Понятие о свойствах формовочных и стержневых смесей
§ 23.
Исходные формовочные материалы, употребляемые для изготовления разовых форм, делятся на следующие группы: основные (песок, глина) и вспомогательные (связующие для стержней, уголь, древесные опилки, торф, графит, краски для форм и стержней, припылы, стержневой клей и др.).
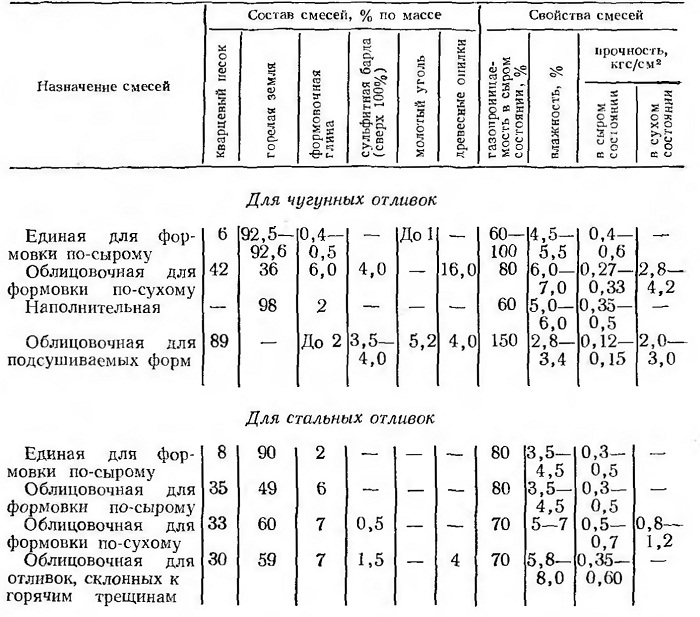
Для получения качественных отливок различные исходные материалы смешивают друг с другом в разных пропорциях. Основной частью формовочной смеси является кварцевый песок; глина добавляется для связывания зерен песка между собой. В зависимости от рода сплава в формовочных смесях, кроме песков и глин, применяют высокоогнеупорные материалы в виде шамота, хромистого железняка, магнезита, асбеста или вводят про- тивопригарные вещества типа каменноугольной пыли, графита, пылевидного кварца, мазута, талька и т. п.
При изготовлении стержневых смесей применяют связующее на основе растительного масла (4ГУ), продуктов переработки нефти, торфа, угля, сланцев и древесины (ГТФ, П, ПС, УСК-1, КО, ПТ, сульфитная барда и др.), синтетической смолы (М, УКС, ВР-1, ФФ-1С, ПК-104), неорганических соединений (этилсили-кат, жидкое стекло, цемент) и др.
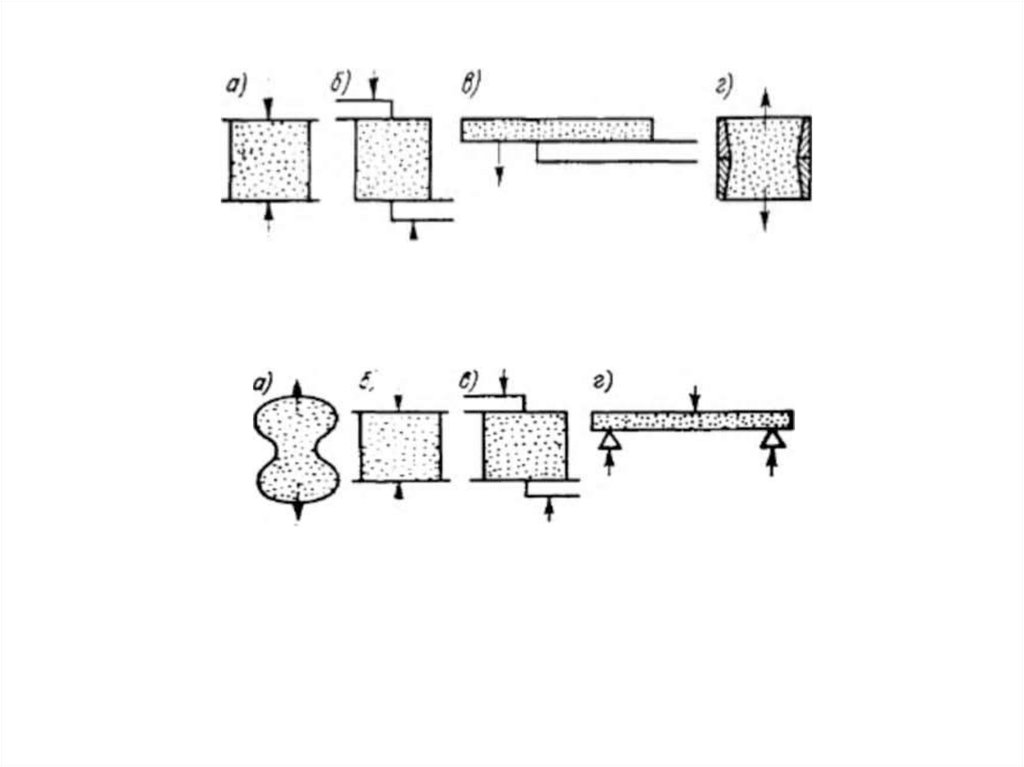
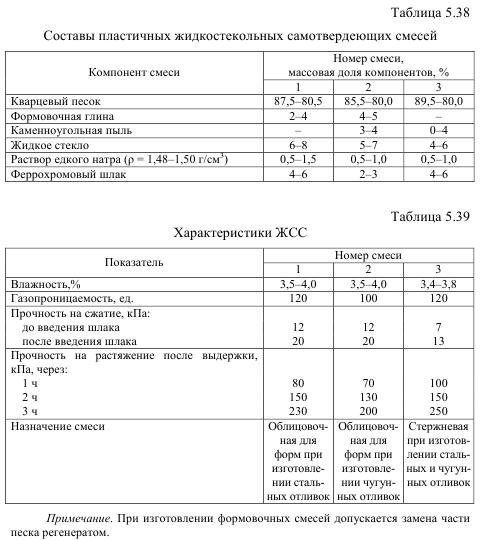
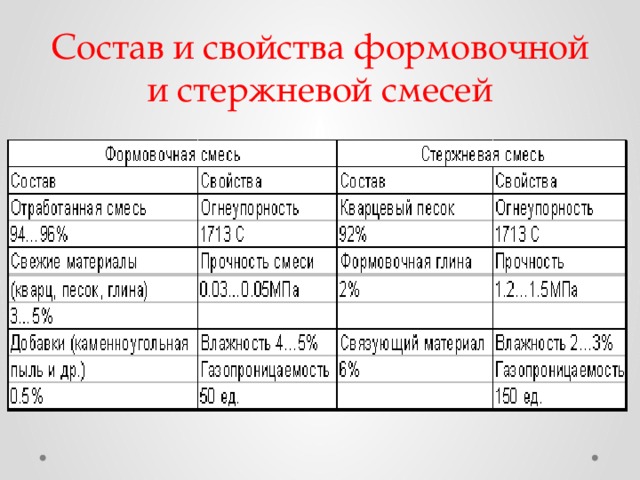
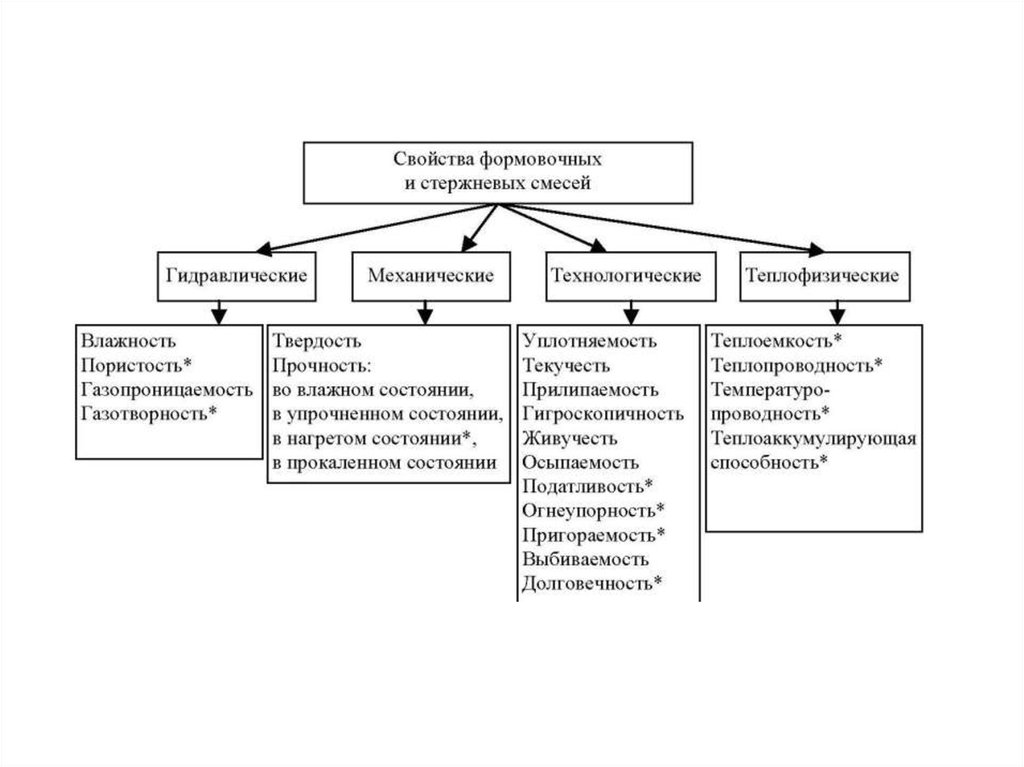
Для получения качественных отливок формовочные и стержневые смеси должны обладать разнообразными свойствами, главнейшими из которых являются: пластичность, влажность, прочность, газопроницаемость, податливость, огнеупорность, непри-гораемость, долговечность.
Пластичность — свойство формовочной смеси отчетливо воспроизводить отпечаток модели или стержневого ящика. Необходимая пластичность достигается определенным содержанием в смеси глины и воды.
Влажность влияет на свойства формовочных смесей. Недостаток влаги приводит к снижению прочности смеси и увеличению осыпаемости формы, а ее избыток — к снижению прочности и газопроницаемости. Особое влияние на качество отливок оказывает влажность при производстве литья в сырых формах.
Прочность — способность уплотненной смеси сопротивляться внешним усилиям. При недостаточной прочности смеси отдельные части формы могут разрушаться, что может быть причиной брака отливки.
Г азопроницаемость характеризует свойство формовочной смеси в уплотненном состоянии пропускать газы. Это свойство смеси необходимо для удаления из полости формы водяных паров и газов, выделяющихся из самой смеси и из расплава во время ее заполнения.
