
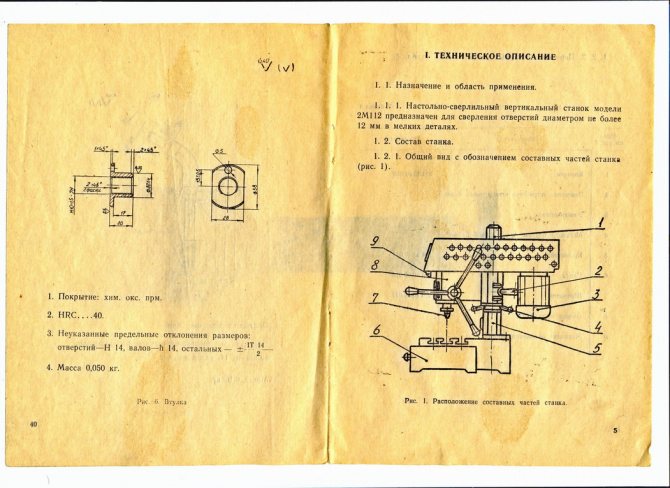
Устройство
Одним из важных преимуществ сверлильного станка является его простая и надежная конструкция. Она пережила несколько модернизаций, но сохранила ряд важных составных элементов.
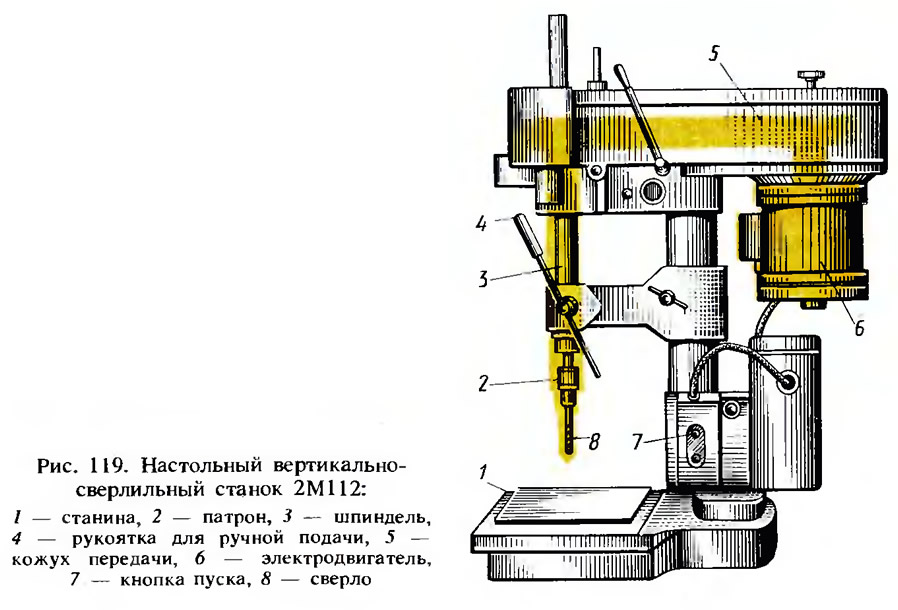
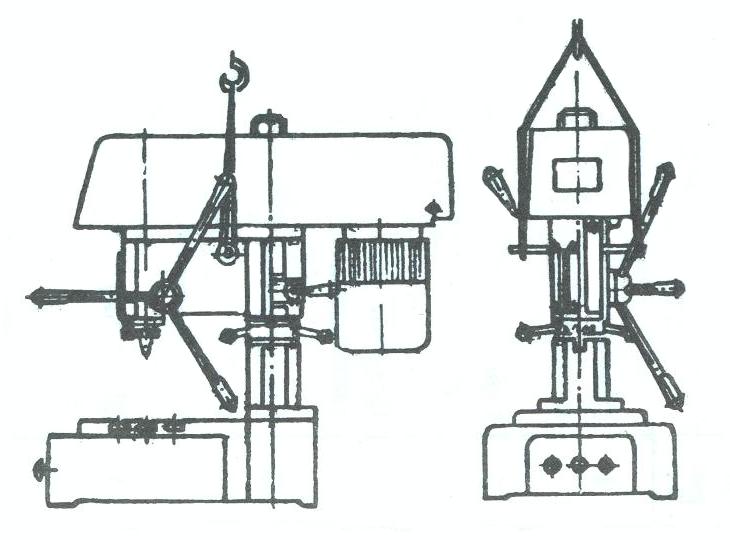
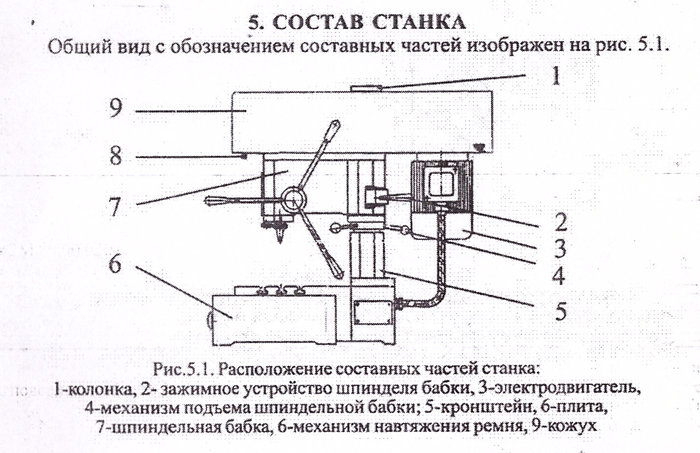
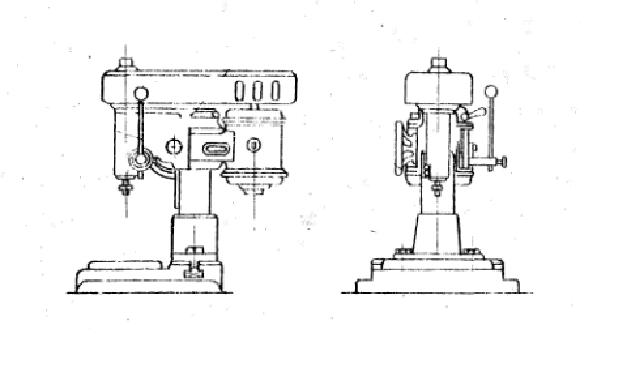
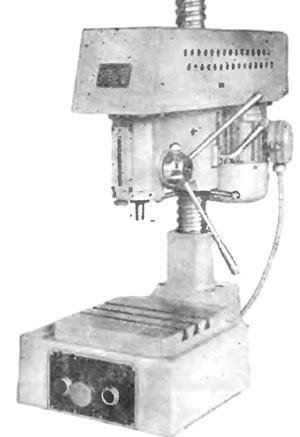
Современный станок 2М112 – это массивная стальная колонна с рабочим столом внизу и горизонтальным кронштейном вверху. Спереди на кронштейне установлена вертикально перемещающаяся шпиндельная бабка, а сзади приводной двигатель.
Вал силового агрегата соединен со шпиндельным модулем приводным ремнем (клиноременная передача), и весь привод защищен литым металлическим кожухом. Вал мотора комплектуется шкивом с пятью ступенями установки ремня (шлицы), что позволяет регулировать скорость вращения шпинделя при работе с деталями из разных материалов.
Шпиндельная бабка – это инструментальная подвижная головка с вращающимся шпинделем (пинолью). Она снабжена механизмами фиксации на кронштейне и перемещения по кронштейну (вперед-назад), а также механизмами подачи шпинделя (вверх-вниз) и натяжения приводного ремня (регулирует расстояние между передающим и приемным шкивами), управление которыми выполняется с помощью рукоятей.
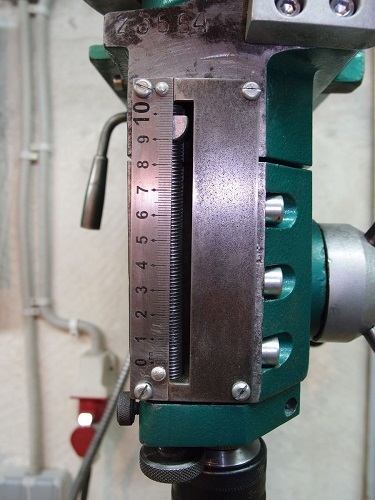
Для регулировки положения рабочего стола, который представляет собой массивную упорную плиту из инструментальной стали с Т-образными пазами, также используется механизм с рукоятью. Для точного управления движением шпиндельной бабки и глубиной сверления на инструментальной головке установлен хомут с плоской мерной насечкой.
Шпиндель смонтирован в специальной гильзе с двумя шарикоподшипниками, а его зажимное устройство (конус Морзе) регулируется поворотной головкой с фиксатором, что дает возможность быстро устанавливать и менять сверла разных размеров для сверления отверстий требуемой глубины и диаметра.
