
Сгибание профильных изделий посредством трубогиба
Специфика процесса
В случае самостоятельного изготовления изгиба профильной заготовки необходимо вначале определиться с размером ее сечения, толщиной стен, материалом, из которого сделана деталь, а также с диаметром или формой изгиба.

При этом также необходимо учесть условия имеющегося производства, которые смогут обеспечить максимальную точность изгиба и высокое качество производимых деталей.
Сгибание профильных труб происходит в определенных пределах технических допусков по толщинам стенок и конфигурации сечения
Важной задачей является недопущение таких дефектных явлений, как сломы внутренней части сгибаемой профильной заготовки и раздавливание поперечной части заготовки

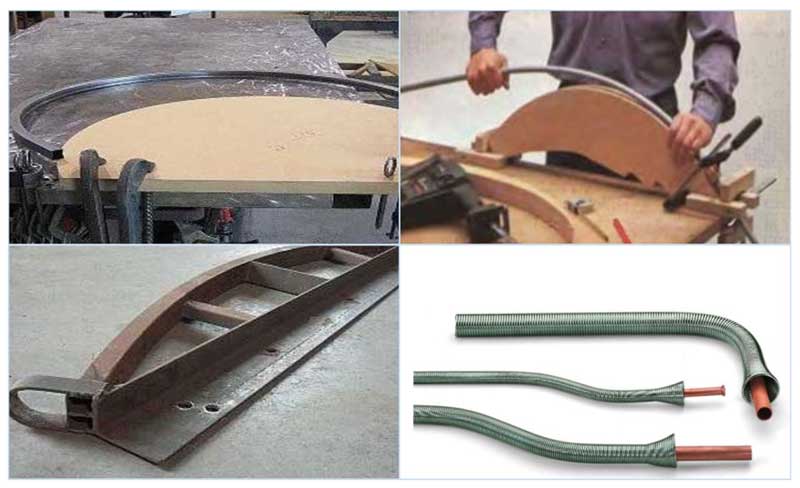
Изготовление сгиба
С целью изготовления изгиба необходимо иметь специальный трубогиб, предназначенный для сгибания холодным способом с растяжением. Создаваемое посредством такого станка растяжение даст сдвиг нейтральной оси заготовки в сторону изгиба. Такой эффект при растягивании профильной детали даст возможность снизить образование гофрированной зоны на поверхности изгиба.

Расположившись в агрегате, заготовка зажимается по краям и одновременно растягивается. Вместе с этим, при перемещении сгибаемого шаблона, труба начинает сгибаться.
Для сгибания заготовки из нержавеющей стали без дефектов, ухудшения качества и снижения стойкости стен детали в зоне изгиба такой процесс необходимо выполнять под внутренним гидростатическим давлением. Для этого необходимо заглушить концы трубы пробками, внутри которой находится залитая жидкость. Далее, нужно переместить сгибаемый шаблон к центру изделия, посредством которого делается изгиб определенной формы или диаметра.
Процесс сгибания своими руками
Сделать изгиб профильной заготовки собственными руками можно без всякого профессионального оборудования и специальных инструментов. Таким способом чаще всего можно достичь изгиба на самом деле относительно хорошего качества.
Формирование изгиба посредством обычной болгарки и с помощью сварки
Для сгибания профильной трубы первым делом необходимо иметь обыкновенную болгарку и сварочную машину.

С целью сгибания заготовки необходимо пройти следующие этапы:
- Определить радиус сгибания заготовки.
- Вдоль сгибаемой линии профильной детали нужно сделать поперечные разрезы трех плоскостей с одинаковым интервалом между собой.
- Далее, без особого труда можно согнуть деталь.
- Затем необходимо заварить прорезанные участки.
- Сварочные швы необходимо обработать и зашлифовать.

Сгибание с применением средств внутреннего противодействия
Для осуществления такой технологии необходимо использовать такое средство, как специально приготовленная пружина. При этом нужно внутрь профильной трубы внедрить пружину прямоугольного сечения из металлической проволоки с толщиной от 1 до 4 мм в зависимости от размеров сгибаемой трубы. Далее, можно начинать сгибать элемент.

Размер отрезков сегмента пружины должен быть меньше внутренних размеров сечения трубы на 1,5–2 мм, для создания возможности проникновения пружины внутрь трубы без особых усилий.
После ввода пружины к месту планируемого изгиба заготовки перед сгибанием необходимо нагреть район сгиба паяльной лампой. После этого можно выполнить изгиб изделия с помощью специальной болванки с таким радиусом, который должен совпадать с необходимым внутренним радиусом сгибаемой детали.

С целью сгибания профильной детали для отопления или водоснабжения из меди существует один относительно неординарный способ, выполнимый только зимнее время.
Заключается такой уникальный вариант в следующем:
- Первым делом необходимо один край медной трубы закупорить пробкой и наполнить ее водой.
- Затем расположить заготовку с водой на улице в морозную погоду до окончательного замерзания воды.
- Далее, выполнить сгибание трубы в соответствии с гибочным шаблоном определенного радиуса. При этом труба гнуться будет без особых усилий и без искажения своего сечения.
По такой же схеме удастся согнуть трубы дюралевого типа, а также из такого материала, как латунь.
Загибаем трубу в домашних условиях…
Поскольку категория вопроса: «Водопровод и канализация», то и «гнуть» будем трубы стальные водогазопроводные выпускаемые по техническим условиям регламентированные ГОСТ 3262-75.
Трубы водогазопроводные выпускаются из нелегированных конструкционных качественных сталей без нормирования механических свойств и химического состава по ГОСТ 380 и ГОСТ 1050. Сталь как материал обладает важнейшим свойством – пластичностью позволяющем изготавливать из неё изделия методом пластической деформации.









