
Правила выполнения кинематических схем [ править | править код ]
Корпусные части составляющей единицы (машины или механизма) не показывают совсем или наносят их контур сплошными тонкими линиями. Пространственные кинематические механизмы изображают обычно в виде развёрнутых схем в ортогональных проекциях. Их получают путём размещения всех осей в одной плоскости. Такие схемы позволяют прояснить последовательность передачи движения, но не показывают действительного расположения деталей механизма. Кинематические схемы допускается выполнять в аксонометрии.
Все детали (звенья) на кинематических схемах изображают условно в виде графических символов (ГОСТ 2.770-68 (2000)), которые лишь раскрывают принцип их работы. Соединения смежных звеньев, которое допускает их относительное движение, называют кинематической парой. Наиболее распространённые кинематические пары: шарнир, ползун и направляющая, винт и гайка, шаровой шарнир. Допускается использовать нестандартные условные графические обозначения, но с соответствующими пояснениями на схеме. На кинематической схеме разрешается изображать отдельные элементы схем других видов, которые непосредственно влияют на их работу (например, электрические или гидравлические).
Кроме условных графических обозначений, на кинематических схемах дают указания в виде надписей, поясняющих изображённый элемент. Например, указывают тип и характеристику двигателя, диаметры шкивов, модуль и число зубьев зубчатых колёс и др. Взаимное расположение звеньев на кинематической схеме должно соответствовать начальному, среднему или рабочему положению исполнительных органов механизма или машины. Если звено при работе изделия меняет своё положение, то на схеме допускается указывать его крайние положения тонкими штрихпунктирными линиями. На кинематической схеме звеньям присваивают номера в порядке передачи движения, начиная от двигателя. Валы номеруют римскими цифрами, остальные элементы — арабскими. Порядковый номер элемента проставляют на полочке выносной линии. Под полочкой указывают основные характеристики и параметры кинематического звена.
