Особенности конструкции и основные виды
Сегодня звездочка цепной передачи может иметь самую различную геометрическую форму. Ключевыми моментами можно назвать следующее:
Конструкция и размеры во многом зависят от передаточного отношения.
Параметры выбранной цепи оказывают влияние на количество зубьев и их форму
Именно поэтом уделяется внимание всем параметрам создаваемого механизма.
Основные характеристики указываются в ГОСТ 13576-81. Этот стандарт применяется при изготовлении рассматриваемый деталей.
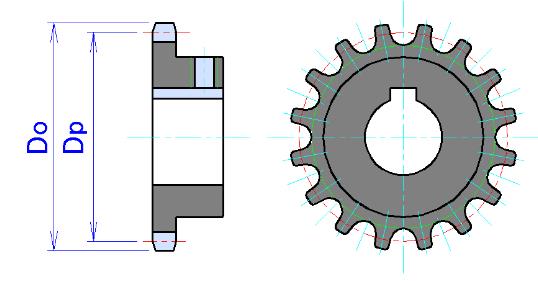
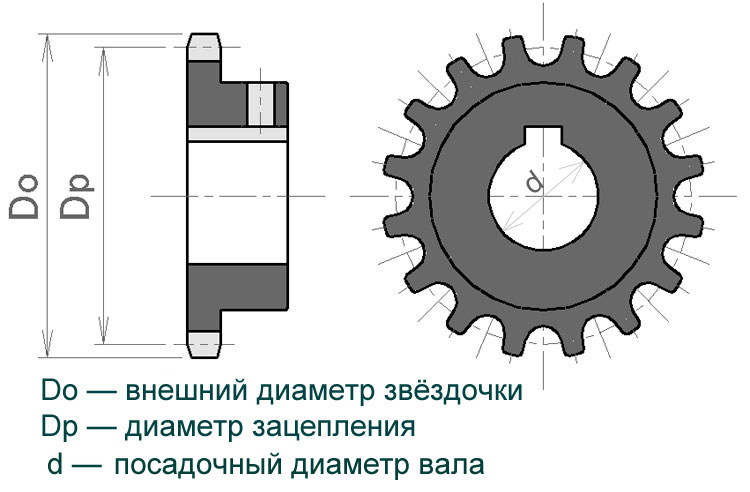
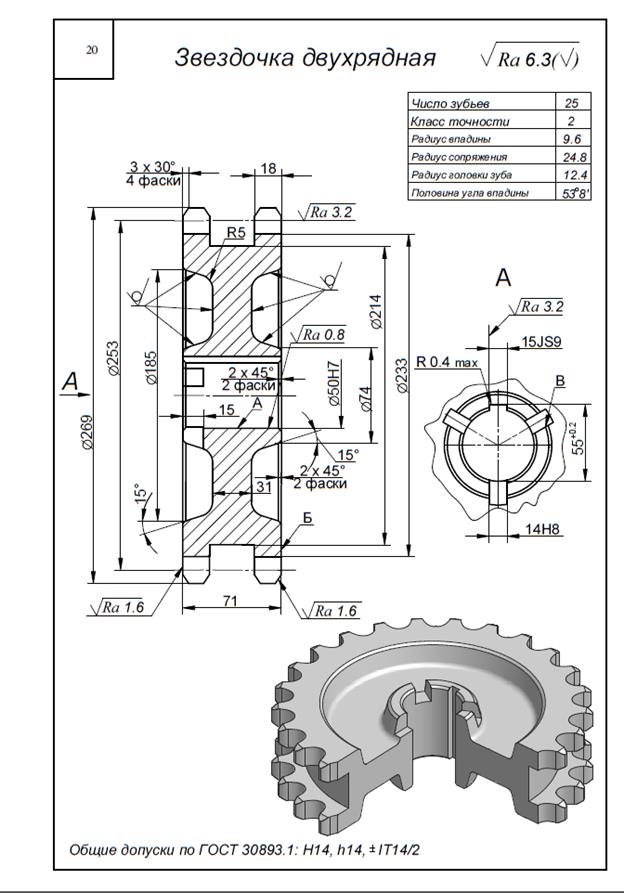
Звездочки со ступицей для приводных цепей также характеризуются тем, что имеют специальную ступень.
Для установки рассматриваемого изделия зачастую применяется вал
Именно поэтому создается определенное отверстие со шпоночной выемкой.
Основная рабочая поверхность представлена зубьями с определенной формой. Именно они находятся в непосредственном зацеплении с отверстиями, которые образуются роликами.
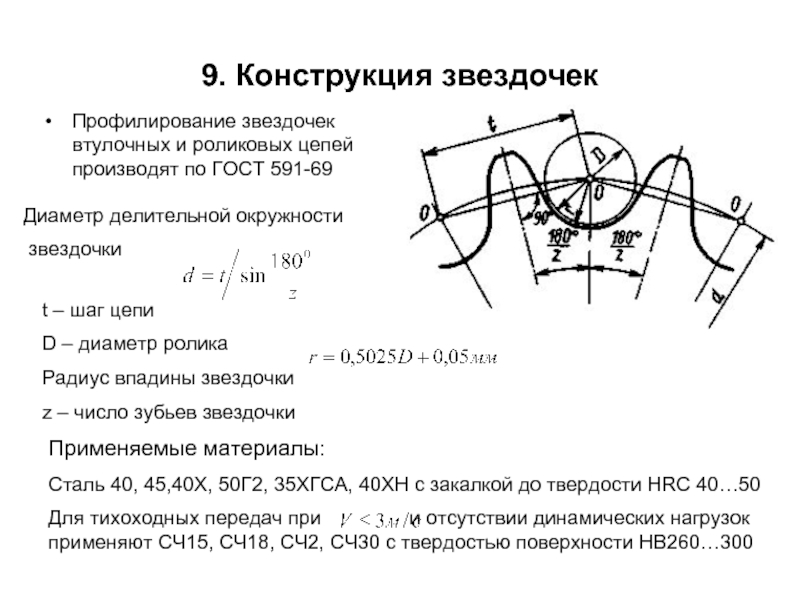
Особое внимание уделяется тому, какая форма у зуба. ГОСТ 591-69 определяет то, что форма рабочей поверхности образуется двумя дугами соответствующих окружностей
Также встречаются варианты исполнения, которые имеют прямолинейный профиль. Форма поперечного сечения зависит от количества рядов зубьев.
Для повышения надежности приводного элемента проводится создание нескольких рядов зубьев. За счет этого нагрузка распределяется равномерно и есть возможность передавать больше усилие от ведущего элемента к ведомому.
Размеры венца звездочек
При конструировании звездочки цепных передач учитывают, что она должна выполнять ряд основных функций:
- передавать момент вращения с ведущего вала на ведомый;
- захватывать и высвобождать звенья цепи без рывков и ударов;
- удерживать механизм в плоскости вращения.
Для этого ее форма и размеры должны строго соответствовать результатам расчета.
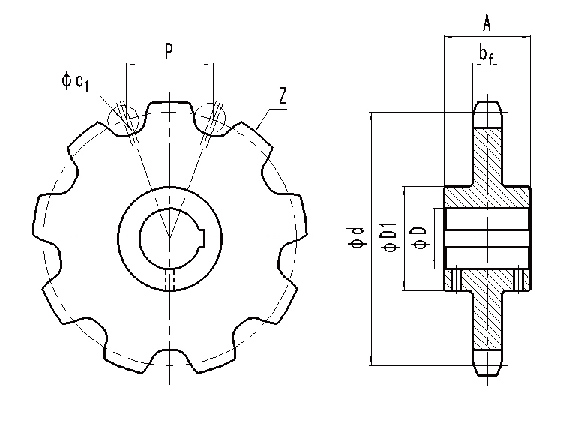
Согласно рекомендациям ГОСТ 591-69, регламентирующего звездочки к приводным роликовым и втулочным цепям при проектировании исходят из следующих начальных параметров:
- шаг цепи t;
- количество зубцов z;
- диаметр окружности зацепления d1;
Основные размеры, определяющие геометрическую форму изделия, это:
- диаметр делительной окружности D дел;
- диаметр окружности выступов D выст;
- радиус впадин r;

Расчет параметров звездочки цепной передачи по заданному шагу цепи осуществляется в следующей последовательности:
- Оси шарниров звеньев во время зацепления с зубцами цепного привода располагаются на делительной окружности, расчет диаметра проводят по формуле:
- Расчет окружности выступов:
- Расчет радиуса впадин (в мм) r = 0,5025 * d1 + 0,05.
