
Виды сварочных столов
 Столы сварщика имеют большой перечень в номенклатуре изделий, как правило, выделяют следующие разновидности:
Столы сварщика имеют большой перечень в номенклатуре изделий, как правило, выделяют следующие разновидности:
сварочные столы с элементами механизации;
Это означает, что стол может быть оснащен слотами для установки сверлильных или шлифовальных, заточных станков.
Так же все перечисленные станки могут быть сразу включены в исполнение стола.
Такие столы принято называть универсальными. Такие столы обладают встроенной системой вентиляции, о которой будет сказано чуть позже.
классические сварочные столы представляют собой обычный металлический верстак, который в оснащается лишь кронштейнами для сгиба прокаленного прута, который требуется для изготовления цепей или звеньев;
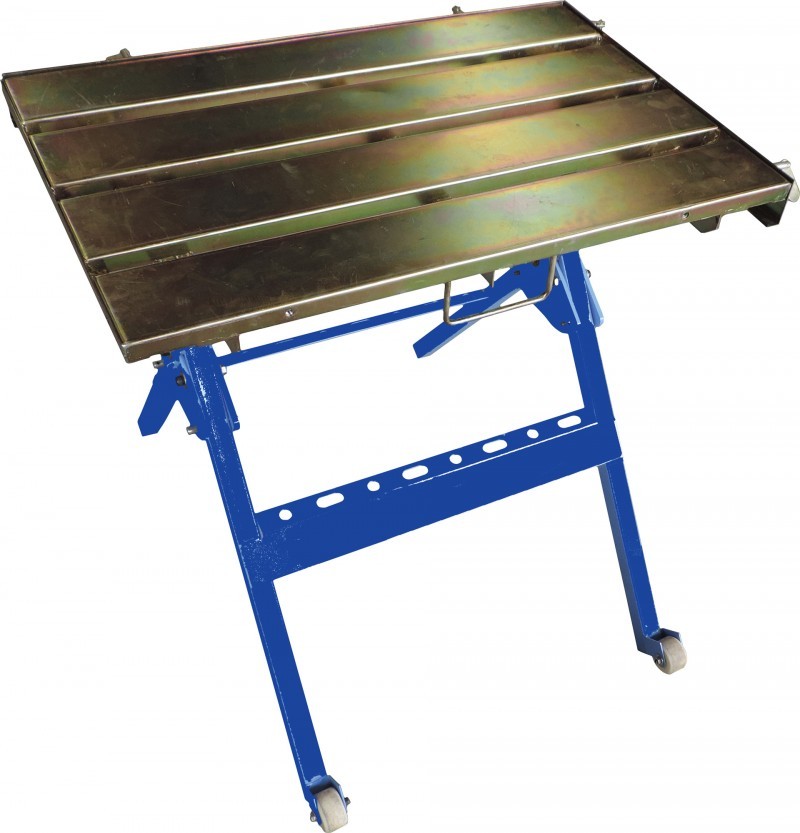
поворотные столы;
Такие столы оснащены суппортом, который позволяет разворачивать стол вокруг своей оси и под углом, это требуется при сварке габаритных и криволинейных поверхностей.

Поворотные столы являются наиболее сложными в исполнении, так как имеют вращательный механизм, сфера применения данных столов – тяжелая, химическая и металлургическая промышленность, работа с сосудами, которые находятся под давлением.
Вращение детали позволяет сварщику или сварочному автомату осуществлять прокладки высокоточных швов, не вращаясь вокруг детали самостоятельно, что крайне пагубно влияет на качество.
Закрепление заготовки происходит в центральном желобе с регулируемым диаметром, который зажимает заготовку в диаметральных тисках.
Инструкция по изготовлению сварочного стола
Теперь, когда получилось найти размер и собран инвентарь, пришло время сделать сварочный стол своими руками.
Заготовка и раскрой
Чтобы работать было удобнее, лучше заранее напилить все нужные детали, а затем собрать, как конструктов. Здесь будут приведены ориентировочные размеры, которые можно взять за основу или изменить, сохранив пропорции.
Болгаркой или ножовой по металлу нарезаем:
- 4 уголка. Необходимо сечение 2,5х2,5 сантиметра и длина 46. Торцы подрезаются под 45 градусов – это будут боковинки полки.
- 2 полки. Понадобится стальной лист (лучше брать оцинковку или нержавейку) с толщиной 0,3 сантиметра. Нужны 2 одинаковые полки с размерами 45х77. Так делают в промышленных моделях. Но так как это «домашний» стол из профильной трубы, который собирается своими руками, этим параметром можно пренебречь. Подойдет ОСБ или фанера.
- 4 ножки. Часто для ножек берут уголки, но лучше взять профильную трубу. Конструкция будет прочной, но куда легче.Квадратную трубку 3х2 нарезаем на 4 отрезка по 76 сантиметров.
- Стороны каркасов. Из тех же уголков делаем 4 стороны каркаса с длиной 76 сантиметров. Торцы подрезаем под 45 градусов.
- Каркас столешницы. Из профильной трубы 6х25 нужно сделать 2 метровых отрезка и еще 2 по 72 сантиметра.
- Столешница. Понадобится 8 профилей 4х24 длинной 72 сантиметра.
- Колесики. Можно купить в любом строительном магазине. 2 колесика со стопором и 2 без.
- Пояс жесткости. 4 уголка 3х3.
Изготовление столешницы
Здесь очень поможет сварочный магнит. У него есть угол 90 градусов, поэтому работа упростится в разы. Сначала нужно сварить каркас столешницы, причем сделать это под прямым углом.
После необходимо замерить угол. Если везде 90 градусов, то можно варить основное – профили столешницы. Трубы нужно приварить параллельно боковым частям каркаса, а между ними оставить небольшой зазор. Прибегнув к расчетам, получится общее свободное расстояние в 28 сантиметров. Если разделить это число на 8, получится 3,5 сантиметра, которые нужно оставить между профилями.