На кинематических схемах валы, оси, стержни изображают сплошными основными линиями; зубчатые колёса, червяки, звёздочки, шкивы, кулачки — сплошными тонкими линиями.
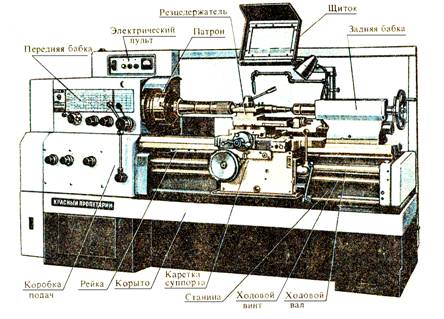
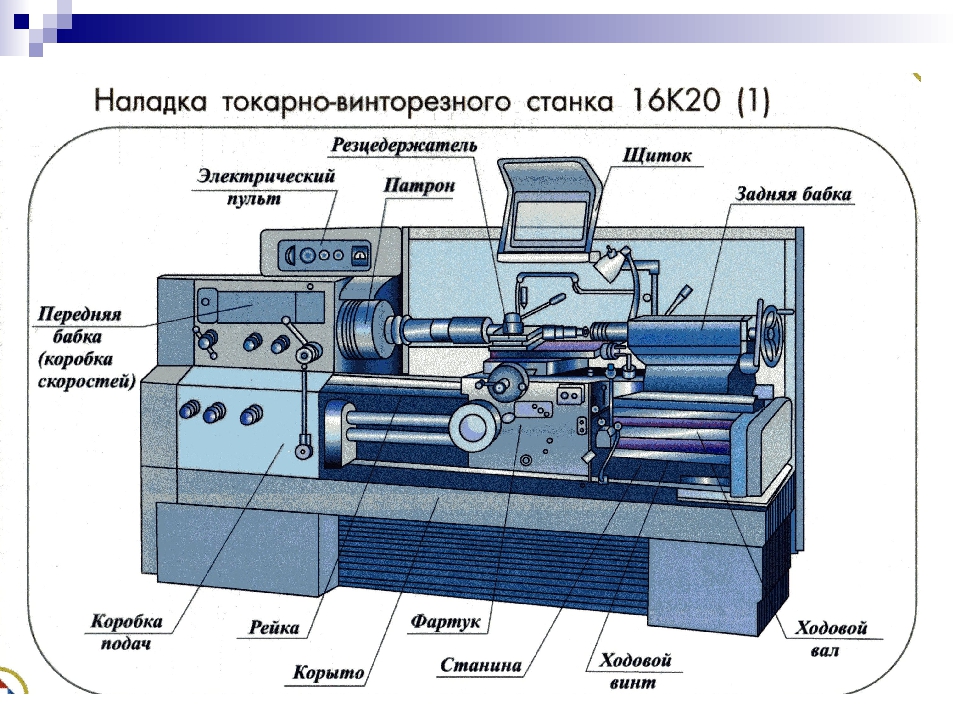
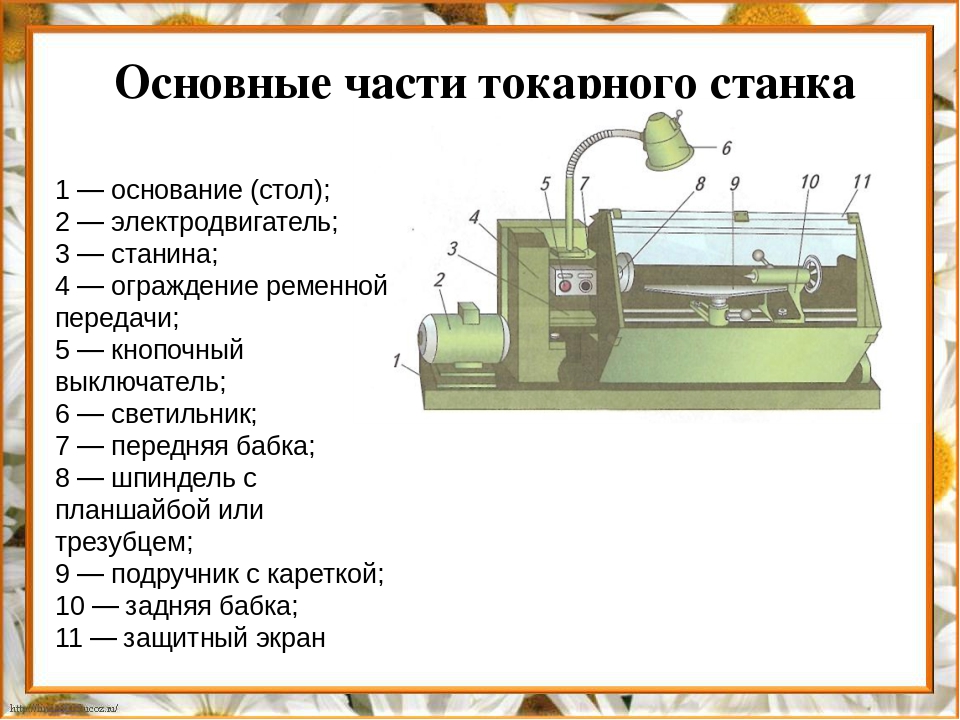
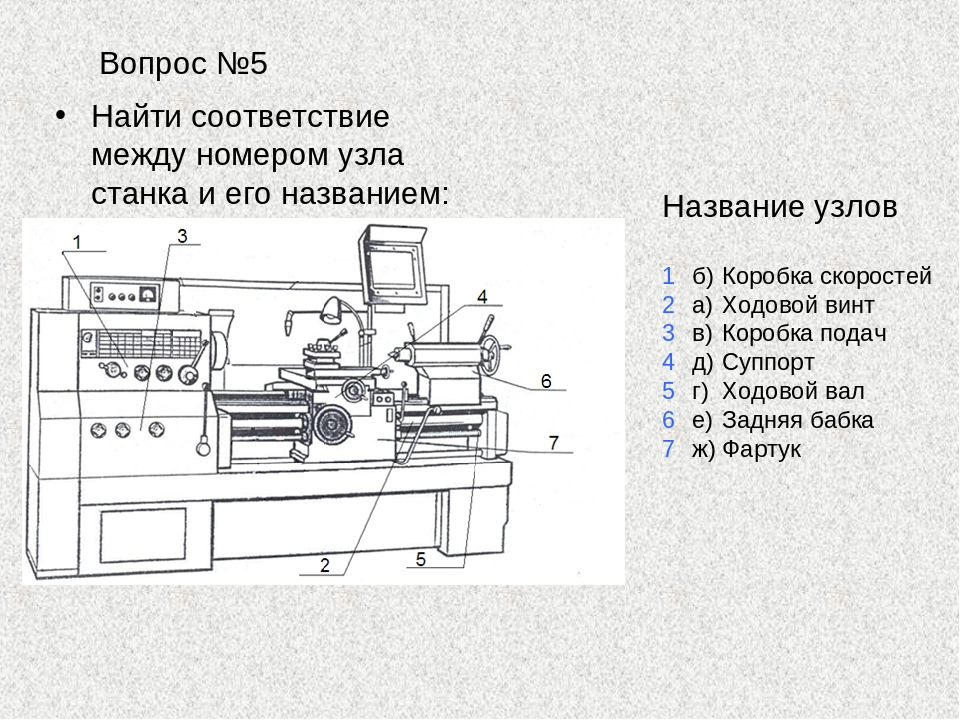
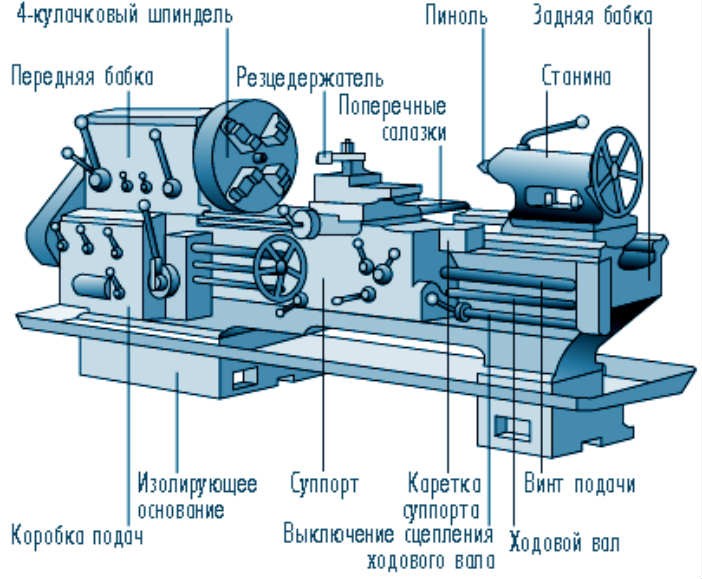
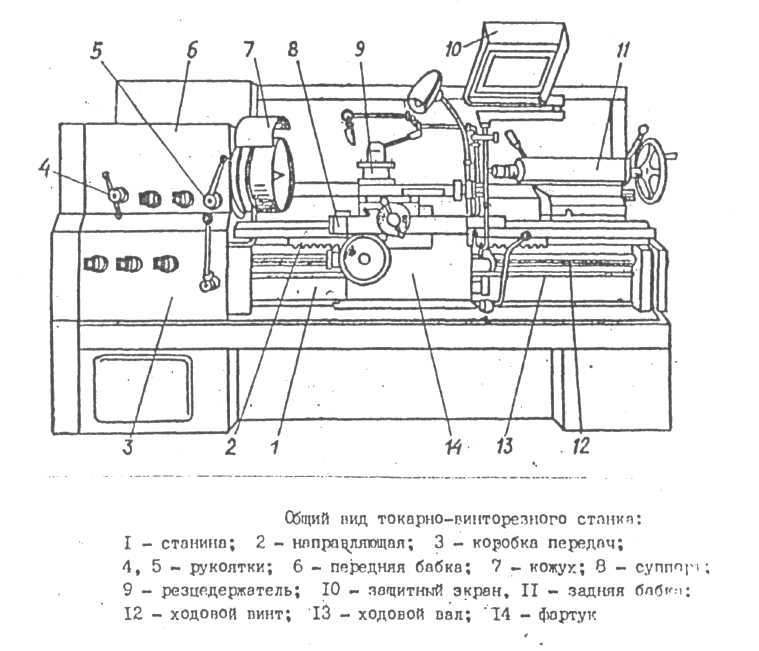
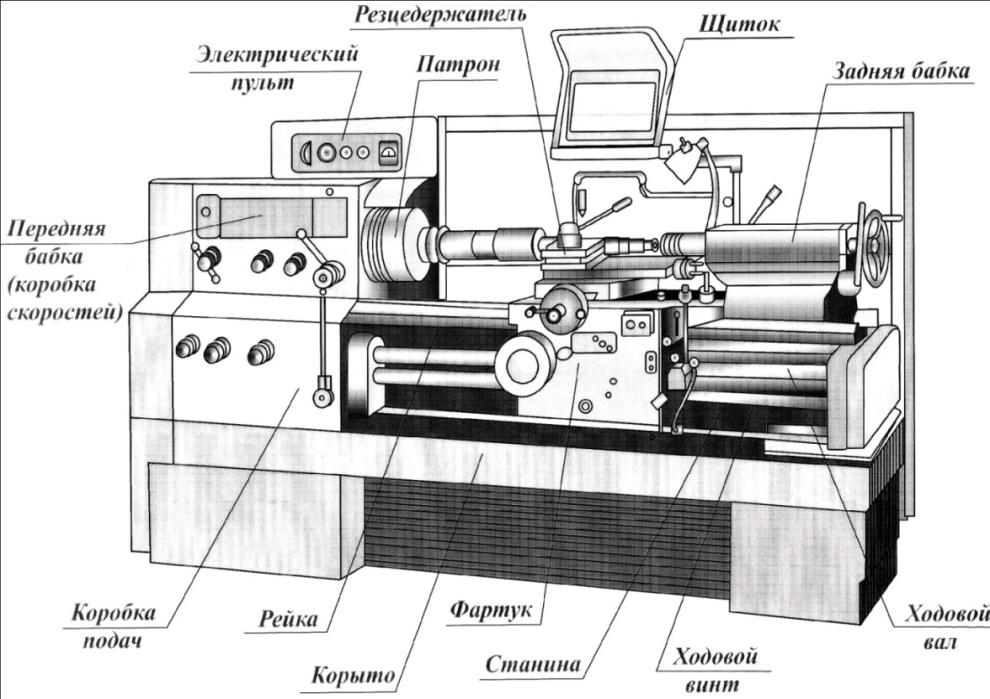
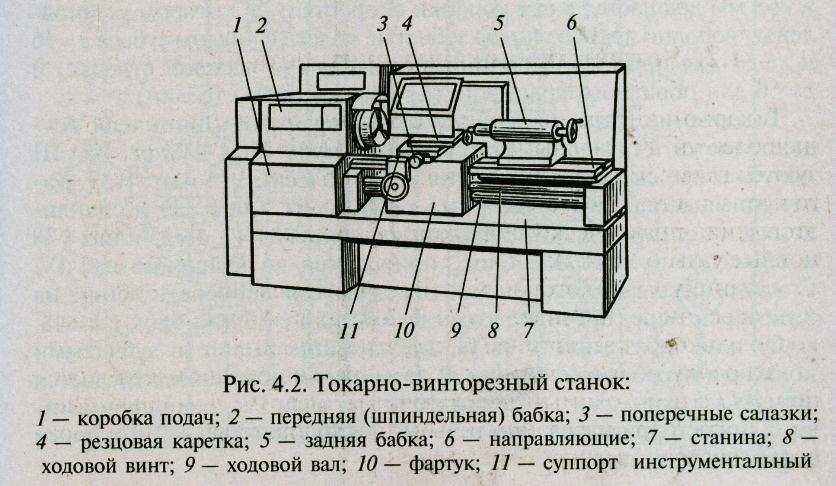
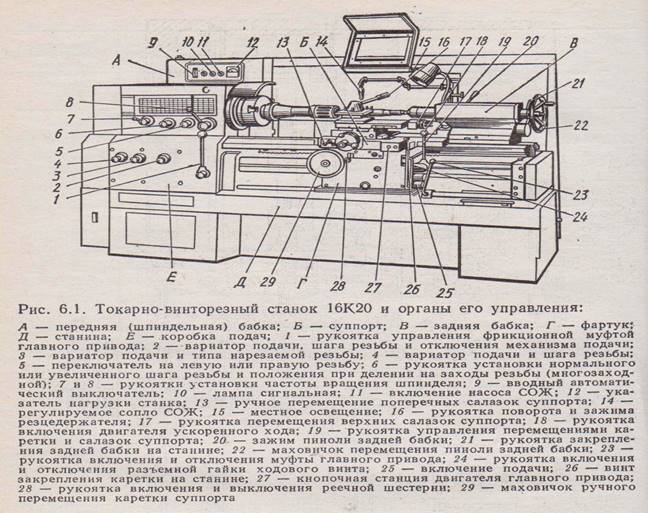
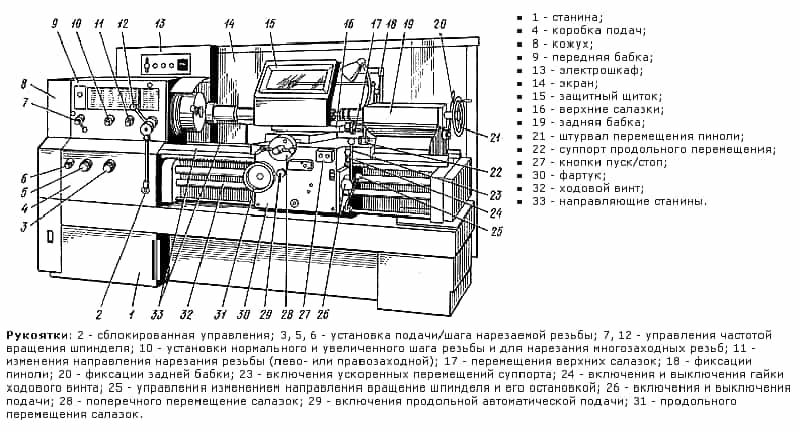
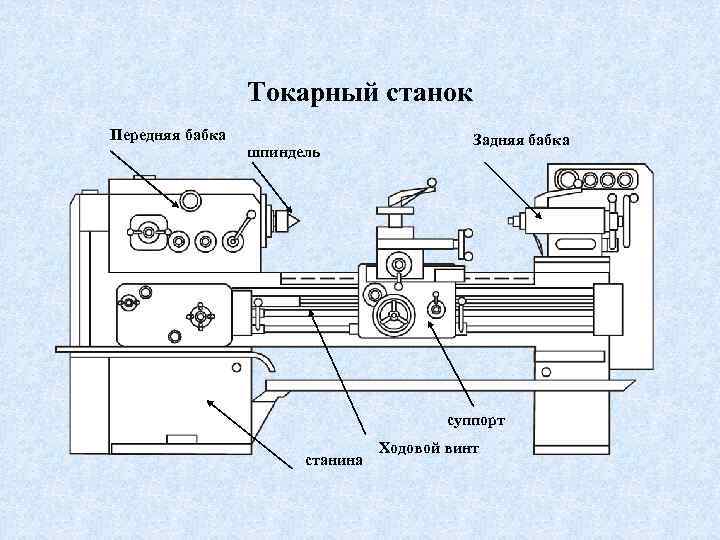
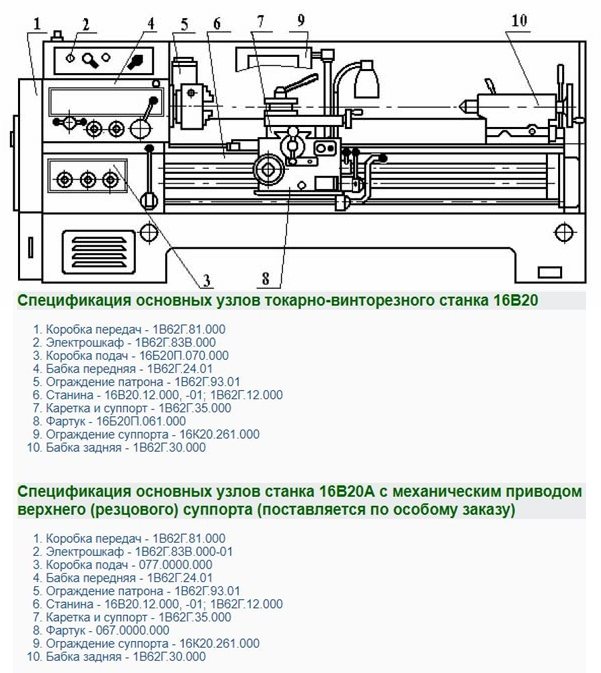
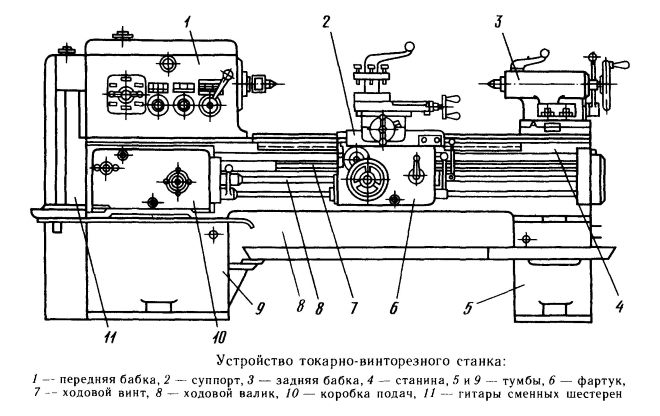
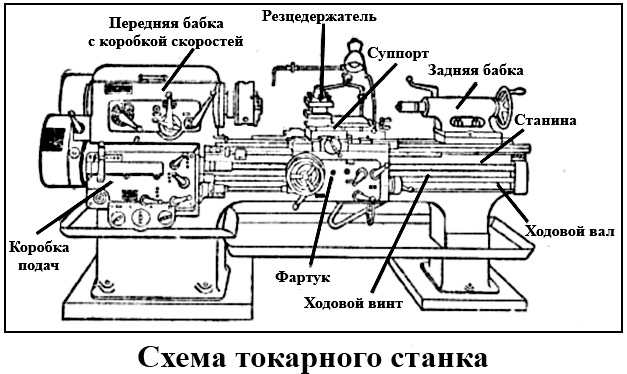
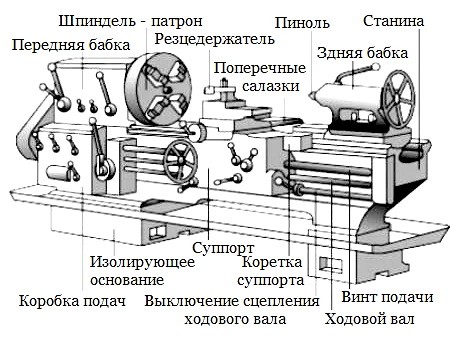
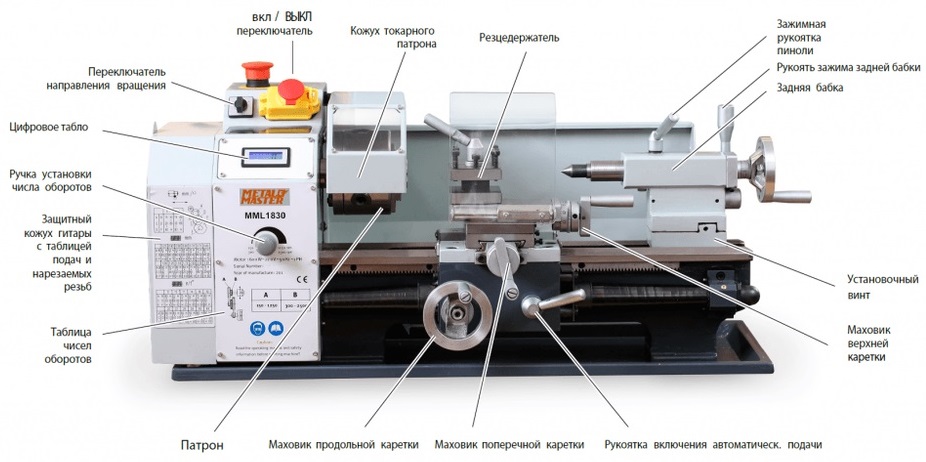
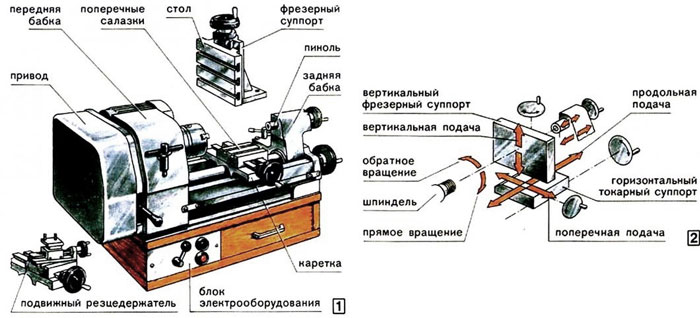
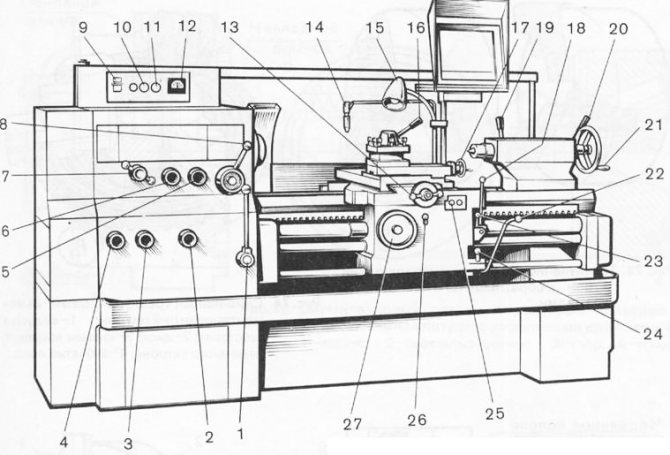
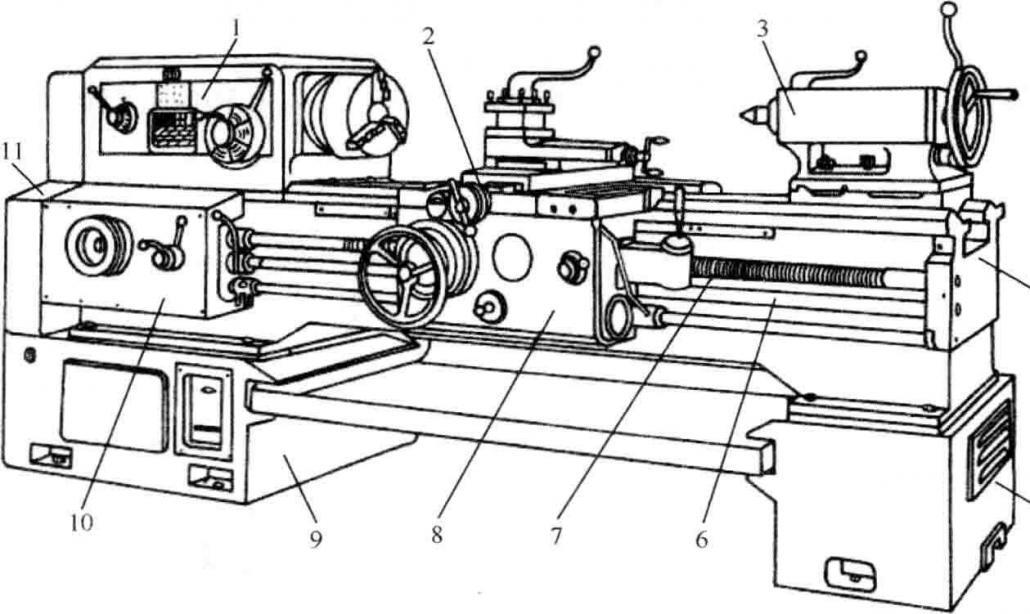
Устройство токарного станка
В каждом изделии для работы с металлом имеется несколько важных деталей:
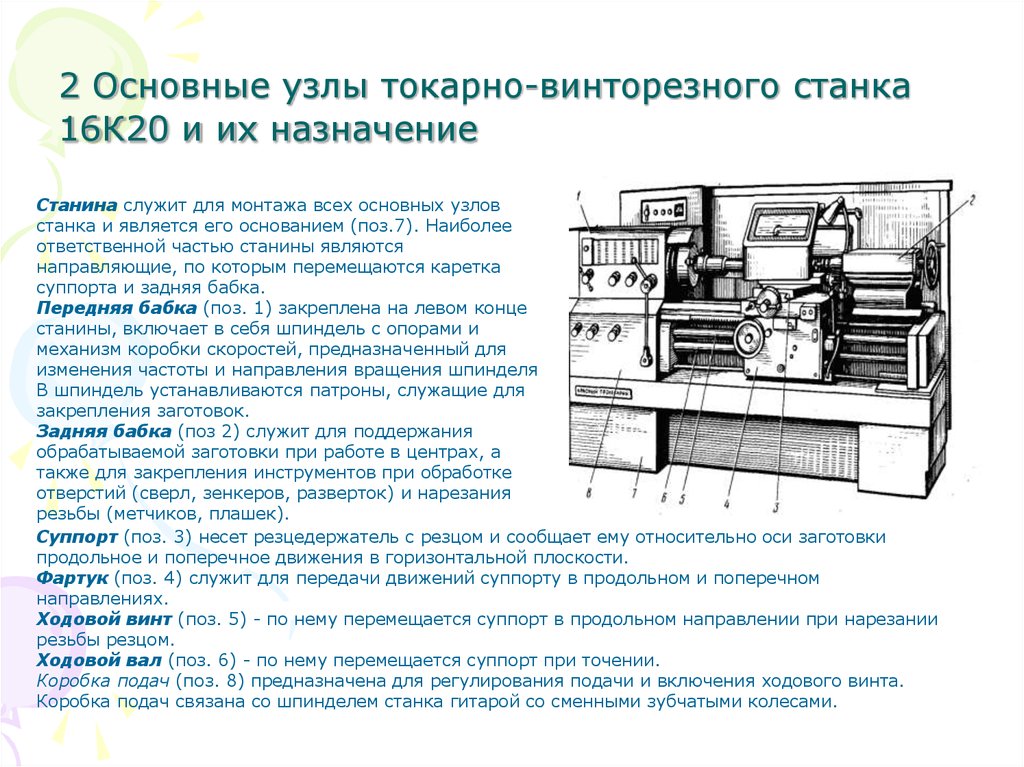
