
Точное литье
Точное литье по выплавляемым моделям — так называют и технологию, и саму конечную продукцию. Высокая точность литья обеспечивается тем, что в процессе подготовки формы нет необходимости извлекать из нее макет изделия. При использовании традиционного метода производство матрицы для отливки – сложный и весьма трудоемкий многоэтапный процесс. Особенно это актуально в случае отливки деталей сложной конфигурации, с выемками, впадинами и внутренними полостями.
Например, при отливке чугунной или медной вазы, имеющей переменную кривизну поверхности, приходится применять немало ухищрений. Так, сначала набивают нижнюю половину опоки, потом модель извлекают, переворачивают и трамбуют верхнюю половину. Модель приходится делать составной, ручки вазы выполняют из двух элементов, их вытаскивают через модельную полость в два приема — сначала нижний элемент, потом верхний. Все эти многочисленные переворачивания и протаскивания не могут положительно влиять на целостность поверхности формы и в конечном счете на точность соблюдения размеров отливки и качества ее поверхности. Кроме того, остается проблема точного совмещения частей опок и надежного крепления их друг к другу.
Изготовление литья по выплавляемым моделям лишено этих недостатков, оно не требует столь высокой квалификации модельщиков и существенно сокращает трудоемкость подготовительных к литью операций. Особенно ярко это проявляется при больших тиражах отливок.
Метод позволяет достигать 2-5-го класса точности по ГОСТ 26645-85. Это позволяет отливать такие высокоточные изделия, как турбинные лопатки, режущий инструмент, включая высокопроизводительные фрезы и сверла, ответственные высоконагруженные кронштейны, небольшие высоконагруженные детали транспортных средств, станков и других сложных механизмов.
Высокая точность соблюдения размеров и высокий класс поверхности сводят к минимуму потребность в дальнейшей механической обработке отливки, что позволяет экономить металл и снижать себестоимость продукции.
Технология литья из чугуна
Технология литья из чугуна впервые была освоена в Китае около Х века н.э., в Европе впервые упоминается в 14 веке, как материал для производства пушек. В России первое «литье чугунное, для делания пушек пригодное» относиться к эпохе Ивана IV Рюриковича. Расцвет эпохи чугуна наступил в 19-20 веках. В это время из него делали мосты и трубопроводы, фонари и ограды, элементы архитектурного декора и несущие конструкции зданий. Кроме того, из того же материала отливали рельсы, детали станков, и двигателей. Отдельно стоит упомянуть чугунную посуду, утюги и отопительные приборы.
Чугун также являлся исходным компонентом для производства стали мартеновским способом. Объем его производства был важнейшим показателем экономической мощи страны и ее военного потенциала. С изобретением недорогих технологий производства и обработки сплавов алюминия и стали значение чугуна как конструкционного материала заметно снизилось. Широкое развитие производства высокопрочных пластиков и композитных материалов окончательно оттеснило чугун с передовых позиций.
Изготовление моделей и блоков
Широко распространенный способ изготовления выплавляемых моделей — отливка их под малым давлением в пресс-формы. Нагнетание жидкой смеси производится как вручную, с помощью поршневых шприцев, так и механическими, гидравлическими или пневматическими нагнетателями. В случае применения буроугольного воска требуется подогревать трубопроводы подачи состава ввиду его высокой вязкости. Макеты из вспененного полистирола изготавливают методом экструзии на автоматизированных формовочных агрегатах.
Для повышения экономической эффективности и снижения трудоемкости в случае серийного производства небольших отливок их макеты объединяют в блоки. Над блоками формируют литниковые системы, присоединяя отдельные макеты к литникам посредством ручного паяльника. В случае единичных отливок или малых серий модели изготовляют вручную.

При формировании литниковых систем необходимо обеспечить не турбулентное течение расплава, равномерное заполнение всех элементов матрицы. При набивке формы из ПГС нужно также следить за равномерным заполнением всех проемов между литниками и недопущением их повреждения.
Модельные материалы и способы изготовления
В качестве материалов для газифицируемых моделей шире всего применяется плотный пенопласт (вспененный полистирол) мелких фракций.

Плотный пенопласт для ЛГМ
В зависимости от размеров детали применяются гранулы от 0,2 до 1,0 мм. Материал обладает такими ключевыми свойствами, как:
- Низкая цена.
- Высокая прочность.
- Легкообрабатываемость.
Вторым важным материалом для газифицируемых моделей являются антипригарные покрытия, которыми смазывают поверхность модели перед формовкой. Современные покрытия делают на основе водных связующих, они обладают высокой экологичностью.
Антипригарные покрытия для ЛГМ
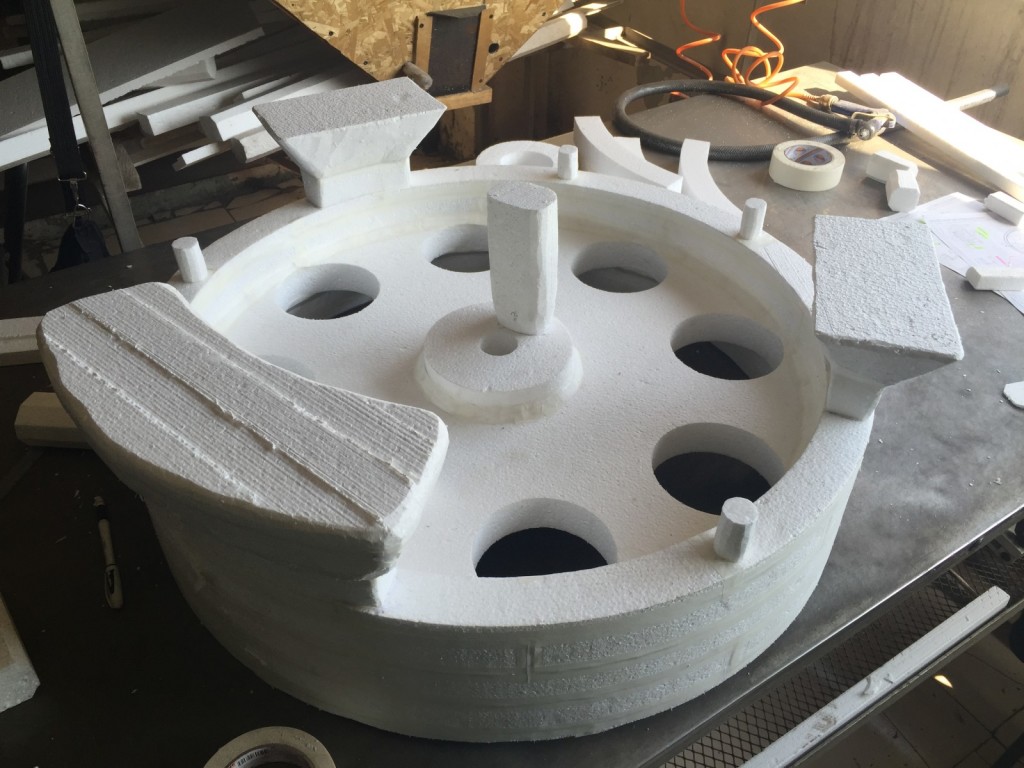
Газифицируемые модели для отливок по ЛГМ производятся двумя способами. Небольшие матрицы для массовых отливок делают методом экструзионного вдувания жидкого пенопласта в алюминиевые изложницы. Их изготовляют в свою очередь методом литья или механической обработки. Газифицируемые макеты для изготовления сложных отливок вырезают из твердого куска пенопласта раскаленной нихромовой проволокой, закрепленной в шаблоне или в станке с ЧПУ.