Так трубы водогазопроводные выпускают с условным проходом от 6 до 150 мм с толщиной стенки от 1,8 до 21,63 мм. Причём технические условия по ГОСТ 3262-75 позволяют по требованию потребителя трубы с условным проходом 6, 8, 10,15 и 20 мм сматывать в бухты. Более того трубы с условным проходом до 40 мм включительно должны выдерживать испытание на загиб вокруг оправки радиусом равным 2,5 наружного диаметра, а с условным проходом 50 мм – на оправке радиусом = 3,5 наружного диаметра. Испытание на загиб регламентируется ГОСТ 3728-78, который распространяется на все круглые металлические трубы. Испытания на загиб проводятся в диапазоне температур от +10 до +35 Гр.С. Труба считается выдержавшей испытание, если после загиба на нём не будет визуально обнаружено нарушение целостности металла и образование гофр.
Анализ приведенных требований нормативно-технических документов позволяет принять решение об изгибе водогазопроводных труб на R ≥ 2,5 наружных диаметров для труб с условными проходами до 40 мм и на R ≥ 3,5 для труб с условным проходом 50 мм, при «комнатной температуре» без каких либо «дополнительных мероприятий» — трубогибочной оснастки, заполнения песком, нагрева, привлечения помощников и т.д. Если требуется загиб отрезков труб на радиус меньший чем допустимый по техническим условиям, то рациональнее применение иных способов. Но это уже другой вопрос.
Специальные устройства для гибки
Для того, чтобы достичь высокого качества готового продукта, можно воспользоваться заводскими и самодельными приспособлениями.
Трубогиб
Трубогибы состоят из станины, нескольких роликов, ограничителей и привода. Управление прибором осуществляется вручную, электромотором и гидравлическими цилиндрами. В частном строительстве используются профильные трубы с высотой стенки до 20 мм. С их сгибанием справляется ручной трубогиб.
Кондуктор
Этот инструмент предназначен для точного изготовления и соединения стыков профиля при резке болгаркой и соединения арок с вертикальными, поперечными и наклонными стойками.
Благодаря использованию кондуктора достигается максимально точное соединение деталей под прямым углом и аккуратный шов между ними.
Гибочная плита
Данное приспособление представляет собой съемную конструкцию, устанавливаемую на верстаке или на полу мастерской.
Для крепления используются закладные детали или анкерные болты. Кривизна опорной плиты регулируется болтами.
Особенности
Изделия из профильной трубы не имеют большого веса, поэтому есть возможность легко и за короткий промежуток времени создавать не тяжелые арочные конструкции. Это незаменимо при возведении разнообразных парников и теплиц невысокой стоимости.




Строительство с использованием каркасов из металла актуально не только для дачников и огородников. Зачастую потребность использования таких стройматериалов возникает и у городских жителей при желании обустройства частной территории, прилегающей к дому. К примеру, быстро и недорого установить беседку, крытую террасу или поликарбонатный навес – это достаточно распространенное явление в современных городах.




Профилепрокат также используют в конструкциях лестниц и перил. Часто бывает так, что стандартная конфигурация не подходит для определенного вида конструкции, здесь возникает необходимость гибки с применением специального оборудования или некоторых хитростей. Об этом немного позже.




Деформация стальных изделий – не такой простой процесс, как может показаться на первый взгляд. Он требует определенного набора знаний, умения выбрать правильную технологию и оборудование. Только лишь придание необходимого внешнего вида не есть суть нашей работы, при ее выполнении необходимо сохранить важные параметры – толщину стенок, выдержать линейные размеры, не нарушить эксплуатационные способности. На заготовку в результате приложения силы действуют следующие нагрузки: на внутреннем участке – сила сжатия, на внешнем (наружном) – сила растяжения. Воспринимая их действие, элемент деформируется, получая полный или частичный изгиб.

Но ввиду особенностей деталей, приходится сталкиваться с некоторыми проблемами.
- Утеря соосности в результате изменения формы. Это означает то, что сегменты трубного проката могут оказаться в разных плоскостях, что является недопустимым. Эксперты причиной такого явления выделяют неправильный выбор способа гибки.
- Разрыв наружной стенки. В процессе растяжения металл лопается, если нагрузка превышает величину, которую он может выдержать.
- В результате неравномерного сокращения внутренней стенки, на ней образуются складки, напоминающие гофру.

Возвращение к прежней форме из низколегированных и углеродистых сплавов, имеющих высокий коэффициент упругости. Многие элементы после сгибания как бы «пружинят», и изделие после такого явления приходится заново подгонять по желаемым размерам, что может сильно усложнить работу. Для избавления себя от нежелательных проблем и дополнительной работы необходимо определить значение пластического момента сопротивления материала, и с учетом этого параметра, проводить процедуру изгибания. Следует учесть, что, чем меньше угол, тем меньше упругое последствие.

Способы согнуть профильную трубу своими руками

Как гнуть профильную трубу при помощи сварки
Трубные изделия квадратного или прямоугольного сечения, высота стенки которых 30 – 40 мм и более, с трудом поддаются сгибанию, особенно при малых радиусах. Чтобы сформировать своими руками из такого материала красивый отвод в 90 градусов, без болгарки и сварочного аппарата не обойтись.
Порядок действий:
- Сделать шаблон изгиба, по которому проще изготовить несколько одинаковых деталей;
- Вдоль трубы болгаркой сделать надсечки трех стенок, оставив одну цельной. Чем больше надсечек, тем округлей будет изгиб;
- Один конец профиля надежно зафиксировать;
- Применив усилие, взявшись за второй конец постепенно согнуть трубу по шаблону так, чтобы пропилы образовали вогнутую часть изгиба. Плоскость сгибания не должна нарушиться, можно применить киянку;
- Пропилы заварить, места сварки отшлифовать.

Как согнуть профильную трубу при помощи наполнителей
Наполнитель используется для получения равномерных изгибов без сплющиваний и складок (гофры на вогнутой части), заполняя внутреннее пространство он распределяет силу сжатия и растяжения по всей поверхности сгибаемого участка профиля. Самым испытанным наполнителем считается мелкий, сухой, хорошо просеянный песок.