Изготовление ножек для стола
Чтобы сварочный стол из профильной трубы не шатался, необходимо правильно сварить ножки. Сложного здесь ничего нет, если вы сделали подрезку под 45 градусов. Прихватываем ножки с каркасу с помощью магнитов и угольником добиваемся прямого угла. После ставятся несколько сварных точек.









Теперь еще раз нужно проверить, получилось ли добиться 90 градусов. Если конструкцию не повело (при сварке шов тянет на себя, поэтому могут быть отклонения), стык полностью заваривается и зачищается.
В принципе, если устойчивости добиться не получилось, можно прибегнуть к другой хитрости: к нижнему торцу ножек приваривается толстый квадрат из стального листа. Но это подойдет на случай, если перемещаться сварочный стол не будет.
Пояс жесткости сварочного стола
Стол для сварщика обязан быть устойчивым. Даже прочная сталь будет немного шататься, так как толщина шва тонкая.
Поэтому на каждой ножке нужно сделать отметку в 20-30 сантиметров от пола и приварить там уголок для пояса жесткости. Можно заменить его и на тонкую профильную трубу, чтобы облегчить конструкцию.
Колеса и ручка для перемещения
Стол для сварки, построенный своими руками будет удобнее, если добавить колесики. Причем не обычные мебельные. Они шатаются, быстро сломаются, а неровный пол «убьет» их всего за полгода.
Они бывают на винтовом соединении или сварном. Для первого к торцу приваривается ушко из профильной трубы. Там сверлятся отверстия и винты затягиваются гайками. Если перемещать его будут часто, желательно добавить стопорные шайбы. Колесики можно и приварить. В этом случае они будут несъемными.
Полка для инструментов
Здесь стоит воспользоваться пространством, которое образовалось в поясе жесткости. Можно просто положить туда лист и он никуда не денется. Его будут держать выступы уголка.
Покраска стола
Почти весь металлопрокат делается из нелегированного чермета, который быстро ржавеет. Чтобы привести его в «товарный» вид, нужно действовать по инструкции:
- С металла сбивается вся ржавчина. Можно натереть профили преобразователем ржавчины или воспользоваться наждачкой.
- Теперь абразивом с зернистостью 360 нужно хорошенько натереть все части стола. Так краска лучше пристанет. Если есть доступ к пескоструйной машине – подойдет и она.
- Пришло время грунтовки. Можно взять любую по металлу. Кстати, некоторые грунты можно наносить на ржавчину. В этом случае можно не зачищать.
- Для покраски подойдет любая жаропрочная эмаль. Наносить нужно из краскопульта или аэрозоля.
Производители, торговые марки
Сварочный стол – фундаментальная оснастка, применяемая для получения качественных изделий сварочной технологии. Поэтому существует множество производителей, выпускающих такое оборудование. Конкуренцию выигрывает предприятие, чей продукт позволяет на одном рабочем месте сваривать совершенно разные виды конструкций.
Совплим
Совместное российско-шведское предприятие основано в 1989 годы, в Санкт-Петербурге. Главная цель — создание вентиляционного оборудования на отечественной базе. Одним из направлений является разработка и изготовление фильтровентиляционного оборудования для сварочных столов.
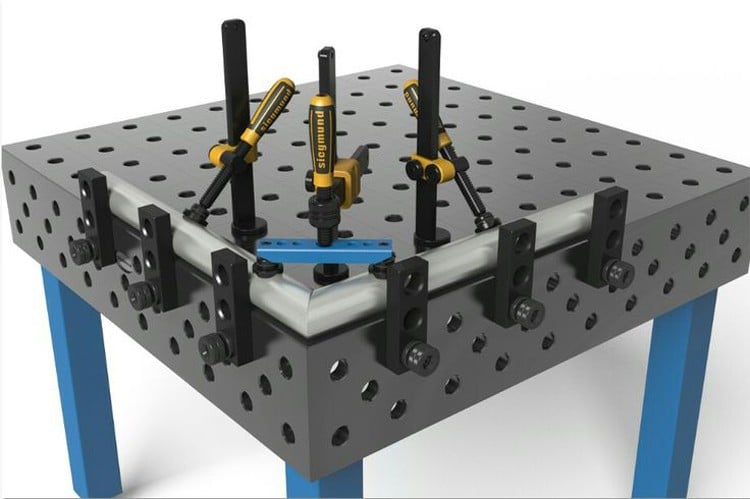
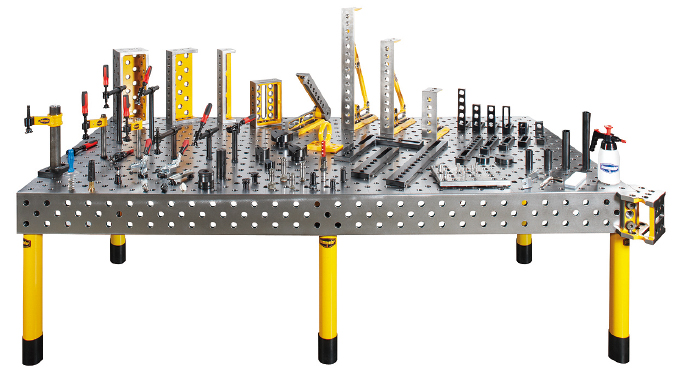
Siegmund
Оборудование компании Siegmund полностью соответствуют понятиям, вкладываемым в тезис «немецкое качество». В комплексе с оригинальной быстрозажимной оснасткой на столах собираются самые сложные конфигурации заготовок и быстро перенастраиваются на другие виды. Таким образом, сварочные столы Siegmund значительно повышают производительность работ.

