
Как наточить ножовку
Для этого необходимо поменять положения направляющих треугольников на основе устройства, что хорошо видно на рисунке. На рисунке ниже приведено зажимное приспособление для заточки зубьев двуручных пил и крупногабаритных ножовок. Приспособление состоит из двух стоек длиной мм сечением 60х40 мм, двух поперечных планок длиной около мм сечением 40х30 мм и двух зажимных планок размерами х мм, выполненных из фанеры толщиной 15 мм.
Стойки и перекладина соединены между собой на шурупах. Сборку устройства выполняют в следующей последовательности: нижнюю перекладину привинчивают к стойкам на небольшой высоте от пола, затем на нее ставят правую ногу и отмечают место крепления второй перекладины так, чтобы колено правой ноги упиралось во вторую перекладину. Благодаря этому обеспечивается жесткость стойки, прислоненной к столу или верстаку.
Пилы для заточки закладывают между зажимными планками зубьями вверх и зажимают болтами М8 с барашковыми гайками. Закончив заточку с одной стороны, не вынимая пилы из зажимных планок, переворачивают устройство и продолжают заточку с другой стороны. Напомним и о более простых устройствах для развода пил-ножовок. Их применение для ленточных пил сопряжено с низкой точностью и большой трудоемкостью. Их использование оправдано только в случае отсутствия специальных устройств.
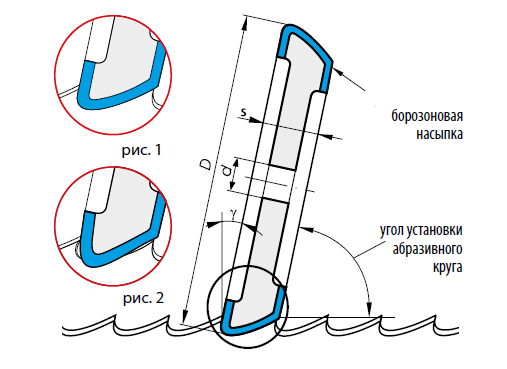
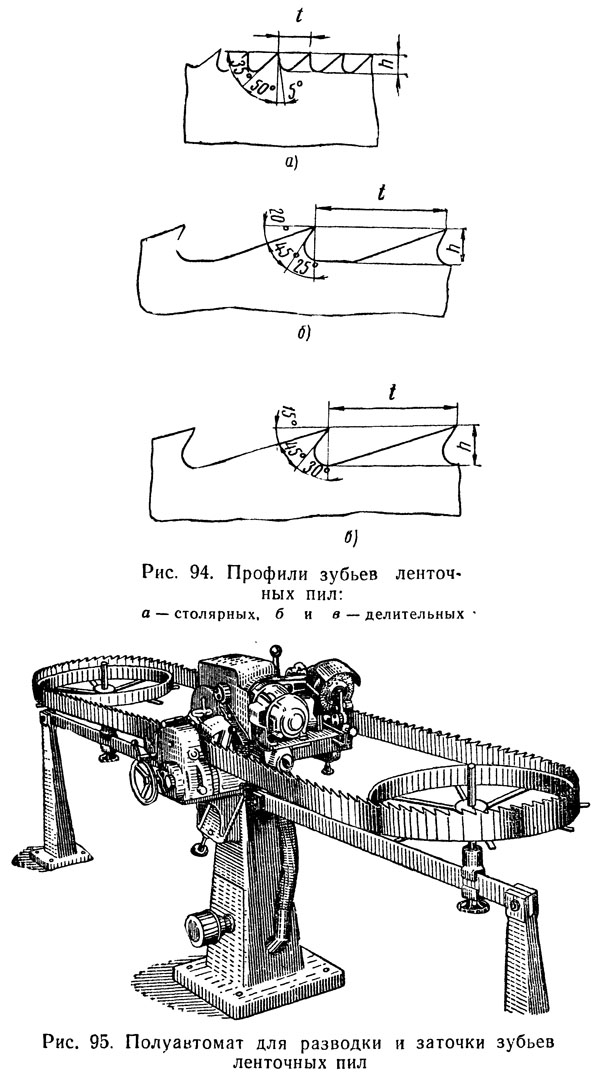
При очень большой разводке в распиле нарастает объем воздуха и при этом ухудшается удаление отходов. При малом разводе зубьев доска покрывается слоем из плотно спрессованных горячих опилок. При слишком большом разводе пиление будет с рывками, при малом — станет волнообразным. Считаем нелишним напомнить еще раз, что разводится только верхняя часть зуба, чтобы пиление происходило только острым уголком у самой вершины зуба.