Податливость — способность смеси литейных форм и стержней деформироваться под действием сил, возникающих при усадке отливки. Недостаточная податливость приводит к образованию горячих трещин.
Огнеупорность — свойство формовочных материалов не размягчаться и не расплавляться под воздействием высокой температуры залитого металла. Недостаточная огнеупорность приводит к образованию на поверхности отливок термического пригара, ухудшающего качество отливок и затрудняющего процесс очистки.
Непригораемость характеризует свойство формовочной смеси легко отделяться от поверхности отливки в процессе выбивки форм. Это свойство смеси обусловливается взаимодействием ее составляющих с окислами заливаемого в форму металла.
Долговечность — способность формовочных материалов сохранять свои свойства после повторных заливок.
Одноразовые опоки

Узнав, что такое опока и как она используется, проще вникнуть в тонкости процесса. Он уже не кажется таким уж сложным, скорее, интересным и простым. Современные технологии позволяют попробовать самостоятельно изготовить ювелирное украшение практически в домашних условиях. Китайский рынок предлагает широкий ассортимент одноразовых опок с уже готовыми формами. Все что нужно для работы с такой формой, — это необходимое количество драгоценного металла и возможность его расплавить. Ими пользуются как ювелиры, не имеющие собственного литейного цеха, так и свободные мастера, изготавливающие украшения на заказ.
Виды литейных моделей и их свойства
В самом простом случае в качестве модели для литья в землю используют оригинал изделия. Однако при этом благодаря литейной усадке невозможно соблюсти точные размеры отливок.
Обычно же делают модель (или макет) — масштабную копию будущего изделия, увеличенную на значение литейной усадки.

Модель для литья в землю
Материалы для моделей должны легко формоваться для придания нужной конфигурации и легко обрабатываться для передачи деталей рельефа. Традиционно их изготовляют из дерева, воска, гипса и металлов. Не так давно стали использовать также различные пластики. Печатают их и на 3D-принтерах.
Основные свойства моделей:
- Прочность — необходима при трамбовке земли, чтобы сохранить конфигурацию изделия и его размеры.
- Легкость вынимания из формы. Поверхность макета тщательно обрабатывают, покрывают особой смазкой. При сложной конфигурации используют разборную модель.