Этот способ может сопровождаться нагреванием трубы паяльной лампой либо накаливанием на древесных углях, при нагревании металл приобретет пластичность, что облегчает гибку. Горячим способом гнут трубные изделия с высотой стенки от 30мм и более.
Трубопрокат с высотой стенки до 20мм гнется без нагревания, а при радиусе изгиба менее 50мм можно не применять наполнитель.
Порядок действий горячего способа:
- Отжечь участок сгиба заготовленной трубы;
- Изготовить деревянные заглушки в виде пирамид длиной в 10 оснований, которые в 2 раза больше просвета, на одной сделать 4 продольных паза для отвода газа во время нагревания;
- Заглушить один конец трубы, постепенно засыпать до краев просеянный и прокаленный песок, уплотняя его постукиванием. Заглушить второй конец чопом с пазами;
- Разметить участок нагревания мелом, зажать профиль, расположив шов не по вогнутой стороне касательно шаблона;
- Разогреть трубу докрасна, сгибать поступательными движениями в один подход (повторный разогрев не желателен) соблюдая плоскость сгиба по шаблону. Соблюдайте меры безопасности;
- После остывания заглушки выбить или выжечь.
С высотой стенки до 10мм смело гнем профильную трубу своими руками без нагревания и наполнителя. В остальных случаях вместо песка можно применить стальную пружину с плотными квадратными или прямоугольными витками. По величине она должна быть чуть меньше внутренних размеров трубы, так, чтобы плотно пройти к месту сгиба. Пружина также не даст образоваться нежелательным деформациям при холодном сгибании. Вытаскивают ее за привязанную к конечным виткам проволоку, выходящую наружу.
Как согнуть профильную трубу в домашних условиях на гибочной плите
Это еще один вариант как согнуть профильную трубу без трубогиба, используя приспособления, изготовленные самостоятельно. К ним относятся горизонтальная металлическая или бетонная плита с отверстиями, стационарный плоский шаблон с элементом фиксации, верстак с оправкой. Данные конструкции хороши для холодной гибки тонких трубных изделий. Принцип действия прост: один конец профиля зажимается, а другой под действием силы прижимается, огибая приготовленную форму. Ручная гибка требует значительных усилий и не гарантирует точности.

Следует помнить, что стальной трубопрокат обладает пластическим моментом сопротивления (пружинящий эффект), поэтому изгиб приходится подгонять несколько раз под шаблон.
Как согнуть профильную трубу своими руками, так и привести ее в первоначальную форму, дело трудное. Чтобы все получилось, как задумано с первой попытки без специального станка не обойтись.
Сложности процесса
Весь металлический материал может быть частично или целиком изогнут. Процесс изворота проводят двумя способами:
- механическое воздействие;
- нагревание металла.

 Круглое изделие из металла имеет ориентировочно ровные показатели. Однако профильная труба имеет угол под 90°. Такой угол трубы мешает спокойному изгибу, в результате появляются различные складки, которые впоследствии могут лопнуть или сломаться.
Круглое изделие из металла имеет ориентировочно ровные показатели. Однако профильная труба имеет угол под 90°. Такой угол трубы мешает спокойному изгибу, в результате появляются различные складки, которые впоследствии могут лопнуть или сломаться.
Для того чтобы не портить металл, нужно четко знать, как согнуть профильную трубу в домашних условиях. Многие дачники, не зная чуткостей изгиба, тратят немало материала, который вследствие выбрасывается.
Секторная сварка
 Часто люди не знают, как согнуть трубу из нержавейки, так как нержавеющий материал имеет более прочный сплав, чем обычная сталь. Конечно, благодаря профессиональному оборудованию это сделать просто. Но как быть, если под рукой нет ничего, что может обеспечить достаточное механическое давление? Именно для этой цели выдумали секторную сварку.
Часто люди не знают, как согнуть трубу из нержавейки, так как нержавеющий материал имеет более прочный сплав, чем обычная сталь. Конечно, благодаря профессиональному оборудованию это сделать просто. Но как быть, если под рукой нет ничего, что может обеспечить достаточное механическое давление? Именно для этой цели выдумали секторную сварку.
Принцип ее в том, что профильное изделие надпиливается с одной стороны на равных расстояниях, после чего материал загибается в необходимом направлении и прорези завариваются сваркой
В таком случае важно знать, что профтруба чаще всего тонкостенная и когда прорези находятся рядом, ее очень легко прожечь
 Люди, имеющие малый опыт работы с инструментом, часто промахиваются в надпилах, делая их то чрезмерно частыми, то редкими. Чтобы удостовериться в правильности разметки, можно взять другой эластичный квадратный материал и использовать его как шаблон.
Люди, имеющие малый опыт работы с инструментом, часто промахиваются в надпилах, делая их то чрезмерно частыми, то редкими. Чтобы удостовериться в правильности разметки, можно взять другой эластичный квадратный материал и использовать его как шаблон.
Если иметь под рукой газовую горелку, то профильный материал можно изогнуть с помощью нагрева. Как только металл становится горячим, он легче подвергается искажению, что помогает избежать складки с внутренней стороны стенки. Если радиус изгиба небольшой, то можно обойтись обычным зажимом. Но если требуется более точный изгиб, потребуется направляющая стенка.
С помощью песка
Чтобы сделать изделие из гнутой профильной трубы, можно использовать песок. Конец материала плотно закрывается особой пластмассовой или медной втулкой. После этого в трубу засыпается мелкий песок
Важно, чтобы изделие было полностью забито песком. Поскольку пустое пространство внутри трубы теперь плотно забито, материал будет гораздо проще подвергаться механическому изгибу. Главное, изначально создать стандарт, по которому можно выгнуть и направлять изделие
Главное, изначально создать стандарт, по которому можно выгнуть и направлять изделие.








Изгиб на дереве
 Такой метод сравнительно часто используют, если диаметр трубы не превышает 15 мм. Чтобы сгибание прошло успешно, конец материала необходимо плотно закрепить. Но что делать, если руками материал не удержать, а других мест крепления попросту нигде нет? И на это мастера на все руки придумали метод крепления. Наверняка на всех дачных участках могут быть деревья. Именно дерево и может послужить не только прочным креплением, но и диаметром для изгиба профильной трубы.
Такой метод сравнительно часто используют, если диаметр трубы не превышает 15 мм. Чтобы сгибание прошло успешно, конец материала необходимо плотно закрепить. Но что делать, если руками материал не удержать, а других мест крепления попросту нигде нет? И на это мастера на все руки придумали метод крепления. Наверняка на всех дачных участках могут быть деревья. Именно дерево и может послужить не только прочным креплением, но и диаметром для изгиба профильной трубы.
Особенности полиэтилена низкого давления
Из полиэтилена низкого давления ( ПНД или HDPE ) изготавливаются трубопроводы 2х видов:

- Напорные ( для газо- и водоснабжения).
- Безнапорные ( для системы канализации).
Металлические изделия уступают место трубам из полиэтилена в силу его особенностей:
- непрозрачен в толстом слое;
- не разрушается биологическими микроорганизмами;
- устойчив к воздействию ( до +60оС) водных растворов солей, кислот и щелочей;
- прочный;
- эластичный ( хорошо гнется, устойчив к растяжению и сжатию);
- не поддается коррозии;
- долговечный ( от 50 до 80 лет в эксплуатации);
- маленький вес.
Трубы из ПНД:
- практически не засоряются;
- легко монтируются;
- дешевле металлических.
Радиус изгиба
В основном, трубу сгибают на стандартные углы 90о, 60о, 45о,30о, но по необходимости можно задать любой радиус изгиба трубы ПНД, не превышающий 90о.
Температура плавления
При температуре +80оС полиэтилен низкого давления размягчается, а температура плавления его: от +130о С до +137о С. Именно при такой температуре производятся трубы ПНД.
Приспособления для гибки труб
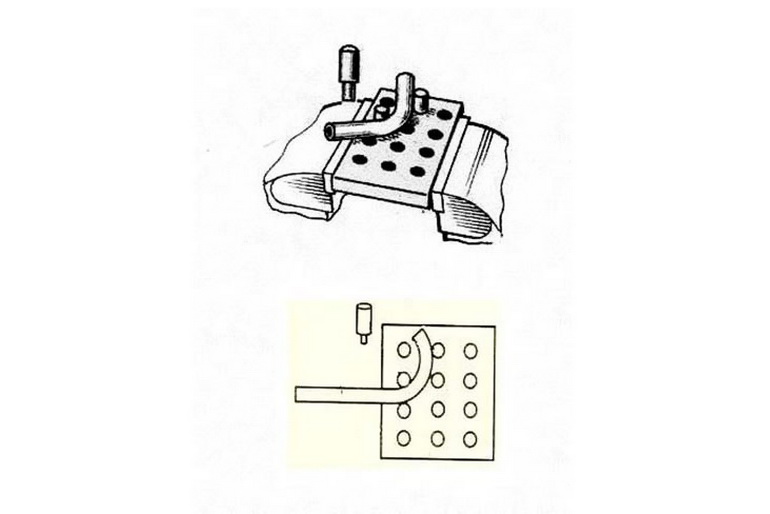
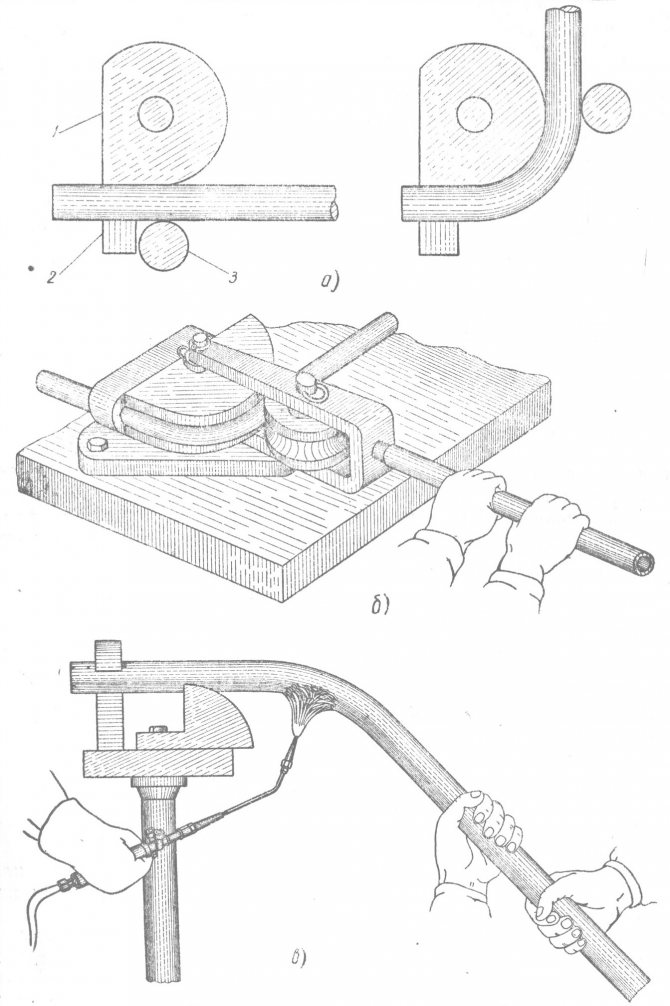
Вопрос о том, как согнуть трубу без трубогиба, не вызовет затруднений, если использовать для выполнения этой операции простейшие приспособления. Выполнять холодную гибку труб можно с помощью следующих устройств.
- В тех случаях, когда согнуть необходимо мягкую (алюминиевую) или стальную трубу с высотой профиля не больше 10 мм, используется горизонтальная плита с отверстиями, в которые вставляются упоры – металлические штыри. При помощи этих штырей и выполняется гибка изделий по требуемым параметрам. У данного метода есть два серьезных недостатка: невысокая точность гибки, а также то, что при его использовании необходимо прикладывать значительные физические усилия.
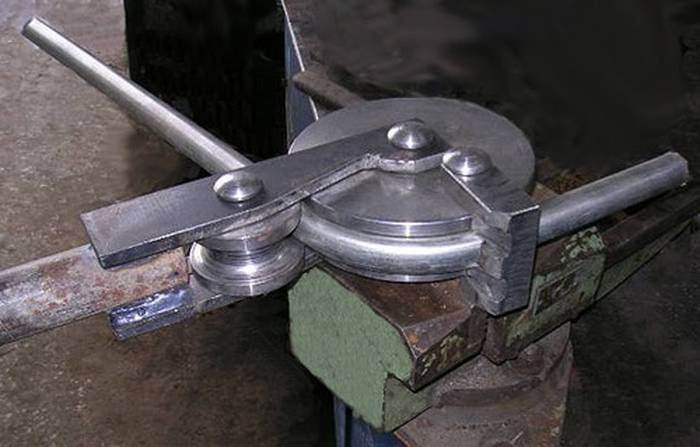
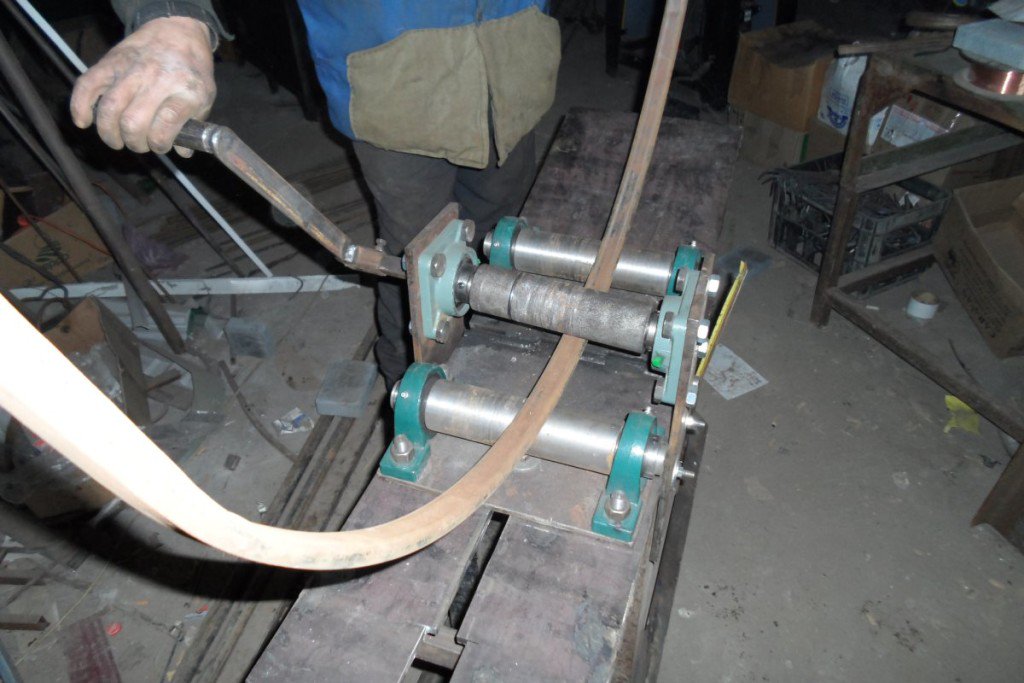
- Изделия с высотой профиля 25 мм лучше гнуть при помощи роликовых приспособлений. Труба надежно фиксируется в тисках, а к той ее части, которую надо согнуть, усилие прикладывается при помощи специального ролика. Данное приспособление позволяет получить более качественный изгиб, но также требует приложения физических усилий.