- Расчет диаметра окружности впадин D впад = D дел — 2 * r.
При построении чертежа звездочки для цепной передачи D выст рассчитывают с точностью до 0,1 миллиметра, другие параметры-с точностью до 0,01 мм.
Параметры и режимы ускоренных стендовых испытаний цепей на надежность
В.1 Установлены следующие группы испытаний цепей:
А – для цепей, работающих преимущественно в передачах мотоциклов, мотороллеров, в масляной ванне или при периодической смазке;
Б – для цепей, работающих преимущественно в открытых тихоходных передачах при периодической смазке (передачи сельскохозяйственных и им подобных машин);
В – для цепей, работающих в приводах машин общепромышленного назначения в условиях периодической смазки;
Г – для цепей, работающих преимущественно в быстроходных передачах в масляной ванне.
В.2 Условия стендовых испытаний цепей на надежность должны соответствовать указанным в таблицах В.1, В.2.
В.3 Расчетную нагрузку для многорядных цепей типов 2ПР, 3ПР и 4ПР, испытываемых по режимам таблиц В.1 и В.2, определяют путем умножения расчетной нагрузки для соответствующих однорядных цепей на коэффициент, равный:
1,8 – для двухрядной цепи;
2,5 – для трехрядной цепи;
3,0 – для четырехрядной цепи.
В.4 Продолжительность испытания согласно таблицам В.1, В.2 указана с учетом времени периода приработки.
Для многорядных цепей типов 2ПР, 3ПР и 4ПР нормы средней наработки до отказа и установленной безотказной наработки определяют умножением средней наработки до отказа и установленной безотказной наработки для соответствующих однорядных цепей на коэффициент, равный соответственно 0,8; 0,6; 0,5.
В.5 В таблицах В.1, В.2 предельное увеличение длины отрезка цепи от его начального значения с числом звеньев по таблице 8 дано без учета износа в период приработки.
Таблица В.1 – Группа испытания А
Типоразмер цепи | Параметры базового корпуса | Режимы и результаты испытаний | Предельное увеличение длины измеряемого отрезка, мм | ||||||
Количество звеньев в контуре | Число зубьев звездочки | Частота вращения ведущей звездочки, мин-1 | Передаваемая нагрузка, даН | Период приработки | Средняя наработка до отказа, не менее | Установленная безотказная наработка, не менее | |||
ведущей | ведомой | ч | |||||||
ПР-8-4,6 | 120 | 21 | 21 | 3200 | 25 | 10 | 1000 | 660 | 1,2 |
ПР-9,525-9,1 | 120 | 21 | 21 | 3000 | 60 | 15 | 1100 | 700 | 1,4 |
ПВ-9,525-11,5 | 44 | 15 | 31 | 2600 | 36 | 40 | 1100 | 700 | 2,0 |
ПВ-9,525-13 | 66 | 24 | 52 | 2600 | 53 | 40 | 1100 | 700 | 2,0 |
2ПВ-9.525-20 | 66 | 24 | 52 | 2600 | 65 | 40 | 1100 | 700 | 3,0 |
ПР-12,7-10-1 | 112 | 19 | 48 | 1200 | 40 | 20 | 950 | 600 | 1,9 |
ПР-12,7-9 | 112 | 19 | 48 | 1200 | 50 | 20 | 950 | 600 | 1,9 |
ПР-12,7-18,2-1 | 110 | 17 | 40 | 1200 | 125 | 60 | 1100 | 700 | 2,5 |
ПР-12,7-18,2 | 110 | 17 | 44 | 1280 | 140 | 60 | 1100 | 700 | 2,5 |
ПР-15,875-23-1 | 100 | 16 | 42 | 1180 | 175 | 60 | 1100 | 700 | 3,1 |
ПР-15,875-23 | 100 | 16 | 42 | 1180 | 220 | 60 | 1100 | 700 | 3,1 |
Таблица В.2 – Группа испытания Б
Типоразмер цепи | Параметры базового контура | Режимы и результаты испытаний | |||||||
Количество звеньев в контуре | Число зубьев звездочки | Частота вращения ведущей звездочки, мин-1 | Передаваемая нагрузка, даН | Период приработки | Средняя наработка до отказа, не менее | Установленная безотказная наработка, не менее | Предельное увеличение длины измеряемого отрезка цепи, мм | ||
ведущей | ведомой | ч | |||||||
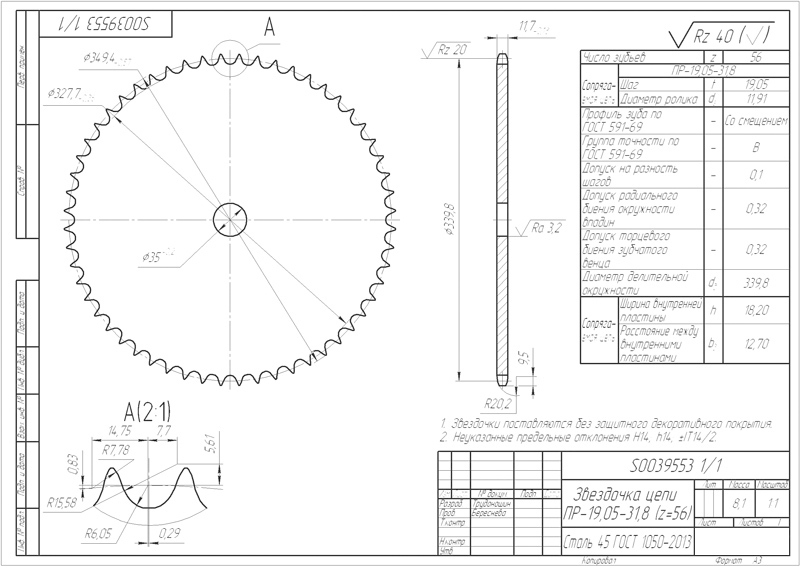
ПР-19,05-31,8 | 110 | 19 | 19 | 1200 | 200 | 40 | 1200 | 760 | 1,9 |
ПР-25,4-60 | 110 | 19 | 19 | 800 | 400 | 65 | 900 | 570 | 1,9 |
ПР-31,75-89 | 100 | 17 | 17 | 600 | 605 | 100 | 850 | 540 | 2,4 |
ПР-38,1-127 | 100 | 17 | 17 | 450 | 945 | 150 | 850 | 540 | 2,3 |
ПР-44,45-172,4 | 100 | 17 | 17 | 350 | 1025 | 200 | 800 | 500 | 1,8 |
ПР-50,8-127 | 94 | 17 | 17 | 280 | 1470 | 250 | 750 | 460 | 1,8 |
ПР-63,5-354 | 94 | 17 | 17 | 220 | 2320 | 300 | 650 | 410 | 1,5 |
Ключевые слова: приводные роликовые и втулочные цепи, размеры, разрушающая нагрузка
Особенности конструкции и основные виды
Сегодня звездочка цепной передачи может иметь самую различную геометрическую форму. Ключевыми моментами можно назвать следующее:
Конструкция и размеры во многом зависят от передаточного отношения.
Параметры выбранной цепи оказывают влияние на количество зубьев и их форму
Именно поэтом уделяется внимание всем параметрам создаваемого механизма.
Основные характеристики указываются в ГОСТ 13576-81. Этот стандарт применяется при изготовлении рассматриваемый деталей.
Звездочки со ступицей для приводных цепей также характеризуются тем, что имеют специальную ступень.
Для установки рассматриваемого изделия зачастую применяется вал
Именно поэтому создается определенное отверстие со шпоночной выемкой.
Основная рабочая поверхность представлена зубьями с определенной формой. Именно они находятся в непосредственном зацеплении с отверстиями, которые образуются роликами.



Особое внимание уделяется тому, какая форма у зуба. ГОСТ 591-69 определяет то, что форма рабочей поверхности образуется двумя дугами соответствующих окружностей
Также встречаются варианты исполнения, которые имеют прямолинейный профиль. Форма поперечного сечения зависит от количества рядов зубьев.
Для повышения надежности приводного элемента проводится создание нескольких рядов зубьев. За счет этого нагрузка распределяется равномерно и есть возможность передавать больше усилие от ведущего элемента к ведомому.
