
Материалы изготовления канализационных труб и особенности деформаций: какие трубы можно гнуть ↑
Механическое сгибание выполняют только тогда, когда нет возможности изменить траекторию; или трубопровод – нестандартного диаметра, и подобрать подходящий переходник нельзя; если необходимо оставить цельный гнутый кусок из эстетических соображений. Не все материалы можно гнуть без риска повреждений, а результат манипуляций зависит от наличия опыта, навыков и корректного применения специальных инструментов.

Сложный изгиб металлического изделия
Перед принятием решения анализируют характеристики:
Диаметр изделия и материал изготовления.
Толщина стенки.
Необходимый радиус и угол поворота.
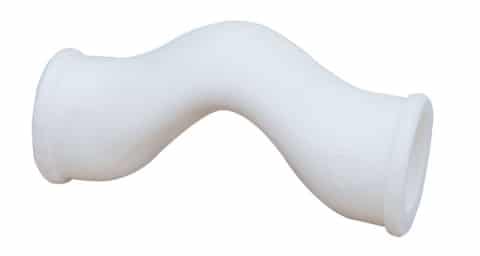
Пластиковый трубопровод: характеристика полимерных материалов ↑
Большинство канализационных систем собирают из легких пластиковых конструкций. Полимерные изделия выпускают во всех возможных типоразмерах, с разными характеристиками для установки внутри и снаружи помещений. Повороты, углы и изгибы можно собрать самостоятельно за пару минут из готовых вспомогательных деталей: переходников, колен, тройников и фитингов. Возможность механического сгибания – ограничена.
Трубопроводы из оранжевых полимеров, предназначенные для укладки в грунт, – из морозостойкого толстостенного материала. Такие изделия нельзя деформировать. Второй фактор, влияющий на способ выполнения поворота, – диаметр. При изменении радиуса происходит деформация формы внутреннего сечения: вместо круга создается овал. Чтобы труба не повредилась, объем деформации не должен превышать 8% от внутреннего диаметра. Вручную, или с помощью механических устройств, можно изменить форму только погонажных изделий для внутренней разводки (серого или белого цвета) небольшого диаметра – до 50 – 60 мм.
Как согнуть пластиковую канализационную трубу? Выбор способа зависит от особенностей основных полимерных составов, которые применяют в производстве:
Полиэтилен. Самый податливый для придания сложной формы материал. Используется в изготовлении канализационных деталей редко, поскольку обладает существенными недостатками: недостаточно гладкой поверхностью, низкой прочностью и слабой термостойкостью. Сформировать необходимый радиус изгиба можно 2 способами: холодным и горячим.

Ненадежный, но легко поддающийся сгибанию, полиэтилен
ПВХ. Изделия из поливинилхлорида, которые используются для канализации, имеют разную толщину стенок в зависимости от диаметра. Материал достаточно хрупкий, поэтому без нагрева изменить форму нельзя. Гнут только канализационные трубы из ПВХ малого диаметра, применяя горячий метод – ПВХ имеет достаточно низкую температуру плавления. Для изменения формы изделий большого диаметра применяют специальное электромеханическое промышленное оборудование.
Изгиб участка из ПВХ
Полипропилен. Самый твердый и прочный материал для канализации. Высокая температура плавления – одна из причин, по которой согнуть такую канализационную трубу сложно. Мастера используют метод жидкостного нагрева. Холодным способом механического гнутья можно придать форму изгибу с небольшим радиусом.

Изгиб полипропиленовой трубы
Металлические трубы: можно ли и как сформировать изгиб ↑
Для домашней канализационной разводки металл в качестве основного материала для труб применяют редко из-за высокой стоимости и сложного процесса соединений и монтажа. Металлические участки устанавливают только в качестве дизайнерских решений для подключения сантехники открытым способом без декоративных экранов.

Металлические трубы с изгибом
Медь.
Нержавеющая сталь.
Сплавы из стали.
Комбинация из внутреннего металлического слоя и полимерного покрытия

Металл гнется легче, чем пластик
Домашние металлические трубы можно согнуть холодным и горячим методом. Металл легче поддается сгибанию, не теряет герметичности, не трескается в месте деформации.









Изменить форму трубы цельнометаллической или с основанием из сплава можно 2 способами:
- Холодным механическим.
- Комбинированным: механическим, с кратковременным нагревом.
Если необходимо сделать поворот на длинном отрезке, придется использовать сварку: формируют изгиб на коротком отрезке нужного диаметра из идентичного материала, и вваривают поворот в разрезанную в месте поворота трубу.
Валки
Многие строители интересуются, как согнуть трубу в домашних условиях без трубогиба подручными средствами. Детали диаметром до 10 мм выгибают с помощью валиков, не нагревая. Изделие прочно фиксируют в тисках. Сгибая, упор производят на тиски, одновременно придавливая валиком. Для заготовок с сечением 40 мм обязателен подогрев, сгибать их с помощью валков трудоемко.