Газифицируемые модели для литья
С помощью склеивания можно создавать газифицируемые модели для литья деталей больших размеров и практически любой конфигурации. Не является больше сложностью любое количество и глубина выступов и впадин, внутренних полостей и переменных уклонов поверхностей. Не требуется высокое искусство проектировщика и модельщика и многие часы ручного труда. Теперь это — простая последовательность операций.







Влияние на экологию [ править | править код ]
| Отходы | Традиционный метод | ЛГМ-процесс |
|---|---|---|
| Пыль | 50 кг | 16 |
| Окись углерода | 250 кг | – |
| Окись серы | 1,5-2 кг | 0,2-0,3 кг |
| Твердые отходы | 1200-1500 кг | 0,05 — 0,1 |
| Отработанная вода | 0,3-0,5 м3 | – |
Применение технологий литья по газифицируемым моделям — важный шаг в области охраны окружающей среды. ЛГМ-технологии активно применяются во всем мире.
В традиционном литейном производстве основной источник токсичных веществ, выделяемых в атмосферу, — это связующие материалы и синтетические смолы, используемые при изготовлении стержней и форм. При заливке, вредные вещества выделяются в воздух производственного помещения, и его очистка представляется довольно сложным мероприятием. При ЛГМ-процессе модель для отливки создается из пенополистирола. В процессе выжигания полистирол полностью разлагается на газообразные составляющие. Опоки с моделями для заливки подключены к вакуумной системе, поэтому все вредные газы поступают сразу в систему очистки, практически не попадая в помещения.
Литьё по газифицируемым моделям относится к малоотходному производству. Формованный песок тщательно просевается, подается элеваторами в охладитель, после чего возвращается на формовку. При этом удаляются вредные газы и пыль. Антиприграрные покрытия на водных связующих практически не загрязняют песок и легко отделяются при просеивании и в системе охлаждения. Один-два раза в год песок очищают методом терморегенерации. Для удаления пыли на производствах используются аспирационные установки и циклоны с высокой степенью очистки. Многократное использование песка позволяет добиться минимальных потерь — всего 0,5-1 % (пыль кварцевого песка, остатки краски). На комплексах литья по газифицируемым моделям используется оборотное водоснабжение плавильных печей. Используемое тепло не утилизируется. Оно используется для обогрева производственных помещений, а также подается в помещения для сушки и хранения полистирольных моделей. Это позволяет значительно снизить внешнее водопотребление и слив отработанной воды в канализацию, а также минимизировать потребление электрической или тепловой энергии, требуемой для обогрева. Это скорее относится к косвенной защите окружающей среды. Водоснабжение не сильно влияет на экологичность производства, но снижение потребления энергии от внешних источников снижает вред, наносимый природе котельными или электростанциями.
Методика литья по моделям, полученным вспениванием в пресс-форме
Газы, которые образовываются при литье из алюминия под заказ, оттягивают насосом — разрежение обычно остается на 0,5 атм.
Параллельно такое разрежение может уплотнить и удержать в стабильном состоянии песок при процессе замещения формы металлом. Потом газы посредством трубы вакуумной системы подают для переработки и обеззараживания в систему, где происходит термо-каталитическое дожигание.
Там происходит процесс окисления, и материалы окисляются на 98 процентов, потом будучи в состоянии водяного пара и двуокиси углерода, происходит их выброс в атмосферу, за территорией цеха.
Стандартные модели со связующим после процесса заливки металлом, задымляют помещение даже при хорошем вентилировании воздуха в трудовых зонах цехов, а при ликвидации газа из сухого песка с помощью насоса, происходит снижение показателей загрязнения воздуха в зоне работ на десять-двенадцать раз (если сравнить с литьем в стандартные песчаные формы, опираясь на измерения концентраций на наличие примесей в воздухе цехов).
Основные этапы литья по выплавляемым моделям
Принципиально процесс не отличается от классического литья в песчаные смеси, подразумевая заливку в готовую форму расплавленного цветного сплава или стали. Непосредственно литье включает следующие этапы:
- создание модели;
- получение формы;
- получение готовой литейной формы;
- непосредственно литье.
На первом этапе происходит подготовка пресс-формы, ее заполнение модельным составом и ожидание затвердевания с последующим извлечением. Получение формы включает обсыпку и сушку твердой модели. В дальнейшем происходит удаление модельной массы горячим воздухом, водой или иным методом с дожигом оставшейся массы во время прокаливания. На финальном этапе происходит непосредственно литье с последующим отпуском, удалением форм и литниковой системой, первичной обработкой заготовок дробеструйным методом или сжатым воздухом.
Для получения качественного литья по модельным составам не допускается. На практике это означает, что разбивать форму можно через 5-6 часов. В условиях производства используют вибрационный стол, а затем удаляется литниковая система и при наличии облой. Последнее может использоваться повторно для изготовления деталей без каких-либо ограничений.
Технология
Этот метод используется для производства изделий из разных сплавов. Обеспечивается показатель качества до ±0,005 мм на каждые 25 мм поверхности. Указанная точность позволяет изготавливать изделия, которые не требуют дополнительной обработки. Залог успешности технологического процесса в том, что модель производится из быстро плавящегося вещества. Используется парафин, воск, канифоль либо их смесь.
Технологический процесс состоит из действий:
- Производство модели:
- под модель берётся специальная форма из гипса, пластмассы, стали либо чугуна;
- в нее заливается вещество образующее модель;
- необходимо дождаться его полного застывания;
- после этого специальная форма открывается, восковая модель вынимается и помещается в емкость под прохладную воду.
Сборка моделей в блоки:
- для производства качественного изделия модели собираются в простые и сложные блоки, в каждый из них может войти от 2 до 100 штук;
- для увеличения прочности в блочную конструкцию устанавливают алюминиевые стойки;
- их покрывают слоем модельного вещества до 25 мм;
- блочные конструкции объединяются в литниковую систему.
Нанесение на модель огнестойкой оболочки:
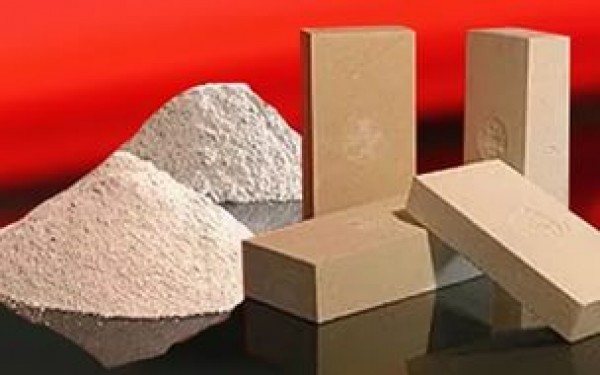
- блок собранный из нескольких моделей помещается в емкость, где находится суспензия из керамики (кварцевая пыль, мелкие фракции шамота) и связывающего компонента (этилово силикатного раствора);
- на протяжении суток он сушится в естественной среде, это время можно сократить до 40 минут под воздействием аммиака;
- таким образом, на указанный блок поочередно наносится 46 слоёв огнезащитной оболочки, с тщательной просушкой каждого из них;
- завершенная модель в огнезащитной оболочке помещается в нагретую воду 90°С;
- за несколько минут модельное вещество растает и всплывет на поверхность воды, где оно собирается для следующего применения.
Подготовление формы к заливке:
- пустая оболочка промывается в воде и сушится в шкафу на протяжении 2 часов при 200°С;
- сухая оболочка выставляется вертикально в жаростойкую опоку и по краям уплотняется кварцевым песком, помещается в печь на 2 часа при 950°С;
- в печи испаряется оставшаяся влага, остатки модельного состава выгорают, оболочка спекается с огнеупорным материалом, повышая прочность;
- расплавленный металл заливается в прокаленную горячую форму.
Охлаждение отливки:
- после того, как отливка остыла — оболочка разрушается;
- изделие очищается от ее остатков, для чего поддается химической очистке;
- далее изделие промывается водой и подвергается окончательной сушке.
В итоге, оно подлежит для проведения термической обработки и снятия контрольных мерок. Таким образом изготавливаются отливки необходимого размера и конфигурации.
Под давлением
Технология литья под давлением предполагает быструю подачу расплава в форму путем использования компрессорных или поршневых механизмов. Благодаря автоматизации процесса литье под давлением считается высокопроизводительным.
Таким способом можно получать детали:
- сложной геометрической формы;
- с достаточно тонкими стенками;
- высокой точности;
- с повышенной шероховатостью.
Способ литья под давлением применяется для получения деталей в автомобилестроении. Они получаются небольшого веса, достаточной прочности, что позволяет снизить общую массу агрегата.
Стоит отметить, что метод литья под высоким давлением имеет следующие достоинства:
- возможность получения размеров 9 класса и грубее;
- достигаемая шероховатость поверхности — 1,25 мкм;
- минимальная размер стенок — 0,6 мм;
- минимальным диаметром отверстий — 1 мм;
- формирование наружной резьбы;
- накатки, надписей на внешней стороне.
К недостаткам относят следующее:
- высока цена на сами формы;
- разлив металлов с низкой температурой плавления;
- повышенная вероятность образования внутренних дефектов в виде трещин и напряжений.