Для подсветки рабочей зоны станка на корпусе крепится электрическая лампа. Запуск электропривода выполняется кнопкой пуска, которая расположена на корпусе станочной колонны.
Кроме того, в работе со станком можно использовать дополнительное оборудование: опорную тумбу (при торцевой обработке деталей с диаметром до 120мм), крестовой стол для сверхточного сверления, сменную револьверную головку, тиски для надежного закрепления деталей на рабочем столе и узел охлаждения для выполнения длительного сверления сверхтвердых материалов.
Классификация шпинделей по типу, размеру и диаметру
Есть различные основания для классифицирования. Первая, она же, пожалуй, основная, – это то, для какого оборудования предназначен узел. Безусловно, для разных станков и электрооборудования необходимы различные приборы.
Второй принцип различения – это типоразмер. Аппараты бывают разных размеров, предназначены для промышленного использования и частного применения. В связи с этим и расходные детали нужны самые разные – покрупнее помельче. Если вы хотите заменить шпиндель на собственном станке, то обязательно при покупке необходимо указать номер своего оборудования, название и год выпуска (могут быть разные модификации).
Ну и последняя, но не по назначению, классификация – по виду. Валы могут быть:
- Коллекторные. Это устройство, включающее цанговый валец высокоскоростного типа. Основные сферы использования – фрезерные станки, а также операции по нанесению гравировки.
- Специализированные на высоких оборотах. Они позволяют достигать значительной скорости металлообработки, поэтому повышается производительность. Но так как хорошее качество может быть достигнуто только при большой точности, то применяются высокоскоростные модели в основном только на оборудовании с ЧПУ. Купить такие станки можно на сайте .
- Конструкция со встроенным охлаждением. Охлаждающая система может подавать через деталь или жидкость, или холодный воздух. Это повышает скорость резания и степень шероховатости поверхности, а трение становится меньше, поэтому и износ тоже приходит позже.
Есть и еще одна классификация – по производителю. Конечно, европейское изготовление более предпочтительно, чем китайское. В Европе часто используют фарфоровые подшипники, которые дают очень положительные качества работы.

О достоинствах и недостатках
Для высокой защиты от разнообразных повреждений и поломок завод-изготовитель собрал все важные узлы и механизмы в цельный чугунный корпус. В устройстве агрегата для дополнительного удобства работы встроена функция освещения рабочего стола и зоны обработки.
Выпуск изделия начался в давние восьмидесятые. Хотя и прошло с тех пор не одно десятилетие, популярность агрегата не поубавилась. Он и по нынешний день пользуется большим спросом на крупных предприятиях и мелких частных мастерских. Модель 2м112 очень высоко ценят специалисты данного профиля за его надежность, легкость в управлении и хорошие характеристики.
Даже если станок 2м112 дал полный сбой в работе и восстановлению не подлежит (что само по себе крайне редкое явление), пользователи ищут аппарат такой же модели. Китайские аналоги хотя и дешевле, но их качество зачастую сильно страдает, а европейское оборудование на порядок дороже.
Благодаря высокой надежности и хорошему ресурсу, сверлильный станок 2м112 способен отлично справляться с тяжелыми условиями работы бесперебойной эксплуатации.
Читать также: Станок деревообрабатывающий многофункциональный белмаш сдм 2500
Простота конструкции делает возможным самостоятельный ремонт и не вызовет особых сложностей. В нынешнее время можно без проблем найти нужные запчасти и комплектующие. Так что с ремонтом никаких проблем не возникнет.
Мощности двигателя вполне хватает как для производственных организаций, так и для мелкого частного предприятия. Учитывая сравнительно доступную цену и крайне высокую надежность за счет большого ресурса, становится понятно, откуда такая высокая популярность у разработанного еще в прошлом веке станка.
Сверлильный станок 2м112, несмотря на уже довольно длительную историю своего существования, до сих пор пользуются широким спросом в мастерских, профучилищах, на различных производствах. Модель 2м112, а также ее аналоги в лице гс2112, 2н112 и 2а112 вы сами могли встретить на уроках труда у себя в школе. Потому рассмотреть модель 2м112 более детально, заглянем в его паспорт и изучим технические характеристики.
Правила работы
Сверлилка модели 2а112 требует соблюдения ряда правил перед началом работы и при выполнении операций на ней.
Требуется предварительная проверка прочности крепления сверла. В процессе работы необходим плавный подвод сверла к обрабатываемому изделию. Передача включается до момента соприкосновения сверла с обрабатываемым изделием. Подача уменьшается в процессе выхода сверла из образовавшегося в детали отверстия.


Удаление короткой стружки, наматывающейся на сверло, производится крючком. Длинная стружка удаляется только после остановки станка. Обслуживание аппарата предусматривает:
- замену масла в редукторе после 90 часов работы,
- удаление с электрического двигателя угольной пыли после 90 часов работы,
- полную очистку агрегата после каждого включения,
- после разборки и сборки аппарата требуется его проверка на электробезопасность,
- постоянный осмотр щеток и их замена, если высота составляет меньше 8 мм.
Электрооборудование настольно-сверлильного станка 2М112
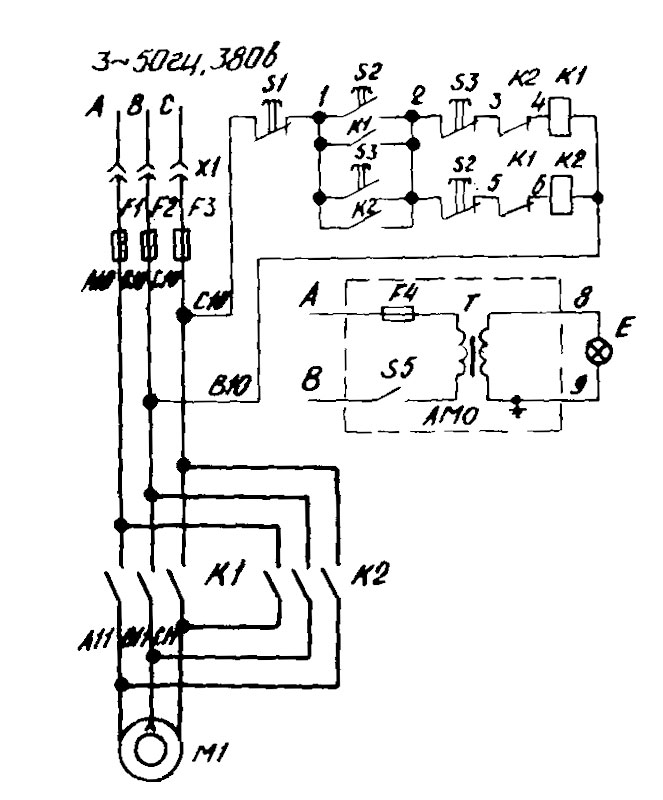
- Электрооборудование сверлильного станка 2М112 рассчитано на питание от сети переменного трехфазного тока напряжением 380В, 50 Гц.
- В случае необходимости станок 2М112 с электрооборудованием может быть выполнен по особому заказу на напряжение 220В, 50 Гц.
- Пусковая и защитная аппаратура смонтированы в плите настольно-сверлильного станка 2М112.
Защита настольно-сверлильного станка 2М112
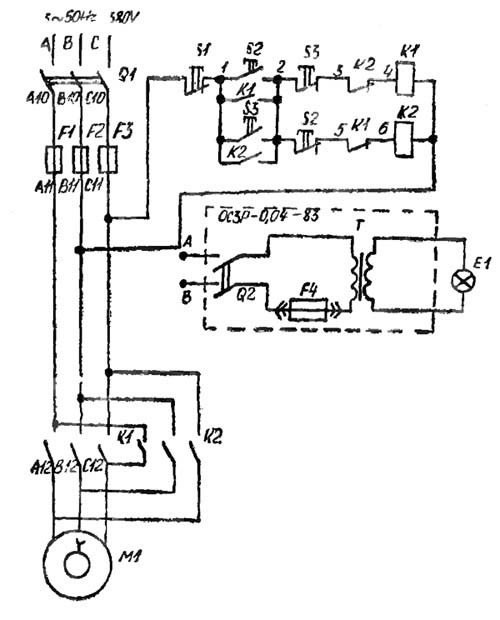
- Электрооборудование станка 2М112 защищается от коротких замыкании и перегрузок однополюсным автоматическим выключателем.
- Для предотвращения самозапуска электродвигателей применена нулевая защита с использованием контактов магнитных пускателей K1 и К2.