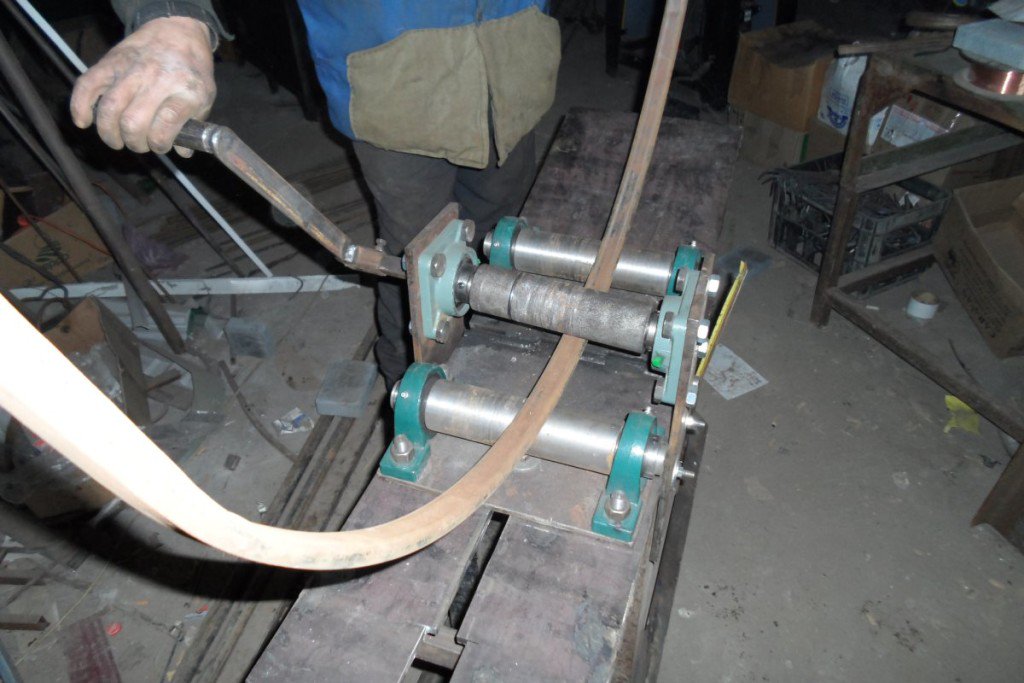
Валки также используют в рычажном трубогибе домашнего производства. Заготовка продвигается по двум роликам, расположенным горизонтально, а с помощью центрального валка выполняют перегиб. Приспособление уместно для прогиба арочного типа. Сгиб получается равномерным большого радиуса.
Гибка профтруб с предварительным нагревом
Чтобы своими руками согнуть профильную трубу горячим методом, необходимо предварительно заполнить ее песком. Это позволит сделать изгиб более качественным и равномерным. Поскольку вам придется иметь дело с горячим металлом, все работы следует выполнять в плотных брезентовых рукавицах. Сама гибка, с реализацией которой можно ознакомиться по видео, выполняется в следующей последовательности.
Оба конца профильной трубы необходимо закрыть заглушками, которые изготавливаются из деревянных брусков. Длина таких заглушек должна быть в 10 раз больше ширины их основания, которое, в свою очередь, должно иметь площадь, в два раза превышающую площадь отверстия в трубе, закрываемого с их помощью.
После подгонки заглушек под внутреннее сечение трубы на одной из них выполняется 4 продольных паза, которые необходимы для выведения газа, скапливающегося в трубе при нагревании заполняющего ее песка.
Участок профтрубы, который вы планируете согнуть, требуется предварительно отжечь.
В качестве наполнителя для трубы надо использовать песок средней зернистости. Если нет очищенного строительного песка, можно взять любой, даже из детской песочницы, но его следует соответствующим образом подготовить. Так, песок сначала просеивают через сито с размерами ячейки 2–2,5 мм, чтобы удалить из него гравий и мелкие камешки, а окончательное просеивание выполняют на сите с размерами ячейки 0,7 мм. Окончательное просеивание необходимо для того, чтобы удалить из песка пылевые включения, которые могут спечься при нагревании.
Подготовленный песок необходимо прокалить при температуре 150 градусов Цельсия.
Перед набивкой песком один конец трубы закрывают заглушкой, на которой нет газоотводных каналов. Во второй конец вставляется воронка, через которую порционно засыпают подготовленный песок. Чтобы песок равномерно и плотно заполнял всю внутреннюю полость трубы, при его засыпании необходимо постукивать по стенкам изделия, используя для этого деревянную или резиновую киянку.
После полного заполнения трубы песком ее второй конец также закрывают заглушкой.
Участок, который будет нагреваться для дальнейшего сгибания, необходимо отметить мелом.
Трубу нужно закрепить в тисках с шаблоном или в трубном зажиме
При этом важно, чтобы сварной шов, если он есть на поверхности изделия, оказался сбоку. Придерживаться этого требования надо потому, что сварной шов нежелательно подвергать сжатию или растяжению.
Участок трубы, предварительно отмеченный мелом, нагревают докрасна при помощи газовой горелки
После полного прогрева трубу аккуратно, не совершая резких движений, сгибают в один прием, прикладывая усилия строго в вертикальной или горизонтальной плоскости.
После остывания согнутой трубы полученный результат сравнивают с шаблоном. Если все нормально, то из концов изделия удаляют пробки и высыпают песок.
Правильная технология ручной гибки «на горячую»
Данный метод, который несложно реализовать и в домашних условиях, лучше всего использовать в тех случаях, когда на профтрубе надо сформировать единичный угловой изгиб. Многократный нагрев металла может привести к потере его прочности, а избежать этого невозможно, если вы гнете трубу для ее использования в качестве элемента арочной конструкции.