Сборочно-монтажный сварочный стол с колесами Siegmund 16 Система. Фото Дом сварки
Foerster
Немецкая компания специализируется на производстве модульных вариантов. Чугунные или не ферритные полосы, образующие их поверхность, легко снимаются, каждая новая сборка способна видоизменить форму стола под конкретную заготовку. Для удобства сварки изделия Foerster выполняются поворотными, вращающимися или подъемными.









Demmeler
Немецкая компания лидер в производстве 3D сварочных столов и приспособлений к ним. Сварочно-сборочные системы отличаются универсальностью и способны создавать конструкции под любые потребности заказчика.
TEMPUS
Немецкая компания Tempus представляет покупателям свое оборудование, как эффективное средство решения производственных вопросов. 3D-cтолы идеально подходят для изготовления сборных сварных конструкций (ограждений, каркасов и других).

Пятисторонний сварочный стол Tempus из серии SSTW fix. Фото Центр сварки
ВТО
Ульяновский выпускает широкую номенклатуру не стандартизированного оборудования, куда входят сварочные столы и комплектующие к ним. Столы могут поставляться в комплекте с вентилятором и вытяжным зонтом.
ВТМ
Российская специализируется на изготовлении сварочно-монтажных вариантов систем «D16» и «D28», а также оснастки как типовой, так и под заказ.
ИРС
Одним из направлений деятельности является производство сварочных столов. Они обладают всем набором элементов для точного позиционирования заготовок. Отличаются сборно-разборной конструкцией, что позволяет их легко транспортировать.
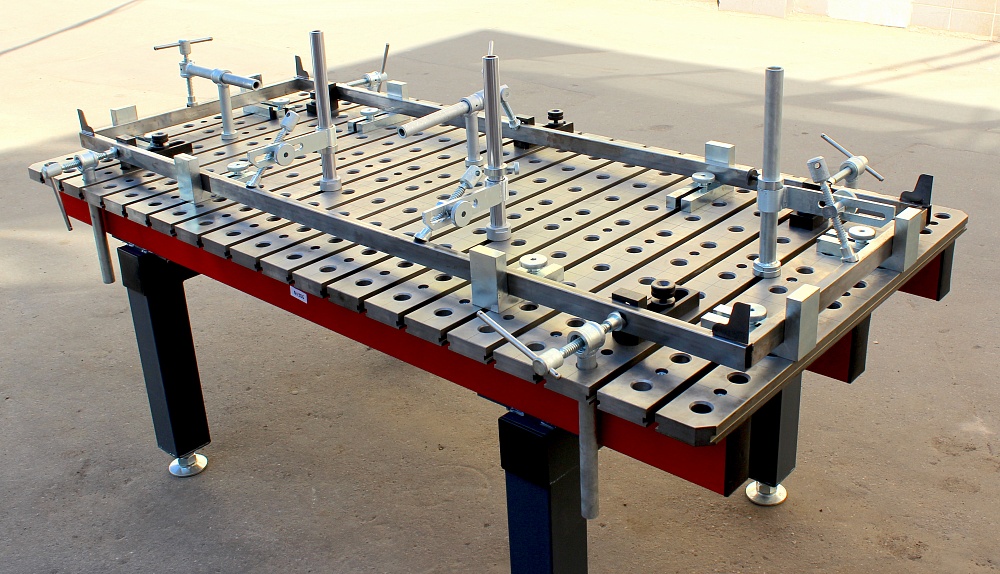
EVIDENCE
Российский — основатель линейки продукции под маркой Evidence. Под данной маркой выпускаются сварочно-сборочное оборудование с различными размерами столешниц. Столы имеют пятистороннюю рабочую поверхность и относятся к 3D системам.

Стол сварочно-сборочный Evidence SS8-2d-as (800х1200). Фото Сварщик Алтая
СЛОТ-СТОЛ
Российская компания изготавливает сварочные столешницы с рабочей поверхностью из наборных пластин. Материал пластин: чугун и алюминиевый профиль – не подвергается прилипанию брызг расплавленного металла. Легко-съемные пластины позволяют трансформировать рабочую поверхность под любые конфигурации деталей. Для облегчения сборки и сварки сварочное оборудование оснащается электромеханическими и гидравлическими механизмами.
SIBAR
Молодая российская компания работает над расширением ассортимента сварочных столов и оснастки к ним. Ориентируется на мнение потребителей продукции.
ESAB
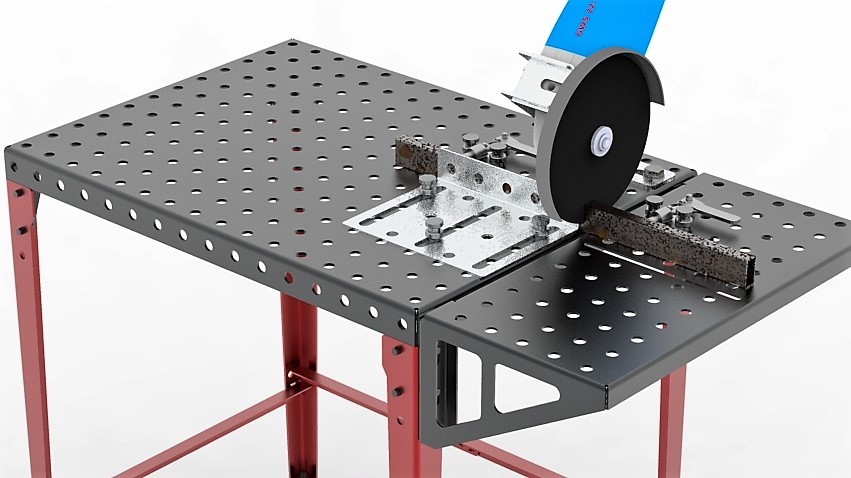
ESAB – один из самых узнаваемых сварочных брендов. Шведская компания помимо великолепного сварочного оборудования и расходных материалов, выпускает профессиональные сварочные столы. Кроме сварочных работ имеется возможность производства шлифовальных, так как качественно организован отвод газов, сварочной пыли и других частиц, образующихся при шлифовке.