- Легкоплавкость и испаряемость (в случае выплавляемых/ выжигаемых моделей)
По сложности конструкции различают следующие виды моделей:
- Цельные
- Разъемные
- С отъемными частями
- Для пустотелых отливок
Цельные модели
Применяются для несложных изделий, без заметных выступов и впадин. Извлечение такого макета в ходе формовки не вызывает затруднений.

Цельные модели
Используются для макетирования простых деталей, а также барельефов, постаментов и других простых художественных отливок.
Разъемные модели
Применяются для литья сложной геометрии, со значительным рельефом поверхности, обычно линия разъема проходит по плоскости симметрии детали. Модели для таких изделий делают из двух и более составляющих, которые формуются в разных опоках
Для литья в землю очень важно, чтобы части макета не сместились друг относительно друга. Для этого при изготовлении подмодели ее снабжают шипами и отвечающими им пазами
Пары пазы-шипы и фиксируют компоненты во время формовки.

Разъемные модели
Для литья в землю изделий с особо сложной пространственной конфигурацией применяют макеты с отъемными частями. Так, для вазы ручки не дадут извлечь модель из формы. Поэтому их изготовляют из дерева повышенной плотности из двух или более частей. Ручки извлекаются внутрь полости, в начале нижние их части, а за ними — и верхние. Чтобы получить полость в изделие, используют специальную часть формы, называемую стержнем. К материалу для стержней предъявляются особые требования — он каждой стороной прикасается к поверхности отливки, поэтому их делают из прочных сортов дерева. Стержень должен легко выходить из отливки.


Технологии домашнего литья алюминия, материалы и оборудование
Благодаря относительно невысокой температуре плавления, литые детали из алюминия можно изготовить кустарным способом.
Изготовление изделий выполняется в следующем порядке: 1. Расплавленный воск или парафин заливается в емкость, имеющую параметры будущей детали и оставляется до полного затвердевания. 2. Из отлитой заготовки вырезается макет будущей детали, помещается в подготовленную опалубку и закрепляется. 3. Смесь из гипса или цемента, песка мелкой фракции и воды перемешивается до сметанообразного состояния и выливается в опалубку. При этом заготовка должна полностью накрываться раствором. 4. Форму с раствором необходимо слегка потрясти, для удаления пузырьков воздуха. 5. После набора прочности из гипсовой формы вытапливается парафин, гипс полностью высушивается. 6. Сырье плавится в специальных печах или при помощи горелок. 7. Сверху расплава снимается слой окисла, раскаленный металл заливается в готовые формы.
Для работы понадобятся: • алюминиевый лом; • гипсовый или цементный раствор; • воск, пенопласт или парафин; • емкость из чугуна или нержавеющей стали; • печь для разогрева металла бензиновая или газовая горелка;
Чтобы подготовить необходимое для заливки количество сырья, нужно определить вес и массу будущего изделия с помощью металлического калькулятора.
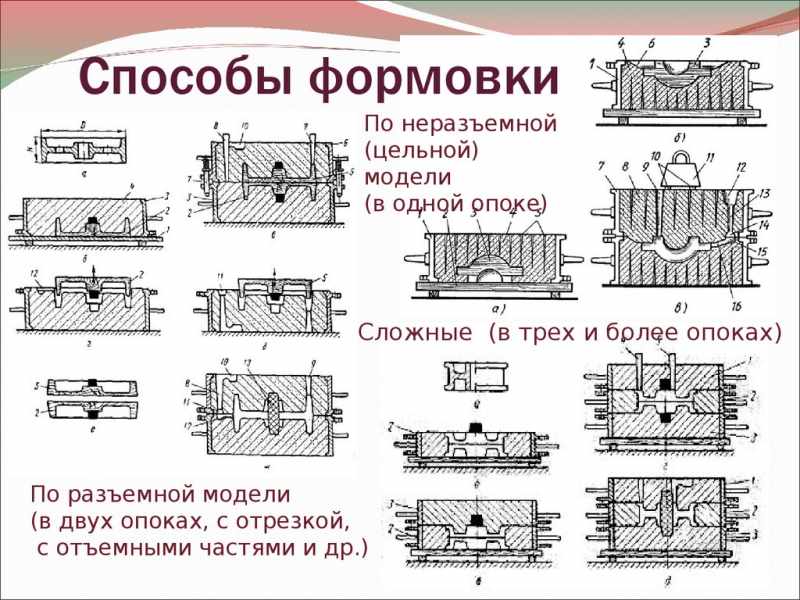
Виды формовки
Определяются разновидностью модели и выбранного метода литья.
По простой модели
Модель размещают на доске лицевой стороной вверх. Центруют ее относительно опоки. Покрывают облицовочной смесью, позже послойно добавляют наполнительную, тщательно уплотняя каждый слой. В опоку добавляют землю до заполнения. Сняв верхнюю опоку, вынимают макет и создают литниковую систему. Собирают опоки вместе, закрепляют и сушат.
По разъемной модели
Способ существенно упрощает технологию и повышает точность изготовления формы для литья. На доску помещают часть макета без шипов, устанавливают нижнюю опоку и формуют землю. По окончании конструкцию переворачивают, присоединяют к макету вторую часть, присоединяют верхнюю опоку и проводят ее набивку.
С фальшопокой
При особо сложной геометрии изделия применяю фальшопоку. Она не контактирует с расплавом, а играет роль фигурной подмодельной доски.
Способы формовки
Кусковая
Применяется при художественном литье, особенно скульптурных композиций. Модель обставляют несколькими независимыми опоками, соприкасающимися своими краями. Иногда отливку делят на относительно простые по конфигурации сегменты, макетируют и льют их независимо, после чего соединяют готовые отливки.
Шаблонная
Производится при литье в землю изделий определенной формы. Различают
- Тела вращения (цилиндрические, конические и эллиптические)
- Прямоугольные или призматические.
Формовка земли осуществляется шаблоном соответствующей конфигурации, приводимым в действие мощным шпинделем для тел вращения или двигающимся по специальным направляющим для призматических форм.
Литье серебра
Благородный металл серебро является одним из древнейших металлов, освоенных человечеством. Нахождение в природе в самородном виде, а также невысокая температура плавления- 962 °C дало нашим далеким предкам возможность использовать этот металл в IV -III тысячелетии до н.э.

Серебро — мягкий, пластичный металл, отлично подходящий для производства украшений, ритуальных предметов, зеркал и для чеканки монет.
Серебро обладает наилучшей среди металлов электропроводностью и применяется в наиболее ответственных электроприборах и компонентах. Отличная теплопроводность дает возможность применения и в теплотехнике.