Используем наполнители — песок и воду
Полости заполняют водой без примеси. На торцы крепят заглушки, затем замораживают в морозильной камере либо на морозе. Выгибание проводят после прогрева газовой горелкой. Процедуру нельзя использовать для изделий с оцинкованным напылением, иначе оно повредится.
Такой вариант подходит для изделий большого сечения либо с квадратной конфигурацией. Если его нужно выгнуть под небольшим углом, лучше в качестве наполнителя взять песок. После тщательного прогрева по всей поверхности деталь выгибают, постукивая киянкой. Оцинкованные конструкции сгибают без нагрева.
Важно! При заполнении полости сыпучим наполнителем, его нужно утрамбовывать, чтобы внутреннее пространство было заполнено без пустот. При закрытии заглушки оставляют запас, чтобы по окончанию процедуры ее легче было снять
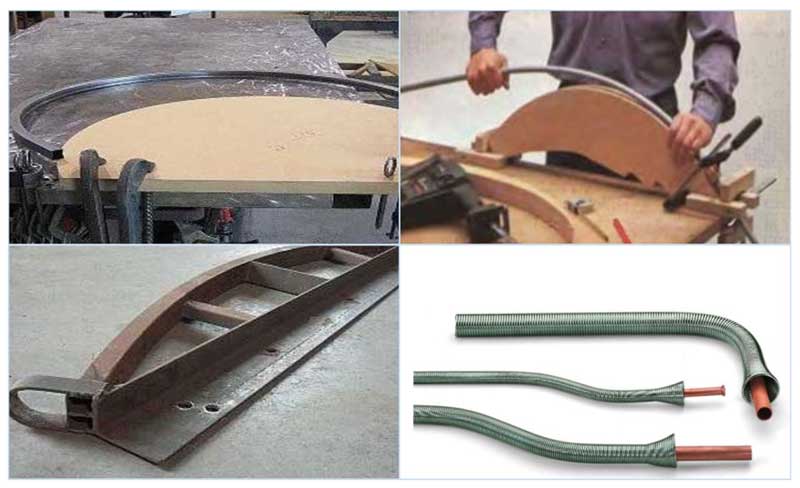
Особые способы гибки труб
Кроме профильных стальных труб иногда возникает необходимость использовать иные материалы. Если нужно изготовить дистиллятор, то используют:
- медную трубку. Ее гнуть легко. Пластичный материал легко принимает нужную форму;
- стеклянную трубку. Процесс довольно сложный, необходим нагрев до температуры 1000…1100 ⁰С. Трубку обжимают вокруг оправки, нагретой до температуры 1100…1200 ⁰С (используют специальные стали, в составе которых присутствует титан).
Дуги для небольшого парника можно согнуть из металлопластиковой трубы. Специально оборудование использовать не нужно. Два человека, помогая друг другу, могут придать нужные радиусы и форму подобному материалу.
Видео: как согнуть профильную трубу?
Согнуть алюминиевую трубу можно, предварительно нагрев ее до температуры 560 ⁰С.
- Засыпают внутреннее пространство песком.
- Забивают пробки по торцам.
- Готовят оправку.
- Смазывают мылом.
- Нагревают до потемнения мыла на поверхности. Она соответствует необходимой температуре разогрева.
- Выполняют гиб вокруг оправки.
- После охлаждения трубы выбивают пробки и высыпают песок.
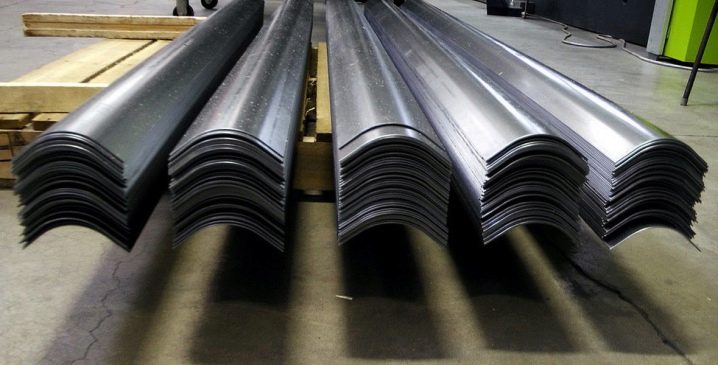
Особенности гибки профилированных труб
Профильная трубная продукция имеет более эстетичный вид, чем ее аналоги с круглым сечением, поэтому она часто встречается в бытовых конструкциях. При гибке на нее изнутри воздействует сила сжатия, а извне — растяжения. Следует тщательно подобрать способ гибки, прежде чем приступить к выполнению этой операции.
К профильному сортаменту относятся трубы с сечением в виде квадрата, овала, прямоугольника.Существует несколько нюансов и о них не следует забывать, занимаясь гибкой профилированных труб в домашних условиях без наличия специального оборудования:
- Оптимальная длина изгибаемого участка для профтруб с тонкими стенками и сечением до 2 см — высота трубы, умноженная на 2,5.
- Для толстостенных труб длину зоны гибки определяют путем умножения сечения на три. В противном случае не избежать растрескивания материала снаружи или его деформации изнутри.
- Минимальное значение радиуса кривизны — сечение изгиба умноженное на 2,5.
Не учитывая эти требования можно даже не надеяться на хороший результат. Способы гибки не отличаются от применяемых при работе с изделиями с круглым сечением. Кроме того, можно использовать способ ручной гибки с выполнением поперечных распилов, которые выполняют на трех сторонах трубы.
Длину резов и их количество определяют путем расчетов. Допустим, есть труба 40 х 90 мм. Нужно выполнить полный разворот, т.е. согнуть по стенке 40 мм под углом 180⁰ радиусом 150 мм. Сначала вычисляют длину полуокружности по наружному радиусу — L = (2π r : 2 = 2х 3,14 х 190) : 2 = 596,6 мм.









