
ТВ-4 (ТВ4) Станок токарно-винторезный учебный. Назначение, область применения
Токарно-винторезный станок ТВ-4 заменил в производстве устаревшие первые школьные токарно-винторезные станки ТВШ-2 и ТВШ-3 (ТВ-3) и выпускался в 70-х годах прошлого века. Станок ТВ-4 был заменен на более совершенную модель ТВ-6
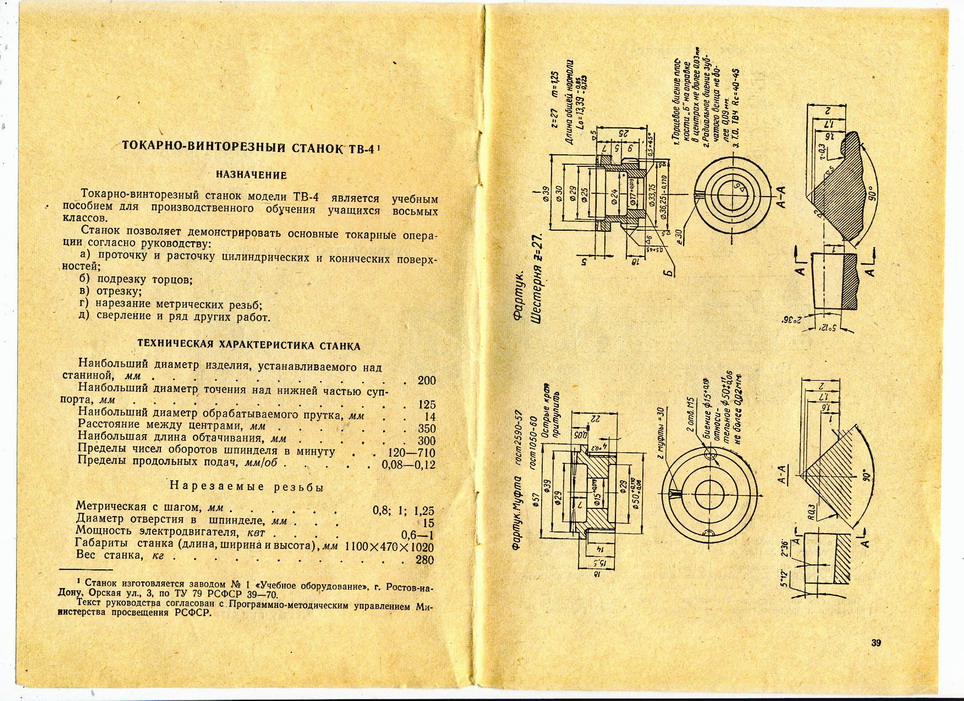
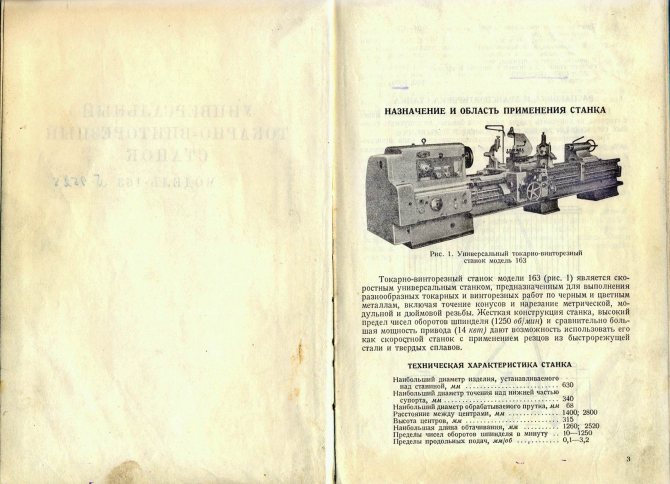
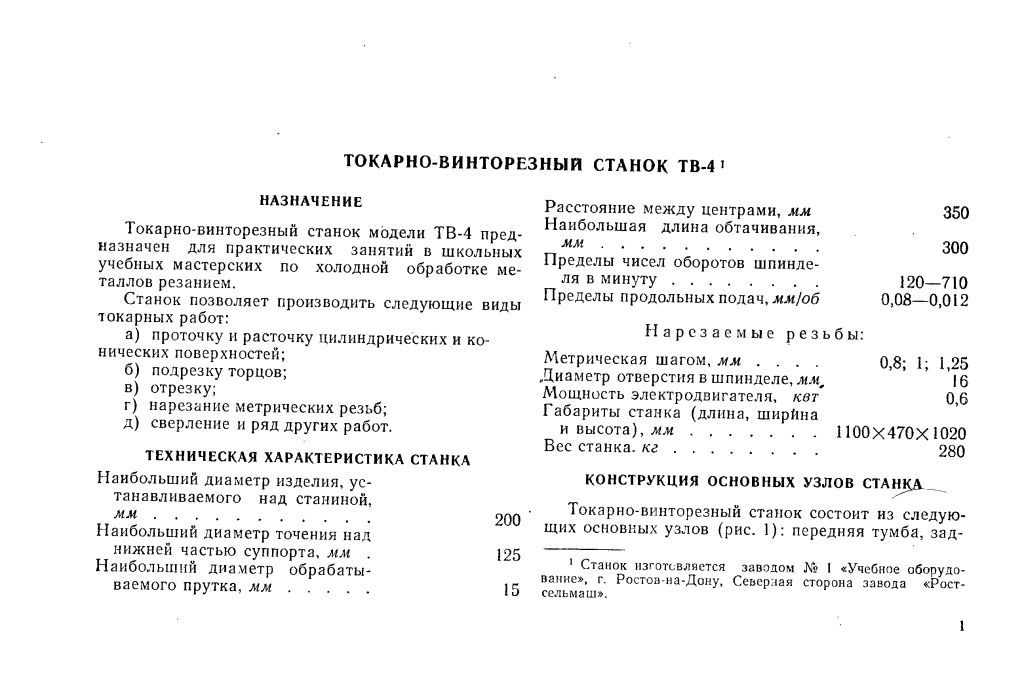
Токарный станок ТВ-4 является учебным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в мастерских школ для политехнического обучения и по холодной обработке металлов резанием.
Учебный токарно-винторезный станк ТВ-4, несмотря на упрощенную конструкцию, имеет все узлы «взрослого» токарно-винторезного станка: коробку скоростей шпинделя, гитару, коробку подач, ходовой вал и ходовой винт, суппорт с механической подачей.
Станок позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических резьб
- Сверление и ряд других работ
Принцип работы и особенности конструкции станка
Передний конец шпинделя станка ТВ-4 имеет резьбу М36х4 для установки промежуточного фланца с патроном (смотрите статью Токарные патроны). Стандартный патрон для станка ТВ-4 — Ø100 мм.
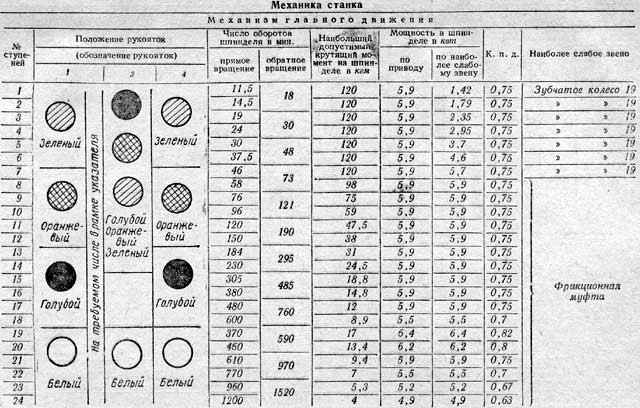
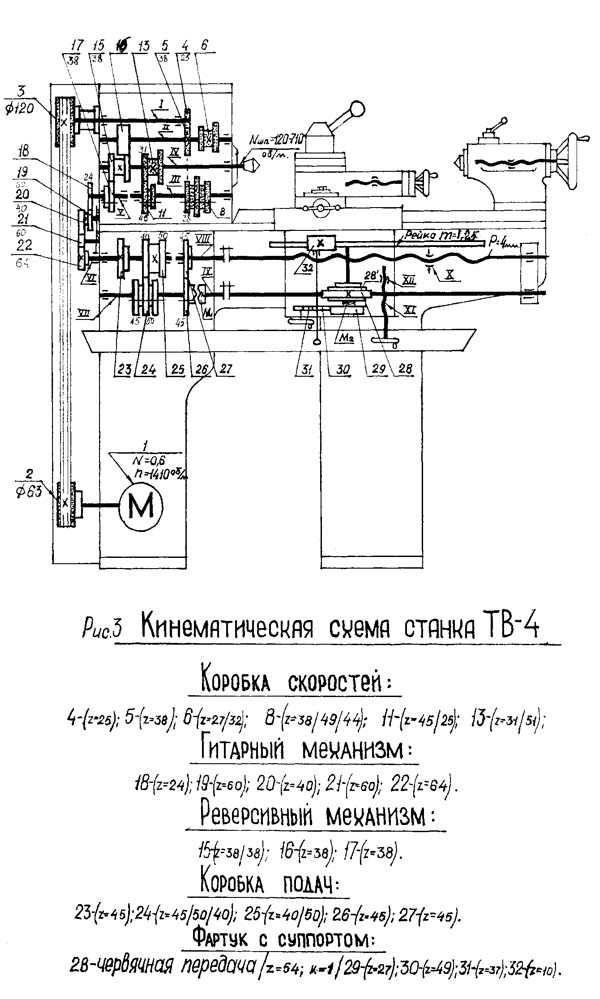
Шпиндель токарного станка ТВ-4 получает 6 ступеней вращения (120, 160, 230, 375, 500, 710 об/мин) от коробки скоростей в передней бабке.
Коробка скоростей за счет переключения шестерен позволяет понизить частоту вращения шпинделя, необходимую для резьбонарезания метчиками, а также для тяжелых работ, требующих повышенного крутящего момента. Повышенная скорость шпинделя используется для чистовых работ.
Привод станка осуществляется от асинхронного электродвигателя ~220 В. Через клиноременную передачу и одноступенчатые шкивы движение передается на входной вал коробки скоростей. Внутри коробки скоростей движение через шестерни передается на шпиндель. Шпиндель, в зависимости от положения рукояток на передней бабке, вращается с одной из 6-и скоростей. Направление вращения шпинделя определяется двигателем.
