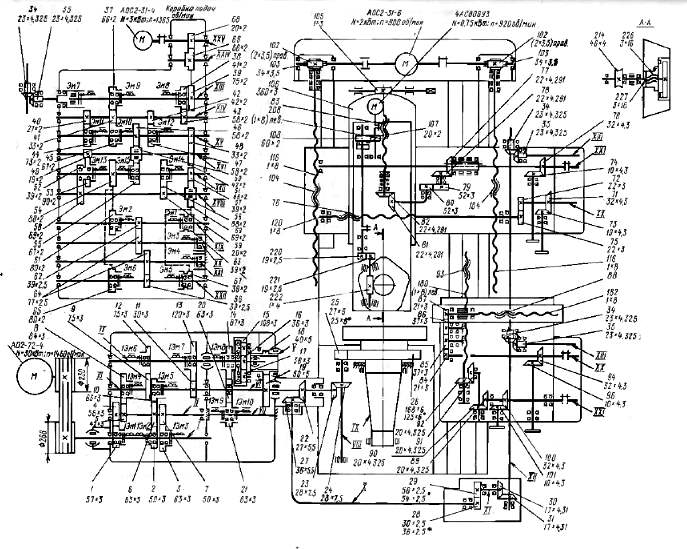
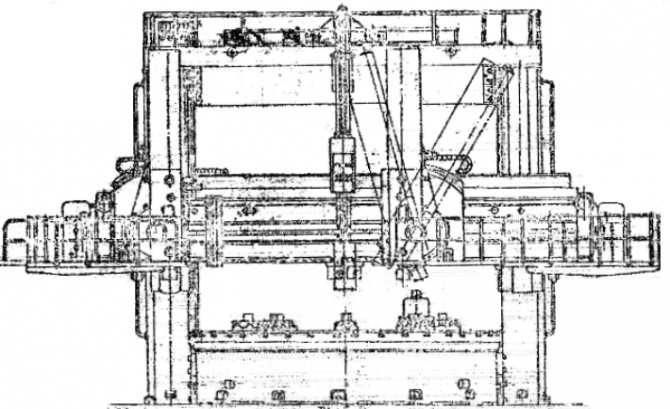
Схема кинематическая токарно-карусельного станка 1516Ф3
Кинематическая схема карусельного станка 1516ф3

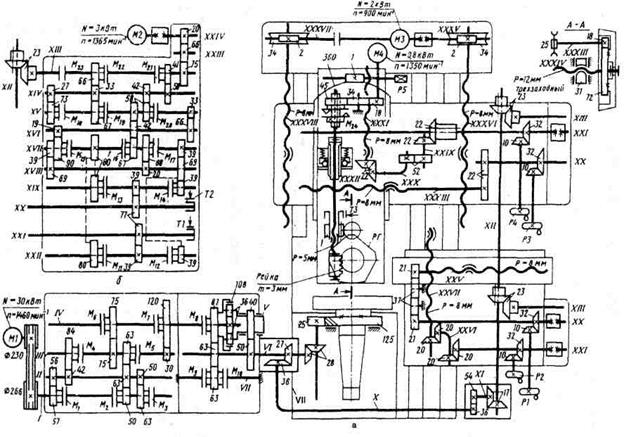
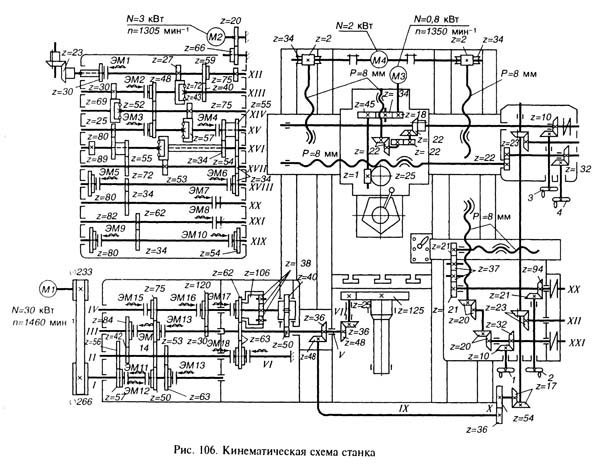
Главное движение — вращение планшайбы — осуществляется от электродвигателя M1 (рис. 106) через клиноременную передачу со шкивами Ф233 и Ф266, коробку скоростей, вал V, конические зубчатые колеса 48/36 и зубчатые колеса 25/125. Уравнение кинематического баланса имеет вид:
1460 х (230/266)ηiv(48/36) х (25/125) = n,
где iv — передаточное отношение коробки скоростей.
От вала V коробки скоростей через конические зубчатые колеса 36/48, вал IX, зубчатые колеса 36/54 вращение передается на вал X, конические зубчатые колеса 17/17, вал XI, конические зубчатые колеса 23/23 вращение передается на вал XII коробки подач, переключением электромагнитных муфт которой устанавливается необходимая подача. Уравнение кинематического баланса цепи подач имеет вид:
1об.пл. х (125/25) х (36/48) х (36/48) х (36/54) х (17/17) х (23/23)isic = S мм,
где is — передаточное отношение коробки подач;
ic — передаточное отношение цепи от коробки подач до соответствующего суппорта.
Горизонтальная подача револьверного суппорта осуществляется от выходного вала XX коробки подач через зубчатую передачу 22/22 и ходовой винт с шагом 8 мм, а для бокового суппорта через зубчатые передачи (21/37), (37/37), (37/21) и ходовой винт с шагом 8 мм. Вертикальная подача осуществляется от выходного вала XXI коробки подач для револьверного суппорта через зубчатые передачи (22/22)(22/22)(22/22) и ходовой винт с шагом 8 мм, а для бокового суппорта через зубчатые передачи (20/23)(20/20) и ходовой винт с шагом 8 мм.
Ускоренные перемещения суппорта получают от отдельного электродвигателя М2. Подъем и опускание траверсы осуществляется при вращении двух ходовых винтов с шагом 8 мм. Поворот револьверного суппорта осуществляется от электродвигателя M3 через зубчатые колеса (18/34)(34/45) и червячную передачу 1/25. Перемещение револьверного суппорта вручную осуществляется при вращении маховичков 3 и 4, а бокового суппорта — маховичков 1 и 2.
Для повышения производительности и точности обработки применяют приспособления для установки заготовок на планшайбу станка без выверки (базовые планшайбы), приспособления для обработки конических и фасонных поверхностей, а также для закрепления и точной установки режущего инструмента.