Сварочный и шлифовальный стол ESAB. Фото СваркаPRO
Изготовление сварочного стола
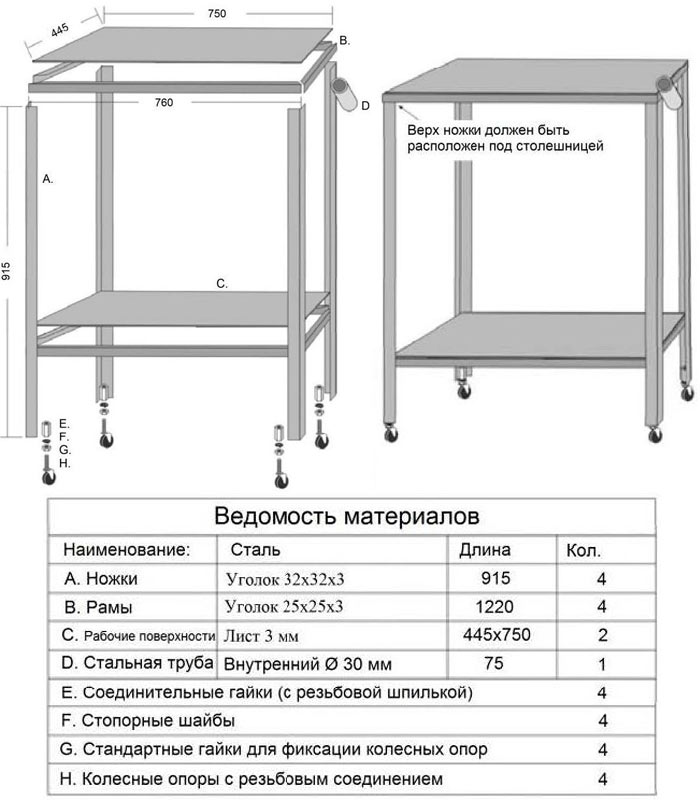
Рассмотрим подробнее процесс производства простого сварочного стола своими руками. Он сделан из прямоугольного металлопрофиля и уголка. Размеры можно менять в зависимости от потребностей конкретного домашнего мастера.
Определимся с размерами стола
Для свободного размещения заготовок, удобства и обеспечения безопасности при работе выбираем следующие размеры:
- высота уровня столешницы пола – 75 см;
- размеры столешницы – 80×100 см;
- высота защитного экрана – 140 см от пола.
Заготовка и раскрой материала
Для изготовления конструкции понадобится:
- уголок 25×25 , длина 46 см, концы срезаны под 45° – 4 шт.;
- уголок 25×225 , длина 76 см, концы срезаны под 45° – 4 шт.;
- профиль 30×230×21,5, длина 76 см – 4 шт. (для ножек);
- стальной лист 3 мм 44.5×75 см – 2 шт. (для полок);
- профиль 60×240×22 мм — длина 100 см – 2 шт.;
- профиль 60×240×22 мм — длина 72 см – 2 шт.;
- профиль 40×230×21,5 длина 72 см – 8 шт. ;
- поворотная колесная опора со стопором – 2 шт.;
- колесная опора – 2 шт.
Каркас сварочного стола
Прокат нарезается болгаркой или отрезной пилой, тщательно зачищается от заусенцев.
Изготовление столешницы
По контуру столешница делается из профиля 60×240. При сборке следует следить за равенством углов и диагоналей контура.
Внутренняя решетка набирается из отрезков профиля 30×230 и приваривается к контуру на равных расстояниях друг от друга. Все сварные швы следует тщательно зачистить угловой шлифмашиной.
Столешница сварочного стола
Сбоку коротких сторон к нижней части столешницы можно приварить ручки из прутка 8-12 мм. Это позволит переставлять стол с места на место.







Ножки для стола
Ножки привариваются по углам рамы столешницы. Сначала следует точечной сваркой прихватить ножки и особо тщательно проверить углы установки ножек угольком и металлической линейкой. Они должны быть строго перпендикулярны плоскости рамы. Если обнаружен перекос — его следует исправить. В противном случае стол будет неустойчивым. Снизу ножек можно приварить крепления колес. Это удобно, если стол планируется часто перемещать с места на место. Если же место будет постоянным, то лучше отказаться от добавляющих неустойчивости колес и приварить небольшие квадратики металла для повышения устойчивости и защиты пола от повреждений.
Ножки для стола
После выравнивания ножек их надо приварить постоянно и скрепить дополнительной обвязкой из легких уголков в 20 см от концов. Их приваривают плоской стороной вниз, а в образовавшееся углубление укладывают полочку из OSB. На ней размещают сварочное оборудование и материалы, маску и т.д.
К ножкам можно также приварить несколько кронштейнов и крючков для подвешивания кабелей, держателя и другой оснастки. Их делают из стального прутка больших гвоздей. Следует тщательно зачистить их, чтобы убрать острые грани.
Защитный короб
Защитный короб служит для предотвращения разлета брызг расплавленного металла при сварке и твердых отходов при зачистке. Каркас делается из легкого уголка, а сам короб — из тонколистового металла. Он крепится к столешнице на штифтах. При работке с деталями, выступающими за габариты стола, короб снимают.
Под столешницей можно приварить лоток с невысокими бортиками для сбора окалины при зачистке швов. Лоток устанавливают с некоторым наклоном, чтобы мусор постепенно собирался к его нижнему краю.
Изготовление защитного короба
Инструменты хранят в деревянном или металлическом ящике. Вместо него можно сварить тумбу с полочками.