Перед разводом пила точится с минимумом съема металла, буквально ограничивается зачисткой заусенцев. Это может быть следствием большого угла заточки зуба, что сопровождается при входе пилы в древесину скачком вверх. Затем обычно пиление протекает нормально до самого конца, но на выходе из бревна пила падает вниз. Выход из положения — уменьшение угла заточки градуса на Качество доски восстанавливается уменьшением угла заточки градуса на 2 и увеличением развода.
Классификация
Ручная пила по дереву бывает различных конфигураций. Отсюда о большое количество разных моделей. Выделяют такие типы ручных пил:
- классическая. Этот вид является основным и имеется почти у каждого мужчины. Такая пила может иметь полотно различной длины с разным числом зубьев. Чаще всего инструмент имеет сменные полотна, присутствующие в комплекте при покупке
- узкая. Такую пилу еще называют выкружная ножовка. Названа она так из-за того, что помогает вырезать линии различной формы, причем, очень аккуратные и четкие. Кроме этого она применяется для создания сквозных круглых и квадратных отверстий. Пилка довольно узкая, имеет большое количество зубьев, которые могут находиться, как на одной рабочей плоскости, так и на двух. Работая с такой пилой нужно соблюдать аккуратность. Неуверенное движение может развернуть лезвие в другую сторону, по этой причине выбирая ножовку с узким полотном, нужно остановиться на качественной жесткой стали, которая не будет сгибаться во время работы
- с обушком. Такая ножовка имеет ребро жесткости (обушок), которое не позволяет полотну сгибаться в процессе распила. Следовательно, инструмент не сможет сделать пропил ниже, ширины рабочей части пилы. Этот инструмент имеет удобную ручку под углом 450 к полотну. Работать с такой пилой легко
- лучковая. В слесарном деле лучковая пила незаменимый помощник. Она необходима в процессе спила грубых частей ствола, сучков, а также для вырезания фигур из фанеры и прочих древесных материалов. Также ею можно пилить древесину вдоль и поперек волокон. Область использования лучковой пилы настолько широка, что она может стать заменителем небольшого деревообрабатывающего станка. Однако, не стоит забывать, что лезвие во время распила может слететь с крепления или порваться
- наградка. Пила с наградкой потребует от мастера много сил. Данный инструмент похож на рубанок. У него есть две ручки. Такая пила используется для вырезания пазов и шипов, при чем, глубину отверстий и углублений можно сделать разного размера. Использовать ее можно для пород любой твердости
- складные. Такую механическую ножовку можно взять с собой в поход или на отдых. Ее главные достоинства: компактность, легкость, безопасность в сложенном состоянии. У нее мелкие зубья, короткое заостренное полотно.
Предлагаем ознакомиться Чем подкормить перцы в теплице во время цветения и плодоношения
Рекомендации по заточке
Во время работы полотна очень часто наблюдается его разрыв. Это объясняется тем, что плохо осуществляется его заточка. Это объясняется концентрацией напряжения в профиле полотна, если заточка проведена на некачественном уровне. Необходимость в проведении процедуры определяется по состоянию ленточных пил. Если шероховатость поверхности пропила увеличивается, то это приводит затуплению инструмента.
Заточка инструмента осуществляется с помощью алмазных, электрокорундовых, эльборовых дисков. Их выбор напрямую зависит от особенностей обрабатываемого материала. Заточка полотна, материалом производства которого выступает инструментальная сталь, осуществляется корундовыми кругами. Процедура для биметаллических инструментов осуществляется правильно в том случае, если используется алмазный или эльборовый круг. Как провести эту процедуру расскажет инструкция. Самое главное, чтобы в процессе не изменился угол.
Для заточки могут использоваться круги различных диаметров. Выбор одного из них определяется параметрами приспособления. С этой целью наиболее часто используются профильные, плоские, тарельчатые, чашечные круги. Правильно выполняется заточка в том случае, если окружная скорость составляет от 20 до 25 метров за секунду.