Станок 1516ФЗ оснащен устройством ЧПУ типа Н55-22, осуществляющим автоматическое управление верхним (вертикальным) револьверным суппортом и приводом главного движения по заданной программе, вводимой с восьмидорожечной перфоленты. Управление исполнительными органами станка может осуществляться также в режиме предварительного набора (ручного ввода данных) с помощью переключателей и кнопок, расположенных на панели управления ЧПУ, и в режиме наладки (от подвесного пульта).







УЧПУ обеспечивает работу станка в следующих режимах:
- Полная программа
- Основная программа
- Ускоренная программа
- Поиск кадра
- Выход в заданную точку
- Кадр
- Наладка
- Исходное
Параметры УЧПУ:
- Система кодирования информации — ИСО — 7 бит
- Управление контурное по двум координатам, интерполяция линейная и круговая
- Наибольший радиус интерполяции 4999,99 мм
- Точность интерполяции 0,01 мм
- Дискретность отсчета перемещений по обеим координатам 0,01 мм
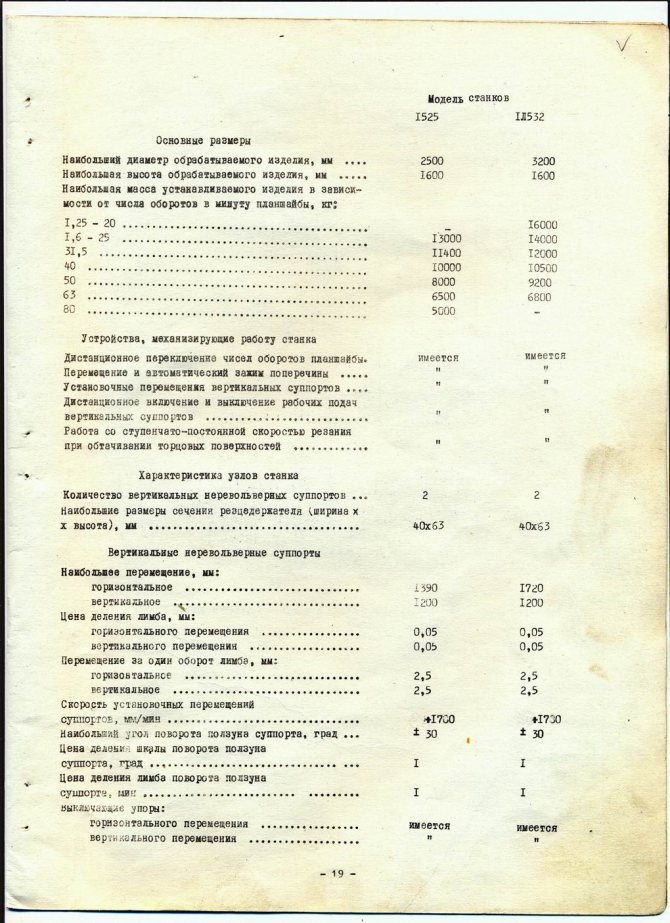
Технические характеристики токарно-карусельного станка 1541
| Наименование параметра | 1531м | 1541 |
| Основные параметры | ||
| Наибольший диаметр изделия, обрабатываемого вертикальным суппортами, мм | 1250 | 1600 |
| Наибольший диаметр изделия, обрабатываемого боковым суппортами, мм | 1120 | 1400 |
| Наибольшая высота обрабатываемого изделия, мм | 1000 | 1000 |
| Диаметр планшайбы, мм | 1120 | 1400 |
| Наибольшая масса устанавливаемого изделия при 6,3..160 оборотах планшайбы в минуту | 3200 | — |
| Наибольшая масса устанавливаемого изделия при 4..63 оборотах планшайбы в минуту | — | 5000 |
| Вертикальный суппорт | ||
| Наибольшее горизонтальное перемещение, мм | 825 | 1000 |
| Наибольшее вертикальное перемещение, мм | 700 | 700 |
| Цена деления лимба горизонтального и вертикального перемещения, мм | 0,05 | 0,05 |
| Горизонтальное и вертикальное перемещение за один оборот лимба, мм | 6 | 6 |
| Скорость быстрого горизонтального и вертикального перемещения (Скорость установочных перемещений), м/мин | 2,2 | 2,2 |
| Наибольший угол поворота ползуна суппорта, град | 45 | 45 |
| Цена деления лимба поворота ползуна суппорта, мин | 1 | 1 |
| Цена деления шкалы поворота ползуна суппорта, град | 1 | 1 |
| Диаметр отверстий револьверной головки суппорта, мм | 70А | 70А |
| Наибольшие размеры сечения державки резца (ширина х высота), мм | 25 х 40 | 25 х 40 |
| Количество позиций револьверной головки | 5 | 5 |
| Наличие выключающих упоров горизонтального и вертикального перемещения, мм | Есть | Есть |
| Горизонтальный суппорт (боковой) | ||
| Наибольшее горизонтальное перемещение, мм | 630 | 630 |
| Наибольшее вертикальное перемещение, мм | 970 | 970 |
| Цена деления лимба горизонтального и вертикального перемещения, мм | 0,05 | 0,05 |
| Горизонтальное и вертикальное перемещения за один оборот лимба, мм | 2,5 | 2,5 |
| Скорость быстрого горизонтального и вертикального перемещения (Скорость установочных перемещений), м/мин | 2,2 | 2,2 |
| Наличие выключающих упоров горизонтального и вертикального перемещения, мм | Есть | Есть |
