Общие требования
1.1. На стадии предварительных переговоров до заключения дополнительного соглашения (или договора) на выполнение работ по цинкованию металлоконструкций Заказчик обязан передать Подрядчику в целях определения последним наличия (отсутствия) технической возможности цинкования следующие документы:
- Чертеж или пакет чертежей в разряде КМД, адаптированные только на русском языке с габаритными размерами и техническими условиями на предмет выполнения антикоррозионного покрытия методом горячего цинкования в соответствии с ГОСТ 9.307 – 89;
- Чертежи иностранного производства (на английском, немецком, китайском и других языках на согласование не принимаются);
- Сертификат или сертификаты на металл из которого выполнено изделие или металлоконструкция включающая в себя разный сортамент металлоизделий (уголок, швеллер, двутавр, труба, пластина или круг).
1.2. Передаваемые металлоконструкции должны иметь маркировку в виде клейма (марки изделия), соответствующего марке, указанной в товаросопроводительном документе. Металлоконструкции должны передаваться пакетами (по маркам и профилю), снабженными бирками. На бирке должно быть указано наименование Заказчика, марка изделия (наименование), количество штук в пакете, общий вес пакета.
1.3. На цинкование принимаются металлоконструкции, изготовленные из низкоуглеродистых сталей (СТ 3 СП, 09 Г2 С, СТ 20 и др.).
1.4. Габаритные размеры элементов стальных конструкций, подлежащих цинковому покрытию, должны быть не более: по длине — 12,5м, по ширине — 1,5м и по высоте — 3,0м.
2. Требования к конструкции изделий, подлежащих цинкованию (в соответствии с ГОСТ 9.307 – 89)
2.1. В металлоконструкциях не должно быть “карманов”, закрытых полостей и воздушных мешков; все полости должны быть доступны для беспрепятственного поступления и выхода из них жидкостей, расплавленного цинка и газов.
2.2. Сварку элементов стальных конструкций следует производить встык, либо двусторонними швами, либо односторонним швом с подваркой.
2.3. Сварные швы должны быть равномерными, плотными и сплошными по всей длине.
2.4. Все детали металлоконструкций должны иметь технологические отверстия (как для выполнения требований пункта 2.1., так и для подвешивания самих изделий). Технологические отверстия должны иметь диаметр от 15 до 30 мм и быть расположены на расстоянии от 10 до 30 мм от торца детали.
2.5. Расположение и целесообразность выполнения технологических отверстий в предоставляемой Заказчиком конструкторской документации должны быть согласованы с Подрядчиком и утверждены специалистами ЦГЦ ООО «ЭЦМ» до заключения сторонами дополнительного соглашения (или договора).
ОСОБОЕ ВНИМАНИЕ ОБРАТИТЬ!
2.6. Герметичные емкости, барабаны, змеевики из труб, узлы с резьбовыми соединениями, покрытию методом горячего цинкования не подлежат.
2.7. Во избежание взрыва не допускается наносить покрытие на изделия, имеющие закрытые полости.
2.8. Полые изделия и изделия сложной формы подвергают пробному цинкованию.
2.9. Не допускается цинковать изделия со сварными соединениями в “нахлестку”.
3. Требования к поверхности основного металла (в соответствии с ГОСТ 9.307 – 89)
3.1. На поверхности основного металла не допускаются:
- закатанная окалина;
- заусеницы;
- поры;
- включения (грязь, остатки абразивного материала от механической обработки);
- сварочные шлаки;
- остатки формовочной массы;
- графит;
- смазка (силикон);
- металлическая стружка;
- маркировочная краска;
3.2. Не допускаются поры, свищи, трещины наплавные сопряжения сварных швов (зачистка швов обязательна).
3.3. Острые углы и кромки изделий, за исключением технически обоснованных случаев, должны быть скруглены радиусом не менее 0,3 мм.
При соблюдении вышеуказанных требований Подрядчик гарантирует нанесение покрытия методом горячего цинкования в соответствии с ГОСТ 9.307 – 89.
Это интересно: Холодная штамповка металла: технология, виды, оборудование
Зачем металлические изделия подвергают цинкованию
Цинкование предполагает, что на поверхность металлического изделия наносится слой цинка, толщина которого может находиться в интервале 40–65 мкм. За счет такого покрытия обеспечивается не только барьерная, но и электрохимическая защита металла от коррозии. Оцинкование, которое можно выполнять по разным технологиям, используется преимущественно по отношению к стали.
Горячее цинкование металла, если сравнивать его с другими технологиями, отличается оптимальным сочетанием доступной стоимости технологического процесса с высокими защитными свойствами получаемого цинкового слоя. Нанесенное методом горячего цинкования покрытие даже при эксплуатации изделия в самых неблагоприятных условиях способно прослужить не менее 65–70 лет, полностью сохранив свои защитные свойства.









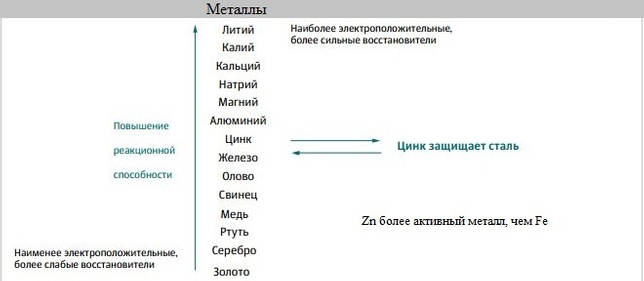
Положение цинка в электрохимическом ряду металлов
Требования к надежности покрытия и контролю основного металла
Проверке подлежат 2 – 5% продукции из партии, но не меньше 3-х единиц. Контролю продукции единичного производства подлежат все изделия. Перед нанесением защитного покрытия указанные изделия проходят проверку на предмет соответствия нормам, которые предъявляются к конструкции и качеству поверхности основного металла.