Схема литья под давлением
Широкое использование литья алюминия под давлением обусловлено:
- малым значениями температуры в период кристаллизации;
- пластичностью сплава;
- хорошей жидкотекучестью;
- инертностью к химическим реакциям;
- невысоким объемом усадки.
Рассматривая способы технологию поделить следующим образом:
- камера прессования:
- горячая;
- холодная;
- способ разливки:
- горизонтальный;
- вертикальный;
- механизм подачи сплава:
- поршневой;
- компрессорный.
Протекание процесса
Расплав подается в специальную полость. Поршневым пальцем жидкий металл на большой скорости вгоняется во внутреннюю полость пресс-формы. После чего происходит охлаждение без снятия давления. После затвердевания пресс-форма разъединяется, и отливка извлекается. Для облегчения извлечения конструкция оборудуется толкателями.





Литье в керамические формы
Так, называют метод получения отливок в том числе и с крупными размерами, обладающих высокой точностью в одноразовых формах выполненных из керамики. Их изготавливают из подвижных смесей, используя для этого постоянную модель.

Литье в керамические формы
В состав этой смеси входят огнестойкие порошки разной фракции, и растворов этилсиликата и огеливателя. После тщательного перемешивания ее выливают в заранее подготовленную оснастку. Там она затвердевает, пройдя через эластичное состояние. После выполнения этой операции форму снимают и отправляют в печь для прокаливания. Во время этого процесса происходит сгорание спиртовых паров и в результате этого в форме происходит формирование микротрещин. Металлический расплав заливают в холодную форму, но иногда, это определяет марка расплава, ее подогревают до 900 градусов Цельсия. Такой метод применяют для получения штампового инструмента, технологической прессовой оснастки, компонентов литейных форм и пр. Существует несколько наименование литья в керамические формы – шоу-процесс, уникаст-процесс и керамкаст-процесс. Разница между первыми двумя заключается только во времени получения патента. Последний процесс, включает в себя элементы технологии первых двух. Оболочковые формы для последнего процесса производят при помощи разъемных моделей с тонкими стенами, которые выполнены из искусственного каучука.
Керамическую оболочку выполняют точно так же, как и для литья по выплавляемым моделям. При сборке формы, эластичные детали просто вытягивают, а литники или выплавляют или выжигают. Для изготовления стержней используют такой способ – в ящик для формовки стержней заливают суспензию и через некоторое время ее сливают. На поверхности ящика останется слой суспензии, засыпаемый огнеупором. Те частицы, которые не прилипли, удаляют из ящика. После чего, снова заливают суспензию и посыпают ее порошком. Эту операцию повторяют несколько раз до тех пор, пока стержень не получить необходимые размеры.
Огнеупоры
Литниково-питающая система при литье по выплавляемым моделям
Плотность отливок в первую очередь зависима от способа заливки и строения литниково–питающей системы. Учитывая то, что металлический расплав подают в разогретую форму, получение отливок высокого качества сопровождается рядом сложностей.
