
Диффузионная металлизация.
Диффузионной металлизация-это процесс диффузионного насыщения поверхностных слоев стали различными металлами. Она может осуществляться в твердых, жидких и газообразных средах.
При диффузионной металлизации в твердых средах применяют порошкообразные смеси, состоящие из ферросплавов с добавлением хлористого аммония в количисве 0,5-5%.
Жидкая диффузионная металлизация осуществляется погружением детали в расплавленный металл (например цинк, алюминий).
При газовом способе насыщения применяют летучие хлористые соединения металлов, образующиеся при взаимодействии хлора с металлами при высоких температурах .
Диффузия металлов в железе идет значительно медленнее, чем углерода и азота, потому что углерод и азот образуют с железом твердые растворы внедрения, а металлы – твердые растворы замещения. Это приводит к тому, что диффузионные слои при металлизации получаются в десятки раз более тонкими.
Поверхностное насыщение стали металлами проводится при температуре 900-1200С.
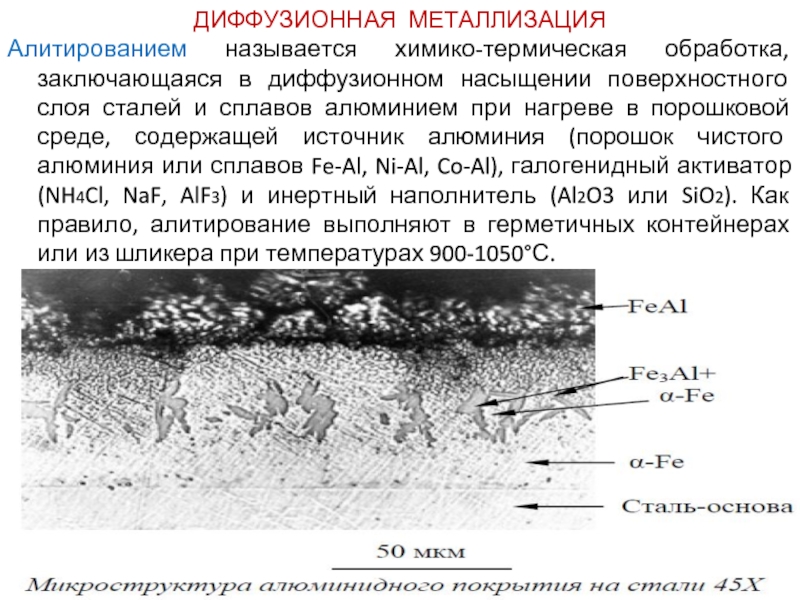
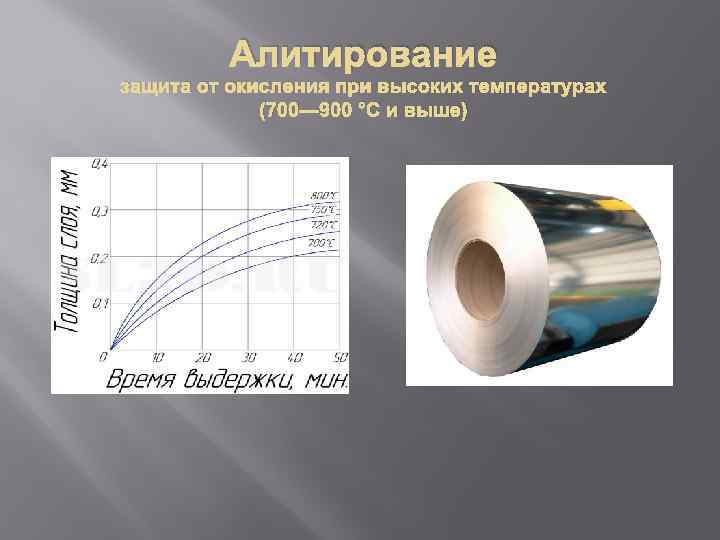
Алитированием называется процесс насыщения поверхности стали алюминием. В результате алитирования сталь приобретает высокую окалиностойкость и коррозионную стойкость в атмосфере и в ряде сред.