Для внутреннего радиуса вычисления такие же: Lвн. = (2 х3,14 х 150) : 2 = 471 мм. Сумму длин резов на внутреннем радиусе определяют по формуле: Lвыр = L – Lвн = 596,6 – 471 = 126 мм. Если учесть, что болгаркой можно выполнить рез шириной 5 мм, то на плоскости сгиба длиной 126 мм получится 25 прорезей, после выполнения которых трубу сгибают до тех пор, пока кромки вырезов не соприкоснутся. Прорези заваривают, а швы зачищают.

Для гибки профильных труб обычные трубогибы не подходят. Для этой цели существуют специальные трубогибочные станки, но, даже имея такое оборудование, прямой угол получить практически невозможно. Проще применить сварной способ или использовать фитинги.
Есть еще один способ, которым сгибают профилированные и круглые трубы, но применить его можно только в зимний период. Для этого в торцы тубы, вставляют пробки, заливают внутрь воду и ждут, пока она застынет. Трубу сгибают, контролируя процесс шаблоном, затем вынимают пробки и удаляют жидкость.
О полипропиленовых трубах
В рекомендациях, посвященных тому, как согнуть профильную трубу для теплицы, указывается: если понадобилось изменить конфигурацию ПВХ-трубы, то для этого следует применить один из двух способов, как то:
- Нагреть место сгиба строительным феном до 150°C. После этого профиль для теплицы сгибается руками. В целях безопасности руки должны быть в перчатках, устойчивых к высоким температурам. Здесь требуется помнить о главном: при сгибе более толстая стенка обязательно располагается с наружной стороны.
- Согнуть ПВХ-трубу для изготовления теплиц вручную, не прибегая к нагреву (так называемым холодным методом). При этом величина радиуса изгиба непременно должна быть меньше 8-и диаметров самой трубы. В противном случае она просто сломается.
Способы
Существуют два метода радиусной гибки профильных: холодный и горячий (с предварительным нагревом). Кроме разделения методик по температурному типу, различают еще множество типов, относящихся к механизации и применяемого оборудования, например, гибка:
- обкаткой;
- намоткой;
- волочением;
- методом трехроликовой вальцовки;
- с использованием двух опор;
- способом растяжения;
- с применением внутреннего гидростатического давления;
- протяжкой через фильеру с кривой осью;
- через копиры.
Выбор напрямую зависит от того, горячим или холодным вариантом будут производиться работы.
При холодном исполнении реализовать это можно несколькими вариантами.
- обкаткой (диаметр до 70 мм; при невысоких требованиях к круглости сечения в месте сгиба);
- намоткой (диаметр до 20 мм);
- волочением (для тонкостенных);
- с двумя опорами (диаметр до 300 мм).

Холодное подходит к малому диаметру, тому же холодным способом не удастся выгнуть изделие, например, на угол 45 градусов. Разогрев улучшает деформационные свойства металла, и за счет увеличения пластичности работать становится проще. Предварительный нагрев не приносит проблем с браком в виде трещин, остаточных повреждений, гофры и других последствий. На больших производствах нагрев производится токами высокой частоты (ТВЧ). При наличии маленького сечения осуществимо использование ручных портативных инструментов, для большого сечения такая альтернатива неприменима, здесь в ход идет механизированное оборудование.

Помимо вышеперечисленных приемов, в домашних условиях исполнить процесс можно и с применением аппаратуры, которую несложно создать самому. В зависимости от начальных характеристик и желаемого контура, существует достаточно вариантов сэкономить на дорогом оснащении. Ниже будет приведено несколько примеров.