Принципиальная электрическая схема настольно-сверлильного станка 2М112

Спецификация покупного электрооборудования
| Обозначение по схеме | Наименование | Кол-во |
| QFI | Выключатель автоматический ВА47-2916А | 1 |
| КМ1, КМ2 | Контактор магнитный КМИ 11210 | 2 |
| М | Электродвигатель: | 1 |
| SB1 | Кнопка КЕ021 красн. | 1 |
| SB2 | Кнопка КЕ011 черн. | 1 |
| SB3 | Кнопка КЕ011 черн. | 1 |
Указания по подключению и обслуживанию электрооборудования сверлильного станка 2М112
- Станок настольно-сверлильный 2М112 должен быть присоединен к общей системе заземления цеха с помощью специального болта, расположенного на плите станка. Заземление станка и эксплуатация его электрооборудования должны производиться в соответствии с требованиями «Правил технической эксплуатации и безопасности обслуживания электроустановок промпредприятий».
- При обслуживании, наладке и ремонте электрооборудования станка 2М112 необходимо руководствоваться установленными правилами техники безопасности при электромонтажных работах. Доступ к контактным частям электрических машин и аппаратов разрешается только после отключения станка от сети автоматическим выключателем.
- Рекомендуется сделать вначале пробный пуск сверлильного станка 2М112 на холостом ходу на всех скоростях последовательно, начиная с наименьших оборотов шпинделя. В первый период после пуска станка не рекомендуется работать на максимальных оборотах шпинделя.
- Для обеспечения длительной и безаварийной работы сверлильного станка 2М112 необходимо регулярно:
- очищать от пыли, электродвигатель, пусковую и защитную аппаратуру,
- очищать от нагара контакты,
- подтягивать по мере необходимости соединения проводов с аппаратурой.
Соблюдение вышеупомянутых правил обеспечит длительную бесперебойную работу сврерлильного станка 2М112 и безопасность обслуживающего персонала
Первоначальный пуск настольно-сверлильного станка 2М112
- Перед первоначальным пуском станка 2М112 должны быть выполнены все указания, изложенные в разделах «Электрооборудование станка» и «Система смазки», относящиеся к первоначальному пуску.
- Затем делается пробный пуск на холостом ходу на всех скоростях последовательно, начиная с наименьших оборотов шпинделя. Убедившись в нормальной работе всех механизмов станка, можно приступить к его эксплуатации.
- В первый период после пуска настольно-сверлильного станка 2М112 не рекомендуется работать на максимальных оборотах шпинделя.
Сверлильный станок 2СС1М: характеристики
Со сверлением и фрезерованием небольшой партии заготовок успешно справится настольно-сверлильный станок 2СС1М. Агрегат выполняет сверлильную операцию в стальной заготовке, фрезерование неметаллов и точение древесины.
Рассчитан агрегат на бытовое использование и работы в единичном производстве.
Станок комплектуется токарным трехкулачковым патроном и прихватом с крепежным комплектом.
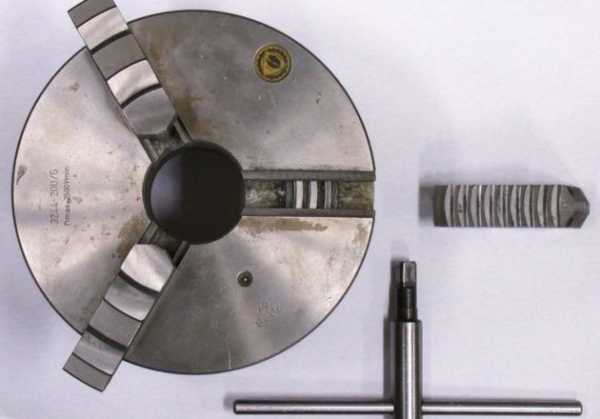
Токарный трехкулачковый патрон
Как опция прилагается приспособление, позволяющее вести токарную обработку.
Основные технические характеристики станка
Характеристики агрегата вполне стандартные:
| № п/п | Наименование параметра | Значение |
| 1 | Максимальный диаметр сверления в стали, мм | 6 |
| 2 | Максимальный размер рассверливания, мм | 13 |
| 3 | Предельное расстояние от зеркала стола до торца шпинделя, мм | 250 |
| 4 | Разметка отдаленности от основания до торца шпинделя, мм | 370 |
| 5 | Величина поворота рабочего стола, град | 360 |
| 6 | Максимальный сдвиг пиноли, мм | 70 |
| 7 | Вылет шпинделя от стойки, мм | 150 |
| 8 | Размер стола, Длина × Ширина, мм | 200×200 |
| 9 | Размер основания, Длина × Ширина, мм | 200×200 |
| 10 | Конус в шпинделе | Морзе В16 |
| 11 | Максимальный диаметр деревянной заготовки для токарной обработки, мм | 70 |
| 12 | Число ступеней оборотов шпинделя | 3 |
| 13 | Частота вращения в соответствии с диаметром сверления, об/мин | |
| до 5 мм | 1,6 тыс. | |
| от 5 до 7,5 мм | 1 тыс. | |
| от 7,5 до 13 мм | 600 | |
| 14 | Габарит станка, Длина × Ширина × Высота, мм | 620×240×700 |
| 15 | Вес оборудования, кг | 52,5 |
Описание устройства
Сверлильный станок 2СС1М представляет собой вертикальную конструкцию для настольной установки с массивным основанием в виде плиты.

Устройство сверлильного станка
В опору плиты входит:
- Цилиндрическая стойка – на ней находится подвижный рабочий стол и траверса.
- Для фиксации стола предусмотрен механизм зажима с ручкой.
- Над рабочей зоной стола расположен пиноль, закрепленный в траверсе.
- Пиноль имеет возможность перемещения в вертикальной плоскости по реечной передаче. Пиноль опускается вращением рукоятки ручной подачи.
- В противоположной части траверсы станка 2СС1М установлен электродвигатель.
- Трехступенчатый шкив электродвигателя и пиноли соединяет ременная передача.
Подготовка станка к работе
Специалисту необходимо знать регламент по эксплуатации агрегата:
- За отверстия в основании станок закрепляется на верстаке или рабочем столе.
- В шпинделе с патроном зажимается сверло необходимого диаметра.
- Рукояткой пиноль отводится в крайнее верхнее положение.
- Обрабатываемая деталь устанавливается на столе и закрепляется прихватами или с помощью другой оснастки.
- Перемещением стола нужно установить зазор не менее 5 мм между верхней плоскостью детали и вершиной инструмента.
Перемещение инструмента при обработке контролируется по линейке лимба. Цена деления отсчетного устройства 1 мм, отметка соответствует величине перемещения инструмента на деталь. Перед началом обработки следует соединить нуль лимба с отметкой на станке, вращением лимба против часовой стрелки.
Принцип работы электрической схемы
Питание станка 2СС1М происходит от сети напряжением 220 В. Род тока – переменный, однофазный, а частота тока 50 Гц.
После подключения к сети при полной готовности к работе следует нажать пусковую кнопку на панели управления. После подачи электричества срабатывает толчковый контакт включения пусковой обмотки, запускается рабочая обмотка электромотора.
В момент выключения кнопки размыкаются клеммы на контакторе, пусковой контур электродвигателя отключается.
Останов оборудования осуществляет стоповая красная кнопка. Она также необходима в аварийной ситуации и при непринужденном останове двигателя. Кнопка предотвращает поломку привода станка и травматизм станочника.
В сверлильном станке 2СС1М установлен электродвигатель с номинальной мощностью 0,18 кВт.
Электродвигатель с мощностью 0,18 кВт
Частота вращения вала двигателя 1420 об/мин. Двигатель имеет II класс изделия с двойной изоляцией.





Рекомендации по обработке
Специалисты по работе с агрегатом советуют мастерам придерживаться нескольких правил:
- Выбор режимов обработки производится с учетом твердости и типа материала. Заготовки высокой твердости обрабатываются на низких оборотах.
- Крупногабаритные детали устанавливают на полу или подставке. Траверсу разворачивают в нужное положение.
- Фрезерование пазов выполняется при закрепленной пиноли. Заготовка устанавливается вдоль упора и подается вручную.
На токарной операции в пиноль устанавливается гребенка вместо патрона. В отверстие рабочего стола закрепляется вращающийся центр. Между ними располагается обрабатываемая деталь. Обработка ведется резцами с установкой специального приспособления.
Станок сверлильный настольный 2М112. Видеоролик.