| Наибольшие размеры державки резца, мм | 25 х 40 | 25 х 40 |
| Количество резцов одновременно устанавливаемых в резцедержатель бокового суппорта | 4 | 4 |
| Поперечина | ||
| Наибольшее перемещение, мм | 620 | 620 |
| Скорость установочных перемещений, м/мин | 4 | 4 |
| Выключающие упоры | Имеются | Имеются |
| Блокировка перемещения в процессе резания | Имеется | Имеется |
| Механика станка | ||
| Число скоростей планшайбы | 18 | 18 |
| Число оборотов планшайбы в минуту | 6,3..315 | 4..200 |
| Число подач суппортов | 18 | 18 |
| Вертикальные и горизонтальные подачи суппортов, мм/об | 0,04..16 | 0,04..16 |
| Наибольшее допускаемое усилие резания вертикальным суппортом, кгс | 2800 | 2800 |
| Наибольшее допускаемое усилие резания горизонтальным суппортом, кгс | 2240 | 2240 |
| Наибольшее допускаемое усилие резания двумя суппортами, кгс | 4500 | 4500 |
| Привод и электрооборудование станка | ||
| Количество электродвигателей на станке | 5 | 5 |
| Электродвигатель привода главного движения, кВт | ||
| Электродвигатель установочных перемещений вертикального суппорта, кВт | ||
| Электродвигатель установочных перемещений горизонтального суппорта, кВт | ||
| Электродвигатель перемещения поперечины, кВт | ||
| Электродвигатель насоса гидросистемы, кВт | ||
| Габарит и масса станка | ||
| Габарит станка (длнна х ширина х высота), мм | 3050 х 3117 х 4140 | 3380 х 3240 х 4140 |
| Масса станка, кг | 14150 | 17800 |
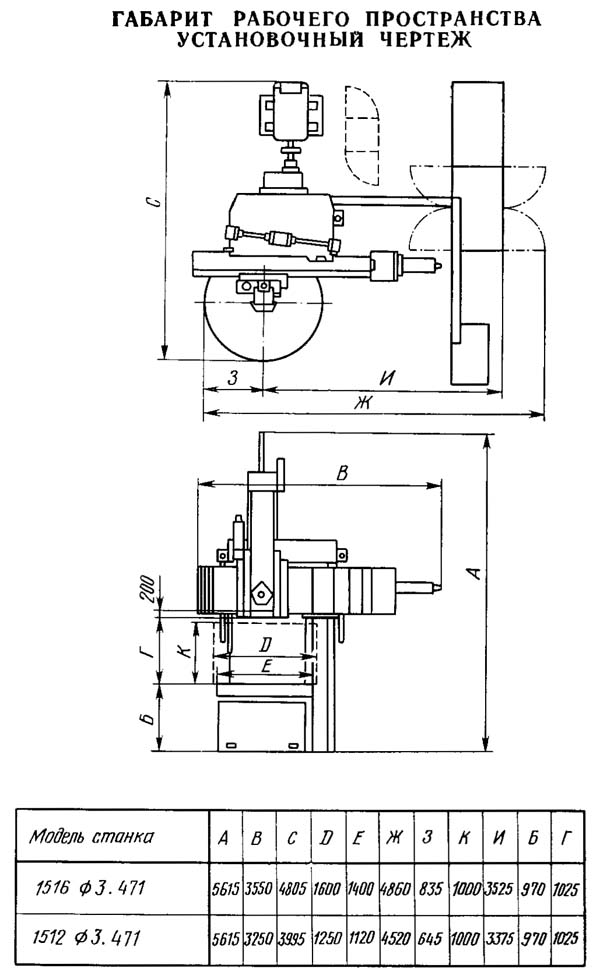
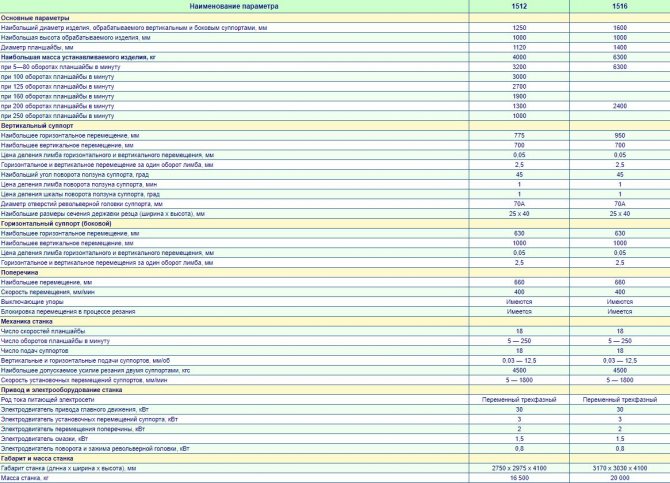
Технические характеристики
Полностью технические характеристики описываются в руководстве по эксплуатации.
- Устанавливаемая заготовка может максимум иметь следующие параметры по массе, высоте и диаметру: 4000 килограмм, 1000 и 1250 миллиметров, соответственно.
- 11200 – диаметр самой платформы.
- 5-250 оборотов в минуту – угловая скорость для планшайбы.
- Величина подачи инструмента равна 0,03-12,5 оборотов в минуту. Всего у этого и предыдущего показателей до 18 ступеней.
- 5-1800 – скорость по установочным перемещениям.
- мощность главного движения составляет 30 кВт.
- 16,5 – показатель общей массы для установки.

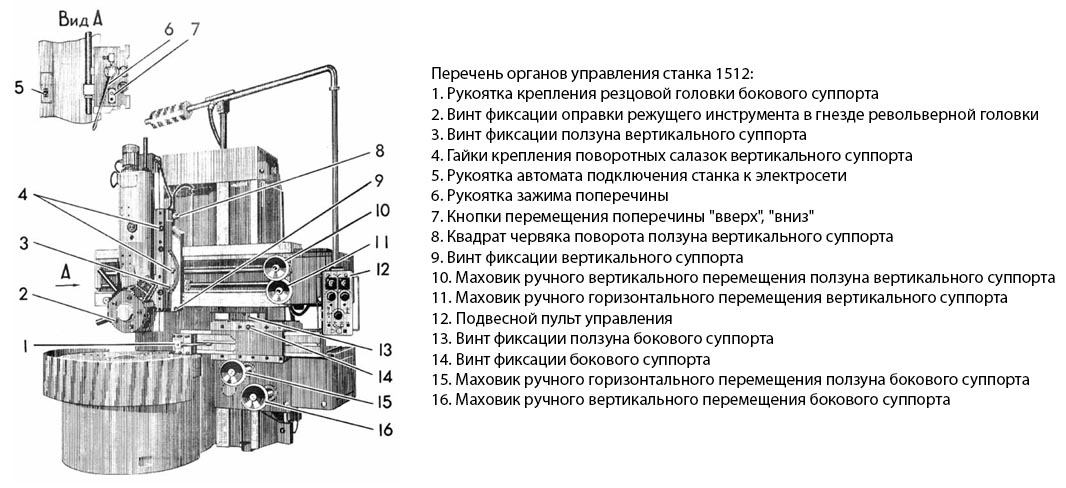
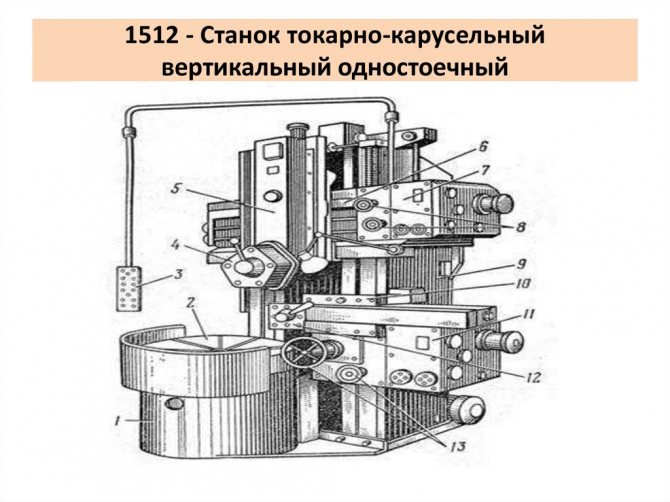
Характеристики и особенности 1512
Ориентировочные значения основных показателей для базовой комплектации модели приведены в таблице:
| Технические параметры, единица измерения | Рабочий диапазон или предел |
| Класс точности с учетом требований ГОСТ 8-77 | Н |
| ᴓ обрабатываемой заготовки, мм | До 1250 |
| То же, высота, мм | До 1000 |
| ᴓ планшайбы, мм | 1120 |
| Частота ее вращения, об/мин | 5-250 |
| Вес обрабатываемой детали, кг | До 3200 |
| Мощность главного привода, кВт | 30 |
| Вес станка, кг | 16,5 |
Точные технические характеристики зависят от комплектации, у современных моделей 1512 вес обрабатываемой детали увеличен до 5000 кг, при снижении массы самого станка до 14,8 и росте потребляемой мощности до 50,5 кВт. К общим конструктивным особенностям относят:
- Большие размеры и монолитность станины.