От шпинделя движение передается на выходной вал коробки скоростей, затем на гитару, и от нее на входной вал коробки подач.
Коробка подач обеспечивает 3 скорости подач суппорта и может нарезать 3 метрические резьбы без перестановки шестерен в гитаре.
На выходе коробки подач имеются ходовой вал и ходовой винт, которые вращаются попеременно с одной из 3-х скоростей.
Ходовой винт включается при нарезании резьб. Скорость ходового винта задается рукоятками на коробке подач и определяет одну из 3-х метрических резб (ходовой винт можно использовать в режиме продольной подачи, но не используется, чтобы не изнашивать его). Направление вращения ходового винта задается левой рукояткой на передней бабке.
Ходовой вал дает возможность получить одну из 3-х продольных подач суппорта. Скорость подачи задается рукоятками на передней стенке коробки подач.
Ходовой винт и ходовой вал проходят сквозь фартук суппорта, который преобразует вращательное движение ходового винта или ходового валика в поступательное продольное движение суппорта. Поперечное механическое движение суппорта в станке ТВ-4 не предусмотрено.
Смазка коробки скоростей — разбрыгиванием шестернями масла из масляной ванны на дне передней бабки. Смазка коробки подач — фитильная с лотка, который заполняется маслом раз в смену. Фартук, суппорт, гитара, задняя бабка и станина смазываются вручную раз в смену.
Основные технические характеристики школьного токарно-винторезного станка ТВ-4
Изготовитель — г. Ростов на Дону. Основные параметры станка — в соответствии с ГОСТ 18097-93. Станки токарно-винторезные и токарные. Основные размеры. Нормы точности.
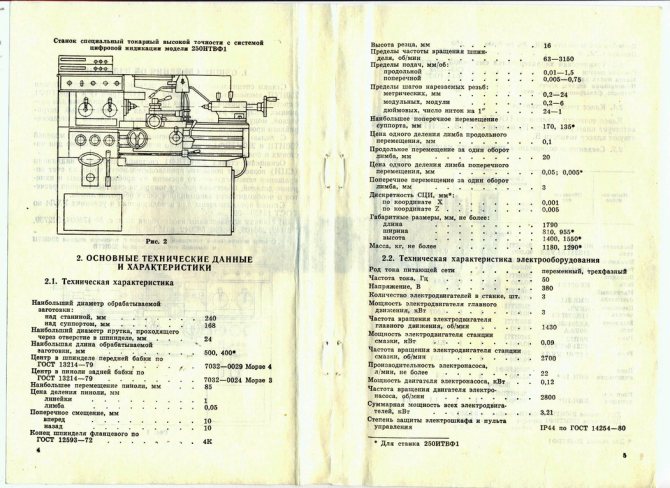
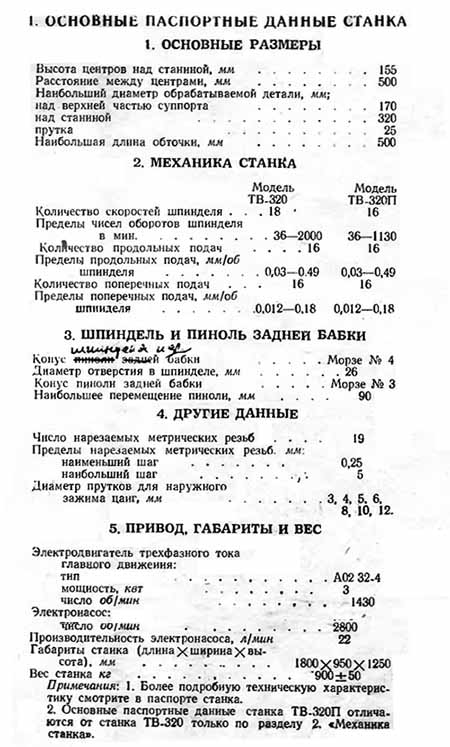
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной — Ø 200, мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над верхней частью суппорта — Ø 125 мм
- Расстояние между центрами — 350 мм
- Наибольшая длина обтачивания — 300 мм
- Мощность электродвигателя — 0,6 кВт
- Вес станка полный — 280 кг
Шпиндель токарно-винторезного станка ТВ-4
- Конец шпинделя резбовой — М36х4
- Диаметр отверстия в шпинделе — Ø 16 мм
- Наибольший диаметр обрабатываемого прутка — Ø 15 мм
- Пределы чисел оборотов шпинделя в минуту — (6 ступеней) 120, 160, 230, 375, 500, 710 об/мин
- Диаметр стандартного патрона — Ø 100 мм
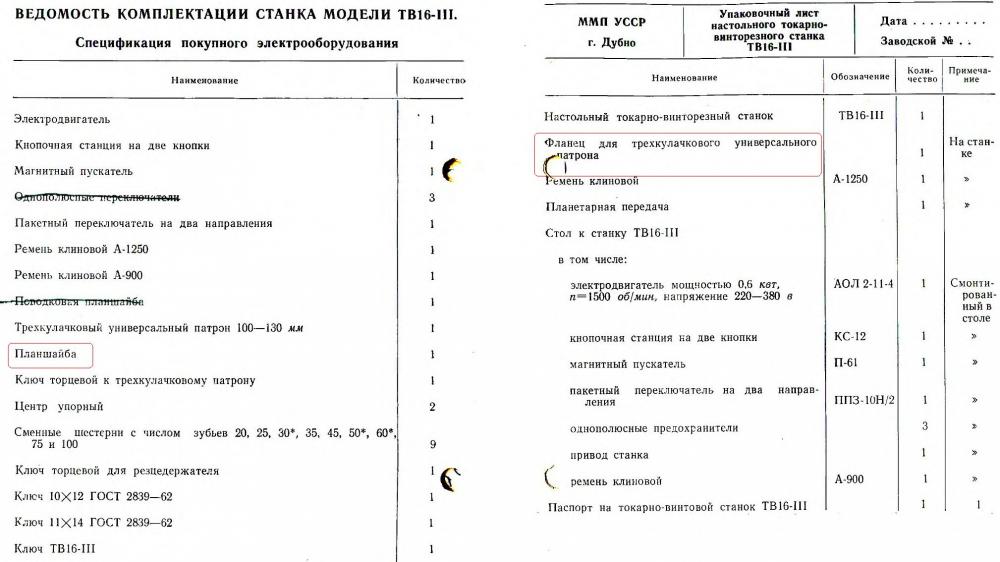
Комплектация токарного станка ТВ-6
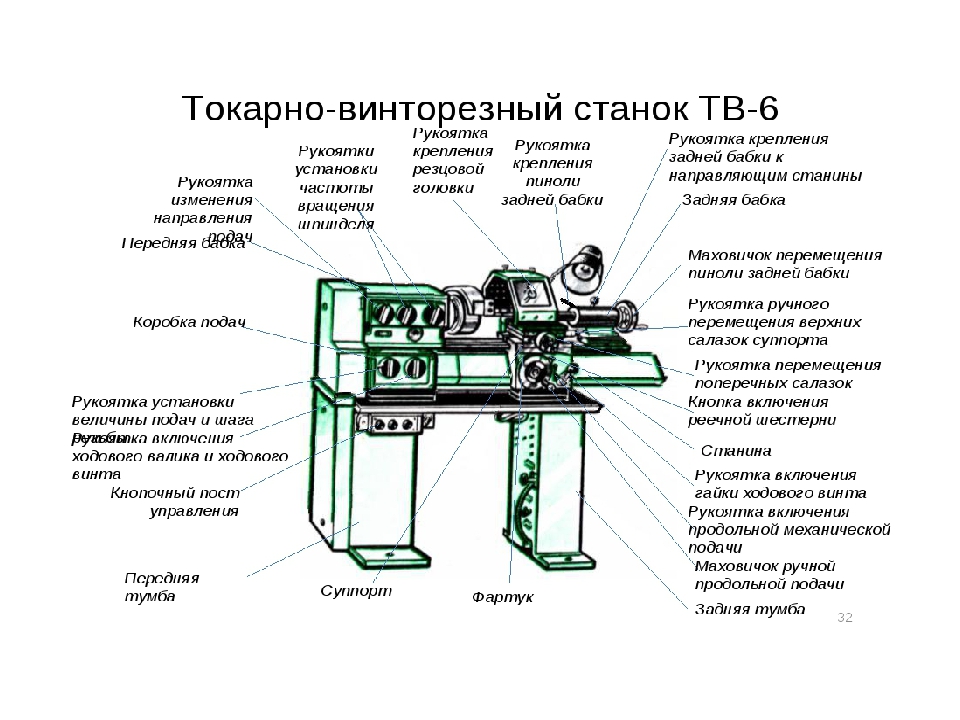
Основанием оборудования служит поставленная на 2 тумбах станина, изготовленная из чугуна методом литья. На ней закреплены передняя и задняя бабки, подвижное приспособление, на котором укреплен режущий инструмент.
В число основных элементов входят:
- электрический двигатель;
- механизм, передающий движение рабочим элементам;
- рабочий орган, представленный в виде шпинделя и система управления.
Тумба
У устройства для обработки различных видов металла предусмотрены две тумбы, зафиксированные спереди и сзади. Они имеют П-образную форму, прочность которой достигается ребрами жесткости.
Реверсивная кнопка установлена на лицевой стороне передней тумбы. Она предназначена для приведения в рабочее состояние электрического двигателя и его отключения. Щиток с электрооборудованием собран на тумбе, расположенной сзади.

Гитара и коробка передач
Под термином «гитара» подразумевается механизм, изготовленный в виде консоли с закрепленными на ней шестернями. Его основная функция заключается в передаче механической энергии от головки рабочего вала к коробке подач.