Особенности холодного изгибания
Согнуть профиль без нагрева можно разными способами. Проще всего это сделать с использованием специального инструмента, а именно профилегибочного станка. Его можно купить или сделать самостоятельно, что довольно сложно.
Однако, покупка инструмента не оправдает себя, если нужно всего лишь изогнуть несколько деталей. Поэтому многих интересует, как выполняется гибка профильной трубы руками и возможно ли это вообще.
 Самодельных приспособлений для холодной гибки труб множество. На рисунке представлена схема одного из таких устройств
Самодельных приспособлений для холодной гибки труб множество. На рисунке представлена схема одного из таких устройств
Такая операция вполне возможна. Для ее проведения потребуются простейшие приспособления в виде оправки или гибочной плиты. Их легко можно собрать из подручных материалов. Перед гибкой нужно определиться с наполнителем для трубы.
Если высота ее профиля меньше 10 мм, заполнять деталь не нужно, для изделий с большей высотой наполнитель обязателен. Это может быть песок, подготовленный описанным выше способом, или пружина.
В последнем случае подбирается деталь, выполненная из стали, с плотной навивкой. Ее диаметр должен быть таким, чтобы она плотно входила в полость профильной трубы. Только так она сможет эффективно препятствовать слишком резкому изменению сечения трубы на участке сгиба.
Чтобы по окончанию работы пружину можно было без проблем извлечь, к ее краю перед установкой надежно закрепляют отрезок проволоки.
Теперь нужно определиться с типом приспособления для гибки. Это можно сделать, зная высоту профиля изделия. Для тонкой трубы, с высотой профиля меньше 10 мм, используют гибочную плиту со штырями, выполняющими роль упоров. Они располагаются в соответствии с радиусом изгиба детали. Трубу укладывают между упорами, придавая ей необходимую форму.
Начинают укладывать деталь с средины, так проще выполнить операцию. Потом постепенно продвигаются к краям изделия. Значимый недостаток такого способа изгибания заключается в необходимости приложения значительных усилий.
Кроме того, довольно сложно выполнить изгиб точно по шаблону, очень вероятно, что будут некоторые отклонения от заданной формы.
 В процессе холодной гибки в качестве наполнителя для трубы можно использовать пружину подходящего размера. В этом случае к ее концам обязательно крепят проволоку, чтобы пружину можно было легко извлечь после изгибания трубы
В процессе холодной гибки в качестве наполнителя для трубы можно использовать пружину подходящего размера. В этом случае к ее концам обязательно крепят проволоку, чтобы пружину можно было легко извлечь после изгибания трубы
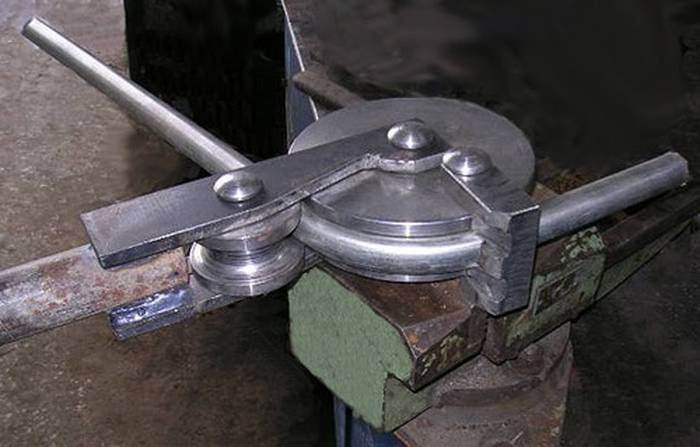
Трубы с высотой профиля свыше 10, но меньше 25 мм, сгибают с помощью специального оборудования, оснащенного роликом. Оно действует по принципу так называемого станка Вольнова.