- Наличие круглого устойчивого стола со сложной конфигурацией, а именно – корпусом из литого чугуна с ребрами жесткости и кольцевыми выступами в верхней части. При таком исполнении на станке равномерно гасится вибрация, внутрь него не попадают отходы обработки и масляная эмульсия, а на самом столе успешно размещаются тяжелые и крупные заготовки.
- Расположение коробки подачи и бокового суппорта в защитном чугунном корпусе с правой стороны торца, с передачей крутящего момента через 6 валов с постоянным, но не жестким зацеплением. Изменение частоты вращения планшайбы при этом осуществляется дистанционно, число оборотов напрямую зависит от веса обрабатываемой заготовки.
- Наличие вертикального суппортного узла с 5 позиционной головкой, двигающейся как в вертикальном, так горизонтальном направлении. Перемещение осуществляется за счет самостоятельных приводов, в первом случае его обеспечивают направляющие самого узла, во втором траверсы прямоугольной формы. При таком исполнении суппорт поворачивается в обе стороны и изгибается до 45°, что свою очередь позволяет изготавливать сферические и конические детали.
- Наличие бокового суппорта, дублирующего движения верхнего с целью повышения точности обработки и производительности оборудования.
Преимущества применения
Станок 1512 был распространен по всей территории бывшего СССР и успешно экспортировался в другие страны, его характеристики проверены практикой и подтверждены отзывами потребителей. Модель зарекомендовала себя надежной и неприхотливой, к ее основным преимуществам относят:
- Наличие твердосплавных режущих инструментов, возможность обработки разнообразных материалов и металлов с любым составом и степенью закалки.
- Жесткость и устойчивость литого корпуса.
- Высокую мощность привода, обеспечивающую хорошую точность и скорость обработки заготовок, включая крупноформатные.
- Широкий диапазон изменения параметров подачи отдельных узлов, в свою очередь, оказывающий положительное влияние на технологические возможности карусельного станка.
- Продуманность конструкции и кинематической схемы, обеспечение передачи усилий с минимальными потерями энергии и износом рабочих элементов в ходе обработки деталей.
- Универсальность и возможность обработки разнообразных деталей как при выпуске небольших партий, так и условиях серийного производства.
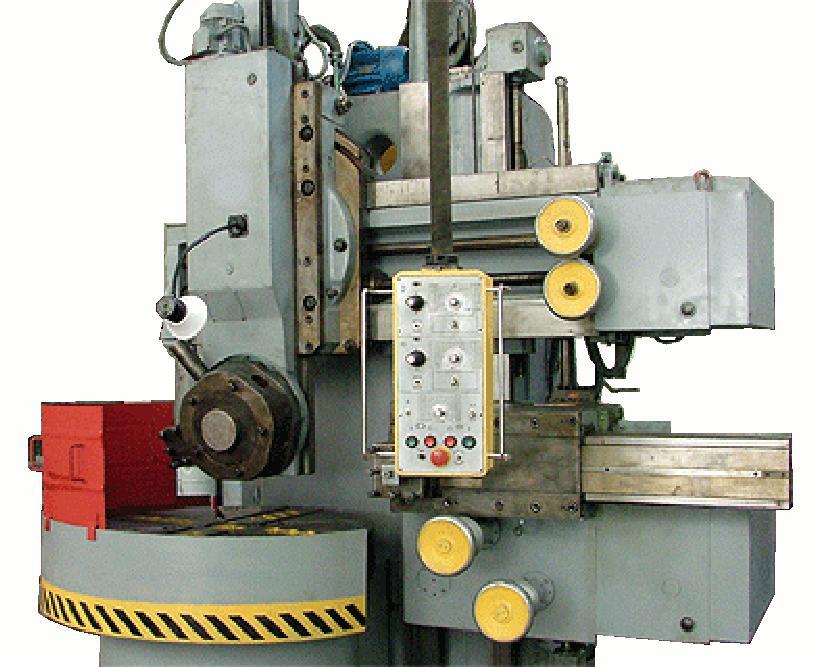
Особенности конструкции и требования к обслуживанию
Основные узлы и механизмы станка:
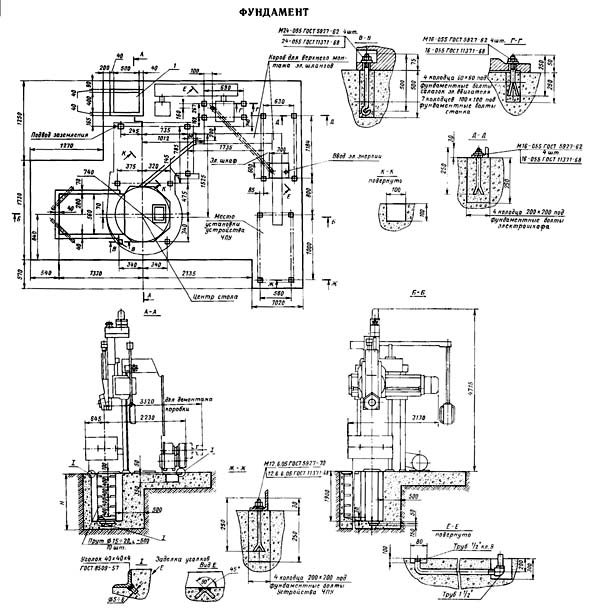
Станина – опорная часть, к которой крепятся все основные элементы, включая корпус
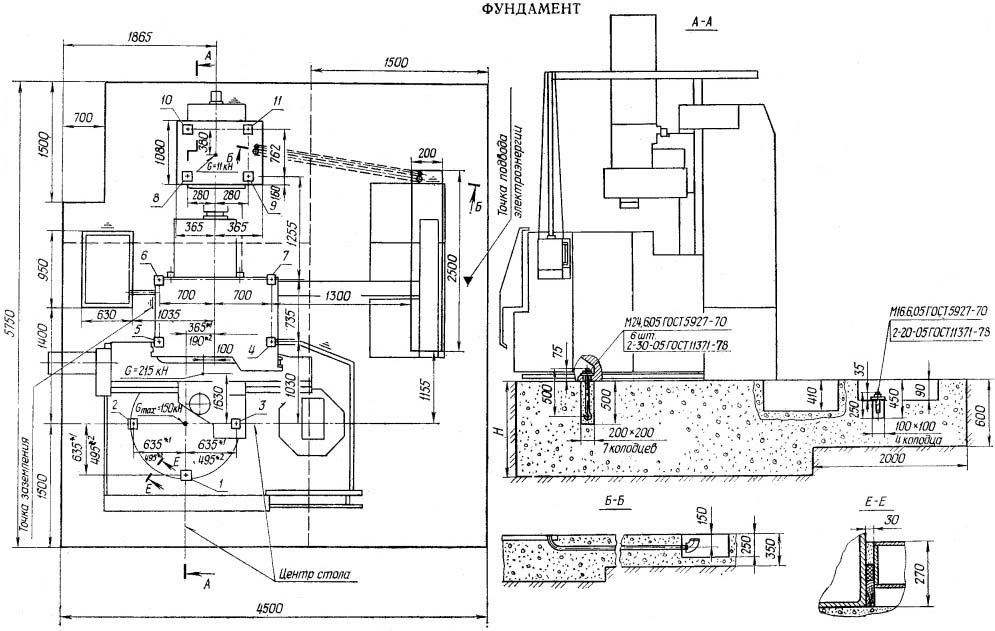