При алитировании в порошкообразных смесях чистые детали вместе со смесью упаковывают в железный ящик.
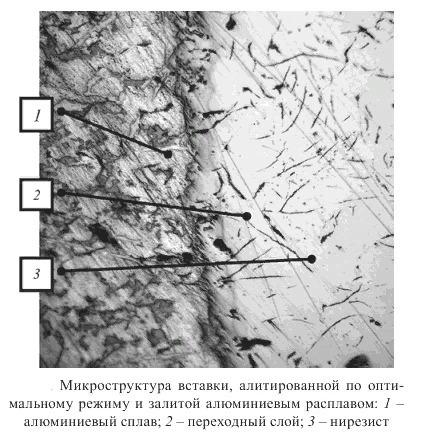
Алитирование в расплавленном алюминии отличается от алитирования в порошкообразных смесях простотой метода, быстрой и более низкой температурой.
Основным недостатком является- налипание алюминия на поверхность детали.
Алитированные стали металлизацией с последующим диффузионным отжигом в несколько раз дешевле, чем в порошках.
Алитированием подвергают трубы, инструмент для литья цветных сплавов, чехлы термопар, детали газогенераторных машин и т.д.
Хромирование проводят для повышения коррозионной стойкости, кислотостойкости, окалиностойкости и т.д. Хромирование средне- и высокоуглеродистых сталей повышает твердость и износостойкость.
Хромирование чаще всего проводят в порошкообразных смесях. Процесс происходит при температуре 1000-1050С.Диффузионный слой, получаемый при хромировании углеродистых сталей, состоит из карбидов хрома. Карбидный слой имеет высокую твердость HV 12000-13000. Толщина хромированного слоя достигает 0,15- 0,20 мм при длительности процесса 6-15ч.Чем больше углерода в стали, тем меньше толщина слоя.


Иногда применяют хромирование в вакууме. Издели засыпают кусочками хрома в стальном или керамическом тигле и помещают в вакуумную печь.
Хромирование применяют для пароводяной арматуры, клапанов, вентилей.
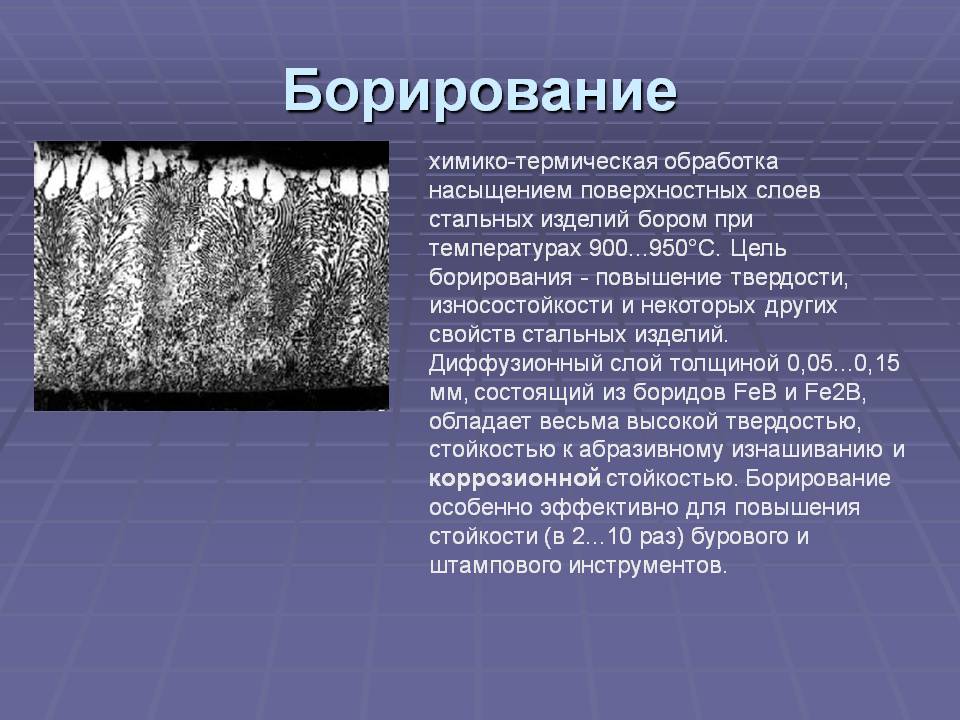
Борированием называется насыщение стали бором. Борирование проводят с целью повышения стойкости против абразивного износа. Толщина борированных слоев не превышает 0,3мм, твердость HV 18000-20000.
