголков с шириной полки свыше 100 до 200 мм.
8 Притупление внешних углов (в том числе и угла при вершине) не контролируется.
По требованию потребителя притупление внешних углов (в том числе и угла при вершине) не должно превышать:
- 0,3 толщины полки — для уголков толщиной до 10 мм включительно;
- 3.0 мм — для уголков толщиной свыше 10 до 16 мм включительно;
- 5.0 мм — для уголков толщиной свыше 16 мм.
9 Уголки изготовляют длиной от 4 до 12 м:
- мерной длины;
- мерной длины с немерной в количестве не более 5 % массы партии;
- кратной мерной длины,
- кратной мерной длины с немерной в количестве не более 5 % массы партии; немерной длины;
- ограниченной длины в пределах немерной.
9.1 По согласованию изготовителя с потребителем уголки изготовляют мерной и кратноймерной длины с немерными длинами более 5 % массы партии.



9.2 Допускается изготовление уголков длиной не менее 3 м и свыше 12 м.
10 Предельные отклонения по длине уголков мерной длины или кратной мерной не должныпревышать:
- + 30 мм — при длине до 4 м включительно;
- + 50 мм — при длине свыше 4 до 6м включительно;
- + 70 мм — при длине свыше 6 м.
По требованию потребителя для уголков длиной свыше 4 до 7 м предельные отклонения длины не должны превышать + 40 мм, более 7 м — + 5 мм на каждый следующий метр.
11 Кривизна уголков не должна превышать 0,4 % длины.
По требованию потребителя изготавливают уголки, кривизна которых не превышает 0,2 % длины. Для уголков от № 2 до 4,5 включительно кривизну проверяют на длине 1 м.
12 Размеры поперечного сечения уголков, притупление углов измеряют на расстоянии неменее 500 мм от торца штанги.