Во время заливки формы расплав должен заполнить полости, расположенные в форме равномерно, но при этом необходимо как-то компенсировать усадку, сопровождающую затвердевание металла. Эту задачу решают путем использования системы литников и прибылей, формируемых при изготовлении модели. Практика литейного дела представило множество знаний о системах подобного типа.
Хранилище жидкого металла называют прибылью. Ее размещают так, чтобы была возможность компенсации объема металла, расходуемого на усадку. Прибыль должна быть размещена таким образом, чтобы металл оставался в жидком состоянии дольше, чем в рабочей части формы. То есть, прибыль служит для подпитки отливки во время ее затвердевания.

Миксер для временного хранения жидкого металла
Прибыль выполняют из тех же материалов, которые применяют для изготовления формы и поэтому она охлаждается так же как и другие части системы. Для обеспечения более позднего остывания прибыли изготовление моделей выполняют таким образом, чтобы, она остывала несколько медленнее. Для замедления процесса остывания иногда применяют материалы с меньшей теплопроводностью.
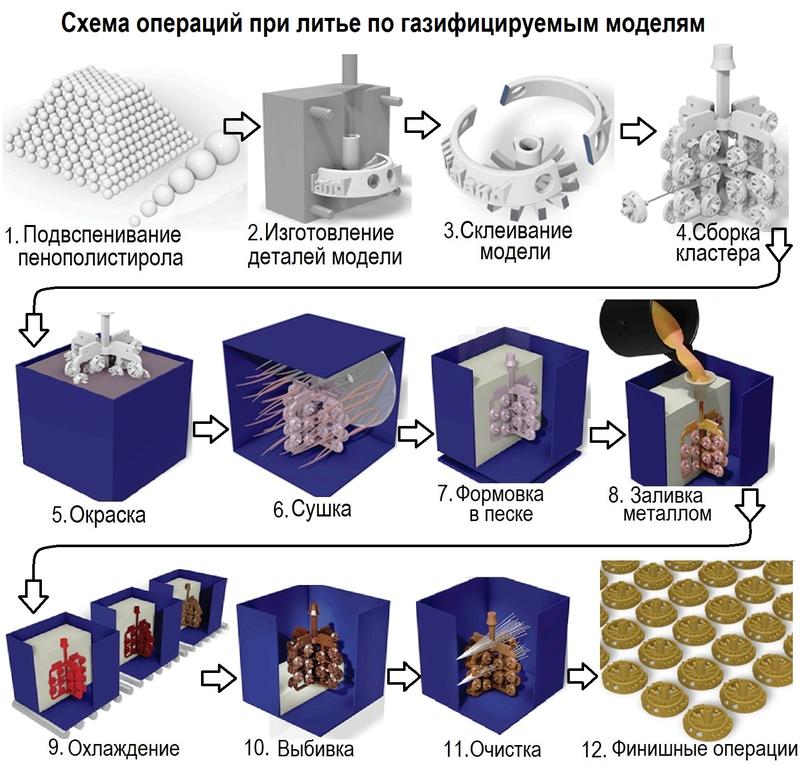
Технология ЛГМ пошагово
Создание модели
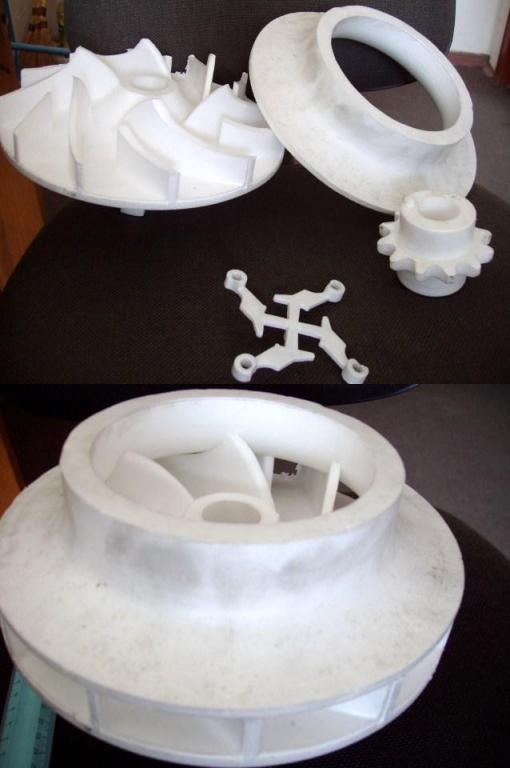
Вначале создаётся модель предполагаемого вида продукции. Для этого применяется особый вид полистирола литейного типа. Этот синтетический материал после небольшого вспенивания располагается в заранее приготовленную пресс-форму. Далее масса подвергается воздействию водных паров — гранулы полимера запекаются, и смесь становиться больше в объёме, заполняя пресс-форму полностью. Таким образом, создаётся монолитная модель.
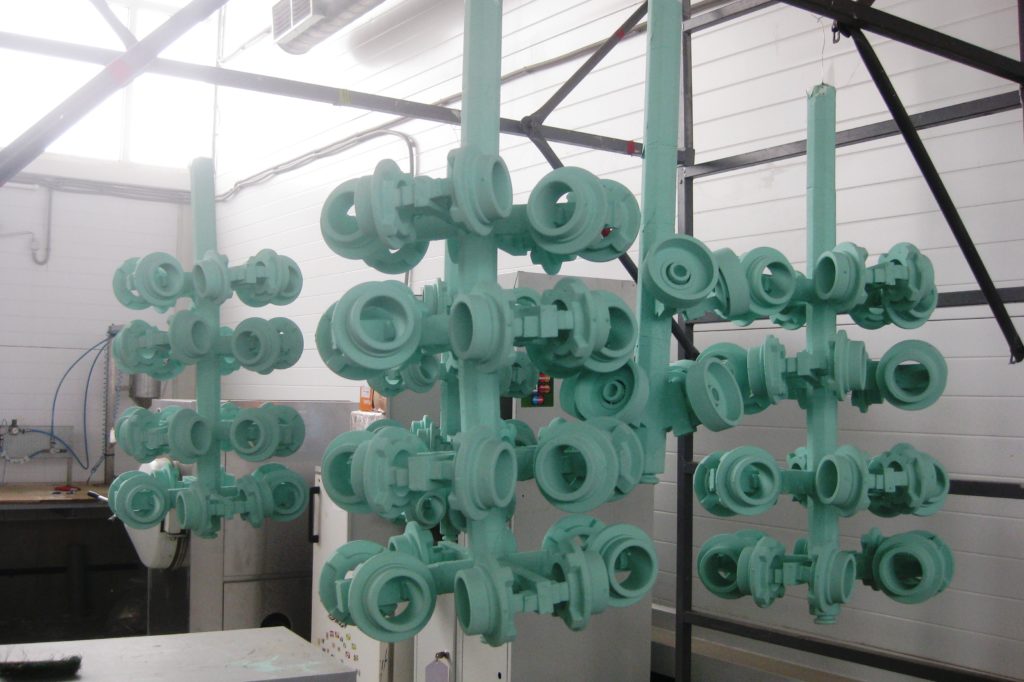
Далее заготовка направляется на склеивание, во время которого из неё производится кластер — некий «куст» из разных моделей, чаши, а также литниковой системы. Полученный полуфабрикат подвергается обработке антипригарным веществом, которое легко пропускает сквозь себя частицы газа. Подобное покрытие изготовлено из водного раствора и не даёт расплаву во время заливки соприкасаться с песком.
Формовка
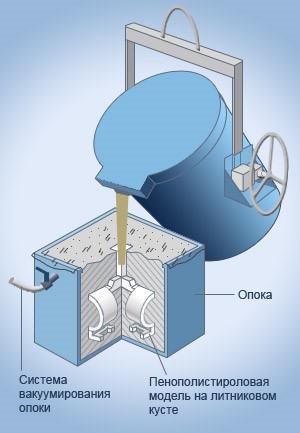
После склеивания кластеры складываются в особые ёмкости (опоки), расположенные на вибростолах, и засыпаются очищенным кварцевым песком. Во время работы вибростолов маленькие песчинки «затекают» во все имеющиеся щели и пустоты уже созданной модели.
Процессу формовки нужно уделить особое внимание. Необходимо, чтобы все пустоты были наполнены
Иначе впоследствии горячий металл или сплав при заливке могут разрушить герметичное покрытие и попасть в песок. Далее производится вакуумирование, во время которого кварцевые песчинки приобретают свойства, нужные для заливки.
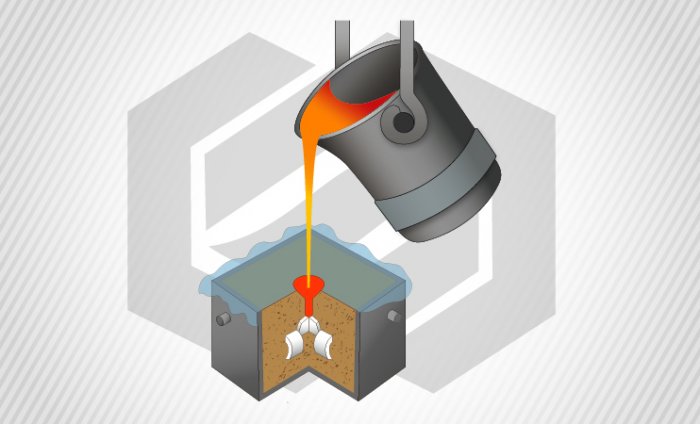
Заливка
Производится в чашу литника, где находится полистирол. Во время заливки горячий металл вступает в реакцию с полистиролом, превращая его в газ. Будучи уже газоподобным веществом, полистирол улетучивается через антипригарный слой, после чего его место занимает металл. Впоследствии этот газ сжигается в особой камере с получением в итоге углекислого газа.









