
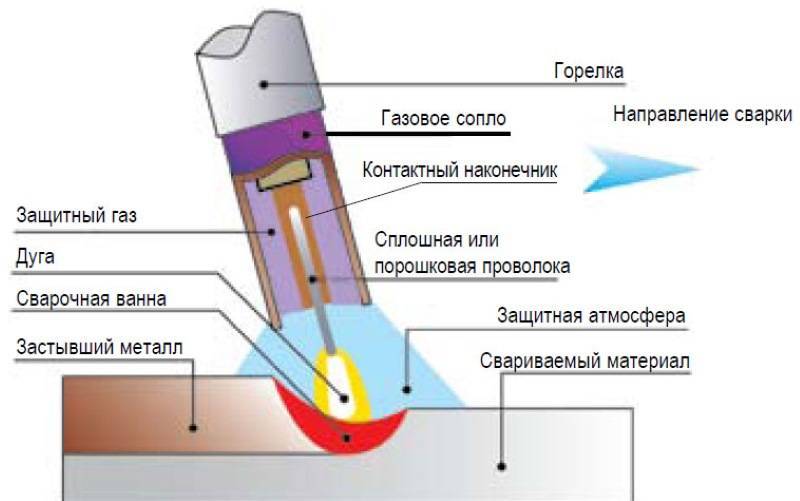
Режимы TIG-сварки
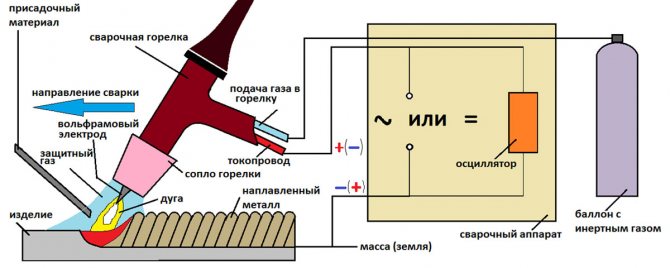
ТИГ-режим осуществляется на однополярном (DC, Direct Current) или переменном (AC, Alternating Current) токе. Режим однополярного тока используется для работ с широким перечнем металлов. Переменный — по алюминию, титану и другим сплавам с наличием поверхностных тугоплавких пленок.
Постоянный ток
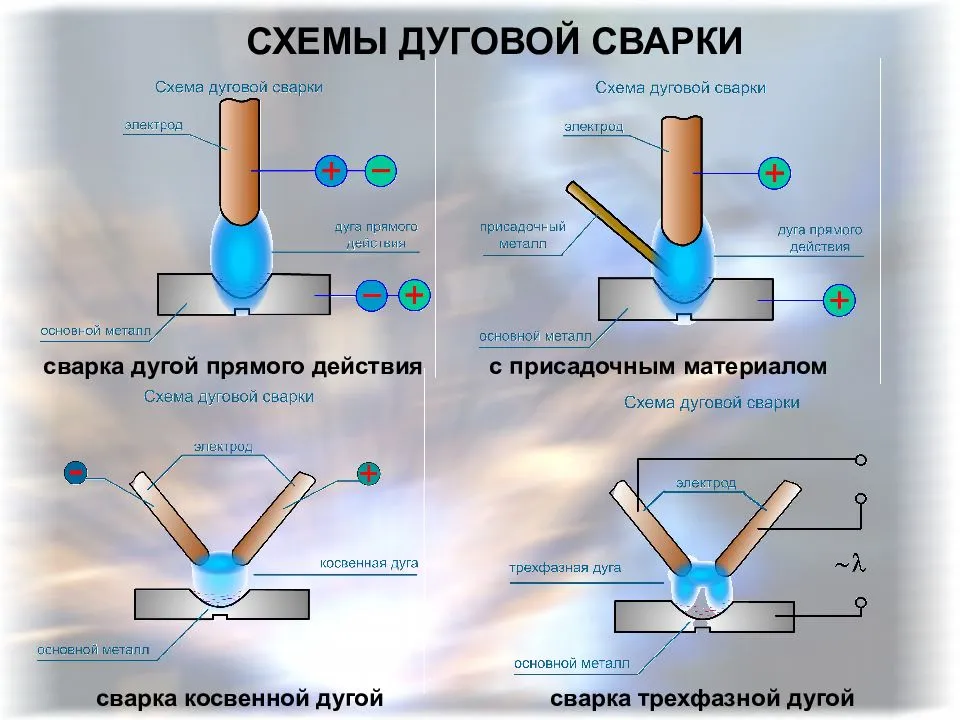
Однополярный ток применяется на прямой полярности: на вольфрамовый стержень подается «минус», на заготовку — «плюс». Такой способ позволяет:
- ускорить сварочный процесс;
- создать зауженную и глубокую сварочную ванну;
- повысить ресурс неплавящегося электрода.
Этот режим применяется для соединения высоколегированных и нержавеющих сталей. Обратная полярность способствует разрушению тугоплавкой окисной пленки. Поэтому используется для работ с титаном, алюминием и его сплавами.
Переменный ток
Процесс используется с алюминием, титаном и сплавами, образующими на поверхности тугоплавкую пленку. Переменный ток создает периодическую смену «плюса» и «минуса» (прямой и обратной полярности). Прямая полярность способствует формированию качественной сварной ванны. Обратная — разрушению защитной пленки и очищению поверхности металла. Баланс между полярностью поддается регулировке:
- Подавая больший «плюс» (повышение величины обратной полярности) на электрод, улучшаем процесс очищения от пленки.
- Подавая больший «минус» (усиление обратной полярности) на вольфрамовый стержень, создаем проплавление металла, добиваемся необходимой глубины ванны.
Правила безопасности
При сварке нельзя забывать о правилах безопасности. Необходимо использовать средства защиты для сварщика: маску или щиток, перчатки или краги, специальную одежду и обувь.
Все маски можно разделить на активные и пассивные. Смотровое стекло пассивных масок имеет постоянное затемнение. У активных затемнение происходит только как реакция на световую вспышку от дуги. Преимуществом этого варианта является то, что на время прекращения сварочного процесса стекло становится прозрачным и сварщик хорошо видит объект. Нет необходимости приподнимать стекло, что достаточно удобно.

Основные виды сварочных краг:
- Брезентовые. Не востребованы, поскольку плохо выполняют основную функцию защиты рук от высокой температуры и искр. При попадании искр легко прожигаются.
- Спилковые. Изготавливаются из специально обработанной кожи свиней или коров. Устойчивы к летящим искрам. Прочны, эластичны, гигиеничны. Не сковывают движения рук. При наличии внутри хлопчатобумажного слоя сохраняют тепло рук.
- Войлочные. Удобны для работ при сварке.
Существуют комбинированные модели, в которых использованы разные виды материалов. Сварочные краги бывают длиной до локтя и закрывающие только кисть руки. Наличие возможности стягивания края перчатки обеспечивает дополнительную безопасность.

Костюм для сварщика должен быть изготовлен из материалов высокого качества. Он должен обладать устойчивостью к попаданию брызг расплавленного металла. Требования к костюму сварщика указаны в ГОСТе 12.4.250. Главные части костюма — куртка и брюки. Материал, из которого они сшиты, должен обладать большой теплоустойчивостью. Согласно нормативному материалу куртка должна прикрывать брюки более, чем на 20 см. Застежки закрываются клапанами. Максимальное расстояние между ними на куртке — 15 см.
В правила соблюдения техники безопасности входит электробезопасность. Баллон с аргоном должен быть расположен на расстоянии не менее 5 метров от возможных источников огня. Баллон должен быть поставлен вертикально и быть закреплен во избежания падения. Перед работой необходимо проверять состояние шлангов.
Используемые сварочные материалы
Для TIG сварки требуются следующие материалы:
- защитные газы;
- электрические проводники (электроды);
- присадочные прутки и проволоки.
Сварочные материалы обеспечивают стабильное горение электрической дуги и получение сварных беспористых швов с высокой устойчивостью к механическим воздействиям.
Защитные газы
Защитные газы для TIG сварки оказывают влияние на перенос металлов, форму и физические характеристики шва. Они позволяют увеличить скорость и эффективность сварки. Чаще всего в качестве защитного газа используется аргон. Он имеет невысокую теплопроводность и низкий потенциал ионизации. При сварке деталей в аргоновой среде шов получается глубоким и узким.
Также в качестве защитного газа для ТИГ сварки может использоваться гелий. Он легко проводит тепло и обладает высоким потенциалом ионизации. При сваривании изделий в гелиевой среде увеличивается ширина шва. Данный инертный газ обеспечивает стабильное смачивание свариваемых заготовок по краям.