Благородный металл в 19-20 веке широко использовался в фотографии.

Издавна было замечено еще одно важное свойство — бактерицидность. Сосуды и фильтры из серебра применяются для обеззараживания воды
В христианстве и некоторых других религиях в серебряных сосудах приготовляется т.н. «святая вода», помогающая при соответствующей молитве от всех недугов.
Особенности плавки и литья алюминиевых сплавов
При рафинировании флюсами частицы взвешенных неметаллических включений удаляются из металла, переходя в шлак, вследствие хорошей смачиваемости их расплавленным флюсом или растворения в нем этих включений. Для рафинирования большинства алюминиевых сплавов используют флюс, состоящий из 47% КCl, 30% NaCl и 23% Na3AlF6. Флюс в количестве 0,5—1% от массы металла засыпают на поверхность расплава, нагретого до 700—750 °С, затем замешивают в него в течение 3—5 мин, после чего удаляют шлак и выстаивают в течение 10—15 мин для более полного всплывания и отделения замешанного флюса.
Для уменьшения загрязненности металла твердыми неметаллическими включениями применяют также фильтрование через сетчатые и кусковые фильтры из раздробленных флюсов, устанавливаемые в песчаных и металлических формах между стояком и коллектором, между литейной чашей и стояком (см. гл. 1), что позволяет в 1,5—3 раза снизить загрязненность сплавов неметаллическими включениями.
Наиболее эффективным является фильтрование алюминиевых сплавов через слой расплавленного рафинирующего флюса (рис. 8.3,6). В этом случае сплав поступает на диск 2, имеющий отверстие диаметром 5— 10 мм, и в виде струек проходит через расплавленный флюс 3, плотность которого меньше плотности сплава. Накопившийся в электрообогреваемом тигле 1 металл выпускается в раздаточный ковш 5 при подъеме запорного стержня (стопора) 4.
Эффективным способом очистки от растворенных газов является вакуумирование. С понижением давления растворенные газы выделяются из расплава и удаляются в виде пузырьков. Обработку металла проводят в вакуумно-продувочной камере 1, в которую помещают ковш 2, вакуумируют металл и дополнительно продувают его газом (рис. 8.3,в).
Алюминиевые сплавы на основе системы Al—Si (силумины) перед заливкой подвергают модифицированию. При этом происходит измельчение частиц кремния, что приводит к повышению механических свойств сплавов, особенно относительного удлинения и ударной вязкости. Модифицирование осуществляют введением в расплав стронция в виде лигатуры, 0,1% металлического натрия или смеси его хлористых и фтористых солей. Эти соли одновременно выполняют роль защитных и рафинирующих флюсов.
Модифицирующий флюс в количестве 1,5—2% засыпают на поверхность расплава и выдерживают в течение 12 мин, после чего замешивают в металл и после выдержки в течение 1,5—2 мин удаляют вместе со шлаком.
Широко применяют в литейных цехах универсальные флюсы, обработка которыми позволяет совместить рафинирование и модифицирование сплава. Все они содержат хлористые и фтористые соли. Например, универсальный флюс № 3 содержит 50% NaCl, 10% КCl, 30% NaF и 10% Na3AlF6.
Чтобы предотвратить загрязнение сплава оксидами в процессе заливки, необходимо обеспечить плавное, без завихрений заполнение формы металлом, что достигается использованием расширяющихся литниковых систем, которые способствуют и отделению неметаллических частиц. Широко применяют сифонные литниковые системы и вертикально-щелевые (см. гл. 2), позволяющие получить наиболее благоприятное распределение температуры по высоте отливки и направленное затвердевание снизу вверх.
Алюминиевые сплавы склонны к образованию усадочных раковин и усадочной пористости, устранение которых достигается простановкой прибылей, холодильников, а для ответственных деталей использованием кристаллизации под давлением в автоклаве. Применение давления при кристаллизации позволяет получить наиболее плотные отливки из алюминиевых сплавов.
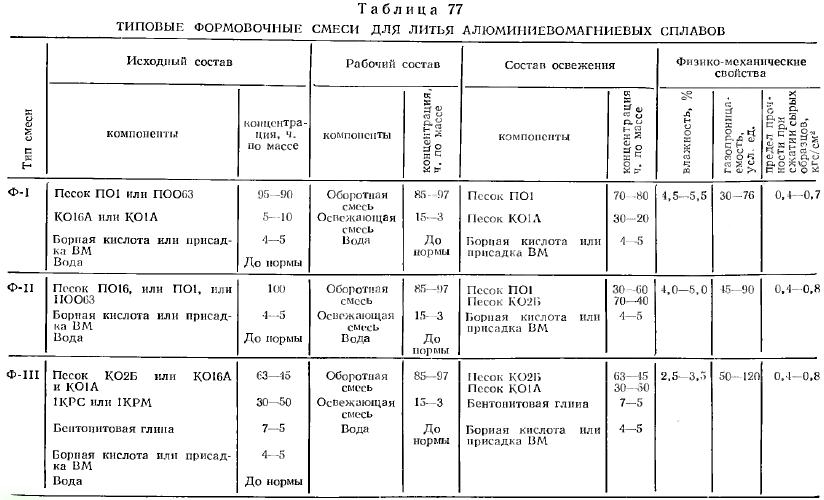
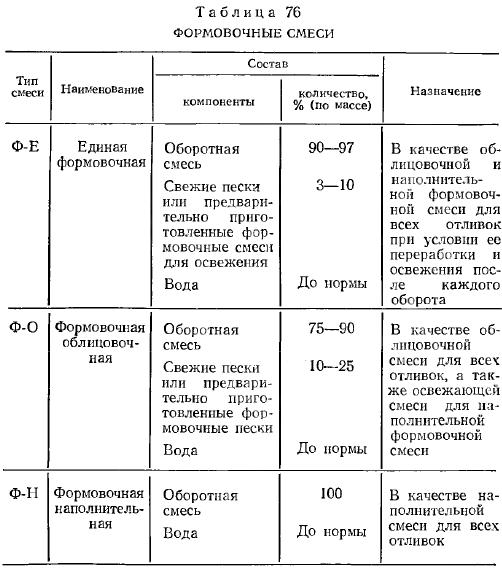
В связи с невысокой температурой плавления и хорошей жидкотекучестью алюминиевых сплавов для приготовления формовочных и стержневых смесей применяют мелкозернистые пески со значительным содержанием глины (классов П, Т, а также ЗК, 4К). В состав формовочных смесей входит 75—90% оборотной смеси и 10— 25% свежих песков.