Она состоит из элементов:
- зубчатых колес, передающих вращательное движение;
- сливного устройства;
- фитинга;
- рукоятки;
- подвижного вала;
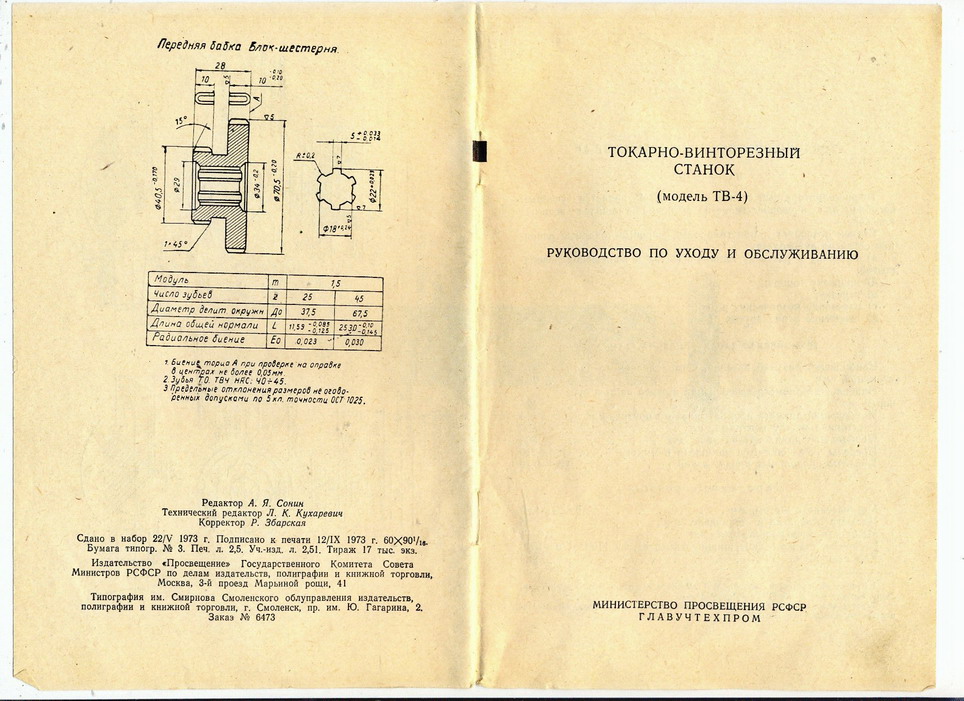
- блок-шестерни.
Коробка передач предназначена для изменения режима работы подвижных частей, что осуществляется при помощи рычагов и осуществления смазки шестеренок.
Фартук
Основное назначение фартука – одного из технических узлов заключается в механической подаче резца рычагами управления от главного вала или винта. Он передвигается по полозьям влево либо вправо в зависимости от заданной функции, срезая металлические стружки с подлежащей обработке детали.
На нем устанавливается:
- суппорт – узел, на котором крепится и перемещается инструмент;
- рычаги управления.
Суппорт
Назначение суппорта заключается в креплении и перемещения режущего инструмента, обрабатываемой детали. Он установлен на фартуке с целью подачи резца на протяжении всего технологического цикла по направлению к центру диаметра подлежащей обработке заготовки либо детали.
В его состав входят:
- три салазки – продольные, поперечные и верхние;
- резцедержатель.
Продольная каретка прикреплена к фартуку. Она двигается механически либо при помощи рукоятки по направляющим станины. Поперечные салазки перемещаются вручную. Верхние закреплены на поворотной плитке. С их помощью производится заточка конических поверхностей, что достигается за счет изменения угла до 40. Ее перемещение выполняется вручную.
Бабка
На станке ТВ-6 предусмотрены бабки – передняя и задняя. Основное различие между ними заключается в том, что последняя свободно двигается по направляющим станины.
Передняя бабка расположена на левой стороне станины, основными элементами которой являются шестерни. Они передают вращательное движение на обрабатываемую деталь, которая жестко закрепляется в головке. Их функциональное назначение заключается в производстве смены режима скоростей, для чего используется переключатель.
Задняя бабка расположена в правой части станины. Она удерживает обрабатываемую деталь в заданном положении. При производстве работ по сверлению отверстий функция задней бабки видоизменяется – осуществляет подачу обрабатываемой детали на сверло. В ее верхней части установлен пиноль, способная перемещаться при помощи маховика и фиксироваться.
Принцип работы и основы правильной эксплуатации
Смастерить что-то на подобном станке очень просто. Из-за маленьких габаритов, относительно простой конструкцией и скудным списком работ, которые можно выполнить, сравнивая с более дорогими устройствами. Научиться работать с ними можно буквально за 5 минут.
Схема, их действия следующая: в задней бабке есть отверстия, там прикрепляются инструменты, которые нужны для конкретной задачи. Благодаря направляющим она всегда подвижна, в зависимости от длинны деталей, она устанавливается в разные положения.
А сама каретка, отвечает за подвижность рабочего инструмента, она установлена на направляющих:
Работа со станком, дело может быть и лёгкое, но очень опасное
И перед его использованием, нужно соблюдать некоторые правила.
Все движения тела должны быть плавными, без резких манипуляций.
Перед включением, нужно проверить, чтобы все части были закрыты заводской защитой, и на элементах станка не лежат различные предметы.
Обязательно удостовериться в том, что переключатели и рукоятки находятся в нейтральном положении.
Уделить особое внимание тому, как закреплены заготовки и режущий инструмент, чтобы они не вылетели на высокой скорости.
Ни в коем случае не удаляйте стружку руками, а при помощи щёток, крючков либо стружколомов.
Следите за тем, чтобы ваша работа не смогла причинить кому-то вред и самим себе.. Школьный токарный станок в хозяйстве вещь очень нужное
Он простой в конструкции, надёжный и маленький. А приобретение такого устройства уж точно принесет много пользы
Школьный токарный станок в хозяйстве вещь очень нужное. Он простой в конструкции, надёжный и маленький. А приобретение такого устройства уж точно принесет много пользы.
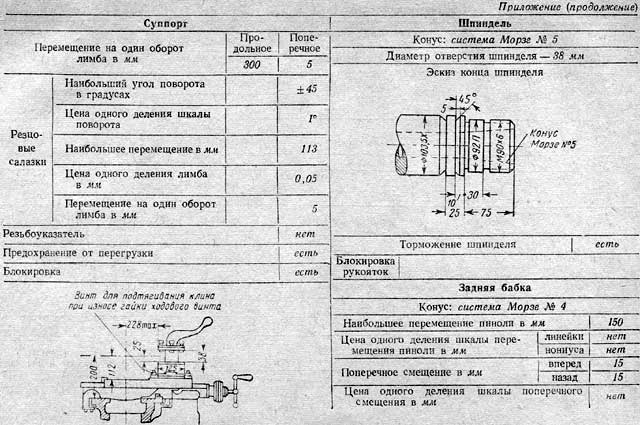
4 Характеристики суппорта, задней бабки и коробки подач
Четыре салазки суппорта, который требуется для фиксации резца, обеспечивают передвижение последнего в разных направлениях. А одна из салазок несет на себе резцовую головку с четырьмя возможными позициями. Характеристики головки таковы, что она может поворачиваться влево или вправо на 45 градусов и передвигаться исключительно в поперечном направлении при помощи винта, соединенного с рукояткой управления.
Инструкция по эксплуатации станка предусматривает необходимость регулярного устранения зазора между клиньями, салазками и направляющими станины, появляющегося после длительной работы на установке. Данный дефект снижает точность осуществления рабочих операций в результате возникающей вибрации. Регулировка зазора производится винтами, которые размещаются в торцах салазок суппорта.

Держатель резцов крепится посредством опорного штифта на салазке суппорта, его отжим выполняется рукояткой, соединенной с болтом. Крепление же резцов в держателе также осуществляется при помощи болтов, обеспечивающих надежное их положение при токарных работах. Предназначение задней бабки – поддержание обрабатываемого изделия со второго торца. Эта бабка имеет корпус, в нем происходит передвижение пиноли. Непосредственно корпус находится на основании (оно совершает перемещение по направляющим).



В пиноль вставляют соответствующие рабочие инструменты – патроны, развертки, сверла и так далее. Для этого в ней есть коническое отверстие. Передвижение пиноли выполняется винтом, составляющим одно целое со специальным маховичком. При его вращении сама пиноль остается неподвижной за счет наличия на ней шпоночной канавки со шпоночным предохранительным винтом.

Гитара, называемая иначе передаточным механизмом, нужна для того, чтобы коробка подач и передняя бабка получали движение от шпиндельного узла. Особые характеристики и конструкция гитары обеспечили улучшение процесса смазывания станка и существенное снижение шума при его использовании. Коробка подач управляется рукояткой с тремя положениями. При выборе одного из них появляется возможность получать механическую продольную подачу суппорта (от 0,1 до 0,32 мм/об) либо резьбу (метрическую) с шагом от 0,8 до 2,5 мм. Люфт на данной коробке устраняется регулировкой круглых гаек, входящих в ее конструкцию.
Конструкция станка
Конструктивно он состоит из:
- станины;
- двух тумб;
- двух бабок;
- суппорта.
Станина является основой станка. Она обеспечивает взаимное расположение всех его элементов и их закрепление. Литая станина расположена на двух тумбах. В левой тумбе размещён электродвигатель и понижающая коробка скоростей. На валах электродвигателя и коробки размещено по 4 шкива разного диаметра: от меньшего к большему. Причём шкив большего диаметра располагается у корпуса коробки, а у двигателя — наоборот.
В сравнении с предыдущей моделью, в устройстве станка ТВ-7 понижение скоростей осуществляют путём передвижения ремня на другую пару шкивов. Это обеспечивается рукояткой, размещённой справа на тумбе. Тем самым обеспечивается получение 4 скоростей.
В коробке скоростей размещены две пары шестерён. Ручная настройка скоростей обеспечивается рукояткой на лицевой стороне тумбы. Она обеспечивает переключение муфты, что позволяет увеличить количество скоростей до 8. Отличительной особенностью станка ТВ-7 является отсутствие рукояток на передней бабке для установки нужных чисел оборотов шпинделя.

Внешний вид станка ТВ-7
В правой тумбе размещены компоненты электросхемы с выводом на лицевую часть тумбы кнопки аварийного (экстренного) отключения оборудования. Это позволяет наставнику отключить станок при неправильных действиях ученика. На боковой части размещены кнопки включения станка в сеть и освещения.
Суппорт и задняя бабка установлены на направляющих станины. Разница в их установке заключается в том, что суппортом используются внешние направляющие (призматическая и плоская), а бабкой — внутренние. На суппорте размещена лампа освещения с защитным абажуром.
В конструкции ТВ-7 предусмотрены защитные элементы, предохраняющие учеников от повреждения их стружкой. К ним относится щиток над патроном и прозрачный экран на суппорте, опускаемый над зоной обработки детали. Эти устройства относятся к элементам техники безопасности.