Принцип заточки ленточных полотен
При наличии на приспособлении зазубрин на краю заготовки будут наблюдаться выкрашивания. Именно поэтому необходимо, чтобы заточка проводилась правильно. Во время этого процесса необходимо работать не только с передней, но и с задней частью полотна. Заточка приспособлений может осуществляться разными кругами. При этом необходимо учитывать угол расположения полотна. Если вы хотите провести процедуру правильно, то вам нужно научиться ей у специалиста.

Для того чтобы ленточнопильное оборудование работало качественно, необходимо не только правильно подбирать его, но и своевременно его затачивать. С этой целью наиболее часто используются специальные круги. Данная процедура является максимально простой, что позволяет ее с легкостью произвести мастеру без соответствующего опыта.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Ленточное пиление — это минимальный размер пропила материала.
Минимальный размер пропила материала — это самый главный, самый существенный плюс ленточного пиления. Возьмем какую-нибудь среднестатистическую задачу, например распилить на доски 150х25 мм подходящие для этого заготовку в виде лафета или бруса.
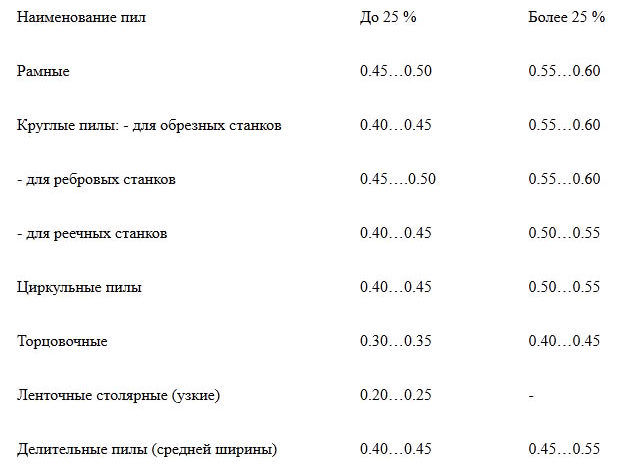
Если мы сделаем это дисковой пилой, то величина пропила, нужной нам пилы D=400 мм будет никак не меньше толщины по зубьям этой пилы B=4.0 мм, а фактически больше за счет отклонений в верхней точке диаметра самого диска. ПИЛЫ ДЛЯ КРУГЛОПИЛЬНЫХ СТАНКОВ
Если же для этих целей мы будем использовать ленточно-делительный станок, как один из вариантов ленточнопильного станка, то величина пропила, при использовании ленточной пилы будет не более полутора миллиметров. ЛЕНТОЧНОПИЛЬНЫЕ И ДЕЛИТЕЛЬНЫЕ СТАНКИ
Итого разница в потерях на пропил 4:1.5 в пользу ленточного деления. Меньше отходов, больше выход материала. При толщине доски 25 мм экономия в 2.5 мм на пропиле при пилении ленточными пилами, может дать дополнительно каждую десятую доску на склад, а при дисковом в опилки. Конечно это теоретические расклады, на практике все может быть несколько иначе, но суть сравнения вполне корректна.
Как сделать что-то самостоятельно своими руками. Домашний мастер сайт
Существует несколько видов пыльцы. В зависимости от направления рубки дерева они делятся на поперечные, продольные и смешанные.
Перед заточкой зубья пилы необходимо разбавить. Зубчатая проводка представляет собой либо специальную «проводку» с ограничителем, либо металлическую пластину с прорезями. Плотники часто используют обычный топор или долото для этой цели.
Прикус зуба должен составлять не более полутора-двух толщин пилы. Для сухой древесины ширина развода может составлять четверть толщины пилы, для сырого. Более двух.
READ Регулировка Карбюратора Бензопилы Stihl 230
ВСЕ, ЧТО НУЖНО ДЛЯ ЭТОЙ СТАТЬИ, ЗДЕСЬ >>>
Если вы допустили ошибку при повороте зубьев пилы и некоторые зубья отклоняются в сторону больше, чем необходимо, вы можете исправить это, вставив два гвоздя в доску на расстоянии ширины проводки и пропуская пилу несколько раз. Между ними.
