
Работы по монтажу труб
| Водопроводные, газопроводные трубы: | Трубы электросварные: | ||
| Диаметр условного прохода, мм: | Стоимость, руб./п.м: | Наружный диаметр: | Стоимость, руб./п.м: |
| 15 | 147 | 57 | 263 |
| 20 | 158 | 76 | 315 |
| 25 | 189 | 89 | 360 |
| 32 | 210 | 102 | 390 |
| 108 | 420 | ||
| 133 | 495 | ||
| 159 | 525 | ||
| 219 | 840 | ||
| 273 | 1010 | ||
| 325 | 1155 |
Также работники нашей компании в кратчайшие сроки выполнят демонтаж и монтаж металлоконструкций, установку системы отопления, ремонт металлических ограждений, сварку труб или резку металла. Наши специалисты предоставят помощь при разработке проектной документации, а также контроль проведенных работ с последующими гарантийными обязательствами на один год.
Ориентировочные цены на услуги:
- Изготовление металлоконструкций по чертежам заказчика — от 15750 руб.
- Проектирование конструкций металлических и железобетонных без согласования зависит от размеров и сложности проекта.
- Демонтаж металлоконструкций — 2100 руб./т.
- Монтаж металлоконструкций (высотой до 15 метров) — от 14200 руб.
- Монтаж металлоконструкций (высотой до 25 метров) — от 17300 руб.
- Монтаж металлоконструкций (высотой до 45 метров) — от 21500 руб.
Изготовление металлоконструкций:
| Наименование: | Стоимость, руб./т: |
| Балки перекрытия | 15750 |
| Прогоны | 12600 |
| Связи и ригели | 20475 |
| Колонны из балки | 15750 |
| Закладные детали | 25725 |
| Лестничные марши | 36225 |
| Стропильные и подстропильные фермы: | |
| – из трубы | 20475 |
| – из уголка | 22575 |
| Площадки и перила ограждений | 57225 |
Стоимость указана без учета цены материалов. Проведение работ возможно при использовании металла заказчика и покупных материалов.
Изготовление изделий из металла:
- Забор сварной с сеткой рабицей — от 840 руб. п/м.
- Сварные решетки и ворота — от 1365 руб./м².
- Складское и торговое оборудование — от 1365 руб. п/м.
Расчет стоимости изготовления штучных изделий проводится по месту, в зависимости от сложности.
Как правильно просверлить отверстие
Для получения качественного отверстия мастер должен знать особенности эксплуатации сверлильного инструмента, а также тонкости подготовки поверхности перед работой.
Как вставить или извлечь сверло из инструмента
Современные приспособления для сверления оснащены кулачковыми патронами. Они состоят из следующих элементов:
- металлического корпуса;
- зубчатого кольца, которое вращается вокруг внешней части патрона;
- кулачков, расположенных внутри узла;
- зажимного ключа.
Кольцо вращается вокруг оси приспособления. В процессе движения кулачки сближаются, зажимая хвостовую часть сверлильного инструмента. Так вставляют сверло в дрель. Такая конструкция отличается высокой надежностью благодаря простоте исполнения. Кроме того, она позволяет использовать сверла любого диаметра. Чтобы вытащить сверло из дрели, необходимо повернуть кольцо в обратную сторону. Кулачки разойдутся, что позволит достать инструмент.
Разметка будущего отверстия
Для повышения точности работ используют технологию предварительного сверления. При смещении от центра с помощью зубила делают насечки, которые направляют сверло в нужную сторону.
Шаблон удобно использовать при обработке нескольких заготовок. Например, для одновременного сверления нескольких листов, соединенных струбциной.
Для получения точного отверстия, расположенного под определенным углом, используют специальные кондукторы. Они представляют собой планку небольшого размера с шаблонами для отверстий. Кондукторы применяются во многих отраслях промышленности. Сейчас существует множество видов, среди которых:
- накладные;
- поворотные;
- универсальные;
- скользящие;
- закрепляемые.
Каким инструментом необходимо производить работы.
Итак, с факторами влияющими на ресурс мы разобрались, теперь давайте разберемся, сколько сверел нам понадобится для изготовления 10 000 отверстий в граните толщиной 20 мм.
Не все граниты сверлятся одинаково, они могут отличаются по твердости, абразивности и вязкости, поэтому и ресурс алмазного сверла, для разных гранитов может отличаться.