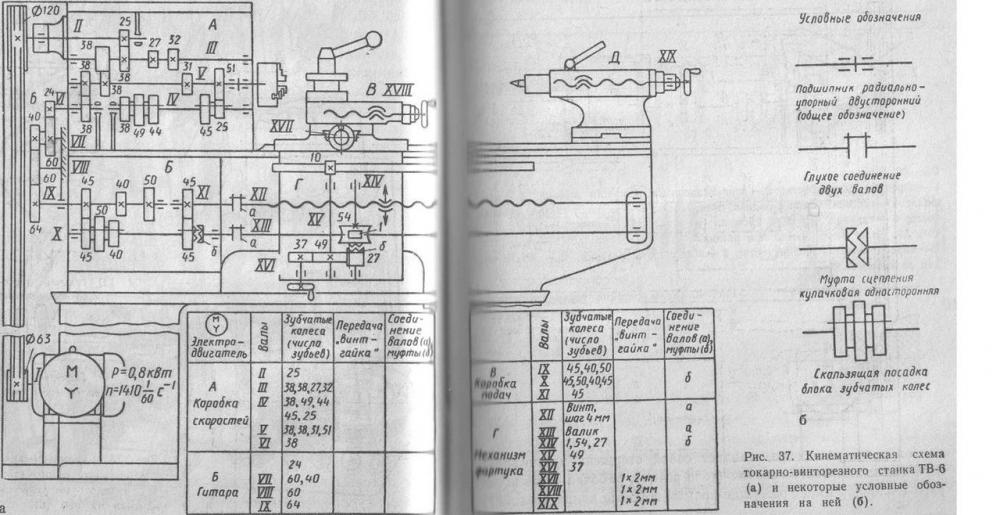
Кинематическая схема токарного станка ТВ-7
Передняя бабка
Её конструкция обеспечивает размещение:
- шпиндельного узла;
- гитары;
- коробки подач.
Передняя бабка ТВ-7 предусматривает закрепление на шпинделе патрона или планшайбы, установку центра. Вращательное движение шпинделю обеспечивают два клиновидных ремня от шкива коробки скоростей. Шпиндель стоит на двух опорах, оснащённых подшипниками. Выбор был остановлен на радиально-упорных подшипниках. Они обеспечивают свободное вращение шпинделя и точность изготовления детали.
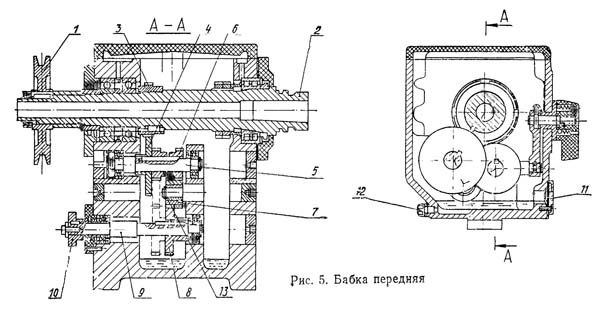
Передняя бабка токарного станка ТВ-7
Гитару используют для настройки параметров нарезаемой метрической резьбы. Шестерни гитары получают вращение от шпинделя и передают его на главный вал коробки подач.
Подбор величины подачи и нарезаемой резьбы осуществляют, глядя на шильдик, размещенный на одноименной коробке. Это является инструкцией по выбору значений подач.
Суппорт
Он используется для крепления различного инструмента и передвижения его относительно заготовки по направляющим с заданными величинами подач. Инструмент крепится в резцедержателе, размещенном в верхней части суппорта. Он может перемещаться вручную вдоль и поперёк по направляющим при помощи рукояток. Величину перемещения резцедержателя можно отследить по нониусам.



Резцедержку можно поворачивать относительно оси на величину 40⁰ в каждую из сторон. Для этого откручивают рукоятку, находящуюся над ней. После поворота её снова фиксируют.
Суппорт токарного станка ТВ-7
К суппорту прикреплён фартук, который обеспечивает его подачу механическим путём с использованием ходового вала или винта. Для обеспечения лучших условий вращения они установлены в узлах, использующих подшипники. Механическая подача включается при подсоединении:
- маточной разъёмной гайки к ходовому винту;
- кулачковой муфты к ходовому валу.
Задняя бабка
Она используется для установки в пиноли инструмента и центров. При наличии центра уменьшается биение прутка и повышается точность изготовления детали. Цилиндрическая деталь получается при совпадении осей шпинделя и пиноли.
В отверстие с конусом Морзе №2 пиноли устанавливают цанги, патроны и другие устройства. Передвижение пиноли осуществляется маховиком с рукоятью. На пиноли предусмотрен шпоночный паз и фиксирующий винт, в виде шпонки, для предотвращения её от поворота при перемещении.
Задняя бабка токарного станка ТВ-7
Сверху бабки расположена рукоятка для закрепления пиноли. Фиксирование бабки обеспечивает рукоятка, расположенная на её корпусе.
Корпус задней бабки смещают относительно продольной оси, что позволяет получать на детали конические поверхности.
Основные технические характеристики станка ТВ-7
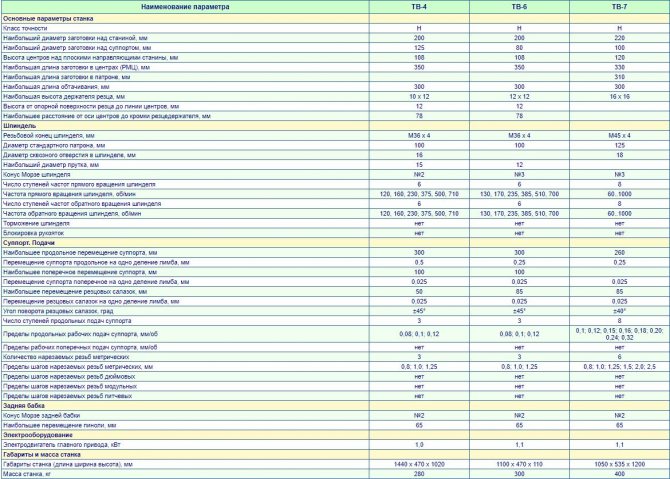
| Наименование параметра | ТВ-4 | ТВ-6 | ТВ-7 |
| Основные параметры станка | |||
| Класс точности | Н | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 200 | 200 | 220 |
| Наибольший диаметр заготовки над суппортом, мм | 125 | 80 | 100 |
| Высота центров над плоскими направляющими станины, мм | 108 | 108 | 120 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 350 | 350 | 330 |
| Наибольшая длина заготовки в патроне, мм | 310 | ||
| Диаметр заготовки устанавливаемой в патроне, мм | 5..110 | ||
| Наибольшая длина обтачивания, мм | 300 | 300 | 300 |
| Наибольшая высота держателя резца, мм | 10 х 12 | 12 х 12 | 16 х 16 |
| Высота от опорной поверхности резца до линии центров, мм | 12 | 12 | |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 78 | 78 | |
| Передняя бабка. Шпиндель | |||
| Резьбовой конец шпинделя, мм | М36 х 4,5 | М36 х 4,5 | М45 х 4,5 |
| Диаметр стандартного патрона, мм | 100 | 100 | 125 |
| Диаметр сквозного отверстия в шпинделе, мм | 16 | 18 | |
| Наибольший диаметр прутка, мм | 15 | 12 | |
| Конус Морзе шпинделя | №2 | №3 | №3 |
| Число ступеней частот прямого вращения шпинделя | 6 | 6 | 8 |
| Частота прямого вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 60,90, 130, 190, 350, 500, 730, 1000 |
| Торможение шпинделя | нет | нет | нет |
| Блокировка рукояток | нет | нет | нет |
| Суппорт. Подачи | |||
| Наибольшее продольное перемещение суппорта, мм | 300 | 300 | 260 |
| Перемещение суппорта продольное на одно деление лимба, мм | 0,5 | 0,25 | 0,25 |
| Наибольшее поперечное перемещение суппорта, мм | 100 | 100 | |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Наибольшее перемещение резцовых салазок, мм | 50 | 85 | 85 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Угол поворота резцовых салазок, град | ±45° | ±45° | ±40° |
| Число ступеней продольных подач суппорта | 3 | 3 | 6 |
| Пределы продольных рабочих подач суппорта, мм/об | 0,08; 0,1; 0,12 | 0,08; 0,1; 0,12 | 0,1; 0,12; 0,16; 0,20; 0,24; 0,32 |
| Пределы рабочих поперечных подач суппорта, мм/об | нет | нет | нет |
| Количество нарезаемых резьб метрических | 3 | 3 | 6 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25; 1,5; 2,0; 2,5 |
| Пределы шагов нарезаемых резьб дюймовых | нет | нет | нет |
| Пределы шагов нарезаемых резьб модульных | нет | нет | нет |
| Пределы шагов нарезаемых резьб питчевых | нет | нет | нет |
| Задняя бабка | |||
| Конус Морзе задней бабки | №2 | №2 | №2 |
| Наибольшее перемещение пиноли, мм | 65 | 65 | 65 |
| Электрооборудование | |||
| Электродвигатель главного привода, кВт | 1,0 | 1,1 | 1,1 |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1440 х 470 х 1020 | 1100 х 470 х 110 | 1050 х 535 х 1200 |
| Масса станка, кг | 280 | 300 | 400 |
Список литературы:
Станок токарно-винторезный (учебный), модель ТВ-7. Паспорт, 1988
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки, 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Локтева С.Е. Станки с программным управлением, 1986
Модзелевский А. А., и др. Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики станков токарной группы
- Выбор подходящего станка для металлообработки
- Многозаходная резьба. Способы нарезания многозаходных резьб на токарном станке
- Графические знаки для токарных станков
- Фрикционная муфта токарно-винторезного станка
- Технология ремонта токарного станка. Ремонт направляющих станины и суппорта
- Технология ремонта токарного станка. Ремонт передней и задней бабки
- Ремонт шпинделя токарного станка
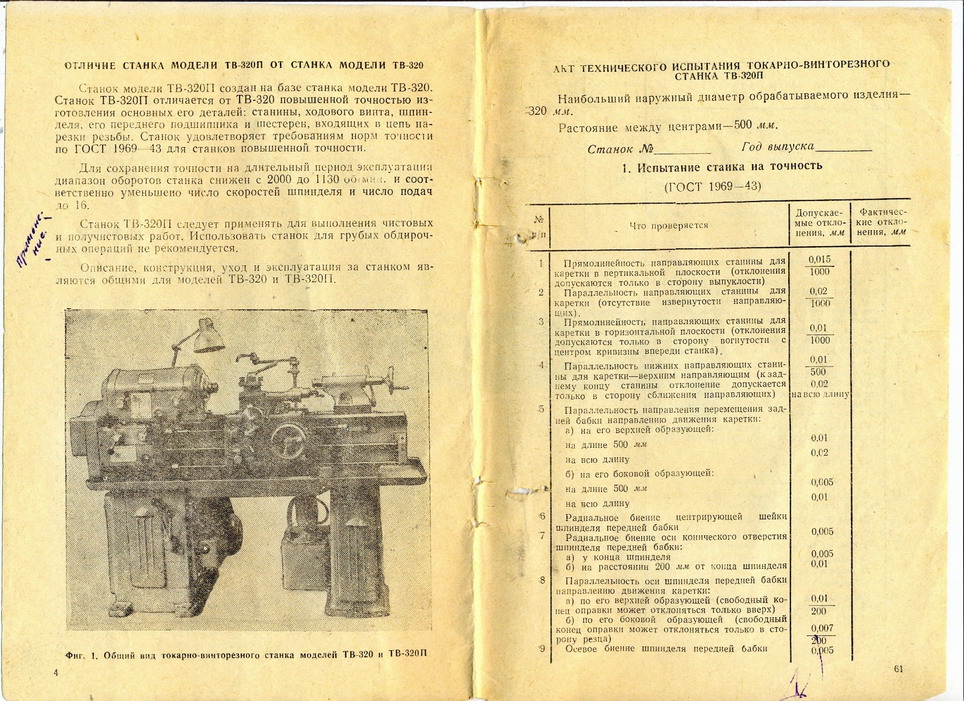
- Методика проверки и испытания токарно-винторезных станков на точность
- Справочник токарных станков
- Заводы производители токарных станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Современные аналоги
Очевидные преимущества станка ТВ-16 принадлежат их аналогам, неуступающим качеством комплектации, сроком службы, а в количестве режимов, мощности и автоматизации процесса, доступности даже выигрывают.