Они точат пыль, держа ее в деревянных зажимах. Если зажимов нет, вы можете просто положить их на стол зубами и прижать одной рукой к столу. Зубья крестообразной пилы сначала заточены на одной стороне проводки, затем пила перевернута, а противоположная заточена. Каждый зуб заострен с двух сторон, сверху вниз, под углом 45 градусов, так что заостренные зубы встречаются с внешней стороной пилы.
Зубья продольной пилы заостряются последовательно, один за другим. Файл держится под прямым углом к пиле. Только одна короткая сторона зуба заточена. Для заточки смешанных пил. Файл направляется под углом 50-60 градусов и обе стороны зуба заточены.
Если пила сломала несколько зубов, ее можно починить. Для этого обрежьте поврежденные зубы долотом. Резку новых зубов также можно сделать долотом, и если вам повезет и вы получите штамп и удар, то все ваши проблемы будут решены еще быстрее. Потратив на пилу, рискуя, определив высоту зубьев, вставить лезвие между перфоратором и штампом и ударить молотком.






После того, как все зубы прорезаны, пила удерживается и заточена.
Установка и регулировка направляющих роликов
Установка
Перед установкой и регулировкой направляющих роликов необходимо проверить, насколько изношены детали ролика.
Во первых, нет ли биения ролика, достаточно поболтать ролик что бы это определить. В случае даже малейшего биения производится замена подшипников либо вала, а так же может быть износ внутренней части ролика.
Во вторых поверхность ролика должна быть ровной как по ширине, обычно во время эксплуатации он изнашивается под конус, что очень влияет на качество материала. Так и по диаметру, ролик не должен быть эллипсом.

После сборки направляющего ролика и его проверки, начинаем установку его на станок. Вставляем вал в держатель ролика и фиксируем его специальным болтом, если держатели на шпильках, и несколькими болтами фиксируется эксцентрик.
Регулировка
Для дальнейшей регулировки ставим пильную ленту и производим слабую натяжку, так чтобы лента прижалась к роликам. Ослабляем болты фиксирующие вал ролика и сдвигаем ролик, так чтобы расстояние от передней части ролика до основания зуба ленты составляло 3-5 миллиметров, и снова фиксируем вал ролика.
Затем устанавливаем уровень, который должен быть не менее 120 см, на нижнюю часть рамы и производим замер от ведущих колёс до уровня, а затем от направляющих роликов до уровня. Ролики должны быть на 3-5 мм ниже ведущих колёс.
С помощью шпилек устанавливаем это расстояние, откручивая или подтягивая гайками. На эксцентриках, ослабляем фиксирующие болты и поворотом вала устанавливаем необходимый размер и снова фиксируем вал ролика.
Далее производим полную натяжку пильной ленты согласно инструкции, натяжение ленты должно быть минимальным, но достаточным для работы
Берём небольшой уровень и ставим его поперёк ленты между роликами, при этом обращаем внимание на выступающие зубья ленты, уровень не должен стоять на них, и так же шпильками или болтами, выравниваем ленту до ровного состояния, двигая уровень от одного ролика к другому
После всех этих манипуляций подкатываем пилораму к первой упорной стойке и выставляем размер. Проще это будет сделать если размер, к примеру, 10 см выставить сначала между лентой и направляющей стойкой, при этом незабываем, что мерить необходимо от выступающих вниз зубьев, а потом уже просто открутить крепления линейки на раме и выставить размер на линейке.
Проверяем все наши регулировки, делая контрольные замеры, а так же надёжность фиксации роликов, и производим контрольный распил бревна, если распил показал качество и точность размеров материала, то вся регулировка направляющих роликов произведена правильно. В дальнейшем лишь только остаётся поддерживать эти регулировки, своевременно устраняя неисправности деталей ролика.
Предотвращение дефекта «волна»
Существует такая проблема, как возникновение неровностей на поверхности распиливаемой доски, называемая «волной». На появление дефекта влияет несколько факторов:
- неопытность или невнимательность оператора станка;
- неправильная настройка (или её отсутствие) ленточных пилорам;
- качество ленты;
- вид древесины.
Рабочий (оператор)
Качество зависит от рабочего на пилораме
От его профессионализма зависит правильность настройки ленточной пилорамы, выбор скорости пиления и ленты в соответствии с разновидностью лесоматериала.