Сборка
Для проведения сборочных работ понадобится:
- сварочный аппарат;
- электроды;
- болгарка с отрезным диском и диском для зачистки;
- набор ручного слесарного инструмента;
- линейка 1 м, уголок, рулетка.
Сборку проводят в следующем порядке:
- раскрой заготовок, проверка размеров и углов по эскизному чертежу;
- сборка столешницы: сначала контур, потом ребра;
- присоединение ножек;
- приваривание нижней обвязки;
- крепление колес или опорных площадок;
- сборка защитного короба;
- монтаж лотка;
- окончательная зачистка швов, заусенцев и неровностей;
- нанесение грунта и краски ;
- установка листа OSB.
Дополнительно можно приварить ручки для перемещения и крючки для проводов.
Цены на сборочные столы для сварочных работ со склада в Москве – оптом и в розницу от Интернет-магазина Sclad.Ru
Мы предлагаем столы из металла для сварочных работ, поэтому можем предложить цены как оптовые, так и розничные в зависимости от статуса заказчика. Итак, что мы можем предложить по стоимости:
продажа в розницу, дешево, так как мы являемся производителем;
накопительные скидки для постоянных клиентов;
следите за нашими распродажами и акциями;
оптовые цены в зависимости от суммы сделки;
диллерские цены (скидки до 20 процентов), если вы зарегистрировались как дилер и стали постоянным нашим клиентам;
иногда мы продаем снятые с производства модели по ценам Б/У;
Важно!!! На официальном сайте Sclad.Ru цены указаны розничные, поэтому если вы хотите купить столы сварочные оптом, звоните +7(495)786-36-78, обсудим;
можем предложить дополнительные скидки, если вы будете приобретать сопутствующие товары – тележки инструментальные, паллетные стеллажи.
Изготовление сварочного стола своими руками
Это не только реальная возможность сэкономить, но и отличный шанс сделать рабочее места под запросы конкретного человека.
Инструменты
Минимальный набор инструментария, который потребуется при изготовлении сварочного стола своими руками:
- рулетка, мел, пассатижи;
- молоток, угольник, линейка;
- кусачки и струбцины;
- метчики, болгарка или, как минимум, ножовка по металлу;
- сварочный аппарат, токарный или фрезерный станок.
Размеры сварочного стола
Не стоит ориентироваться на промышленные образцы. Реализовать подобные проекты в домашних условиях весьма непросто, а порой просто нереально. Впрочем, они пригодятся в качестве основы для составления своего проекта. В чертеже обязательно указываются размеры всех элементов конструкции. Основные эргономические требования:
- Рабочая зона размером не более 1 метр по длине и 0,8 метра по ширине.
- Высота рабочей поверхности должна находиться в пределах 0,7-0,85 м от земли.
- Общая высота сварочного стола с защитным ограждением – до 1,4-1,5 м.
Раскрой
В изготовлении стола можно использовать как покупные, так и подручные материалы. Потребуется:
- 4 заготовки для каркаса полки из уголка 25х25 мм. Длина 46о мм, концы обрезаны под углом 45 градусов.
- 2 листа металла размером 445х750 мм под полки.
- На ножки потребуется 4 отрезка профтрубы 30×230×21,5 мм длиной 760 мм.
- Для продольного каркаса стола нужно отрезать 4 уголка 25х225 мм длиной 760 мм.
- 2 куска профтрубы 60×240 ×25 мм длиной 1 и 2 метра.
- 8 штук отрезков профиля 40×230×21,5 мм длиной по 720 мм каждый.
- Колесные опоры в количестве 4 шт.: 2 – со стопорами и две без них.
- Потребуется еще 4 уголка 30х30 мм для большей жесткости стола.
Сварочный стол из профильной трубы: столешница
Каркас выполняется из профтрубы размером 60х240 мм, а сама столешница делается из профиля 40х230 мм. Расстояние между свариваемыми заготовками должно быть одинаковым. В дальнейшем зазоры будут необходимы для крепления деталей струбцинами и зажимами. Если нужно будет удлинить стол для сварочных работ, то следует предусмотреть откидную дополнительную поверхность.
Ножки
К углам каркаса столешницы ножки привариваются. Чтобы точно их выставить, следует предварительно прихватить заготовки в двух местах, угольником проверить точность позиционирования и только после этого приваривать «намертво». В нижней части ножек привариваются небольшие пластины прямой формы, которые повышают устойчивость стола и защищают поверхность пола от повреждений стенками профильной трубы.
Пояс жесткости
Прочность стола в разы увеличивается, благодаря установке пояса жесткости. Его можно сварить из уголка 30х30 мм и крепится к ножкам на высоте примерно 25 см от уровня пола. такая обвязка выполняется по кругу.









Защитный экран
Такой элемент необходим для того, чтобы брызги от сварки не разлетались по сторонам. Делается защитный экран из уголка и стального листа. Желательно делать не только фронтальную часть, но и боковые стенки. Экран делается съемным для удобства в случае перемещения стола или работы с крупногабаритными заготовками.
Колеса и ручка
В случаях, когда планируется частое перемещение стола, то колесика и транспортировочная ручка просто необходимы. Следует иметь ввиду, что в случае установки четырех колес обязательно наличие у них стопорного механизма. В противном случае не удастся обеспечить стабильность рабочей площадки. Для удобства транспортировки к корпусу привариваются п-образные ручки.
Инструментальная полка
Изготавливается из листов металла, по периметру которого приваривается уголок. Он является основанием и одновременно ребром жесткости. Полки монтируются на стену или рабочий стол. В идеале с подобных полок собирается небольшая инструментальная тележка на двух или четырех колесиках. Для хранения мелкого инвентаря и комплектующих целесообразно сделать один или два выдвижных ящика.