После завершения заливки новая продукция определённое время остывает, а потом вынимается из опоки разом с кварцевым песком. Последний проходит процедуру очищения, после чего его можно будет применять для дальнейших операций. Получившиеся отливки отделяют друг от друга и, если есть необходимость, отправляют на механическую обработку.
Классификация применяемых составов для точного литья
Материал можно сгруппировать по нескольким параметрам: основа, тип используемого наполнителя, температурный диапазон запрессовки в пресс-форму, размер линейной усадки.
По первому параметру смеси делят на следующие группы:
- вещества на базе парафина и других углеводородов;
- составы с базой из минвоска;
- сплавы на основе ряда смол естественного происхождения;
- материалы на основе искусственных смол и восков;
- металлы с пониженной температурой плавления.
В зависимости от типа используемого наполнителя в пастообразном видемодельные составы делят на несколько групп:
- без наполнителя;
- газообразные (обычный воздух);
- жидкий (обычная обессоленная вода);
- твердые, нерастворимые (ограниченно растворимые или полностью растворимые) в жидком пластификаторе.
В зависимости от каждого из следующих типов определяется маркировка модельных составов. На практике применяют чаще всего парафиново-стеариновые модельные смеси, имеющие доступную стоимость и хорошие характеристики. Они могут многократно использоваться при условии регенерации после 5-6 циклов. Последняя выполняется серной кислотой, которую добавляют в нагретую до 70-90 градусов смесь с последующим перемешиванием и выдержкой при этой температуре в течение часа. За это время происходит выпадение осадка, который удаляется, а в оставшуюся часть добавляется жидкое стекло. Последнее удаляет остатки серной кислоты, которая выпадает в удаляемый осадок в течение 2-3 часов. Завершающей стадией регенерации модельного состава остается добавление 3-5% свежего стеарина, который частично теряется во время обработки серной кислотой.
Литье по газифицируемым (выжигаемым) моделям из сополимера и пенополистирола. ЛГМ-процесс.
ЛГМ-процесс (POLICAST) – современная технология производства высокоточных отливок, позволяющих значительно уменьшить расходы на передел и снизить себестоимость готовой продукции. Пенополистирол относится к так называемым твердым пенам или ячеисто-пленочным дисперсным системам, которая в физической химии определяются как дисперсия газа в твердом веществе.
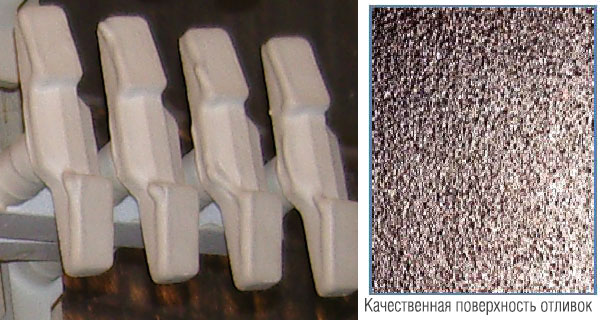
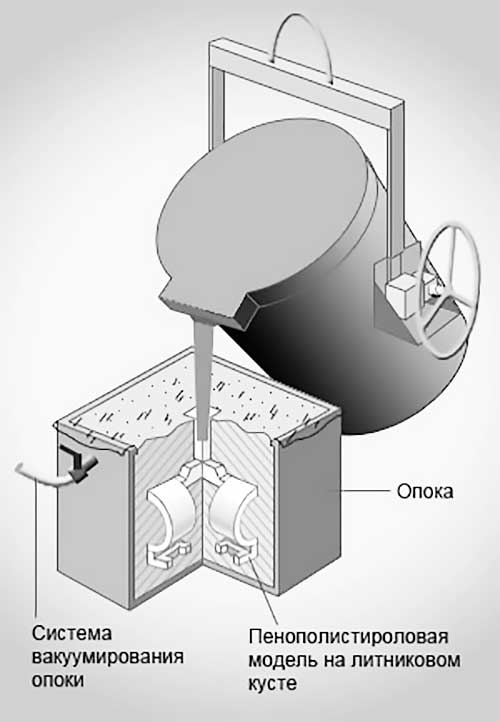
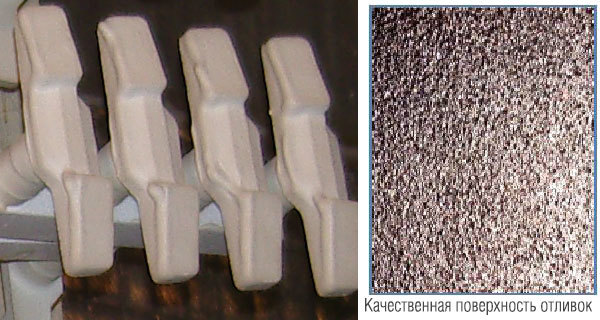
Метод литья ЛГМ: модель из сополимера или полистирола (пенопласта), полученная в модельных автоматах или автоклавах, покрывают противопригарной краской, засыпают песком в вакуумной опоке и накрывают полиэтиленовой пленкой для создания разряжения. Вакуумная опока подключается к насосу вакуумной системы. Производится заливка жидкого металла в форму и замещение расплавом пенополистирольной модели, которая испаряется в газ. Получаемая отливка имеет чистоту поверхности Rz40 до 7-ого класса точности.
- чугун практически всех марки от СЧ15 до ВЧ50;
- стали от низко- и среднеуглеродистых низколегированных (с содержанием углерода от 0.20%) до высоколегированных, жаропрочных марок сталей и спецсталей;
- цветные металлы: медь, алюминий, бронза, латунь.
Преимущества технологии ЛГМ (POLICAST-process):
- Главные достоинства – возможность производства отливок высокой точности и качества при значительном снижение трудозатрат и себестоимости изготовления.
- Практически безотходное производство – примерно 97% песка повторно используется в системе пескооборота. Потери песка составляет всего 3%, которые складываются на отсев мелкой фракции, обеспыливание и потери в виде просыпи.
- Простая технология формовки без связующих компонентов и формовочных смесей. В технологии ЛГМ для формовки используется только песок.