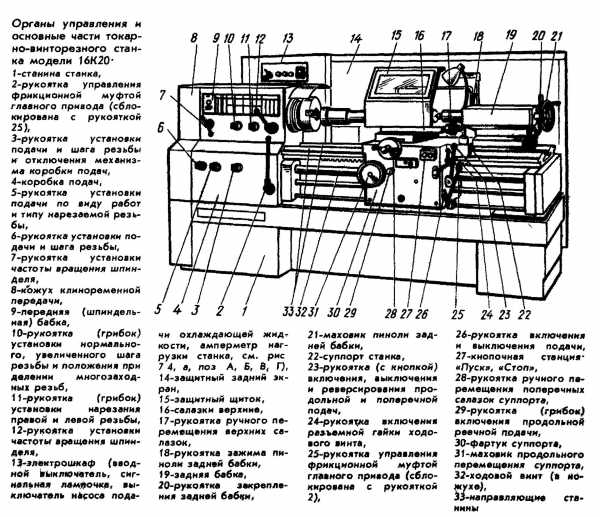
- Станина.
- Передняя бабка.
- Задняя бабка.
- Шпиндель.
- Суппорт.
- Электросхема и электродвигатель.
Именно на них основывается работа токарного станка, поэтому данные компоненты следует рассмотреть более подробно.
Станина
Станину можно сравнить с материнской платой, что установлена в ПК. Именно на этот элемент тем или иным образом крепятся остальные детали. Поэтому станину можно смело называть базой токарного станка по металлу.
Форма данного элемента представляет собой своеобразный пролёт моста, который установлен на двух основаниях, соединяющихся между собой, и деталью с продольными стенками. Такая конструкция обеспечивает жёсткость установки и движение некоторых деталей при необходимости.
Устройство передней бабки
На левом конце станины имеется деталь, называющаяся передней бабкой. Данный элемент всегда имеет одну и ту же форму. Основная функция — придание заготовке вращение и удержание её во время работы. Соответственно, при необходимости скорость вращения должна регулироваться.