Электроды
Электроды для аргонодуговой сварки состоят из прочного вольфрама, являющегося одним из самых тугоплавких химических элементов. Они улучшают качество шва слабо нагреваются при горении электрической дуги. В следующей таблице представлен расход вольфрамовых электродов при аргонодуговой сварке деталей из различных материалов: Расход электродов
| Свариваемый материал | Толщина поверхности, мм | Диаметр электрических проводников, мм | Расход на 100 м шва, г | |
| При ручном сваривании | При автоматическом сваривании | |||
| Нержавеющие стали с высокой теплостойкостью | 1 | 1,5 | 8,3 | 3,9 |
| 2 | 2 | 23,4 | 10,9 | |
| 3 | 3 | 83,3 | 39 | |
| 4 | 4 | 132,2 | 125 | |
| 5 | 5 | 165 | 156 | |
| Сплавы магния и алюминия | 2 | 2 | 23,4 | 10,9 |
| 4 | 3 | 83,3 | 39 | |
| 5 | 4 | 132,2 | 156 | |
| 7 | 5 | 165 | 156 |
Вольфрамовые электроды для аргонной сварки не требуют применения присадок и различных проволок. Для улучшения технических характеристик электрических проводников необходимо проводить их предварительную заточку. Эта процедура обеспечит стабильное горение дуги во время сваривания заготовок.
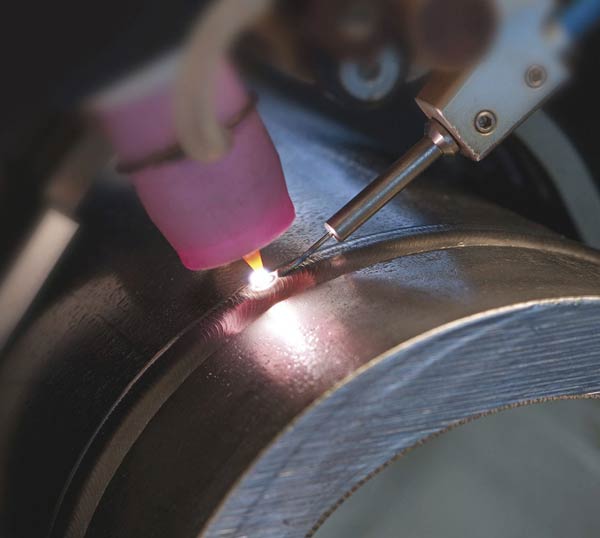
Технология аргонодуговой сварки
Выполнение сварочных работ всегда требовало определенного профильного образования. Но современные технологии позволили настолько упростить этот процесс, что благодаря специальному оборудованию удается получить качественный результат даже в домашних условиях. Принцип работы аргонно-дуговой сварки также отличается простотой, что позволяет использовать его даже непрофессиональным рабочим.
Основное отличие сварки с аргоном от обычного электродного метода заключается в том, что работы проводятся с использование защитного облака создаваемого с помощью аргона. При этом температура в столбе дуги достигает 2000°C, что позволяет использование вольфрамовой неплавящейся проволоки в качестве основного расходного материала.
Другими особенностями технологического процесса являются:
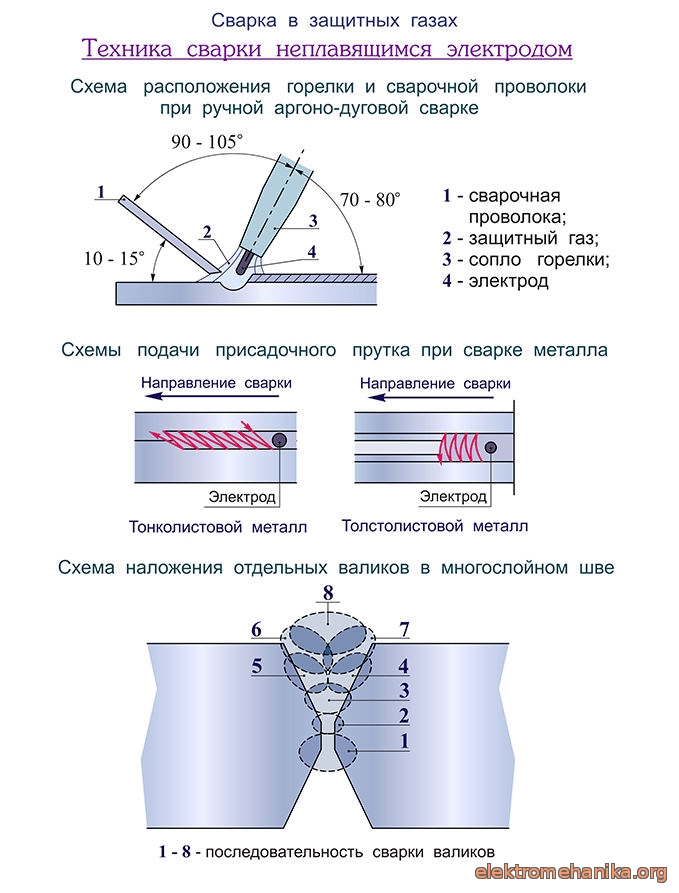
- Электрод необходимо располагать как можно ближе к поверхности обрабатываемого металла. Это позволяет обеспечить необходимую температуру сварочной ванны при аргонно-дуговой сварке и обеспечить необходимую толщину шва и глубину провара. Чем дальше электрод от металла, тем ниже качество наложенного шва.
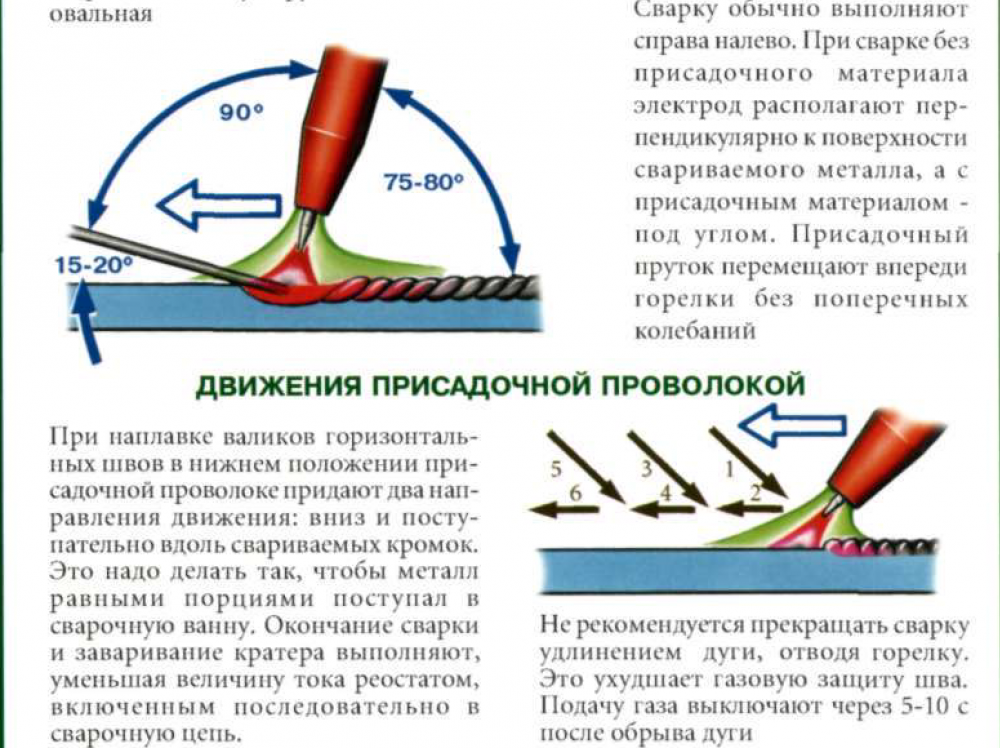
- Направленность движений – вести электрод необходимо вдоль шва. Отсутствие колебательных движений помогает создать эстетически привлекательный шов. При этом от мастера требуется практика, чтобы создать все необходимые условия для достаточного провара.
- Сущность технологических процессов аргонно-дуговой сварки сводится к тому, чтобы в момент наложения шва на него не воздействовал кислород и азот, выделяющийся во время сгорания металла. Необходимо следить за тем, чтобы электрод и присадочный материал постоянно находились в защитном облаке аргона.