При малой скорости – доска получается «ребристой», если превышает допустимую – возникают не пропиленные участки в виде «волны».
Настройка играет большую роль в бесперебойной и качественной работе станка.
Станок. Рабочие узлы ленточной пилорамы влияют на качество обработки брёвен, износ одного из них или сбой настройки приведут к дефекту «волна».
Ролики направляющие
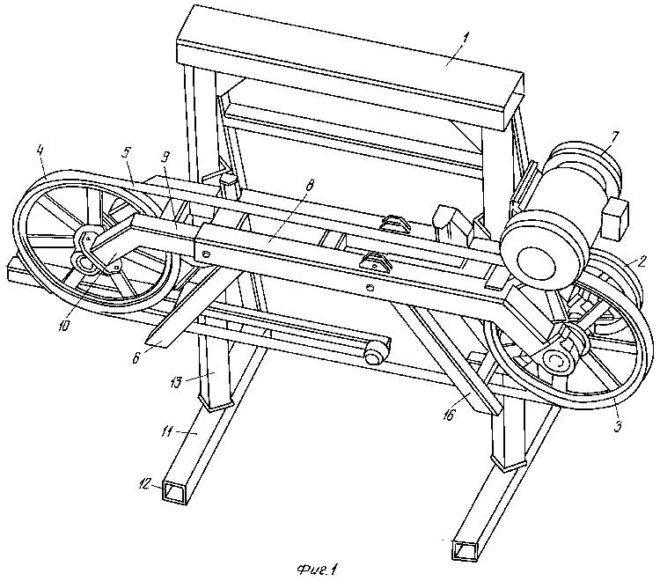
Схема роликов ленточной пилорамы
С их помощью выставляется положение пилы относительно опорного стола станка. Точность расположения роликов выверяется регулировочной линейкой, которая входит в комплект ленточной пилорамы. Рабочая поверхность контролируется на предмет износа, приводящего к возникновению вибрации пильного полотна, глубокие риски не допускаются.
Изношенные шпильки и контргайки также подлежат замене.
После того как были заменены повреждённые узлы, выполняется полная регулировка роликов пилы. Следует проверить узел привода направляющей ролика на отсутствие зазора.
Станинные ролики. При износе эти детали заменяют и настраивают. Вертикальные направляющие выставляются перпендикулярно станине, контролируют правильность прилегания роликов (верхних и нижних) к направляющим.
Установка станка
При установке важно обеспечить неподвижность положения, особенно если он не прикреплён к полу болтами, как указано в паспорте по эксплуатации. Зазоры не допускаются
В случае установления люфта, под ноги станка подкладывают стальную пластину необходимой толщины. Некоторые модели лесопилок предусматривают наличие дополнительных опорных ног, которые предотвращают прогиб станины.

Схема установки пилорамы
Древесина
Некоторые характеристики лесоматериала оказывают влияние на качество распила, в частности на появление «волны».

Виды древесины
Параметры ленточной пилорамы сложно выбрать так, чтобы одновременно хорошо распиливались твёрдые внешние и мягкие внутренние слои. Нужно переделать схему распила или провести дополнительную операцию по выравниванию бруса.





«Волна» образуется при обработке замёрзшей древесины. Если лесоматериал проморожен одинаково, то проблемы такой не возникает, но если приходится пилить частично подмороженные брёвна, то возникнет дефект «волны», как при обработке древесины разной плотности.
При пилении брёвен с наличием большого количества сучков возникает риск появления «волны». Нужно постепенно уменьшать, а затем увеличивать скорость распиливания при их обрабатывании.
При обработке смолистой поверхности бревна, опил налипает на полотно пилорамы, что приводит к его утолщению, оно греется, натяжение ослабевает, получается «волна».
Технология распила
При выборе технологии распиловки бревна на доски учитываются характеристики и размеры древесины. Существует три способа работы на ленточной пилораме:
- Пиление в развал. Дерево распиливают по прямой линии до конца без переворота. На выходе получают необрезные доски. Минусом является низкое качество полученного материала и большое количество отходов. Полученные доски необходимо дополнительно обрезать. В процессе эксплуатации есть большая вероятность их растрескивания.
- Пиление по кругу. После первого распила бревно переворачивается на другую грань. Обычно практикуют пять переворотов. Способ позволяет производить распиловку бревна по размерам с минимальным количеством отходов. В качестве минуса такого способа можно выделить низкую скорость производства.