Широкое распространение получил метод электролизного борирования в расплавленных солях, содержащих бор. Деталь служит катодом в ванне с расплавленной бурой. Температура процесса 900-950С. Процесс можно вести и без электролиза в ваннах с расплавленными хлористыми солями, в которые добавляют порошкообразный ферробор или карбид бора.
Борированию подвергают втулки грязевых нефтяных насосов, штампы.
Силицированием называется процесс насыщения поверхности стали кремнием. В результате силицирования сталь приобретает высокую коррозионную стойкость в морской воде, в различных кислотах и повышенную износостойкость. Кроме того, силицирование резко повышает окалиностойкость молибдена и некоторых других металлов и сплавов.
Силицированный слой представляет собой твердый раствор кремния в а-железе. Силицированный слой несмотря на низкую твердость (HV 2000-3000) и пористость после пропитки маслом при температуре 170-200С имеет повышенную износостойкость.
Перейти на страницу: 1
Другое по теме
Железобетонные конструкции Техническое задание Разработать проект плоского железобетонного ребристого перекрытия по заданному плану перекрываемого помещения. Проект перекрытия составить в двух вариантах: в монолитном и сборном железобетоне. Состав проекта По варианту в монолитном железобетоне: схему балочной клетки, расчет плиты, …
Стальной вертикальный цилиндрический резервуар емкостью 5000 м3 Нормативные документы периода разработки типового проекта «Стальной вертикальный цилиндрический резервуар емкостью 5000 м3» отражали уровень научно-технических знаний того времени и, естественно, не могли учитывать достижений науки и практики последующих лет, отраженных в строительных нормах и правилах периода возведен …
Виды диффузионной металлизации
Классификацию видов диффузионной металлизации можно провести по нескольким признакам. В первую очередь по типу металла, который будет посредством диффузии проникать внутрь поверхностного слоя. Здесь выделяют:
- Алитирование, когда термохимическим способом деталь насыщают атомами алюминия.
- Хромирование – диффузионное насыщение стали атомами хрома.
- Титанирование – внедрение атомов титана в поверхностный слой стали.
- Цинкование, когда термохимическим способом металлическую деталь насыщают элементарными частицами цинка.
- Силицирование – диффузионное насыщение стали кремнием.
- Борирование – получение высокопрочного поверхностного слоя металла путем внедрения туда атомов бора диффузионным способом.
По состоянию среды, где протекает обработка металла диффузионным способом, металлизация проводится:
- в твердой среде;
- в жидкой среде;
- в газообразной среде.