Материалы звездочек цепных передач
Изделия подвергаются большим ударным нагрузкам, поэтому для их изготовления применяют стальные сплавы:
- со средним содержанием углерода и с легирующими добавками, закаляемые до твердости 45-55 ед.;
- подвергаемые цементированию на глубину 1-1,5 мм и последующему закаливанию до 55-60 ед.
Для малошумных цепных приводов применяют такие материалы, как текстолит, полиамидные и полиформальдегидные пластмассы. Они амортизируют удары звеньев роликовой цепи, снижают шумы и вибрацию и продлевает срок службы цепей. Это происходит за счет снижения динамических нагрузок на звенья. Такие детали менее прочны, чем стальные, поэтому цепные приводы с ними ограничены по передаваемой мощности. Точный расчет передачи углового положения зубчатой цепью проводится при проектировании механизмов систем управления, в том числе для летательных аппаратов.
Для цепных приводов с низкой скоростью хода (не более 2 метров в секунду) и малыми динамическими нагрузками применяют также чугун. Термообработкой твердость изделий доводят до 350-430 единиц по HB. В тяжелых условиях эксплуатации, в сельхозмашинах и дорожных механизмах, используют упрочненные чугуны с пониженным коэффициентом трения.
Для снижения динамических нагрузок, уровней шума и вибрации в высокоскоростных цепных передачах применяют также специальные покрытия- как наплавка металлов, так и напыление тефлонового слоя.
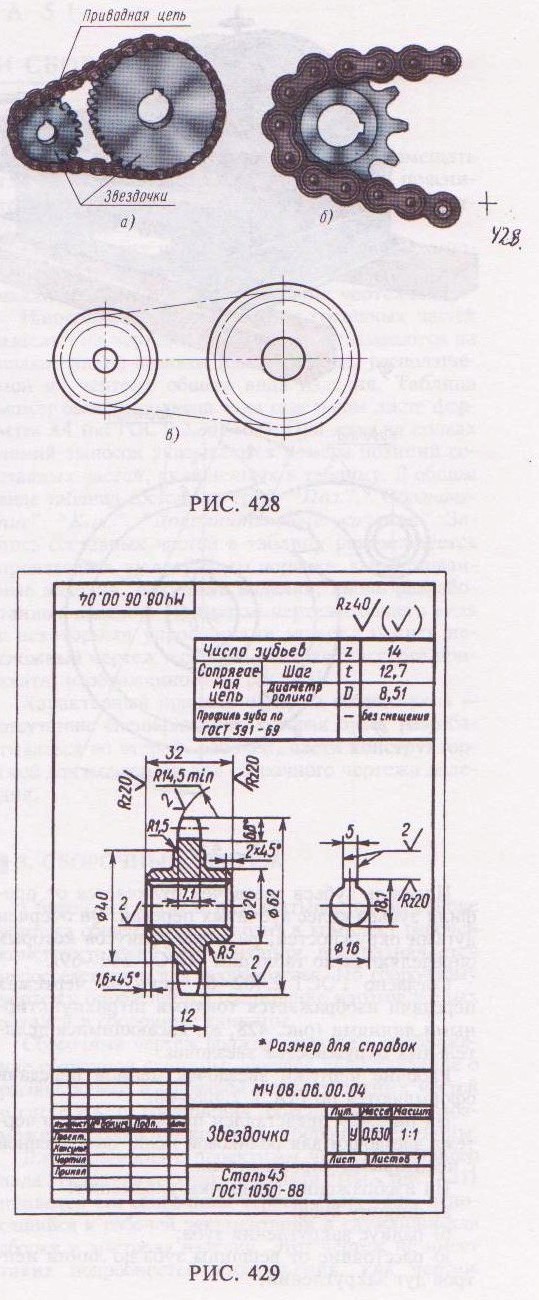
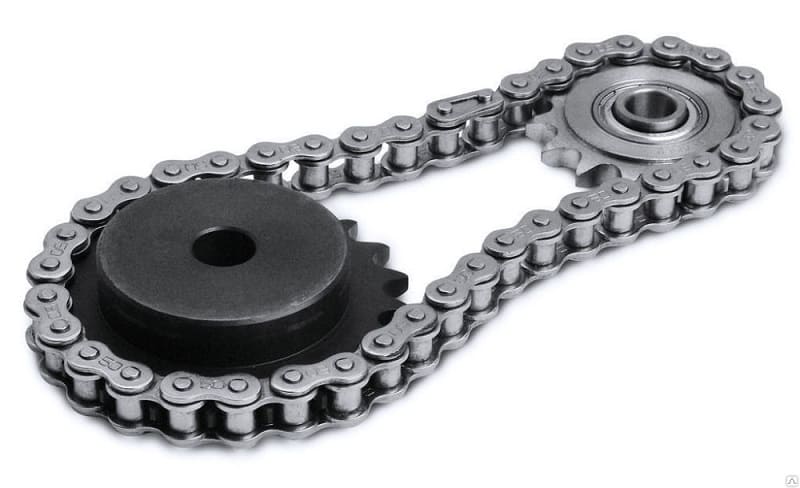
Звездочки для цепей
Звездочки для приводных цепей представлены профилированными колесами, которые на поверхности имеют зубья. Эти элементы изделия предназначены для зацепления с приводной цепью на момент ее эксплуатации. Особенности заключаются в нижеприведенных моментах:
- Изделие отличается от стандартных зубчатых колес и шкивов. При этом отличия заметны визуально.
- Форма зуба характеризуется тем, что она не предназначена для непосредственного зацепления и контакта на момент эксплуатации.
- При изготовлении звездочек применяется металл, характеризующийся повышенной устойчивостью к износу.
- Основной характеристикой можно назвать количество зубьев. При этом производятся однорядные и многорядные варианты исполнения.
Подобное изделие сегодня получило широкое распространение, применяется в качестве основного элемента при создании различных механизмов.
Звездочки приводные для роликовых цепей
Приводные звездочки предназначены для непосредственной передачи усилия. Изделие применяется при создании различных механизмов, которые могут иметь самое различное предназначение. Требования, которые предъявляются звездочке цепной передачи, следующие:
Точность геометрической формы. Рассматриваемый элемент при работе находится в связке с приводной цепью. Если точность геометрической формы будет низкая, то устройство не будет работать плавно, через некоторое время может начаться быстрый износ приводной цепи.
Имеет значение и точность размеров. При производстве учитывается требуемая точность, так как это также снижает эксплуатационные характеристики устройства.
Применяемые материалы должны характеризоваться высокой устойчивостью к износу
Именно поэтому после изготовления изделия проводится закалка или цементация, за счет которой достигаются требуемые эксплуатационные характеристики.
Уделяется внимание и посадочному отверстию под вал. Оно должно иметь отверстие под шпонку, которая исключает вероятность прокручивания фиксирующего элемента.

За счет этого существенно снижается степень износа поверхности и продлевается эксплуатационный срок. Приводы цепи могут быть самыми различными, часто вращение предается от электрического двигателя или ручного привода.