Привет друзья. Сегодня у нас сверлильный станок 2м112, который был спасён из металлоприёмки в виду его достойного состояния, а именно отсутствие люфта в шпинделе. Займемся его восстановлением. Начнем с механизма ручной подачи шпинделя. Он крепится к валу-шестерне с помощью фиксирующего болта. Открутив болт, снимаем рукоятку. Да! Это ж каким нужно быть варварам, чтобы так издеваться над станком. Сами ручки, которые должны вкручиваться в корпус, наглухо приварены. Да и не ручки это, а огрызки такого-то прутка. Варвары. Зажимаем в тиски и срезаем нахер всё это дело болгаркой. Будем делать нормальные ручки, ибо на исправном станке приятно работать, это факт. После того как отрезали, удаляем остатки сварки лепестковым кругом зернистостью 60. Также можно применить зачистной круг, но поверхность после обработки будет грубее. Зачищать нужно до тех пор, пока на месте сварки не появится полная окружность. Это нужно для того, чтоб ничего не держало оставшийся кусочек. Если по краям останется сварка, то выкрутить его будет то ещё занятие.
Накернил углубление в центре и прошёл сверлом 4 мм, потом попробовал 8 мм, и здесь мне на глаза попалось левое сверло диаметром 5 мм. Часто бывает, что при сверлении этими сверлом его закусывает и обломившийся кусочек сам выкручивается. Мне повезло, и таким методом я выкрутил все три заломыша. Далее, подправим деталь всё тем же лепестковым кругом, убирая сопли от сварки и выравнивая поверхность. Осталось изготовить ручки. Для них, как нельзя кстати, подошли штоки от амортизаторов. Они диаметром 11 мм, а резьба нужна М10. Зажимаем пруток в патрон токарного и протачиваем конец заготовки до диаметра 10 мм, длина проточки около 15 мм. Мне напечатали на 3D принтере шарики. У них есть центральное отверстие под резьбу М8.
Хватаем метчик и нарезаем внутреннюю резьбу. Здесь важно не переусердствовать, а то можно выдавить верхнюю часть шарика
Резьба нарезается от руки, ничего никуда зажимать не нужно. С другой стороны протачиваем заготовку до диаметра 8 мм и длиной примерно 10-12 мм. Как же это круто выточить то, что тебе нужно. Не надо часами искать в ящиках нужную тебе хреновину и допиливать её болгаркой и напильником. Красота. Обязательно в начале делаем фаску для лучшего захода лерки. Как-то так это выглядит. Теперь нарезаем резьбу не забывая капнуть масла. Режем по пол оборота вперёд и немножко назад, этим самым обламывает стружку. Когда резьба нарезана на неё без проблем накручивается шарик. Такую процедуру нужно повторить для двух оставшихся прутков. В итоге имеем вот такую рукоятку. Жаль что один шток оказался потёртым и это немного портит вид, ну подвернется подходящий, переделать не долго.
Ещё одна проблема после криворуких мастеров — это гайка перемещение шпиндельной бабки по колонне. Здесь рукоятки так же тупо приварены к гайке. Блин, ну как так то, а! В этом узле стоит упорный подшипник для предотвращения трения между гайкой и бабкой. Закрывает его металлическая крышка, которую так же умудрились прожечь сваркой. Хорошо что хоть одна ручка не приварена, есть шанс её выкрутить. Перемещаемся в тиски и срезаем все выступающие части, стараясь не задеть защитную крышку. Все эти процедуры занимают дичайшие количество времени и сил.
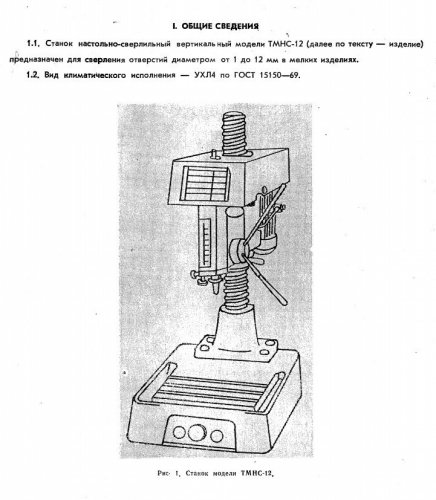
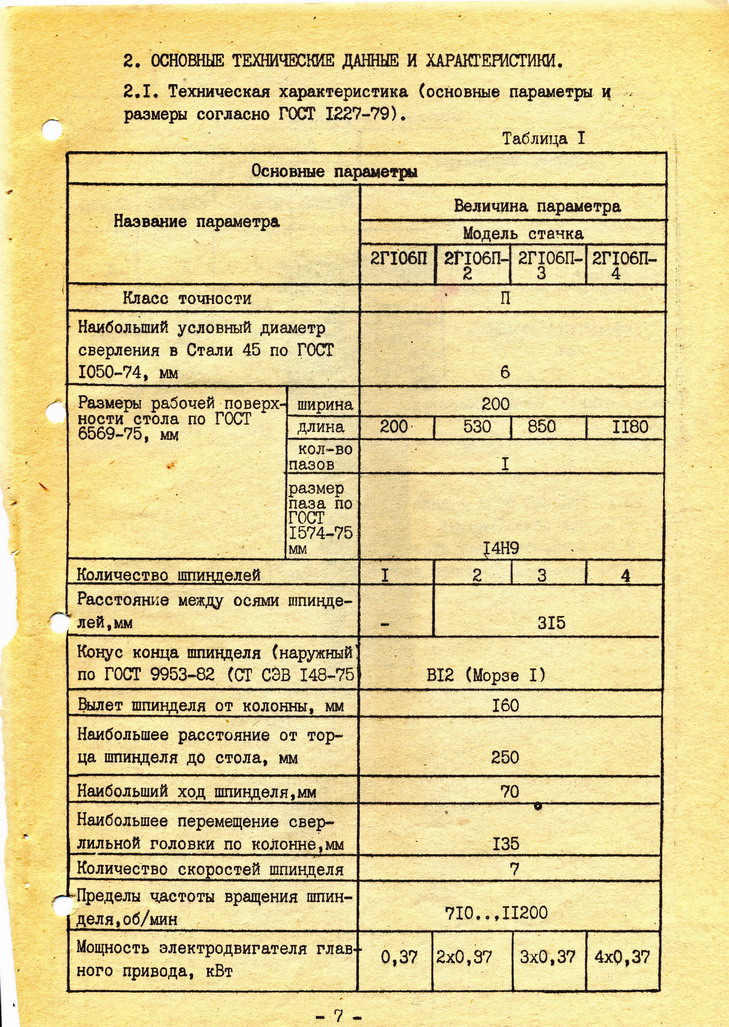
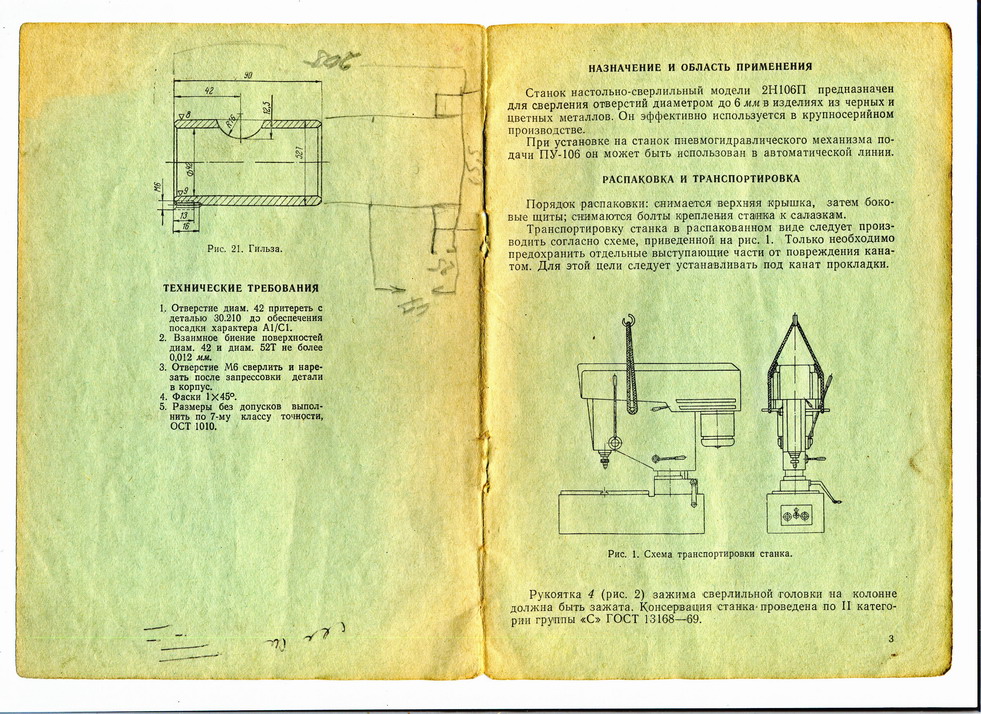
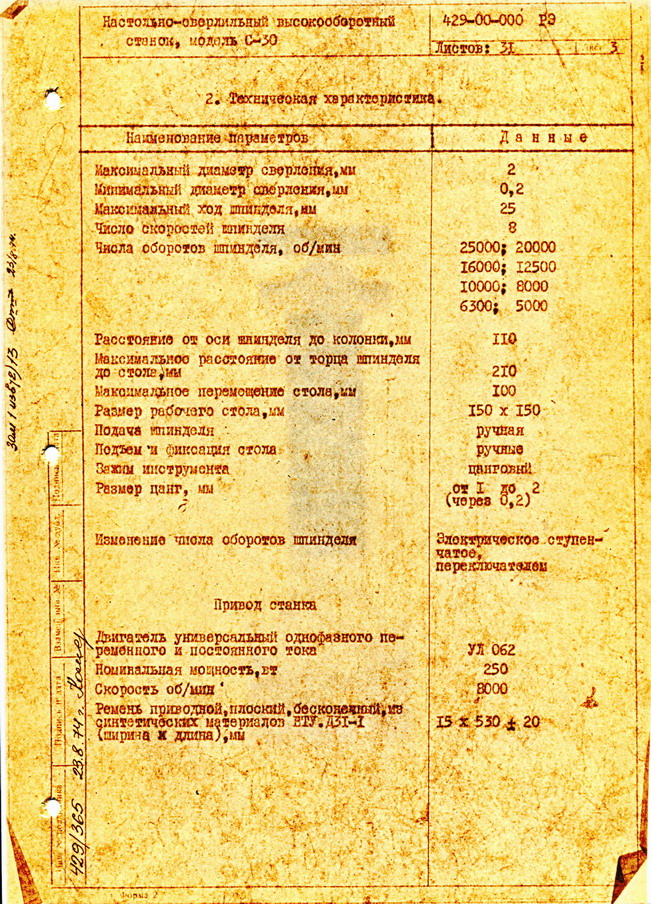
2М112 станок сверлильный настольный. Назначение и область применения
Станок предназначен для сверления отверстий и нарезания резьбы в мелких деталях из чугуна, стали, цветных сплавов и неметаллических материалов в условиях промышленных предприятий, ремонтных мастерских и бытовых мастерских.