Полуфабрикаты (трубный прокат, проволока и т.д.) подлежат входному контролю, предполагающему проверку деталей на соответствие нормам, которые предъявляются к конструкциям и качеству поверхности основного металла, а также требованиям, которые регламентируют нормативно-технические документы на поставку.
После нанесения проводится проверка цинкового покрытия по нескольким параметрам таким, как толщина, внешний вид и прочность сцепления. Проверке подлежат все партии товара (под партией понимают единицу груза, который включает одно и более единиц с идентичными параметрами, которые относятся к одному заказу). При этом контролю подлежат изделия, на которые слой цинка нанесли в течение одной рабочей смены с погружением в одну и ту же ванну.
Контроль прочности сцепления и толщины покрытия выполняется в отношении следующего металлопроката:
- Сварные механизмы в объеме до 5% от партии, но не меньше 1 единицы;
- Части стальных деталей в объеме до 1% от партии, но не меньше 2 единиц;
- Крепежные элементы с резьбой в объеме до 0.5% от партии, но не меньше 3 единиц.
Для проведения проверок используются методы статистического контроля горячего цинкования по ГОСТ 18242. В России действуют следующие стандарты ГОСТ Р 50779.71-99 и ГОСТ Р ИСО 2859-1-2007.
Проверку толщины оцинкованного покрытия по металлографической методике контроля разрешено выполнять только на одном изделии из партии.
Конструкции, на которых проверка выполнялась с применением разрушающих методов, допускается представлять к приемке по завершению работ по восстановлению покрытия.
Проверке внешнего вида оцинкованного покрытия подлежат все 100% изделий.
Контроль толщины покрытия
Проверка этого параметра осуществляется до проведения дополнительной обработки покрытия (использование консервационных смазок, хроматирование, др.). Для проведения неразрушающего контроля используются специальные измерительные приборы, в которых допустимая доля погрешности не превышает ±10%.