Важно надежно закрепить станок на фундаменте для исключения вибрации Кроме того, требуется усиленный слой бетона, принимая во внимание вес конструкции. Стол, обеспечивающий позиционирование будущей детали. Это грубая чугунная отливка, оборудованная множеством ребер жесткости Подобная конструкция оказывается способной пережить очень большие нагрузки
Это грубая чугунная отливка, оборудованная множеством ребер жесткости Подобная конструкция оказывается способной пережить очень большие нагрузки
При необходимости восстанавливается его плоскость. Планшайба с встроенным механизмом зажима заготовки. От исправности модуля зависит безопасность работ и качество обработки, так как в процессе резания прилагается значительная нагрузка. В процессе работы планшайба вращается. При работе необходимо закрывать её защитным кожухом, предотвращающим разлетание стружки, разбрызгивание СОЖ и защищающим в случае раскалывания инструмента. При переналадке кожух отводится в сторону, не мешая доступу. Динамические параметры вращения задаются посредством коробки скоростей Стойки с поперечиной для вертикальной компоновки станочных частей. Они выполнены со значительным запасом прочности и способны выдержать аварийные ситуации. Траверса с двумя суппортами, перемещающаяся по стойкам и способная зафиксироваться в нужном положении. Один из суппортов является револьверным – он состоит из каретки и ползуна с револьверной головкой, в которой размещается режущий инструмент. Второй определяется расточным, и у него на ползуне находится резцедержатель. Так же имеется боковой суппорт для наружной обработки. Повороты ползунов расширяют технологические возможности имеющегося инструмента. Пульт управления, выведенный на штанге к рабочему месту оператора. Это позволяет управлять машиной, контролируя происходящие процессы резания. Все кнопки оказываются под рукой, и при необходимости всегда можно быстро скорректировать или остановить обработку. Коробка подач с приводом. Станция смазки. Процесс происходит централизовано, путем подачи инструментального масла в определенные места смазки. От рабочего требуется контролировать уровень смазочных материалов в системе и поддерживать его. Электрический шкаф. Питание осуществляется от промышленной электрической трехфазной сети. При монтаже необходимо обеспечить свободный доступ, как к электрошкафу, так и другим частям оборудования.





Полное описание приведено в сопроводительной документации. Там же указаны требования по эксплуатации, технике безопасности и регламентным работам. Своевременное обслуживание способно значительно продлить ремонт и избежать множества различных поломок. При выявленном износе, например, зубчатых колес, их лучше сразу заменить, чем ждать накопления погрешностей.
В зависимости от интенсивности использования определяются сроки диагностики, среднего и капитального ремонта.