За это отвечает коробка скоростей, устанавливаемая на переднюю бабку. Благодаря рычагам, мастер может задать необходимую скорость оборотов шпиндельного узла. Узел подаёт сигнал на шпиндель, который вращается благодаря подшипникам.
Шпиндельный узел передней бабки — один из наиболее важных элементов. Низкое качество этой детали или выход из строя не дадут возможности обработать заготовку должным образом. Прямолинейность же и параллельность работы можно узнать по крайним направляющим станины.
Конструкция задней бабки
Компонент, именуемый задней бабкой, отвечает за фиксацию заготовок при их помещении в обработочный центр токарного станка. Также на неё можно закрепить различные инструменты и приспособления (свёрла, метчики, развёртки и т. д.). В отличие от передней бабки, задняя деталь может иметь несколько разновидностей. Например, на одних моделях имеется обычный, а на других — встроенный вращающийся центр. Если на заднюю бабку установлен обычный центр, то корпус монтируется на специальную плиту, которая, в свою очередь, устанавливается на направляющие. При этом в корпусе токарного станка по работе с металлом делается отверстие, по которому движутся пиноль и гайка.
Встроенные вращающиеся центры чаще всего устанавливаются на изделия с ускоренной обработкой металла. Из-за этого меняется форма и конструкция задней бабки токарного станка. Так, основные изменения будут в пиноли, где появится отверстие с подшипниками и коническими роликами. Именно в это отверстие будет установлен центр.
Осевое усилие при обработке металла берёт на себя упорный шарикоподшипник. Однако если втулка соединяется с пинолью специальным стопорящим приспособлением, вращения не будет. Это следует учитывать при выборе токарного станка по работе с металлом.
Описание шпинделя
Шпиндель — это резьбовой вал, имеющий отверстие в виде конуса
Важность данного элемента обосновывается тем, что многие компоненты токарного станка созданы именно для работы шпинделя. Отверстие в нём сделано для крепления различных инструментов, переднего центра и оправок
Если данный элемент выходит из строя, обработка металла становится невозможной. Поэтому качество и исправность данного изделия — важный параметр для работы на токарном станке. Проверять наличие люфтов или лёгкой слабины необходимо постоянно.




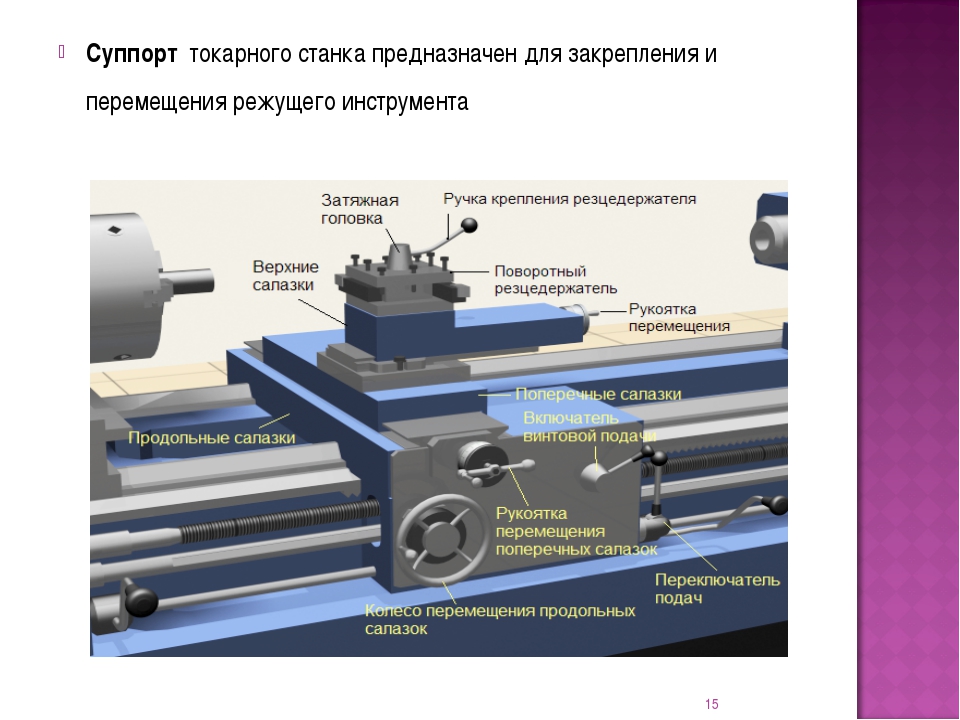
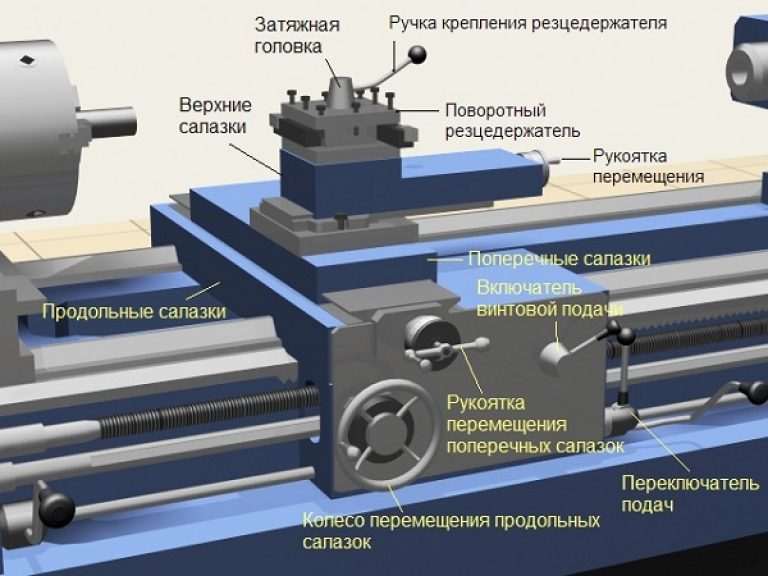
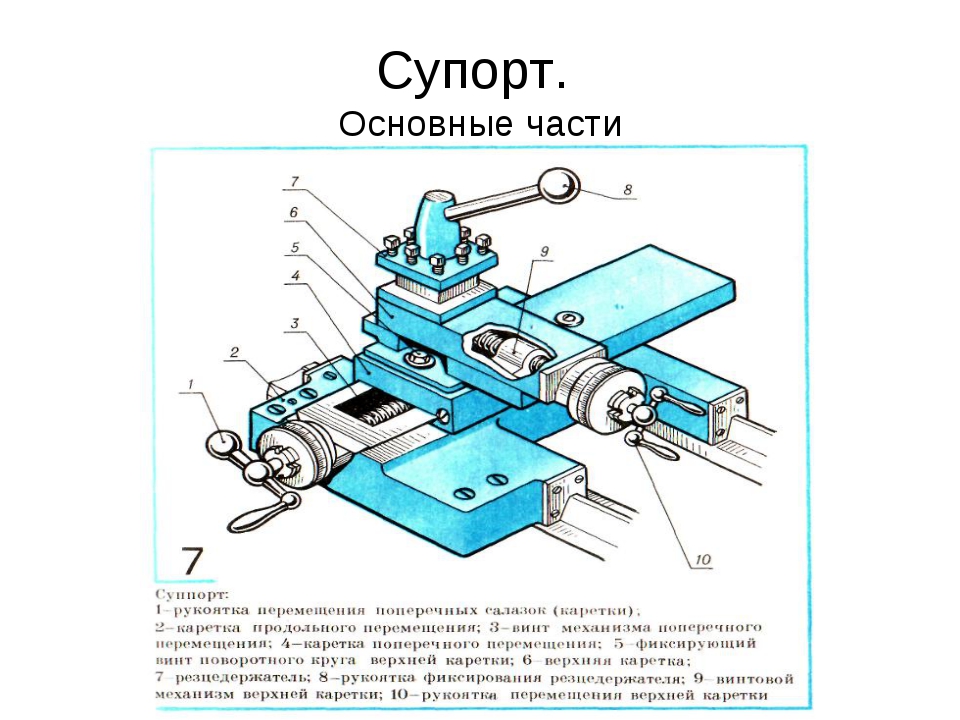
Устройство суппорта
Эта деталь обеспечивает движение резцедержателя. При этом перемещение относительно оси может быть:
- Продольным.