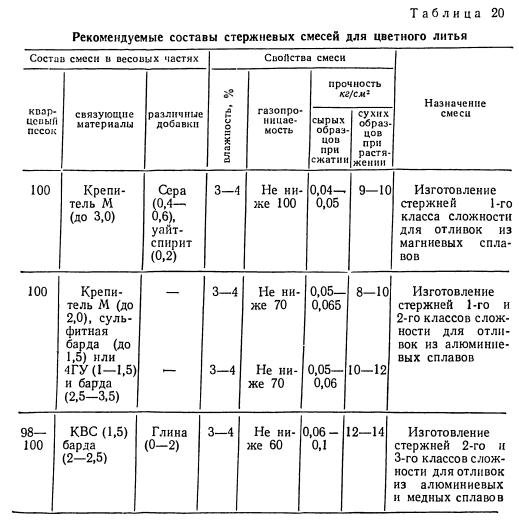
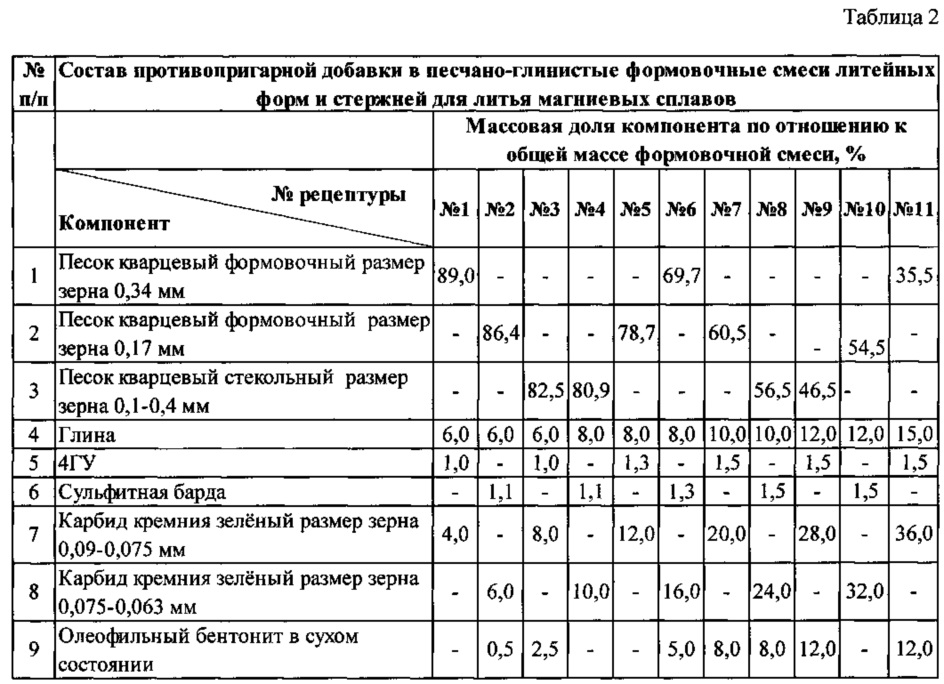
В формовочные смеси для алюминиево-магниевых сплавов, чтобы предупредить их окисление в процессе заливки и кристаллизации, вводят защитные присадки (RM, борная кислота в количестве 4—5%).
Для крупносерийного и массового производства применяют безводные песчано-бентонитовые смеси с минеральными маслами, позволяющие изготовлять литейные формы повышенной прочности прессованием под высоким давлением.
Технология литья серебра
Литье серебра в заводских условиях осуществляется с применением индустриальных технологий, требующих дорогостоящего оборудования, значительных энергозатрат и использования редких и опасных компонентов. Традиционные технологии, проверенные тысячелетиями больше подходят для литья серебра на дому или в мастерской.
Наиболее распространенные из них — это литье по выплавляемым моделям. Популярно также применение специального воска для моделирования в качестве материала модели. В качестве материала для создания формы используется гипс или глиняно-песчаные смеси.

Слитки серебра для литья
Серебро для литья можно приобрести в сбербанке или в ювелирном магазине в виде слитков. В этом случае состав его точно известен и выбит в качестве пробы. Если вы решили использовать бабушкины ложки или лом изделий из серебра — будьте готовы к тому, что придется провести операцию по очистке лома от примесей. Например, от примесей неблагородных металлов, таких, как свинец, медь и других, серебро очищается путем переплавки в тигле с добавлением селитры, буры и соды. Селитра связывает неблагородные металлы, окисляя их. Сода и бура переводят эти окислы в раствор, образуя жидкий шлак. Серебро остается на дне тигля в виде слитка.
Литье по выплавляемым моделям. Эта технология литья из серебра наиболее доступна для освоения начинающими мастерами. Модель изготавливается из материала, температура плавления которого ниже, чем у заливаемого расплава. Вокруг модели заливается или формуется форма из гипса или песчано-глиняной смеси.

Литье по выплавляемым моделям
Наиболее распространенными материалами для выплавляемых моделей являются воск и парафин. Когда расплав заливается в форму, материал модели плавится и вытесняется из формы через специально предусмотренное отверстие. Место модели постепенно занимает серебро. Есть вари ант этого метода, при котором восковая модель выжигается путем нагрева формы до высокой температуры, а серебро для литья заливают в уже пустую форму.
Литье металлов
Литье металлов – производственный процесс, основанный на технологии заливки расплавленного, горячего металла в специальные литейные формы, в результате которого получают литые заготовки — отливки. Полость формочек повторяет конфигурацию будущих заготовок и представляет собой рабочую часть литейной формы, куда поступает жидкий металл. Здесь будущие заготовки охлаждаются, затвердеют и получают вид конечной продукции. До поставки потребителю алюминиевые отливки проходят механическую обработку (токарные работы, фрезерование, шлифование и полировка).
Такой способ применяется для получения алюминиевых отливок, которые за счет уникальных химических свойств используются во многих сферах: в приборостроении, в строительстве, в автомобилестроении, мебельном производстве (фурнитура и декоративные детали) и пр. Для их получения применяются различные технологии, выбор которых зависит от размеров, конфигурации и других показателей, требуемых от конечной продукции.
§ 1. Формовочные пески и глины
Формовочные пески – это осадочные горные породы, образовавшиеся в результате отложения минералов и выветривания осадков. Пески обычно носят название карьера, в котором их добывают, например, Люберецком, Гусаровском, Кичигинском и др. Добывают пески открытым способом. Если пески содержат примеси или имеют неоднородный зерновой состав, то в карьерах их обогащают, освобождая от посторонних примесей, а также разделяют на фракции по размерам зерен.