Вариант, что называется, на скорую руку. Длинный рычаг этого крайне незамысловатого приспособления позволяет справиться с довольно толстыми трубами
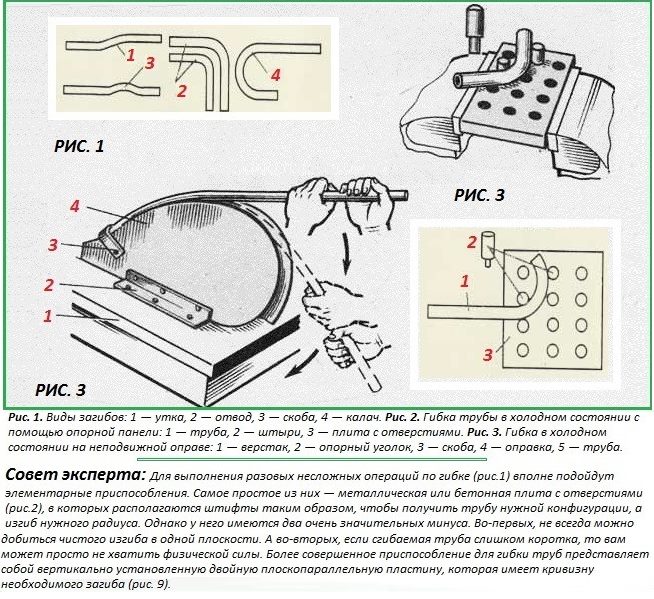
Сделать разовый изгиб трубы помогут элементарные приспособления
Для формирования на стальных или алюминиевых профтрубах изгиба с большим радиусом кривизны используют неподвижные округлые шаблоны, на которых монтируют специальные хомуты для фиксации изделия. На таком приспособлении трубу гнут также вручную, с усилием укладывая ее в паз шаблона, форма которого точно соответствует требуемому радиусу изгиба.