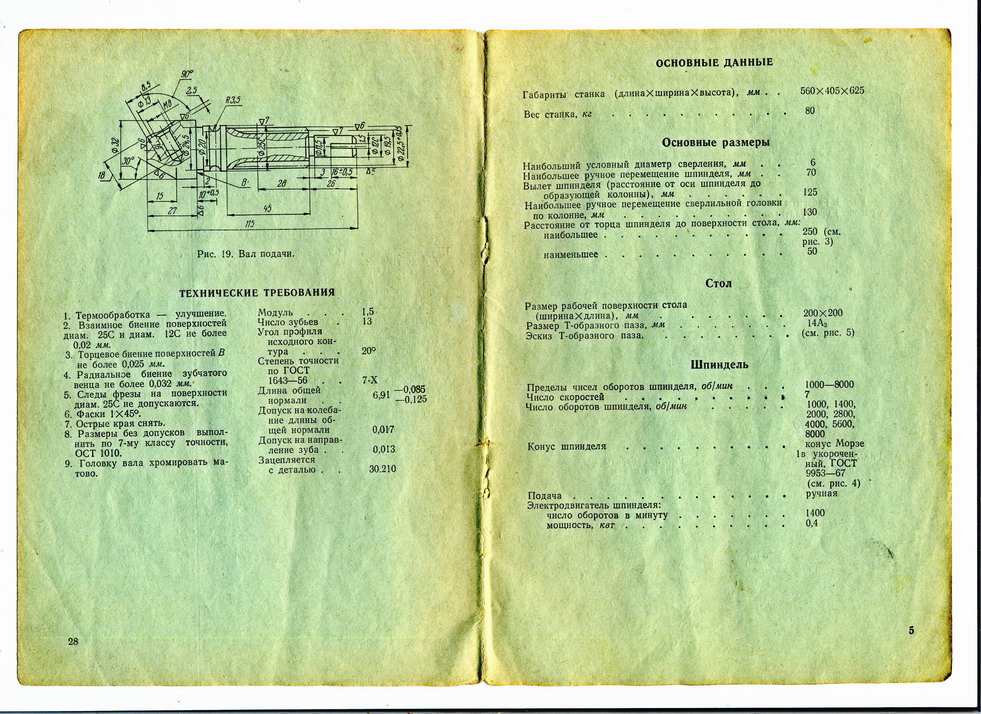
Основные технические характеристики сверлильного настольного станка 2м112
Изготовитель — Кировский станкостроительный завод.
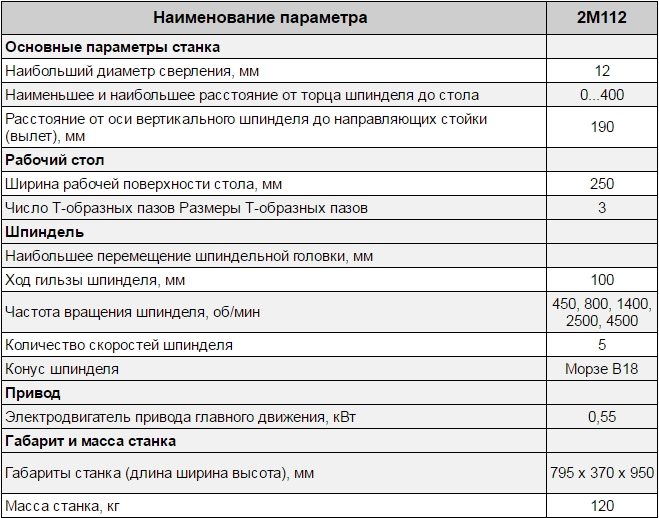
- Максимальный диаметр сверления: Ø 12 мм
- Наибольшая глубина сверления: 100 мм
- Наибольшая высота обрабатываемой детали, установленной на рабочем столе: 400 мм
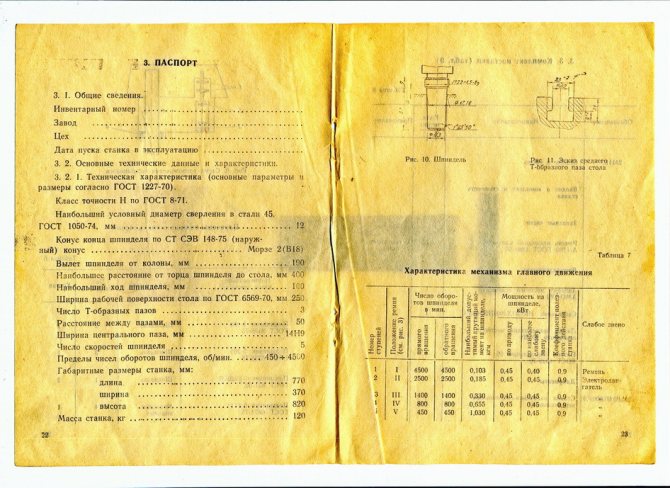
- Пределы чисел оборотов шпинделя в минуту — (5 ступеней) 450, 800, 1400, 2500, 4500 об/мин
- Конец шпинделя — В18 наружный укороченный конус Морзе 2 по ГОСТ 9953
- Стандартный сверлильный патрон — Патрон 16-В18 ГОСТ 8522-79, диапазон зажима 3..16 мм
- Мощность электродвигателя: 0,55 кВт
- Масса станка: 120 кг
Шпиндель станка 2м112 получает пять скоростей вращения от пятиступенчатых шкивов привода, что обеспечивает свободный выбор скоростей резания в диапазоне от 450 до 4500 об/мин.
