
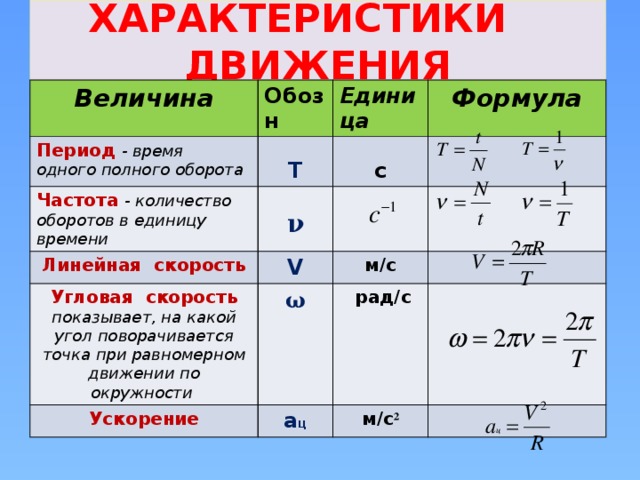
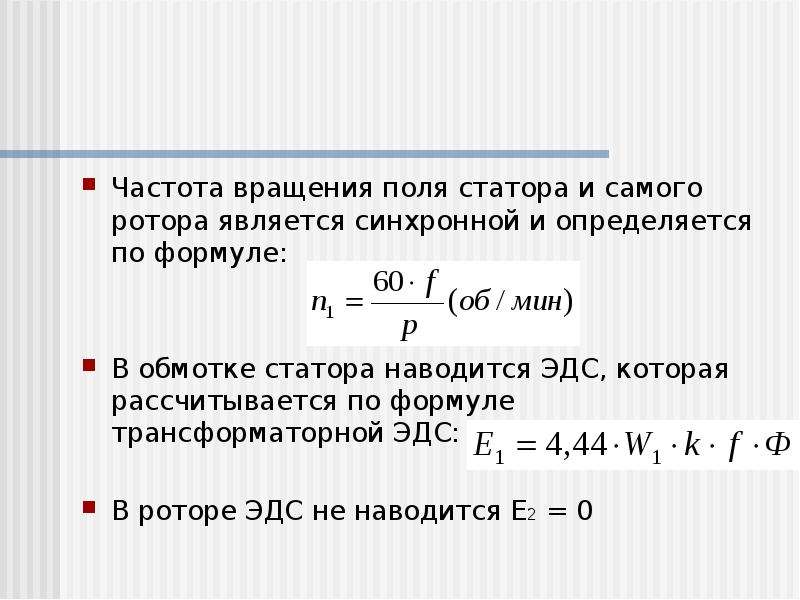
Линейная скорость вращения, частота и частота угловая
В технике для некоторых вращающих конструкций, например, шестерен и валов, известны их рабочие частоты μ и линейные скорости v. Тем не менее каждую из этих характеристик можно использовать для определения угловой или циклической частоты.
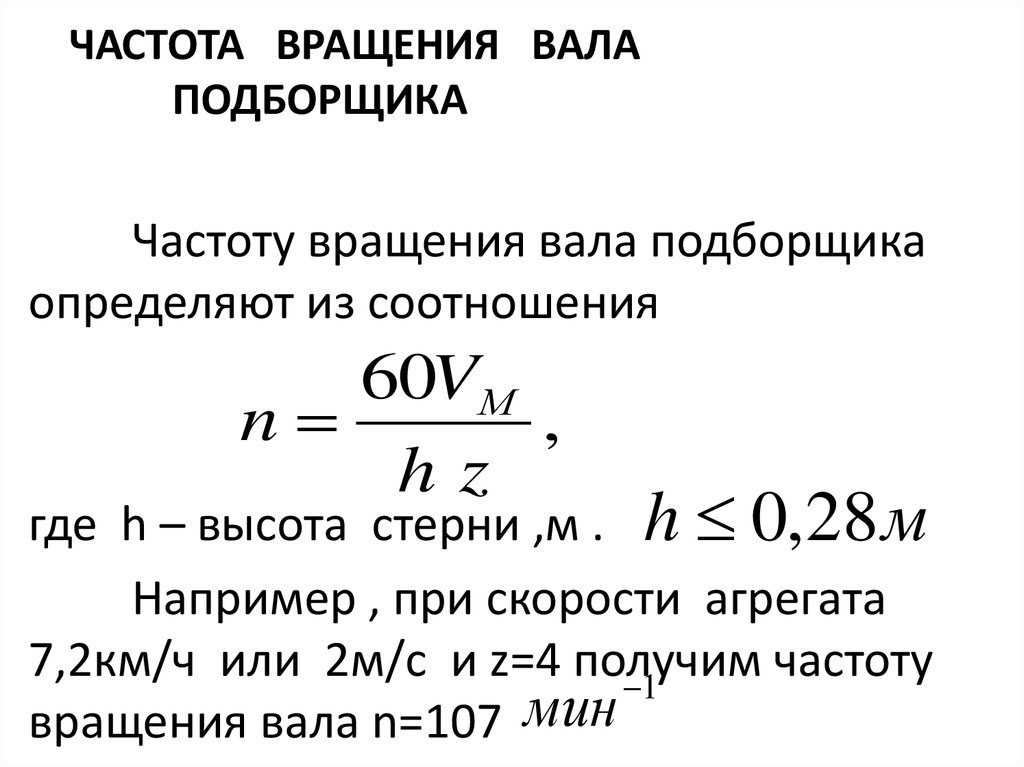
Выше отмечалось, что частота μ измеряется в герцах. Она показывает количество оборотов вращающегося тела за одну секунду. Формула для нее принимает вид:
μ = 1/T
Если сравнить это выражение с соответствующим равенством для f, то формула, как найти частоту вращения f через μ описывающая, будет иметь вид:
f = 2*pi*μ
Эта формула интуитивно понятна, поскольку μ показывает количество оборотов за единицу времени, а f отражает ту же самую величину, только представленную в радианах.
Линейная скорость v связана со скоростью угловой ω следующим равенством:
v = ω*r
Поскольку модули величин f и ω равны, то из последнего выражения легко получить соответствующую формулу частоты вращения циклической. Запишем ее:
f = v/r
Где r — радиус вращения. Заметим, что скорость v линейно растет при увеличении радиуса r, при этом отношение этих величин является константой. Последнее умозаключение означает, что если измерять циклическую частоту вращения в любой точке сечения вращающегося массивного объекта, то она будет везде одинаковой.