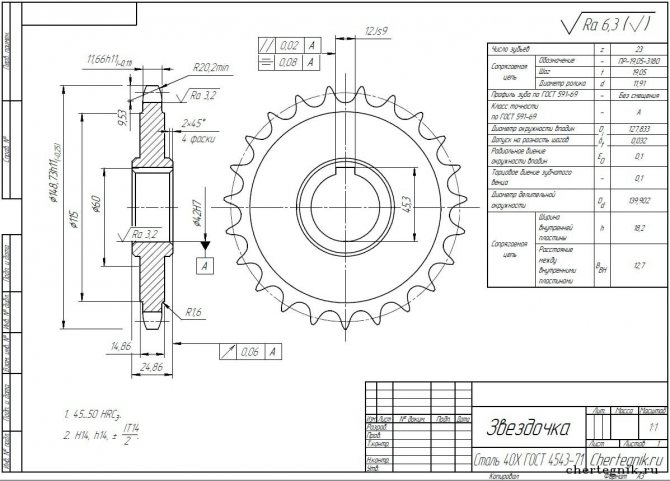
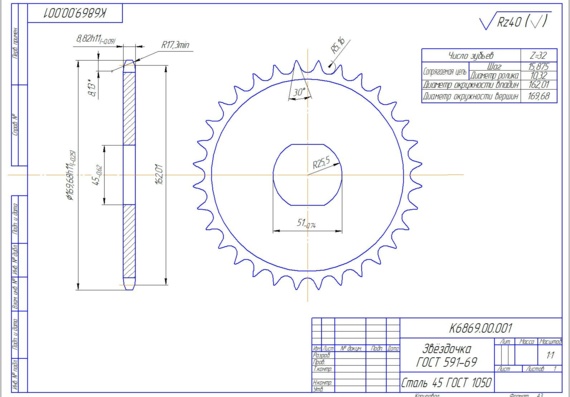
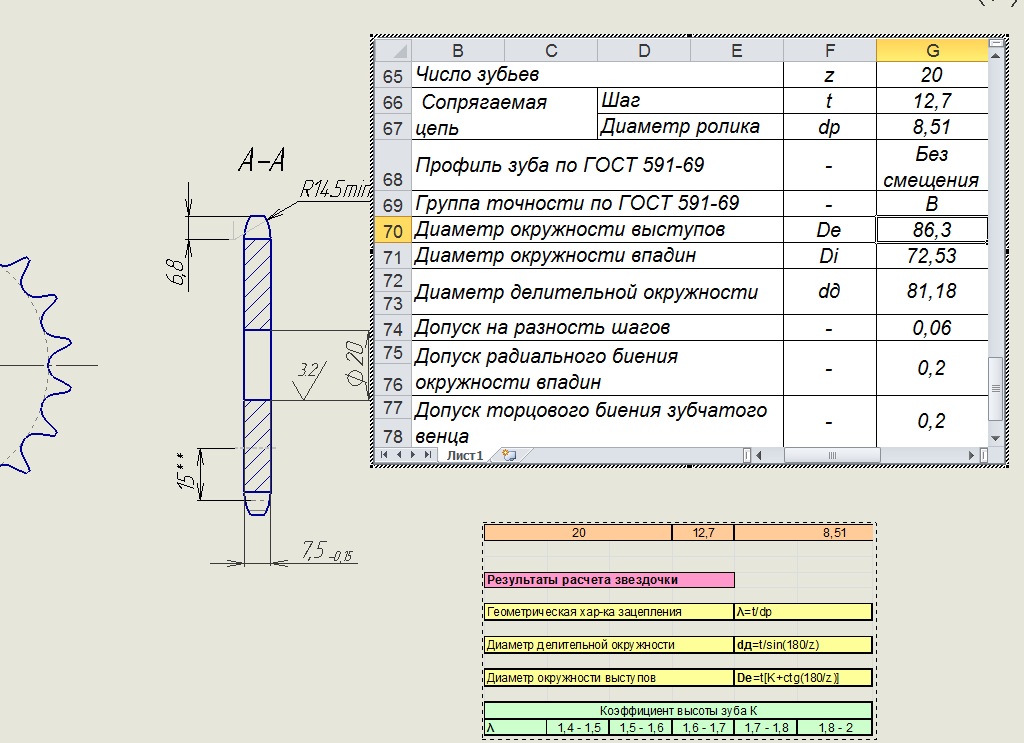
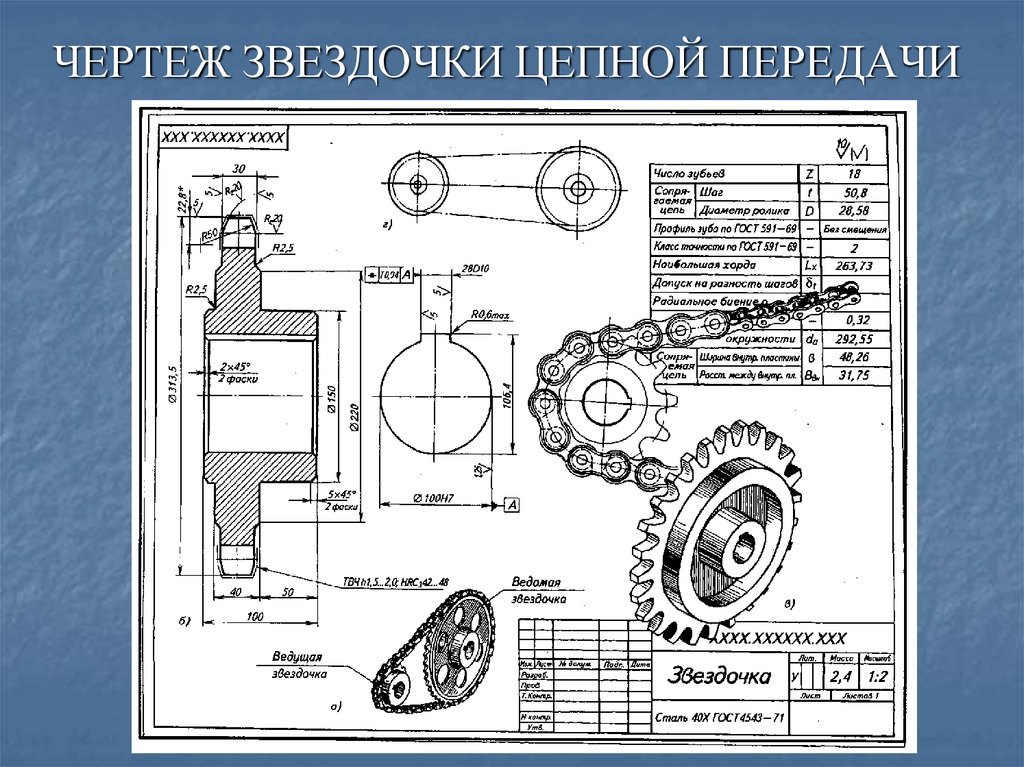
Расчет в Excel профиля звездочки.
Расчет звездочки цепной передачи выполняется по формулам Таблицы 1 и Таблицы 2 ГОСТ 591-69. Расчет некоторых дублирующих размеров я не стал выполнять, а оставшиеся, необходимые для прорисовки профиля параметры, расположил в таблице в порядке выполнения построений.
Программа в MS Excel:
Исходных данных — всего два, по ним автоматически определяются все расчетные параметры. Пользователь вводит число зубьев звездочки и выбирает из выпадающего списка цепь по ГОСТ 13568-97, все остальное происходит автоматически!
Проектировочный расчет в Excel роликовой цепной передачи, определяющий исходные данные для рассматриваемой программы, в подробном изложении найдете здесь.
Формулы:
Формулы в программе, как было замечено выше, расположены не в логической последовательности выполнения вычислений, а в порядке потребности в значениях размеров для выполнения геометрических построений.
9. λ = t d1
10. K =f( λ )
при λ ≤1,5 K =0,480
при 1,5 λ ≤1,6 K =0,532
при 1,6 λ ≤1,7 K =0,555
при 1,7 λ ≤1,8 K =0,575
при λ >1,8 K =0,565
Последнее значение K явно выбивается из логической цепи чисел, но соответствует ГОСТ 591-69. Ошибка в ГОСТе? Скорее всего — да. (Никто не удосужился за почти 50 лет ее исправить. ) Однако, ошибка не критическая. Во многих источниках K =0,5 вне зависимости от значения λ .