Контроль толщины слоя проводится только на поверхностях без резьбы и накатки на расстоянии минимум 5 мм от углов, ребер, соединительных участков и отверстий. Проверка толщины покрытия на элементах и узлах с резьбовым соединением для крепежа осуществляется на торцах гаек и головках болтов.
Если результаты проверки были неудовлетворительными, согласно требованиям ГОСТ, проводится повторный контроль указанных параметров. При этом тестированию подлежит удвоенное количество изделий. Если повторный контроль также дал отрицательные результаты, браком считается вся партия деталей.
Проверка содержимого ванны при проведении горячего цинкования выполняется по требованию клиента. Процедура проводится до извлечения деталей из ванны.
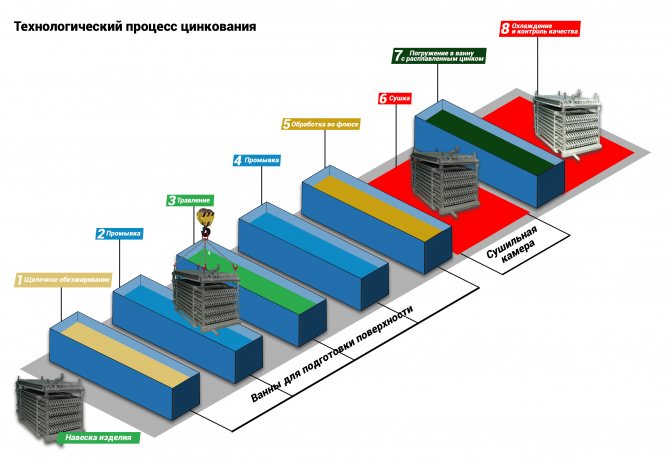
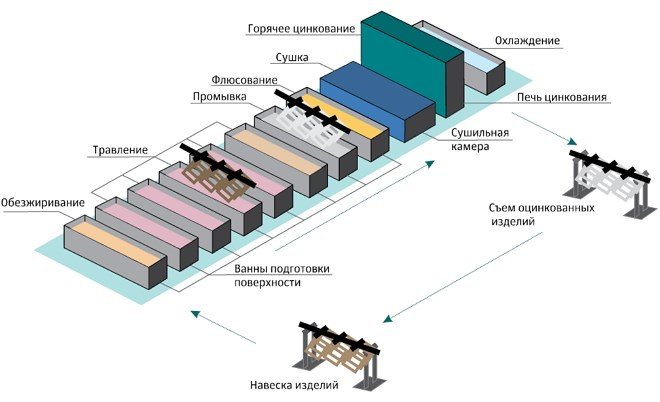
Этапы производственного процесса
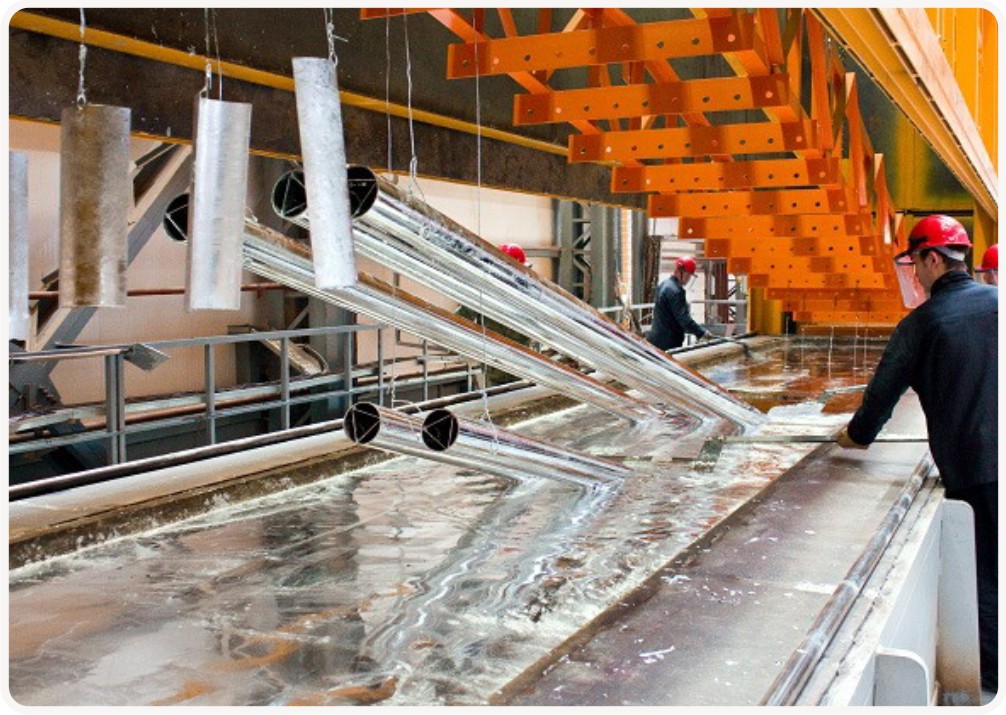
При горячем цинковании металла соединение цинка с металлической поверхностью происходит на молекулярном уровне. В результате помещения обрабатываемого элемента в ванну для цинкования образуются максимально крепкие связи молекул, обеспечивающие надежность покрытия при длительной эксплуатации изделия в условиях различной сложности.
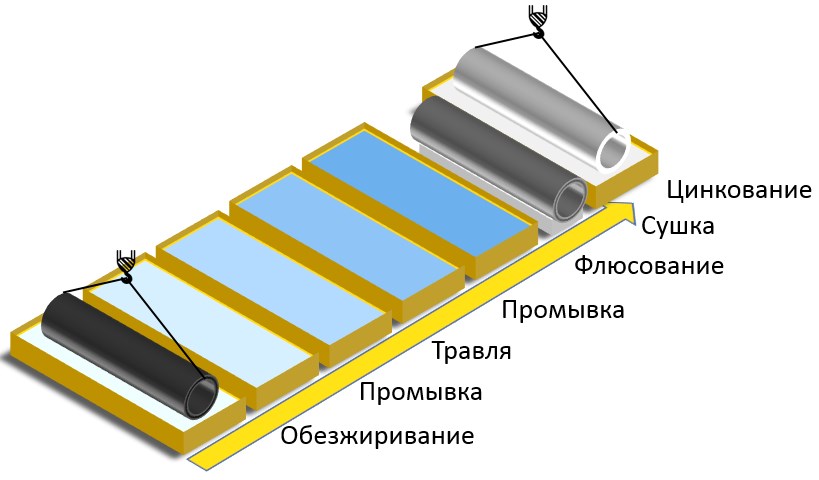
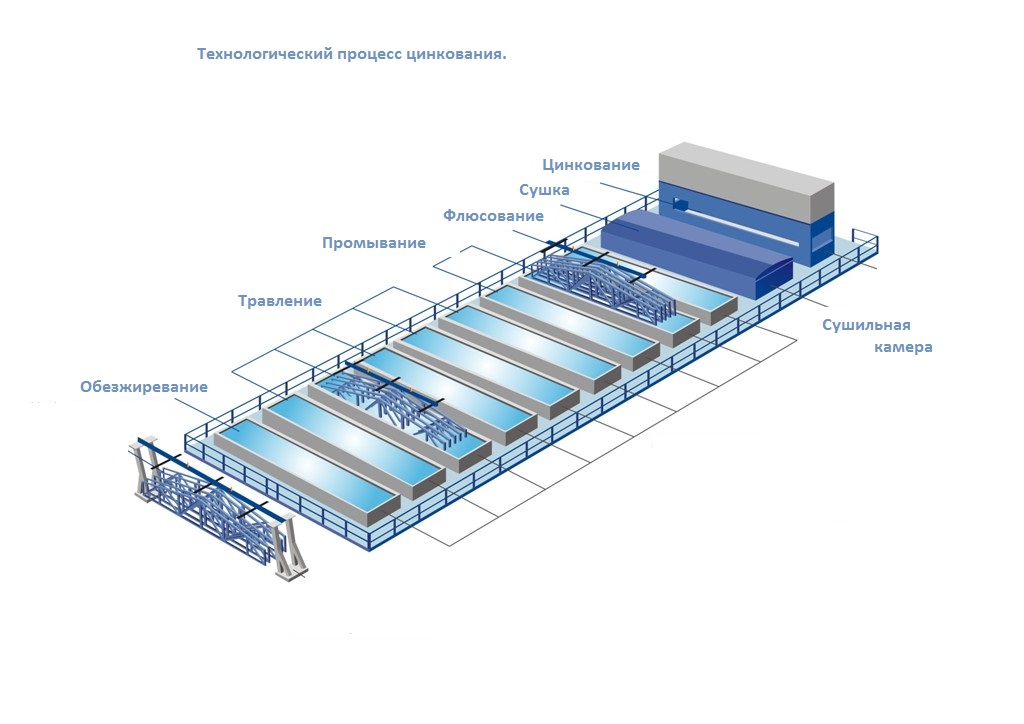
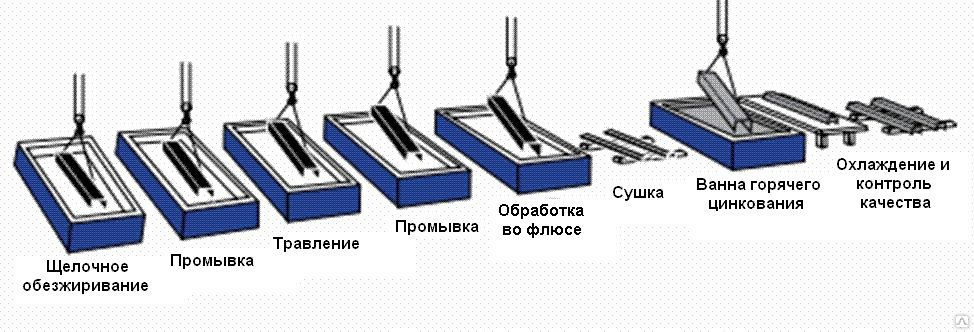
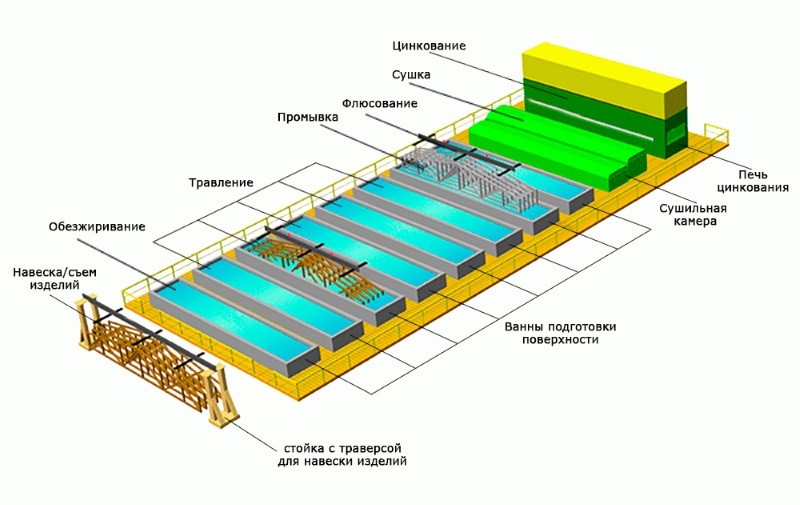
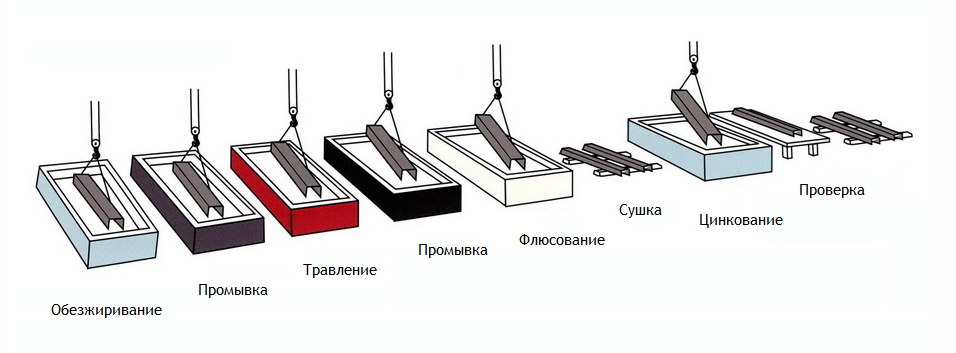
Технология обработки подразумевает несколько этапов, включающих:
- Подготовку поверхности. Выполняются процессы обезжиривания, промывки, травления и флюсования.
- Сушку металла. Производится одновременное удаление с поверхности металла лишней влаги и разогрев материала до температуры около 100°C.