- Поперечным.
- Наклонным.
Движение обеспечивается благодаря т. н. салазкам, которые устанавливаются на станину. Резцовые же головки фиксируются сверху суппорта.
Электросхема и электродвигатель
Работа всего устройства возложена на электрические компоненты, установленные в корпусе токарного станка. Как известно, электросхемы нужны для подключения, подачи и регулирования тока на определённые детали. В токарном же станке электрическая схема обычно работает от двигателя, имеющего короткозамкнутый ротор. Электродвигатель приводит в движение все компоненты агрегата. Определённые разновидности могут иметь несколько скоростей и, соответственно, регулировку оборотов. Благодаря этому можно более эффективно работать с металлом.
Как написать управляющую программу
Программы для работы станков с ЧПУ делаются в три шага, на каждом из которых определяется — как будет выглядеть новая деталь:
- Создание трёхмерной модели. Этот этап — создание модели заготовки, с которой будет осуществляться работа. Этим, в основном, занимаются не операторы, а дизайнеры, так как не все так хорошо понимают, как сделать хорошую трёхмерную модель.
- Инструкция. Имея трёхмерную модель, оператор задаёт параметры, которые станок должен будет выполнить при работе с заготовкой чтобы получилась деталь.
- Тестовый запуск. Он необходим чтобы проверить — правильно ли была написана программа для работы. Ведь если плохую программу сразу, без теста, запустить на станке — он испортит все заготовки. Поэтому оператор смотрит — правильно ли станок выполняет работу с заданной программой, а после смотрит на результат и решает — требуется доработка или нет. Чаще всего она, конечно, требуется, но никаких критических ошибок она вывести не может.
После того как программа была установлена — станок готов к работе.
Для написания таких программ существует пять специальных приложений:
- AutoCAD.
- T-FlexCAD.
- NanoCAD.
- ArtCam.
- SolidWorks.
Сейчас о каждой будет рассказано по отдельности
AutoCAD
Эта программа была разработана компанией Autodesk специально для автоматического проектирования токарных работ. В AutoCAD есть функции трёхмерного моделирования, а также возможность работы с трёхмерными данными сканирования, что позволяет не тратиться на дизайнеров. Но, из-за отсутствия трёхмерной параметризации эта программа не является лучшим выбором.
T-FlexCAD
Эта программа была разработана компанией «Топ Системы» для разработки разного вида работ с токарными станками.
Имеет все нужные для этого функции, но лучшим выбором не является и популярностью не пользуется.
NanoCAD
Эта программа может работать как с трёхмерными, так и с двухмерными моделями. С её помощью могут проводиться расчёты работ, готовятся 3D и 2D модели, разнообразные чертежи и ещё много чего. Благодаря этой программе значительно облегчается работа операторов.
ArtCam
Эта программа нужна исключительно для создания трёхмерной модели. Расчёты работ или что-то подобное на ней производиться не может, зато модели получаются очень качественные.
SolidWorks
Это уже непросто программа, а целый программный комплекс. Выпущен он был ещё в 1995 году, но до сих пор считается одним из лучших среди разработки программ для токарных станков системой ЧПУ. Правда, стоит этот программный комплекс прилично, зато принцип «цена равна качеству» он прекрасно показывает.
Передняя бабка
Детали, расположенные в передней бабке служат для поддержки и вращения заготовки, во время её обработки. Здесь же находятся узлы, регулирующие скорость вращения детали. К ним относятся:
- шпиндель;
- 2 подшипника;
- шкив;
- коробка скоростей, отвечающая за регулировку скорости вращения.
Передняя бабка отдельно от станка
Основная деталь передней бабки в устройстве токарного станка – шпиндель. С правой его стороны, обращённой в сторону задней бабки, есть резьба. К ней крепится патроны, удерживающие обрабатываемую деталь. Сам шпиндель устанавливается на два подшипника. Точность работ, выполняемых на станке, зависит от состояния шпиндельного узла.


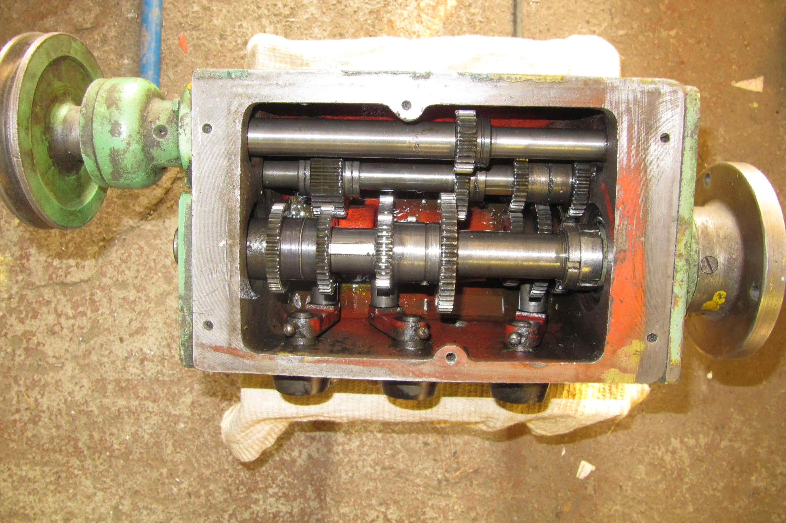
Коробка скоростей вид сверху
В передней бабке находится гитара сменных шестерен, которая предназначается для передачи вращения и крутящего момента с выходного вала коробки скоростей на вал коробки подач для нарезания различных резьб. Наладка подачи суппорта осуществляется путем подбора и перестановки различных зубчатых колес.
Передняя бабка
Передняя бабка – ключевой узел любого токарного станка. Внутри корпуса передней бабки располагаются шестеренки передач скоростей вращения шпинделя, сам шпиндель является выходным валом коробки передач. На лицевой стороне передней бабки располагаются ручки управления работой станка.
С левой стороны корпуса на первичном валу коробки закреплен шкив для клинового ремня привода станка. У более сложных типов станков в состав передней бабки входит не один шкив, а несколько, и расположены они внутри ее корпуса.
Шпиндель передней бабки
Ко фланцу шпинделя передней бабки болтами прикрепляется шпиндельная головка станка, в которой фиксируется обрабатываемая заготовка. Особенностью шпинделя является то, что это – полый вал, фактически – толстостенная труба с расположенными на ней шестеренками.

Шпиндель такого типа применяется на токарно-винторезных станках для того, чтобы в шпиндельной головке можно было зажать заготовку большой длины, выходящей за габариты станка.
Шпиндельная головка
Часть передней бабки, предназначенная для закрепления заготовки в станке, называется шпиндельной головкой. Закрепляется устройство на фланце шпинделя. Наиболее распространенным вариантом является трехкулачковая головка. На боковой поверхности шпиндельной головки есть три гнезда круглой формы, в которые вставлены приводные винты кулачков. Наружная часть этих винтов имеет квадратные отверстия, в которые вставляется специальный головочный ключ.
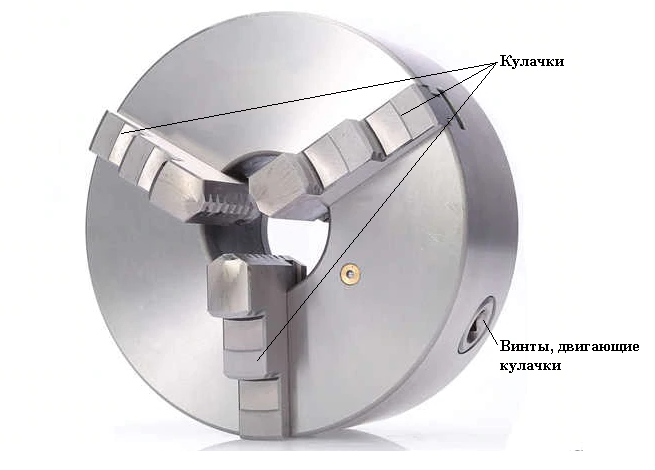
Конструкция шпиндельной головки построена так, что вращая любой из трех винтов, токарь одновременно двигает все три кулачка головки, достигая тем самым установки заготовки строго по оси вращения шпинделя.
Представленная головка имеет три кулачка и называется трехкулачковой. Существуют другие виды головок – они имеют большее количество кулачков и называются многокулачковыми.