Твердая металлизация
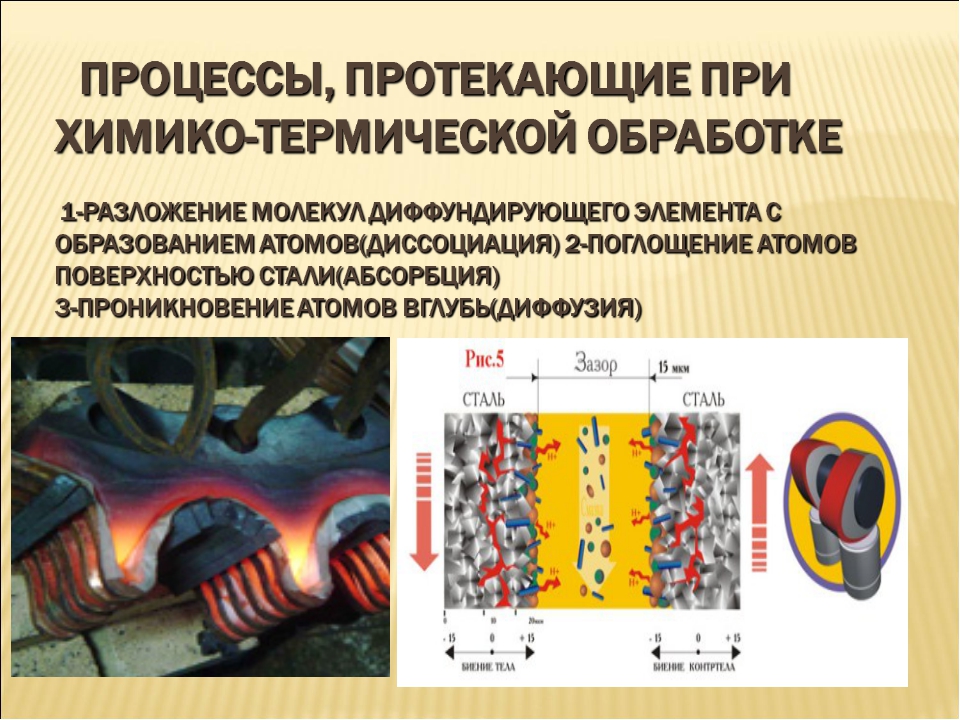
Этот тип металлизации проводят посредством использования активной твердой среды на основе ферросплавов. Под эту категорию подпадают ферросилиций, ферроалюминий, феррохром (перечисленные компоненты вводят в рабочую область как порошки), плюс к ним еще добавляют аммоний хлористый (NH4Cl), не превышающий 5% от общей массы твердого компонента. Засыпанные порошком детали помещают внутрь специальной печи. Насыщение в твердой среде проводят для стали, кобальта, никеля, титана и других металлов при температуре от 1000 до 1500 градусов по Цельсию. При повышении температуры до рабочего уровня аммоний хлористый начинает вступать в реакцию с ферросплавом, результатом чего является выделение нестойких термических хлоридов металла CrCI2, AlCI3, SiCI4 и других. Эти хлориды, соприкасаясь со стальной поверхностью, начинают диссоциировать. Выделяется химически активный элемент, который проникает в поверхностный слой изделия, насыщая его.
Жидкая металлизация
Диффузионное насыщение в жидкой среде применяют, когда необходимо провести цинкование, хромирование, меднение, алитирование. Для этого используют так называемые ванны-печи, куда помещен расплав, который будет диффундировать, либо соль этого металла. Необходимые для обработки детали помещают в эту жидкую среду при температуре от 800 до 1300 градусов по Цельсию.

Жидким методом можно осуществить диффузионную металлизацию одновременно несколькими элементами. При комплексной металлизации получают такие типы покрытия, как хромоникелирование, хромоалитирование, хромотитанирование.
Газовая металлизация
Диффузию газовой средой проводят для стали и других металлов такими элементами, как молибден, хром, алюминий, титан, ниобий, вольфрам. Химические газообразные соединения этих элементов при соприкосновении с основным металлом вступают с ним в реакцию, и результатом этого является диффузия. Газовой средой обычно выступают галогениды металлов, атомы которых должны проникнуть внутрь поверхностного слоя металлического изделия. Металлизацию газовую проводят в печах муфельного типа или в специализированной конструкции, где поддерживается температура порядка 700–1000 градусов по Цельсию.