Так же на ресурс сверла влияют и микроудары, — когда сверло только входит в поверхность материала. Поэтому во врем работы используйте присоски-шаблоны. Если такого шаблона нет под рукой, можно изготовить его из подручный средств. Например для шаблона можно использовать тот же материал, — предварительно просверлив в нем отверстие, — а закрепить такой шаблон можно с помощью струбцин, проложив между губками деревяшку, чтобы не повредить полированную поверхность гранита.
Для работы спечных алмазных сверел необходима обильная подача воды, если воды нет или её недостаточно, режущая часть сверла начинает перегреваться и как следствие разрушаться. Часто нам приносят сверла, которые в среднем должны отходить порядка 80-100 отверстий, и говорят, что сверло прошло всего лишь 10 отверстий, и в 90 % случаев, оказывается, что сверлили без воды.
Электродуговая сварка при монтаже одноэтажных производственных зданий: каркасов в целом
ФЕДЕРАЛЬНАЯ ЕДИНИЧНАЯ РАСЦЕНКА ФЕР 09-05-002-01
| Наименование | Единица измерения |
| Электродуговая сварка при монтаже одноэтажных производственных зданий: каркасов в целом | 10 т конструкций |
| Состав работ | |
| 01. Сварка стальных конструкций. |
Расценка учитывает ПЗ работы на 2000 год
(Московские цены), рассчитаны по ГЭСН образца2009 года . К стоимости нужно применять индексацию перевода в текущие цены.
Вы можете перейти на страницу расценки, которая рассчитана на основе нормативов редакции 2014 года с дополнениями 1
| Всего (руб.) | Оплата труда рабочих | Эксплуатация машин | Оплата труда машинистов | Стоимость материалов | Трудозатраты (чел.-ч) |
| 1333,28 | 442,72 | 439,1 | 451,46 | 35,79 |
ВСЕГО ПО РАСЦЕНКЕ: 1 333,28 Руб.
Посмотрите стоимость этого норматива в текущих ценах открыть страницу
Посмотрите ресурсную часть расценки в нормативе ГЭСН 09-05-002-01
При использовании в смете, расценка требует индексации для перевода в текущие цены. Расценка составлена по нормативам ГЭСН-2001 редакции 2009 года
в ценах2000 года .
источник
Стоимость выполнения сварочных работ
В зависимости от толщины элемента:
- Толщина от 1 до 3 мм — от 16 руб/см.
- Толщина от 4 до 6 мм — от 21 руб/см.
- Толщина от 7 до 10 мм — от 26 руб/см.
- Толщина от 10 до 14 мм — от 37 руб/см.
- Толщина от 15 до 20 мм — от 53 руб/см.
Для получения более достоверных данных, рекомендуется связаться с нами для согласования работ, а также составления сметы.
Наша компания также занимается проведением работ по установке и ремонту систем отопления. Замена батарей к примеру, будет стоить в районе 3150 рублей, стояков — от 3700. Монтаж резервного пути подключения полотенцесушителей — от 5250 руб. Стоимость других работ по монтажу систем жизнеобеспечения можно узнать, позвонив нашим консультантам.
Методы сверления в зависимости от типа отверстия
Грамотная подготовка и правильный подбор оборудования поможет просверлить отверстия в металле высокого качества. Кроме того, на эффективность операции влияет надежность сверл и используемого оборудования.
Рассмотрим основные виды отверстий и методы их обработки:
- Сквозные. Данный тип характеризуется полным проходом через обрабатываемую заготовку. В процессе выполнения работ необходимо внимательно следить за подачей сверла: при выходе из отверстия сопротивление материала уменьшается. Если ничего не менять, инструмент резко опустится, что может привести к его заклиниванию или поломке. Чтобы этого не произошло, используют специальные методы защиты столешницы или верстака. Это может быть многослойная подкладка из дерева и металла или обычный брусок со сквозным отверстием. При использовании станков на финальной стадии процесса токари рекомендуют переходить на ручную подачу. Для обработки тонкостенных конструкций используют перьевые сверла, поскольку классический спиральный инструмент может повредить кромки детали.
- Глухие. Сложность получения подобных отверстий заключается в необходимости контроля глубины. Современные станки оснащены системой контролируемой подачи. Это позволяет получать отверстие заданной глубины без использования вспомогательных инструментов. Альтернативным способом является использование втулочного или регулируемого упора. Можно воспользоваться линейкой или специальным глубиномером. Последний вариант не пользуется популярностью, поскольку он требует вывода сверла и удаления стружки для измерения глубины, что влияет на производительность работ.