Техника безопасности
Обработка металла на токарных станках приравнивается к работам с повышенной опасностью. Рабочие допускаются к процессу только после проведения предварительного инструктажа. Во время работы токарь обязан соблюдать правила техники безопасности:
Прочно фиксировать заготовку.
- Не приступать к работе при обнаружении неисправностей.
- Выполнять только порученную мастером работу.
- Если обратный конец прутка выступает из шпинделя, необходимо оградить эту зону.
- Не допускать, чтобы кулачки выступали за пределы наружного диаметра патрона или планшайбы. В таком случае необходимо применить другую оснастку.
- После закрепления заготовки вынуть ключ.
- Не оставлять в револьверной головке инструмент, который больше не используется.
- Измерять, снимать и устанавливать деталь после полной остановки механизмов.
- При шлифовке изделия вручную отводить револьверную головку.
- Во время работы станка не открывать заграждающие устройства.
Важно!
Работать на токарно-револьверном станке разрешается строго в закрытой аккуратной одежде.
Разновидности и конструктивные особенности
Станком на самом деле очень много и выполняют они всевозможные операции по обработке металла, но мы наведем самые известные виды
Многорезцовые
Предназначены для обработки сложных деталей, сделанных из труб, фасонного профиля или прутков разного сечения. Многорезцовые или многошпиндельные станки в основном используются при серийном производстве.



Производимые операции:
- сверление;
- резьба;
- точение;
- подрезка;
- растачивание;
- зенкерование;
- развертывание.
Многорезцовые станки обладают высокой производительностью благодаря большой площади приводного механизма, жесткости конструкции, способности выполнять несколько операций одновременно.
Карусельные
Группа станков для работы с крупногабаритными деталями и заготовками. Детали, обрабатываемые на них, отличаются небольшой длиной, но значительной массой и диаметром.

Особенности карусельных моделей:
- используются для обработки поверхностей конической или цилиндрической формы;
- выполняются пазы различной конфигурации;
- также можно сделать шлифовку, фрезеровку, подрезку торцов;
- нарезка резьбы.
Помимо основных элементов любого токарного станка, данный вид имеет дополнительное оборудование:
- стол с планшайбой;
- стойки для передвижения траверсы.
Затыловочные
Станки предназначены для обработки задних поверхностей зубьев инструментов. Также на нем можно выполнять и другие токарные работы. Отличает затыловочный станок особая конструкция суппорта. Затылование детали производится следующим образом:
- вращательное движение детали;
- возвратно-поступательное движение режущего инструмента к детали.

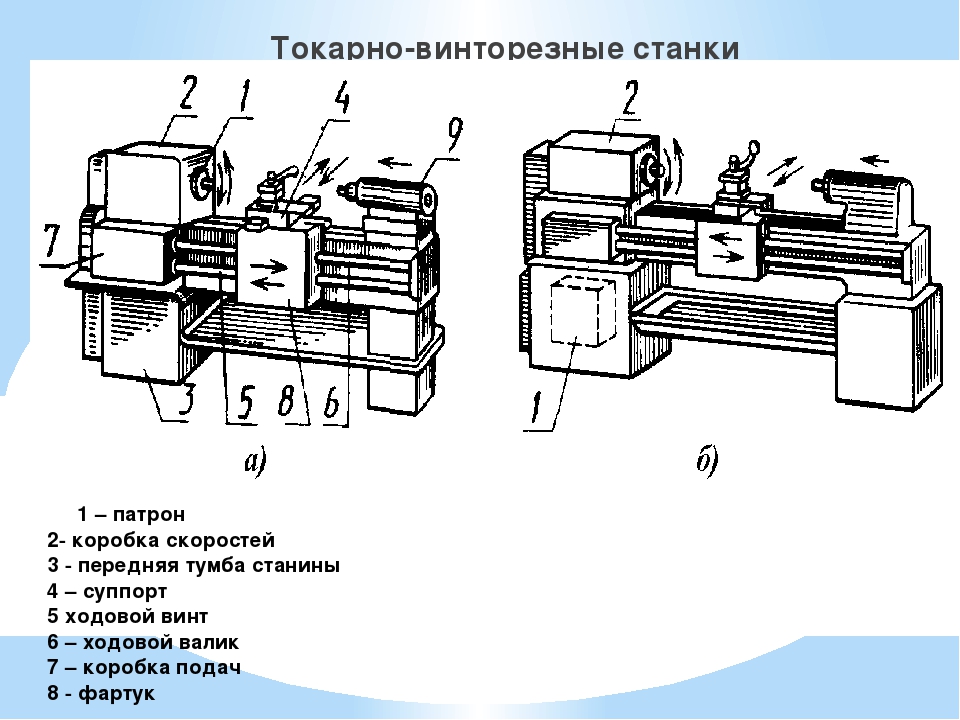
Винторезные
Наиболее распространенная группа станков. Широко используются в серийном и единичном производстве. Винторезные модели можно встретить и в мастерских, и в школах, и на любом производстве. Они отличаются простотой эксплуатации и обслуживания.
СПРАВКА! Токарно-винторезный станок является универсальной моделью для всевозможных обработок металлических заготовок. На нем можно выполнять различные виды резьбы: модульную, дюймовую, метрическую.

Конструктивные элементы:
- станина;
- передняя и задняя бабка;
- суппорт;
- фартук;
- коробка подач.
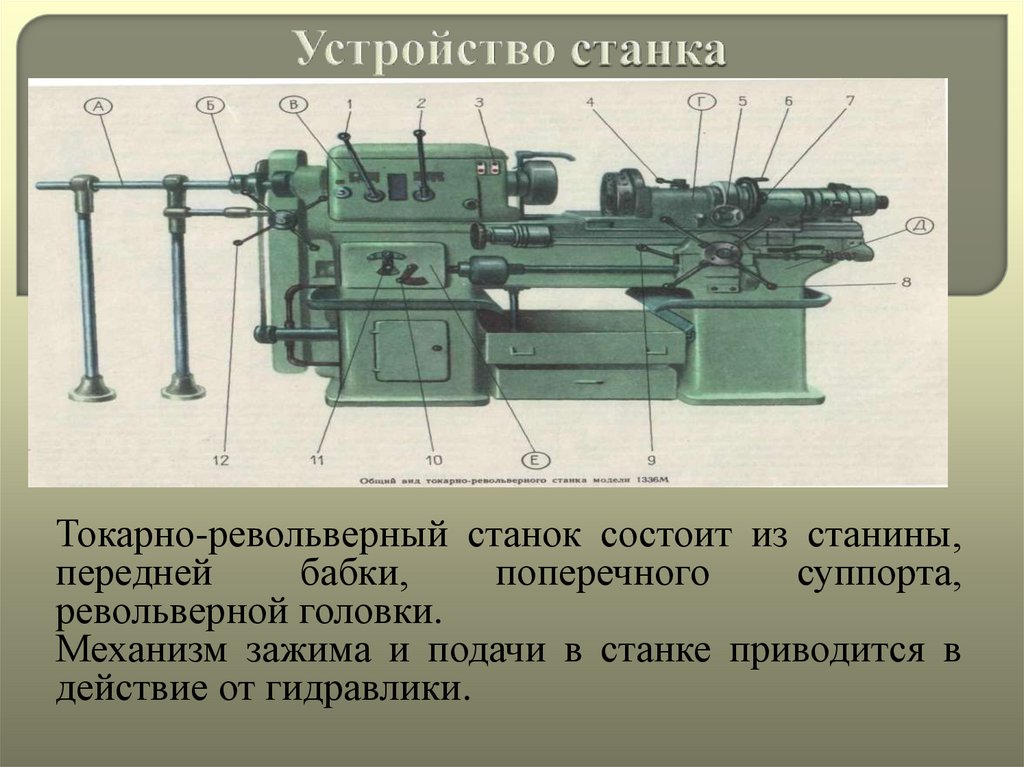
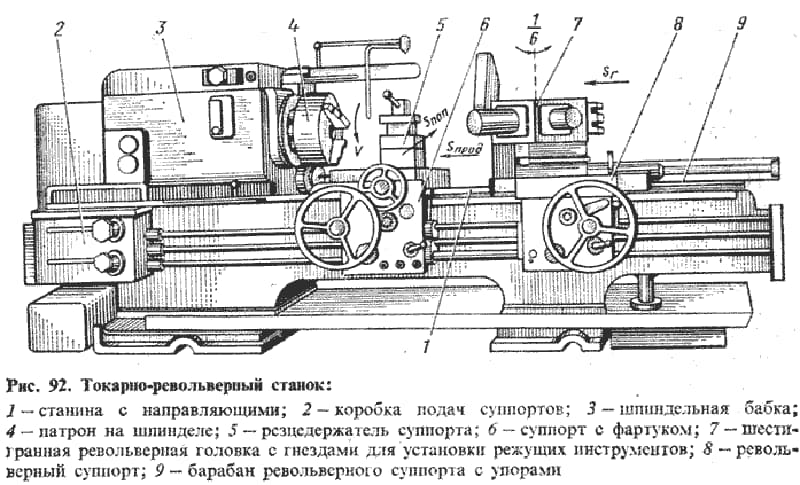
Револьверный
Станки револьверной группы рассчитаны на обработку деталей из калиброванного прутка. Операции, которые могут выполняться на данном оборудовании:
- точение;
- расточка;
- фасонное точение;
- зенкерование;
- сверление;
- формирование резьбы;
- развертывание.