Основной составной частью таких песков являются зерна минерала кварца (SiO2); температура плавления его 1713°С. Кроме зерен кварца песок содержит частицы полевых шпатов, слюды, окислов железа, глинистых и других минералов.
В зависимости от содержания глинистой составляющей пески делят на кварцевые и глинистые.
Кварцевыми называют пески, содержащие глинистых составляющих не более 2%. Пески, содержащие более 2% глинистых составляющих, называют глинистыми (табл. 1).
1. Классификация и состав (%) формовочных песков
| Песок | Класс | Глинистая составляющая | SiO2 | Вредные примеси | |
| окислы щелочноземельных металлов | окислы железа | ||||
Обогащенный кварцевый | Об1К Об2К Об3К | 0,2 0,5 1,1 | 98,5 98,0 97,5 | 0,4 0,75 1,0 | 0,2 0,4 0,6 |
Кварцевый | 1К 2К 3К 4К | До 2 | 97 96 94 90 | 1,2 1,5 2,0 – | 0,75 1,0 1,5 – |
Тощий | Т | Св. 2 до 10 | – | – | – |
Полужирный | П | Св. 10 до 20 | – | – | – |
Жирный | Ж | Св. 20 до 30 | – | – | – |
Очень жирный | Ож | Св. 30 до 50 | – | – | – |
Зерновой состав формовочных песков (табл. 2) определяют по навеске 50 г сухого песка, от которого отделена глинистая составляющая. Навеску сухого песка просеивают через набор калиброванных сит с точными размерами ячеек. Песок, оставшийся в наибольшем количестве на трех смежных ситах, называют основной зерновой фракцией.
2. Классификация песков на группы по величине зерен основной фракции
Песок | Группа | Номера сит, на которых остаются зерна основной фракции |
Грубый | 063 | 1; 063; 04 |
Очень крупный | 04 | 063; 04; 0315 |
Крупный | 0315 | 04; 0315; 02 |
Средний | 02 | 0315; 02; 016 |
Мелкий | 016 | 02; 016; 01 |
Очень мелкий | 01 | 016; 01; 0063 |
Тонкий | 0063 | 01; 0063; 005 |
Пылевидный | 005 | 0063; 005; тазик |
При выборе песков следует учитывать характер изготовляемых отливок. Для крупных отливок применяют более крупный песок, который придает смеси повышенную огнеупорность и газопроницаемость. Для мелких отливок используют мелкозернистый песок, обеспечивающий получение более чистой поверхности.
Пески делят на две категории А и Б. К категории А относят пески с большим остатком основной фракции песка на крайнем верхнем сите из трех смежных, к категории Б – пески с большим остатком на крайнем нижнем сите.
При маркировке песка на первом месте ставят обозначения класса, на втором – группы, на третьем – категории. Например, кварцевый песок средней зернистости обозначается 1К02А, 2К02А или 1К02Б, 2К02Б; тощие пески обозначают Т0315А, полужирные и очень жирные пески П025, ОЖ01.
Для улучшения качества поверхности отливки применяют в некоторых случаях формовочные материалы с более повышенной, чем у кварцевых песков, огнеупорностью и высокой химической стойкостью.
К ним относят:
оливины, имеющие формулу химического соединения (Mg, Fe)2[SiO4]. Температура плавления оливиновых песков около 1800°С. Их применяют как составную часть облицовочной смеси для форм крупных стальных и чугунных отливок;
хромистый железняк-минерал, имеющий химический состав, соответствующий формуле Fe Cr2O4. Температура его плавления зависит от количества примесей в основном веществе, но выше температуры плавления кварца. Хромистый железняк в виде зерен размером 1 – 1,5 мм применяют в облицовочных смесях для форм крупных стальных отливок;
циркон ZrSiO4, имеющий высокую температуру плавления (2450°С) и большую, чем у кварца, теплопроводность. Измельченный циркон применяют для приготовления формовочных и стержневых смесей, красок и паст;
шамот (mAl2O3*nSiO2), представляющий собой огнеупорную глину, обожженную до потери пластичности. Шамот используют в смесях для изготовления сухих литейных форм средних и крупных стальных отливок.
Технология литья по выплавляемым моделям
Оборудование для литья серебра по выплавляемым моделям относительно несложно и доступно для использования на дому. Суть метода заключается в том, что модель, изготовленная из легкоплавкого материала, при контакте с заливаемым жидким металлом плавится и вытесняется из формы по специально предусмотренным отверстиям. Металл занимает пустоту, образовавшуюся на месте модели и точно повторяет ее пространственную форму.
Заливать металл необходимо тонкой струйкой, чтобы дать возможность материалу выплавляемой модели покинуть форму, во избежание образования брызг расплавленного металла.
Тонкости технологии
Технология художественного литья латуни схожа с изготовлением изделий из бронзы. Она имеет некоторые тонкости, о которых следует поговорить до начала работы с материалами:
- Прежде чем сделать отливку необходимо выбрать расходные металлы, расплавить их. Для этого используются разные виды печей. Благодаря низкой температуре плавления, изготовить конструкция для плавки можно самостоятельно. Она будет состоять из газовой горелки, термоустойчивой емкости.
- Важный этап во время изготовления изделий — заливание расплавленного сырья в подготовленную заранее форму. Продолжительность процедуры не более 2 минут. Если выполнять заливку неправильно, изделие может получить раковины из шлака, пригары, углубления, спаи. Готовая деталь будет испорчена или потребует дополнительной обработки.
- Охлаждаться сплав должен равномерно, без использования охлаждающих жидкостей.
- Деталь после извлечения из формы требует дополнительной обработки. После литья на ней остаются литники, заливы, выпоры, прибыли. Их необходимо убрать.
Нельзя забывать про то, что формы бывают многоразовые, одноразовые. Из первых заготовки извлекаются клещами. Вторые разбиваются молотом.
Подготовка деталей
Домашнее литье требует особой подготовки, а также наличия определенных инструментов, среди которых нужно выделить:
- Лом алюминия. В качестве лома можно использовать множество изделий, в том числе проволоку. Но следует выбирать более мягкую, так как она содержит меньшее количество оксидов.
- Гипс. Формы для литья алюминия в домашних условиях лучше всего изготавливать из скульптурного гипса. Но стоимость его довольно высока, поэтому вполне подойдет обычный белый гипс. Его легко найти в любом строительном магазине. Главное, не перепутать его с алебастром, который похож на белый гипс, но категорически не подходит для литья.
- Воск или парафин. Воск является оптимальным вариантом, но парафин дешевле и его проще найти. Можно использовать обычные свечи, избавившись от фитиля и расплавив их.