Покраска стола сварщика
Финал изготовления сварочного стола своими руками – покрасочные работы. Сварочные швы предварительно зачищаются и обрабатываются антикоррозийным средством. Если краска будет наноситься методом распыления (краскопульт или баллончик), то нужно защитить колесика, повороты столешницы и другие аналогичные места. В противном случае они могут заклинить. Для декоративной отделки поверхности используются жаростойкие эмали по металлу. С хорошей стороны показал себя сурик железный. После нанесения краски ее обжигают горелкой, чтобы улучшить показатели жаростойкости.
Изготовление сварочного стола из профильной трубы своими руками
Это не только реальная возможность сэкономить, но и отличный шанс сделать рабочее места под запросы конкретного человека.
Инструменты
Минимальный набор инструментария, который потребуется при изготовлении сварочного стола своими руками:
- рулетка, мел, пассатижи;
- молоток, угольник, линейка;
- кусачки и струбцины;
- метчики, болгарка или, как минимум, ножовка по металлу;
- сварочный аппарат, токарный или фрезерный станок.
Размеры сварочного стола
Не стоит ориентироваться на промышленные образцы. Реализовать подобные проекты в домашних условиях весьма непросто, а порой просто нереально. Впрочем, они пригодятся в качестве основы для составления своего проекта. В чертеже обязательно указываются размеры всех элементов конструкции. Основные эргономические требования:
- Рабочая зона размером не более 1 метр по длине и 0,8 метра по ширине.
- Высота рабочей поверхности должна находиться в пределах 0,7-0,85 м от земли.
- Общая высота сварочного стола с защитным ограждением – до 1,4-1,5 м.
Раскрой
В изготовлении стола можно использовать как покупные, так и подручные материалы. Потребуется:
- 4 заготовки для каркаса полки из уголка 25х25 мм. Длина 46о мм, концы обрезаны под углом 45 градусов.
- 2 листа металла размером 445х750 мм под полки.
- На ножки потребуется 4 отрезка профтрубы 30×230×21,5 мм длиной 760 мм.
- Для продольного каркаса стола нужно отрезать 4 уголка 25х225 мм длиной 760 мм.
- 2 куска профильной трубы 60×240 ×25 мм длиной 1 и 2 метра.
- 8 штук отрезков профиля 40×230×21,5 мм длиной по 720 мм каждый.
- Колесные опоры в количестве 4 шт.: 2 – со стопорами и две без них.
- Потребуется еще 4 уголка 30х30 мм для большей жесткости стола.
Столешница сварочного стола
Каркас выполняется из профильной трубы размером 60х240 мм, а сама столешница делается из профиля 40х230 мм. Расстояние между свариваемыми заготовками должно быть одинаковым. В дальнейшем зазоры будут необходимы для крепления деталей струбцинами и зажимами. Если нужно будет удлинить стол для сварочных работ, то следует предусмотреть откидную дополнительную поверхность.
Ножки
К углам каркаса столешницы ножки привариваются. Чтобы точно их выставить, следует предварительно прихватить заготовки в двух местах, угольником проверить точность позиционирования и только после этого приваривать «намертво». В нижней части ножек привариваются небольшие пластины прямой формы, которые повышают устойчивость стола и защищают поверхность пола от повреждений стенками профильной трубы.
Пояс жесткости
Прочность стола в разы увеличивается, благодаря установке пояса жесткости. Его можно сварить из уголка 30х30 мм и крепится к ножкам на высоте примерно 25 см от уровня пола. такая обвязка выполняется по кругу.
Защитный экран
Такой элемент необходим для того, чтобы брызги от сварки не разлетались по сторонам. Делается защитный экран из уголка и стального листа. Желательно делать не только фронтальную часть, но и боковые стенки. Экран делается съемным для удобства в случае перемещения стола или работы с крупногабаритными заготовками.
Колеса и ручка
В случаях, когда планируется частое перемещение сварочного стола, то колесики и транспортировочная ручка просто необходимы. Следует иметь ввиду, что в случае установки четырех колес обязательно наличие у них стопорного механизма. В противном случае не удастся обеспечить стабильность рабочей площадки. Для удобства транспортировки к корпусу привариваются п-образные ручки.
Инструментальная полка
Изготавливается из листов металла, по периметру которого приваривается уголок. Он является основанием и одновременно ребром жесткости. Полки монтируются на стену или рабочий стол. В идеале с подобных полок собирается небольшая инструментальная тележка на двух или четырех колесиках. Для хранения мелкого инвентаря и комплектующих целесообразно сделать один или два выдвижных ящика.
Покраска стола сварщика
Финал изготовления сварочного стола своими руками – покрасочные работы. Сварочные швы предварительно зачищаются и обрабатываются антикоррозийным средством. Если краска будет наноситься методом распыления (краскопульт или баллончик), то нужно защитить колесика, повороты столешницы и другие аналогичные места. В противном случае они могут заклинить. Для декоративной отделки поверхности используются жаростойкие эмали по металлу. С хорошей стороны показал себя сурик железный. После нанесения краски ее обжигают горелкой, чтобы улучшить показатели жаростойкости.
Охрана труда (ОТ) И техника безопасности (ТБ)
Навигация
- ОТ аккамуляторщика
- ОТ для операторов копировальных аппаратов
- ОТ для работающих на ПЭВМ
- ОТ при обслуживании, ремонте и регулировке РЭА и приборов
- ОТ при обслуживании аппаратуры системы ИКМ.
- ОТ при погрузочно-разгрузочных работах
- ОТ при проведении паяльных работ свинцовым припоем
- ОТ при работах с применением переносных лестниц и стремянок
- ОТ при работе в помещениях с возможным наличием опасных газов
- ОТ при работе на фидерных линиях
- ОТ при работе с ручным инструментом.