- Высокая точность литья позволяет минимизировать затраты на финишную мехобработку или даже отказаться от нее.
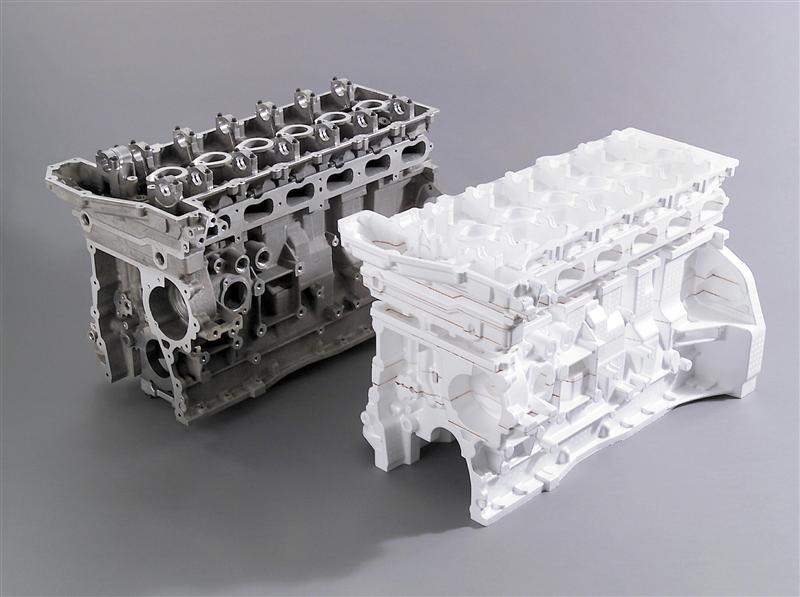
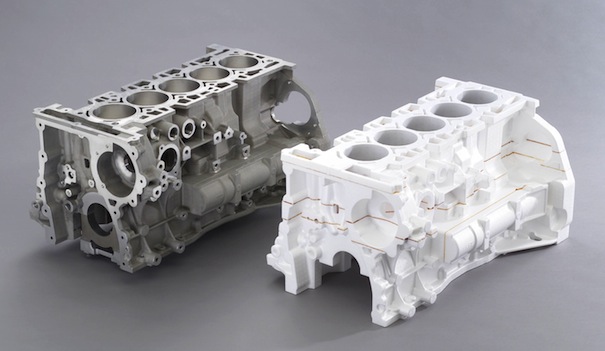
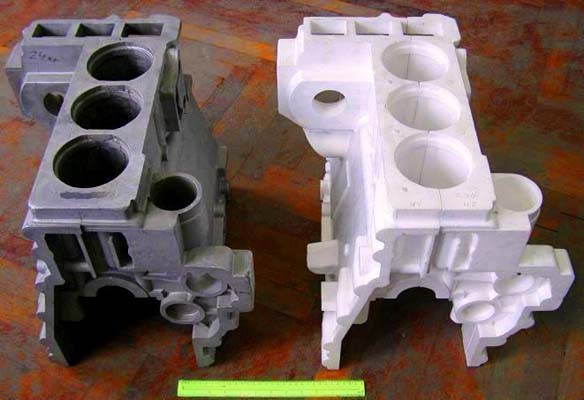
- Используется для изготовления сложных и точных отливок, которые другими способами получить затруднительно. Очень выгодно эта технологии нашла применение для изготовления шнеков, корпусов, звездочек, головок и блоков цилиндров двигателей, художественных и другие отливок.
Этапы проектирования и изготовления комплекса ЛГМ:
- разработка технического задания на проектирование;
- проектирование и изготовление комплекса ЛГМ;
- проектирование и изготовление литейной оснастки;
- поставка оборудования;- монтаж и пусконаладка на площадке Заказчика;
- обучение персонала и запуск оборудования;- отработка технологии литья;
- ввод оборудования в эксплуатацию и постановка на гарантийное обслуживание.
Комплекс литья по газифицируемым моделям состоит из 2-х основных участков: «Белый цех» и «Черный цех». «Белый цех» – это участок изготовления пенополистирольных моделей, покраски и сушки модельных блоков. «Черный цех» – участок формовки и заливки модельных блоков, включающий линию формовки и систему пескооборота.
Литьё по газифицируемым моделям — способ получения отливок, использующий модель, изготовленную из материала, который газифицируется при заливке расплавленного металла в литейную форму. Самым распространённым материалом для моделей является пенополистирол.
Литьё по газифицируемым моделям как новый технологический процесс появился в середине 50-х годов. Его главным назначением было повысить точность литья при значительном уменьшении затрат на оборудование и материалы по сравнению с технологией литья по выплавляемым моделям.
Способ литья по газифицируемым моделям (ЛГМ) обладает рядом преимуществ [ источник не указан 3332 дня ] :
- Резко уменьшить затраты на оборудование
- Сократить число технологических операций
- Благодаря использованию в качестве формовочного материала оборотного кварцевого песка и упрочнения формы вакуумом исключается использование стержней и оборудования для их изготовления
- Сократить операции финишной обработки отливок
- Снизить до минимума количество отходов производства
- Сократить трудозатраты в 2—4 раза
- Снизить потребление электроэнергии в 2—3 раза
- Сократить и оптимально использовать производственные площади
- Уменьшить затраты на вспомогательные материалы в 3—5 раз
Изготовление газифицируемых моделей
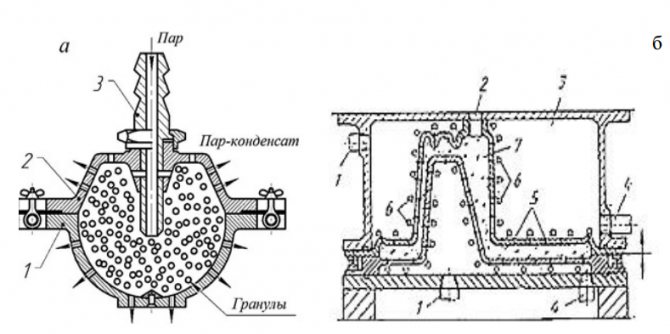
Процесс получения моделей в массовом и крупносерийном производстве состоит из двух стадий: предварительное вспенивание исходных гранул вспенивающегося полистирола в свободном состоянии и окончательное вспенивание гранул в замкнутой полости пресс-формы – получение модели.
Предварительная тепловая обработка
вспенивающегося полистирола необходима для получения впоследствии газифицируемой модели с заданной объемной массой (плотностью), которая определяет прочность модели и качество поверхности. Вспенивающая способность гранул заданной дисперсности определяется температурой и временем тепловой обработки (рисунок 7.2).
Рисунок 7.2
– Увеличение объема гранул пенополистирола (V) в зависимости от температуры (цифры у кривых) и продолжительности подвспенивания (t): сплошные линии – начальный размер гранул 2,5 мм; пунктирные – 1,5 мм
С увеличением продолжительности тепловой обработки объем гранул увеличивается и, соответственно, уменьшается насыпная масса подвспененных гранул. Повышение температуры обработки приводит к сокращению времени, при котором гранулы достигают максимального объема. Но при температурах выше 95оС процесс становится нестабильным и передержка гранул приводит к потере их активности и усадке. Это связано с увеличением скорости деформации полистирольной оболочки гранул при повышении температуры, в результате чего стенки отдельных ячеек гранул разрушаются и происходит потеря порообразователя.