- Нанесение цинка. Происходит в ванне с расплавом. Время обработки зависит от конкретной производственной задачи, и занимает от 3 до 10 минут.
На заключительном этапе работы оцинкованный металл подвергается сушке и проходит строгий контроль, подтверждающий качество обработки и соответствие результата нормативам государственных стандартов. Основополагающими критериями эффективности способа являются качественные характеристики цинка, температура расплава и уровень предварительной подготовки поверхности. Технология предполагает четкое соблюдение режима охлаждения, скорости погружения и подъема изделия, значительно влияющих на кристаллизацию расплава и толщину образовавшегося цинкового слоя.
Виды электролит
Применение данной технологии предусматривает соблюдение состава электролита и температурного режима. Это обусловлено тем, что эти параметры при требуемой плотности тока оказывают прямое воздействие на структуру наносимого покрытия и скорость осаждения цинка.
Чтобы получить желаемый декоративный эффект, в электролит добавляют окрашивающие и блескообразующие компоненты.
Метод гальванического оцинкования предполагает использование нескольких групп электролитов, которые отличаются составом рецептуры:
- Слабокислые и кислые – наиболее простые составы, при создании которых применяются сульфаты, хлориды, борфториды и их смеси;
- Цинкатные и цианидные – это щелочные вещества, в составе которых присутствует цианид натрия и цинкат натрия, которые растворяют в едком натре;
- Аммиакатные – нейтральные и щелочные составы, полученные посредством растворения оксида цинка в смеси хлорида или сульфата аммония.
Также технологи используют электролиты, создаваемые на основе аминосоединений. Однако такие растворы применяются крайне редко.