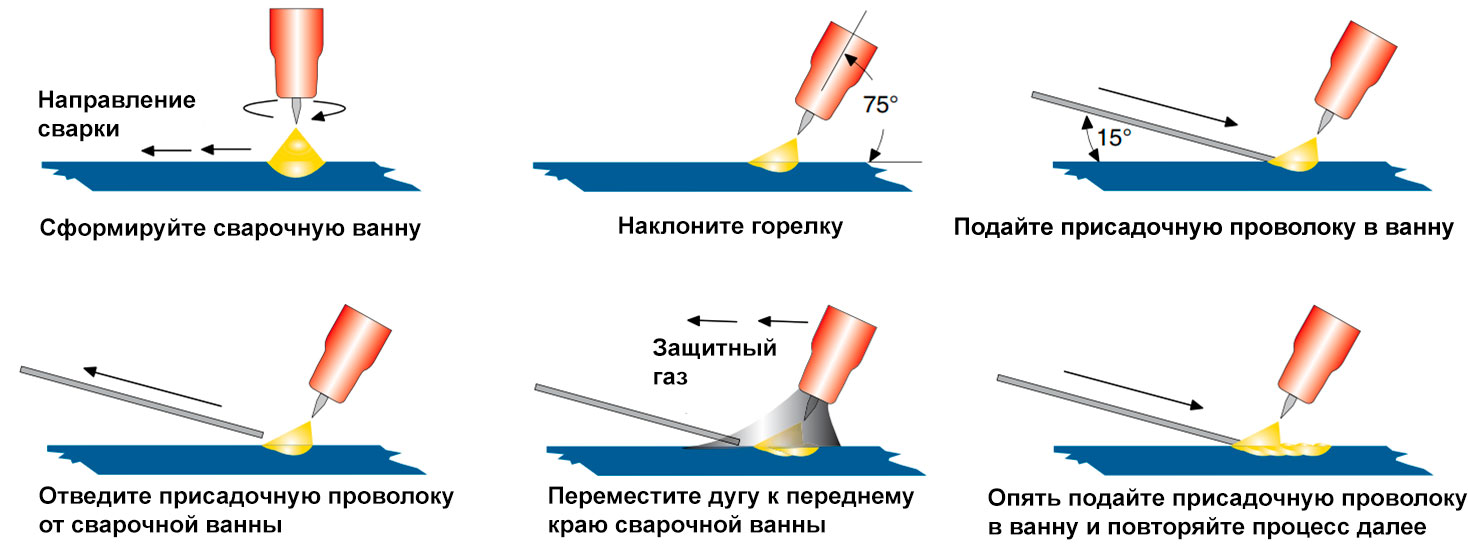
- Скорость подачи проволоки должна быть равномерной. Должны отсутствовать рывки, при которых наблюдается разбрызгивание металла. Техника электродуговой сварки в среде аргона подразумевает последовательность действий мастера: правильно выбранный угол подачи присадочной проволоки впереди горелки, строгое соблюдение направленности нанесения шва и точные настройки относительно интенсивности подачи газа на горелку.
- Скорость сварки – наложение сварного шва осуществляется медленно. При этом необходимо учитывать возможные металлургические процессы, присущие этому методу обработки. К примеру, подача газа на поверхность детали должна начаться на 10-15 сек. раньше, а закончится, спустя 7-10 сек после наложения сварного шва. Заваривание кратера осуществляют с помощью реостата (снижая силу тока на дугу). Расчет расхода аргона при сварке выполняют с помощью специальных таблиц и норм. Основные положения можно узнать в ГОСТ 14771 76.
Большинство нюансов связанных с выполнением работ мастер узнает с помощью практики. Некоторую помощь можно получить из специальных справочников и пособий для проведения сварочных работ в среде защитных газов. Производители оборудования также стараются заинтересовать потенциального покупателя и предоставляют множество полезной информации и расчеты режимов сварки в инструкции по эксплуатации.


Особенности методики аргонно-дуговой сварки заключаются в правильном комбинировании: подачи проволоки, воздействия вольфрамового электрода, интенсивности подачи аргона и скорости наложения шва. Регулировать все эти составляющие станет проще по мере получения опыта.
Как работает аргоновая сварка
Аргон обладает редкими достоинствами:
- выводит воздух из рабочей области, защищая ее от сторонних газов;
- не образует взрывчатых смесей с кислородом;
- как инертный газ, не вступает в химическую реакцию с рабочими металлическими поверхностями.
Аргон создает защитное облако в зоне сварки. Он тяжелее воздуха, поэтому имеет свойство скапливаться у пола, вызывая дефицит кислорода у сварщика. В качестве электрода можно использовать вольфрамовую проволоку, т.к. температура в столбе дуги стремится к 2000°C.
Выделяют следующие технологические особенности аргонодуговой сварки:
Металлические детали зачищают и обезжиривают. Это можно сделать химически или механически.
Чем ближе расположен электрод к металлу, тем проще будет достичь нужной температуры сварочной ванны, размера и плотности шва.
Электрод ведут по шву, избегая поперечных движений. Так он становится ровным, без потери глубины.
Необходимо следить за скоростью подачи присадки. Проволока и электрод должны всегда оставаться под защитой аргонного облака.
Следует избегать рывков, сопровождающихся отскакиванием металла. Газ подают в сопло равномерно.
Если работа проводится на открытом воздухе, нужно обеспечить дополнительную защиту в виде ограждения. Даже слабый ветер нарушает защитную газовую среду.
Сварочный шов накладывают медленно, с соблюдением методики подачи газа. Включают газ за 15 секунд и выключают спустя 10 секунд после наложения шва.
Расход веществ рассчитывают по утвержденным нормам. Слишком большой поток газа не будет преимуществом. В результате его защитные свойства снизятся. Существует 2 подхода к определению расхода: по количеству затраченной проволоки или по метражу шва
Второй расчет оптимален для больших объемов.
Заканчивают работу, снижая напряжение с помощью реостата — важного элемента сварочного процесса. Если отвести горелку без соблюдения этого правила, к шву откроется доступ нежелательным газам.
Если работают с большим количеством деталей, сначала делают пробный ход на незаметном участке.
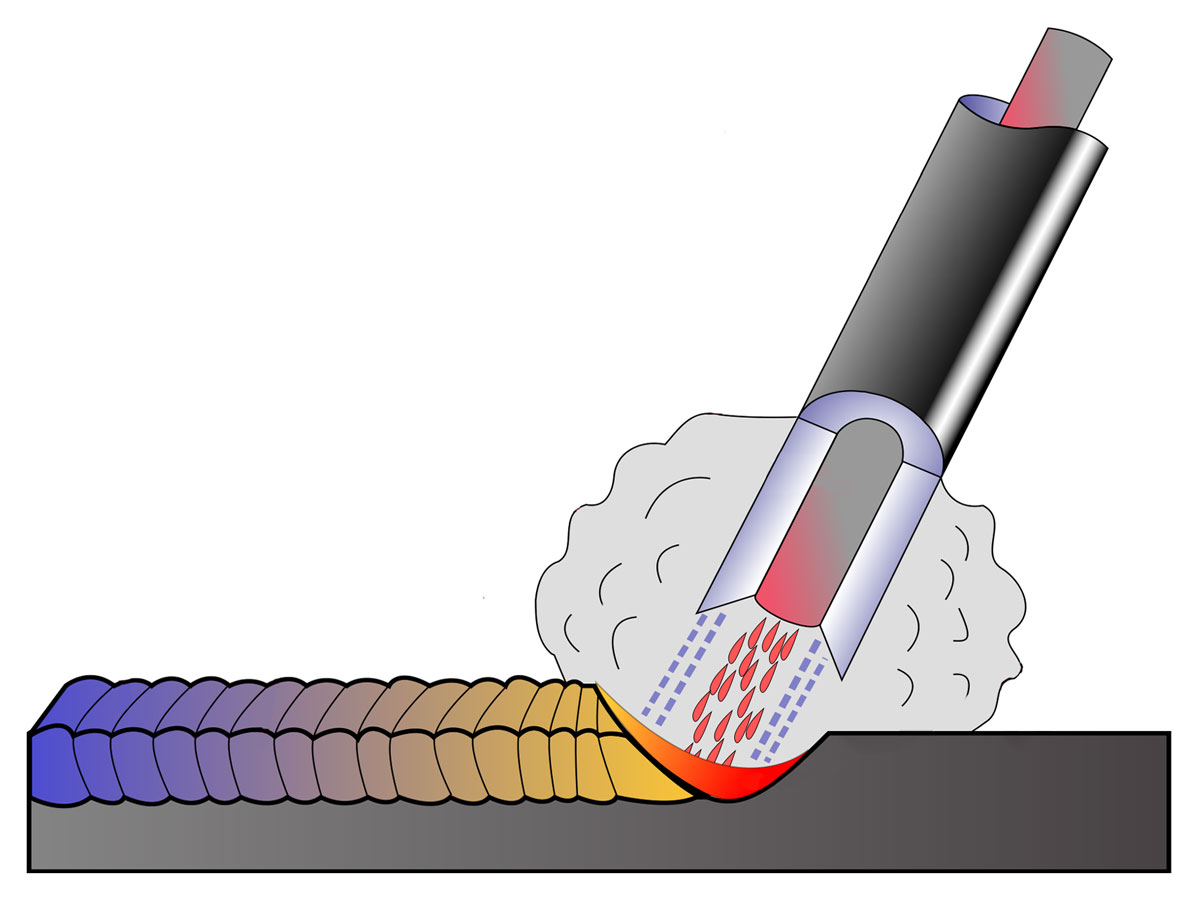
Область применения ЭШС
В современном мире электрошлаковая сварка внедрена на многих предприятиях не
только нашей страны, но и в мире. Этот способ сварки применяется в тяжёлом и
энергетическом машиностроении, кораблестроении, химическом машиностроении, авиационной
промышленности.