Свойства плазменного напыления
Работая с металлоконструкцией, порой надобно дополнить ее дополнительными свойствами, чтоб можно было использовать в любой сфере.
Таким образом поверхность станет еще больше резистентной к влаге, высокой температуре и химии.
Диффузная металлизация обладает многими особенностями, которые делают ее уникальной среди других видов обработки металла.
- В силу воздействия высоких температур (пять-шесть тысяч градусов) в разы ускоряется процедура обработки поверхности. Сам процесс происходит за доли секунд, и получается отличный результат.
- В результате получается комбинированный шар. Наносить можно не только элементы металла, то и газовые частицы из струи плазмы. Таким образом металлическая поверхность покрывается атомами определенных элементов металла.
- Если проводить классическое металлическое напыление, то нанесение происходит неравномерно, весьма долго и с окислительными процессами. А вот с помощью горячей плазмы получается правильная температура и давление, из-за которых формируется высококачественное покрытие.
- Плазменная струя переносит частицы металла и газов со скоростью света, что вы даже ничего не поймете. Так, происходит сварка с порошками, стержнями, прутками и проволоками. После образуется слой в несколько микрон-одного миллиметра на основании конструкции.
Технология цементации стали, ее сущность и назначение — методики и видео
В зависимости от специфики применения различных металлов и сплавов нередко производится их дополнительная обработка. Это позволяет выделить (усилить) те или иные свойства образца. Что представляет собой цементации стали, зачем она нужна, в каких случаях целесообразно ее проводить – об этом читатель в доступной форме узнает из предлагаемой статьи.
Существуют различные методики химико-термического воздействия на материалы. Одна из них – цементация. Применяется данная технология для сталей малоуглеродистых и легированных, содержание элемента «С» в которых не превышает 0,25%.
Назначение – повышение таких характеристик сплава, как износостойкость, прочность, твердость.
Для реализации чаще всего используются специальные печи, где процесс протекает при высокой температуре – порядка 945 (±15) ºС.
В зависимости от габаритов и конструкционных особенностей изделия оно выдерживается в таких условиях в течение нескольких часов. По сути, это комплексная обработка детали (химическая + термическая) с целью придания ей твердости.
Пастами
Технология самая простая, но не всегда применимая. Для деталей, имеющих сложную конфигурацию, с различными выступами, пазами и тому подобное, она явно не подходит.




Методика – поверхностное нанесение цементирующей пасты на образец. Ее слой выбирается большим по сравнению с расчетной глубиной проникновения углерода в сталь (примерно в 7 раз).
Условия – температурный режим выставляется в зависимости от вида пасты, в пределах от 900 до 1 000 ºС.
Такую цементацию стали можно провести и в домашних условиях, при наличии сушильного шкафа с требуемыми параметрами.
Газовой средой
Одна из самых эффективных методик, которая широко применяется в промышленности. Она существенно упрощает процесс цементации, сокращает время обработки стали и повышает производительность. Главное условие – правильно подобрать смесь по долевому содержанию углерода и оптимальный температурный режим.
Методика – продукция загружается с цементационную печь, в которую подается газ.
Кипящим слоем
Такой способ лишь отчасти напоминает предыдущий.
Методика – в печи, на решетке газораспределительной, помещается так называемый корунд. Эндогаз (смесь, в которую вводится метан) подается снизу и, поднимаясь, его разжижает, вследствие чего мельчайшие фракции начинают перемещаться вместе с потоком к обрабатываемому изделию. При высокой температуре происходит диффузия частичек корунда, и как результат, насыщение поверхностного слоя образца углеродом.
Особенность – степень цементации легко регулировать, изменяя подачу газа. Такая технология позволяет равномерно насыщать сталь по всей площади.
Такой способ, с учетом затрат и небольшой сложности, специалисты рекомендуют использовать при мелкосерийном производстве заготовок.