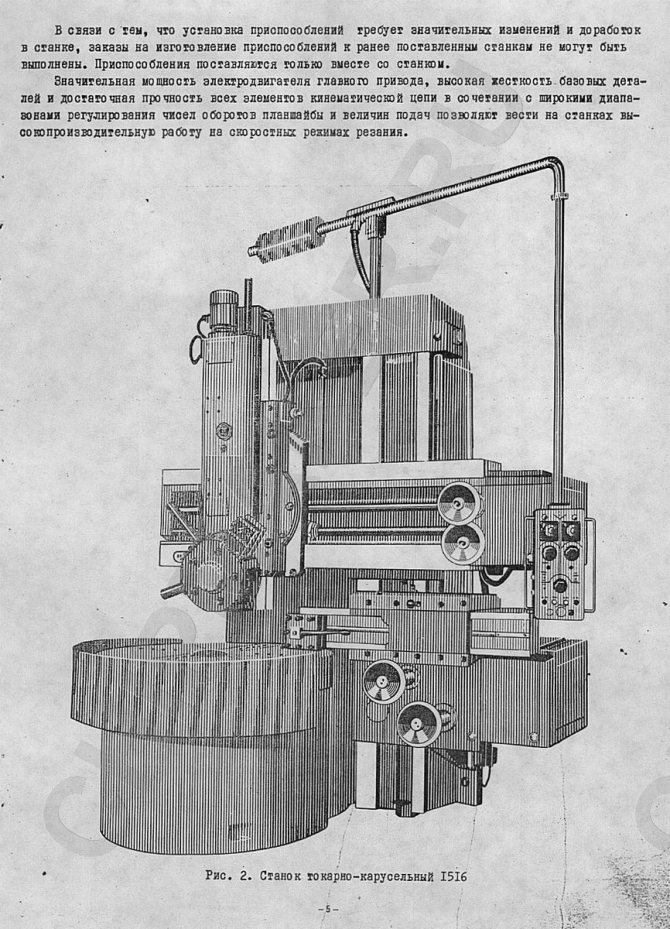
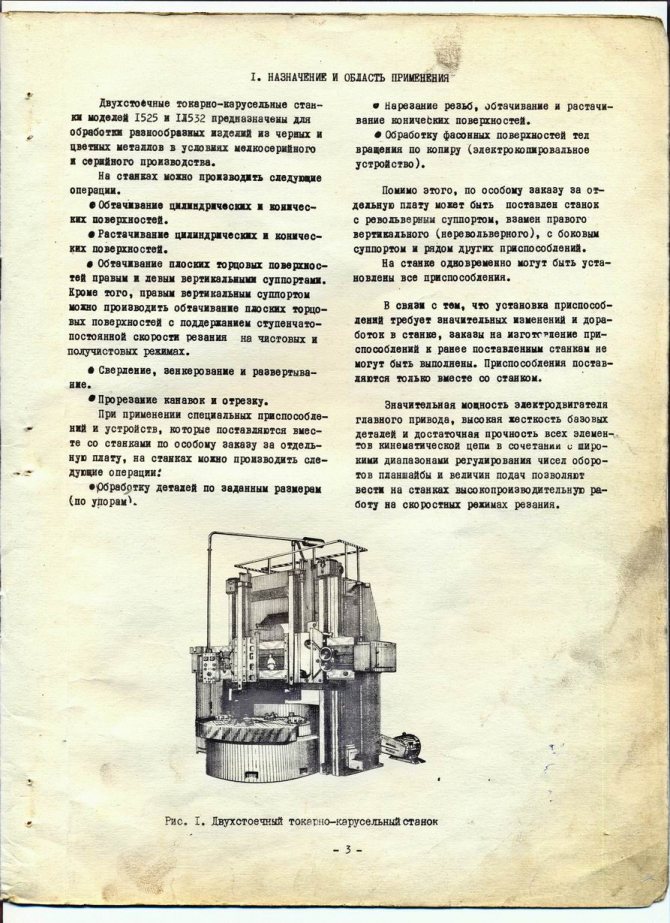
Станок токарно-карусельный одностоечный 1516. Назначение и область применения
Одностоечный токарно-карусельный станок модели 1516 является универсальным станком и предназначен для обработки разнообразных изделий из чёрных и цветных металлов в условиях мелкосерийного и серийного производства.
Модель 1516 является распространенной среди токарно-карусельных станков на территории бывшего СССР. Станок позволяет производить токарную обработку деталей диаметром до 1600 мм, высотой до 1 метра и массой до 6300 кг. Станок экспортировался во многие страны мира.
Конструкция станка 1516 унифицирована с конструкцией станка модели 1512 и отличается только размерами план-шайбы и мощностью электродвигателя.
На станке можно производить цилиндрическое и коническое обтачивание и растачивание, протачивание плоскостей, сверление, зенкерование и развертывание отверстий, а также получистовое и чистовое обтачивание плоских торцовых поверхностей.
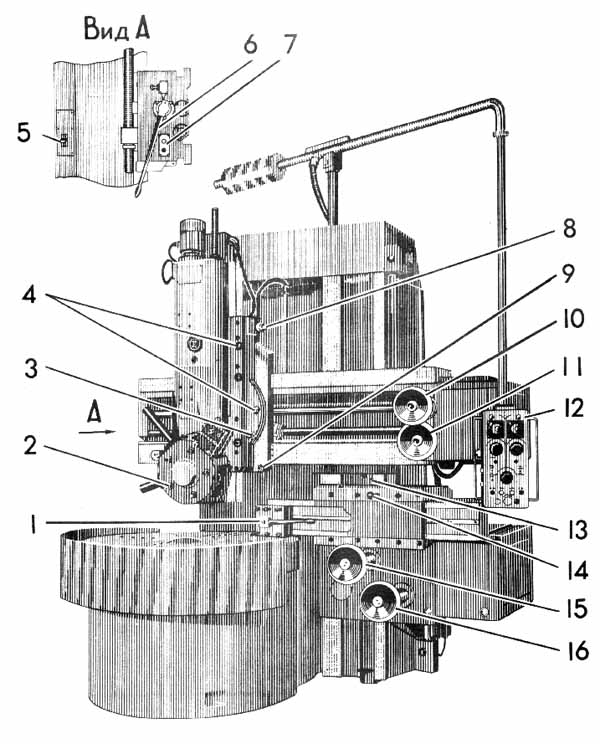
Принцип работы и особенности конструкции станка
Станок имеет два суппорта:
- вертикальный с пятипозиционной револьверной головкой с автоматическим поворотом и фиксацией на каждой позиции
- горизонтальный (боковой) с четырехпозиционным резцедержателем
Технологические возможности станка значительно расширяются с помощью поставляемых по особому заказу самоцентрирующей планшайбы, приспособлений (для резьбонарезания, обработки конических поверхностей, обтачивания фасонных поверхностей тел вращения по копиру, обработки деталей по упорам) и устройства для обработки с охлаждением.
На станках можно производить следующие операции:
- обтачивание цилиндрических и конических поверхностей;
- растачивание цилиндрических и конических поверхностей;
- обтачивание плоских торцовых поверхностей вертикальным и боковым суппортами.
Кроме того, вертикальным суппортом можно производить обтачивание плоских торцовых поверхностей с поддержанием ступенчато-постоянной скорости резания на чистовых и получистовых режимах; сверление, зенкерование и развертывание; прорезание канавок и отрезку.
При применении специальных приспособлений и устройств, которые поставляются вместе со станками по особому заказу за отдельную плату, на станках можно производить:
- обработку деталей по заданным размерам (по упорам);
- нарезание резьб, обтачивание и растачивание конических поверхностей;
- обработку фасонных поверхностей тел вращения по копиру (электрокопировальное устройство);
- обработку деталей с охлаждением.
В обычном исполнении станки поставляются с вертикальным револьверным суппортом, имеющим механический поворот и зажим револьверной головки, и боковым суппортом.