При помощи ЭШС можно сваривать стали разных марок и классов. Это и сварка жаропрочных
сталей, и сварка
никелевых сплавов, алюминия, меди и сплавов на медной основе, сварка
титана и титановых сплавов.
Изобретение и внедрение ЭШС позволило получать изделия и заготовки любой формы
и практически любых габаритов из отливок и поковок, а также из относительно
небольших размеров проката простой формы. Разработанные способы устранения деформаций
после сварки делают возможным изготовление крупногабаритных сварных конструкций
с требуемыми размерами.
Диапазон свариваемого металла способом ЭШС составляет 20-3000 мм. Практические
результаты показали, что целесообразнее всего применение ЭШС при толщине свариваемого
металла не менее 40мм.
Режимы аргонной сварки
Сварка аргоном пройдет качественно, если правильно выбрать оптимальный режим проведения процесса.
- От свойств свариваемых металлов будет зависеть выбор полярности и направления тока. Так со стальными конструкциями в аргонной сварке используется постоянный ток прямой полярности. Для сваривания алюминия или бериллия применяется постоянный ток обратной полярности.
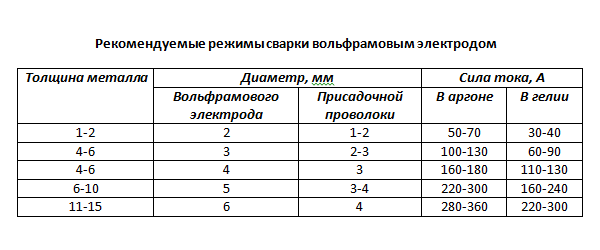
- Сила свариваемого тока выбирается на основе трех составляющих: диаметра используемого электрода, типа металла свариваемых деталей и их толщины, полярности. Взаимосвязь всех параметров определяется табличными значениями. Некоторые мастера выбор делают с учетом собственного опыта. Вот одна из таблиц, которая определяет режим работы аргонодуговой сварки титана.
| Толщина металла, мм | Диаметр вольфрамового электрода, мм | Сила тока, А |
| 0,3-0,7 | 1,6 | 40 |
| 0,8-1,2 | 1,6 | 60-80 |
| 1,5-2,0 | 2 | 80-120 |
| 2,5-3,5 | 3 | 150-200 |
- Как уже было сказано выше, чем короче сварочная дуга, тем качественнее получается шов. Та же самая зависимость напряжения дуги и ее длины.
- Расход инертного газа зависит от показателя силы и равномерности его потока, выходящего из горелки. Специалисты рекомендуют создавать поток ламинарного типа. То есть, газ подается без пульсаций.
Правильно подобрать определенный режим – дело непростое. Поэтому еще в процессе обучения нужно изучать теорию и овладевать практическими навыками.
Что такое аргоновая сварка
Гибридная технология, сочетающая газовый и электрический способы сварки, дает возможность работать с самыми разными объемами и материалами. Она отлично зарекомендовала себя в сварке чугуна, стали, меди и других металлов. С ее помощью хорошо свариваются большие стальные трубы и миниатюрные бронзовые крючки от вешалки. Работа с нержавеющей сталью – еще один пример универсальности оборудования и технологии.
Без изучения теории сварочного мастерства невозможно стать хорошим специалистом. Это особенно актуально для сложных технологий, к которым относится и аргоновый метод. Чтобы в деталях понять суть, преимущества и особенности аргонового способа сварки, необходимо усвоить физику процессов, которые происходят во время работы. Для того, чтобы две металлические заготовки соединить между собой, необходимо некоторые их части расплавить. А сделать это можно только при помощи нагрева.
Повышение температуры предусматривает использование огня, который в свою очередь нуждается в кислороде. Последний вступает в химические реакции окисления. И чем быстрее металл окисляется, тем сложнее его сваривать. Окисление относится к числу нежелательных явлений при сварке металлов.
В процессе химической реакции внутри металла образуется множество мелких пузырьков, которые очень сильно ухудшают механические характеристики шва. А работать с алюминием практически невозможно: при достаточном количестве кислорода он попросту сгорает.
Аргон призван изолировать рабочую зону от внешней среды. Основная его функция – вытеснять из этой области кислород. Он тяжелее атмосферного воздуха и замещает собой весь объем вокруг сварочной дуги. Инертные газы отлично справляются с поставленной задачей. Помимо аргона в сварке применяется гелий. Но его используют гораздо реже из-за более высокой стоимости и расхода.
Еще один важный нюанс – при работе с гелием необходимо защищать специальной одеждой все части тела. Еще реже применяется азот: он востребован при сварке меди. Основным компонентом для сварки в защищенной инертной среде остается аргон. Отсюда и пошло разговорное название технологии.
Основные свойства аргона
Газ тяжелее воздуха. Благодаря этому он вытесняет из сварочной ванны атмосферный кислород и прочие ненужные летучие соединения.
Инертные газы не вступают в химические реакции с другими элементами
Они не участвуют в сварке металла и никак не влияют на процесс.
Важно не забывать об одной особенности аргона: он становится электропроводной средой в случае применения тока с обратной полярностью.
Подготовка основного и присадочного металла под сварку
Подготовка сварных кромок
Перед сваркой алюминиевые кромки необходимо очистить от оксидной плёнки на поверхности металла Al2O3, имеющей большую твёрдость и высокую температуру плавления. Эта плёнка не расплавляется в жидком алюминии, поскольку температура её плавления превосходит не только температуру плавления алюминия, но и температуру его кипения. Плёнку можно удалять механическим или химическим способом, но делать это надо непосредственно перед сваркой, т.к. плёнка вновь очень быстро образуется на поверхности после зачистки.
Качество сварных соединений во многом зависит от выбора конструктивных элементов разделки кромок. Согласно ГОСТ 23949, в зависимости от свариваемой толщины, рекомендуются следующие формы разделок кромок и размеры швов:
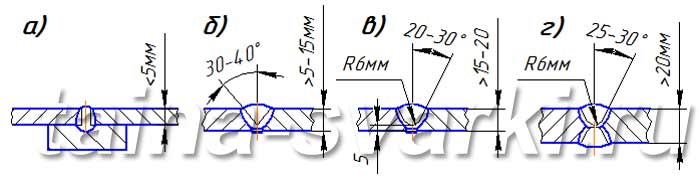
При толщине металла менее 5мм, сварка в стык выполняется без разделки на подкладках (схема а) на рисунке).
При стыковой сварке листов толщиной 5-15мм рекомендуется чашеобразная разделка с углом раскрытия 30-40° с каждой стороны и радиусом 6мм (схема б) на рисунке). Рекомендуется выполнять подварочный шов с обратной стороны.

Если выполняется сварка листов толщиной 5-20мм, то рекомендуется двусторонняя разделка с углом раскрытия 20-30° с каждой стороны и радиусом притупления 6мм (схема в) на рисунке.
При сварке больших толщин металла, более 20мм, рекомендуется двухсторонняя чашеобразная разделка с углом раскрытия 25-30° с каждой стороны и притуплением кромок. Величина притупления 6мм (схема в) на рисунке.
Подготовка проволоки и прутков для сварки
Особое внимание нужно уделить очистке сварочной проволоки от оксидной плёнки. Наилучшим способом является электролитическое полирование
Но после обработки плёнка сразу же начинает вновь окисляться. Чтобы это предотвратить, её упаковывают в полиэтилен. И именно в таком виде, согласно государственным стандартам, происходит поставка проволоки для сварки алюминия. Прутки для ручной аргонодуговой сварки алюминия после обработки хранят в герметичных пеналах.