- Сложной формы. Если возникает необходимость в сверлении отверстия, расположенного у края детали, мастеру следует подготовить вторую заготовку с аналогичными размерами. Две детали соединяют между собой, зажимают в тисках и приступают к работе.
К сложной обработке относят сверловку цилиндрических поверхностей. При выполнении подобных работ обязательно используют древесную или пробковую прокладку.
- С уступами. Сверловка выполняется с помощью двух техник: рассверливанием или уменьшением диаметра. В первом случае используют несколько сверл, от меньшего к большему. Во втором случае проход выполняют с помощью инструмента, обладающего наибольшим диаметром. Затем используют сверла меньшего размера с постепенным углублением в заготовку.
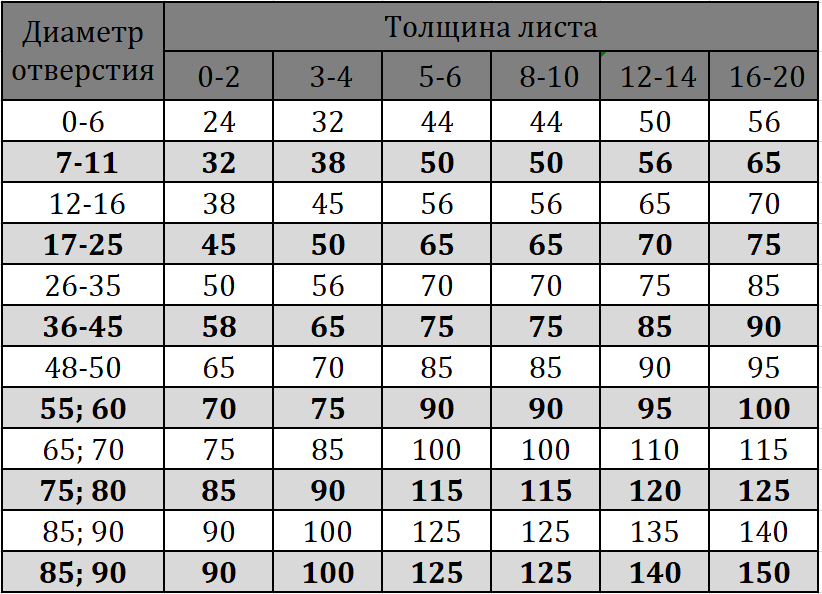
- Большого диаметра. Эта процедура считается очень трудоемкой. При обработке заготовок, толщина которых не превышает 8–10 мм, используют конусно-ступенчатые сверла. Данный инструмент позволяет выполнить проход диаметром 40–50 мм. На металлообрабатывающих предприятиях используют специальные биметаллические коронки. С их помощью можно получить отверстие диаметром до 100 мм. Кольцевое сверление выполняют на низких оборотах. Данную процедуру считают менее трудоемкой.
Особенности выполнения глубоких отверстий будут рассмотрены ниже.
Нормативные показатели расхода материалов. Сборник 46. Работы при реконструкции зданий и сооружений
1.1. Настоящий сборник содержит нормативные показатели расхода материалов на работы по реконструкции зданий и сооружений, а также при расширении и техническом перевооружении объектов строительства: усиление и замену существующих конструкций, разборку и возведение отдельных конструктивных элементов.
Сборник разработан на основе сборника 46 «Работы при реконструкции зданий и сооружений» СниР-91 (СНиП 4.02-91) с конкретизацией структур строительно-монтажных процессов и выделением операций, предусматривающих расход материалов.
1.2. Нормативные показатели расхода материалов предназначены для определения потребности ресурсов при выполнении работ по реконструкции зданий и сооружений и расчета плановой и фактической себестоимости указанных работ на основе калькулирования издержек производства в ценах и тарифах того периода для которого определяются сметная и фактическая стоимости работ. Нормативные показатели применяются всеми участниками инвестиционного процесса независимо от организационно-правовых форм и ведомственной принадлежности.







1.3. В основу нормативных показателей положены производственные нормы расходы материалов, определяющие максимально допустимый расход материалов на производство единицы продукции строительного процесса (рабочей операции) заданного качества при современном уровне техники, технологии, организации строительства и использовании материальных ресурсов, отвечающих требованиям действующих стандартов, строительных норм и правил.
1.4. Нормами учтены чистый расход и трудноустранимые потери (отходы) материалов, образующиеся в пределах строительной площадки, при выполнении рабочих операций, предусмотренных технологией и организацией производства.