На предприятиях с небольшим объемом производства предварительное вспенивание целесообразно проводить в горячей воде. Для этого исходные гранулы полистирола помешают в воду при температуре 95 – 100оС и выдерживают в течение 1 – 10 мин при постоянном помешивании, чтобы обеспечить равномерность тепловой обработки и исключить слипание гранул. После выдержки, необходимой для подвспенивания гранул до заданной насыпной массы, их извлекают и засыпают на стеллажи с сетчатым дном для просушивания и выдержки на воздухе.
Для нагрева гранул при предварительном вспенивании применяют также обработку паром и токами высокой частоты. В условиях крупносерийного и массового производства чаще всего используют перегретый пар.
После предварительного вспенивания гранулы выдерживают на воздухе от 6 ч до 2 суток. В этот период оболочка гранул, охлаждаясь, вновь переходит в стеклообразное твердое состояние, а пары изопентана конденсируются, что приводит к возникновению вакуума в гранулах. В процессе выдержки происходит диффузия воздуха внутрь гранул и давление выравнивается. Для сокращения времени выдерживания подвспененных гранул можно использовать выдержку их при повышенном до 0,2 – 0,3 МПа давлении.
Виды литейных моделей и их свойства
В самом простом случае в качестве модели для литья в землю используют оригинал изделия. Однако при этом благодаря литейной усадке невозможно соблюсти точные размеры отливок.
Обычно же делают модель (или макет) — масштабную копию будущего изделия, увеличенную на значение литейной усадки.