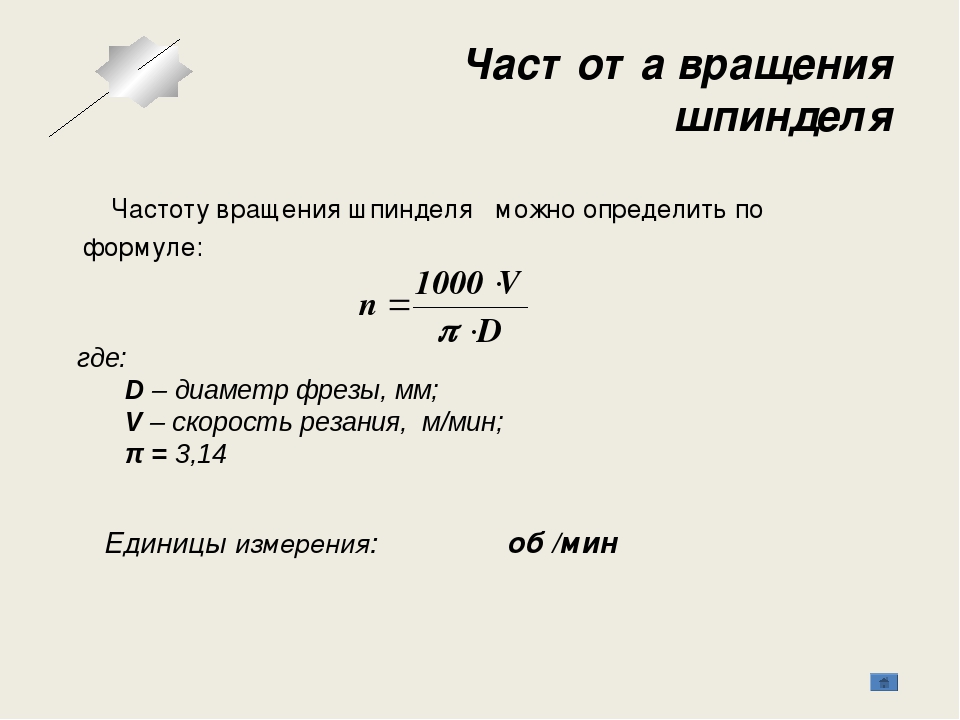
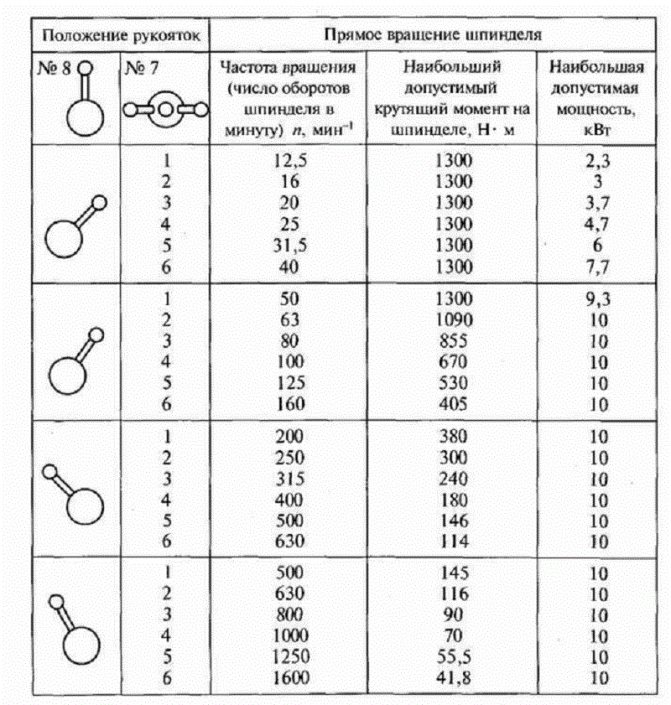
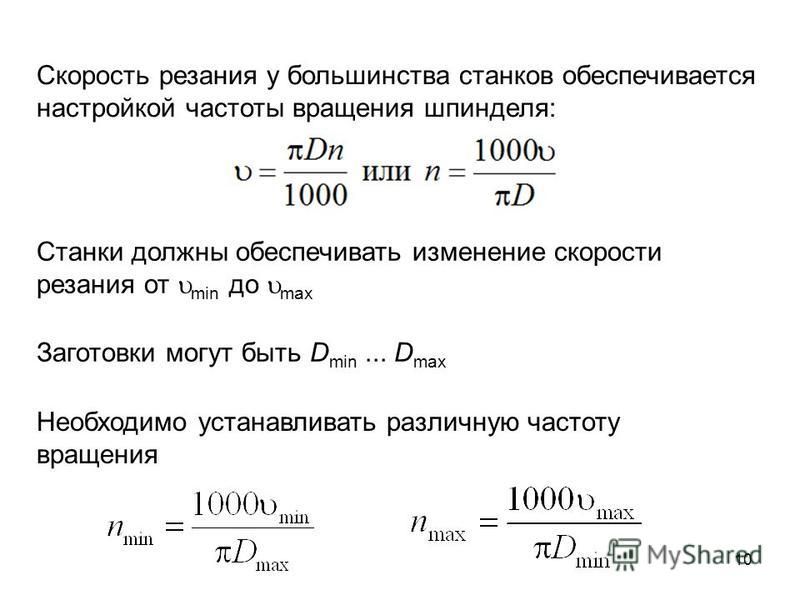
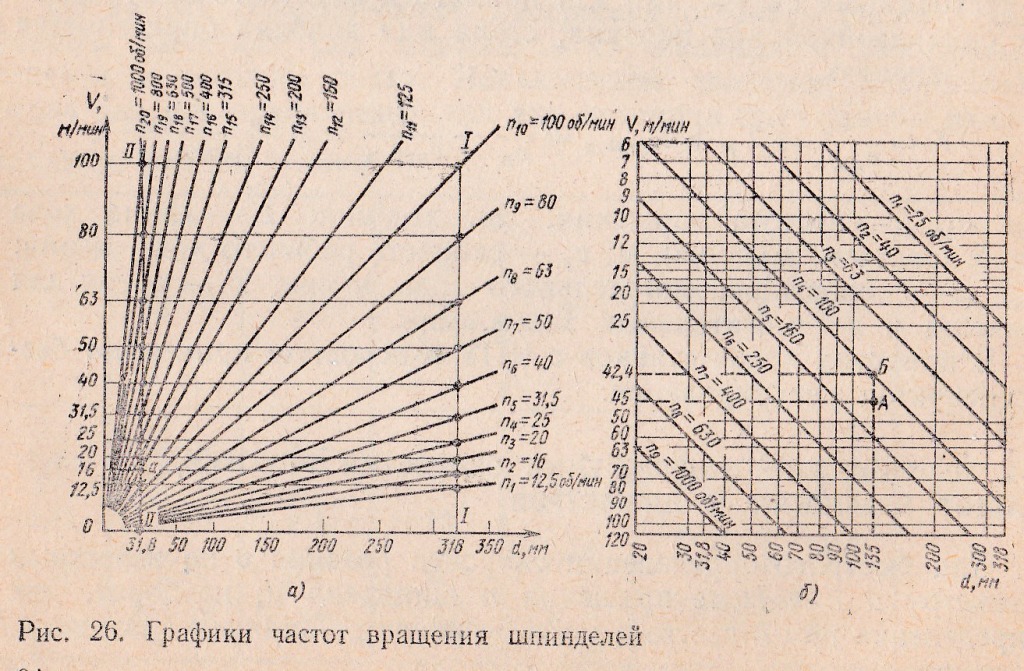
Скорость вращения шпинделя
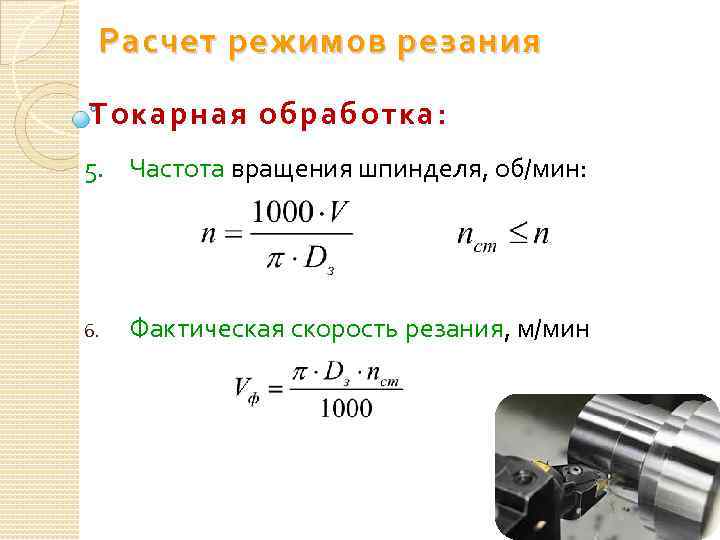
При рассмотрении формулы, которая применяется для расчетов частоты вращения шпинделя, уделяется внимание скорости. Она также должна выбираться в зависимости от определенных условий эксплуатации оборудования
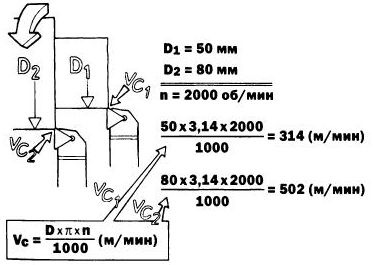
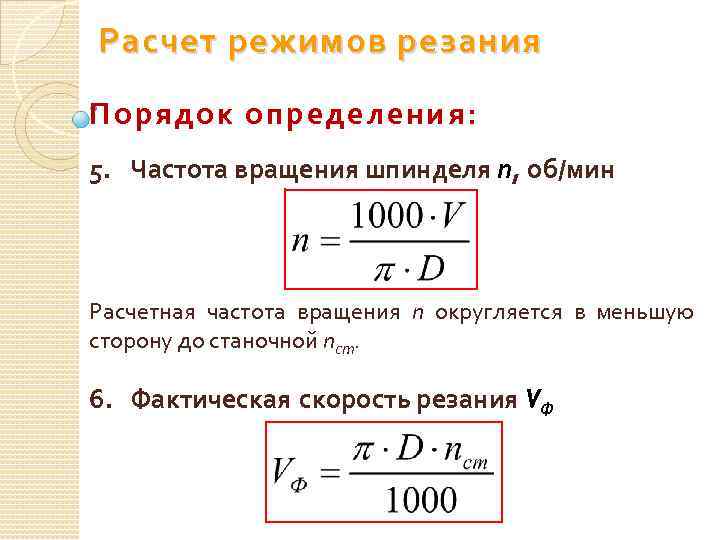
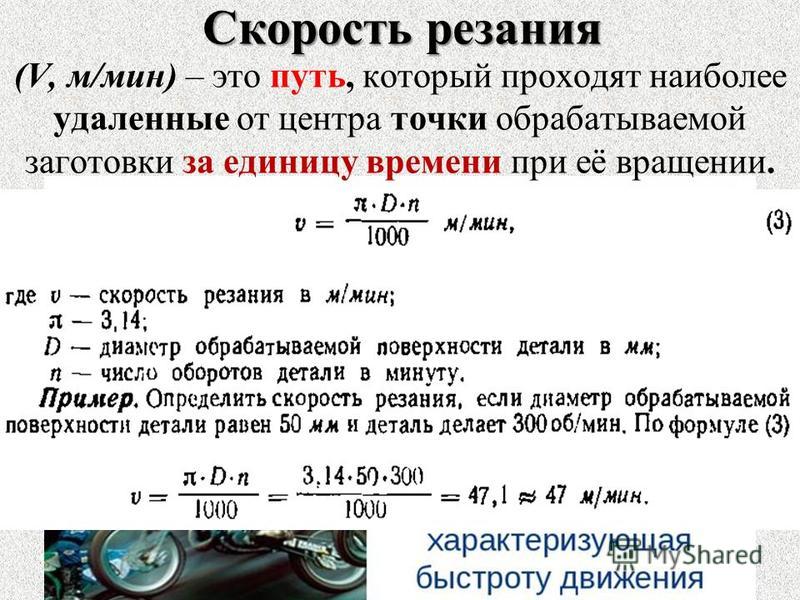
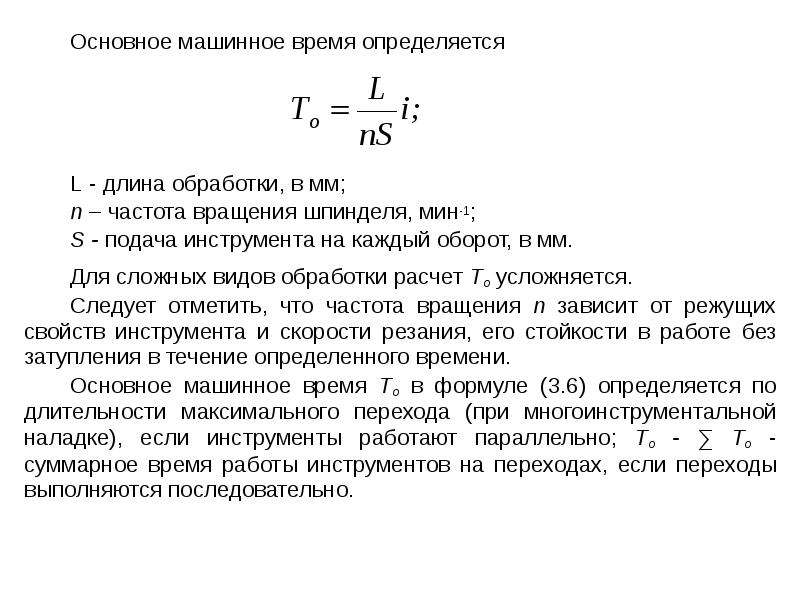
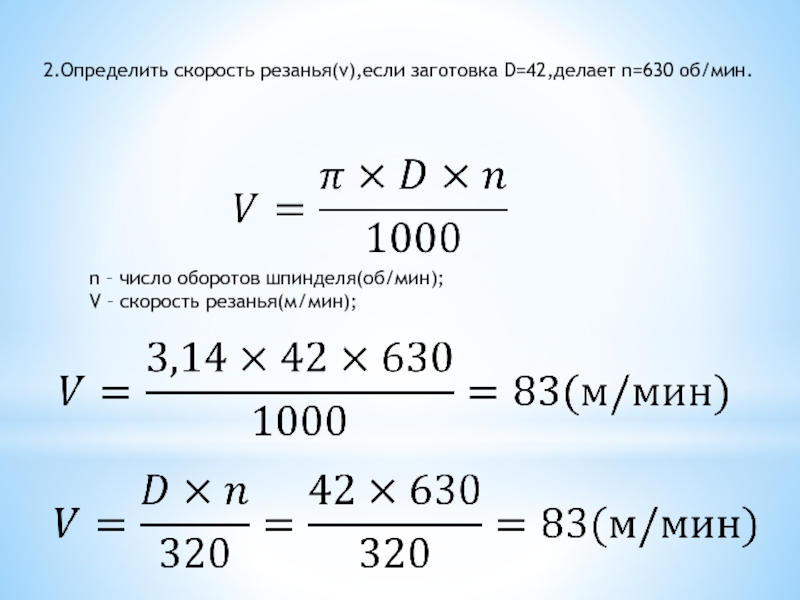
Для расчета скорости вращения -шпинделя станка может применяться формула: v=пdn/1000.
Скорость вращения токарного станка по металлу используется в качестве показателя скорости резания. От него зависит следующее:
- Производительность труда. Стоимость изделия во многом зависит от того, сколько времени было потрачено на его получение. Для повышений производительности труда следует существенно повысить значение скорости резания. Однако это не всегда можно провести, так как слишком высокий показатель может привести к серьезным проблемам, к примеру, нагреву инструмента или износу основной части.