1.5. В нормы не включены:
потери и отходы материалов, обусловленные отступлением от регламентированных технологических процессов и режимов работы, нарушением установленных правил организации производства и приемки работ, применением некачественных материалов;
потери и отходы материалов, образующиеся при транспортировании их от поставщика до приобъектного склада строительной площадки;
расход материалов на ремонтно-эксплуатационные и производственно-эксплуатационные нужды в части изготовления, ремонта и эксплуатации оснастки, приспособлений, стендов, средств механизации и т.п.
1.6. Нормы учитывают расход материалов на устройство защитных ограждений мест производства работ.
1.7. В таблицах сборника, не предусматривающих показатели расхода и класс арматуры, их следует принимать по проекту.
1.8. Нормы расхода на устройство опалубки даны дробью: в числителе — на первоначальное изготовление, в знаменателе — для контроля за списанием материалов на себестоимость выполненных работ с учетом 3-кратной оборачиваемости и 15 %-трудноустранимые отходы и потери.
1.9. В таблице 46-22 предусмотрено выполнение работ при объеме кладки в одном месте до 15 м 3 , при больших объемах кладки следует принимать соответствующие нормы по сборнику 8 «Конструкции из кирпича и блоков».
Правила исчисления объемов работ
2.1. Объем работ следует исчислять по проекту в соответствии с правилами, изложенными в технических частях соответствующих сборников норм.
2.2. Объем зданий, подлежащих разборке, исчисляется по их площади, определенной по сечению первого этажа выше цоколя, умноженного на высоту от верхней отметки тротуара или прилегающей земли до верхней отметки венчающего карниза.
2.3. Объем работ по разборке зданий со смешанными конструкциями исчисляется раздельно по объему деревянной и каменной частей строений.
2.4. Объем работ по разборке сараев, а также конструкций подземной части зданий (фундаментов, лестниц и полов с основанием) определяется по площади застройки.
2.5. Объем подземной части здания определяется путем умножения площади застройки на высоту, измеренную от уровня чистого пола до верхней отметки тротуара или прилегающей земли.
Состав работ: 01. Ограждение места работ деревянными щитами. Установка временных креплений фундаментов и кирпичных простенков. 03. Устройство опалубки. 04. Установка арматуры. 05. Укладка бетона.
Как сверлить металл дрелью
Всем привет! Про то, как сверлить металл дрелью, при желании можно написать очень большую статью. Но мне здесь видятся две основные проблемы:
- невозможность точно засверлиться в том месте, где требуется отверстие
- быстрое затупление сверл
Обычно с такими проблемами сталкиваются неопытные пользователи. Бывалые мужики знают, что нужно делать в таких случаях. Что ж, отнеся себя к бывалым, возьму на себя смелость рассказать вам, как справиться с этими проблемами. НУ и еще дам несколько советов, которые тоже пригодятся.
Как засверлиться в нужном месте?
Если немного подумать над этим вопросом, то ответ должен посетить вашу голову даже без подсказки. Ну мне так кажется по крайней мере. Но если думать неохота, то читайте.
Для этого дела потребуется керн. Это инструмент из прочной стали, имеющий цилиндрическую форму и острие на конце.
Приставляем острие к желаемому месту сверления и ударяем по крену с другой стороны молотком несколько раз.
Теперь, когда вы закернились, приставляете к полученной на поверхности неровности сверло и начинаете сверлить — кончик никуда не убежит.
Как не затупить сверла?
Сверла по металлу становятся тупыми, если во время работы они чересчур сильно нагреваются, из-за чего теряют свою прочность. Нагрев происходит из-за трения. При этом чем быстрее оно крутится, тем больше греется.
Отсюда очевидное правило — нужно сверлить на низких оборотах дрели. Они должны составлять не более 1000 в минуту. Но кто же это измерит во время работы? Поэтому просто не давите кнопку пуска на полную. Правильную скорость можно оценить так: глаз должен видеть вращение сверла. То есть имеющиеся на нем канавки не должны для зрения сливаться в одно целое.
При работе с толстыми заготовками не обойтись без дополнительного охлаждения. Его обеспечивают специальные смазки или пасты, которые добавляют в место сверления, либо в них окунают сверло. Кроме того, они не только охлаждают, но и смазывают наконечник, благодаря чему трение становится меньше.
В бытовых условиях иметь специальные смазки и пасты нет необходимости. Можно обойтись обычным машинным маслом.
Таким образом, используйте керн, сверлите на низких оборотах и добавляйте смазку или масло, и тогда это дело покажется вам легкой прогулкой.
Ну и еще несколько советов по этой теме.