Модель для литья в землю
Материалы для моделей должны легко формоваться для придания нужной конфигурации и легко обрабатываться для передачи деталей рельефа. Традиционно их изготовляют из дерева, воска, гипса и металлов. Не так давно стали использовать также различные пластики. Печатают их и на 3D-принтерах.
Основные свойства моделей:
- Прочность — необходима при трамбовке земли, чтобы сохранить конфигурацию изделия и его размеры.
- Легкость вынимания из формы. Поверхность макета тщательно обрабатывают, покрывают особой смазкой. При сложной конфигурации используют разборную модель.
- Легкоплавкость и испаряемость (в случае выплавляемых/ выжигаемых моделей)
По сложности конструкции различают следующие виды моделей:
- Цельные
- Разъемные
- С отъемными частями
- Для пустотелых отливок
Цельные модели
Применяются для несложных изделий, без заметных выступов и впадин. Извлечение такого макета в ходе формовки не вызывает затруднений.

Цельные модели
Используются для макетирования простых деталей, а также барельефов, постаментов и других простых художественных отливок.
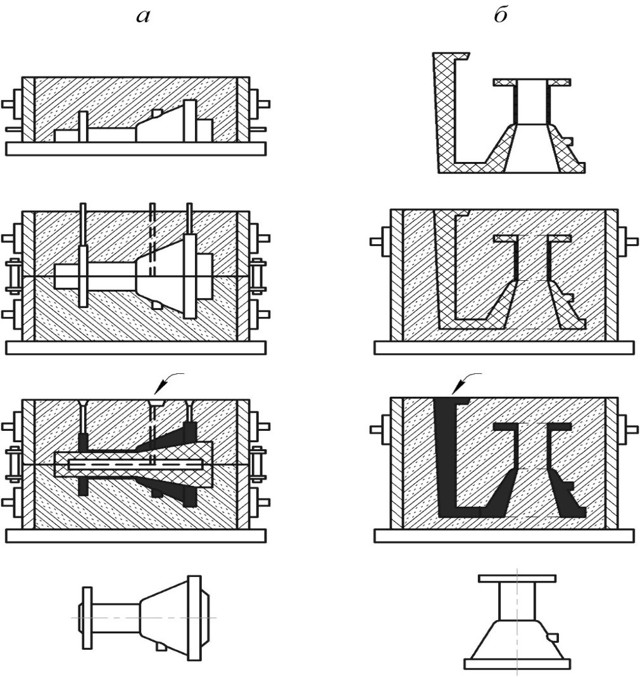
Разъемные модели
Применяются для литья сложной геометрии, со значительным рельефом поверхности, обычно линия разъема проходит по плоскости симметрии детали. Модели для таких изделий делают из двух и более составляющих, которые формуются в разных опоках
Для литья в землю очень важно, чтобы части макета не сместились друг относительно друга. Для этого при изготовлении подмодели ее снабжают шипами и отвечающими им пазами. Пары пазы-шипы и фиксируют компоненты во время формовки
Пары пазы-шипы и фиксируют компоненты во время формовки.

Разъемные модели
Для литья в землю изделий с особо сложной пространственной конфигурацией применяют макеты с отъемными частями. Так, для вазы ручки не дадут извлечь модель из формы. Поэтому их изготовляют из дерева повышенной плотности из двух или более частей. Ручки извлекаются внутрь полости, в начале нижние их части, а за ними — и верхние. Чтобы получить полость в изделие, используют специальную часть формы, называемую стержнем. К материалу для стержней предъявляются особые требования — он каждой стороной прикасается к поверхности отливки, поэтому их делают из прочных сортов дерева. Стержень должен легко выходить из отливки.







Изготовление пресс-форм
Для производства уникальных изделий макет готовят, вырезая из куска модельного материала вручную или по шаблонам. Модели, имеющие форму тел вращения, изготавливают также на токарных станках. В последнее время получает все более широкое распространение метод 3D-печати моделей. Он подходит как для одиночных макетов, так и для небольших серий.

Стоимость современного промышленного 3D-принтера все еще высока, однако благодаря легкости перенастройки с одного изделия на другое он может стать эффективным инструментом изготовления моделей в случае большого количества разнородных заказов малых серий.
Для того чтобы изготовить большое количество одинаковых макетов, изготавливают матрицу из гипса, резины, силикона или металла. Рабочие макеты производят, в свою очередь, путем отливки в матрицу. По конструкции пресс-форма должна быть обязательно разборной, чтобы обеспечить возможность изготовления заданного количества моделей. Выбранный материал также должен обеспечивать такую возможность, поэтому к нему предъявляются такие требования, как прочность, плотность, низкая шероховатость, химическая инертность по отношению к макету. Вещество пресс-формы должно также обладать минимальной адгезией к макету для обеспечения легкости извлечения готовых макетов и соблюдения размеров
Важное свойство пресс-формы — ее прочность и износоустойчивость, особенно при крупных сериях
Малогабаритность технологического оборудования
Производственные линии, применяемые при ЛГМ, достаточно компактны и отличаются сравнительно небольшими размерами. Это значительное преимущество данной технологии по сравнению с другими способами литья.
Высококачественная продукция
Применявшийся ранее кокильный метод литья предусматривает непосредственное соприкосновение горячего металла с поверхностями формы. Это приводит не только к быстрому появлению дефектов на поверхностях этих форм, но и заметно уменьшает срок службы оборудования в целом. Технология ЛГМ даёт возможность применять заливочные формы значительно большее количество раз.
В то же время качество изготовленных изделий на порядок выше по сравнению с другими методами литья. Если в точности придерживаться сравнительно простых требований технологии, то вероятность получения продукции с дефектами практически исключена, а необходимые геометрические параметры новой продукции остаются неизменными на протяжении всего времени пользования.