- Шероховатость получаемой поверхности также варьирует в большом диапазоне. С увеличением скорости резания можно существенно повысить качество готового изделия. Поэтому высокие значения применяются в большинстве случаев при чистовом точении.
Выбор определенного показателя скорости вращения шпинделя проводится в зависимости от возможностей применяемого оборудования. Слишком высокий показатель нельзя устанавливать по причине того, что подобная эксплуатация оборудования приводит к сильному износу.
В заключение отметим, что неправильный расчет частоты вращения может привести к весьма тяжелым последствиям. Это связано с возможностью износа привода, а также других элементов. Не рекомендуется выбирать максимальные показателе частоты вращения и скорости резания, так как это может привести к повышенному износу и возможности износа применяемого инструмента.
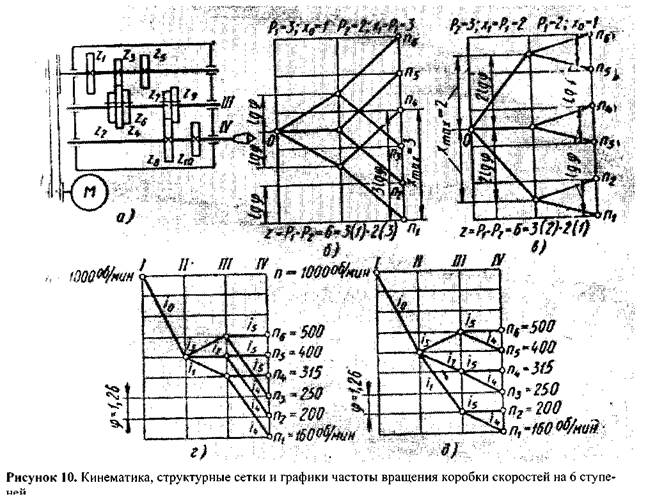
Определение числа ступеней коробки скоростей
nш. max = 3150 об/мин;
nш. min = 20 об/мин.
nmax= 4000 об/мин.
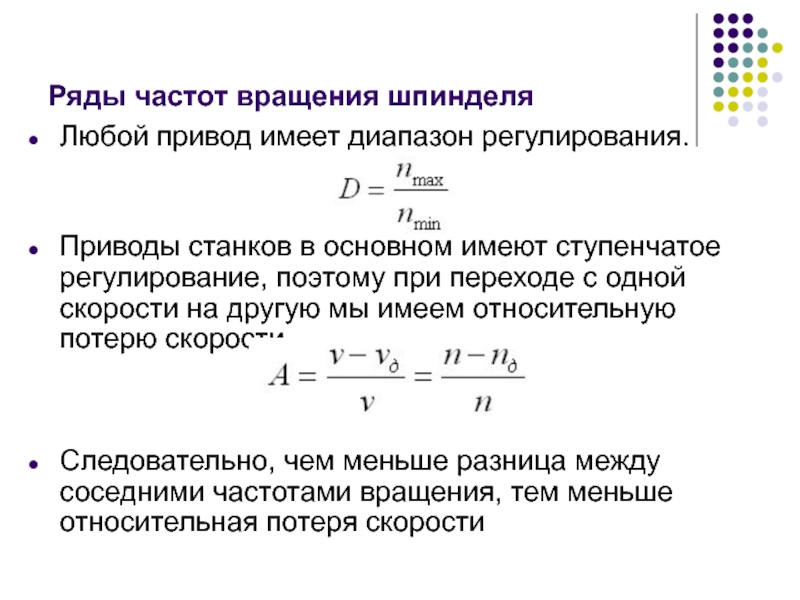
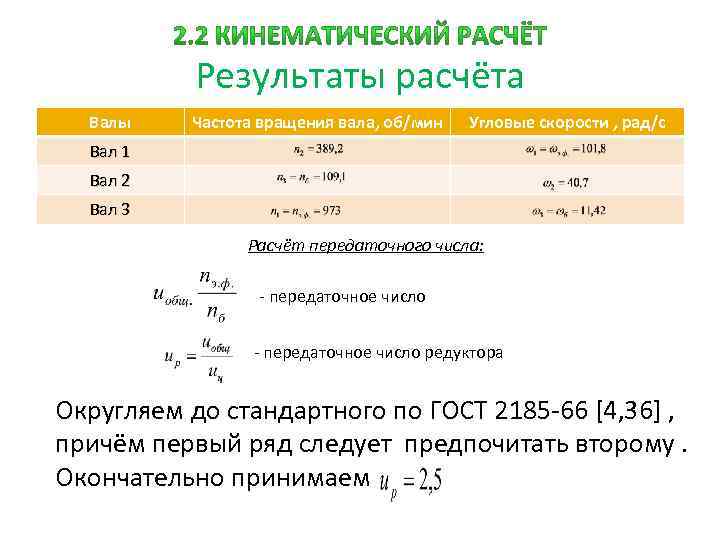
Требуемый диапазон регулирования частоты вращения привода:
Расчетная частота вращения шпинделя:
Диапазон регулирования (при постоянной мощности) на шпинделе:
Диапазон регулирования двигателя:
Между валами II и :
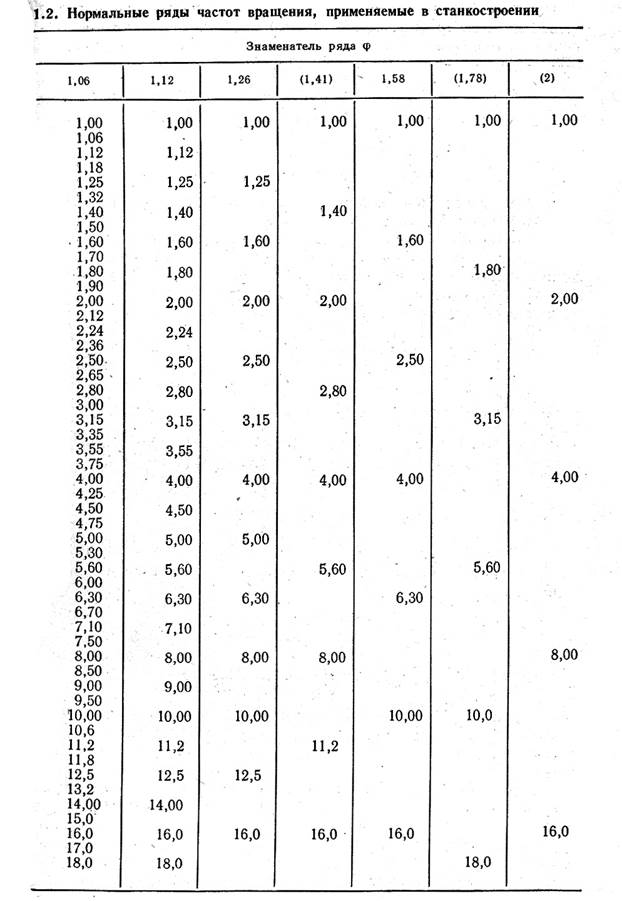
Производим проверку отклонений действительных значений частот вращения шпинделя от табличных, взятых по нормали H11 — 1. Отклонение не должно превышать величины допуска на отклонение = ±10(ц- 1) %.
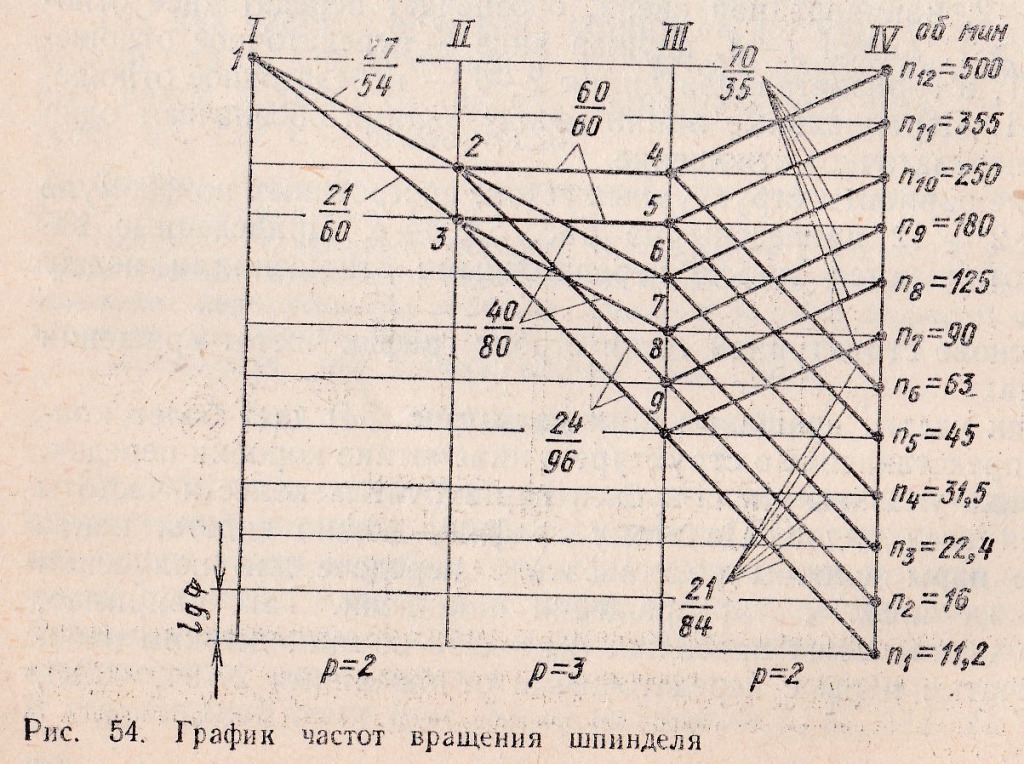
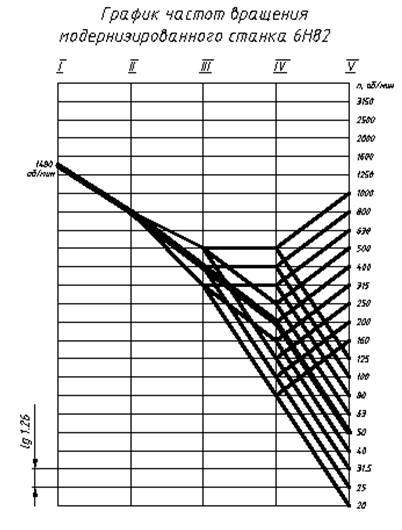
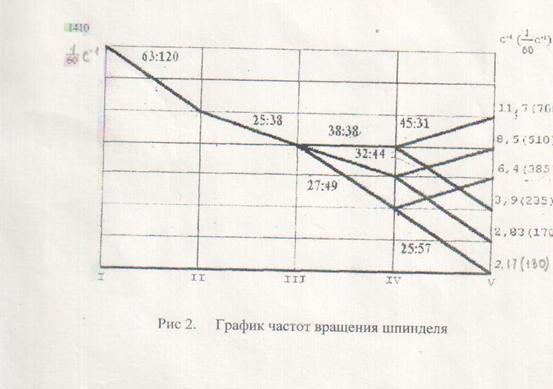
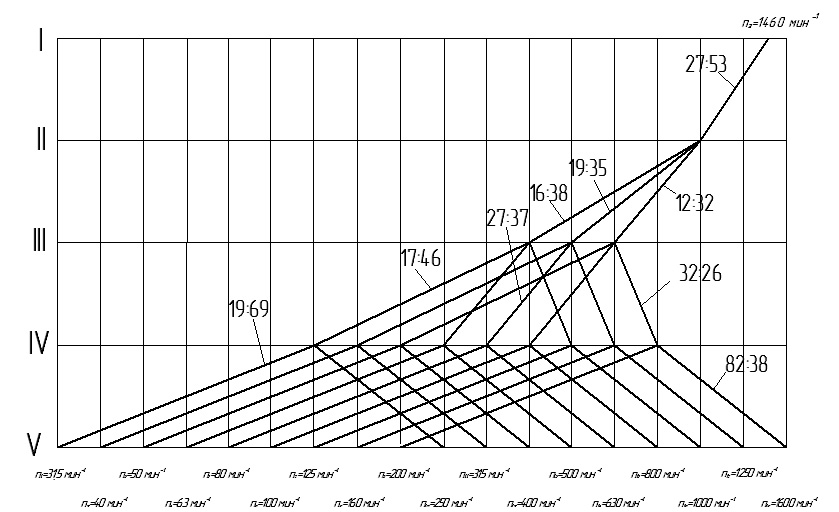
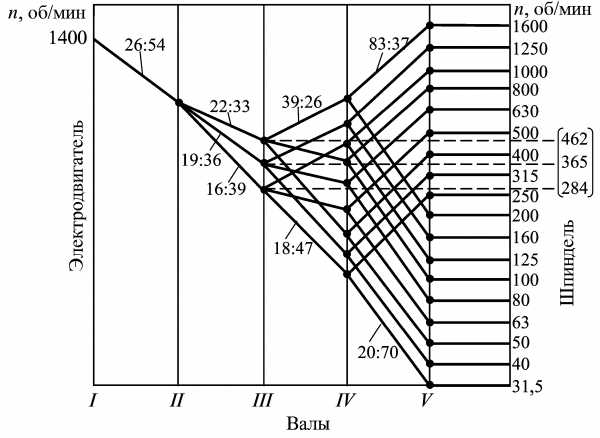
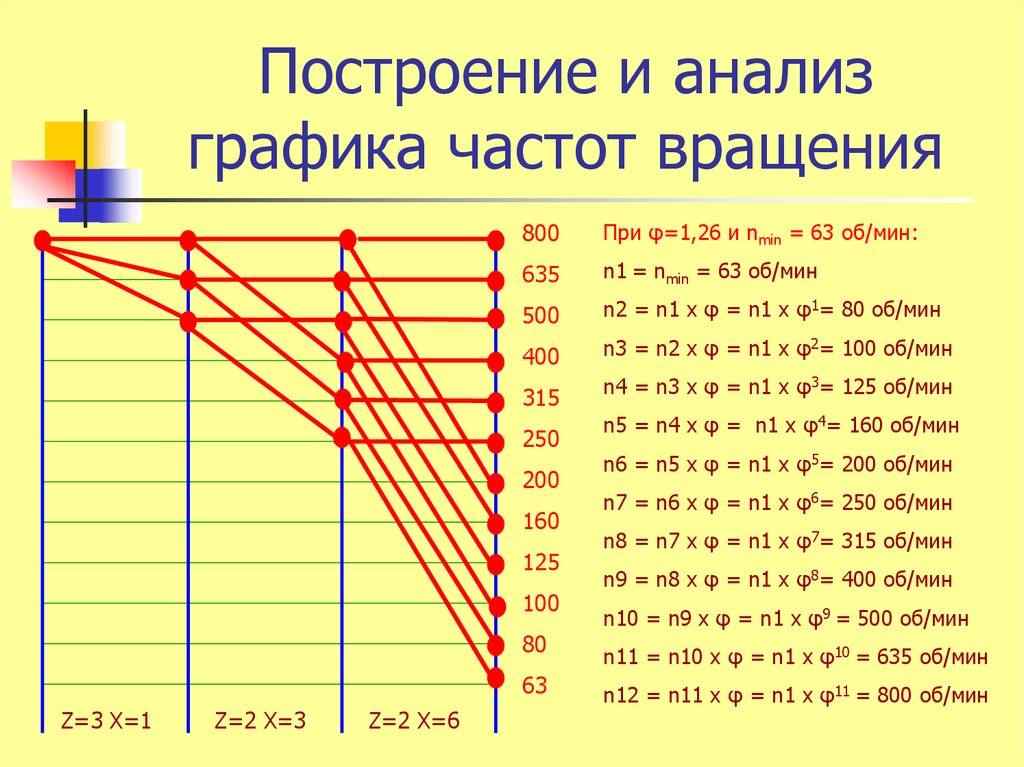
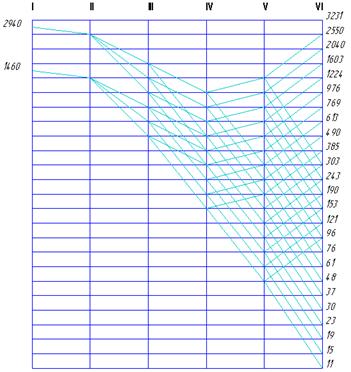
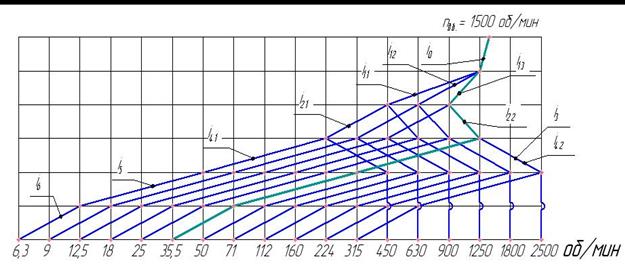
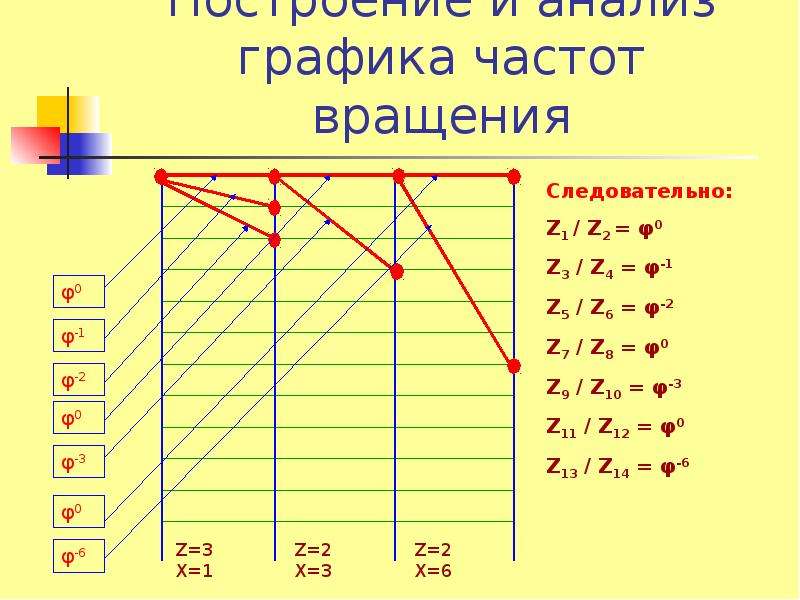
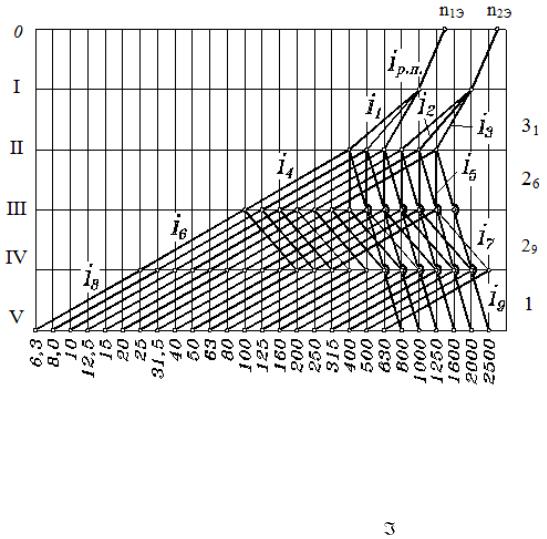
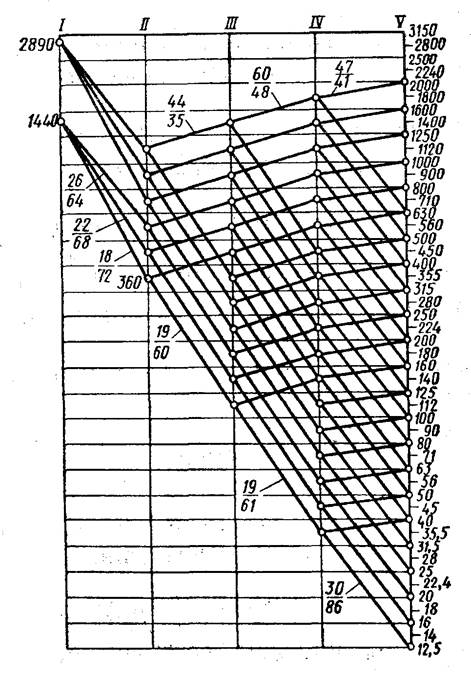
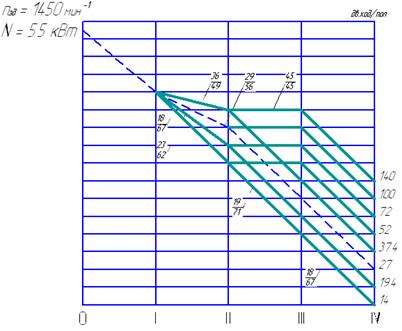
Построение структурной сетки.
Последовательность построения графика частот:
1. проводим столько вертикальных линий, сколько валов имеет привод, включая вал электродвигателя;
2. проводим на равных расстояниях столько горизонтальных линий, сколько ступеней частот вращения охватывает диапазон регулирования;
3. строим нижнюю ветвь графика – т.н. линию наименьших передаточных отношений. При этом учитывают табл. ограничений на число пересекаемых интервалов отрезком изображающим передачу.