Типы сверл
Для сверления берите только сверла по металлу (а не по дереву, например). Они имеют свою заточку и изготавливаются из определенных видов стали. Самые распространенные имеют маркировку Р6М5 — это быстрорежущая сталь, которую иностранные производители маркируют как HSS.
Для придания дополнительной прочности на приведенные выше сверла наносят нитрид-титановое покрытие. Из-за чего они имеют желтый цвет.
Есть также более прочные Р18, использующиеся соответственно для твердых сталей.
Также для увеличения прочности могут добавлять кобальт, и тогда получается маркировка Р6М5К5.
Ну и самые прочные — это сверла с твердосплавным наконечником. Их применяют для просверливания легированных сталей. Обычную сталь оно тоже возьмет, но покупать его только для этого будет несколько рачительно, так как цена на них довольно высокая, при этом оно хоть и твердое, но все равно тупится. А вот заточить его потом будет трудно, так как для этого требуется алмазный диск, который тоже весьма не дешев, да еще и купить не везде можно.
Сверление толстых заготовок
Если заготовка имеет толщину больше 5 мм, а вам необходимо отверстие более 8 мм, то лучше сначала проделать дырку тонким сверлом, а уже потом работать толстым.
Работа с некоторыми видами металла
При сверлении толстых алюминиевых заготовок стружка часто забивает каналы сверла, из-за чего труднее становится вращать. Поэтому при работе с таким материалом чаще доставайте сверло из углубления и убирайте стружку. Ну и не забывайте обильно полить маслом. Если нужно просверлить черный чугун, то для этого не нужно добавлять никакие смазывающе-охлаждающие вещества, так как он и на сухую очень хорошо сверлится В отличие от черного белый чугун имеет повышенную прочность, а значит для его обработки потребуются прочные сверла и смазка
Таковы основные правила по сверлению металла дрелью. Надеюсь у меня получилось устранить этот пробел в ваших знаниях. Удачи вам в домашних делах и до встречи!





Что понадобится?
- Сверло Форстнера
- Фреза с подшипником для выборки четверти
- Фреза с подшипником для фрезерования кромки
Ну и еще самая малость: сверлильный станок, ручной фрезер и в идеале стол для установки ручного фрезера
Для улучшения основных характеристик металла зачастую проводится его закалка. Подобная технология предусматривает повышение твердости изделия за счет сильного нагрева металла и его быстрого охлаждения. В некоторых случаях после проведения термической обработки приходится выполнять сверление. За счет повышения подобной характеристики провести сверление каленного металла становится сложнее. Рассмотрим все особенности сверления каленой стали подробнее.
Сверление по разметке, шаблону и кондуктору
Сверление (резка, пробивка) отверстий в бетоне: дрелью, перфоратором Сверлить отверстия можно по выполненной разметке или без неё — с применением шаблона или кондуктора.
Разметка выполняется кернером. Ударом молотка намечается место для острия сверла. Фломастером тоже можно отметить место, но отверстие нужно ещё и для того, чтобы острие не сдвигалось от намеченной точки. Работа выполняется в два этапа: предварительное сверление, контроль отверстия, окончательное сверление. Если сверло «ушло» от намеченного центра, узким зубилом делаются насечки (канавки), направляющие острие в заданное место.
Для определения центра цилиндрической заготовки пользуются квадратным кусочком жести, согнутым под 90° так, чтобы высота одного плеча составляла приблизительно один радиус. Прикладывая уголок с разных сторон заготовки, проведите карандашом вдоль края. В результате у вас образуется область вокруг центра. Найти центр можно по теореме — пересечением перпендикуляров от двух хорд.
Кондуктором пользуются, когда очень важна точность выдерживания расстояний между отверстиями и строгая перпендикулярность канала. При сверловке глубоких отверстий или при работе с тонкостенными трубками кроме кондуктора могут применяться направляющие, фиксирующие положение дрели относительно поверхности металла.
Как правильно сверлить отверстия в металле
При работе с металлом, не обойтись без сверления отверстий. Работы с металлом относятся к сложным операциям. Это обуславливается, что детали из металла обладают высокой прочностью, для обработки которых нужно использовать специальное оборудование и технологии.
Сверлить отверстия может понадобиться в любой сфере и при выполнении работ на даче, дома или в гараже. Даже при ремонте машины, приходиться сверлить отверстия в металле. Если выполнять работу вы собираетесь не на рабочем месте, вам потребуется электрическая дрель или перфоратор с переходным патроном для сверла, а так же керно или метчик, для насечки центровки отверстия.