- Пиление бруса. Основная часть распиловки бревна осуществляется по кругу. Центральная часть выпиливается в форме бруса. Для этих целей, как правило, используют самые большие бревна.
Технологический процесс распила включает в себя размер доски и поворот бревна.
Поворот бревна
После того как полотно пилорамы достигло отметки нужной высоты, ствол переворачивают. Непропиленный материал замеряется, делаются расчеты для его использования. Далее бревно поворачивают на 90 и повторяют замеры
При расчетах важно не забывать делать припуски на распил
Первый пропил
Существует два варианта начала распила дерева в зависимости от выбранной грани:
- Начать пилить с самой плохой части. В этом случае не нужно учитывать наклон ствола. При распиливании этой грани получаются доски небольшой длины и большое количество необрезного материала.
- Начать пилить с самой лучшей части. В этом случае бревно необходимо установить таким образом, чтобы пила располагалась параллельно коре дерева.
Так как в первом варианте лучшая часть ствола скрыта, то при дальнейшей распиловке возможны погрешности. Этот способ больше подходит при работе с древесиной невысокого качества.
Переворот бревна
В процессе работы на пилораме бревно переворачивают согласно схеме раскроя. Переворот осуществляется двумя способами:
- Переворот на 180°, в этом случае получают необрезные доски.
- Переворот на 90°, дает необрезные и полуобрезные доски.
С помощью первого способа можно получить более широкие доски. Второй способ более удобен, так как под этим углом легче переворачивать бревно.
Признаки правильно разведенной пилы
О правильности развода можно судить по содержимому распила, заполненного смесью, 2/3 которой представляют опилки и 1/3– воздух. На практике это проявляется в том, что пила с правильной разведкой эвакуирует из распила более 4/5 объема древесной мелочи.
При очень большой разводке в распиле нарастает объем воздуха и при этом ухудшается удаление отходов. При малом разводе зубьев доска покрывается слоем из плотно спрессованных горячих опилок.
При слишком большом разводе пиление будет с рывками, при малом – станет волнообразным. Считаем нелишним напомнить еще раз, что разводится только верхняя часть зуба, чтобы пиление происходило только острым уголком у самой вершины зуба. Перед разводом пила точится с минимумом съема металла, буквально ограничивается зачисткой заусенцев.
Ленточная пилорама своими руками
Масштабные работы с использованием деревянного бруса или доски, например, работа плотника или самостоятельное строительство дома, связаны с необходимость регулярного распила необработанных бревен. Разумеется, можно закупать готовые пиломатериалы или приобрести пилораму промышленного изготовления, но это дорого. Данная статья рассказывает (на основе реального опыта), как была изготовлена ленточная пилорама своими руками при относительно небольших расходах.
Это вполне реально сделать и вы получите надежную конструкцию, позволяющую распиливать ствол дерева на отдельные доски трехметровой и более длины. Вам понадобятся некоторые материалы (сортовой прокат и детали старых машин), а также провести слесарные, сварочные и токарные работы. Все было спланированы так, чтобы свести к минимуму необходимость в токарных работах.
Для сборки станка были взяты старые шкивы, примерно 30 см диаметром, демонтированные с комбайна «Нива». Направляющие пилорамы были изготовлены из труб двух видов: диаметром полдюйма и второй, чуть большего диаметра, такого, чтобы легко надевались на полудюймовую трубу с миллиметровым зазором.
На первом этапе нужно изготовить «рельсы». Для этого использовался стальной уголок на 5 см. Установлен он стороной вверх, что требует очень высокой точности регулировки колесиков (плохо установленные колеса быстро износятся об уголок). Иногда, для решения этой проблемы, уголок укладывают ребром вверх.
«Шпалами» этой конструкции стала профильная труба размером 25х25 мм.
Между этими профильными трубками, приварена полудюймовая труба, а не ней уже закреплены когти — крепеж для бревна. Данные когти свободно наклоняются и перемещаются, а когда нужно зафиксировать бревно, то по зажимам производится несколько ударов молотком, в результате этого происходит самозаклинивание фиксирующего механизма.