Происходит это следующим образом. Деталь надежно закрепляется в тисках. Через ролик на нее подается значительное усилие, которое сгибает элемент. Такой способ позволяет провести сгибание более точно и качественно.
Но и в этом случае придется приложить весьма значительные физические усилия, чтобы получить нужный результат. Если нужно получить деталь с большим радиусом изгиба, например, арку для каркасной конструкции, используются плоскопараллельные пластины или оправка.
Приспособление представляет собой неподвижный шаблон округлой формы, на котором располагаются хомутики, предназначенные для фиксации детали.
Профильная труба с усилием вкладывается в паз, размер которого точно соответствует профилю изделия. Фиксирующие хомуты удерживают фрагменты детали на месте, пока весь элемент не будет уложен в приспособление. Таким образом трубе придается нужная форма.
Если вы владеете элементарными навыками электросварщика, то простой станок для гибки профильного трубопроката можно сделать собственными руками:
Рекомендуем также посмотреть статью в которой мы рассказали о том, как гнуть трубы из различных металлов – подробнее читайте далее.
Варианты гибки трубы по роликам
- Прямоугольная рама из стальных швеллеров.
- Пара консольно расположенных сменных роликов. Их диаметр должен соответствовать внешнему диаметру трубы, а опора должна иметь возможность перемещаться в пазах на раме: этим достигается некоторая универсальность приспособления.
- Нажимной элемент, который устанавливается посередине. Он может заканчиваться плоской призмой, но лучше и здесь предусмотреть стальной ролик: в этом случае обхват деформируемой части заготовки будет надежнее, да и качество гиба также улучшится.
- Регулируемые по высоте направляющие, по которым может перемещаться нажимная призма или ролик. Оптимальный вариант — применение упорной резьбы и рукоятки, вращением которой можно перемещать нажимной элемент на необходимое расстояние.
 Для облегчения работ по гибке металлической трубы в домашних условиях можно предусмотреть цепной механизм вращения роликов, в этом случае процесс будет производиться непрерывно, практически в полуавтоматическом режиме. Соответствующее устройство показано здесь:
Для облегчения работ по гибке металлической трубы в домашних условиях можно предусмотреть цепной механизм вращения роликов, в этом случае процесс будет производиться непрерывно, практически в полуавтоматическом режиме. Соответствующее устройство показано здесь:
Но можно обойтись и более простым вариантом, с перемещением роликов вручную.
Профиль трубы влияет только на рабочее сечение подающих роликов. При этом ролики желательно разместить в подшипниковых узлах.
Интересный (и вполне реализуемый в бытовых условиях) вариант гибки труб в домашних условиях без применения трубогиба представлен на видео:
Здесь для создания усилия деформирования используется обычный домкрат. При этом расширяются технологические возможности приспособления и облегчается сам процесс деформации.
При наличии роликового приспособления для гибки деформация внутренней части полуфабриката неизбежна. Как правильно поступить? Используют следующие приемы и способы гибки труб:
- Засыпка внутрь изгибаемой заготовки сухого мелкозернистого песка. Торцы трубы заглушают (пробками или сваркой), после окончания гибки песок высыпают;
- Гибка изделия с замерзшим внутри него льдом (понятно, что так можно гнуть заготовку лишь при минусовых температурах);
- Размещение внутри заготовки жесткой пружины с внешним диаметром, который соответствует внутреннему диаметру трубы.
Все эти способы создают необходимое противодавление, результатом которого является сохранение конфигурации заготовки после ее деформирования. Усилие гибки труб при этом, естественно, возрастает. Это компенсируют удлинением рычага, которым выполняется изгиб материала.
Промышленные методы холодного гнутья

В зависимости от диаметра элемента и объёма работ могут использоваться ручные инструменты (трубогибы) или устройства с электромеханическим приводом.
Основные промышленные методы холодной гибки:
- Методом наматывания. Данная методика позволяет загнуть трубу с сечением в пределах 1,0-4,26 см в разных плоскостях. Чтобы сохранить форму сечения, используют составные или стержневые дорны – калибрующие пробки.
- С обкаткой. Такой способ подходит для сгибания трубчатых элементов диаметром не более 15 см. При этом толщина стенок должна быть внушительной. Суть метода: вокруг статичного гибочного ролика заданного размера движется обкатывающий ролик. Он прижимает трубу и выполняет её изгиб.
- Вальцовкой. Этот способ позволяет изогнуть заготовку по спирали или в кольцо. На вальцах элемент перемещается роликами и приобретает заданную положением роликов кривизну.
- Волочением. Метод подходит для сгибания тонкостенных цельнотянутых изделий. Для сгибания изготавливается шаблон из трубчатого элемента большего диаметра. Затем шаблон продевается в фильеру и фиксируется зажимом. За счёт вращения шаблона заготовка протягивается сквозь фильеру и загибается.
- При помощи растяжения. Эта методика позволяет свести к минимуму риск возникновения деформаций металла. Для этого заготовка фиксируется на краях, растягивается и сгибается одновременно за счёт использования гибочного шаблона.
- На опорах. Обычно используется две опоры, на которые укладывается заготовка. По мере изгибания опоры поворачиваются вокруг своей оси. Шаблон соединяется со штоком домкрата так, чтобы усилие прикладывалось по центру заготовки. Метод подходит для сгибания трубчатых изделий диаметром не более 35,1 см. Оборудование позволяет выполнить сгибание прямо на стройплощадке.
- С гидростатическим давлением внутри. Для этого в трубчатый элемент нагнетается жидкость. На концах устанавливаются заглушки. Из-за возникающих напряжений металл достигает почти пластического состояния. Потом к месту изгиба подносят шаблон и изгибают заготовку.
- С проталкиванием. Способ подходит для сгибания элементов диаметром в пределах трёх дюймов. Заготовку проталкивают через неподвижную и подвижную матрицу. Благодаря смещению матриц относительно друг друга можно регулировать кривизну изгиба. С помощью этой методики одну заготовку можно согнуть несколько раз в разных плоскостях.
Что касается использования дорнов, то самой простой пробкой для труб сечением не более 3,2 см может быть стальной трос. Один конец этого троса фиксируется в рукоятке. Другой конец соединяется с проволокой для выполнения протягивания в просвет. При этом диаметр калибрующей пробки должен быть чуть меньше, чем сечение трубчатого изделия – примерно на 0,1-0,5 мм.
Во время использования калибровочных пробок на внутренней поверхности заготовки могут возникать нежелательные царапины и насечки. Обычно такое происходит при сгибании изделий из нержавейки. Чтобы защититься от таких нежелательных последствий, нужно правильно выбирать материал для изготовления пробки, а также использовать смазку и тщательно очищать поверхность.
Изготовление простого трубогиба своими руками