Если вам нужно сделать отверстия в небольших деталях, использовать лучше сверлильный станок. На нём вы будете уверены в правильном направлении сверла, и скорости сверления.
Какое сверло выбрать для сверления металла
Один из первых вопросов, который задают неопытные мастер-каким сверлом сверлить металл ? На самом деле, ответить грамотно не так и легко. Для обработки металла нужно использовать специальные сверла из быстрорежущей инструментальной стали. В них режущая часть изготовлена с добавлением нитрид-титана.
При выборе сверл для сверления металлов, основные и ходовые являются сверла из быстрорежущей инструментальной стали, в магазине их можно найти по отметке HSS.
При работе с чугуном, нержавейкой и прочими металлами которые тяжело поддаются обработке следует использовать сверла твердосплавного состава. Недостатком их является очень высокая цена, что делает работу дорогой.
Если же выбирать сверла с одним из лучших режущих свойств, это будет инструмент с добавлением кобальта, имеющий маркировку-P6M5K5. Это лучшее соотношение цена и качество.
Можно ли сверлить металл сверлом по бетону ?
Бывает необходимость сделать срочно отверстие в металле, и под рукой только сверло по бетону. На таком сверле наконечник выполнен из победита, который даёт возможность сверлить бетон, кирпич с боем. Воспользоваться таким сверлом для высверливания отверстия в металле не получится. Вы можете слизать победитовый наконечник сверла, особенно если попытаетесь воспользоваться сверлом большого диаметра или для высверливания толстого металла. Подытожив, победитовым сверлом просверлить металл не получится.
Однако, если победит заточить под правильным углом, сверлить металл возможно.
Мощность и обороты при работе с металлом
Немаловажным фактором, является выбор инструмента, а именно перфоратора, дрели или шуруповерта, которым буду выполняться отверстия в металле. Если вы будете пользоваться дрелью с мощностью до 700Вт у вас не получится сделать сразу большого отверстия. Ручная дрель мощностью до 700Вт лучше всего использовать для высверливания отверстий диаметром до10-13мм.
Важно правильно выбрать обороты дрели или шуруповерта. Ведь при высоких оборотах, ваше сверло просто-напросто сгорит. Так вы его испортите
Так вы его испортите.
Чем больше диаметр сверла, с которым вы работаете, тем меньшую скорость нужно выбирать.
Как правильно сверлить металлические изделия
Одним из самых важных параметров с высверливании отверстия является острота сверла. Если вы приобрели одно из самых дешевых сверл, оно может оказаться тупым и вовсе из мягкого металла, который не даст вам сделать и пару отверстий.
Насколько быстро будет срезаться и тупиться наконечник сверла, зависит скорость сверления, твердость металла, усилия прилагаемого на сверло, и охлаждения.
- При сверлении больших отверстий, предварительно нужно сделать отверстия меньшего диаметра. Так процесс будет намного быстрее, и сверла не будут так быстро тупиться.
- Для точной центровки отверстия, нужно воспользоваться керном, и накернить центр отверстия перед сверлением.
- Для охлаждения рабочей части сверла, нужно воспользоваться машинным маслом. Просто опустите рабочую часть сверла в емкость с маслом. Периодически повторяйте эту операцию. Можно использовать мыльную воду для охлаждения(за счёт снижения силы трения).
- При высверливании глубоких отверстий периодически доставайте сверло и освобождайте его от стружки.
Как сверлить листовой металл
При работе с листовым металлом особых трудностей возникнуть не должно, даже при высверливании отверстий большого диаметра. Единственное, нужно под место сверления подкладывать деревянный брусок, он поможет снять стружку. Когда вы чувствуйте, что почти просверлили металлический лист-уменьшите давление на сверло, это так же поможет уменьшить вероятность возникновения заусенец.
Способы сверления
В зависимости от типа производства и поставленной задачи обработка металлов сверлением может выполняться разными способами.
Сверление по кондуктору и по разметке
В мелкосерийном и единичном производстве сверление отверстий в деталях выполняют по разметке. К сверловщику заготовки поступают уже размеченными (с нанесенными на них центром будущего отверстия и контрольными окружностями). Прежде всего проводится предварительное сверление. Оно осуществляется с ручной подачей, диаметр пробного отверстия примерно 0,25D. Далее шпиндель со сверлом отводят, стружку удаляют и проверяют, совпала ли полученная пробная окружность с размеченной контрольной окружностью. При точном совпадении сверление металла продолжается и доводится до конца. При отклонении необходима корректировка: в том направлении, куда необходимо сместить сверло, узким зубилом прорубают канавки, по которым оно должно уйти в нужную точку. После этого продолжают сверление до достижения желаемого результата.