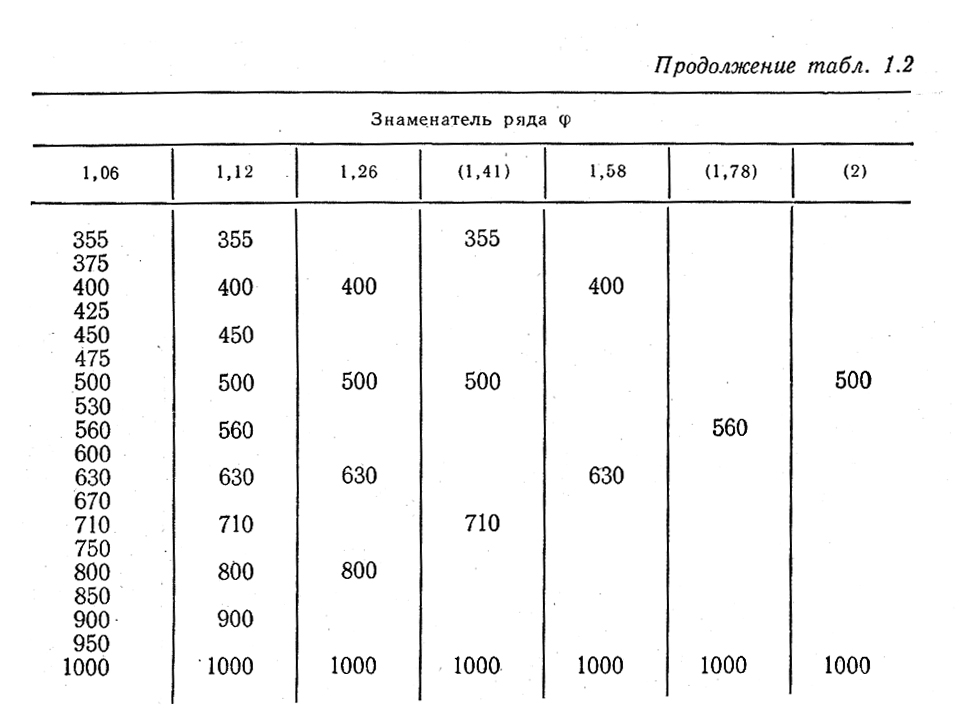
| i φ | 1,06 | 1,12 | 1,26 | 1,41 | 1,58 | 1,78 | 2,0 |
| imin≥ 1/4 | |||||||
| imax≤ 2 |
4. дальнейшие построения ведутся в соответствии со структурной сеткой для каждой группы. Расстояния между концами отрезков также равны характеристике.
5. по графику частот вращенияопределяем передаточное отношение по формуле:
где знак «+» берется в том случае, если передача направлена вверх, знак «-» если вниз;
S – число интервалов, которые пересекают отрезок изображающий передачу.
Не нашли то, что искали? Воспользуйтесь поиском:
Лучшие изречения: Увлечёшься девушкой-вырастут хвосты, займёшься учебой-вырастут рога 9589 — | 7565 — или читать все.
91.146.8.87 studopedia.ru Не является автором материалов, которые размещены. Но предоставляет возможность бесплатного использования. Есть нарушение авторского права? Напишите нам | Обратная связь.
Отключите adBlock! и обновите страницу (F5)очень нужно
Как подключить частотный преобразователь
Если кабель для подключения на 220 В с 1-й фазой, применяется схема «треугольника». Нельзя подключать частотник, если выходной ток выше 50% от номинального значения.
Если кабель питания на три фазы 380 В, то делается схема «звезды». Чтобы проще было подключать питание, предусмотрены контакты и клеммы с буквенными обозначениями.
- Контакты R, S, T предназначены для подключения сети питания по фазам.
- Клеммы U , V , W служат соединением электродвигателя. Для реверса достаточно изменить подключение двух проводов между собой.
В приборе должна быть колодка с клеммой подключения к земле. Подробней, как подключить, здесь.
Схема расчетов
Перед выполнением расчетов операции резания необходимо определить, какой тип режущего инструмента будет использоваться в данном случае. При токарной или абразивной обработке хрупких материалов выбирают оснащение с минимальными показателями. Следует не забывать, что во время работы деталь обычно довольно сильно нагревается. Если скорость обработки будет очень высокая, она может деформироваться, что приведет к ее непригодности.

Процесс резания металла
Обязательно учитывается, какая обработка будет осуществляться – чистовая или черновая. В первом случае подбирают рабочие параметры, которые обеспечат максимальную точность
Специалисты обращают внимание и на толщину срезаемого слоя. В зависимости от данной характеристики выбирается количество проходок для выполнения обрезки на специальном оборудовании
Глубина
Глубина является одним из важнейших параметров для обеспечения качества изготовленных заготовок. Она определяет толщину срезаемого слоя за одну проходку. При выполнении подрезки торца за глубину принимают диаметр детали.
Учитывается количество проходов, что определяется припусками на обработку:
Изменение обрабатываемого диаметра
- 60% на черновую;
- 20–30% на получистовую;
- 10–20% на чистовую.
Для определения глубины обрезки цилиндрических заготовок используется следующая формула:
k=(D-d)/2, где к – глубина обрезки, D – первоначальный диаметр, d – получаемый диаметр.
При определении режимов резания при работе с плоскими деталями вместо диаметров используют длину. Принято считать, что при черновой обработке глубина должна составлять больше 2 мм, получистовой – 1–2 мм, чистовой – меньше 1 мм. Данный параметр зависит от требований к качеству деталей. Чем меньше класс точности, тем больше проходов необходимо выполнить для достижения необходимых свойств изделий.

Схема черновой обработки металла
Подача
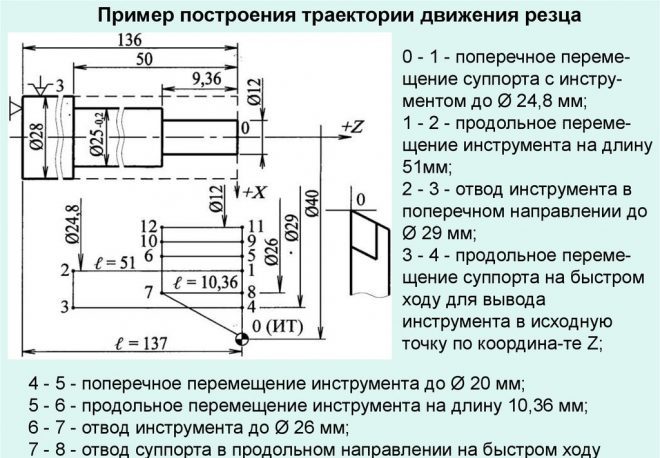
Пример построения траектории движения резца
Под подачей подразумевают величину перемещения резца за один оборот заготовки. При выполнении черновой обработки данный параметр может иметь максимально возможные значения. На завершительном этапе работ значение подачи определяется с учетом квалитета шероховатости. Данная характеристика зависит от глубины обрезки и габаритов заготовки. Чем меньше размеры, тем она ниже. При большой толщине срезаемого слоя выбираются минимальные параметры подачи.
Чтобы облегчить работу специалистам, разработаны специальные таблицы. Там указаны значения подачи при разных условиях режима резанья. Для выполнения точных расчетов иногда необходимо знать размер державки резца.
Если резанье выполняется с существенными ударными нагрузками, значения с таблицы необходимо умножать на коэффициент 0,85. При работе с жаропрочной конструкционной сталью подача не должна быть больше 1 мм/об.

Подачи при черновом наружном точении
Скорость
Скорость резания – это один из важнейших показателей, который определяется на этапе расчетов перед выполнением основных работ. Ее значения зависят от проводимых операций. Обычно отрезание торцов происходит при максимально возможной скорости. Сверление или точение имеют совсем иные требования к данному рабочему параметру. Поэтому для качественного выполнения поставленных задач необходимо знать следующее:
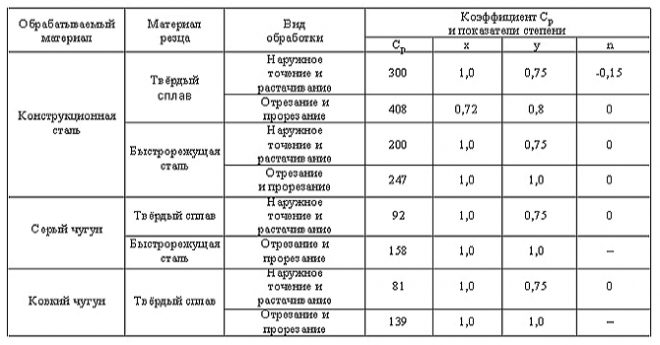
Таблица для расчета режимов резания
- тип выполняемой слесарной операции;
- вид применяемого токарного инструмента;
- материал, из которого изготовлена заготовка.
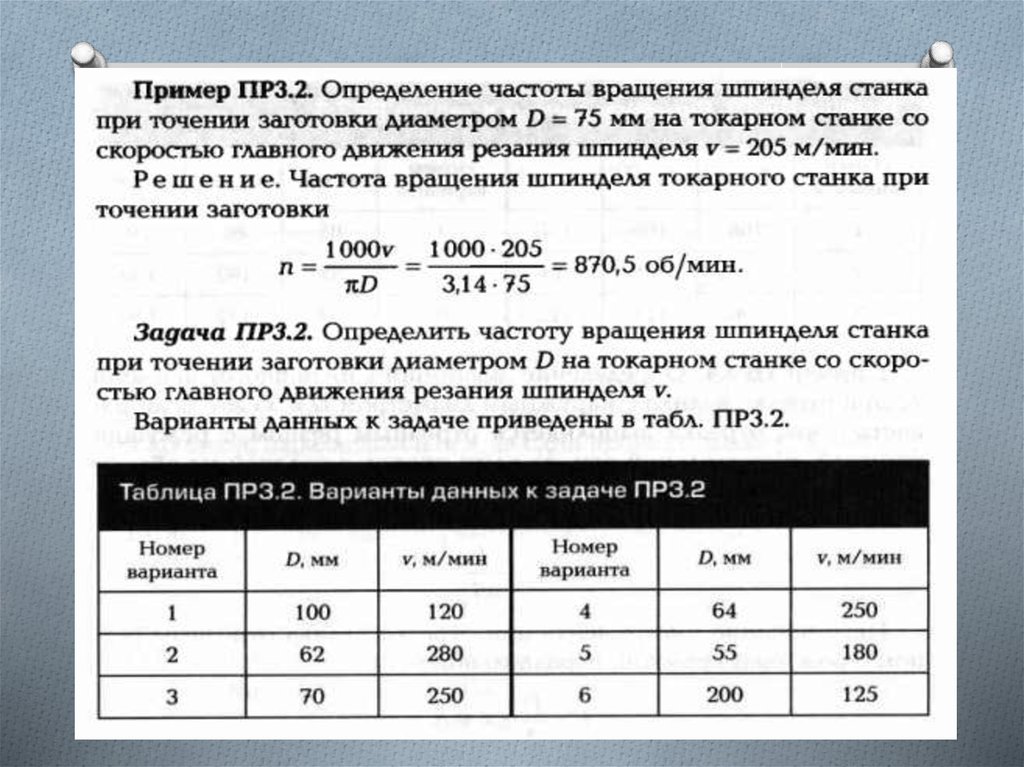
При традиционной токарной обработке скорость определяется путем умножения диаметра заготовки на количество ее оборотов за минуту и на π. Полученное значение необходимо разделить на 1000. Также скорость резанья можно определить, используя стандартные таблицы для режимов резанья.