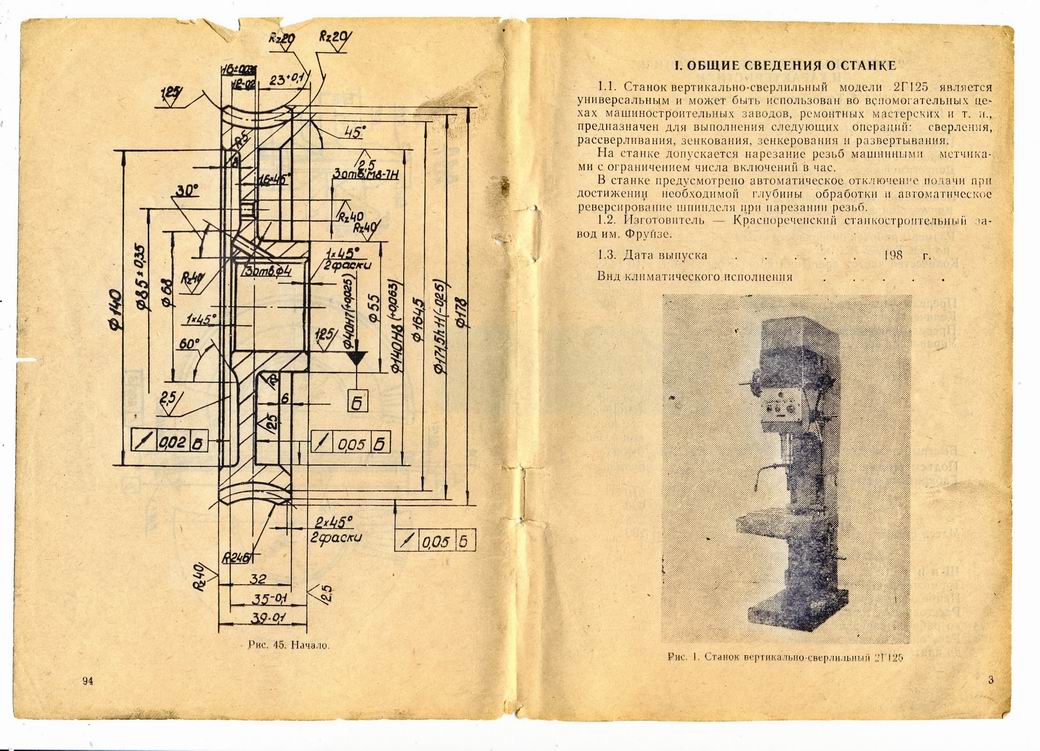
Конец шпинделя — наружный укороченный конус морзе КМ2, обозначение В18 по ГОСТ 9953 (Конусы инструментальные укороченные) — конус укороченный: D = 17,780 мм, длина конуса 37,0 мм.
Укороченному конусу В18 соответствует сверлильный трехкулачковый патрон 16-го типоразмера по ГОСТ 8522 (Патроны сверлильные трехкулачковые) с диапазоном зажима от 3 до 16 мм.
Пример условного обозначения сверлильного 3-х кулачкового патрона, типоразмера 16, с присоединительным конусным отверстием В18:
Патрон 16-В18 ГОСТ 8522-79
Конус Морзе инструментальный укороченный
Конус инструментальный — Конус Морзе — одно из самых широко применяемых креплений инструмента. Был предложен Стивеном А. Морзе приблизительно в 1864 году.
Конус Морзе подразделяется на восемь размеров — от КМ0 до КМ7 (на английском: MT0-MT7, на немецком: MK0-MK7).
Стандарты на конус Морзе: ГОСТ 25557 (Конусы инструментальные. Основные размеры), ISO 296, DIN 228. Конусы, изготовленные по дюймовым и метрическим стандартам, взаимозаменяемы во всём, кроме резьбы хвостовика.
Для многих применений длина конуса Морзе оказалась избыточной. Поэтому был введён стандарт на девять типоразмеров укороченных конусов Морзе (B7, B10, B12, B16, B18, B22, B24, B32, B45), эти размеры получены удалением более толстой части конуса. Цифра в обозначении короткого конуса — диаметр толстой части конуса в мм.
- B7 — конус Морзе КМ0, D = 7,067 мм;
- B10 — конус Морзе КМ1, D = 10,094 мм. Патрон 4-В10 (0,5÷4 мм);
- B12 — конус Морзе КМ1, D = 12,065 мм. Патрон 6-В12 (0,5÷6 мм), Патрон 8-В12 (1÷8 мм);
- B16 — конус Морзе КМ2, D = 15,733 мм. Патрон 10-В16 (1÷10 мм), Патрон 13-В16 (1÷13 мм);
- B18 — конус Морзе КМ2, D = 17,780 мм. Патрон 16-В18 (3÷16 мм);
- B22 — конус Морзе КМ3, D = 21,793 мм. Патрон 20-В22 (5÷20 мм);
- B24 — конус Морзе КМ3, D = 23,825 мм;
- B32 — конус Морзе КМ4, D = 31,267 мм;
- B45 — конус Морзе КМ5, D = 44,399 мм.
Где D — диаметр конуса в основной плоскости.
Отсчет глубины сверления производится по плоской шкале или упору.
Оригинальная конструкция натяжения ременной передачи позволяет быстро менять положение ремня на шкивах для получения нужной скорости резания.
Использование тумбы для установки станка дает возможность для сверления торцов длинных деталей, например валов. Диаметр вала — до сто двадцати миллиметров, длина — до тысячи миллиметров.
Сверлильный станок 2М112 позволяет выполнять следующие операции:
- сверление
- зенкерование
- развертывание
- рассверливание
- нарезание резьб
Сверлильный станок 2М112 может комплектоваться дополнительными принадлежностями, позволяющими расширить его возможности:
- Тиски — незаменимы при сложных видах обработки, например, небольших деталей или сверления под углом
- Крестовый стол — незаменим для точного координатного сверления или легкого фрезерования
- Револьверная головка
- Узел охлаждения — незаменим при длительном сверлении
Аналоги настольного сверлильного станка 2М112
ЕНС12 — Ø12 — Ейский станкостроительный завод ЕСЗ, г. Ейск
ОД71 — Ø12 — Оренбургский станкозавод, г. Оренбург
НС-12А — Ø12 — Вильнюсский станкостроительный завод «Жальгирис»
НС-12Б, НС-12-М — Ø12 — Барнаульский станкостроительный завод
ШУНСС-12 — Ø12 — Мукачевский станкостроительный завод, с. Кольчино
ГС2112 — Ø12 — Гомельский завод станочных узлов
ЗИМ1330.00.00.001 — Ø12 — Завод им.Масленникова, ЗИМ-Станкостроитель, г. Самара

МП8-1655 — Ø12 — СтанкоСтроительный завод им. Кирова, г. Минск
БС-01 — Ø12 — Беверс, г. Бердичев
ВС3-5016 — Ø12 — Воронежский станкозавод
Р175М — Ø12 — Чистопольский завод АвтоСпецОборудование, г. Чистополь
Р175, Р175М — Ø13 — АвтоСпецОборудование
ВИ 2-7 — Ø14 — Волгоградский инструментальный завод
MD-23 — Ø14 — Каунасский станкостроительный завод «Нерис»
2а112
Буду в гараже в выходные — посмотрю, я старые подшипы оставил «на всякий пожарный». Вот не зря.
А вообще на форуме есть 2 большие темы по 2А112, там вроде бы проскакивала инфа по номерам подшипников.
Нет, бро, это не разговор (без обид). В паспорте на станок указаны определенные допуски по биению (и, кстати, описана методика измерений)
глаз — прибор дюже неточный.
Патрон, кстати, особенно неизвестного происхождения — тоже железяка, точностью не отличающаяся. Это я вам говорю как человек, у которого этих патронов целая коробка лежит. (кстати на 2А112 конус В16, а не В18. В18 это на 2М112). Да и кривые сверла, увы, не редкость, равно как и неправильная заточка.
Так что кратенько-тезисно:
Снимаем патрон и меряем биение на посадочном конусе (индикатор и стойку вам в помощь, если нет — могу одолжить, благо живем рядом)
пиноль максимально вверх.
Причем меряем сначала на бОльшем диаметре, потом на меньшем. Нужно это для того, чтобы понять, не кривой ли сам вал. Он и новый, увы, может быть кривым.
Потом опускаем пиноль в максимально низкое положение и повторяем предыдущие пункты.
Смотрим показания индикатора. если биение в районе 0,01-0,03 мм — это нормально, лучше, скорее всего, не будет. стандартное биение по паспорту — 0,02 мм. Если больше — надо смотреть почему. Если биение укладывается в допуски, значит вопросы к патрону (патронам) или сверлам.
Ставим патрон, зажимаем какую-нибудь гарантированно ровную оправку-шпильку. Я использовал какой-то шток рабочего тормозного цилиндра. Меряем биение по описанной методике. Если бьет — пробуем перезажать шпильку с проворотом на 30-60-90 градусов.
Если после перезажатия все равно бьет — значит патрон кривой. Причем кривость эта может быть как на посадочном конусе (мусор, ржа, несоосность) так и из-за кривого зажатия самими губками.
У меня на данный момент при биении на конусе 0,02 мм максимальное биение на патроне составляет примерно 0,2-0,25 мм. Патрон новый корейский с заявленным радиальным биением не более 0,15 мм.
И кратенькая ремарка по патронам. Ставил патрон от старой китайской сверлилки — патрон сам бил около 0,5 мм. поставил патрон советский — биение уменьшилось примерно до 0,4 мм (что вкупе с не совсем идеальной заточкой сверла все равно очень много). И пока я не поставил новый корейский патрон я нормально работать так и не смог (даже сверловка, я уж молчу про фрезеровку).