Фанера и металлические скобы – это всё, что нужно для изготовления гибочного шаблона
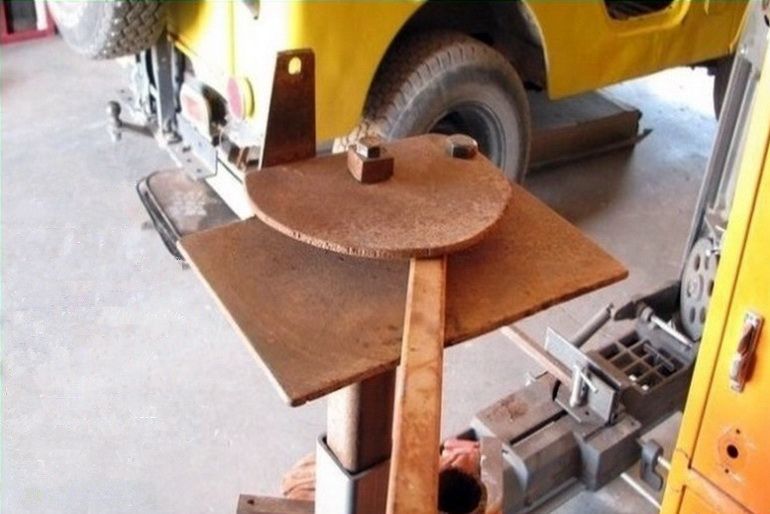
Гибочная плита
Чтобы эффективно гнуть стальные или алюминиевые трубы в домашних условиях, можно изготовить модернизированную гибочную плиту, воспользовавшись следующими рекомендациями.
- Роль такой плиты играет панель, которую вырезают из листового металла большой толщины.
- Панель, выполненную таким образом, приваривают к стойке, которая устанавливается на специальный пьедестал.
- В панели просверливается два отверстия, необходимые для установки болтов, служащих упорами для профильной трубы.
- На один из болтов-упоров устанавливается специальная насадка, при помощи которой и регулируется радиус изгиба.
- Чтобы обеспечить соосность отрезков трубы, прилегающих к сгибу, над заготовкой размещают металлическую пластину, фиксируемую болтами.
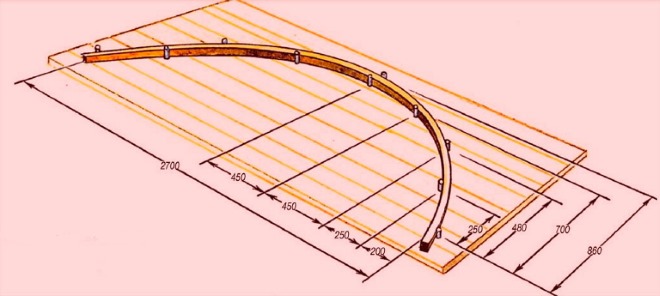
Схема стенда для гибки профильных труб
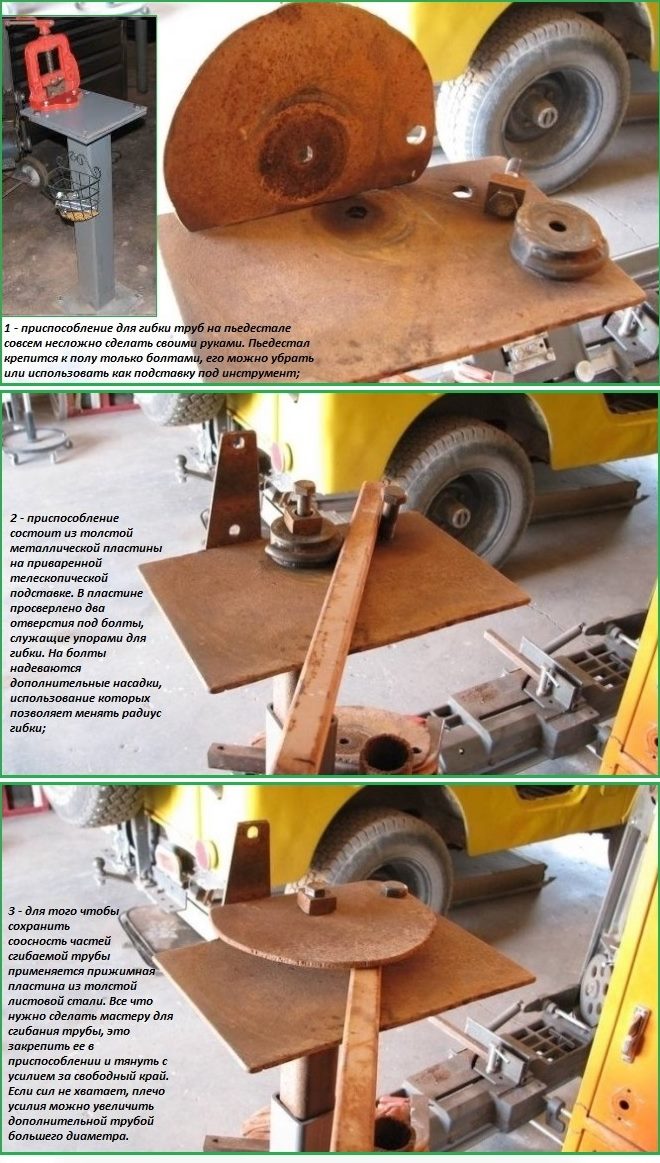
Принцип изготовления несложного самодельного гибочного устройства
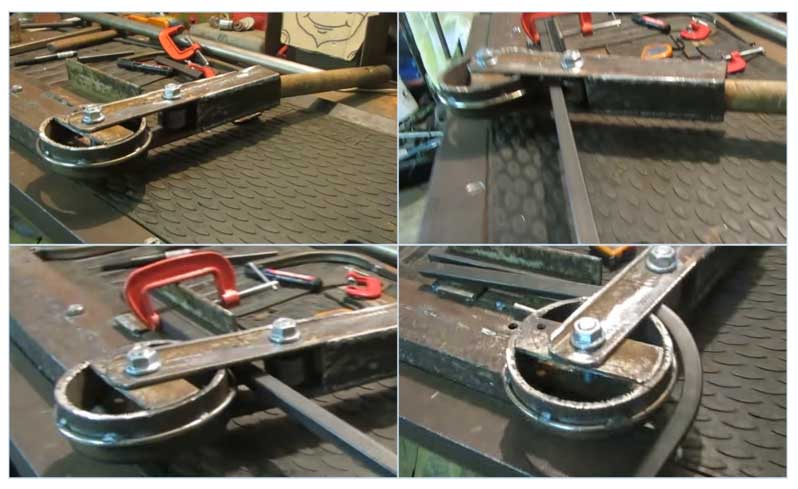
Гибка по оправке
Для гибки в домашних условиях профильных трубных изделий, высота стенки которых не превышает 25 мм, можно изготовить специальную оправку. В этих целях лучше использовать габаритный верстак, на поверхности которого будет достаточно места для такого приспособления. Для выбора оптимального места расположения элемента, фиксирующего сгибаемую трубу, на одном конце верстака выполняются часто расположенные отверстия. За обеспечение требуемого радиуса изгиба профтрубы отвечает специальный шаблон, который можно изготовить из толстой фанеры или металлического уголка, если вы собираетесь часто его использовать.