В условиях массового производства чтобы сократить время на настройку станка и сделать обработку деталей на сверлильных станках более точной, применяют кондукторы. Они предназначены для фиксирования заготовки в нужном положении и точного направления режущего инструмента в соответствии с требованиями технологического процесса. Обрабатываемая деталь ставится в установочную базу, а направление сверлу обеспечивают кондукторные втулки. Рабочий не занимается настройкой станка и/или проверкой точности настройки, а только устанавливает заготовку, включает и выключает станок, после чего снимает обработанную заготовку и устанавливает следующую. Тем самым сокращается время, расходуемое на операцию сверления отверстий в деталях, повышается точность обработки. Кондукторы не используют на единичном производстве из-за того, что изготавливать специальное приспособление для сверления отверстий в нескольких деталях нерентабельно.
Сквозные и глухие отверстия
Отверстия, проходящие через всю деталь, называют сквозными, а высверливаемые на определенную глубину — глухими. Процессы их сверления имеют существенные различия. Так, к примеру, в момент выхода сверла из заготовки с противоположной стороны сверло может заклинить, либо оно может сломаться из-за резкого уменьшения сопротивления материала заготовки. Учитывая, что операции на сверлильном станке выполняются обычно с механической подачей, необходимо перейти на ручную подачу и уменьшить скорость подачи до самой малой.
Для сверления глухих отверстий существует три способа:
- На станках с устройством автоматического отключения подачи шпинделя при настройке на изготовление детали задается необходимая глубина сверления.
- На станках без устройства автоматического отключения подачи применяют специальный патрон с регулируемым упором, устанавливая упорную втулку относительно корпуса на требуемую глубину сверления (точность до 0,5 мм).
- Если не нужна большая точность по глубине, ее отмечают мелом непосредственно на сверле.
Разновидности
Выделяют следующие виды электросварки:
- Ручная дуговая. Отличается простотой исполнения, не нуждается в сложном техническом обеспечении. Подходит только для сварки нержавеющей стали и черных металлов.
- Сварка по технологии ТIG. Дает возможность работать с векторными цветными металлами, легированными сталями.
- Полуавтоматическая. Это современный и качественный вид сварки. Часто применяется домашними мастерами. Присадочный материал подается автоматически. Работа отличается простотой и качеством.
- SPOT. Применяется на автосервисах при проведении кузовного ремонта. Требует применения сложного оборудования. В условиях дома применяется крайне редко.
Исходя из того, с каким материалом ведется работа, сварка бывает:
По типу применяемого оборудования сварка может проходить с использованием:
- Сварочного трансформатора.
- Сварочных ММА-выпрямителей.
- Оборудования, функционирующего по инверторной схеме.
Сварочные аппараты могут быть:
- Обычными, без дополнительных функций.
- С опцией «НotStаrt» (облегчает первоначальный розжиг).
- С функцией «AntiStick» (предупреждает перегрев аппарата).
- С опцией «АrcFоrce» (исключает залипание электрода к металлическим поверхностям).
В зависимости от исполнителя сварочные работы могут быть проведены:
- Самостоятельно.
- Частным мастером.
- Специалистом сервисной организации.

Расчет оборачиваемости сверла кольцевого алмазного и опалубки
Здравствуйте! Я начинающий сметчик и сама «колупаюсь» со своей работой. Пришли замечания госэкспертизы, где эксперт просит учесть оборачиваемость сверла кольцевого алмазного. В технической части 15 сборника про оборачиваемость ничего не вижу, на форумах так же ничего найти не могу, старые сметчики на работе говоря, что не знают, эксперт на документ по сверлам не ссылается. мне очень нужна помощь. Другой момент по опалубке, мы при капитальном ремонте заливаем пандус высотой 0,45 м длиной 4 м, опалубка не больше 5 кв.м., но в техчасти есть формула на оборачиваемость, эксперт на нее ссылается. Из разряду смотрю в книгу вижу фигу — я не понимаю как учесть эту несчастную оборачиваемость.









Прогрев бетона в зимнее время . железобетонные конструкции монолитные» предусмотрен технологический электропрогрев бетона в летнее время, необходимый для ускорения срока оборачиваемости опалубки и, следовательно, сроков строительства, если это установлено в проекте организации строительства. Расход электроэнергии на технологический .