Особенности покрытия горячим цинком
 На сталях с высоким содержанием кремния и/или фосфора (из-за неоднородности химического состава стали), (слоя у поверхности, структуры поверхности, чужеродных вкраплений), а также на толстостенных изделиях наблюдается разнооттеночность покрытия. Серая поверхность состоит из сплава цинк-железо, выходящего на поверхность, а более светлые места – это чистый цинк. В случае стали с неблагоприятным содержанием кремния и фосфора может появиться значительное утолщение покрытия и ухудшение его адгезии, видимым эффектом этого явления, может быть шероховатая поверхность с серой и тёмно-серой окраской, переходящей со временем даже в коричневый оттенок.
На сталях с высоким содержанием кремния и/или фосфора (из-за неоднородности химического состава стали), (слоя у поверхности, структуры поверхности, чужеродных вкраплений), а также на толстостенных изделиях наблюдается разнооттеночность покрытия. Серая поверхность состоит из сплава цинк-железо, выходящего на поверхность, а более светлые места – это чистый цинк. В случае стали с неблагоприятным содержанием кремния и фосфора может появиться значительное утолщение покрытия и ухудшение его адгезии, видимым эффектом этого явления, может быть шероховатая поверхность с серой и тёмно-серой окраской, переходящей со временем даже в коричневый оттенок.
Цинковая поверхность на том же изделии может быть неоднородной; могут появиться пятна разной степени глянца, серой матовости и шероховатости. Так как поверхностная локализация примесей в низколегированной стали приводит к тому, что при прокате изделий из неё, появляется значительное различие в содержании кремния и фосфора в разных частях изделия.







Однако это не может являться браковочным признаком, поскольку, кроме внешнего вида, отрицательных моментов нет – он не влияет на срок службы покрытия, а через какое-то время (в течение 1-1,5 года) цвет конструкции станет одинаковым).
Белая коррозия (бело-серые пятна, возникающие под влиянием атмосферных факторов), а также так называемые «кровавые потёки» (остатки флюса и кислоты в местах неплотной сварки) не являются основанием для претензий на качество оцинкованной поверхности.
Вышеуказанные проблемы являются наиболее характерными для сталей марки 09Г2С, что обусловлено особенностями их химсостава.
Наиболее часто проявляются дефекты цинкового покрытия для сталей 09Г2С, которые не являются основанием для предъявления претензий:
1. Повышенная толщина образующегося цинкового покрытия.
2. Разная толщина цинкового покрытия.
3. Повышенное образование гард-цинка.
4. Пониженная адгезия цинкового покрытия к металлу.
5. Пониженная плотность цинкового слоя.
6. Внешний вид покрытия (отсутствие блеска, неровности, потеки, серый цвет).
в Москве
Быстрое горячее цинкование металлоконструкций — самая простая и при этом максимально результативная методика защиты железных и стальных изделий от коррозии.
- А Вы знаете, что горячее цинкование металлоконструкций с успехом используется уже на протяжении нескольких десятилетий.
- По желанию заказчика, наша компания может производить горячее цинкование изготовленных на нашем предприятии металлоконструкций, а также брать сторонние заказы.
- Во время горячего цинкование металлоизделие полностью погружается в расплавленный цинк, вследствие чего покрываются все поверхности детали.
- Услуги по горячему цинкованию осуществляются на инновационном импортном оборудовании.
 Стоимость горячего цинкования металлоконструкций, цена руб.
Стоимость горячего цинкования металлоконструкций, цена руб.
| № п/п | ЦИНКОВАНИЕ ПРОКАТА | цена за 1 кг (без НДС), |
| 1 | Труба профильная от 40х40* (4 мм и больше), труба круглая от д-40мм (4 мм и больше) L до 6, 1 м. п. | 21, 89 |
| 2 | Уголок от 40Х40, швеллер, двутавр (4мм и более) L до 6, 1 м. п. | 21, 95 |
| 3 | Сетка размер 6х1. 5 м. | 21, 91 |
| 4 | Круг стальной, арматура 6 м диаметр от 12 мм, бухты до 100 кг. от 8 мм | 20, 04 |
| 5 | Полоса стальная 6 м. Толщина от 4мм | 20, 9 |
| 6 | Полоса стальная 6 м. Толщина менее 4мм | 21, 56 |
| 7 | Чугунные изделия | 24, 2 |
| 8 | Лист рифленый, лист просечно-вытяжной 6х1, 5 м. п. от 4 мм | 21, 91 |
| ЦИНКОВАНИЕ ИЗДЕЛИЙ | ||
| 9 | Детали весом до 600 грамм | 26, 1 |
| 10 | Мелкие детали до 3кг | 24, 2 |
| 11 | Негабаритные м/конструкции и изделия до 6 м, в том числе дорожные ограждения и уличные кронштейны освещения, буры, сваи | 23, 31 |
| 12 | Тонкостенные изделия толщина менее 3 мм | 37, 95 |
| 13 | Тонкостенные изделия толщина от 3 мм до 4 мм | 27, 5 |
*Стоимость горячего цинкования металлоконструкций рассчитывается на каждый вид изделий, исходя из площади покрываемой поверхности (расходу цинка) и завеске на траверсу, стоимость варьируется от 20 до 38 руб. за кг (без НДС).
**Принцип формирования цены: чем больше толщина металла, чем тяжелее изделие, тем стоимость горячего цинкования ниже. (Например, стоимость оцинкования металлоконструкций из тонкостенного металла, менее 3 мм., составляет 38 р. за кг. (без НДС 18%).
- Фиксированная стоимость действует только на горячее цинкование металлопроката.
- Для расчета стоимости необходимо выслать на электронную почту чертежи изделий, с указанием используемого проката, общего количества и веса.

Все преимущества горячего цинкования металлоконструкций.