- Швейцарские JET BD-7 или BD-X7.
- Германский Optimum TU1503V.
- Совместное производство Чехии и Китая — Proma SM-300E.
- Российский TRIOD LAMS-02/300.
- Чешский MN-80A.
- Польский TSA-16.
Несмотря на то, что ТВ-16 снят с производства, является конкурентоспособной моделью. Изначально рассчитан на обучение новичков. Подходит для получистовой и чистовой обработки деталей, непригоден для массовой выработки металлических изделий.
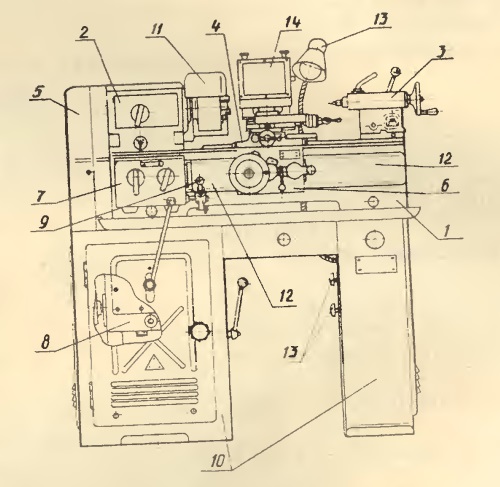
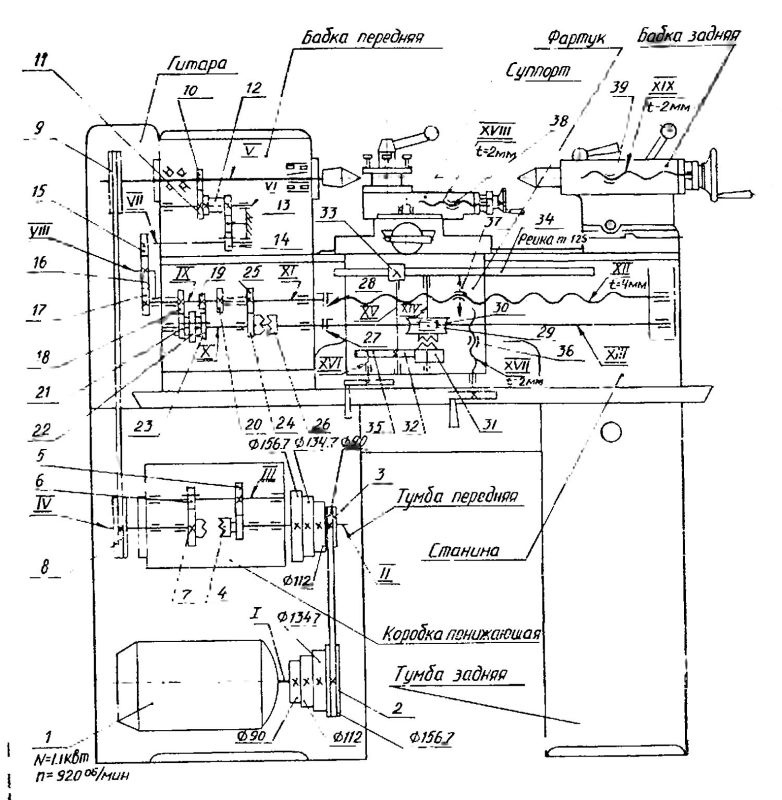
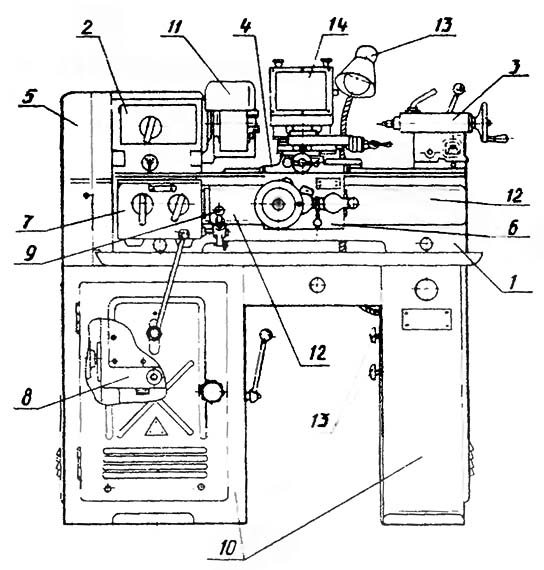
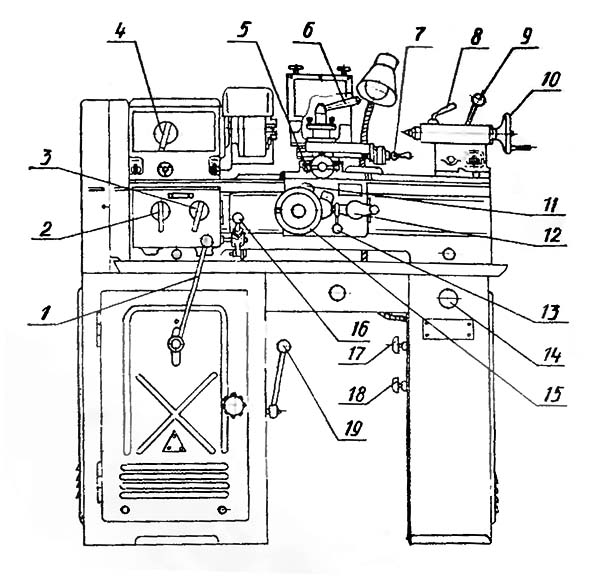
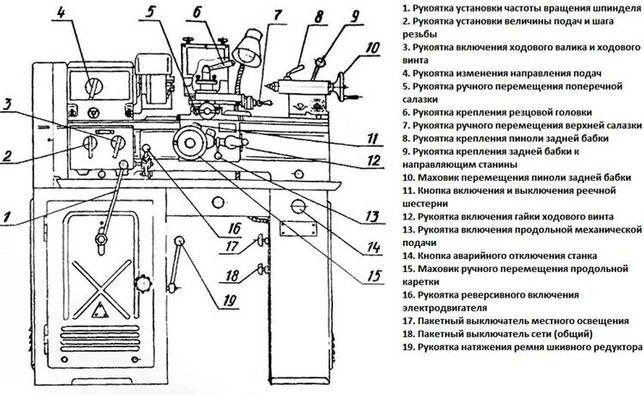
Расположение органов управления токарным станком ТВ-4

Расположение органов управления токарным станком тв-4

Таблички для ручек управления токарным станком тв-4
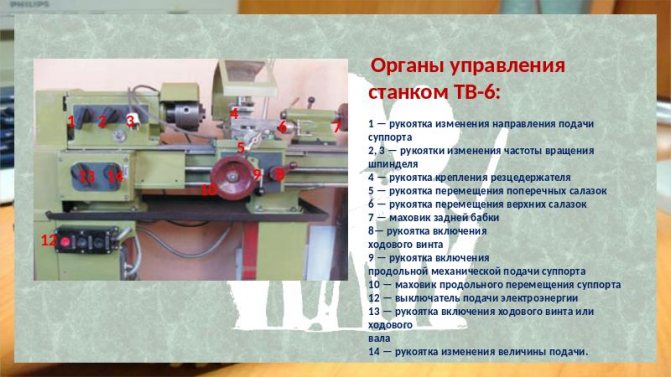
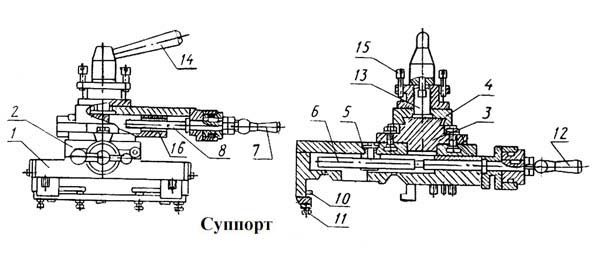
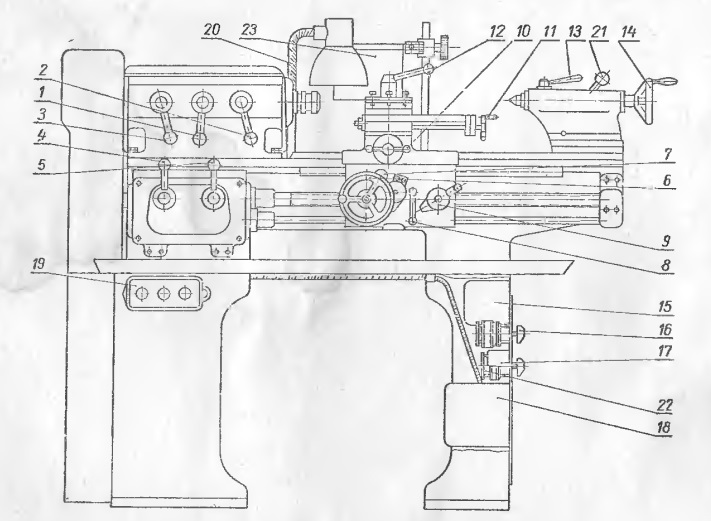
Спецификация органов управления токарно-винторезного станка ТВ-4
- Рукоятка установки чисел оборотов шпинделя
- Рукоятка установки чисел оборотов шпинделя
- Рукоятка установки нарезания правой и левой резьб и изменение направления подач
- Рукоятка установки величины подач и шага резьбы
- Рукоятка переключения ходового валика
- Маховик ручного перемещения продольной каретки
- Кнопка включения и выключения реечной шестерни
- Рукоятка включения продольной механической подачи
- Рукоятка включения гайки ходового винта
- Рукоятка ручного перемещения поперечной салазки
- Рукоятка крепления резцовой головки
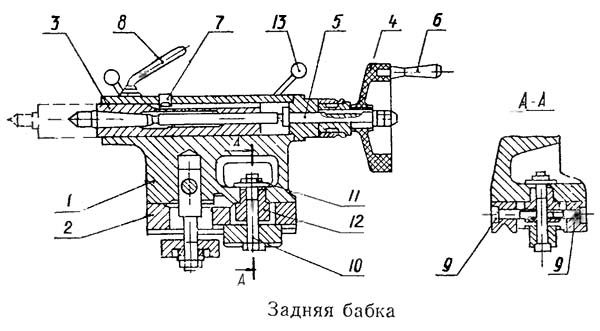
- Рукоятка крепления пиноли задней бабки
- Маховик перемещения пиноли задней бабки
- Понижающий трансформатор местного освещения
- Пакетный выключатель местного освещения
- Предохранительная колодка
- Реверсивный магнитный пускатель
- Реверсивная кнопка включения и остановки станка
- Светильник
- Рукоятка крепления задней бабки к направляющим станины
- Пакетный выключатель сети (общий)
- Защитный экран
Управление станком ТВ-4
Пуск и остановка электродвигателя станка производятся нажатием кнопок «пуск» и «стоп».