Твердым карбюризатором
В качестве насыщающей среды при такой технологии цементации используются полукоксы каменноугольный, торфяной или древесный уголь с гранулами от 3 до 10 мм при обязательном добавлении веществ, инициирующих процесс (активизаторов).
Методика – обрабатываемые образцы помещаются в металлическую емкость, на песчаный затвор. Они располагаются так, чтобы со всех сторон их можно было обложить слоем карбюризатора. Следовательно, соприкосновение изделий со стенками резервуара или друг с другом не допускается.
Условия цементации – температура 925 (±25) ºС. Время выдержки зависит от слоя насыщающей среды. Определяется из расчета: на 0,1 мм – 1 час термической обработки. Процесс можно ускорить, доведя нагрев до 975 – 980 ºС. Это сокращает время проведения технологической операции, но повышает эн/затраты и снижает качество готового продукта. На его поверхности образуется сетка, которую придется удалять.




В ряде случаев это довольно сложно, например, если изделие характеризуется рельефностью.
Электролитическим раствором
Методика – по сути, это разогрев постоянным током. Роль анода в цепи играет обрабатываемая деталь.
https://youtube.com/watch?v=bnkTUowNHkM
Условия – U = 150 – 300В. Это позволяет, в зависимости от силы тока, изменять температуру в пределах 500 – 1 100 ºС. Электролит готовится из нескольких компонентов, а в качестве активизаторов используются вещества с высоким содержанием углерода. Например, ацетон, сахароза, глицерин.
Что дороже алюминий или нержавейка Справочник металлиста
Вот и закончился с горем пополам отопительный сезон, после которого вопрос о смене батарей встал на первый план. Прохудившиеся древние чугунные радиаторы пора отправлять на заслуженный отдых, поставив вместо них что-нибудь более современное.
Частные застройщики, при монтаже отопления, тоже зачастую не могут определиться с видом радиаторов. Наслушавшись продавцов в магазинах, расхваливающих самые популярные модели, несведущий покупатель бывает в растерянности.
И какие радиаторы лучше — алюминиевые или биметаллические, он так и не представляет. Быть может, взглянем на этот вопрос объективно?
Ребра, расположенные с внутренней стороны, позволяют значительно увеличить площадь отдачи тепла до 0,5 метров квадратных. Изготавливают радиаторы двумя методами.
Экструзионный метод дает дешевые и легкие изделия не самого высокого качества (в Европе таким методом не пользуются). Дороже, но долговечнее будут радиаторы, сделанные методом литья.
Один из видов алюминиевых радиаторов.
2. Биметаллические радиаторы делаются из двух различных металлов. Корпус, оснащенный ребрами, изготавливается из алюминиевого сплава. Внутри этого корпуса имеется сердечник из труб, по которым протекает теплоноситель (горячая вода из системы отопления). Эти трубы производятся либо из стали, либо из меди (причем последние у нас практически не встречаются). Диаметр их меньше, чем у алюминиевых моделей, поэтому больше вероятность засорения.
Внешний вид биметаллического радиатора весьма эстетичен, а дизайн удовлетворяет самые изысканные запросы. Все стальные его компоненты спрятаны внутри.
Алюмокремниевые и алюмоцинковые трубы
Трубы для производства глушителей.
Холодные дни остались позади, и весна набирает все большие обороты и многие автолюбители поставившие свои авто в первые зи мние дни в гараж, начинают подготавливать их к активной езде по нашим дорогам. Многие занимаются осмотром машины самостоя тельно, а некоторые отдают их для осмотра в автосервис. В результате такого осмотра может выясниться, что какая- то деталь, запчасть пришла в негодность и ее следует заменить. Среди таких запчастей может оказаться и автомобильный глушитель. Автомобильный глушитель один из важных компонентов, служащих для снижения шума отработанных газов, снижения температур ы и преобразования энергии отработанных газов

Очень важно из какого материала произведен глушитель, что в первую очередь влияет на его скорость прогорания. Чаще всего элементы глушителя изготавливаются из углеродистой или алюминизированной стали, а так же из нержавеющей стали
Глушители, изготовленные из нержавеющей стали, не пользуются большой популярностью, так как изготавливаются дольше обычных и стоимость их в разы выше глушителей, произведенных из углеродистой и алюминизированной стали. Приблизительный срок с лужбы составляет от 10 до 15 лет.