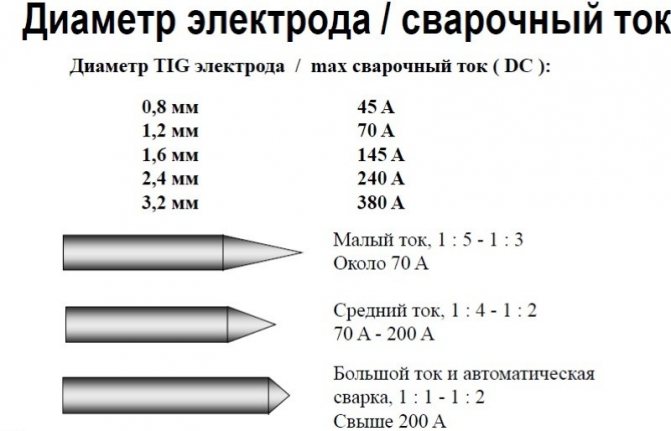
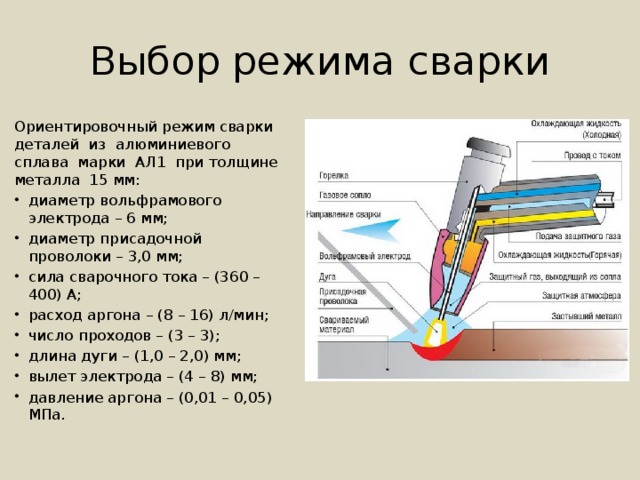
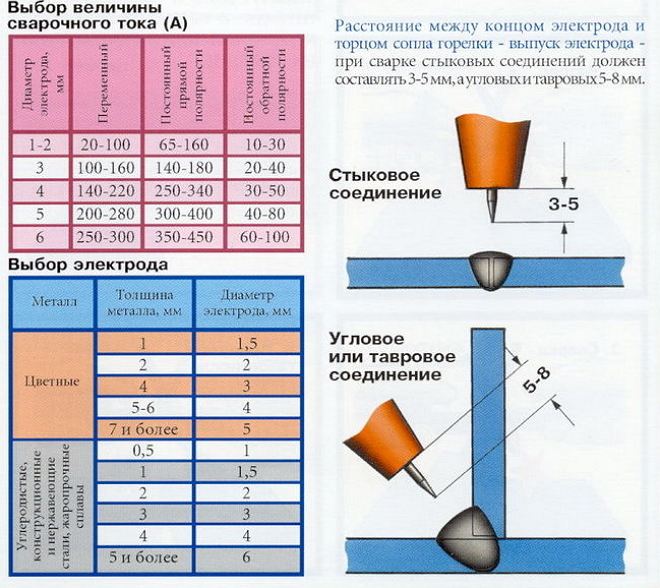
Как правильно выбрать режим
 Именно от правильности выбора толщины электрода и силы тока зависит качество выполненных вами работ. Помните: чем толще соединяемый металл, тем больше диаметр должен быть у используемых вольфрамовых электродов, соответственно, тем выше сила тока. В инструкции по эксплуатации, которая прилагается к аппарату, вы можете найти все данные по силе тока и диаметру электродов в зависимости от толщины соединяемых деталей.
Именно от правильности выбора толщины электрода и силы тока зависит качество выполненных вами работ. Помните: чем толще соединяемый металл, тем больше диаметр должен быть у используемых вольфрамовых электродов, соответственно, тем выше сила тока. В инструкции по эксплуатации, которая прилагается к аппарату, вы можете найти все данные по силе тока и диаметру электродов в зависимости от толщины соединяемых деталей.
Наибольшей популярностью сегодня пользуются ААД и РАД сварка. А вот профессионалы, которым нужно выполнять большой объем работ, используют мощные полностью автоматические установки.
Оборудование для тиг сварки
При выборе конкретного аппарата аргоновой TIG/WIG сварки прежде всего необходимо четко определиться с такими критериями, как:
- финансовые возможности, так как модели сварочного оборудования такого типа далеко не из дешевых;
- вид сварочных работ и их периодичность;
- вид и толщина свариваемого металла;
- тип источника электроэнергии напряжением в 200В или 380В.
Для

выполнения сварочных работ в небольших объемах для домашнего использования хорошо подойдут универсальные эффективные аппараты TIGER 170 DC и TIGER 210 AC/DC, которые, обладая одними из самых маленьких размеров в своем классе, впечатляют при этом своей практически полной функциональностью. При весе всего в 5,4 и 8,4 кг эти аппараты соответственно способны выдавать сварочные токи в 170 А постоянного тока (DC) и 210 А AC/DC.
Программируемая электроника высокопроизводительного инвертора данных моделей с частотой преобразователя в 100 кГц и 230В подойдет не только для простого механического использования, но и способна работать в составе автоматизированных или роботизированных производственных линий.
Следующим уровнем технологического оборудования для ТИГ сварки являются модели аппаратов INVERTIG.PRO 240-450 DC + AC/DC или Барс Profi TIG 317 DP AC/DC, работающие от промышленного напряжения в 380 В. Они уже предназначаются для небольших производств и способны сваривать все марки черных и цветных металлов практически любой толщины. А также они отличаются более впечатляющими техническими характеристиками.
Этот уровень сварочного оборудования обладает максимальной энергоэффективностью инверторной технологии, способной работать на 200 кГц, поэтому они лучше всего подходят для использования на автоматическом или роботизированном производстве.
Основными расходными материалами, которые потребуются при использовании в работе сварочных аппаратов ТИГ технологии, будут съемные элементы конструкции горелок, такие как керамическое сопло, цанга, держатель цанги.
Если вы знаете какие-то особые нюансы при использовании ТИГ сварки, которые мы не раскрыли в статье, то поделитесь ими в блоке комментариев.
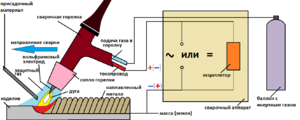
Оборудование для аргонодуговой сварки
Сварочные работы в защитной среде газов выполняют как с помощью фирменных установок предназначенных непосредственно для аргонно-дуговой сварки, так и модифицированными аппаратами, используемыми для других работ. В любом случае требуется использование специального оборудования, каждое из которых имеет свое предназначение. А именно:
- Сопла для сварки – предназначены для обеспечения работы горелки. Так как при нагревании температура сварочной ванны достигает 2000° градусов, для производства сопел используется специальный термоустойчивый материал. Практика показала, что керамическое сопло для аргонодуговой сварки является оптимальным решением этого вопроса. В зависимости от толщины и структуры металла может понадобиться разный диаметр сопла.