- ОТ при работе с электроинструментом
- ОТ при проведении сварочных работ
- Виды электротравм
- Газопламенная обработка металлов
- Защита органов дыхания при сварке
- Защита органов зрения, лица и головы при сварке
- Защита от излучения сварочной дуги
- Защита от световой радиации
- Защитные приспособления
- Защитные средства
- Меры безопасности при эксплуатации баллонов и емкостей с газами
- Меры обеспечения электробезопасности
- Основные требования к инструменту
- Охрана труда при выполнении сварочных работ
- Предотвращение опасности поражения лучами электрической дуги
- Предотвращение опасности поражения электрическим током.
- Предупреждение травматизма при сварке
- Противопожарные мероприятия при сварке
- Рабочее место электросварщика
- Санитарно-гигиенические требования
- Средства индивидуальной защиты
- ТБ при при термитной сварке
- ТБ при различных видах сварки
- ТБ при ручной дуговой сварке
- Технические средства защиты
- Требования к безопасности сварочного оборудования
- Электробезопасность при выполнении сварочных работ
Рабочее место электросварщика
Производительность труда электросварщика и повышение качества сварки зависят от условий, в которых производятся сварочные работы, т. е. от правильности организации рабочего места сварщика (сварочного поста). Рабочее место сварщика может быть расположено непосредственно у свариваемого изделия (больших размеров) или в специальной кабине. Непосредственно у свариваемого изделия организуют, как правило, передвижное рабочее место (сварочный пост), огражденное переносными рабочими щитами. Специальные кабины оборудуют на постоянных местах при сварке изделий небольших габаритов. Переносные рабочие щиты и кабины служат защитой всех работающих от излучения электрической дуги.
Кабина для одного сварщика имеет размеры 2 х 2 или 2 х 2,5 м и высоту не менее 2 м. Для улучшения вентиляции в кабине стены ее не доводят до пола на 200. 250 мм. Каркас кабины металлический, а стены изготовляют из огнестойкого материала, а иногда из фанеры. Дверной проем кабины закрывают брезентовым занавесом, подвешенным на кольцах. Пол в кабине выполняют из огнеупорного материала: кирпича, бетона и др. Окрашивают кабины в светлые тона.
В кабине устанавливают следующее оборудование: источник питания (при отсутствии централизованной разводки тока); металлический рабочий стол сварщика; стул для сварщика с подъемным винтовым сиденьем; ящик для электродов; ящик для инструмента; стеллажи для деталей и готовых изделий; электропечь для прокалки электродов (при отсутствии электродного цеха); сетевой закрытый рубильник. При источниках питания от генератора постоянного тока, а также при питании постов от многопостовой машины или нескольких параллельно соединенных генераторов источники питания желательно устанавливать за пределами кабин, в специальном помещении.
Эффективность местного отсоса вредных примесей, которые выделяются в процессе сварки, из зоны дыхания сварщика в большой мере зависит от максимального приближения вытяжных заборников к месту горения дуги. С этой точки зрения лучшими рабочими столами сварщика являются столы с вытяжкой газов и пыли в сторону или вниз. Можно рекомендовать столы сварщика моделей С10020 и С10040 . На столы устанавливают свариваемые изделия при ручной и механизированной сварке. Применение столов значительно улучшает условия труда сварщика. В конструкции стола сварщика мод. С10020 предусмотрено приточно-вытяжное устройство, обеспечивающее одновременно эффективное удаление вредных веществ и подачу чистого воздуха в зону дыхания сварщика.
Малышев Б.Д. Сварка и резка в промышленном строительстве, т.2. -М. 1989
Электродержатели ручной дуговой сварки
Одним из основных инструментов, которые используются сварщиками, является электродержатель. От него зависит безопасность и производительность труда. Базовые требования к ним – легкость и удобность в обращении. Вес электродержателя не должен превышать 0,5 кг, чтобы руки сварщика не сильно уставали. При этом держатель не должен подвергаться нагреву при работе.
Среди всех разновидностей зажимов наиболее оптимальными являются пассатижные зажимы.
Выпускаются три типа электродержателей:
- для тока до 125 А и сечения провода 25 мм;
- для тока до 315 А и провода 50 мм;
- для тока до 500 А и провода 70 мм.
Обязательно наличие изоляции и надежного крепления электродов. Держатель должен выдерживать 8 000 зажимов электродов. Конструкция позволяет производить замену электрода не более, чем за 4 с.







 Примерная стоимость электрододержателей на Яндекс.маркет
Примерная стоимость электрододержателей на Яндекс.маркет
Держатели для тока 500 А и выше снабжают щитками для защиты рук от тепла сварочной дуги и от брызг металла. Также применяются электрододержатели, которые снабжены устройствами для выключения тока при смене электрода. Это дополнительно обеспечивает большую безопасность работы.
Во время сварки к держателю прилипают брызги металла, это ведет к его утяжелению и перегреву. Для того чтобы это избежать, рекомендовано раз за смену смазывать его автолом.
Требование к сварочному столу
Любой столик, предназначенный для сварочных работ, кроме удобства должен обладать еще и полной безопасностью для сварщика, так как при работе используется ток высокой силы с довольно большим напряжением. Для этого его конструкция должна отвечать следующим требованиям:
- Над столом обязательно должна быть оборудована принудительная вытяжка для отвода сварных газов и пыли из зоны проведения сварных работ на улицу.
- Вытяжной вентилятор рекомендуется устанавливать улиточный, на небольшой высоте от пола.
- По возможности окантовку столешницы желательно сделать из медной полосы. На ней очень удобно сбивать обмазку для электрода при зажигании дуги.
- Обязательно установить местную подсветку зоны работы. Напряжение для подсветки рекомендуется использовать напряжением 36 V, для этого специально используется понижающий трансформатор.
- Под столешницей должны быть полки или специальные кассеты для хранения электродов и различных вспомогательных инструментов (металлическая щетка, зубило, молотки и т. п.).
- Должно быть закрытое отделение для хранения оборудования, которое используется в редких случаях.