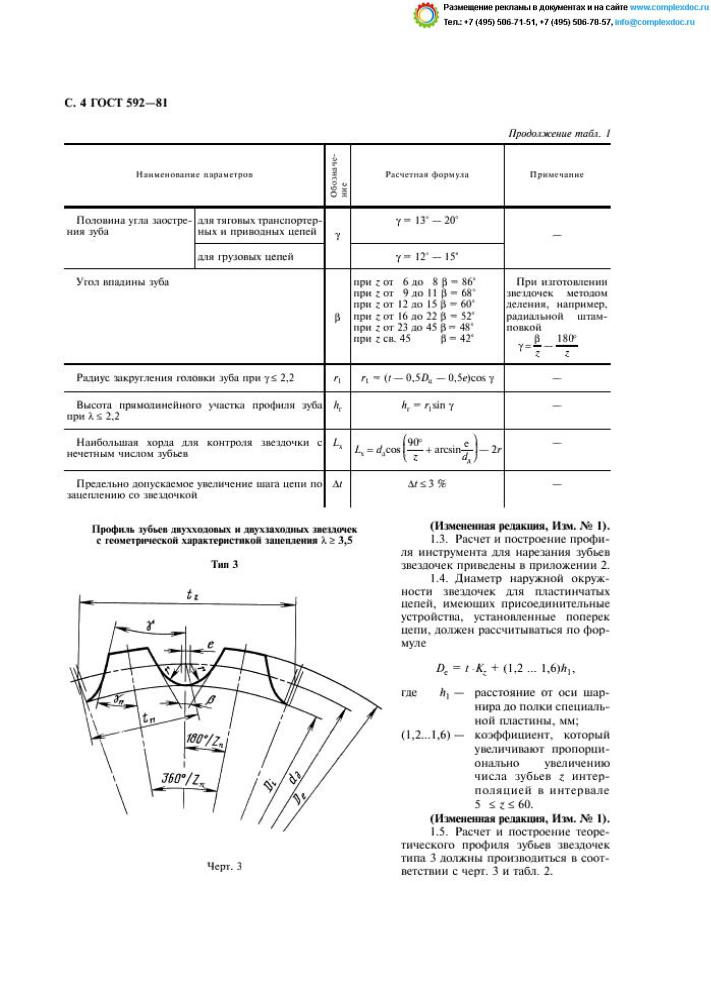
11. γ =180/ z
12. De = t *( K +1/tg ( γ ))
13. dд = t /sin( γ )
14 . Di = dд -2* r
15 . e /2=0,015* t
В точных кинематических реверсивных передачах следует назначить e =0.
16. r =0,5025* d1 +0,05
17. α =55-60/ z
18. r1 =0,8* d1 + r
19. β =18-56/ z
20. FG = d1 *(1,24*sin( φ ) — 0,8*sin( β ))
21. φ =17-64/ z
22. r2 = d1 *(1,24*cos ( φ )+0,8*cos ( β ) -1,3025) -0,05
23. bn =f ( b1 )
при n =1 bn =0,93* b1 -0,15
при n =2 и n =3 bn =0,90* b1 -0,15
при n =4 bn =0,86* b1 -0,3
24. Bn =( n -1)* A + bn
25. Dc = t *1/tg ( γ ) -1,3* h
26. r3 =1,7* d1
27. h3 =0,8* d1
28. r4 =f ( t )
при t ≤35 r4 =1,6
при t >35 r4 =2,5
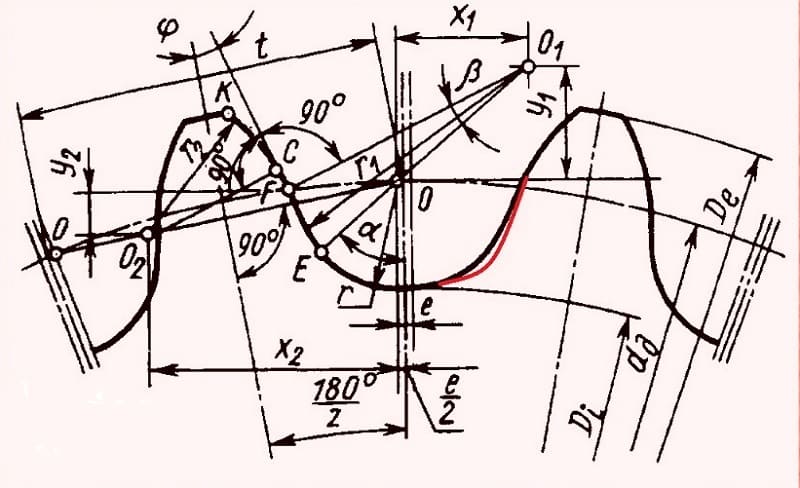
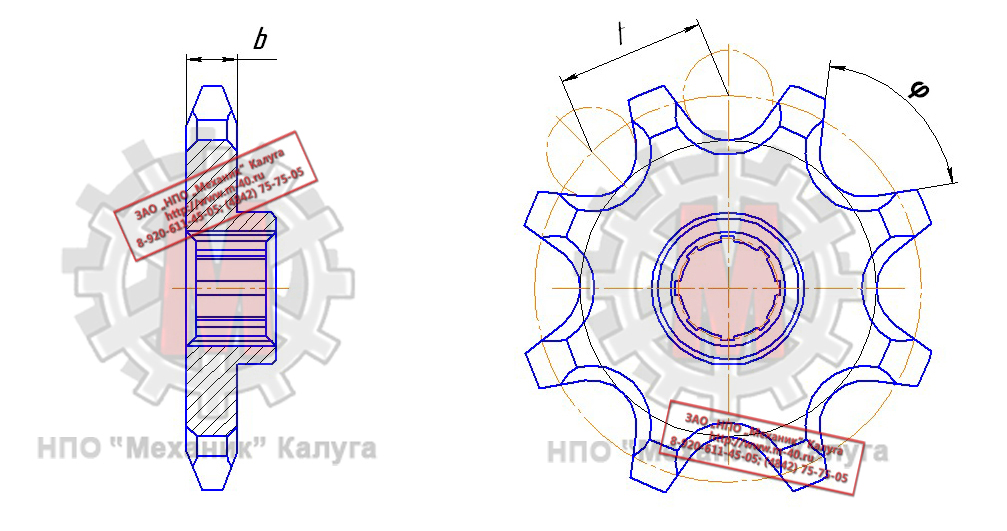
Алгоритм построения профиля зуба:
1. Из центра звездочки проводим вертикальную осевую линию через центр будущей впадины и наклоненную на угол γ осевую линию, которая пройдет через центр зуба.
2. Из того же центра строим три окружности – выступов, с диаметром De ; делительную, с диаметром dд ; и впадин, с диаметром Di .
3. Чертим осевую линию параллельную вертикальной осевой, отступив от нее на расстояние, равное половине смещения — e /2.
4. Из центра O — пересечения делительного диаметра и смещенной осевой линии — строим дугу с радиусом r и углом α .
5. На продолжении отрезка EO находим точку O1 (EO1= r1 ) и проводим дугу радиусом r1 на угол β .
6. Из точки F откладываем отрезок FG под углом φ к наклонной осевой, проходящей через центр зуба.
7. На перпендикуляре к отрезку FG, проведенном из точки G, находим центр O2 (GO2= r2 ) и чертим из точки G дугу радиусом r2 до пересечения с диаметром окружности выступов.
Фронтальный профиль зуба построен. Осталось сделать зеркальную копию профиля вправо от вертикальной оси и размножить по всей окружности.
Построение поперечного профиля зубьев звездочки, думаю, не требует каких-либо дополнительных пояснений
Единственное, на что хотелось бы обратить внимание, это — выполнение диаметра обода Dc. Если его по невнимательности завысить, ролики цепи не «сядут» во впадину, и цепь будет опираться на звездочку торцами боковых пластин… (Недолго будет опираться…)
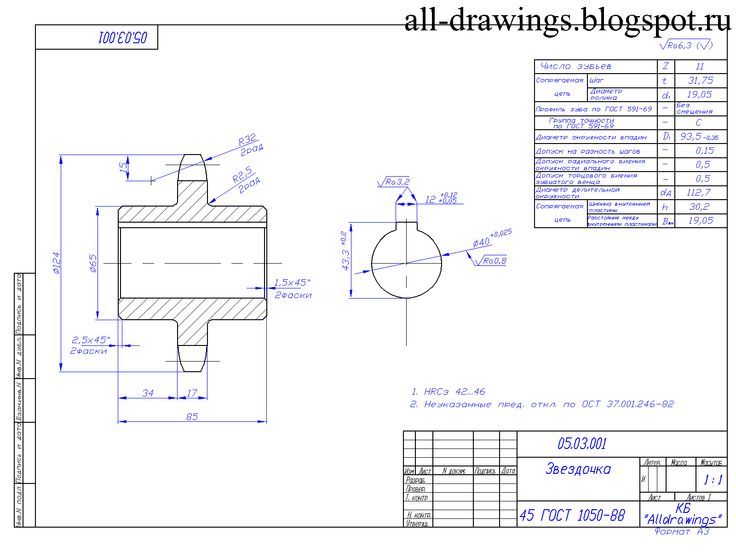
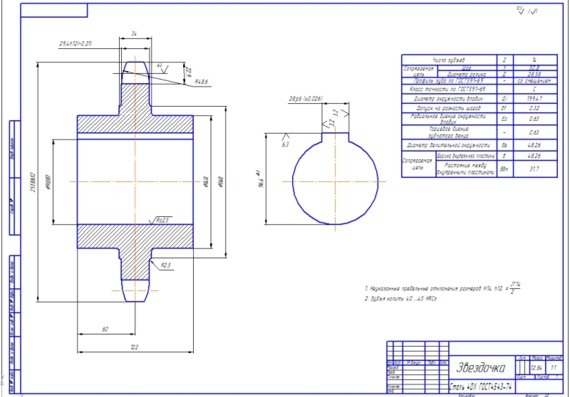
Конструкция ступицы и диска звездочек цепных передач
Ступица и диск звездочки чаще всего отливаются или фрезеруются в качестве единой детали. Ступица служит для крепления изделия на ведущем или ведомом валу механизма. Она должна обеспечивать надежную фиксацию, исключающую осевые и радиальные биения детали на валу. Поэтому к качеству внутренней поверхности предъявляются высокие требования. Крепление осуществляется с помощью:
- шлица для скоростных и высоконагруженных цепных приводов;
- шпонки для тихоходных цепных приводов.