Проверка выбранных рабочих характеристик
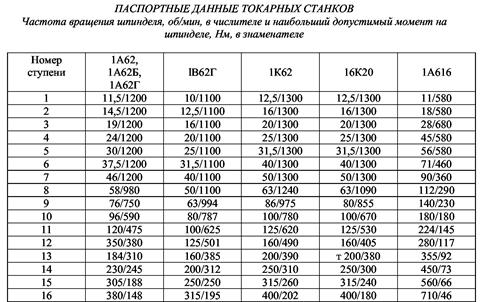
Когда глубина, подача и скорость определены, их необходимо проверить. Полученные рабочие параметры не должны быть больше нормативных значений, которые указаны в паспорте эксплуатируемого токарного станка.

Обязательно необходимо определить мощность оборудования. Для этого силу обрезки умножают на ее скорость и делят на 1000. Полученное значение сравнивают с тем, что указано в паспорте станка. Если рассчитанные по формулам параметры больше, необходимо корректировать глубину, подачу и скорость, чтобы избежать повреждения оборудования и инструментов.
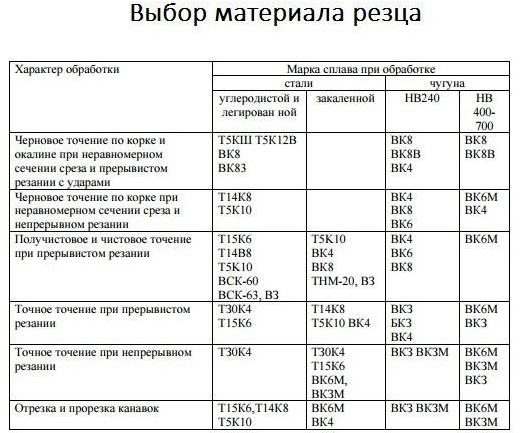
Выбор материала резца при токарной обработке
Рекомендации по выбору режимов резания
Существует несколько типичных ситуаций, при которых можно воспользоваться общими рекомендациями.
Слишком большие обороты шпинделя
Иногда минимальные обороты станка все равно оказываются слишком высокими. Обычно это наблюдается при обработке твердых материалов фрезами больших диаметров. Можно использовать следующие варианты решения:
- Заменить фрезу из быстрорежущей стали на твердосплавную, по возможности — с покрытием, которое работает при повышенных температурах.
- Уменьшить диаметр фрезы. При этом снизится окружная скорость, с которой движется режущая кромка.
- Использовать технологию HSM. Высокоскоростная обработка позволяет повысить частоту вращения шпинделя и скорость подачи без увеличения износа режущего инструмента. Первый проход выполняется на полную ширину фрезы, а все последующие — на ¼ диаметра.
Слишком малая скорость подачи
В ситуациях, когда привода перемещения не могут обеспечить требуемую скорость подачи, можно поступить следующим образом:
- Уменьшать скорость вращения шпинделя вплоть до минимально допустимой мощности.
- Использовать фрезу с меньшим количеством зубьев. Такое решение дает хорошие результаты при работе с вязкими материалами, поскольку улучшаются условия отвода стружки с обрабатываемой поверхности. Замена фрезы с 3 зубьями (заходами) на однозаходную фактически означает увеличение скорости подачи в 3 раза (на каждый зуб).
- Использовать фрезу большего диаметра.

Налипание стружки при фрезеровании алюминия
Из-за относительно низкой температуры плавления алюминий имеет свойство налипать на поверхность фрезы. Многие начинающие фрезеровщики пытаются решить эту проблему регулированием оборотов шпинделя или скоростей перемещения. В результате оптимальный для фрезы режим резания становится неоптимальным для владельца предприятия: скорость обработки оказывается слишком низкой.
Пройти тест
Работа с глубокими отверстиями
Если глубина отверстия в 6 и более раз превышает его диаметр, оно считается глубоким. Неопытные станочники часто сталкиваются с такими проблемами как уход инструмента с оси и его поломка. Существует несколько приемов, которые позволят выполнить обработку точно и без потерь:
- Пользоваться сверлами, а не фрезами. По возможности они должны иметь параболические канавки, которые обеспечивают лучший отвод стружки.
- Подавать СОЖ под давлением. Жидкость будет вымывать стружку из отверстия.
- По возможности производить последовательную обработку двумя сверлами с разными диаметрами: проходить половину глубины отверстия меньшим диаметром и рассверливать до чертежного. Затем пройти отверстие до конца.
- При работе одним сверлом как можно чаще вынимать его из отверстия для удаления стружки.
- Увеличить скорость подачи, чтобы стружка представляла собой непрерывную спираль.
Как фрезеровать пазы?
При фрезеровании торцов деталей и внутренних поверхностей пазов цилиндрическими фрезами важно выбрать правильное соотношение ширины и глубины снимаемого материала в соответствии с максимальными скоростными возможностями станка. При увеличении глубины фрезерования нагрузка на канавки распределяется более равномерно, но вместе с этим наблюдается более сильный отгиб режущего инструмента. Кроме того, ухудшаются условия удаления стружки
При увеличении ширины снимаемого материала существует возможность увеличения скорости вращения шпинделя. Однако есть некоторые граничные значения частот, при которых скорость съема материала начинает падать
Кроме того, ухудшаются условия удаления стружки. При увеличении ширины снимаемого материала существует возможность увеличения скорости вращения шпинделя. Однако есть некоторые граничные значения частот, при которых скорость съема материала начинает падать.
Единственный способ получения оптимального сочетания этих двух параметров — тестирование станка в разных режимах. При этом материал «пробной» и «рабочей» заготовок должен быть одинаковым.
Сотрудники компании MULTICUT посвятили много времени изучению режимов обработки разных материалов. Выбор базовой комплектации станков собственного производства выполнялся с учетом полученного опыта. Сотрудники компании готовы оказать консультационную и практическую помощь в освоении оборудования и выборе оптимальных режимов резания. Любой желающий может поработать на действующем станке MULTICUT в демонстрационном центре и получить советы опытных мастеров. Получить консультации и справки можно, позвонив по контактному телефону.
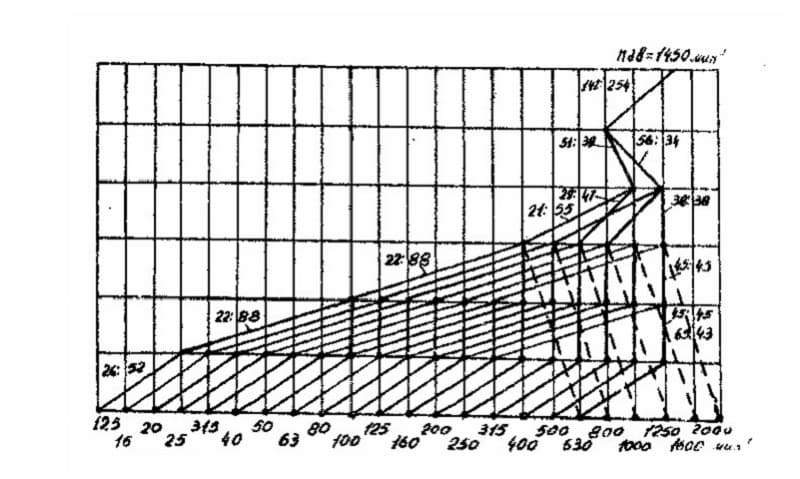
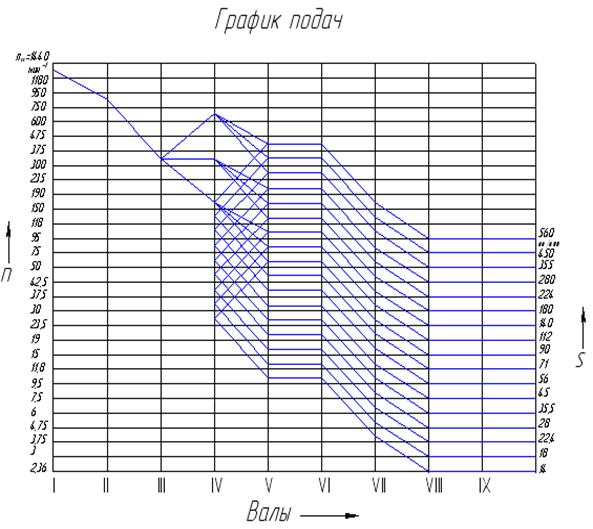
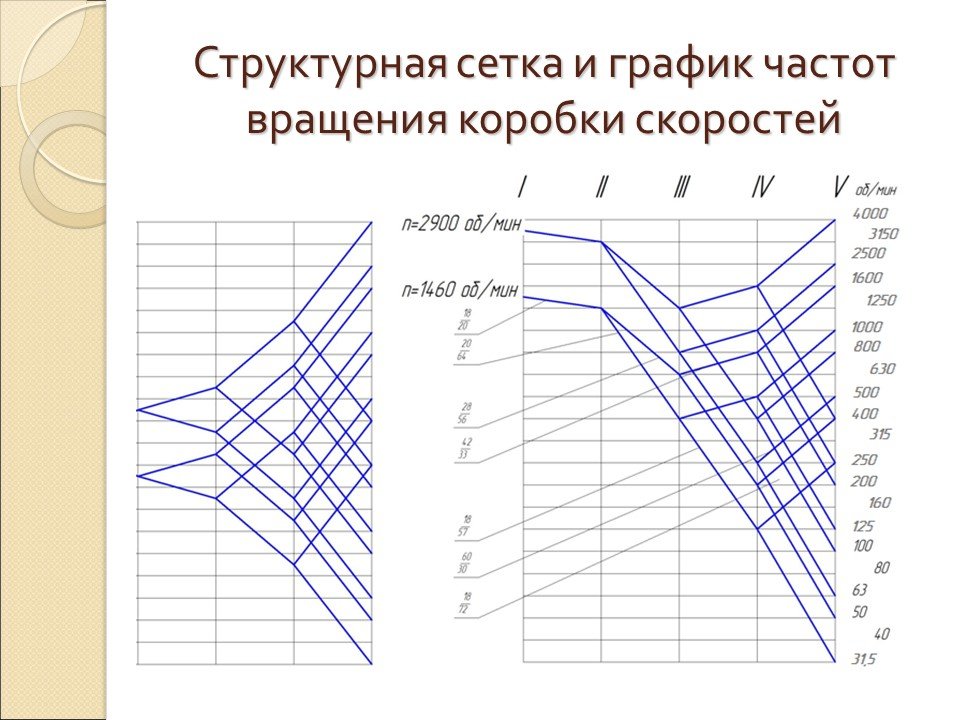
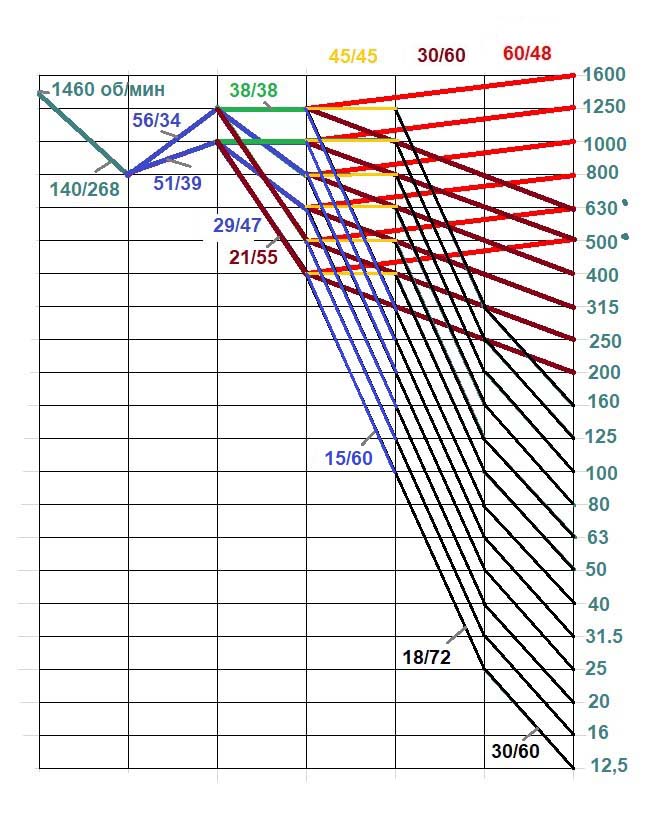
График – частота – вращение
Получение требуемого геометрического ряда частот вращения шпинделя может быть осуществлено несколькими вариантами графиков частот вращения с различными передаточными отношениями промежуточных пар зубчатых колес. Перед построением графика частот вращения скачала строят структурные сетки.