Помимо этого, по особому заказу за отдельную плату может быть поставлен станок с самоцентрирующей планшайбой с ручным зажимом изделия.
На станке одновременно могут быть смонтированы все приспособления, за исключением охлаждения, которое не может быть установлено одновременно с самоцентрирующей планшайбой.
В связи с тем, что установка приспособлений требует значительных изменений и доработок в станке, заказы на изготовление приспособлений к ранее поставленным станкам не могут быть выполнены. Приспособления поставляются только вместе со станком.







Значительная мощность электродвигателя главного привода, высокая жесткость базовых деталей и достаточная прочность всех элементов кинематической цепи в сочетании с широкими диапазонами регулирования чисел оборотов планшайбы и величин подач позволяют вести на станках высокопроизводительную работу на скоростных режимах резания.
Основные технические характеристики токарно-винторезного станка 1516
Разработчик — Краснодарский станкостроительный завод имени Седина. Изготовитель — Краснодарский станкостроительный завод имени Седина.
Основные параметры станка — в соответствии с ГОСТ 44-93. Станки токарно-карусельные. Основные параметры и размеры. Нормы точности и жесткости.
- Класс точности станков Н по ГОСТ 8—77.
- Наибольший диаметр обрабатываемой заготовки — Ø 1600 мм
- Наибольшая высота обрабатываемой заготовки — Ø 1000 мм
- Диаметр план-шайбы — Ø 1400 мм
- Наибольший вес обрабатываемой заготовки — 6300 мм
- Частота вращения план-шайбы — 4..200 об/мин, 18 ступеней
- Мощность электродвигателя — 30 кВт
- Вес станка полный — 20 т
Модификации станка токарно-карусельный одностоечный 1516
1516.000, 1516-1, 1516-2, 1516.300, 1516.400 — станок токарно-карусельный универсальный одностоечный1516Ф1, 1516ПФ1, 1516Ф1.041, 1516Ф1.300, 1516Ф1.323, 1516Ф1.400, 1516Ф1.423 — станок токарно-карусельный с УЦИ — устройством цифровой индикации
1516Ф2, 1516Ф3, 1516Ф3.271, 1516Ф3.471, 1516МФ4 — станок токарно-карусельный с УЧПУ — устройством числового программного управления
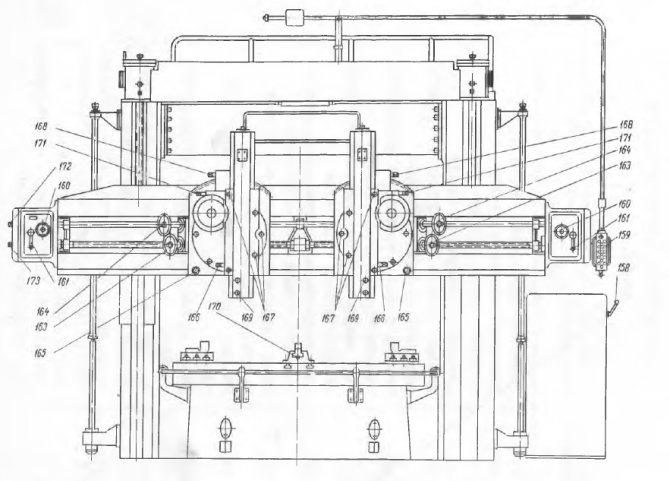
Описание гидравлической схемы карусельного станка модели 1541
Управление главным приводом станка. При установке рукоятки выбора частоты вращения планшайбы в положение, соответствующее требуемой частоте вращения, подготовляется цепь переключения электромагнитов распределителей 6, 7, 8, 9, 10. Насос 3 через фильтр 1 и обратный клапан 2 всасывает масло из гидробака и через пластинчатый фильтр 4 по линии 29 подает его к распределителю 26, который в это время выключен. Затем масло по линии 35 через игольчатый дроссель 24 попадает под поршень-фиксатор цилиндра 22 фиксации положения шестерен и поднимает поршень-фиксатор вверх, освобождая при этом штанги переключения шестерен коробки скоростей. Поднявшись вверх, поршень-фиксатор открывает доступ маслу к маслораспределителю и из него в соответствующие выбранной частоте вращения полости цилиндров переключения шестерен. Электромагниты распределителей 6, 1, 8, 9, 10 включены.
При нажатии кнопки «Пуск планшайбы» включается электромагнит распределителя 26 и масло попадает в цилиндр 13 включения фрикциона. Шток цилиндра начинает смещаться вправо до тех пор, пока не откроется сливное отверстие. Вилки фрикциона должны быть отрегулированы так, чтобы в этом положении фрикцион начал работать с проскальзыванием, вращая с «ползучей скоростью» шестерни коробки скоростей. Одновременно масло поступает в цилиндр 23 под поршень, который через рейку производит проворот шестерен коробки скоростей для облегчения переключения.
При переключении в пусковое положение распределителя 26 линия 35 включается на слив. Не удерживаемый больше давлением масла в верхнем положении поршень-фиксатор цилиндра 22 под действием пружины стремится опуститься вниз. Чтобы шестерни не встали «зуб на зуб», переключение производится при «ползучей скорости» фрикциона.
Опустившись, поршень-фиксатор цилиндра 22 фиксации положения шестерен перекрывает сливное отверстие линии 32, и пусковой фрикцион включается полностью. Одновременно перекрывается линия 34 и снимается давление с цилиндров 15, 16, 17, 18, 19, 20, 21, 25 переключения шестерен, а линия 35 включается на слив и пружина возвращает поршень цилиндра 23 в исходное положение.
При нажиме на рукоятку «Стоп планшайбы» выключается электромагнит распределителя 26 и его золотник перемещается пружиной в верхнее положение. Масло подается в цилиндр 14 тормоза и планшайба останавливается.
Дроссель 12 служит для регулировки времени включения рабочего фрикциона и тормоза. Мгновенное включение рабочего фрикциона или тормоза при переключении частоты вращения планшайбы может привести к аварии.
Дроссель 24 служит для регулировки времени опускания фиксатора. При быстром опускании фиксатор будет фиксировать тройной блок шестерен в среднем положении, не давая ему возможности переходить из одного крайнего положения в другое. В этом случае частота вращения планшайбы не будет соответствовать выбранной, а при торможении, когда фиксатор поднимается, переключение тройного блока будет продолжаться. Для предотвращения этого явления в системе предусмотрен блокировочный механизм с микровыключателем, исключающим возможность включения распределителя 26 при несоответствии положения тройного блока шестерен положению рукоятки выбора частот вращения.