Ну и напоследок. файл, который вас стОит внимательно изучить:
Подготовка станка к работе
Специалисту необходимо знать регламент по эксплуатации агрегата:
- За отверстия в основании станок закрепляется на верстаке или рабочем столе.
- В шпинделе с патроном зажимается сверло необходимого диаметра.
- Рукояткой пиноль отводится в крайнее верхнее положение.
- Обрабатываемая деталь устанавливается на столе и закрепляется прихватами или с помощью другой оснастки.
- Перемещением стола нужно установить зазор не менее 5 мм между верхней плоскостью детали и вершиной инструмента.
Перемещение инструмента при обработке контролируется по линейке лимба. Цена деления отсчетного устройства 1 мм, отметка соответствует величине перемещения инструмента на деталь. Перед началом обработки следует соединить нуль лимба с отметкой на станке, вращением лимба против часовой стрелки.






Дачный 2М112
Дачный 2М112
Сообщение #1 2-12-85-06 » 14 янв 2017, 01:20
На фотках было видно, что это «Комунарас» по материалам форума я уже знал, что станки этого завода считаются одними из лучшими. Станок стоял в разорившейся небольшой типографии, имущество которой распродавалось, был подключен, можно было проверить. По словам хозяина, на нем сверлили для каких-то целей кипы бумаги (возможно так и было, судя по тому, что станина была вся облеплена кусками приклеившейся бумаги). Короче, в выходные мы племянником поехали за 100 км, в славный город Талдом (МО), смотреть станок. Было это в январе 2014 г. Встретил нас дедушка, как выяснилось тесть хозяина типографии и его полпред. С собой прихватил кучу разного инструмента, сверла и кусок уголка, для опытов. После осмотра выяснил следующее:1. Не хватает двух рукояток штурвала (ерунда).2. Нет «клина» в ластохвосте бабки (ерунда, это просто полоска железа, делается болгарой и наждаком).3. Есть незначительный заезд в стол по центру (ну он у всех станков есть, на работоспособность не влияет).4. Сломана пополам и грубо сварена рукоятка фиксации подмоторной плиты, резьба на ней сорвана (тоже ерунда, можно на первых порах и болтом обойтись).5. Нет ключа к патрону (все равно изначально хотел поменять на самозажимной).6. Лопнула пружина возврата пиноли (заменяется пружиной от бензопил, продаются и новые)7. Сбоку прикручено основание станочного светильника, но самого светильника нет (ну и черт с ним).
8. Отсутствовал пакетный выключатель 380 В сзади станины.9. Расколота трехфазная, советского образца, вилка 380 В.Два последних пункта мне были вообще по барабану, поскольку собирался запускать станок через частотник, но зато сыграли свою роль при торге, как и все остальные.Остальное вроде все было в норме: бабка по колонне ездила без проблем, фиксировалась на колонне мертво, механизм натяжения ремня исправен, шкивы и ластохвост без сколов, трещин на чугуне нигде нет, мотор работает, все крутиться без особого шума.Выдвинул пиноль, покачал – вроде не стука не почувствовал (стойки с индикатором у меня тогда еще не было). Поставил сверло, просверлил привезенный с собой уголок – вроде нормально. Решил – надо брать!Поторговался, апеллируя к вышеупомянутым косякам, попросил скидку в 4 р., дед позвонил хозяину, тот согласился и ударили по рукам. Бонусом досталась покрытая пылью, забытая советская отвертка, лежавшая под кожухом ремня, прихватил ее при разборке (раз уплочено!).Быстро разобрали на пять частей (станина, колонна, бабка, подмоторная плита с движкой, кожух), благо вопрос разборки быть загодя проработан по материалам форума. Закинули в багажник и благополучно телепортировали станочек домой. Помню, рад был безумно.
Отправлено спустя 38 минут 56 секунд: Дома начал полную разборку и дефектовку. Года выпуска на табличке не было, но судя по маркировке на пускателях – 1981.
1 Функциональность, сфера использования
Настольный сверлильный станок 2М112 является оборудованием бытового класса, предназначенным для использования в ремонтных мастерских, металлообрабатывающих цехах либо небольших предприятиях. Данные агрегаты способны работать с деталями из стали, цветных сплавов, пластика и дерева.
Вертикально-сверлильный станок 2М122 может выполнять следующие технические операции:
- сверление сквозных и глухих отверстий;
- зенкерование;
- рассверливание;
- развертывание;
- нарезание резьбы (дюймовой, метрической).
Среди эксплуатационных преимуществ данного оборудования, сделавших его одним из наиболее востребованных сверлильных агрегатов в СССР, выделим сравнительную простоту конструкции, обеспечивающую легкость управления, надежность и длительный эксплуатационный ресурс.
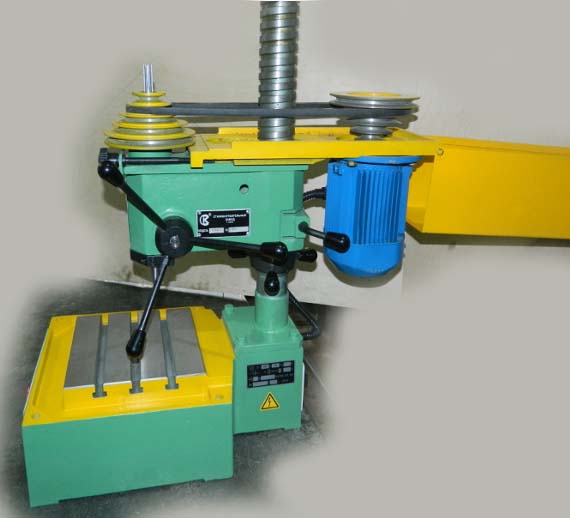
Особенностью станка является использование в его конструкции 5-ти ступенчатого шкива двигателя, который дает 5 скоростей вращения шпинделя, что позволят выбрать оптимальный режим обработки металла любой твердости. Скорость резания подбирается посредством изменения положения ремня в коробке передач.

Внешний вил 2М112
В конструкции данной модели предусмотрена возможность использования дополнительной опорной тумбы, при комплектации которой появляется возможность обработки торцов длинных заготовок (валов) диаметром до 120 мм и длиной до 1000 мм.
1.1 Особенности конструкции
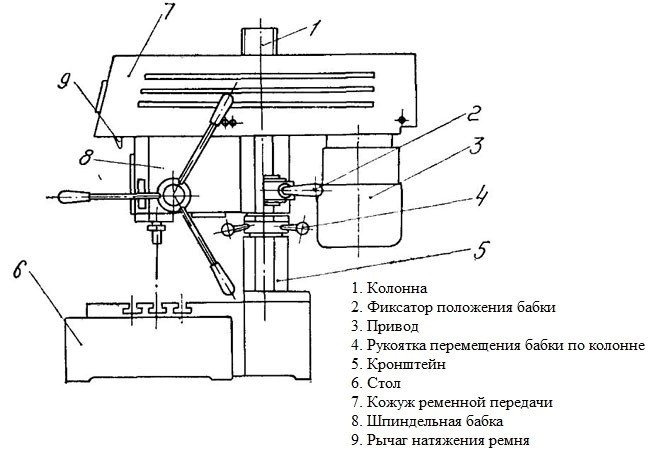
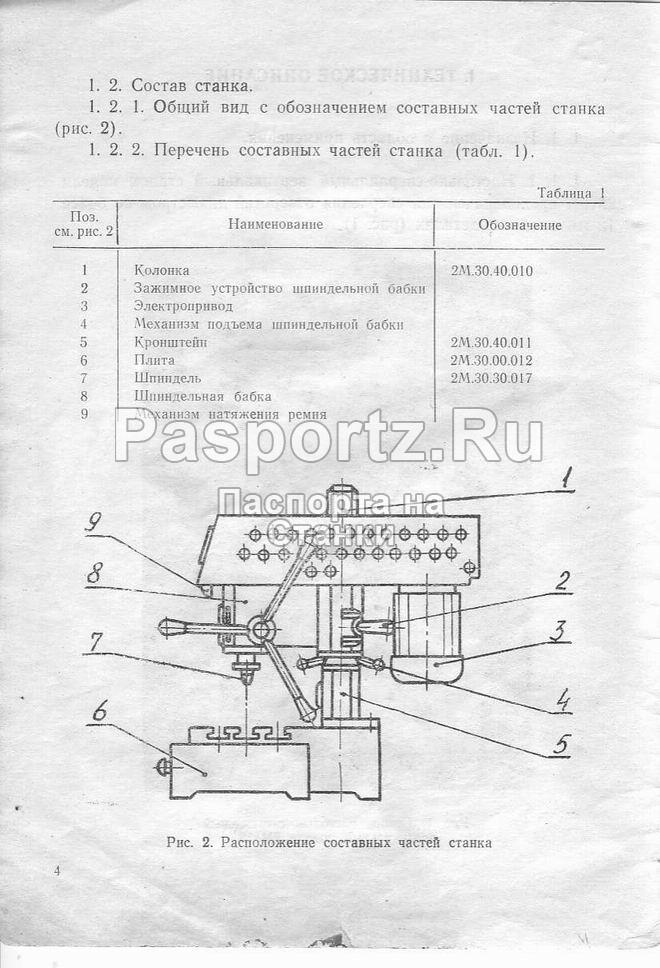
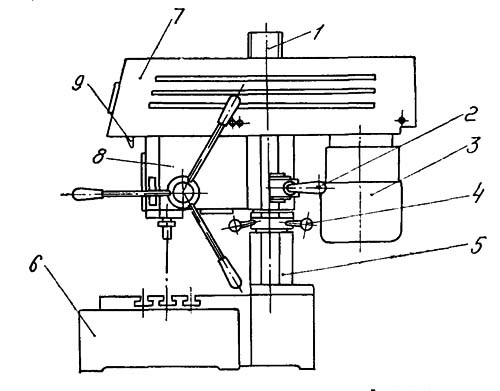
Вертикально-сверлильный станок 2М112 имеет типовую конструкцию, состоящую из следующих узлов:
- Колонка.