- Высокий показатель производительности процесса;
- Превосходная стойкость против ржавления обработанных конструкций;
- Большая величина электропроводности цинкового слоя, а также его отличная теплопроводность;
- Простота оборудования для горячего цинкования и легкость реализации технологического процесса;
- Способность получаемого защитного слоя предохранять поверхность изделий от внешних воздействий даже в тех ситуациях, когда покрытие перестает быть сплошным в результате механических повреждений;
- Возможность обработки любых заготовок, независимо от сложности их формы;
- Способность к «самовосстановлению». (Если какой-либо участок металлоконструкции получил механическое повреждение, то дефект покрытия постепенно минимизируется и полностью устраняется без постороннего вмешательства);
- Устойчивость перед жидкостями примерно в 6 раз выше аналогичного показателя «защищенности», обеспеченной другими методиками;
- Все имеющиеся дефекты основы (раковины, поры и так далее) тщательно скрываются слоем цинка;
- Надежное скрепление защитного слоя с поверхностью металлоконструкции;
- Низкие эксплуатационные затраты;
- Основной пункт экономии – отсутствие необходимости в регулярной обработке и окрашивании металлоконструкций.
Холодное цинкование металлоконструкций
Оцинковка холодным способом представляет собой покрытие металлоконструкции специальными средствами, основной составляющей которых является цинк. В результате образуется цинковое покрытие, обладающее защитными антикоррозийными свойствами.
Существует 2 вида холодного оцинковки:
- Гальваническое. Процесс нанесения цинкового слоя происходит путём электролиза. Таким способом можно получить покрытие толщиной не более 20 мкм. Зачастую изделия, обработанные гальванической оцинковкой, используются в неагрессивной среде.
- Обработка цинкосодержащим грунтом. Смесь состоит из большей части цинкового порошка (примерно 80%) и наполнителя. При данном способе возможно получить цинковый слой толщиной 50 мкм. Холодное цинкование незаменимо для нанесения покрытия на крупногабаритные конструкции, где по техническим причинам невозможно обработать поверхность горячим цинком. К таким изделиям относятся мосты, нефтепроводы, железнодорожные конструкции и т. д.
Чем различается холодное и горячее цинкование?
Подведем итоги, в чем разница горячей и холодной обработки цинком:
Способ защиты от коррозии. При горячей оцинковке конструкции погружаются в специальные ванны. Холодное цинкование можно осуществлять инструментами для лакокрасочных смесей, к примеру, валики, пульверизаторы, кисти.
Температура. Для обработки горячим цинком обязательно нужна высокая температура. Цинк расплавляется до 460 градусов, после чего в него погружают изделия. Холодное цинкование происходит при комнатной температуре.
Внешний вид. При горячем цинковании затруднительно сохранить эстетический внешний вид металлоконструкций. На изделии образуются наплывы цинковых смесей. Такой способ не подойдет для декоративных целей. Холодное цинкование предполагает аккуратное нанесение кисточкой или другими атрибутами для лакокрасочных материалов
При осторожном равномерном нанесении слоя можно добиться улучшенного внешнего вида. Кроме того, цвет, получаемый при холодном цинковании, выглядит более презентабельно.
Удобство нанесения
Металлические изделия, обрабатываемые горячим цинкованием, помещаются в специальные ванны определенных размеров. Если металлоконструкции крупных габаритов, для изделия подойдет только холодный способ, не требующий специальных технических приспособлений.
Горячее цинкование подходит для изделий, нуждающихся в мощной защите. Обработанные расплавленным цинком изделия имеют длительные сроки эксплуатации. В обычной среде металлоконструкции могут прослужить до 120 лет. На предприятиях в условиях жесткой эксплуатации, обработанные изделия не теряют первозданного вида в течение 65 лет. Метод горячего цинкования не приемлем в целях придания декоративности конструкции и для крупногабаритных изделий.Возможно Вас так же заинтересуют следующие статьи:
- Горячее оцинкование
- Рекомендации по дизайну изделий, подготовленных к горячему цинкованию
- Доменный процесс печи
- Зависимость толщины покрытия от скорости погружения в ванну
- Законы Фика | Основы диффузии
comments powered by HyperComments
Горячее цинкование
 Покрытие горячим цинком осуществляется по ГОСТ 9.307-89 «ЕЗСКС, Покрытия горячие цинковые. Общие требования и методы контроля». Выписка из ГОСТ 9.307-89 (п.2.Требования к покрытию):
Покрытие горячим цинком осуществляется по ГОСТ 9.307-89 «ЕЗСКС, Покрытия горячие цинковые. Общие требования и методы контроля». Выписка из ГОСТ 9.307-89 (п.2.Требования к покрытию):









2.1. Внешний вид покрытия
2.1.1. При внешнем осмотре поверхность цинкового покрытия должна быть гладкой или шероховатой, покрытие должно быть сплошным. Цвет покрытия от серебристо-блестящего до матового темно-серого.
2.1.2. На поверхности изделий не должно быть трещин, забоин, вздутий.
2.1.3. Наличие наплывов цинка недопустимо, если они препятствуют сборке. Крупинки гартцинка диаметром не более 2 мм, рябизна поверхности, светло-серые пятна и цвета побежалости, риски, царапины, следы захвата подъемными приспособлениями без покрытия до основного металла не являются дефектами.
Допустимо восстановление непокрытых участков, если они не шире 2 см и составляют не более 2% общей площади поверхности. Непокрытые участки защищают слоем цинкосодержащего лакокрасочного покрытия (минимальная толщина 90 мкм, массовая доля цинка в сухой пленке 80%-85%) или газотермическим напылением цинка (минимальная толщина 120 мкм).