- Емкости для плавления. Для плавления парафина можно использовать обычную жестяную посуду, а вот для плавления алюминия рекомендуется применять тару из нержавейки или чугуна.
- Источник высокой температуры. Использовать можно как специализированные муфельные или тигельные печи, так и обычные газовые горелки. Выбор источника нагрева индивидуален, зависит от объема требуемого расплавленного металла.

Самодельный горн для плавки
Смазка для форм тротуарной плитки своими руками
Применение самодельных составов для плиточных форм позволяет сэкономить на приобретении расходных материалов и не думать над тем, чем смазать форму для бетона.
Для приготовления средства возьмите жидкое моющее средство или машинное масло и разведите его с обычной водой в соотношении от 1:3 до 1:5. Точная пропорция состава зависит от желаемой густоты получаемого материала. Для приготовления эмульсии на основе масла необходимо использовать строительный миксер, вставленный в высокооборотную дрель.
Для получения солевого раствора используйте пачку поваренной соли на ведро воды. Для лучшего растворения жидкость можно нагреть, но в работе применять только охлажденный рассол.
Изготовление оболочковой формы для литья
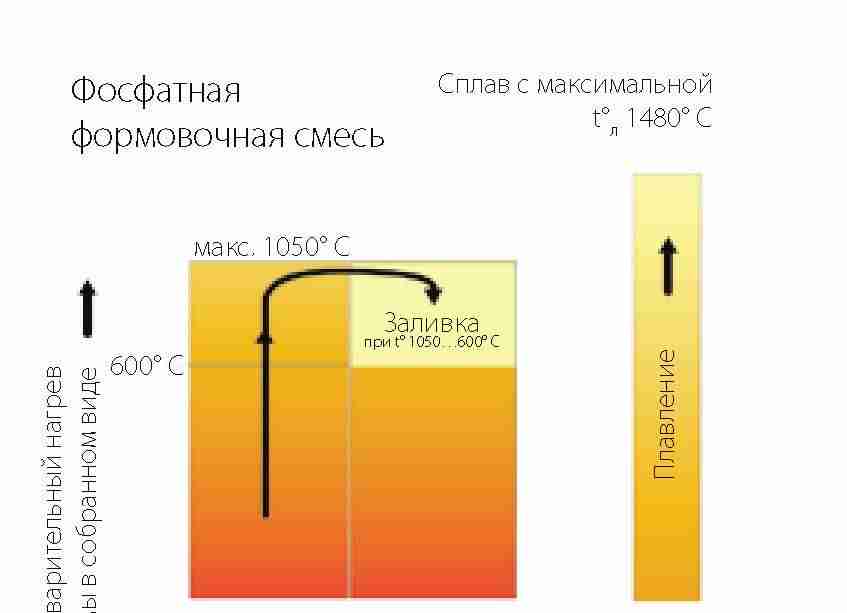
Для того чтобы изготовить форму для последующего литья, необходимо иметь мелкозернистый кварцевый песок, который идет с добавкой термореактивной смолы, являющейся его связующим элементом для получения полноценной оболочковой формы. Данные материалы, в частности, смола выбирается из-за того, что при прохождении определенного температурного барьера она затвердевает. Процесс изготовления идет следующим образом. Сначала смолу подвергают нагреву до 140-160 градусов по Цельсию. Под воздействием такой окружающей среды она превращается в жидкую клейкую массу, которая полностью обволакивает форму из кварцевого песка.
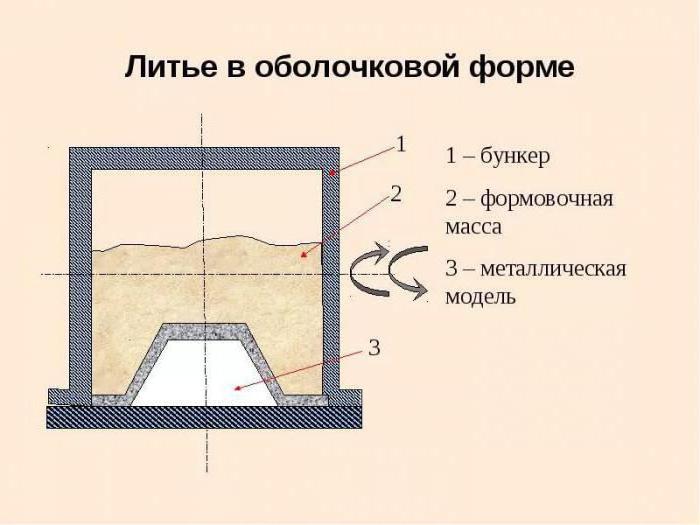
Область применения литья в оболочковых формах довольно широка, а потому сам процесс изготовления форм доводится до автоматического или же автоматизированного.
После того как форма будет полностью покрыта смолой, температуру увеличивают до 200-250 градусов по Цельсию. Этого температурного порога вполне хватает для того, чтобы клейкая масса необратимо затвердела и образовала форму. Далее, когда начинается процесс отливки деталей, то есть когда расплавленный металл попадает в форму, температура в ней достигает около 600 градусов. Данного режима хватает для того, чтобы смола не расплавилась, а сгорела, оставив при этом на самой форме поры, облегчающие отход газов.
Сушка огнеупорного покрытия
Для формирования керамической оболочки огнеупорное покрытие подвергают воздушной, воздушно-аммиачной и вакуумно-аммиачной сушке.
Как показывает практика, огнеупорное покрытие на основе этилсиликата можно высушить на воздухе за 4-10 ч. Продолжительность сушки зависит от числа нанесенных слоев, от размеров и сложности модели. Продолжительность воздушно-аммиачной сушки составляет 1,0-3,5 ч, вакуумно-аммиачной сушке — 15-30 мин.
Для сушки моделей в аммиачных шкафах берут 1,5-2,0 л аммиачной воды плотностью 0,89-0,95 г/см3 на 1м3 объема сушильного шкафа. Температура в шкафу составляет 18-25 oС.
Комбинированные покрытия, включающие два или три упрочняющих жидкостекольных слоя, сушат на воздухе в течении 5-6 ч. Причем температура сушки составляет 22-28 oС для этилсиликатного слоя и 22-31 oС для жидкостекольного.
Ускоренную сушку комбинированных форм, основанную на взаимном закреплении чередующихся этилсиликатного и жидкостекольного слоев, производят потоке воздуха со скоростью 4-5 м/с при температуре 25-28 oС в течении 1,5-2 .