Гидравлическая система станка предусматривает возможность резкого пуска и останова планшайбы при использовании двух наименьших частот вращения ее, что осуществляется при помощи распределителя 11. Этот распределитель включен при использовании всех частот вращения планшайбы, кроме указанных двух наименьших. При установке одной из двух наименьших частот вращения рукояткой выбора частот вращения и повторном включении кнопки «Пуск» планшайбы распределитель 11 выключается, и масло проходит как через дроссель 12, так и через проточки золотника распределителя 11, что обеспечивает быстрый подвод масла к цилиндру 13 включения рабочего фрикциона. При выключении планшайбы слив масла осуществляется также через распределитель 11, что обеспечивает резкий останов планшайбы.
Разжим поперечины осуществляется следующим образом: масло насосом 3 подается по линии 29 к распределителю 6, При нажатии одной из кнопок перемещения поперечины распределитель 6 включается, и масло по линии 31 поступает в цилиндр 5 зажима поперечины и производит разжим зажимных рычагов поперечины; затем конечным выключателем 5ВК включается мотор перемещения поперечины и начинается ее перемещение. По окончании перемещения двигатель выключается и одновременно с ним выключается распределитель в, прекращая доступ масла к цилиндру 5 и соединяя цилиндр 5 со сливной линией 30. Под действием пружины цилиндр возвращается в исходное положение.




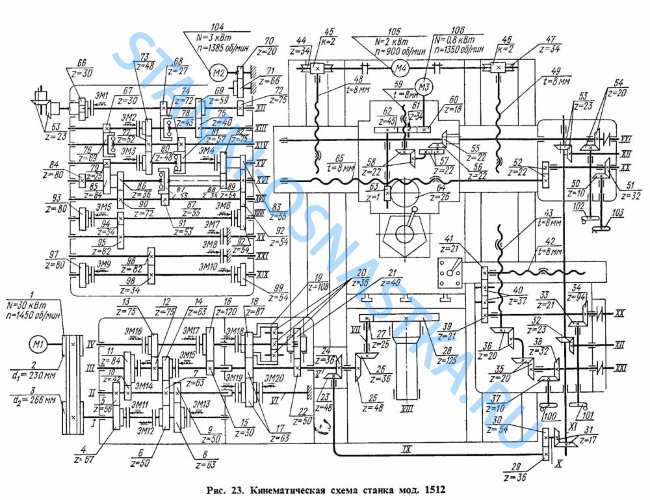
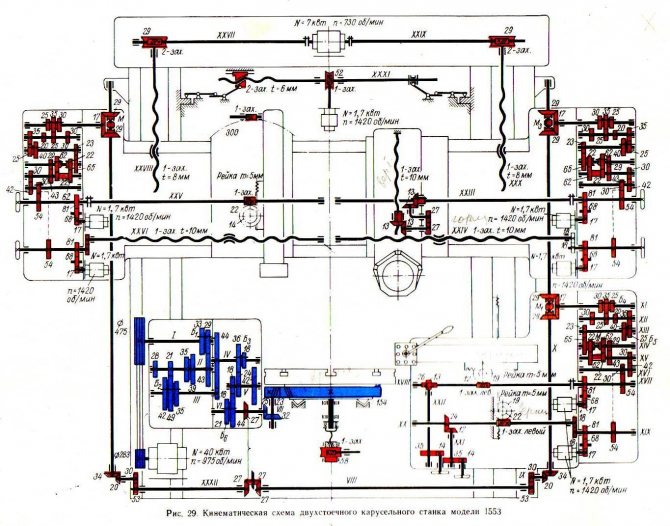
Кинематика станка 1516
Кинематическая схема станка сделана так, что обеспечивает требуемые частоты вращения стола и подачи рабочих органов. Применение, электромуфт дает возможность менять скорости не останавливая станка.
Для облегчения выполнения ремонта коробку скоростей сконструировали так, что поверхность ее разъема параллельна осям валов. Установить самую большую частота вращения стола невозможно. Регулировка выполняется ступенчато, поэтапно.
Коробка скоростей оснащена тормозами для хорошего торможения стола.

Кинематическая схема станка 1516
Вращение на планшайбу снимается с коробки скоростей проходя по цилиндрической и конусообразной парам колес, а потом на колесо планшайбы. Легкость вращения предоставляют пара подшипников.
Коробки, обеспечивающие подачи инструментов, согласованы с коробкой скоростей при помощи шлицевого вала. Зубчатые колоса не перемещаются по валам. Передача вращения происходит при включении электромуфт. Ускоренное перемещение обеспечивается благодаря отдельному электрическому двигателю.
Привод поперечины предоставляют две винтообразные пары. Для безопасности она ручным способом крепится. Схема управления двигателем поперечины обеспечивает его реверс для согласования параллельности с поверхностью рабочей. Сдвиг на 1 зуб обеспечивает перемещение на 0,005 мм.
Лучший видеорегистратор xiaomi 2020 года — 4 ТОП рейтинг лучших
Смена позиций револьверной головки происходит благодаря вращения вала, на котором смонтированы гильза головки, червяк и тормозная муфта. После поворота на 72 (1/5 часть окружности) упор включает микропереключатель и происходит зажим, вал крутится назад.
В инструкции по эксплуатированию можно познакомиться с методами неопасной работы на станке, сроках обслуживания, точках смазки и ее периодичности, требованиях к установке и перевозке и многое иное.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Возможности с технологической точки зрения
Главное назначение карусельных станков – обрабатывать сравнительно плоские детали, обладающие круглой конфигурацией. Из возможных заготовок:
- Шестерни.
- Колёсные установки.
- Маховики.
- Крышки.
- Фланцы.
- Диски.

Установка использует стандартный инструмент, включающий развёртки, зенкеры, свёрла, головки с резцами, и тому подобное. К числу основных технологических операций для устройства относят:
- Обработку отверстий при помощи стержневого инструмента.
- Функцию расточки сквозных и ступенчатых отверстий.
- Прорезка канавок в форме круга.
- Протачивание торцов, уступов.
- Наружное точение деталей в форме конуса, цилиндра.

Круг выполняемых операций расширяется при добавлении специального оборудования:
- Притирка, прикатывание при помощи роликов.
- Шлифование, суперфиниширование.
- Нарезание резьбы.
- Глубокое сверление.
- Обработка нелинейных поверхностей, в том числе – сферических.
Переставные прихваты облегчают закрепление заготовок при необходимости. То же самое касается кулачков. В дополнительных самоцентрирующихся патронах устанавливают детали, обладающие небольшим размером.