На основе принятого варианта структурной сетки возможны различные варианты графика частот вращений ( см. рис. 48) в зависимости от дополнительных одиночных передач и выбранных окончательно передаточных отношений. При построении графика частот вращений обычно достаточно быстроходный электродвигатель на 1500 или 3000 об / мин необходимо использовать для получения более низких частот вращений шпинделя. Осуществление общей редукции при этом желательно проводить таким образом, чтобы промежуточные валы сохраняли быстроходность.
Получение требуемого геометрического ряда частот вращения шпинделя может быть осуществлено несколькими вариантами графиков частот вращения с различными передаточными отношениями промежуточных пар зубчатых колес. Перед построением графика частот вращения скачала строят структурные сетки.
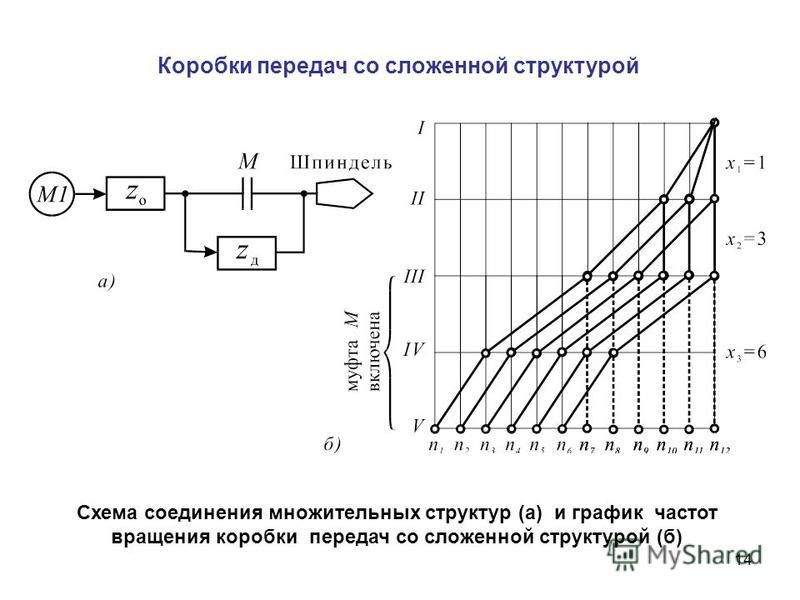
Однако, как правило, используют только графоаналитический метод. При графоаналитическом методе последовательно строят структурную сетку и график частоты вращения.
| Варианты структурных сеток коробок передач для двенадцати ступеней частот вращения. |
Структурная сетка позволяет определить количество ступеней частот вращения на валах; количество групповых передач и порядок их конструктивного расположения; число передач в каждой группе; диапазоны регулирования групповых передач, которые равны ср в степени, равной числу интервалов Igcp, заключенному между крайними лучами, выходящими из одной точки; диапазоны регулирования на промежуточных валах. Структурная сетка не дает фактических значений частот вращения и передаточных отношений передач в группах. Для определения этих параметров строят график частот вращения. Для его построения должны быть известны: а) знаменатель ряда ср.
Такое распределение характеристик передач обеспечивает минимальные крутящие моменты, так как соответствует более высоким частотам вращения первых групп передач из всех возможных вариантов. Структурная сетка позволяет определить передаточные отношения в группах и построить график частот вращения. Для понижающих коробок необходимо найти минимальные передаточные отношения.
Основными вопросами, которые необходимо решить при выборе электродвигателя для аппаратуры, являются выбор типа двигателя с электромеханическими свойствами, отвечающими характеру нагрузки, и определение номинальной мощности электродвигателя. Мощность электродвигателя выбирают, исходя из необходимости обеспечить выполнение заданной работы электропривода при соблюдений нормального теплового режима и допустимой механической перегрузки двигателя. При этом следует учитывать нагрузку привода не только в установившемся режиме работы, но и во время переход-ных режимов
Важное значение имеет также цикличность работы привода, которая характеризуется графиком частоты вращения при заданном графике статического момента приводимого механизма. По графику частоты вращения определяют ускорение для любого момента времени, затем момент инерции всех вращающихся частей механизма, приведенный к валу двигателя, и вычисляют значения динамических моментов
Алгебраическое сложение статических и динамических моментов нагрузки позволяет получить график полного момента, по которому и рассчитывают мощность двигателя.
Дефрагментация файлов
Операции удаления и изменения файлов на диске приводят к фрагментации файлов, выражающейся в том, что файл занимает не соседние области на диске, а разбивается на несколько частей, хранящихся в разных областях диска. Фрагментация файлов приводит к дополнительным затратам на поиск всех частей открываемого файла, что замедляет доступ к диску и уменьшает (как правило, не существенно) общее быстродействие диска.
Для ускорения работы с жёстким диском, рекомендуется периодически проводить дефрагментацию диска. Дефрагментация диска — процесс перезаписи частей файла в соседние сектора на жёстком диске для ускорения доступа и загрузки.
Например, для выполнения дефрагментации в операционной системе Windows 7 щёлкните по кнопке Пуск и в раскрывшемся главном меню выберите последовательно команды Все программы, Стандартные, Служебные, Дефрагментация диска.
Распространенные ошибки при выборе режимов резания
Очень часто начинающие токари и фрезеровщики не согласовывают скорости – это оборачивается концентрацией напряжений на кромке, а значит повышает вероятность поломки инструмента в таких «критических» точках и вызывает другие проблемы.
Есть две классические ситуации:
- Максимальные обороты при медленной подаче – при этом серьезно падает качество обработки. Кроме того, резец будет не снимать стружку, а лишь давить на поверхность, сначала лишь шлифуя ее, а потом уже вызывая прижог; при этом не просто действуя вхолостую, а даже теряя в прочности, ведь будет наблюдаться отгибание кромки.
- Обратная ситуация приводит к тому, что лезвие убирает слишком много материала и вместе с тем испытывает чрезмерную нагрузку, в результате чего скалывается и оставляет царапины и другие дефекты на той плоскости, которая должна быть гладкой.
Поэтому на практике нужно проводить расчет частоты вращения шпинделя для каждой технологической операции и, на основе полученных результатов, соотносить подачу, чтобы обеспечивать не только скорость, но и точность, и безопасность процесса. Тем более что все величины можно принимать в некотором диапазоне – всегда есть место для допусков. Помните, что длительная эксплуатация инструмента – следствие правильного подхода, тогда как неожиданная поломка – результат допущенных ошибок.
И универсальный совет – проводите обработку в несколько этапов: сначала черновую, по максимуму снимая ненужный металл, потом чистовую, более медленно, и, наконец, финишную – для шлифовки мельчайших неровностей.
RPM — что это такое
При всех прочих равных параметрах быстрее будет считываться информация с hard disk, у которого быстрее вращается ось.

Объясняется тем, что за одно и то же время под магнитной головкой «пробегает» больше секторов с записанной на них информацией.
Выход из строя привода — вторая распространенная причина потери функциональности винчестера, на что может влиять, в том числе и механическое воздействие.
При ударе или падении, ось может попросту заклинить.
Также распространенная поломка — выход из строя электропривода. Детальнее про поломки и срок службы HDD вы можете почитать здесь.
Скорость вращения шпинделя в об/мин обозначается как RPM. Эта характеристика всегда указана на шильдике, который наклеен на верхней крышке девайса(или же в подробных характеристиках на оф.сайте производителя).
Коэффициент полезного действия электромотора
КПД — это характеристика, которая отражает эффективность работы системы при преобразовании энергии в механическую. Выражается отношением полезной энергии к потраченной. По единой системе единиц измерений он обозначается как «eta» и является безразмерным значением, исчисляемым в процентах. Формула КПД электродвигателя через мощность:
eta = P2 ÷ P1, где:
P1 — электрическая (подаваемая) мощность, Вт;
P2 — полезная (механическая) мощность, Вт;
Также он может быть выражен как:
eta = A ÷ Q × 100 %, где:
A — полезная работа, Дж;
Q — затраченная энергия, Дж.
Чаще коэффициент вычисляют по формуле потребляемой мощности электродвигателя, так как эти показатели всегда легче измерить.
Снижение эффективности работы электродвигателя происходит по причине:
Электрических потерь. Это происходит в результате нагрева проводников от прохождения по ним тока. Магнитных потерь
Вследствие излишнего намагничивания сердечника появляется гистерезис и вихревые токи, что важно учитывать в формуле мощности электродвигателя. Механических потерь. Они связаны с трением и вентиляцией
Дополнительных потерь. Они появляются из-за гармоник магнитного поля, так как статор и ротор имеют зубчатую форму. Также в обмотке присутствуют высшие гармоники магнитодвижущей силы
Они связаны с трением и вентиляцией. Дополнительных потерь. Они появляются из-за гармоник магнитного поля, так как статор и ротор имеют зубчатую форму. Также в обмотке присутствуют высшие гармоники магнитодвижущей силы.
Следует отметить, что КПД является одним из самых важных компонентов формулы расчета мощности электродвигателя, так как позволяет получить цифры, наиболее приближенные к действительности. В среднем этот показатель варьирует от 10% до 99%. Она зависит от конструктивного устройства механизма.
Расчет скорости вращения шпинделя токарного или фрезерного станка
Зачастую происходит так, что по паспорту известно номинальное количество оборотов, но непонятно, насколько быстро лезвие оборудования проходит свой путь по заготовке. В таких случаях нужно лишь воспользоваться обратным соотношением:

Отсюда ясно, что два этих параметра взаимосвязаны, и один выражает собой другой, а значит влияет на:
- Производительность труда – повышается, если деталь получается слишком дорогой в изготовлении; однако существенно увеличить его на практике можно далеко не всегда, даже если возможности спецтехники позволяют это сделать; вы помните – эксплуатация инструмента в слишком жестком режиме приводит к его перегреву и преждевременному износу.