Чтобы согнуть профильную трубу своими руками в больших количествах, например, для изготовления каркаса теплицы, и при этом не покупать заводской трубогиб, его можно изготовить самостоятельно. Для этого не потребуется большое количество материала, однако, необходимы будут навыки сварных и слесарных работ.
Для изготовления простого трубогиба понадобятся:
- Швеллер стальной 14П с шириной полки 140 мм. Из него будет изготовлено основание станины трубогиба.
- Швеллера стальные 5П с шириной полки 50 мм. Они пойдут для изготовления рамы основного упора и опор подшипниковых обойм.
- Обоймы с подшипниками качения с внутренним диаметром 30,5 мм. 3 пары.
- Круг стальной (пруток) диаметром 28-30 мм. Из него будут изготовлены валы упоров.
- Вал болт и гайка от старой струбцины для изготовления прижимного механизма.
- Приводные звездочки механизма подачи заготовки. Их можно взять от старого велосипеда.
- Цепь велосипедная. При соединении валов цепью достигается синхронизация их движения. За счет этого труба будет подаваться более равномерно.
- Привод вала. Для этого достаточно к одному из валов приварить педаль от велосипеда.
Также понадобятся:
- болгарка,
- сварочный аппарат,
- набор электродов.

Порядок работ:
- Для начала изготавливается станина. К швеллеру основания станины приваривается рама основного упора. Ее высота должна быть не более длины болта прижимного механизма.
- После этого в перекладине рамы сверлится отверстие (равное диаметру болта) и к нему приваривается гайка струбцины. Теперь главная часть прижимного механизма готова.
- В концах швеллера основания станины привариваются два швеллера 5П, длина которых будет равна ширине основания. Привариваются они полкой вверх. Именно на них будут установлены обоймы подшипников.
- Затем изготавливается прижимное приспособление. Для него вырезается швеллер 5П, длина которого равна ширине основания, и к нему привариваются 2 обоймы. Между ними устанавливается вал. Верх прижимного механизма приваривается к болту струбцины. Теперь при его закручивании механизм опускается вниз, прижимая трубу к основанию.
- Далее изготавливается механизм подачи заготовки. К уже приваренным на концах основания швеллерам привариваются обоймы с подшипниками, между которым устанавливается вал. Такая же процедура проводится и с другой стороны.
- На концах валов с обеих сторон привариваются одинаковые звездочки, между которыми натягивается цепь. К другому концу одного из валов приваривается приводная ручка, изготовленная из старой педали велосипеда.
Такая конструкция не отличается особой дороговизной, но является довольно крепкой, что позволит согнуть трубы для теплицы своими руками в большом количестве.
Гибка труб в домашних условиях
Профильную трубу согнуть своими руками можно и без помощи специальных станков и инструментов. Причем в большинстве случаев можно добиться изгиба действительно неплохого качества.










Выполнение гибки с применением болгарки и сварки

Станок для пропила профильных труб болгаркой
Перед тем, как согнуть профильную трубу, потребуется вооружиться болгаркой и обычным сварочным аппаратом.
Гибку выполняют в следующей последовательности:
- Рассчитывают радиус закругления трубы.
- По длине изгибаемого участка выполняют равномерно поперечные пропилы трех сторон.
- После этого с легкостью гнут трубу.
- Сваривают пропиленные места.
- Обрабатывают и шлифуют место сварки.
Таким способом можно достичь впечатляющего внешнего результата при нужном радиусе изгиба трубы.
Гибка с использованием средств внутреннего противодействия
Одним из таких средств может стать специально изготавливаемая пружина. Перед тем, как согнуть трубу профильную, из стальной проволоки толщиной в 1-4 мм (в зависимости от толщины изгибаемой трубы) навивают пружину квадратного сечения.
Величина каждой из сторон сегмента пружины должна быть на 1,5-2 мм меньше внутренних величин сечения трубы, чтобы пружина могла без каких-либо усилий внедриться внутрь трубы.
После установки трубы в месте предполагаемого сгиба, непосредственно перед тем, как гнуть профильную трубу, изгибаемый участок разогревают паяльной лампой. Далее производят изгиб трубы на болванке, радиус которой равен требуемому внутреннему радиусу гнущейся трубы.
При необходимости согнуть медную профильную трубу (для водопровода или отопления) в зимний период, может быть применен несколько оригинальный метод.
Итак, как загнуть трубу профильную:
- Трубу из меди заполняют водой, закрыв предварительно один из ее концов пробкой.
- Выставляют трубу на мороз до полного замерзания жидкости.
- Гибка медной трубы после этого может быть выполнена по шаблону соответствующего радиуса практически без потери сечения и без усилий.