Сгибание профильной трубы при помощи оправки
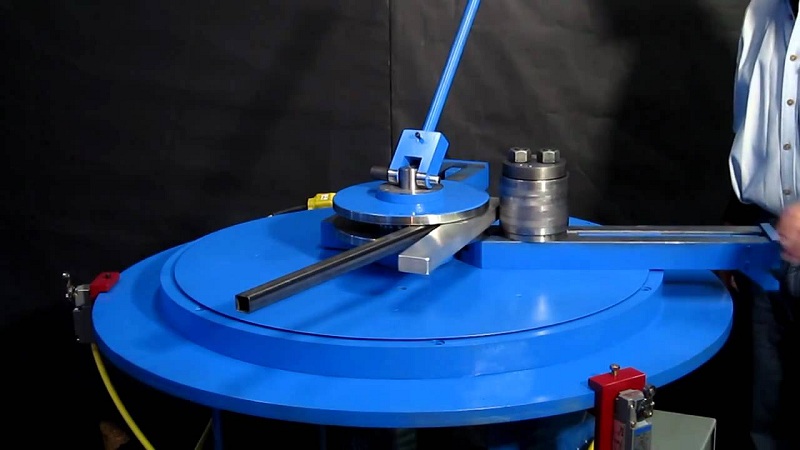
Применение профилегиба
Конечно, если вам предстоит значительный объем работ по гибке профильных труб, лучше изготовить для этого специальный станок, чертежи которого несложно найти в интернете. Не будем здесь разбирать данный вопрос, так как более чем детально рассмотрен в статьях по ссылкам ниже.

Один из многочисленных вариантов самодельного профилегиба
Не обойтись без такого станка и в том случае, если вам надо согнуть трубы с большим сечением профиля. Основными рабочими органами такого станка, отличающегося широкой универсальностью, являются три валка, два из которых фиксируются неподвижно, а за счет изменения положения третьего регулируют радиус изгиба изделия. В качестве привода такого устройства используется цепная передача и рукоятка, которую вращает оператор.







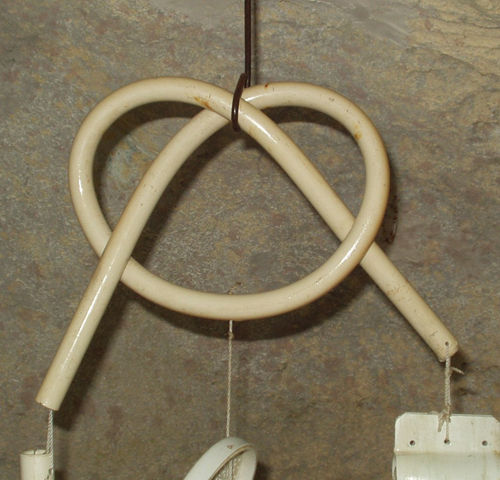
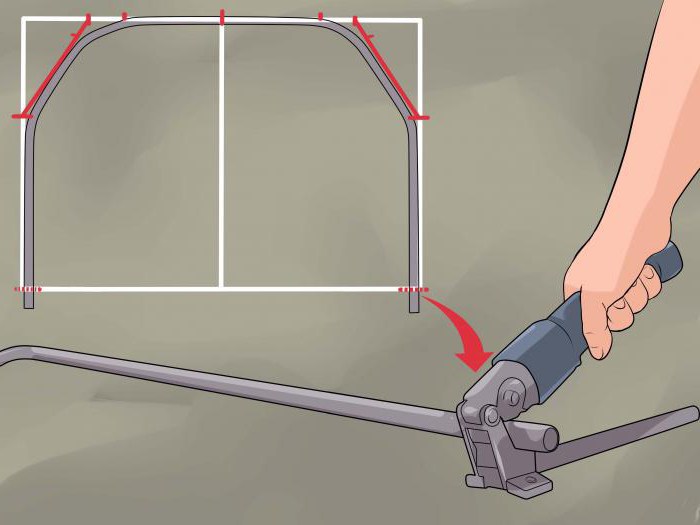
Арка (навес) без трубогиба
Как известно для навеса, например, в форме арки нужна изогнутая профильная труба
Важно сделать так, чтобы дуги получились одинаково изогнутыми, иначе навес не получится. Сейчас мы рассмотрим как это делать без использования станка, трубогиба и других вспомогательных средств такого рода. Нам понадобится:
Нам понадобится:
Опора на которой мы будем работать, например, металлический стол; В качестве балки можно взять трубу 80 на 60 или 50 на 50 мм длиной 3 метра
Но данный метод универсальный – поэтому какой в итоге у вас будет балка-опора не важно; Профильная труба 20 на 20 или 20 на 40 мм, которую мы и будем гнуть.. Порядок действий (пошаговая инструкция):. Порядок действий (пошаговая инструкция):
Порядок действий (пошаговая инструкция):
Делим опору на 6 равных частей
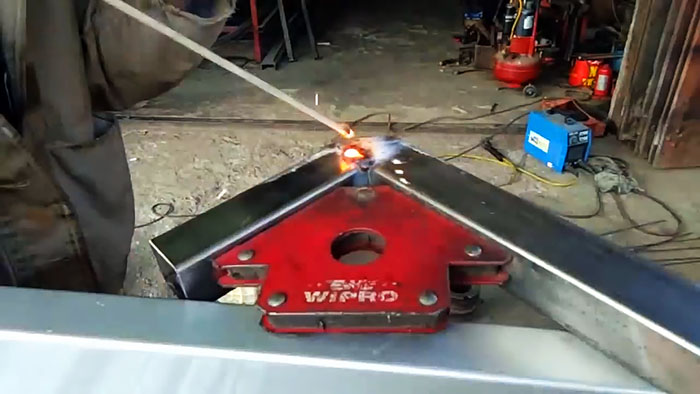
Тут очень важно – именно на 6 частей в не зависимости от того какой она длины; На линиях раздела необходимо приварить стойки строго под 90 градусов к балке. Средняя стойка – 250 мм, самая ближайшая к средней – 250 мм * 0,8888 = 222, 22 мм, а крайняя (самая маленькая стойка) – 250 мм * 0,5556 = 138,9 мм;