- Зажим шпиндельной бабки.
- Электродвигатель.
- Устройство подъема шпиндельной бабки.
- Несущий кронштейн.
- Опорная плита.
- Верхняя часть корпуса (кожух).
- Шпиндельная бабка.
- Устройство натяжения ремня.
Расположение конструктивных узлов вы можете увидеть на приведенной схеме.
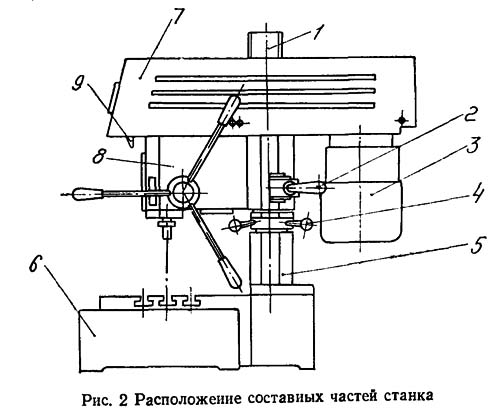
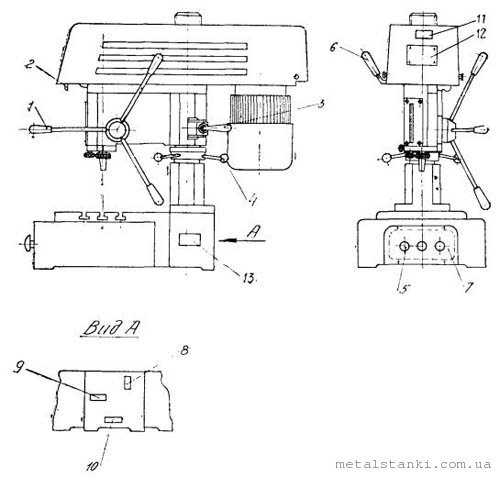
Главным рабочим узлом станка является шпиндельная бабка, выполненная в сборном корпусе из чугуна. В корпусе расположен сам шпиндель, устройство натяжения ремня и ламы местного освещения рабочей зоны. Бабка имеет поворотную конфигурацию — она может проворачиваться на колоне и фиксировать в требуемом положении. Для ее перемещения необходимо отключить зажимное устройство (№2), опускание и подъем бабки осуществляется поворотом соответствующего рычага (№4).
На задней части корпуса шпиндельной балки смонтирован электродвигатель асинхронного типа мощностью 550 Вт. В отличие от коллекторных приводов асинхронный мотор устойчив к перегрузкам и нагреву, что позволяет эксплуатировать сверлильный станок беспрерывно. Кнопка включения привода вынесена на переднюю часть корпуса агрегата.

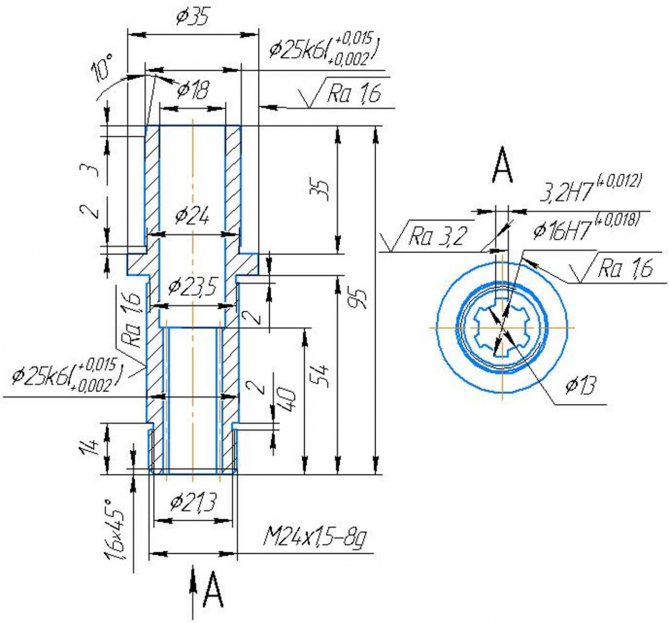
Шпиндельный узел 2М112
Устройство шпиндельного узла 2М112 представлено на вышеприведенной схеме, он состоит из:
- Шпиндель.
- Гайка для снятия патрона с шпинделя.
- Шариковый подшипник вращения.
- Гильза.
- Валик-шестерня (выполняет подачу шпинделя, передавая на него вращение от штурвала).
- Шариковый подшипник.
- Втулка вращения.
- Шкив.
- Регулирующая ручка.
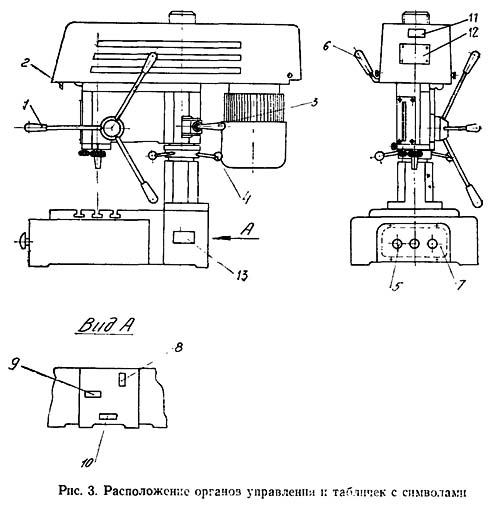
В данной модели предусмотрены такие органы управления как рукоять подачи шпинделя, рычаги перемещения и фиксации шпиндельной бабки, фиксатор подмоторной плиты, механизм натяжения ремня и кнопки управления приводом.
1.3 Технические характеристики
Предлагаем вашему вниманию перечень основных характеристики настольно-сверлильного станка 2М112:
- количество шпинделей — 1;
- максимальный диаметр сверления;
- расстояние между нижней частью шпинделя и поверхностью рабочего стола: наибольше — 400 мм, наименьше — 0 мм;
- вылет шпинделя — 180 мм;
- размеры рабочего стола (плиты) — 25*25 см, количество Т-образных пазов — 3 шт.

Кинематическая схема станка
- тип конуса — Морзе В18;
- ход гильзы — 100 мм;
- наружный диаметр — 17 мм;
- длина перемещения головки шпинделя — 300 мм.
Электрическая схема станка
- тип электродвигателя — асинхронный, мощность — 550 Вт;
- количество скоростей вращения шпинделя — 5 шт;
- частоты вращения — 4500, 2500, 1400, 800 и 450 об/мин.
Технические характеристики
Главным показателем всех бурильных изделий является номинальная величина проделанного отверстия. Согласно паспортным данным станка 2м112, заявленная номинальная величина (диаметр) проделанного отверстия — 12 мм. Таких возможностей с избытком хватает для нужд небольших частных мастерских, но на крупных заводских площадках пользуются сверлами гораздо большего размера. Это может достигаться тремя способами:




- За счет увеличенного патрона. В большинстве случаев применяют именно этот метод.
- За счет специальных переходников под сверла более крупного диаметра. Этот метод в силу его трудоемкости применяют редко.
- За счет специальных сверл. Диаметр хвостовой части таких сверл меньше диаметра самого сверла.
По паспортным данным, патрон имеет скорость вращения от 450 до 4500 об/мин. При этом скорость можно изменять при помощи 5 ступеней. На сверлильном агрегате вмонтирован шпиндель В-18. Расстояние от него до поверхности стола может изменяться в пределах 0−400 мм.