И самое основное требование — в его конструкции не должны использоваться, а также храниться огнеопасные и выделяющие при нагреве ядовитые вещества материалы.
https://youtube.com/watch?v=PFHclKUQvvo
#1
Отправлено 20 Март 2019 08:46
Популярное сообщение!
Народ, я тут посчитал…
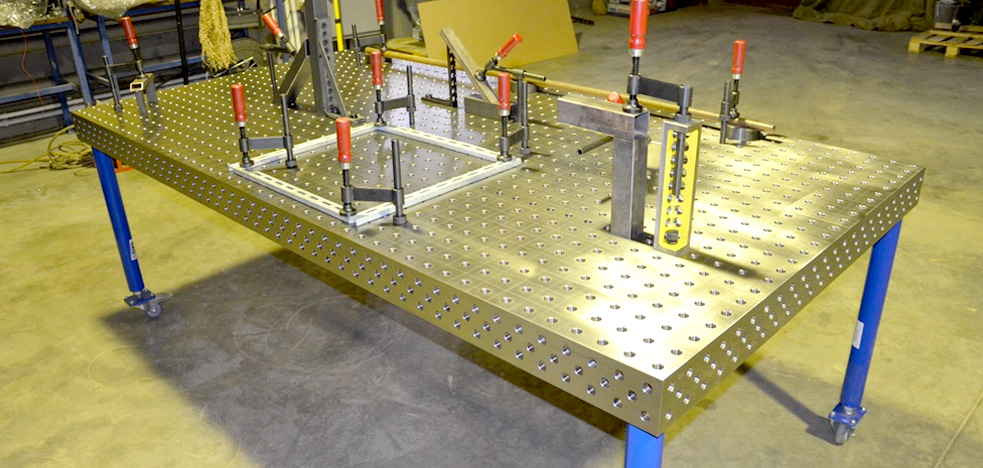
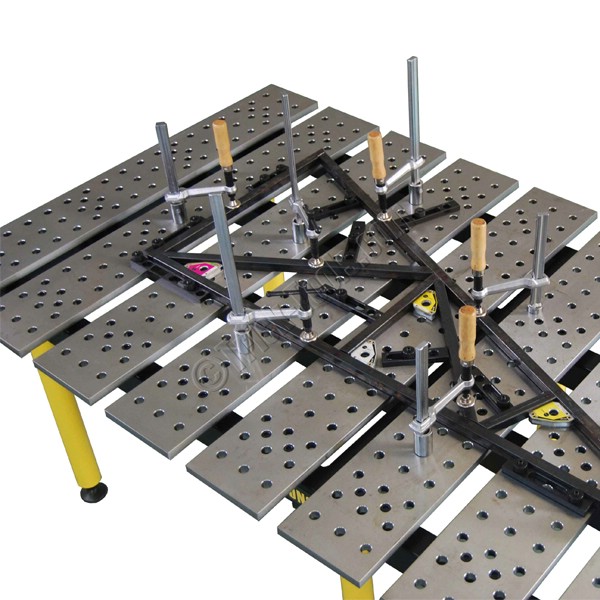
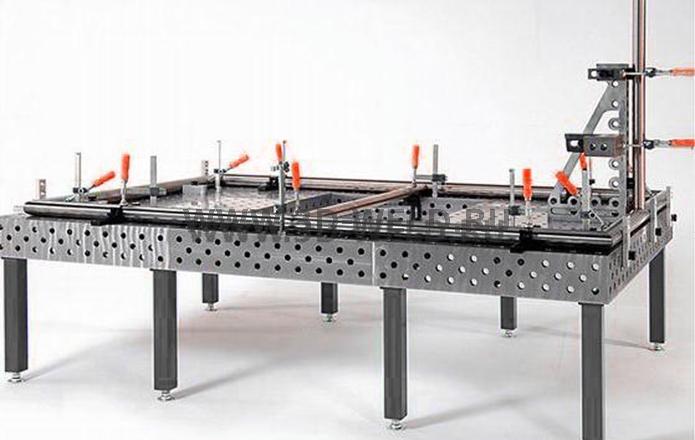
Столешница для сварочного стола из стали 5 мм, размером 1000х600, перфорация диаметром 16мм шаг — 50 мм.
В общем, если резать на лазере, сама резка обойдется по Новосибирским ценам примерно в 2700 руб — это с запасом 30 метров реза (по 44 руб за метр) + 450 пробоев (по 2,5 руб за шт). Почти любая металлобаза рубит листы 1500 и на сколько надо по длине. Берем с запасом (примерно раскидал на лист) 1500х820х5 — это примерно 50 кг. Даже если брать по 60 руб кг (это обычно цена уже у лазерщиков, если они сами везут металл) — это около 3000 руб.
Стол можно сделать без гибов, просто собираются боковины шип-паз и так же пару ребер жесткости, при том это я считал боковины у столешницы по 100 мм так же с перфорацией. Т.е. если у вас есть чертеж стола, вы можете закинуть его лазерщикам в вашем городе и столешница размером 1000х600х100 обойдется вам всего в 6000 т.р. с учетом доставки по городу.
Вот для примера стол с такой столешницей, чтобы было понятно о чем речь.
Думаю ножки изготовить — это вообще не проблема
В общем, если кому интересно, могу подготовить чертежи стола на лазерку под ваши размеры и любой толщины металла с любой перфорацией за символическую плату — 500р. В ближайшее время выложу чертежи в DXF такого стола, в свободный доступ. Если желающие найдутся — библиотеку будем дополнять разными типоразмерами. Бизнес из этого делать не собираюсь, но и бесплатно это делать — не интересно.
Мои работы в инстаграм: @MOV_engineering
Тел./Вацап.:+7-999-62O-1O-3O
Это интересно: Потолочная розетка под люстру — читаем суть