- Саму балку закрепляем к металлическому столу;
- Берем трубу, которую мы будем гнуть, кладем на стойки и сдвигаем её относительно балки с припуском 10-15 см, чтобы был рычаг за который можно было бы взяться и изогнуть её вокруг стоек;,
Привязываем ее к балке веревкой (фиксируем);
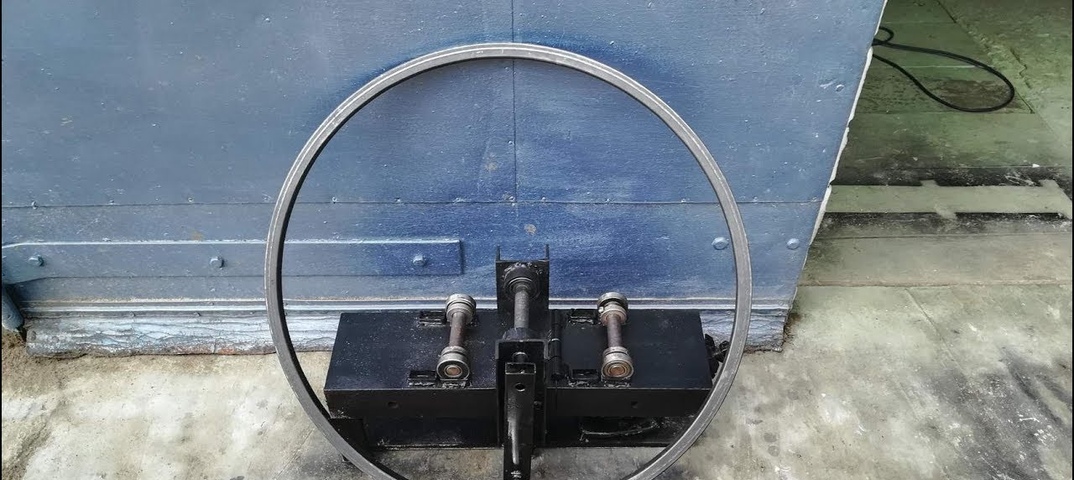
Фото: положили профильную трубу на стойки и привязали ее веревкой к балке Далее аккуратно изгибаем трубу вокруг стоек и привариваем ее к концам балки сварочным аппаратом.
Фото: вот такую получаем согнутую трубу для навеса
- Дальше делаете необходимое количество таких конструкций (дуг), используете поликарбонатные листы и ваш арочный навес готов!
Виды станков для гибки профильной трубы
Вне зависимости от того, какие расходные материалы и механизмы есть в вашей домашней мастерской или гараже, станок для гибки профильной трубы своими руками может быть изготовлен по различным конструктивным схемам. Сделав даже простейший самодельный трубогиб, в дальнейшем, если в этом возникнет необходимость, вы сможете усовершенствовать его конструкцию, наделив такое оборудование рядом дополнительных функций.
Конструкция станка для гибки труб (в разрезе)
Основными элементами конструкции любого станка, на котором выполняется гнутье труб, являются:
- несущая рама, которая изготавливается из мощного металлического профиля;
- три вала, вращающиеся на отдельных осях (именно посредством таких элементов, которые должны отличаться высокой прочностью, гибочные станки и воздействуют на профильную трубу, деформируя ее на требуемый угол изгиба);
- механизм, при помощи которого рабочие валы приводятся во вращение;
- цепь, соединяющая элементы приводного механизма.
Перед изготовлением самодельного оборудования для гибки желательно подготовить его чертеж или найти готовый в интернете. Более того, там можно обнаружить и видео с подробной инструкцией, объясняющей процесс изготовления устройства для изгиба профильных труб.
Чертеж трубогиба
После того как чертеж трубогиба подготовлен, можно приступать к сборке несущей рамы. Если вы планируете применять свой трубогибочный станок для труб большого диаметра, то для сборки его несущей рамы лучше не использовать сварку: она не сможет обеспечить конструкции оборудования требуемую надежность.









Детали трубогиба: подшипники, валы и цепная передача
Валы, которыми оснащается любой гибочный станок для профильной трубы, – это цилиндры с осями вращения, изготовленные из высокопрочной стали. Как уже говорилось выше, на трубогибочный станок устанавливают три рабочих вала, при этом два из них фиксируются немного выше поверхности рабочего стола, а третий – над ними.

Радиусы гибки труб зависят от того, на каком расстоянии располагаются между собой рабочие поверхности нижних валов. Таким образом, если, создавая свой трубогибочный станок, вы сразу предусмотрите в его конструкции возможность горизонтального перемещения нижних валов и вертикального – верхнего, вы сможете регулировать параметры выполняемого сгиба, а также обрабатывать трубы различного размера.
Сваренная из толстого металла П-образная каретка с прижимным валом
Для закрепления подшипников используются «полумесяцы» из 4-миллиметрового металла
Две звездочки устанавливаются на оба нижних вала трубогиба для профильной трубы, а третья фиксируется ниже, на одном из элементов несущей рамы
Очень важно предусмотреть возможность изменения положения нижней звездочки, так как это позволит вам выполнять натяжку цепи на трубогибочном станке. Чтобы приводным механизмом станка можно было легко управлять, на одной из звездочек фиксируют ручку, которую следует сделать не только прочной, но и максимально удобной в работе. Трубогиб собран и готов к испытанию
Трубогиб собран и готов к испытанию
По завершении сборки станка следует выполнить на нем тестовый изгиб трубы. Если результаты теста вас удовлетворили, можно начинать пользоваться своим оборудованием.
Существует много модификаций оборудования для изменения конфигурации профильных труб. Связано это с минимальным радиусом изгиба. Если пренебречь этим важным параметром, в месте изгиба произойдет изменение прочностных характеристик материала в худшую сторону. Также нужно знать некоторые технологические тонкости гибки металлических труб и учитывать их во время работы.
При выборе конструкции к учету берут материал заготовки, диаметр, толщину стенок.
Основные ошибки при работе
До того, как приступить к работе, надо провести чистку изделия от грязевых отложений. Для этого не рекомендуется применение абразивной щетки. Работы проводят с аккуратностью, чтобы не содралась окисная щетка.
Внимание! После придания изгиба изделие может изменить первоначальную длину. Поэтому необходимый размер отрезка следует формировать после проведения всех мероприятий по сгибанию
Если для сгибания используется газовая горелка, то по достижению нужной пластичности сразу производят изгибание детали, пока она не остынет. Если трубы искривлены полностью, то не стоит обрабатывать данные трубы. Это говорит о низком уровне качества изделия. Изделия для изгиба не должны иметь заусенцы, сколы, трещины.