Достоинства и недостатки метода
Основными преимуществами метода является стоимость при долгосрочном использовании. Уход после процедуры горячего цинкования за деталью не требуется при отсутствии механических воздействий. Цинкование металлоконструкций имеет ряд преимуществ:
- Обработка может производится к деталям любой формы и сложности, так как подразумевает опускание изделия целиком в ванны с цинком.
- При незначительных механических повреждениях, покрытие имеет свойства к самовосстановлению, при некоторых случаях без вмешательства человека.
- Горячее цинкование осуществляется при обработке емкостей и труб, так как стойкость к коррозии и другим воздействиям повышается более, чем в 5 раз.
- В процесс обработки забиваются все мелкие недостатки изделий.
- Эксплуатация не требует дальнейшего ухода за поверхностями, так как защищена слоем цинка.
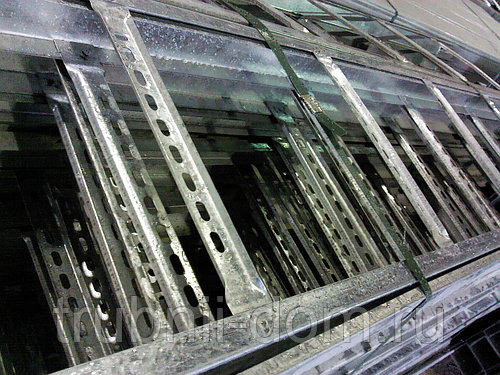
Оцинкованные листы
Недостатки существуют абсолютно при каждой работе, обработка цинковым слоем происходит неравномерно. Повышенный расход материала при выполнении работ, обусловленность формой ванны, детали большего размера обработать не получится. Изделия, обработанные слоем цинка получаются габаритнее, обработанные изделия могут доставить трудностей при монтаже или сварке.
Отличие горячего и холодного цинкования
Статьи
Отличие горячего и холодного цинкования.
Как известно, цинкование конструкций – один из самых надежных способов защиты металла от коррозии. Существует несколько принципиально разных способов цинкования. Так как же выбрать способ, который оптимально подойдет конкретно под Ваши потребности?
Для начала, ознакомимся с сутью наиболее популярных методов оцинкования конструкций – методов горячего цинкования и холодного цинкования.
Горячее цинкование – способ нанесения антикоррозионного покрытия на конструкцию, посредством опускания ее в ванну с расплавленным цинком и последующим подвешиванием до полного высыхания покрытия. В результате имеем ровную надежную плотную защиту с продолжительным сроком службы. Поверхность имеет глянцевый внешний вид, приятный взору, конструкция надежно защищена.
Каковы же недостатки данного метода антикоррозионной защиты? Их несколько. Из-за ограниченности размеров ванны затрудняется горячее цинкование крупногабаритных конструкций, кроме того, из-за отсутствия большой конкуренции на рынке горячего оцинкования, потребитель лишается естественного права на выбор. Что же касается внешнего вида конструкции, его ухудшают потеки цинка, застывшие самым непрезентабельным образом. Еще одним существенным минусом является то, что по оцинкованной поверхности запрещено проводить сварные работы, что значительно затрудняет монтаж на месте, где часто не обойтись без монтажной сварки.
В противоположность горячему цинкованию, большой популярностью пользуется холодное цинкование конструкций. Оно, в свою очередь, подразделяется на гальваническое цинкование и покрытие цинкосодержащим грунтом.
Гальваническое цинкование. Здесь оцинкование конструкций происходит за счет электролиза. Представьте себе большую стиральную машинку, куда вы загружаете ваши детали, а после «стирки» получаете готовые оцинкование изделия – таково очень приблизительное описание «гальваники». Ее достоинством является сравнительно низкая стоимость, однако на этом достоинства и заканчиваются.
Также, как и для горячего цинкования, для гальванического цинкования существуют ограничения по размеру деталей, однако в данном случае они более жесткие. В добавок к этому, слой цинка, получаемый после гальванической обработки составляет, в среднем, 8-20 мкм, что в 3-4 раза меньше, чем при других способах цинкования. Обобщая, можно сказать, что гальаническое цинкование пригодно для небольших деталей, эксплуатируемых в неагрессивной среде и не имеющих значительной степени ответственности.
Холодное цинкование цинкосодержащим грунтом. Цинкосодержащий грунт являет собой композицию цинкового порошка (часть цинка в составе должна превышать 80%, у качественного грунта этот показатель достигает отметки 95-98%) с полимерным, эфирным или полиуретановым наполнителем. Такие грунты (цинкосодержащие мастики или эмульсии) незначительно разнятся составом, однако цель их одна – составить конкуренцию горячему цинкованию, в некоторых аспектах превозойти его характеристики.
Защита данного метода холодного цинкования более надежна и доступна, чем при горячем цинковании, при этом не уступает в сроках службы. Грунтовка (которую можно использовать в качестве самостоятельного покрытия) легка в нанесении с помощью стандартных средств окрашивания (возможно даже цинкование в домашних условиях), при этом мы получаем надежный слой (в среднем, 50 мкм) плотно прилегающего цинка.
Холодное цинкование пригодно для защиты крупногабаритных конструкций (конструкции мостов, железнодорожные металлоконструкции, баки, резервуары, нефтепроводы), для которых невозможно горячее цинкование. Также данные цинконаполненные композиции используют для ремонта цинковых покрытий (в частности, горче цинкованных), возможно использование после монтажной сварки.
Холодное цинкование обеспечивает высокие сроки службы антикоррозионного покрытия и является лидером по соотношению цена/качество.