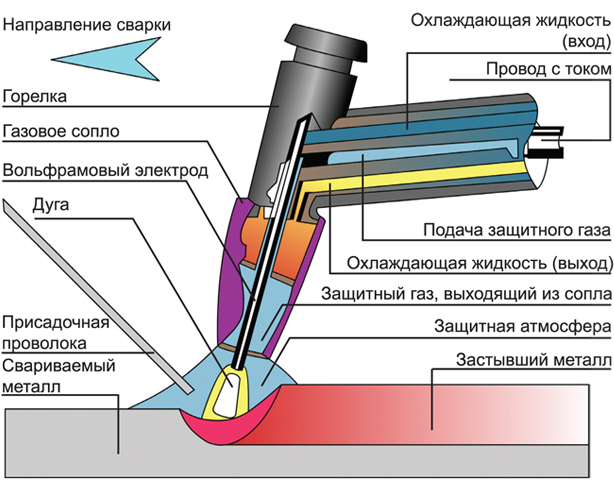
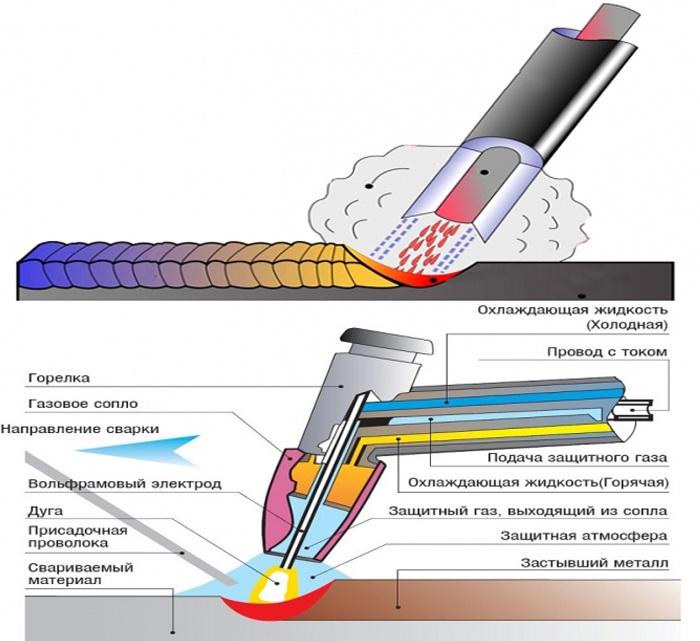
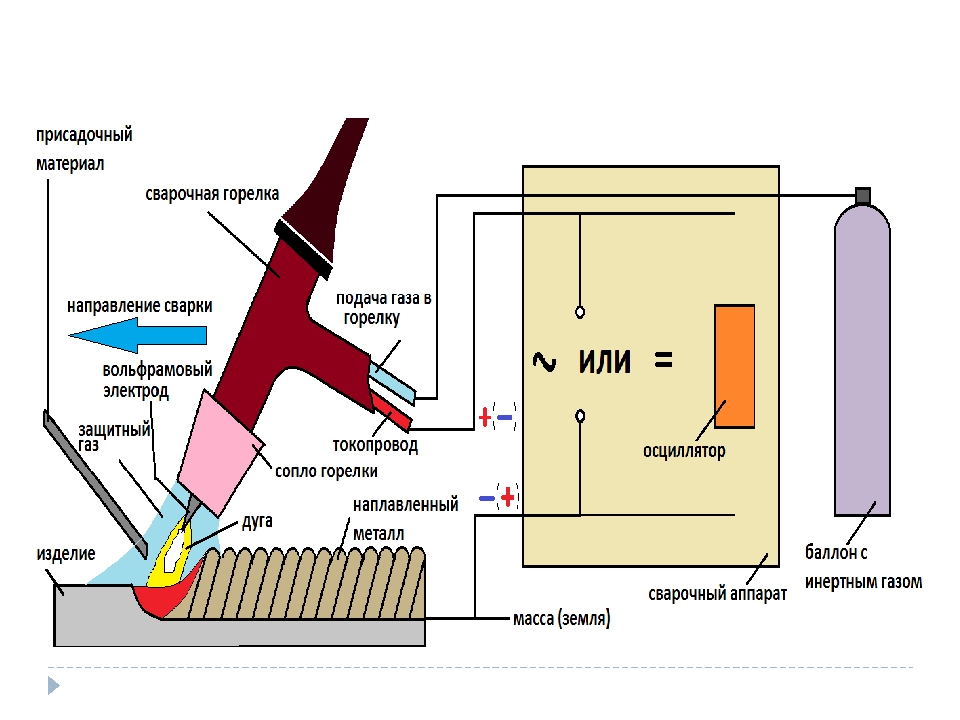
Горелка – конструкция горелки для аргонодуговой сварки может быть разной в зависимости от метода проведения работ. Так, наложение сварного шва может осуществляться как плавящимся, так и неплавящимся электродом. Популярностью пользуется и сварочная горелка с водяным охлаждением. Водяное охлаждение горелки позволяет поддерживать необходимую температуру сварной ванны и не допускать перегрева электрода.
- Осциллятор – это устройство обеспечивает поджигание дуги с помощью бесконтактного метода. Преимуществом использования осциллятора является возможность поддержания стабильной дуги при использовании переменного тока. Сварочные аппараты для аргонодуговой сварки не могут обойтись без осциллятора, так как зачастую приходится обрабатывать металлы без возможности непосредственного прикосновения электродом к поверхности. Особенностью осциллятора является то, что он генерирует разряд с мощностью 4-8 кВт, достаточный для пробивания дугового промежутка.
- Балластный реостат – еще одна необходимая деталь. Балластный реостат помогает регулировать силу тока подаваемого на дугу и подбирать оптимальные параметры при работе с различными металлами. Профессиональный инверторный сварочный аргонодуговой аппарат для сварки, часто имеет встроенный балластный реостат. Не помешает реостат и при работе начинающего мастера на оборудовании бытового предназначения.