Пример используемой для гибки болванки
Как согнуть профтрубу без трубогиба? Подготовьте несколько ведер сухого и чистого песка. Если чистый песок достать не удалось, подойдет и обычный, пролежавший во дворе.
Его потребуется просеять и как следует высушить, прокалив его на костре или при помощи газовой горелки до той поры, пока песок не перестанет парить и дымить. После обработки и остывания песок ссыпают в сухую и чистую тару.
Перед тем, как согнуть квадратную трубу, в нее с одной из сторон забивают деревянный клин на глубину 10-20см, а далее насыпают в свободное отверстие трубы подготовленный чистый и сухой песок до полного заполнения трубы. Далее забивают аналогичный клин с другой стороны трубы и начинают, непосредственно, процесс гибки.
Операция, как и в предыдущих случаях, производится с применением болванки диаметром, соответствующим требуемому внутреннему радиусу изгиба. Если изгиб слишком крутой (малый радиус), место сгиба можно нагреть при помощи горелки. Песок, плотно забитый в трубу, не даст ей потерять целостность либо сильно деформироваться.
По окончанию гибки на костре выжигают одну из пробок, удаляют из трубы песок и выбивают либо выжигают из трубы вторую пробку. Времени на гибку таким способом уйдет не на много больше, в сравнении с тем, как загнуть профильную трубу с помощью трубогиба.
Представленные в статье методы гибки профильных труб будут эффективны при выполнении всех перечисленных условий, однако изгиба действительно высокого качества во всех смыслах слова можно достичь, только воспользовавшись помощью профессионалов, которые выполнят работы на специально предназначенном для этого оборудовании. Подходите к работе со знанием дела, только благодаря этому удастся достичь желаемого результата, затратив при этом минимум средств и усилий.
Можно ли гнуть полипропиленовые трубы
Полипропилен — упругий материал при естественных условиях. Трубы из этого полимера — прямолинейные изделия. Упругость не позволяет изгибать длинномерные полимерные детали без лишних усилий, особых приспособлений, не соблюдая основных рекомендаций специалистов.

Можно ли гнуть полипропиленовые трубы при монтаже
Поэтому особенно не опытным людям нужно познакомиться, как согнуть полипропиленовые трубы правильно. Это позволит не допустить их деформации, изменения поперечного сечения и уменьшения надежности конструкции.
Производители не советуют изменять конфигурацию ПП труб. Однако мастера успешно установливают аппаратуру и коммуникации, изгибая полимер в нужном направлении.
При монтаже систем отопления в многоквартирных зданиях обычно один радиатор устанавливается в каждой комнате. Это упрощает схему разводки и подключение батарей. Поэтому при прокладке подающих и обратных трубопроводов используется минимальное количество соединительных элементов.










Сложнее выполнять монтаж в частном доме с автономным отоплением. Чаще всего на таком объекте работы начинаются с прокладки трубопроводов от котла, расположенного в подвальном помещении.
Поэтому приходится использовать большое количество фитингов для разводки инженерных сетей по этажам и отдельным помещениям. Это не позволяет сэкономить. Если же отдельные ПП участки гнуть, тогда удастся уменьшить количество соединений, сократив число отводов (угольников), обводов.
При ремонте и устройстве теплого пола ПП трубы тоже приходится в разных направлениях сгибать. Это еще одна причина, почему монтажникам нужно знать, как гнуть трубопроводы из полимера.
Особенности гибки труб

Все методы сгибания заготовок можно разделить на ручные и механические, а также горячие и холодные. Порой процесс сгибания сопровождается нежелательными последствиями для трубчатого изделия, которые оказывают существенное влияние на последующую эксплуатацию элемента. Степень проявления этих последствий зависит от материала, из которого изготовлена труба, её диаметра, радиуса изгиба, а также метода, с помощью которого выполнялась процедура сгибания.
К негативным последствиям гибки можно отнести следующие моменты:
- Уменьшение толщины стенки заготовки, расположенной по наружному радиусу изгиба.
- Образование заломов и складок на стенке, которая находится по внутреннему радиусу изгиба.
- Изменение конфигурации сечения (уменьшение размеров просвета и его формы-овализация).
- Изменение радиуса изгиба вследствие пружинящего эффекта материала.
Самый распространённый недостаток изгиба – это изменение конфигурации сечения и толщины стенок. Из-за напряжений металла внешняя стенка в месте изгиба истончается, а внутренняя, наоборот, утолщается. Из-за этого происходит заметное ослабление трубчатого элемента. Это явление опасно разрывом внешней стенки трубы, поскольку именно она подвергается большему давлению транспортируемой среды.
Также значительно ослабляет заготовку овализация. Особенно опасно такое явление при сгибании трубопровода, предназначенного для транспортировки вещества в условиях пульсирующей нагрузки. Если же такие элементы будут использоваться в качестве строительных конструкций, то овализация скажется на внешнем виде элемента. Именно поэтому в процессе сгибания стремятся максимально уменьшить такие явления.
Если же на внутренней стенке образуются складки из-за утолщения материала, то они повлекут за собой не только уменьшение сечения, но и будут создавать сопротивление для движущегося потока. Это в свою очередь повысит вероятность возникновения коррозии. Помимо этого несущая способность конструктивного трубчатого элемента снизится.