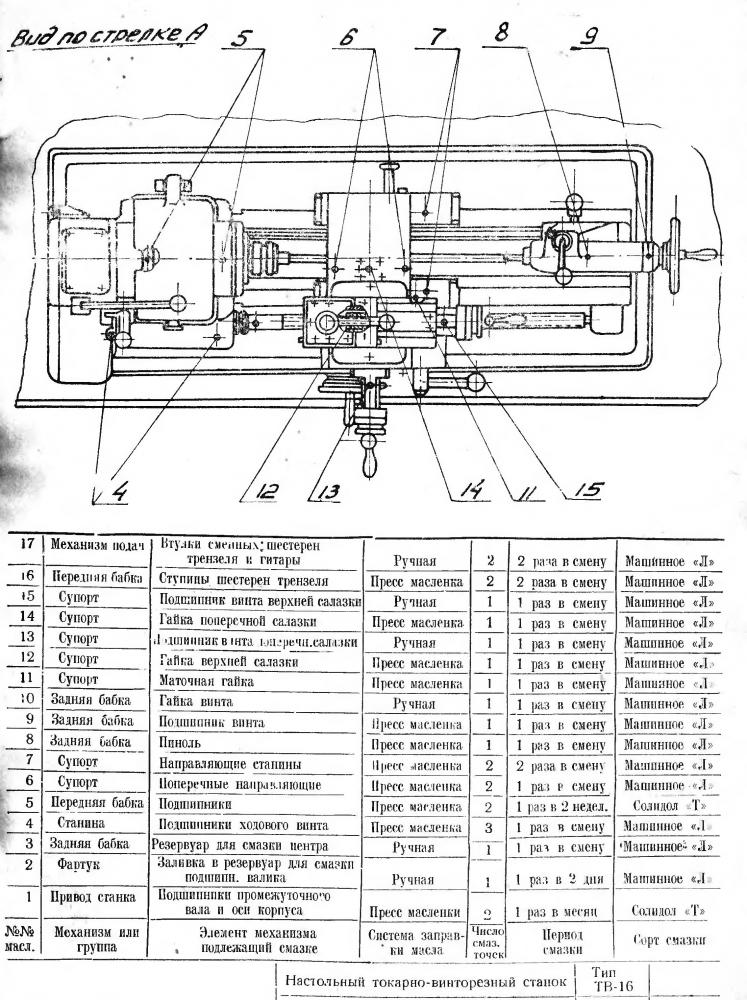
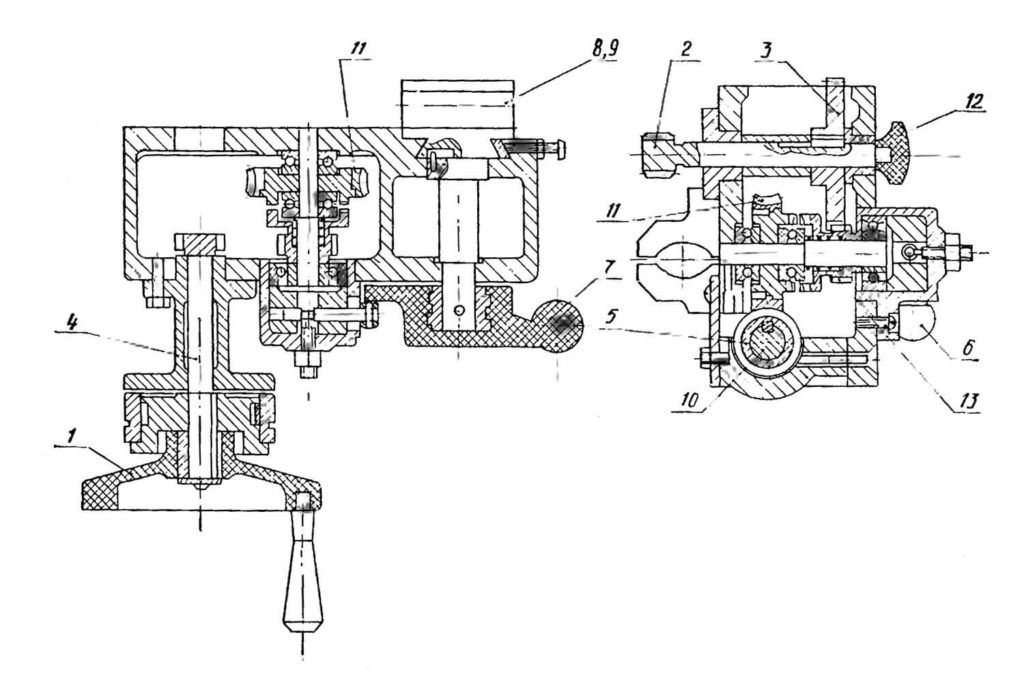
В зависимости от характера работ на станке рукоятки и рычаги управления должны находиться в определенных положениях (см. рис. 1).
Положение рукояток и рычагов при работе с ходовым валом (механическая подача)
- На передней бабке — положение рукоятки трензеля 5 в зависимости от желаемого направления подачи суппорта (левое или правое).
- На коробке подач — положение рычага коробки подач 4 в зависимости от выбранной величины подачи. Рычаг 5 «винт — вал» — в левом крайнем положении — «вал».
- На фартуке — рукоятка самохода 8 во включенном положении «на себя».
- Рукоятка включения маточной гайки 9 — в верхнем положении.
- Рукоятка включения реечной шестерни 7 — в положении «на себя».
Положение рукояток и рычагов при ручной продольной подаче ходовым валиком
- На передней бабке — положение рукоятки трензеля 3 в среднем положении «Н».
- На коробке подач — положение рычага «винт — вал» безразлично.
- На фартуке — рукоятка самохода в выключенном положении. Рычаг маточной гайки — в верхнем положении.