Диаметр ступицы должен удовлетворять двум требованиям:
- обеспечивать прочность конструкции;
- не утяжелять ее сверх необходимого.
Для чугунных деталей его обычно выбирают равным 1,65 от диаметра вала, для стальных коэффициент расчета снижается до 1,55.
Длина ступицы определяется характером фиксации на валу- шпонкой или шлицем и обычно расчет делают в диапазоне 1,2-1,5 от диаметра вала.
Для звездочек малых размеров ширина диска выбирается равной ширине зубца. Для изделий больших размеров, особенно высоконагруженных, ширину увеличивают до 5%, в зависимости от радиуса закругления основания зубца.
Рассчитанные размеры округляются до ближайшего числа из стандартного ряда размеров.
Параметры выбора звездочек
Приведенная выше информация определяет то, что звездочка цепной передачи характеризуется довольно большим количеством различных свойств, которые должны учитываться при выборе наиболее подходящего варианта исполнения. Рекомендациями по выбору назовем следующее:
Наружный диаметр. Этот параметр определяет то, какой длины устанавливается приводная цепь и какое усилие может передаваться. Показатель наружного диаметра варьирует в достаточно большом диапазоне. Кроме этого, слишком большой диаметр не позволяет проводить установку в конкретном случае. При различных диаметрах звездочки проводится понижение или повышение количества передаваемых оборотов. Оптимальное передаточное отношение. Довольно большое распространение получило понятие передаточного отношения звездочки. Это значение определяет то, сколько зубьев ведущего элемента приходится на зубья ведомого. Для определения подобного показателя применяются специальные формулы. Диаметр внутреннего посадочного отверстия также имеет значение. Этот показатель во многом зависит от наружного диаметра, также варьирует в достаточно большом диапазоне
При выборе рекомендуется уделять внимание и размерам шпоночной выемки. Тип применяемого материала при изготовлении изделия может оказывать влияние на эксплуатационные характеристики
В большинстве случаев применяется углеродистая сталь, которая обладает достаточной прочностью и износоустойчивостью
В последнее время большое распространение получили изделия из легированных сплавов, так как они более устойчивы к воздействию повышенной влажности. В большинстве случаев проводится термическая обработка для существенного повышения эксплуатационных характеристик. Форма зуба в большинстве случаев стандартная. По этому признаку выбирается изделие крайне редко.
В продаже встречается просто огромное количество различных вариантов исполнения звездочек для приводных цепей. При выборе проводится визуальный осмотр, в ходе которого выявляют:
- Отсутствие дефектов. Есть вероятность того, что при производстве были допущены ошибки, которые становятся причиной появления трещин, выемок и других дефектов. Они могут негативно отразиться на прочности и других эксплуатационных характеристиках.
- Точность геометрической формы. Этот момент проверить достаточно сложно, так как даже отклонение в несколько миллиметров может стать причиной возникновения биения и других проблем. Визуально подобный дефект практически не выявить.
- Неравномерность оттенка металла указывает на то, что термическая или другая обработка была проведена с нарушениями. Именно поэтому рекомендуется отдавать предпочтение вариантам исполнения с однородным цветом.
В целом можно сказать, что заусенцы и другие дефекты указывают на низкое качество детали
Именно поэтому следует уделять внимание другим приводным звездочкам, которые на вид выглядят идеально. Основные параметры звездочек во многом определяют эксплуатационные характеристики механизма
РАСЧЕТ И ПОСТРОЕНИЕ ПРОФИЛЯ ИНСТРУМЕНТА ДЛЯ НАРЕЗАНИЯ ЗУБЬЕВ ЗВЕЗДОЧЕК НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
1. Расчет и построение исходного профиля инструмента для нарезания зубьев звездочек типов 1 и 2 должны производиться в соответствии с черт. 1, 2 и табл. 1.
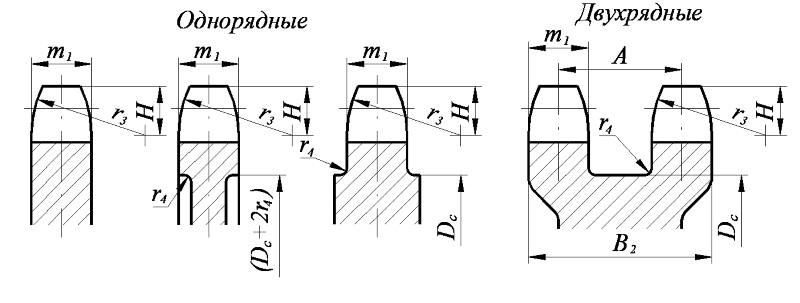
Построение профиля инструмента (спаренная фреза) для нарезания зубьев одноходовых звездочек с геометрической характеристикой зацепления λ £2,2
Черт. 1
Построение профиля инструмента (спаренная фреза) для нарезания зубьев одноходовых звездочек с геометрической характеристикой зацепления λ > 2,2
Черт. 2
Таблица 1
Основные зависимости для расчета и построения профиля инструмента для нарезания зубьев звездочек типов 1 – 3 (черт. 1 – 4)
Наименование параметра | Обозначение | Расчетная формула |
Расстояние между центрами скругления спаренной фрезы (черт. 1, 2) | tr | |
Высота зуба звездочек типов 1 и 2 – глубина врезания (черт. 1, 2) | hy | |
Высота зуба звездочек типов 1 и 3 – глубина врезания (черт. 3, 4) | hi | hi ³ 0,5(De – Di) |
Диаметр делительной окружности | dд | По табл. 1 и 2 настоящего стандарта |
Диаметр наружной окружности | De | |
Диаметр окружности впадин | Di | |
Радиус впадины зубьев | r | |
Смещение центров дуг впадин | е | |
Половина угла заострения зуба | g | |
Радиус закругления головки зуба при λ < 2,2 | ri | По табл. 1 настоящего стандарта |
Угол впадины зуба – угол фрезы | b |
2. Расчет и построение исходного профиля инструмента для нарезания зубьев звездочек типа 3 должны производиться в соответствии с черт. 3 и табл. 1.

Построение профиля инструмента для нарезания зубьев двухходовых и двухзаходных звездочек
Черт. 3
3. Допускается построение профиля инструмента для одноходовых звездочек при λ > 2,2 выполнять по черт. 3 и при λ £2,2 по черт. 4.
Построение профиля инструмента для нарезания зубьев одноходовых звездочек с геометрической характеристикой зацепления λ £2,2
Черт. 4
4. Для нарезания звездочек, применяемых в передачах, работающих в загрязненных средах, допускается применение стандартных дисковых фрез.
5. Расчет и порядок нарезания зубьев звездочек типов 2 и 3 стандартными дисковыми фрезами следует производить в соответствии с черт. 5 и табл. 2.
Порядок нарезания граней зубьев звездочек типов 2 и 3 стандартной дисковой фрезой
Нарезание первой грани
Нарезание второй грани
Черт. 5
Таблица 2
Основные расчетные зависимости для нарезания зубьев звездочек типов 2 и 3 стандартными дисковыми фрезами (черт. 5)
Наименование параметра | Обозначение | Расчетная формула |
Смещение оси заготовки относительно торца фрезы | b | b = 0,5[dд · sin (j + g – ρ) – Dц] |
Угол смещения центров впадин | ρ | |
Глубина врезания фрезы | hy | b = 0,5[De – dд · cos (j + g – ρ) + Dц] |
Ширина дисковой фрезы | В | В £ 0,5Dц |
Половина углового шага звездочки | j | |
Диаметр делительной окружности | dд | По табл. 1 и 2 настоящего стандарта |
Диаметр наружной окружности | De | |
Диаметр окружности впадин | Di | |
Диаметр элемента зацепления цепей | Dц | |
Смещение центров дуг впадин | e | |
Половина угла заострения зуба | g |
ПРИЛОЖЕНИЯ 1, 2. (Измененная редакция, Изм. № 1).