Мощность и обороты при работе с металлом
Немаловажным фактором, является выбор инструмента, а именно перфоратора, дрели или шуруповерта, которым буду выполняться отверстия в металле. Если вы будете пользоваться дрелью с мощностью до 700Вт у вас не получится сделать сразу большого отверстия. Ручная дрель мощностью до 700Вт лучше всего использовать для высверливания отверстий диаметром до10-13мм.
Важно правильно выбрать обороты дрели или шуруповерта. Ведь при высоких оборотах, ваше сверло просто-напросто сгорит. Так вы его испортите
Так вы его испортите.
Чем больше диаметр сверла, с которым вы работаете, тем меньшую скорость нужно выбирать.
Как не затупить сверла
Нарушения режима эксплуатации сверл ведет к потере режущих качеств. Это связано с чрезмерным нагревом его поверхности, что вызвано силой трения.
При сверлении отверстий не следует превышать рекомендованное число оборотов. Большинство моделей ручных инструментов не оснащено механизмом регулировки вращения шпинделя, поэтому выход один – не давить на кнопку включения изо всех сил. Скорость вращения сверла можно оценить визуально: если спиральные каналы не сливаются в одно целое, скорость вращения не превышает 1000 об/мин.
При сверлении отверстий в толстостенных заготовках необходимо использовать охлаждающие жидкости.
Способы высверливания точечной сварки
Данная процедура особо востребована на станциях технического обслуживания транспорта, где выполняют кузовной ремонт автомобилей. Сверла для высверливания точечной сварки – самый эффективный и аккуратный способ разъединения элементов. Работы выполняются на малых оборотах. В противном случае сверло быстро перегреется, что снизит остроту режущих кромок.
Диаметр инструмента не превышает 9 мм. От классической конструкции сверла отличаются специальными выступами, которые заточены под конус. Это позволяет выдержать угол 90º в процессе сверления детали. Таким образом, отсутствует необходимость в выполнении центровки.

Некоторые мастера предпочитают использовать режущие коронки. Они объясняют свой выбор тем, что острие сверла хуже прорезает закаленную часть точечной сварки.
Примечательно, что независимо от типа режущего инструмента его изготавливают из одного сорта стали – быстрорежущей Р 18. Для производства бюджетных моделей применяют сплав 45Х.
Сверление отверстий в металле – достаточно сложная процедура, которая не терпит нарушений технологических требований. Режим выполнения работ зависит от диаметра и типа отверстия. Как вы считаете, можно качественно выполнить работу с помощью ручного инструмента без вспомогательных приспособлений? Напишите Ваше мнение в блоке комментариев.
Приспособления для дрелей
Существует несколько приспособлений для дрелей, которые позволяют облегчить процесс и сделать большое отверстие ровным:
- Кондуктор для сверления. Такое приспособление представляет собой корпус, в котором имеется несколько втулок направляющих для сверл разного диаметра. Материал, используемый для создания втулок, имеет большую твердость, чем сверла, поэтому можно не беспокоиться о том, что инструмент при бурении начнет отклоняться в сторону и расширит дыру.
- Направляющая для дрели. Подобное изделие позволяет зафиксировать инструмент таким образом, чтобы во время сверления он не отклонился в сторону. При отсутствии такого изделия инструмент может уйти в сторону, что приведет к созданию неровной кромки. Также его можно закрепить под углом. Но при сверлении металлических изделий обычно это не требуется.
- Стойка для дрели. Подобное изделие, сделанное своими руками, может являться недорогой заменой сверлильного станка, так как позволяет более комфортно осуществлять проведение работ. Закрепленный инструмент при использовании стойки движется по штанге с помощью рычага. При этом полностью исключено смещение, так как просверливаемая заготовка надежно удерживается благодаря наличию струбцины.
Используя указанные изделия, можно значительно облегчить процесс высверливания металлических изделий.
Рассверливание
Рассверливание отверстия является подвидом обычного сверления. По своей сути – это расширение размера отверстия, проделанного ранее. Рассверливание отверстий также делают сверлами.
Во время литья образуется окалина. При ковке и штамповке в различных местах металлической заготовки возникает неоднородное внутреннее напряжение. Это приводит к тому, что во время обработки сверло подвергается постоянно меняющимся нагрузкам. А это способно вызвать смещение оси сверла или и вовсе его поломку.
Если обрабатывать отверстия подобным методом (сверление и рассверливание), то можно добиться X квалитета (измерение точности). Шероховатость после сверления у стенок отверстия возможна в рамках показателя не более Rz 80.