Эксплуатация
Инструкция по эксплуатации обращает внимание, прежде всего, на необходимость соблюдения мер безопасности. Основные правила:
- монтаж оборудования производить на жестком фундаменте, уровнем проверить горизонтальность установки. От правильной установки в значительной мере зависит точность работы;
- надежно заземлить станок в соответствии с требованиями;
- использовать деревянную решетку в качестве подставки;
- обрабатываемые детали закреплять надежно;
- пользоваться резцами с правильной заточкой;
- закреплять деталь в патроне, чтобы кулачки ее захватывали на максимально возможную величину;
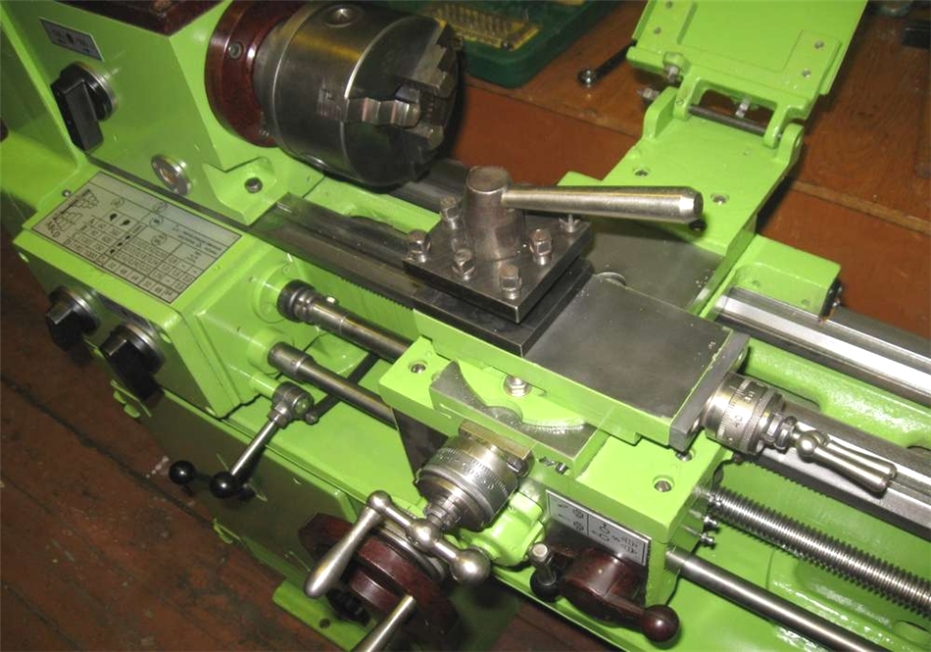
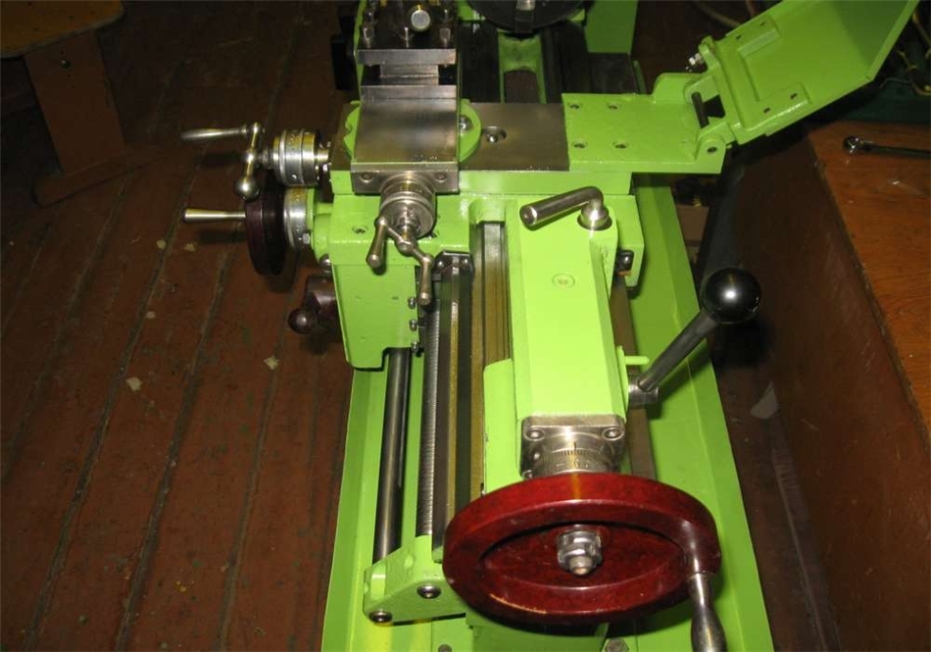
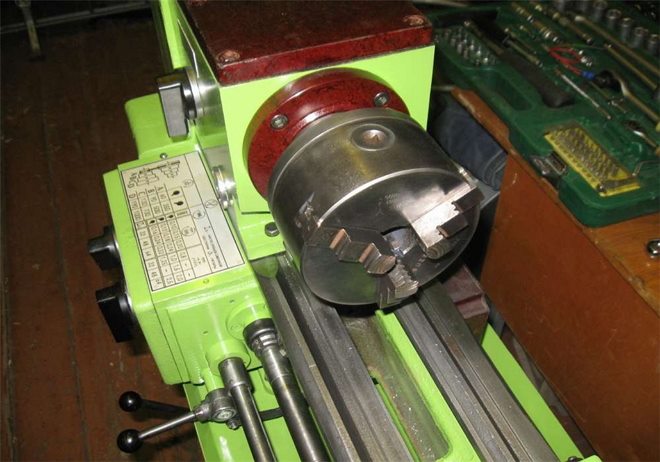 Патрон, на фото хорошо видны направляющие
Патрон, на фото хорошо видны направляющие
- не свинчивать патрон внезапным торможением;
- закреплять в патроне без упора на центр задней отцентрированные детали длиной не более двух диаметров. При большей длине использовать центр;
- установив детали в центрах, проверить фиксацию задней бабки;
- своевременно удалять стружку крючком.
Уход за станком
Для надежной и долговечной работы необходимо соблюдать правила:
- Прежде чем производить переключения, следует полностью остановить станок. Если шестеренчатая пара не зашла в зацепление, не включилась зубчатая муфта, проверните рукой патрон до зацепления шестерен или муфты. Переключения при неполной остановке станка приводят к ударам, что вызывает быстрый износ и поломки шестерен, муфты.
- При установке патрона прочищают резьбу. Загрязненная резьба приводит к заеданию патрона, поломке шпинделя.
- Ухода требуют сальники суппорта. В них постепенно накапливается стружка, которая повреждает направляющие.
- Следят, чтобы после суппорта на направляющих не появлялся грязный след. Если только становится заметным грязный след, его смывают, а направляющие смазывают чистым маслом.
- Не следует перегружать станок. От перегрузки появляется повышенный шум, пробуксовывают ремни, перегреваются подшипники и электродвигатель.
- Если деталь протачивается в центрах, пиноль выдвигают на самую малую величину: крепление будет закреплена прочнее, а пиноль прослужит дольше.
Смазка
Своевременная смазка гарантирует безотказную долговечную работу. Смазке подлежат трущиеся детали, винты, валы, шестерни, подшипники. Смазывают такие узлы:




- Переднюю бабку через верхнюю крышку. Для контроля уровня служит маслоуказатель.
- Понижающую коробку через пробку. Для контроля уровня служит маслоуказатель.
- Коробку подач через лоток в верхней части. Оттуда по фитилям оно подается на трущиеся поверхности и шестерни. В корыте всегда должно быть немного масла. Накопившееся масло сливают через пробку снизу.
- Гитара: консистентной смазкой смазываются шестерни и втулка.
- На станине все механизмы, подшипники, направляющие смазываются вручную до начала работы.
- В фартуке все смазывается через отверстие внизу суппорта. Смазка проводится каждый раз перед началом работы.
- В суппорте все смазывается вручную перед работой.
- Задняя бабка. Смазывают пиноль, опору винта перед работой.
Конструктивные особенности станка
Внешний вид
Станок предназначен для обработки заготовок из различных сортов стали, цветных металлов методом вращения. Дополнительно с его помощью можно выполнять операции по резанию без предварительного нагрева детали.
Отличия этой модели заключаются в конструкции передней бабки и механизма коробки скоростей. Изменение режима работы происходит с помощью переброски ремней по шкивам валов (ведомого и ведущего). Это осуществляется при включении пониженной передачи. Благодаря этому в функционале оборудования добавились три дополнительные подачи и возможность нарезать три резьбы метрического типа.
Для понимания конструктивных особенностей агрегата следует изучить его узлы и характеристики:
- станина. Является базовым компонентом, на который устанавливаются остальные элементы. Изготовлена из чугуна методом литья, для монтажа узлов предусмотрены ниши и защитные дверцы;
- передняя бабка. Предназначена для фиксации и изменения положения обрабатываемой заготовки. Она же передает последней вращательное движение. Для привода есть коробка передач, которая соединена со шкивом шпинделя;
- понижающая коробка. С ее помощью происходит увеличение вариантов оборота шпинделя. Она монтируется на общей салазки вместе с электродвигателем. Для контроля уровня масла на передней части корпуса имеется соответствующий указатель;
- коробка передач. Она необходима для передачи вращения конструкции фартука. Таким образом происходит формирование резьбы;
- суппорт. На нем расположен резцедержатель. Этот механизм предназначен для изменения положения резца относительно вращающейся заготовки.
Задняя бабка имеет стандартную конструкцию. Она нужна для фиксации обрабатываемой детали. Также в нее могут устанавливаться сверлильные патроны, развертки и т.д. Во время работы необходимо следить, чтобы пиноль задней бабки и ось шпинделя совпадали.
Технические характеристики
Новое приспособление было получено в результате модернизации станка ТВ-6.Оно отличается от предыдущего наличием коробки скоростей, вала, служащего для передачи усилия от электродвигателя к обрабатываемой детали. Устройство позволяет осуществить выверку соосности детали с ее осью вращения.
Описание главных отличительных признаков:
- классификация по точности изготовления резьбы – «Н»;
- масса – 40 кг;
- размеры – 105х53,5 см и 105х120 см;
- расстояние от станины до центральной части – 120 мм;
- протяженность закрепленной в центральной части точке болванки – 330 мм, то же в патроне – 310 мм;
- расстояние проточки болванки – 300 мм;
- длина передвижения салазок резца – 85 мм;
- хорда просвета главного вала, проходящего через внутреннюю часть детали – 18 мм;
- величина периода вращения детали вокруг оси – 8;
- степень повторений кручения головки главного вала – 60-1000 об/мин;
- поперечник болванки, которая закреплена над корпусом приспособления – 220 мм, резцедержателем – 100 мм;
- высота приспособления, удерживающего резец – 16х16 мм;
- расстояние передвижки резцедержателя – 260 мм;
- продольное и поперечное перестановка резцедержателя соответственного разбивки лимба – 0,025 мм;
- величина периода подвода резцедержателя – 8;
- угол разворота салазок, где установлен резец – +/- 45.

Первый установлен над патроном, а второй – на суппорте. Он опущен над зоной, в которой обрабатывается деталь.
Управление оборудованием
Поскольку ТВ-7 создавался для применения в качестве школьного или учебного оборудования, управление его работой не представляет больших сложностей. Даже по фото устройства понятно, что освоить работу на таком агрегате нетрудно.
Органы управления ТВ-7 (нажмите, чтобы увеличить)
В конструкции токарного ТВ-7 имеется несколько выключателей пакетного типа; кнопка, отвечающая за экстренную остановку рабочего процесса; кнопка, при помощи которой запускается реечная шестерня; маховик для управления продольным перемещением каретки; второй маховик, при помощи которого перемещают заднюю бабку; а также целый ряд управляющих органов, отвечающих за выполнение таких операций, как:
- включение реверсного режима работы главного двигателя;
- натяжение ремня, соединяющего электродвигатель с редуктором;
- запуск подачи суппорта станка в продольном направлении;
- фиксация задней бабки на направляющих станины;
- перемещение салазок в поперечном направлении;
- изменение направления подачи;
- включение в работу ходового винта и ходового валика;
- изменение частоты вращения шпиндельного узла;
- выбор величины подач и шага нарезаемой резьбы.