СПРАВКА! Название станков данной группы происходит из-за специального держателя. Он может быть приводным или статическим. Приводной тип дает больше возможностей для проведения различных операций.
Универсальный
К универсальным токарным станкам относятся винторезные станки, так как на них можно выполнять практически любые операции по металлу.
Основные технические характеристики универсального станка:
- скорость вращения (количество оборотов); класс точности; он указывается в маркировке изделия буквами С, В, Н, А, П;
- число передач;
- каких размеров детали можно устанавливать;
- вес и габариты станка;
- величина подачи и максимального перемещения по оси.

Виды выполняемых работ
Как ранее было отмечено, технические характеристики современного токарно-револьверного станка позволяют проводить самые различные операции. Деталями могут стать различные детали, представленные телами вращения. К наиболее распространенным видам проводимых операций относят:



- Точение по наружному диаметру: черной и чистовой проход.
- Точение, подрезка торцевой поверхности, а также отрезная операция при установке соответствующего режущего инструмента.
- Нарезание внутренней и наружной резьбы при использовании самого различного режущего инструмента.
- Образование канавок различной формы и глубины. При установке соответствующего режущего инструмента может проводится получение канавки определенной формы и глубины.
Рассматривая паспорт токарно-револьверного станка, можно уделить внимание тому, что нарезание резьбы может проходить при применении плашки или метчика. Для этого устройство крепления инструментов должно оснащаться специальными державками с функцией перемещение в осевом направлении
Кроме обычной цилиндрической формы могут обрабатывать и следующие разновидности заготовок:
- Имеющие фасонный профиль. Если применяется полуавтомат, то точение и иная операция проводится по копировальной линейке или криволинейному шаблону. За счет этого существенно упрощается поставленная задача по обработке.
- Коническая поверхность. Как и в предыдущем случае, точение может проходить по специальному копиру. Кроме этого коническую поверхность получают путем выполнения одновременной продольной поперечной подачи, для чего устанавливается привод рабочей подачи.
Кроме этого в отдельную группу выделяют станок малогабаритный токарно-револьверный. Есть возможность проводить их установку в небольших мастерских.
Устройство бабки токарного станка (шпиндельный узел)
Передняя бабка состоит из корпуса (чаще всего чугунного) и шпинделя. В станках с коробкой скоростей добавляются валы, шестерни и устройство переключения диапазонов для обеспечения различных моментов резания для обработки заготовок, система смазки шпиндельной бабки. Усилие вращения на деталь передается через шкив на первом валу. При установке шпинделя «картриджного» типа — вращательное движение патрона передается от двигателя через ремни на шкив, установленный на шпинделе. При установке электрошпинделя — ременная передача и внешний двигатель не применяются.
Корпус шпиндельной бабки может иметь различную форму, отливается, как правило, из чугуна. В современных станках в жестком корпусе передней бабки имеются точные отверстия для установки передних и задних подшипников шпинделя, это достигается расточкой корпуса на расточном станке с борштангой, с последующим контролем на измерительной машине. Предусмотрена возможность регулировки оси шпинделя в плоскости движения оси Х (для станков с горизонтальной станиной это будет горизонтальная плоскость, направление «к оператору или от оператора»). В вертикальной плоскости точность достигается пришабриванием
Передача вращательного движения от двигателя к шпинделю, чаще всего, осуществляется посредством клиновых или поликлиновых ремней и шестерней зубчатой передачи. В станках токарной группы с ЧПУ для обеспечения функций нарезания резьбы и поддержания постоянства скорости резания устанавливается дополнительный датчик — энкодер шпиндель. Энкодер воспринимает вращение шпинделя и преобразует его в электрический импульс, посылаемый в модуль ЧПУ. В свою очередь, контроллер управляет работой серводвигателя привода для плавного(не дискретного) регулирования частоты оборотов шпинделя.
Шпиндельный узел, как правило, имеет систему циркуляционной смазки и может иметь систему охлаждения. В шпинделя «картриджного» типа консистентная смазка закладывается на весь срок службы подшипников.
Кинематическая схема шпиндельной бабки обычно приведена в документации на конкретный станок.
Шпиндель передней бабки
Шпиндель — полый внутри вал, изготовленный из углеродистой стали, в отверстие которого пропускают длинномерные заготовки. Установлен шпиндель в корпус передней бабки посредством переднего и заднего подшипниковых узлов.
Торец шпинделя токарных станков, в зависимости от исполнения, соответствует ГОСТ 12595-2003 или ГОСТ 26651-85. На современных станках ЧПУ, в зависимости от запросов потребителя, геометрия торца шпинделя может быть изменена. На торец устанавливается зажимное устройство: токарный патрон, цанга, планшайба, упорный центр.
Посадочные поверхности торца шпинделя имеют обработку не ниже 6 квалитета, при изготовлении поверхность подвергается закалке и шлифовке. В противном случае радиальное и торцевое биение установленного патрона или другого зажимного устройства, установленного на шпиндель, будут превышать допустимые значения. Это скажется на точности обработки заготовки. После установки шпиндель проверяется на наличие вибраций, и, при необходимости, производится балансировка
В связи с этим, при замене зажимной оснастки посадочные поверхности шпинделя необходимо оберегать от различного рода повреждений, не допускать наличия стружки и грязи, а также проверять биение вновь установленных патрона или цанги.
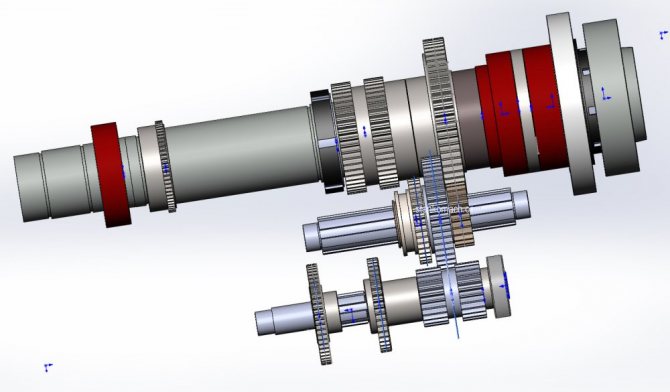
пример — шпиндель «картриджного» типа |
пример — шпиндель с валами и шестернями коробки скоростей |

Проверка точности
Геометрическую точность на токарных станках с ЧПУ проверяют по контрольным скалкам и оправкам. Проверка методом проточки не входит в проверки по ГОСТ(в токарный патрон зажимается заготовка диаметром не менее 80 мм длиной до трех диаметров и обтачивается цилиндрическая поверхность перемещением по оси Z без поджима задней бабкой), является неточной и не отражает реальное положение оси шпиндельной бабки. на результаты проточки влияет очень много факторов и погрешность измерения будет превышать величину допуска (режимы резания, высота режущей кромки и вылет оправки, состояние подшипников шпинделя и остальной кинематики . Допустимые отклонения указаны в приложении к свидетельству о приемке станка.


При неудовлетворительных результатах проверки точности выявляют и устраняют причину и проводят повторную проверку.