- Источник напряжения – существуют как трансформаторные установки, так и сварочные инверторы для аргонно-дуговой сварки. Инверторный вариант более предпочтителен. Инвертор создает равномерное напряжение необходимой частоты, что обеспечивает условия для качественного наложения сварного шва. Инверторная установка аргонодуговой сварки может работать как от напряжения в 220В, так и от 380В. Максимальная производительность достигается при подключении к трехфазной сети.
- Дополнительные аксессуары – для выполнения сварных работ на профессиональном уровне не обойтись без сварочного поста. Сварочный пост часто называют столом, но он представляет собой нечто большее. Сварочный пост – это полностью укомплектованное рабочее место, существенно облегчающее процесс выполнения работ и увеличивающий качество результата. Стол для сварки может быть как стационарным, так и передвижным. Пост обеспечивает своевременный отвод отработанных газов, а также дает защиту от случайного попадания искры на поверхности находящиеся рядом.
Практика показала, что начинающим мастерам легче удается достичь необходимого качества, используя сварочный инвертор аргонно-дуговой сварки. Инвертор дает стабильную дугу, что облегчает процесс нанесения сварного шва.
Особенности ручной сварки
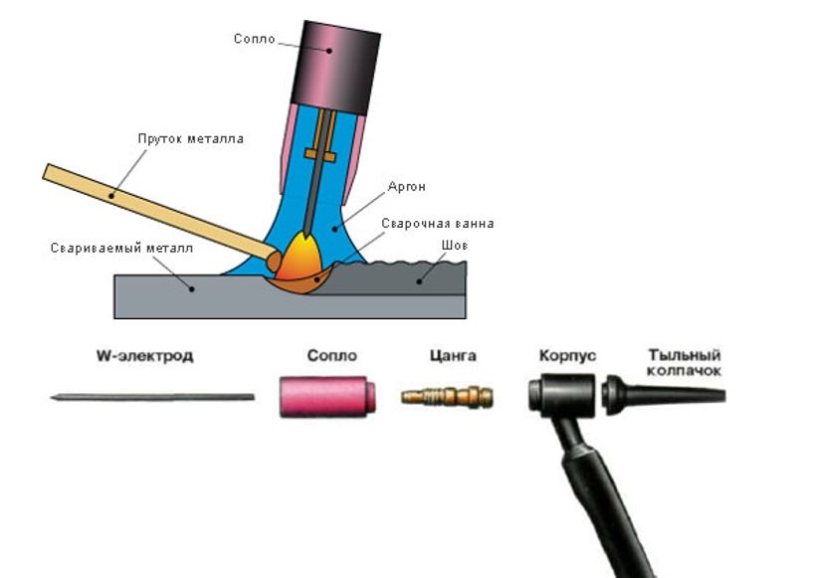
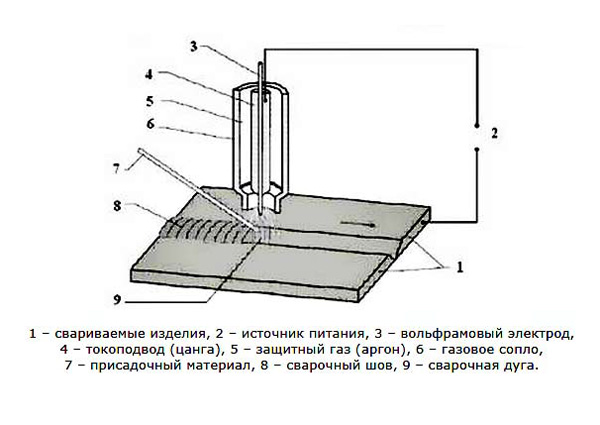
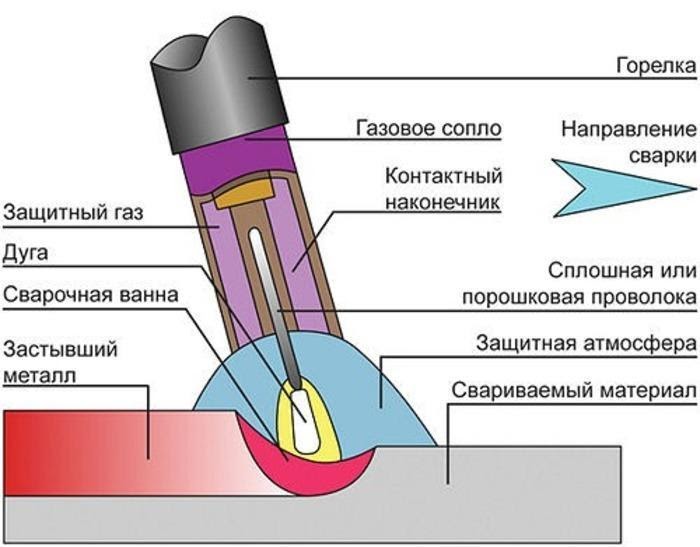
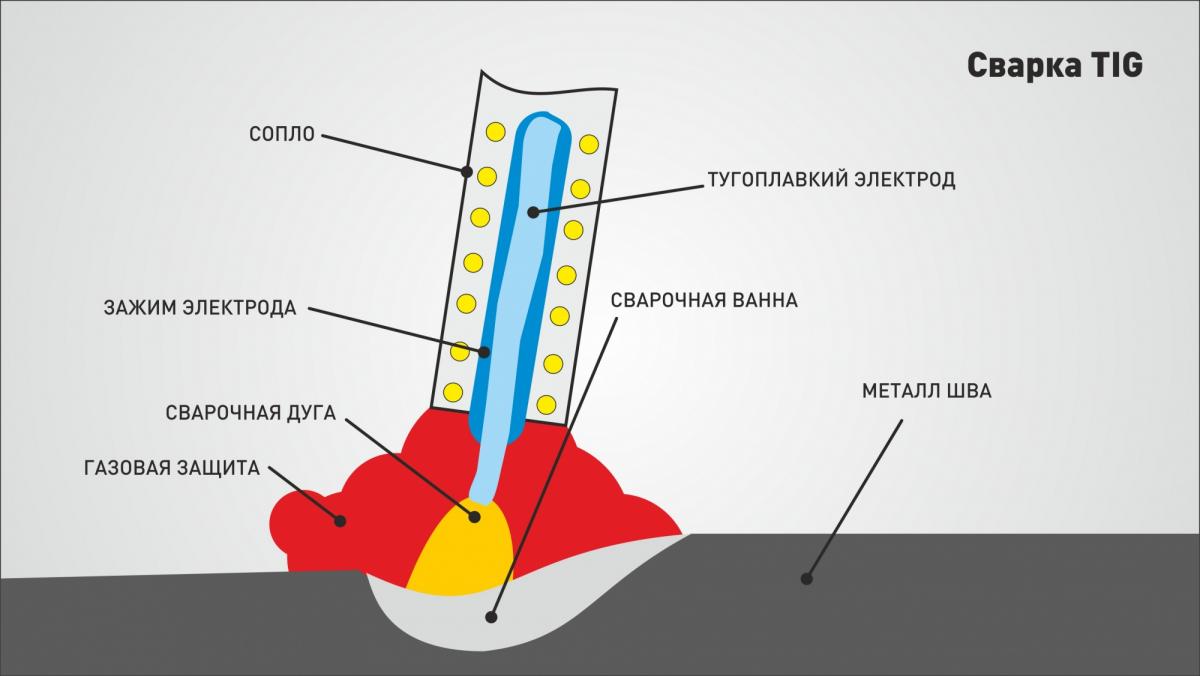
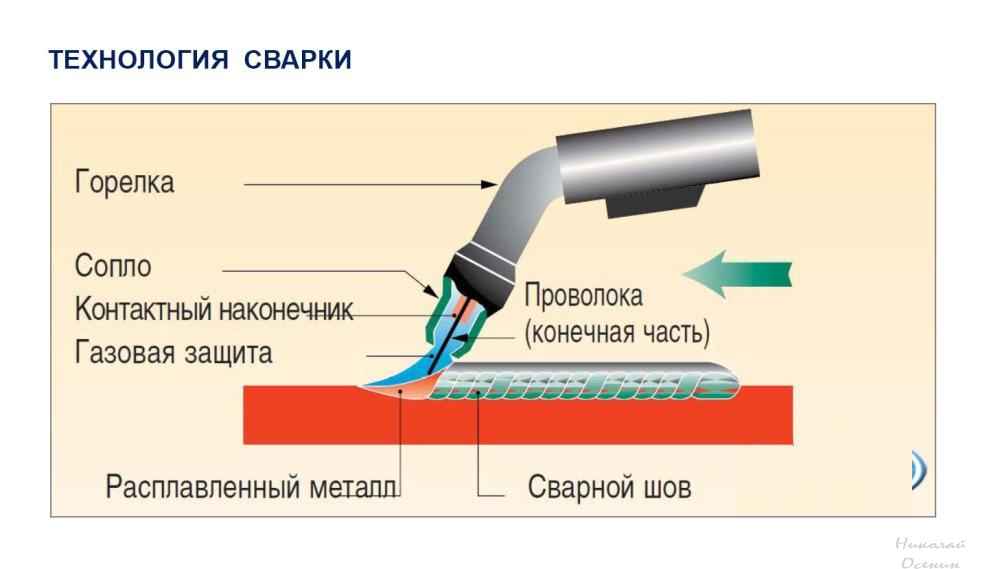
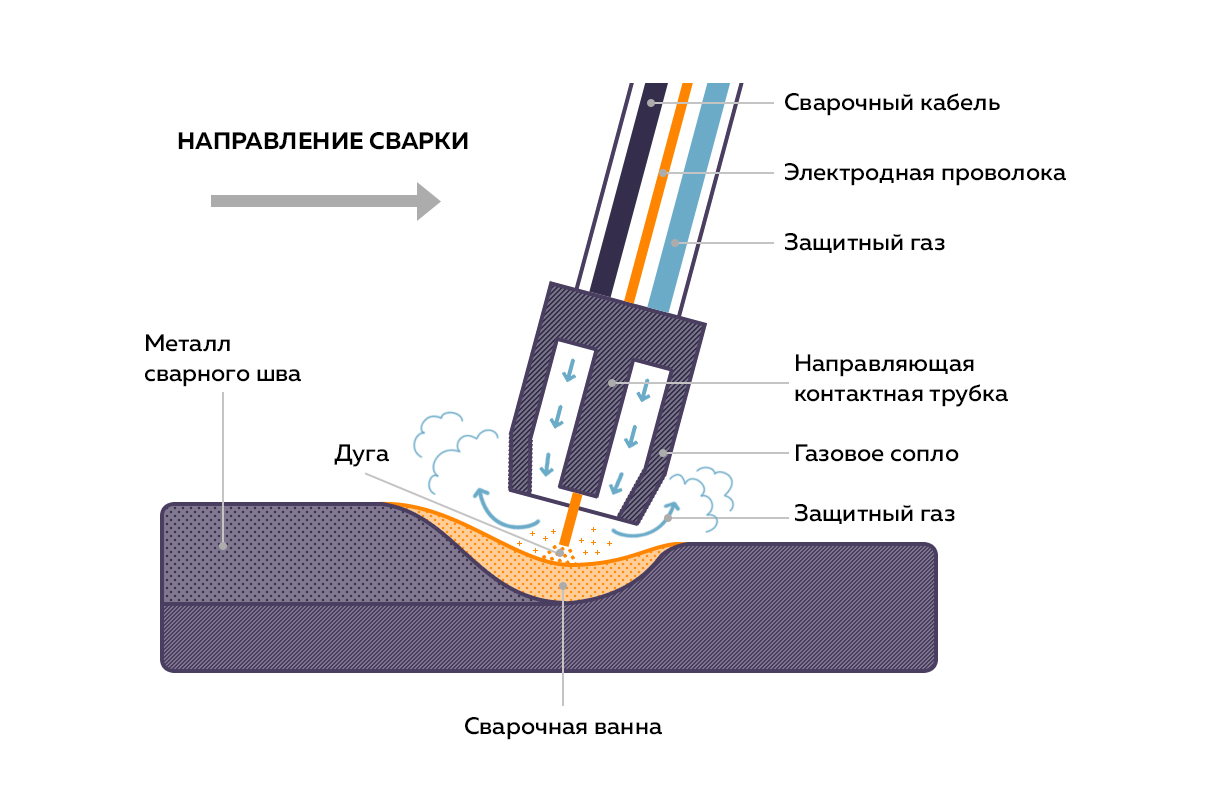
Процесс сварки по аргонодуговой технологии TIG протекает с использованием нескольких элементов, каждый из которых имеет свое назначение.