1. Методы расчета и построения профиля зубьев. 1 2. Предельные отклонения. 7 Приложение 1 Значения геометрической характеристики зацепления. 8 Приложение 2 Расчет и построение профиля инструмента для нарезания зубьев звездочек на металлорежущих станках. 12 |
Преимущества универсальной конструкции звездочек
Универсальные варианты исполнения рассматриваемого изделия получили весьма широкое распространение. Особенности конструкции звездочек характеризуются следующими достоинствами:
- Универсальность в применении. Существует довольно большое количество различных механизмов с цепью, которые работают за счет цепного привода. При этом не имеет значение то, для какой цели проводится передача усилия.
- Длительный эксплуатационный срок. Применение стали определяет то, что зубья выдерживается длительную эксплуатацию для повышения основных эксплуатационных характеристик проводится закалка и отпуск, а также внесение различных веществ для изменения прочности.
- Высокая устойчивость к воздействию окружающей среды. Как правило, при изготовлении звездочки используется сталь, которая в составе имеет легирующие элементы. К примеру, повышенная концентрация хрома становится причиной коррозионной стойкости.
- Надежность в эксплуатации. Звездочка с правильными параметрами обеспечивает надежную передачу усилия или вращения.
Универсальные приводные элементы для приводных цепей можно встретить в продаже в специализированных магазинах.
Именно поэтому часто механизм смазывается моторным маслом или другим подобным веществом, которые способны повысить степень защиты поверхности от воздействия окружающей среды и снижения степени износа.
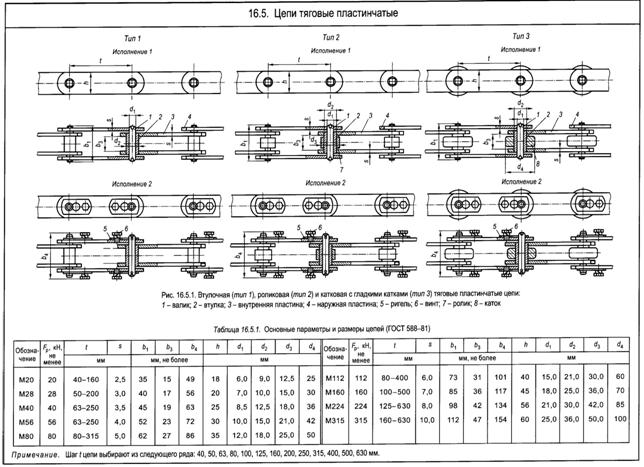
Расчет цепной передачи
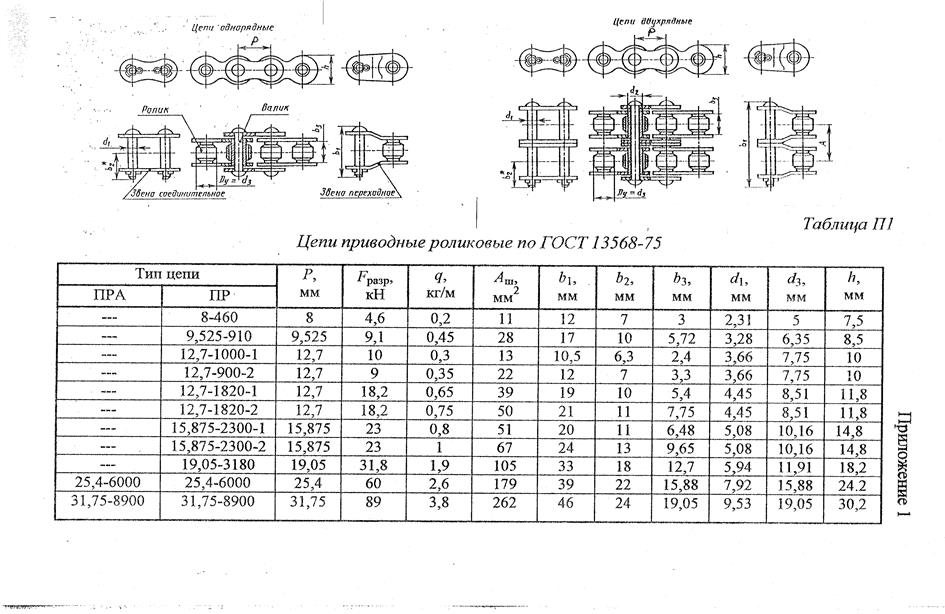
Для цепной передачи выбираем открытую приводную роликовую однорядную цепь ГОСТ 13568-97.
Последовательность проектировочного расчета цепных передач.
1. Определяем числа зубьев звездочки.
2. Выбираем ориентировочный шаг цепи tпр по частоте ее вращения n1 (табл. 5.1)
Таблица 5.1 Значения шага роликовой цепи в зависимости от частоты вращения малой звездочки при Z1≥15
Частота вращения n1max , мин-1 | 1000 | 900 | 800 | 630 | 500 | 400 | 300 |
Шаг цепи tпр, мм | 15,88 | 19,05 | 25,40 | 31,75 | 38,10 | 44,45 | 50,80 |
3. Принимаем по табл. 5.2 ориентировочное значение допускаемого среднего давления в шарнирах
Таблица 5.2 Допускаемое удельное давление в шарнирах для втулочных и роликовых цепей при Z1=15..30
Шаг цепи t, мм | [р] МПа при n (мин-1) | ||||||
50 | 200 | 400 | 600 | 800 | 1000 | 1200 | |
12,7…15,88 | 35 | 31,5 | 28,7 | 26,2 | 24,2 | 22,4 | 21,0 |
19,05…25,4 | 35 | 30 | 26,2 | 23,4 | 21,0 | 19,0 | 17,5 |
31,75…38,1 | 35 | 28,7 | 24,2 | 21,0 | 18,5 | 1,0, | 10 |
44,45…50,8 | 35 | 26,2 | 21,0 | 17,5 | 10 | – | – |
4. Определяем коэффициент нагрузки, учитывающий условия эксплуатации по табл. 5.3.
5. Определяем расчетный шаг t однорядной цепи, m = 1; для двухрядной m = 2. Полученное значение шага t округляем до стандартного. По расчетному шагу принимаем цепь ПР по ГОСТ 13568-97 (табл. 5.4)
6. Рассчитаем среднюю скорость цепи v и окружную силу Рt, после чего проверим износостойкость цепи. При несоблюдении условия р< необходимо увеличить шаг цепи или принять двухрядную цепь и расчет повторить.
Таблица 5.3 Эксплуатационные коэффициенты
Условия работы передачи | |
Характер нагрузки: | |
– спокойная, слабые толчки | KД = 1 |
– с толчками или переменная | KД = 1,25…1,5 |
Способ регулировки межосевого расстояния: | |
– оттяжная звездочка или нажимной ролик | Kp = 1,1 |
– передвигающиеся опоры | Kp = 1 |
– нерегулируемое (постоянное) расстояние | Kp 2 = 1,25 |
Межосевое расстояние: | |
– а≤25 t | Ка = 1,25 |
– а= (30 … 50) t | Ка = 1 |
– а=(60 … 80) t | Ка = 0.9 |
Положение передачи в пространстве: | |
– наклон линии центров звездочек к горизонту до 70° | КН = 1 |
– наклон линии центров звездочек к горизонту более 70° | КН = 1,25 |
Способ смазки: | |
– непрерывная (масляная ванна или от насоса) | Кс = 0,8 |
-капельная или внутришарнирная(регулярная) | Кс = 1 |
– периодическая (нерегулярная) | Кс = 1,5 |
Продолжительность работы: | |
– односменная | КП =1 |
– двухсменная | КП =1,25 |
– непрерывная | КП =1,5 |
Примечание. При условии >3 необходимо изменить условия работы передачи |
7. Проверим выбранную цепь по коэффициенту запаса прочности (табл. 5.5) > . При несоблюдении условия > необходимо увеличить шаг цепи или принять двухрядную цепь и расчет повторить.