предлагает поставки цинкосодержащего грунта высокого качества с массовой долей цинка до 96%, производства российского научно-производственного холдинга.
sapriko.com.ua





Виды электролит
Применение данной технологии предусматривает соблюдение состава электролита и температурного режима. Это обусловлено тем, что эти параметры при требуемой плотности тока оказывают прямое воздействие на структуру наносимого покрытия и скорость осаждения цинка.
Чтобы получить желаемый декоративный эффект, в электролит добавляют окрашивающие и блескообразующие компоненты.
Метод гальванического оцинкования предполагает использование нескольких групп электролитов, которые отличаются составом рецептуры:
- Слабокислые и кислые – наиболее простые составы, при создании которых применяются сульфаты, хлориды, борфториды и их смеси;
- Цинкатные и цианидные – это щелочные вещества, в составе которых присутствует цианид натрия и цинкат натрия, которые растворяют в едком натре;
- Аммиакатные – нейтральные и щелочные составы, полученные посредством растворения оксида цинка в смеси хлорида или сульфата аммония.
Также технологи используют электролиты, создаваемые на основе аминосоединений. Однако такие растворы применяются крайне редко.
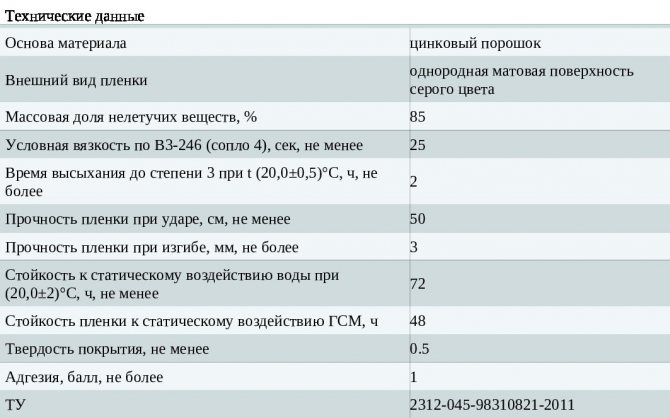
Жидкий цинк «Цинконол» цинконаполненный полиуретановый грунт-протектор для защиты металла «КрасКо

Цинконол — жидкий цинк, цинконаполненный грунт-протектор для защиты металла
— холодное цинкование металла — повышенная адгезия к металлам — химическая стойкость — надёжная защита от коррозии
Цинконол — полиуретановый цинконаполненный состав для защиты металла (холодное цинкование металлоконструкций).
Специальный однокомпонентный полиуретановый цинконаполненный грунт для металла (жидкий цинк), отверждаемый влагой воздуха.
Представляет собой дисперсию цинкового порошка в растворе полиуретанового преполимера в органических растворителях с целевыми добавками.
Цинконаполненная грунтовка Цинконол обеспечивает высокопрочную, долгосрочную протекторную защиту металла от коррозии.
Используется как в системах антикоррозионной защиты с эмалями Нержалюкс, Полиуретол, Сереброл,Термоксол (в агрессивных условиях), так и в качестве самостоятельного межоперационного покрытия (в атмосферных условиях).
Создаёт эффект холодного цинкования.
Грунтовка создаёт надёжную защиту металла от агрессивной промышленной атмосферы, содержащей пары и газы кислот и щелочей, обладает химической стойкостью к маслам, нефти и нефтепродуктам, морской и пресной воде, обладает эластичностью и термостойкостью.
Применение
Цинконаполненный грунт Цинконол предназначен для цинкования стали, труб и металлоконструкций, для получения долговременной антикоррозионной защиты металлических поверхностей, эксплуатируемых в условиях промышленной атмосферы умеренного, холодного, морского и тропического климата.
Цинкование применяется:
— для защиты строительных металлоконструкций, — мостов и гидротехнических сооружений, — портов и судовых конструкций, — эстакад и платформ, — насосного и емкостного оборудования, — резервуаров, цистерн, хранилищ, — труб и трубопроводов, — нефтепроводов и газопроводов, — железнодорожного, морского и речного транспорта, — сельхозтехники и др.
Способ применения
Перед нанесением поверхность должна быть очищена от остатков старого покрытия, ржавчины, жира, масел и грязи.
Для удаления окалины, ржавчины и старого лакокрасочного покрытия с поверхности металла использовать абразивоструйную очистку до степени 2 по ГОСТ 9.402-80 или Sa 2,5 по ISO 8501-1:1988.
Грунт наносят безвоздушным, пневматическим распылением, кистью или валиком.
Предварительно тщательно перемешивают до однородного состояния, периодически перемешивая для предотвращения оседания цинковой пыли.
При необходимости разбавляют растворителем: сольвент, ксилол.
Температура нанесения от +5°С до +40°С при относительной влажности воздуха 60-95%.
Запрещается нанесение грунта во время выпадения атмосферных осадков (дождь, туман, снег) и при температуре поверхности металла близкой к точке росы.
При использовании в качестве самостоятельного покрытия рекомендуется нанесение в 2 слоя. Межслойная сушка при температуре +20°С – 1 час.








Очистка инструмента после работы производится органическими растворителями:
сольвент, ацетон, Р-4, Р-5.
Расход
Расход грунтовки составляет 200-250г/кв.м при толщине однослойного покрытия 60-80 мкм.
Цвет
Серый (матовый) с характерным металлическим отблеском.
Меры предосторожности
При проведении внутренних работ, а также после их окончания тщательно проветрить помещение.
Использовать индивидуальные средства защиты.
Хранение
Не нагревать.
Беречь от огня.
Хранить при температуре от -30°С до +35°С.
Гарантийный срок хранения в заводской упаковке — 6 месяцев со дня изготовления.