Основное назначение ТВ-7 — обучение молодых специалистов
Обзор конструкции агрегата будет неполным без упоминания трех рукояток, отвечающих за:
- включение гайки ходового винта;
- крепление пиноли;
- фиксацию резцовой головки в требуемом положении.
Все указанные органы управления позволяют эффективно выполнять простейшие токарные операции над заготовками из металла.
» data-lazy-type=»iframe» src=»data:image/gif;base64,R0lGODlhAQABAIAAAAAAAP///yH5BAEAAAAALAAAAAABAAEAAAIBRAA7″>
Правила эксплуатации и ухода
При работе с этим устройством, как и с какой-либо другой машиной, работающей с высокими скоростями вращения предметов, необходимо придерживаться основных правил техники безопасности.
Важно!
От следования технике безопасности зависит ваше здоровье и дальнейшая работоспособность.
- При наладке или очистке аппарата рукоятка включения должна находиться в нейтральном положении.
- Скорости запрещено переключать на полном ходу.
- Нужно использовать защитный экран.
- Во время работы задняя бабка должна быть надежно закреплена соответствующей рукояткой и надежно затянута болтом.
- Необходимо проверять, надежно ли затянуты гайки.
- Без кожуха окружения шестерен гитары работа запрещена.
- Перед тем, как открыть тумбу с электроприборами агрегат необходимо отключить из сети.
- При работе все дверцы должны быть плотно закрыты, а станок надежно заземлен.
Уход:
- Протирание открытых деталей конструкции.
- Внимательно следить за уровнем масла и других необходимых жидкостей.
- Регулярно проводить профилактику.
Технические характеристики
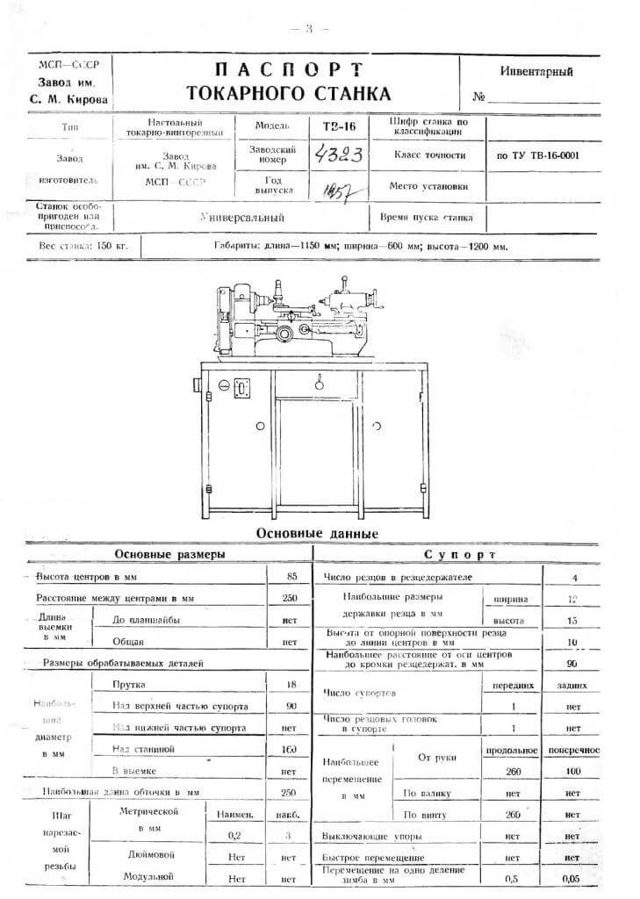
Согласно паспорту, ТВ-16 малогабаритное изделие, которому характерны следующие характеристики, позволяющие использовать агрегат в небольшой мастерской.
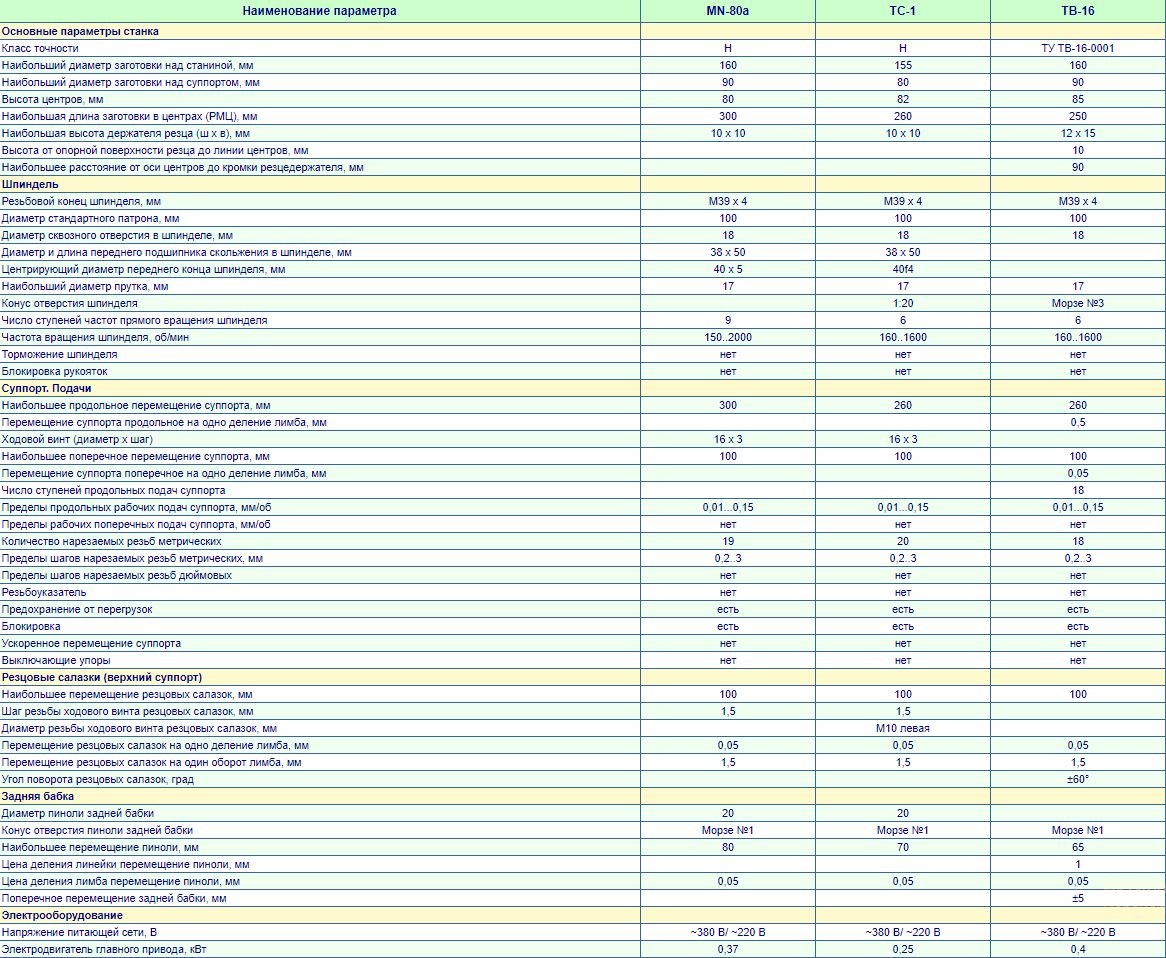
Основные параметры
- максимальный диаметр детали дискового типа — 1,6 см;
- максимальный диаметр обрабатываемой детали — 0,9 см;
- максимальная длина обрабатываемой детали — 2,5 см;
- промежуток между центрами — 25 см;
- высота центров — 8,5 см;
- максимальная высота проточки — 25 см.
Шпиндель
Установка токарного патрона на шпиндель требует наличия промежуточного фланца.
Параметры шпинделя:
- размер переднего края — М 3,9*0,4 см;
- инструментальный конус вала — 3;
- диаметр патрона — 10 см;
- диаметр отверстия в шпинделе — 1,8 см;
- параметры оборотов оси в минуту (6 ступеней) — 160, 250, 400, 630, 1000, 1600;
- максимальный диаметр прутка — 1,7 см;
- приостановление — отсутствует;
- реверс — по двум направлениям.

Суппорт и подачи
Возможность поворота четырехгранной резцедержки составляет 360 градусов с закреплением поворота, с помощью центральной рукоятки, на 45 градусов.
- осевое передвижение на одно деление лимба — 0,5 мм:
- поперечное передвижение на одно деление лимба — 0,05 мм:
- осевое перемещение на один оборот лимба — 32 мм;
- поперечное передвижение на один оборот лимба — 1,5 мм;
- количество резцов в держателе — 4;
- максимальное осевое перемещение – 2,6 см;
- максимальное поперечное перемещение – 10 см.
Резцовые салазки
Поперечные салазки движутся перпендикулярно оси станка, по направляющим расположенным вверху каретки. Верхние вместе с резцедержателем — по направляющим поворотной окружности, установленных на поперечных салазках.






Движение обеих салазок происходит в ручном режиме гайками и винтами.
- продольное перемещение лимба за один оборот — 3,2 см;
- поперечное перемещение лимба за один оборот — 0,15 см;
- максимальный угол поворота — 60 градусов;
- величина одного деления шкалы поворота — 1 градус;
- максимальная длина смещения — 1 см;
- передвижение на одно деление лимба — 0,05 мм;
- передвижение на один оборот лимба – 1,5 мм.
Задняя бабка
- максимальное смещение пиноли — 0,65 см;
- погрешность поперечного сдвижения задней бабки ± 0,5 см;
- погрешность поперечного сдвижения на 1 деление — отсутствует;
- конус Морзе — 1;
- максимальное смещение пиноли — 6,5 см;
- величина одного деления смещения пиноли: линейка 1 мм, пиноль — 0,5 мм.
Электрооборудование
Узел электрооборудования состоит из нескольких, совместно работающих механизмов для включения, выключения устройства. А также обеспечения безопасности при замыканиях и перепадах напряжения в сети, блокировки в экстренных случаях и заземления станка.
Включает в себя: пакетный переключатель реверсивного типа, подключающий станок в сеть, предохранитель, магнитный пускатель, запускающий и останавливающий агрегат, и клавиша «Стоп».
- мощность двигателя — 0,4 кВт;
- напряжение сети — 220–380 В.