От этого зависят особенности работы:
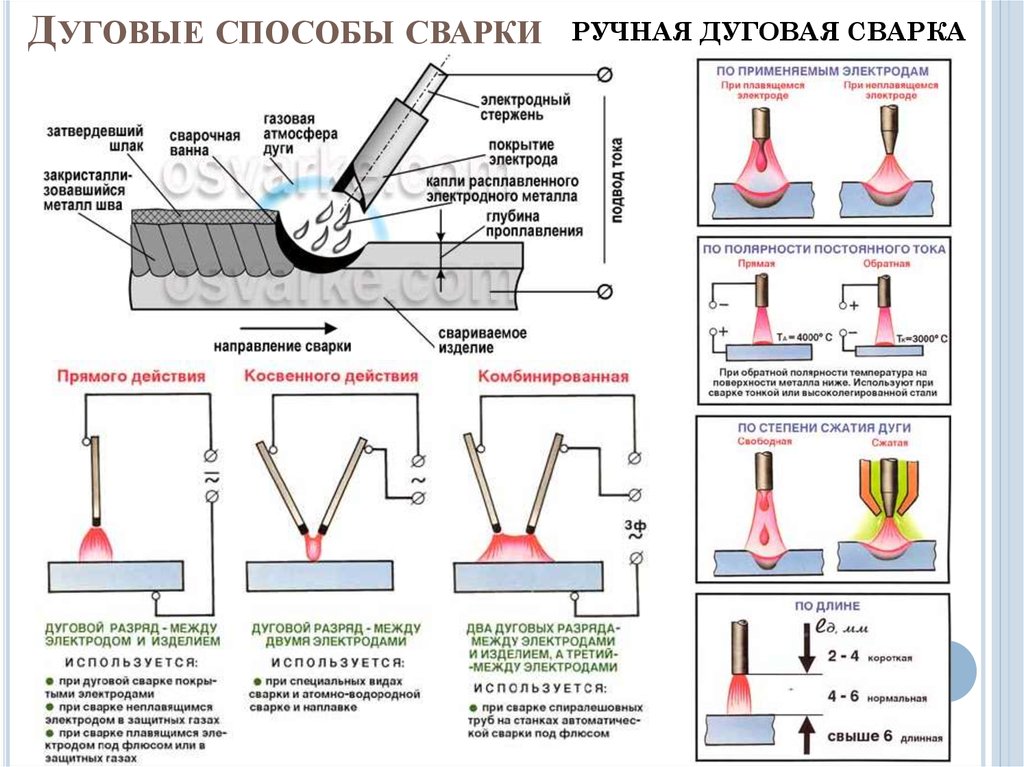
- Металл плавится под влиянием электрической дуги. Она возникает между электродами при повышении напряжения. В роли одного из элементов выступает свариваемая заготовка, другого – специальный стержень.
- Температура плавления вольфрамового элемента – 4000 °C. Это значение выше, чем у остальных металлов. Поэтому с такими стержнями варят любые виды стали.
- Для получения равномерного соединения периодически затачивают электроды. Стержень закрепляют в горелке, свободный конец защищают колпаком, препятствующим замыканию.
- Строение горелки предусматривает круговую подачу газа. Так как для защиты сварочной ванны используют аргон, способ получил соответствующее название. Инертный газ вытесняет кислород, препятствуя проникновению последнего в обрабатываемую область. Это предотвращает растрескивание сварного соединения на этапе остывания.
- Для каждого металла устанавливают свой режим функционирования аппарата. От характера работы агрегата зависят количество выделяющегося газа, величина напряжения.
- При точной обработке краев они плавятся и в дальнейшем кристаллизуются. Если между деталями есть расстояние, которое не удалось устранить таким методом, используют присадочный материал. Его подают в сварочную ванну.
- ТИГ-сварка может использоваться для соединения алюминиевых заготовок. Защитный газ препятствует окислению металла, края расплавляются равномерно.
Электроды и их характеристики
При TIG сварке применяются стержни, состоящие до 99% из прочного вольфрама, разные добавки способствуют улучшению шовного соединения. Например, WC-20 содержат оксиды церия, эксплуатируются на малых значениях постоянного тока, дуга легко активируется, такие электроды используются для сварки небольших деталей.
WL-20 из-за оксида лантана, не так сильно нагреваются при эксплуатации, поэтому срок службы — наиболее продолжительный. Электроды марки WZ-8 с содержанием оксида циркония, работают только при подключении переменного тока, отличаются стабильностью дуги. А стержни с маркировкой WY-20 устойчивы к большим величинам тока из-за наличия оксида иттрия, применяются для сварки особо важных конструкций.
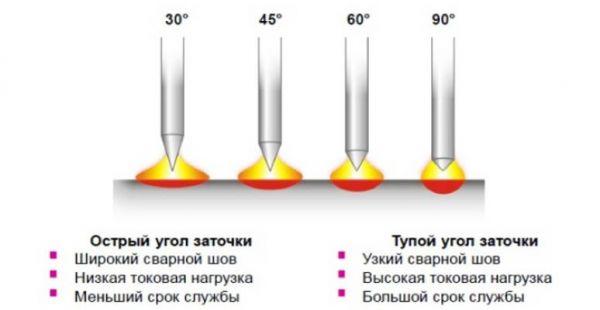
Виды заточки
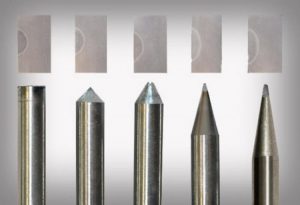
Качество шва зависит от формы обработки: постоянный ток — электроды заточены на конус с плоской площадкой на контактной части, переменный — окончание закругляется. Периодически пруток полируется, чтобы удалить мелкие повреждения и наплывы. Если длина конуса небольшая, то ширина шва аналогичная, для оптимальной проварки металла используют длину заточки равную двум диаметрам электрода.




Техника сварки
Перед тем, как варить аргоновой сваркой, необходимо обзавестись инвертором или специальным сварочным трансформатором, баллоном с аргоном, горелкой, присадочными материалами. Процесс подчиняется следующим правилам:
- Область тщательно очищается от загрязнений и обезжиривается.
- Газ подается за 20 секунд до начала сварочных работ, а перекрывается спустя 10 секунд после завершения процесса.
- Минимальная дуга – залог качественной сварки и аккуратного шва. Чем дальше горелка находится от свариваемой поверхности, тем шире область нагрева и глубже проплав поверхности свариваемого изделия.
- Для получения эстетичности шва, движения производятся вдоль его оси без отступлений.
- Присадочный пруток (проволока) подается перед горелкой с исключением поперечных движений. Благодаря этому достигается узкость шва.
- Электрод и присадка не должны покидать защитную газовую зону.
- Плавные движения исключают искры и разбрызгивание металла.
- Процесс завершается заливкой кратера, что производится при пониженном токе. Резкий отвод горелки и обрыв дуги отрицательно влияют на защиту шва.
Научиться пользоваться аргоновой сваркой несложно. Однако, чтобы получить идеальные соединения и швы нужно запастись терпением.
Режимы сварки листового черного металла аргоном
Вы не можете иметь опыт во всём. Это касается и сварки. Даже если до этого вы не использовали аргонодуговой метод или не работали с черными металлами, вы можете хорошо справиться.
Для этого всего лишь соблюдайте правила – и получите надёжный шов. Чтобы соединение не деформировалось и остыло без трещин, найдите режим, который соответствует сечению заготовок, материалу и другим факторам.
Масляные плёнки можно удалить спиртом или другим растворителем, а частички краски – металлической щеткой или шлифовальным кругом.
Толстым слоем нанесите на поверхность деталей флюс и настройте вольтамперные характеристики устройства. После всех подготовительных этапов вы уже можете спокойно начинать процесс.
Элемент питания и присадочная проволока подсоединяются к месту, где будет соединение, поджигается электрическая дуга.
После того, как появится ванна сварки, ведите дугу беспрерывно от начала до конца. Подавайте проволоку медленно, чтобы она равномерно разогревалась и плавилась.
Можно применить и проверку шва ультразвуком, он вскрывает наличие микроскопических трещин. Даже если вы не можете проверить соединение изнутри, проверить наружную часть всё равно стоит.