Самодельные печи и способы расплавления алюминия
На производственных предприятиях и литейных цехах металл плавится в тигельных индукционных печах.
Плавка кустарным способом возможна в самодельных печах или устройствах, работающих от бензиновых или газовых горелок.
В муфельной печи имеется специальная камера, изолирующая расплавляемую заготовку от контакта с углем или продуктами горения.
Нагревательная камера может быть изготовлена из шамотного огнестойкого кирпича, глины или теплоизоляционных панелей ШПГТ-450. Для уменьшения тепловых потерь муфельную печь снаружи можно изолировать минеральной базальтовой ватой.
Нагрев в такой печи происходит от угля, газа или электричества.
Электрические печи самые популярные и эффективные. В них быстро достигается необходимая температура. Они не занимают много места и отличаются чистотой производства.

Рис.2 Самодельная электрическая муфельная печь
Принцип действия угольной печи: 1. В камеру, выложенную из шамотного кирпича, устанавливается емкость для плавки сырья. 2. Вокруг укладывается и поджигается уголь. 3. Снизу подается воздух, поддерживающий горение. 4. Дым от горения угля удаляется в оставленное в крышке отверстие или трубу.

Рис.3. Схема печи кустарного изготовления: 1. Крышка с проемом для выхода топочных газов; 2. Стенки печи из шамотного кирпича, глины или плит; 3. Тигель для алюминия; 4. Чугунная решетка; 5. Дверка для удаления золы; 6. Камера зольная; 7. Подача воздуха; 8. Угольная камера.
Небольшие заготовки, весом до 150 граммов, можно плавить при помощи газовых или бензиновых горелок, приспособив для этого разные по размеру жестяные банки.

Рис.4. Устройство для плавки с газовой горелкой
Песчано-глинистые материалы
§ 24.
Основной составной частью формовочной и стержневой смеси является кварцевый песок SiО2, или кремнезем. В природе пески встречаются в смеси с глиной. Если кремнезема в такой смеси содержится более 50%, то смесь относится к пескам, если же кремнезема менее 50% — к глинам. Пески и глины добывают в карьерах. Название пескам и глинам присваивают в зависимости от места их добычи.
3. Класс и состав формовочных песков
| Содержание вредных примесей | |||||
| Класс | Наименование песка | глинисюй составляющей, % | Содержание коемиезема Si02, % | окислы щелочноземельных и щелочных металлов, %, не более | ОКИСЛЫ железа FeaOa* /о»ие более |
| Об1К | Обогащенный кварцевый | <0,2 | >98,5 | 0,40 | 0,20 |
| 062К | То же | <0,5 | >98,0 | 0,75 | 0,40 |
| ОбЗК | <1,0 | >97,5 | 1,00 | 0,60 | |
| 1К | Кварцевый | <2,0 | >97,0 | 1,20 | 0,75 |
| 2К | <2,0 | >96,0 | 1,50 | 1,00 | |
| зк | <2,0 | >94,0 | 2,0 | 1,50 | |
| 4К | <2,0 | >90,0 | — | — | |
| т | Тощий | >2,0<10,0 | — | — | — |
| п | Полужирный | >10,0 <20,0 | — | — | — |
| ж | Жирный | >20,0<30,0 | — | — | — |
| ож | Очень жирный | >30,0<50,0 | — |
14. Группа формовочных песков
| Наименование песка | Группа | Номера сит, на которых остаются зериа основной фракции | ||
| Грубый . . . | 063 | 1 | 063 | 04 |
| Очень крупный …. | 04 | 063 | 04 | 0315 |
| Крупный … | 0315 | 04 | 0315 | 02 |
| Средний | 02 | 0315 | 02 | 016 |
| Мелкий | 016 | 02 | 016 | 01 |
| Очень мелкий . | 01 | 016 | 01 | 0063 |
| Тонкий | 1)063 . | 01 | 0063 | 005 |
| Пылевидный | 005 | 0063 | 005 | Тазик |
Формовочные пески делятся на классы и группы (ГОСТ 2138—74). Классы песка определяют в зависимости от химического состава (табл. 13), а его группу (табл. 14)—по зерновой структуре, т. е. по размерам зерен. Класс характеризует чистоту кварцевого песка в зависимости от содержания в нем глины и вредных примесей. Вредными примесями в песке являются известняк, магнезит, окислы железа, сульфидная сера, которые способствуют образованию пригара на отливках.
Группы песка характеризуют его крупность и устанавливаются по величине зерен основной фракции. Чтобы определить величины зерен, песок просеивают через набор сит с уменьшающимися размерами ячеек, причем основной его фракцией считается наибольшая сумма остатков на трех последовательно (смежно) расположенных ситах. Группу песку присваивают по среднему из трех номеров сит.
Кроме того, формовочные пески подразделяют на две категории А и Б. К категории А относят пески с большим остатком на
крайнем верхнем сите основной фракции, чем на крайнем нижнем, а к категории Б относят пески с большим остатком на крайнем нижнем снте, чем на крайнем верхнем. В марке формовочных песков указывают также класс, группу и категорию (например 3K0315A).
Из кварцевых песков в основном изготовляют стержневые и формовочные смеси. Тощие, полужирные и жирные пески предназначают для изготовления форм и стержней при производстве тяжелых чугунных и цветных отливок.
Глины состоят из одного или нескольких минералов, содержащих А1203, зерна кварца, и небольшой примеси некоторых минералов, не имеющих глинозема. Глины широко встречаются в природе и классифицируются по трем основным признакам (ГОСТ 3226—65).
По способности к набуханию (впитыванию влаги) формовочные глины делятся на два вида: обыкновенные и специальные — бентониты.
По связующей способности глины делятся на шесть групп (табл. 15). Связующая способность оценивается пределом прочности на сжатие в сухом и влажном состоянии.
15. Формовочные глины
| Г лииа | Группа | Предел прочности на сжатие опытного образца, кгс/см* | |
| во влажном состоянии | в сухом состоянии | ||
| Прочносвязующая | 1 | >i,i | >5,5 |
| Среднесвязующая | 2 | 0,79—1,10 | 3,5-5,5 |
| Малосвязующая . . | 3 | 0,50—0,80 | <3,5 |
По огнеупорности, т. е. способности выдерживать высокую температуру не оплавляясь, обыкновенные формовочные глины делятся на три сорта (табл. 16).
16. Группы формовочных глин
Обыкновенная формовочная глина впитывает влагу только поверхностными слоями своих чешуек.
У бентонитовой глины вода проникает внутрь самих частиц, -благодаря чему связующая способность ее в 2—-3 раза больше, чем у обычной формовочной глины.