Когда делалась ленточная пилорама своими руками, то трубки профильные («шпалы») были изготовлены так, что выступают за рельсы. На выступающих частях стоят болты (M14 x 100 мм) для регулировки. Кроме этого, на профильных трубах сделаны «мостики» — перемычки, на которые кладут бревно перед обработкой. На случай заготовок маленькой длины, последние две перемычки установлены на расстоянии полуметра друг за другом.
Шкивы были подточены так, что надетый ремень на несколько сантиметров выступал. Для корпусов шкивов использовались ступицы от автомобиля «Москвич», приваренные к трубками.





Все это вместе перемещается по направляющим — расположенным горизонтально полудюймовым трубам, а при необходимости, с помощью болтов, данный узел фиксируется.
При выставлении шкивов, вы можете столкнуться с неожиданными проблемами, из-за которых их придется отрезать и снова приварить. Это связанно с тем, что на практике, установка шкивов «по науке», параллельно, приводит к слету ленты в процессе работы. Так что, лучше их установить с легким наклоном, до 4 градусов, тогда лента в движении будет «сама натягиваться» на ролики.
Ведомым шкивом является правый, он натягивается, автоматически, пружиной. В данном случае была использована пружина, демонтированная с мотоцикла «КаСика». А ведущий, левый шкив фиксируется жестко, но его можно сместить, если поменяется размер ленточной пилы.
Этот узел состоит из трех подшипников на одной оси: двух — марки 202 и третьего, стоящего сзади, на 2-4 миллиметров больше. Вал с роликами выточен с учетом того, чтобы при изменении ширины пилы, установить шайбы между подшипниками.
Вал входит в две трубки: полудюймовая и вторая, в которую полудюймовка вставлена. В полудюймовой трубе вал находится со смещением оси, фактически, приварен к нижней стенке. Весь данный узел из вала и трубок прикреплен к направляющим таким образом, чтобы роликовый узел можно было регулировать по высоте, смещать в сторону, при различном диаметре бревен, и надежно фиксировать после регулировки. Со стороны ведомого шкива на ролик установлена капельница, подающая смазывающе-охлаждающую жидкость (СОЖ).
Сама рама, высотой полтора метра, сделана из швеллера номер 100, а для дополнительной жесткости, конструкция укреплена косынками. Блок для резки может двигаться по швеллерам посредством шпилек-винтов. А жесткую фиксацию режущего узла в пилораме обеспечивают болты с контргайкой.
Итак, как видите, такое оборудование, как ленточная пилорама своими руками может быть изготовлена даже в условиях небольшой домашней мастерской или гаража. Таким образом, плотник или дачник получит возможность прямо у себя на участке распускать на доски большие заготовки для своих нужд или даже немного зарабатывать — брать заказы на распил бревен.
Еще несколько вариантов рабочих узлов ленточной пилорамы:
Во-вторых.
Как только ширина пропила достигает необходимого размера, и остаток высоты бревна дошёл до получения нужного размера, его переворачивают. То есть если Вы пилите брус к примеру на 150, то и ширина пропила и высота остатка бревна должны соответствовать этому значению, даже быть больше, с учётом снятия горбыля.
Далее нам известен конечный размер материала, который необходимо получить, и мы его получим.
Для этого, после переворота бревна, начинайте расчёт от конечного размера до полного использования высоты бревна, но при этом не забывайте учитывать размер пропила, который как нам уже известно составляет от 2 до 5 мм.
К примеру — у Вас на эстакаде бревно, которое вы срезали до размера в 260 мм. Перевернем бревно и продолжим.
Конечный результат, которого мы хотим добиться — лафет, толщиной 150 мм. Далее, нехитрым способом сосчитав, что 260 мм-150 мм=110 мм. Мы получаем целых 110 мм толщины дополнительного материала. И именно его необходимо правильно рассчитать.
Берём этот дополнительный размер и высчитываем, для получения плахи, которая имеет размер 50 мм, 110-50=60, не забываем пропил, а у нас он составляет 2 мм, 60-2=58 мм, затем тесины, равной 25 мм, 58-25-2=31 мм, подгорбыльник 20 мм, 31-20-2=9 мм.
Как видите, из наших расчётов, получается 9 мм горбыль, 20 мм подгорбыльник, 25 мм тесина и 50 мм плаха. А конечный размер составит 150 мм.