8. Определим геометрические размеры передачи.
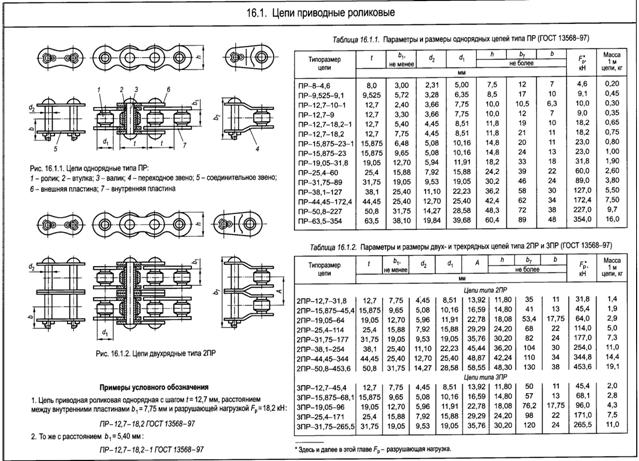
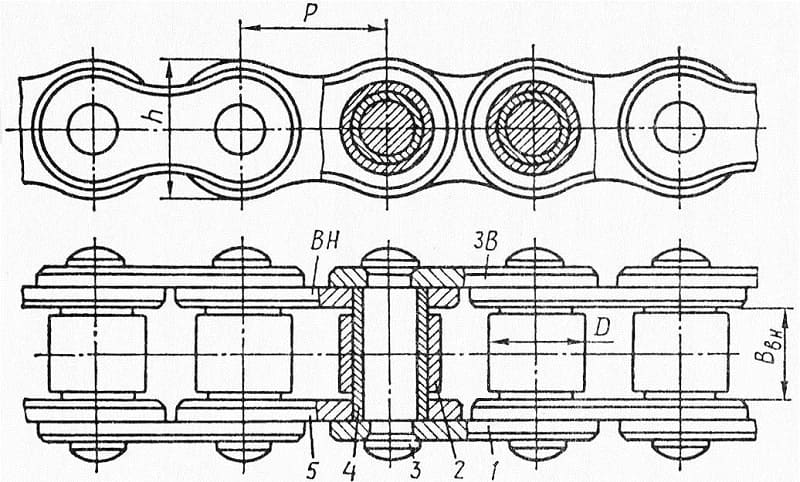
Таблица 5.4 Цепи приводные роликовые однорядные типа ПР ГОСТ 13568-97
1 – внутреннее звено; 2 – наружное звено; 3 – соединительное звено; 2 – переходное звено; 5 – двойное переходное звено
Типоразмер цепи | t | b1, | d2 | d1, d4 | h, е | b7, | b, | Разруш. нагрузка, кН, | Масса 1 м цепи, кг | F, мм2 |
ПР-9,525-9,1 | 9,525 | 5,72 | 3,28 | 6,35 | 8,5 | 17 | 10 | 9,1 | 0,45 | 28,1 |
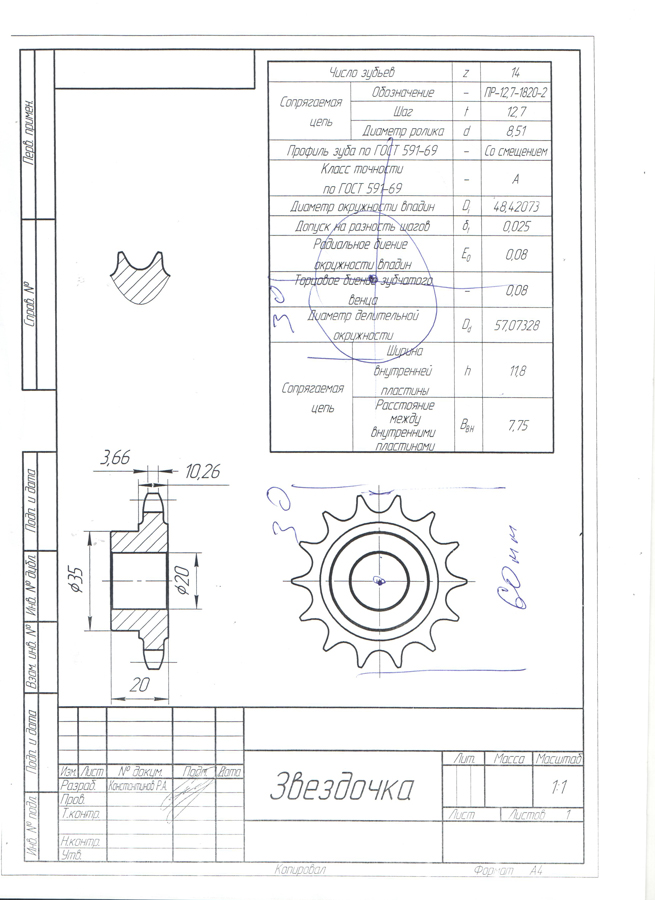
ПР-12,7-18,2 | 12,7 | 7,75 | 4,45 | 8,51 | 11,8 | 21 | 11 | 18,2 | 0,75 | 39,6 |
ПР-15,875-23 | 15,875 | 9,65 | 5,08 | 10,16 | 14,8 | 24 | 13 | 23,0 | 1,00 | 54,8 |
ПР-19,05-31,8 | 19,05 | 12,70 | 5,94 | 11,91 | 18,2 | 33 | 18 | 31,8 | 1,90 | 15,8 |
ПР-25,4-60 | 25,4 | 15,88 | 7,92 | 15,88 | 24,2 | 39 | 22 | 60,0 | 2,60 | 179,7 |
ПР-31,75-89 | 31,75 | 19,05 | 9,53 | 19,05 | 30,2 | 46 | 24 | 89,0 | 3,80 | 262 |
ПР-38,1-127 | 38,1 | 25,40 | 11,10 | 22,23 | 36,2 | 58 | 30 | 127,0 | 5,50 | 394 |
ПР-44,45-172,4 | 44,45 | 25,40 | 12,70 | 25,40 | 42,4 | 62 | 34 | 172,4 | 7,50 | 473 |
ПР-50,8-227 | 50,8 | 31,75 | 14,27 | 28,58 | 48,3 | 72 | 38 | 227,0 | 9,7 | 646 |
ПР-63,5-354 | 63,5 | 38,10 | 19,84 | 39,68 | 60,4 | 89 | 48 | 354,0 | 16,0 | 538 |
Примеры условных обозначений цепей:
Цепь приводная роликовая однорядная с шагом 12,7 мм и разрушающей нагрузкой 18,2 кН:
Цепь ПР-12,7-18,2 ГОСТ 13568-97.
Цепь приводная роликовая двухрядная шага 25,4 мм с разрушающей нагрузкой 171 кН:
Цепь 2ПР-25,4-171 ГОСТ 13568-97.
Таблица 5.5 Запас прочности цепи по износостойкости и усталостной выносливости
Тип цепи | Срок службы, ч | Значения [n] ( при скорости цепи v, м/с) | |||||
0,4 | l | 4 | 8 | 10 | 12 | ||
ПР—12,7—900 | 2000 | 8,6 | 9,0 | 10,8 | 11,2 | 12,7 | 13,5 |
ПР—12,7—1820 | 4000 | 10,2 | 10,7 | 15,0 | 18,9 | 20,3 | 21,6 |
ПР—12,7—1820 | 2000 | 7,0 | 7,2 | 8,0 | 9,0 | 10,0 | 10,5 |
ПР—15,875—270 | 4000 | 7,8 | 8,3 | 11,5 | 14,5 | 15,6 | 16,6 |
ПР—19,05—3180 | 2000 | 6,0 | 6,5 | 7,0 | 8,0 | 9,0 | 9,0 |
ПР—25,4—5670 | 2000 | 6,0 | 6,5 | 7,0 | 8,0 | 9,0 | 9,0 |
ПР—31,75—8850 | 4000 | 7.5 | 8,0 | 8,4 | 10,6 | 11,3 | 12,1 |
ПР—38,1—12760 | 8000 | 9,8 | 12,6 | 16,8 | 21,1 | 22,7 | 24,2 |
ПР—44,45-17240 | 10000 | 10,8 | 15,0 | 21,0 | 26,4 | 28,4 | 30,0 |