- Итоговую степень шероховатости поверхности – чем быстрее движется вал, тем более гладкой становится плоскость, но и тем сильнее нагрузка на лезвие, поэтому высокие обороты на практике используются не постоянно, а лишь при проведении отдельных операций, чаще всего чистовой обработки.
Двигатели приводов станка и их характеристики
Вспомним рассмотренный выше паспорт и кинематическую схему станка.
На кинематической схеме под маркировкой М1 указан электродвигатель привода главного движения.
Его маркировка : А02-51-4-С2
Технические характеристики электродвигателя серии АО2 :
Таблица 9
Типоразмер двигателя | Мощность, кВт | Скольж,% | КПД,% | cos ц | Mмакс/Mном | Mмин/Mном | Мп/Mном | Iп/Iном |
Закрытое обдуваемое исполнение (IP44) | ||||||||
АО2-51-4 У3 | 7,5 | 3,30 | 88,5 | 0,87 | 2,00 | 1,0 | 1,40 | 7,0 |
Рисунок 20 – Электродвигатель А02-51-4
Далее рассмотрим электродвигатели привода подач и привода шпинделя поворотной головки под маркировкой А0Л2-31-4-С2
Типоразм двигателя | Мощн, кВт | Скольжение,% | КПД,% | cos ц | Mмакс/Mном | Mмин/Mном | Мп/Mном | Iп/Iном |
Закрытое обдуваемое исполнение (IP44) | ||||||||
АОЛ2-31-4 У3 | 2,2 | 4,70 | 82,5 | 0,83 | 2,20 | 1,5 | 1,80 | 7,0 |
Основные формулы расчета мощности двигателей
Для вычисления реальных характеристик механизмов всегда нужно учитывать много параметров. в первую очередь нужно знать, какой ток подается на обмотки электродвигателя: постоянный или переменный. Принцип их работы отличается, следовательно, отличаются метод вычислений. Если упрощенный вид расчета мощности привода выглядит как:

Pэл = U × I, где
I — сила тока, А;
U — напряжение, В;
Pэл — подведенная электрическая мощность. Вт.
В формуле мощности электродвигателя переменного тока необходимо также учитывать сдвиг фаз (alpha). Соответственно, расчеты для асинхронного привода выглядят как:
Pэл = U × I × cos(alpha).
Кроме активной (подведенной) мощности существует также:
- S — реактивная, ВА. S = P ÷ cos(alpha).
- Q — полная, ВА. Q = I × U × sin(alpha).
В расчетах также необходимо учитывать тепловые и индукционные потери, а также трение. Поэтому упрощенная модель формулы для электродвигателя постоянного тока выглядит как:
Pэл = Pмех + Ртеп +Ринд + Ртр, где
Рмех — полезная вырабатываемая мощность, Вт;
Ртеп — потери на образование тепла, ВТ;
Ринд — затраты на заряд в индукционной катушке, Вт;
Рт — потери в результате трения, Вт.
Переменный синусоидальный ток
Это тот ток, который периодически меняется во времени, и его изменения подчиняются закону синусоиды. Это элементарное движение электрических зарядов, потому дальнейшему разложению на простые токи оно не подлежит.
Вид формулы такого переменного тока:
i = Im*sinωt,
где:
- Im – амплитуда;
- sinωt – фаза синусоидального тока, рад.
Здесь ω = const, называется угловой частотой переменного электричества, причём угол ωt находится в прямой временной зависимости.
Зная частоту f исходного тока, можно вычислить его угловую частоту, применив выражение:
ω = 2πf = 2π/Т.
Тут 2π – это выраженное в радианах значение центрального угла окружности:
- Т = 2 π радиан = 3600;
- Т/2 = π = 1800;
- Т/4 = π/2 = 900.
Если выразить 1 рад в градусах, то он будет равен 57°17′.

Основные параметры
Одна из главных задач технологической подготовки производства при токарных работах — это определение рациональных режимов резания. При их расчете должны учитываться особенности обрабатываемого изделия и возможности станочного парка, а также наличие соответствующего инструмента, приспособлений и оснастки. Компоновка узлов и агрегатов токарного станка позволяет реализовать два определяющих вида движения, которые формируют заданную конфигурацию поверхностей детали: вращение заготовки (главное движение) и перемещение резца вглубь и вдоль поверхности детали (подача). Поэтому основными технологическими параметрами для токарного оборудования являются:
- глубина резания;
- подача и обороты шпинделя;
- скорость резания.
Существует взаимовлияние режимов резания и основных элементов производственной экономики. Среди них самые значимые — это:
- производительность оборудования;
- качественные показатели производства;
- стоимость выпускаемых изделий;
- износ оборудования;
- стойкость инструмента;
- безопасность труда.
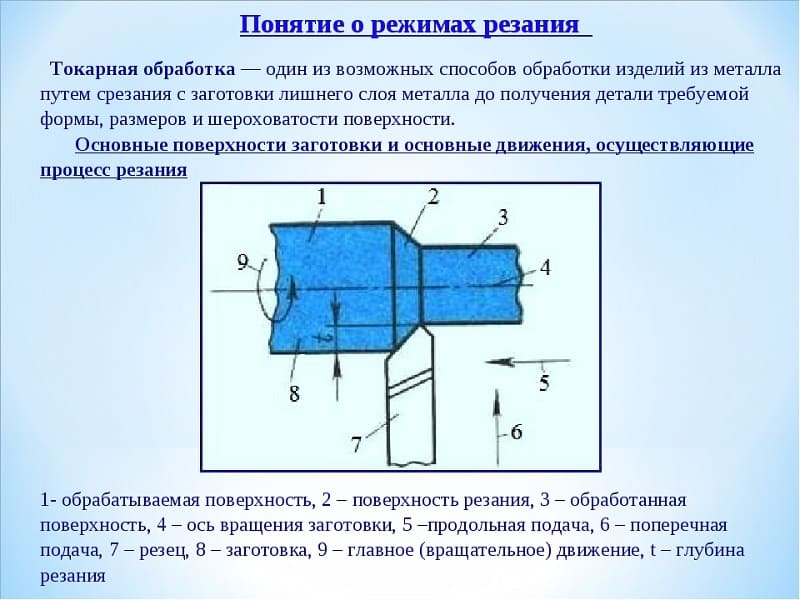
Понятие о режимах резания
Точение на предельных режимах повышает производительность токарного оборудования. Однако такая работа станков не всегда возможна и целесообразна, т.к. существуют ограничения в виде предельной мощности главного привода, жесткости и прочности обрабатываемых изделий, а также технологических параметров инструмента и оснастки.
При неправильном расчете или подборе технологических параметров работа на высоких скоростях может вызвать повышенную вибрацию и разбалансировку отдельных механизмов токарного станка. Это приводит к понижению точности и повторяемости размеров изделий. Кроме этого повышается риск поломки инструмента и выхода из строя станка.
Глубина
Припуск — это толщина металла, удаляемого токарным резцом с заготовки до достижения ею чистового размера. При обточке и расточке он удаляется поэтапно за заданное число резов. Толщина металла, удаляемого за единичный проход резца, в механообработке носит название глубина резания и измеряется в миллиметрах. В технологических расчетах и таблицах этот параметр обозначают буквой t.
При операциях обточки она равна 1/2 разности диаметров перед и после обточки детали и вычисляется по формуле:
t = (D-d)/2,
где t – глубина резания; D — диаметр заготовки; d – заданный диаметр детали.
При операциях подрезки — это размер слоя металла, удаляемого с торца заготовки за единичный проход резца, а при проточке и отрезке — глубина канавки.

Глубина резания
В идеальном случае на удаление припуска требуется один проход резца. Но в реальности токарный процесс, как правило, включает в себя черновой и чистовой этап обработки (а для поверхностей с повышенной точностью – и получистовой). При хороших характеристиках и форме заготовки обе эти операции выполняются за два-три прохода.
Подача
Подача при токарной обработке — это длина пути при поперечном перемещении режущей кромки резца, совершаемом ей за единичный оборот шпинделя. Ее измеряют в мм/об, в технологической документации обозначают буквой S и подбирают по технологическим справочникам. Величина подачи зависит от мощности главного привода, значения t, габаритов и физических свойств обрабатываемой заготовки. При точении она рассчитывается по формуле:
S=(0,05…0,25) ×t,
При операции точения подача на токарном станке должна устанавливаться на максимально возможное число, но с учетом технологических параметров станка и применяемого инструмента. При операциях по черновому точению она зависит от мощности главного привода и устойчивости детали. А при чистовом точении основным критерием является заданный класс шероховатость поверхности.

Скорость
Скорость резания при токарной обработке — это суммарная траектория режущей кромки резца за единицу времени. Ее размерность — в м/мин, а в таблицах и расчетах ее обозначают буквой v и подбирают по технологической документации или рассчитывают по формулам. В последнем случае расчет происходит в следующей последовательности:
- вычисляется величина t;
- по справочнику выбирается значение S;
- определяется табличное значение vт;
- рассчитывается уточненное значение vут (умножением на корректирующие коэффициенты);
- с учетом скорости вращения шпинделя выбирается фактическое значение vф.

Скорость резания
Этот параметр является одной из основных характеристик производительности металлорежущего оборудования и напрямую влияет на эксплуатационные режимы работы токарного станка, износ инструмента и качество обрабатываемой поверхности.
Типы шпинделей по числу оборотов
По данному показателю все валы разделяют на 3 категории:
- Маломощные – до 0,8 кВт включительно – устанавливаются на негабаритной технике, использующейся в небольших частных мастерских для решения упрощенных бытовых задач; развивают от 3 до 9 тысяч об/мин.
- Средние – от 1,5 до 5 кВт – применимы в стандартных условиях, для обработки заготовок из дерева, пластика, мягких металлов, а также для нанесения гравировки; поддерживают от 12 до 18 тысяч об/мин.
- Высокопроизводительные – от 5 кВт и выше – предназначены для промышленного оборудования, призванного решать самые масштабные и серьезные задачи; в общем случае доходят до 24 тысяч об/мин, хотя данный показатель не всегда является безусловным плюсом – те же твердосплавные или тонкие фрезы на такой скорости изнашиваются очень быстро.
Расчет скорости вращения шпинделя токарного или фрезерного станка
Зачастую происходит так, что по паспорту известно номинальное количество оборотов, но непонятно, насколько быстро лезвие оборудования проходит свой путь по заготовке. В таких случаях нужно лишь воспользоваться обратным соотношением:
Отсюда ясно, что два этих параметра взаимосвязаны, и один выражает собой другой, а значит влияет на:
- Производительность труда – повышается, если деталь получается слишком дорогой в изготовлении; однако существенно увеличить его на практике можно далеко не всегда, даже если возможности спецтехники позволяют это сделать; вы помните – эксплуатация инструмента в слишком жестком режиме приводит к его перегреву и преждевременному износу.
- Итоговую степень шероховатости поверхности – чем быстрее движется вал, тем более гладкой становится плоскость, но и тем сильнее нагрузка на лезвие, поэтому высокие обороты на практике используются не постоянно, а лишь при проведении отдельных операций, чаще всего чистовой обработки.