При производстве глушителей используется углеродистая сталь высокого качества, маркой стали 08пс и 08ю, толщина металла мо жет варьироваться от 1,2 до 1,5мм. Период службы таких глушителей составляет 6мес. до 2 лет. Для повешения большей прочности и износостойкости в последнее время в автопроме все чаще стали использовать алюминизиров анную сталь. Срок службы таких глушителей может составлять от 3 до 6 лет. Алюминизированная сталь бывает двух видов алюмоцинковая и алюмокремниевая.
Так же при производтсве используется множество ламп накаливания.
Алюмоцинк являет собой тонколистовую оцинкованную холоднокатаную сталь. Благодаря слою цинка обеспечивается надежность оцинкованной стали. Оцинкованная сталь имеет ровную глянцевую серебристую поверхность. Одним из важнейших факторов испо льзования данного металла это высокая степень сопротивления коррозии. Защитное покрытие алюмоцинка состоит из псевдосплавов – это алюминий (55%), цинк (43,4%) и кремний (1,6%). Благодаря взаи модействию этих элементами обеспечиваетс ясоотношение коррозостойкости качества алюминия и защитным гальваническим свой ством цинка. Алюминий образует наиболее устойчивый оксид на поверхности металлического листа и интерметаллическое соединение с кремни ем, обладающее высокой степенью коррозостойкости, способствующее более прочному сцеплению покрытия с основой. Все выше перечисленное обеспечивает надежную барьерную защиту, для проникновения окисляющей среды в глубь металла. Цинк берет на с ебя функцию защиты стальной основы от возникновения коррозии в процессе резки металла или возникновения глубоких царапин на поверхности защитного слоя. Это происходит, так как электрохимический потенциал цинка намного выше железа, под воздейств ием электрохимических процессов цинк постепенно начинает «растворяться», освобождая от зародившихся окисленных пленок ста льной лист. Такой принцип защиты получил название «жертвенной защиты». Благодаря «растворению» цинка остается тонкая оки сная пленка, благодаря которой еще довольно продолжительное время коррозия не проникает на металл.
Алюмокремний представляет из себя электросварные трубы с двусторонним алюмокремниевым покрытием, предназначенные для и зготовления деталей автомобильного глушителя. Трубы изготавливаются из низкоуглеродистой стали с двусторонним алюминизиро ванным покрытием нанесенным горячим способом. Основу покрытия составляет сплав на основе алюминия с содержанием кремния 5- 11%. Толщина алюмокремниевого покрытия с каждой стороны составляет от 25 до 30 мкм. Чтобы проверить алюмокремниевое пок рытие трубы проходят испытания на коррозийную стойкость в нейтральном соляном тумане в течение 500 часов, испытания в конд енсате выхлопных газов, испытане на теплостойкость при температуре 615⁰С без образования вздутия и шелушения. Трубы с алюмокремниевым покрытием имеют очень высокую степень коррозостойкости в агрессивных средах повышенную сопротивляемость к в оздействию температур. Трубы с алюмоцинковым и алюмокремниевым покрытием изготавливаются из холоднокатаной стали марки 08пс при толщине метал ла 1,5мм.
Диаметры изготавливаемые из этого металла: Дн38, Дн40, Дн43, Дн45, Дн51.
Данный вид продукции Вы можете приобрести в компании «Профиль-Сталь» обратившись по телефону (8442) 99-81-99.





